4.2. ETAPA 1 Primeiro lote de ferramentas texturizadas (7 texturas) - Influência dos parâmetros do LASER na textura produzida na ferramenta
|
|
|
- Wagner Luís Fagundes Brunelli
- 7 Há anos
- Visualizações:
Transcrição
.")
1 ETAPA 1 Primeiro lote de ferramentas texturizadas (7 texturas) - Influência dos parâmetros do LASER na textura produzida na ferramenta Análise visual e topográfica do primeiro lote de ferramentas texturizadas. As ferramentas analisadas neste item foram texturizadas sobre o revestimento, usando os parâmetros apresentados na Tab. 3.7 (1). Análise visual - Nesta primeira etapa foram produzidas 6 texturas (veja Fig. 4.12) variando os parâmetros do laser. A texturização das ferramentas T1 a T4 foi realizada com uma única varredura do feixe e incrementada a potencia do laser nos níveis 40, 20, 10 e 5 Watts respectivamente. A texturização das ferramentas T4 a T6 foi realizada com a mesma potencia no laser, 5 Watts, e incrementadas o número de varreduras nos níveis 1, 3 e 10 varreduras respectivamente. Figura Fotografia das ferramentas texturizadas na etapa 1. Foram fotografadas as superfícies de saída das ferramentas com um aumento de 12X. Visualmente pode se perceber que o parâmetro de maior potência, queimou os primeiros revestimentos da ferramenta T1, enquanto que uma menor potência, isto é, 5W com um único passe (T4), proporciona marcas sobre a superfície da ferramenta, sem se afastar da aparência da ferramenta convencional, em outras palavras, conservando grande parte do revestimento TiN. Quanto maior o número de passes sobre a ferramenta, maior foi o destacamento de revestimento como mostrado na Fig na ferramenta com 10 varreduras (ferramenta T6).
2 92 Topografia 3D - Para análise da topografia, foi varrida uma área de 4 mm 2, em cada ferramenta como apresentado na Fig As dimensões das topografias geradas pelo laser, no formato de micro crateras superpostas, podem ser analisadas na Fig As superfícies mais rugosas são aquelas que apresentam uma gama de cores que inclui em uma única superfície a cor azul escuro (o vale mais profundo) e vermelha (o pico mais alto). Este é o caso da topografia da ferramenta texturizada com maior potência (T1), onde observa-se grandes áreas na cor azul escuro, indicando que a potência aplicada no laser fundiu grandes densidades de picos de menor dimensão, deixando como resultado superfícies mais lisas acompanhadas de picos isolados. Este tipo de superfície provavelmente apresentará um desgaste acelerado na região dos picos, que são facilmente destacados e se tornam partículas duras que agirão contra a superfície da ferramenta. Uma textura ideal deve possuir picos menos elevados e de maior largura, para dar uma maior área de contato que suportará o contracorpo e crateras ou vales mais pronunciados, os quais servirão como cavidade para ancorar partículas duras que possam riscar a ferramenta e simultaneamente armazenar fluido que melhore a lubrificação. Considerando as áreas onde há movimento relativo entre o cavaco e a ferramenta, uma superfície texturizada pode apresentar distribuição de pressão assimétrica, devido à presença das microcrateras, originando uma maior capacidade de sustentação de carga por um filme de fluido (RYK et.al, 2002). A Tabela 4.2 mostra os parâmetros de rugosidade para as 7 ferramentas. Tabela 4.2 Parâmetros de rugosidade da superfície de saída das ferramentas. Ra [µm] Rq [µm] Rp [µm] Rv [µm] RT [µm] Sk Ku Rz [µm] T T T T T T Sem T

, o que indica uma superfície mais")
3 93 Ferramenta comercial T7 40W 1 passe T1 5W 1 passe T4 20W 1 passe T2 5W 3 passes T5 10W 1 passe T3 5W 10 passes T6 Figura 4.13 Topografia 3D superfície de saída das ferramentas do primeiro lote. A ferramenta 4, com valores ressaltados na cor cinza, apresentou os menores picos e simultaneamente apresentou o menor valor de Skewness (maior quantidade de vales), o que indica uma superfície mais adequada.
 (COSTA, 2005), entre outros. 4.2.2 Análise química e MEV do primeiro lote de ferramentas texturizadas.")
4 94 Utilizando este tipo de análise topográfica também podem ser levantadas outras características da superfície, tais como: a capacidade de carga (ETSION, 2009), volume disponível para alojamento de fluidos e partículas abrasivas (debris) (COSTA, 2005), entre outros Análise química e MEV do primeiro lote de ferramentas texturizadas. A microscopia eletrônica de varredura das superfícies de saída das 6 ferramentas texturizadas nesta etapa e uma ferramenta convencional (ferramenta 7) são apresentadas na Fig Estas imagens foram processadas no laboratório de ensino e pesquisa em usinagem LEPU. A imagem gerada é uma combinação de (SE) elétrons secundários e elétrons retroespalhados. A técnica de elétrons retro espalhados permite visualizar as imagens em escala de cinzas, onde as áreas mais escuras representam os compostos de menor número atômico, por exemplo, o alumínio, presente nas camadas sub-superficiais do revestimento das ferramentas. A área marcada como ferramenta 7 representa a ferramenta que não sofreu nenhum tipo de tratamento com o feixe laser. A microscopia desta superfície mostra uma cor que caracteriza principalmente uma composição de titânio, elemento presente na camada mais externa do revestimento da ferramenta. Figura 4.14 MEV da superfície de saída de ferramentas. Usando as imagens da Fig. 4.14, é possível observar dois efeitos sobre a ferramenta, o primeiro mostra que maiores potências do laser refletem em um dano proporcional nas
, a primeira foto, (ferramenta 1), apresenta uma área composta principalmente por titânio, característico da")
.")

5 95 camadas de revestimento. Se considerarmos que esta ferramenta é revestida com três camadas (TiCN-Al 2 O 3 -TiN), a primeira foto, (ferramenta 1), apresenta uma área composta principalmente por titânio, característico da camada mais interna da ferramenta. Em outras palavras, a potência de 40W no feixe laser, consegue retirar material até a camada mais próxima ao substrato (TiCN). A ferramenta 2, apresenta uma cor cinza escura, indicando que o laser retirou práticamente na sua totalidade a camada de TiN e deixou exposto o revestimento intermediário de alumina (Al 2 O 3 ). A superfície texturizada com a potência de 10W mostra parte do revestimento da camada mais externa (TiN) e uma serie de destacamentos na cor preta (Al 2 O 3 ), distribuídos ao longo da superfície. O segundo efeito é a perda de revestimento devido ao número de varreduras do laser sobre a ferramenta. Analisando as ferramentas 4, 5 e 6 é evidente que quanto maior for o número de passes, maior será o destacamento de material de revestimento, mesmo para uma menor (potência de 5 W). Os dois tipos de remoção gradativa de revestimento tornam-se de interesse quando analizadas as ZAC geradas pelo laser. É muito provável que a área afetada pelo calor na condição de 5 W com 10 passes seja menor do que um único passe de 40 W. Realizando uma análise química em laboratórios da Universidade Federal do Espírito Santo, A Figura 4.15 apresenta a composição da superfície da ferramenta T1. Ponto 1 Al Ti Co 2 4 Ponto 2 Ti Ti Superfície de saída Ferramenta com quebra cavaco 50 µm W Ti W 5 10 Ponto 3 Ti Al Ti Ti W 5 10 Energy-keV Figura 4.15 EDX, composição química da superfície de saída da ferramenta com textura 1 (40 W).
, mostra que houve destacamento dos revestimentos deixando expostas regiões compostas principalmente pela camada de TiCN.")

. Varias regiões analisadas na Fig 4.")

.")

6 96 A análise com EDS da textura 1 (40 W) (Fig. 4.15), mostra que houve destacamento dos revestimentos deixando expostas regiões compostas principalmente pela camada de TiCN. A região marcada com 1 (áreas mais escuras), mostra o alumínio característico da camada de Al 2 O 3, destacada quase na sua totalidade. Já os pontos 2 e 3, da mesma figura, mostram maior presença de titânio em níveis de energia próximos de 5 kev, provavelmente oriundos da camada mais próxima ao substrato (TiCN). Varias regiões analisadas na Fig 4.15 apresentam múltiplos pontos escuros, característicos do uso de laser sobre ferramentas de metal duro, como consequência da liberação de gases. As explosões dos gases no processo de sublimação do material produzem microfuros através do revestimento da ferramenta (VIANA, 2009; ARROYO, 2009). Em uma tentativa por observar o efeito do laser sobre a ferramenta a partir de uma vista transversal, a ferramenta com textura 4, ou seja, potência aplicada no feixe de 5W e um único passe, foi cortada ao meio por um processo de eletroerosão a fio. Posteriormente foi lixada e polida com pasta de diamante de 1 µm. A Figura 4.16(a) mostra a ferramenta convencional, a qual passou pelo mesmo processo de corte e preparação, e revela claramente a espessura da tripla camada de revestimento. TiN Al 2 O 3 TiCN WC a b TiCN c WC+Co Figura Seção transversal a) ferramenta comercial revestida multicamada, b) ferramenta revestida e texturizada e c) ampliação de detalhe b.
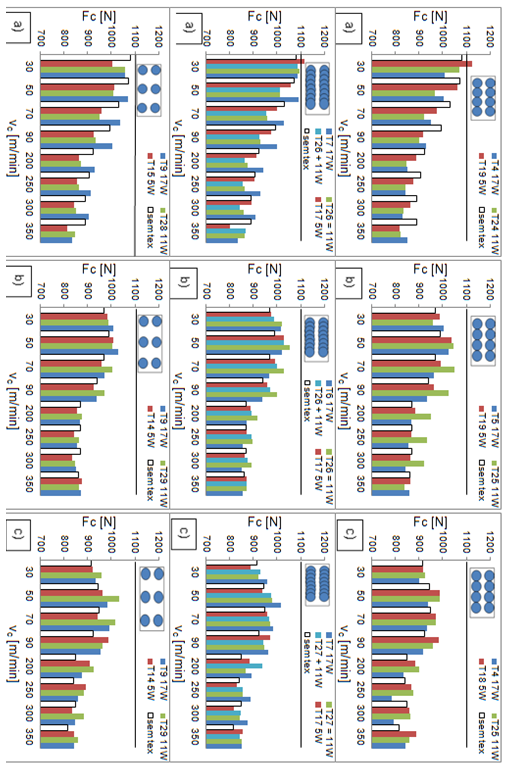
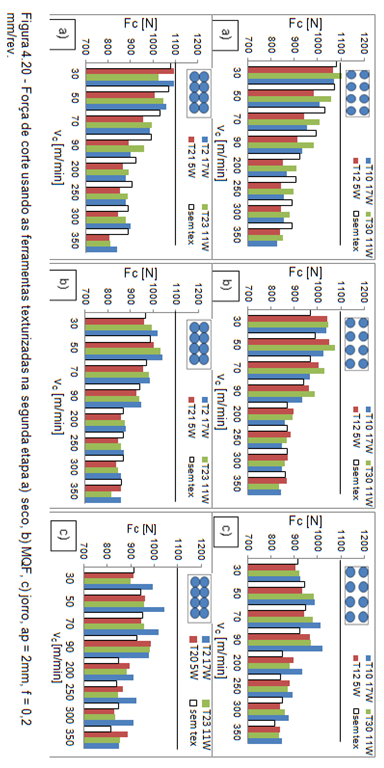
7 97 A microscopia da Fig b revela uma boa interação na interface da camada de revestimento de TiCN com o substrato. Uma ampliação desta imagem é apresenta com mais detalhe na Fig c. Analisando a Fig b (texturizada), esta mostra a perda parcial de material da camada de revestimento TiN, quando comparada com a ferramenta convencional apresentada na Fig a. As camadas consequentes de Al 2 O 3 e TiCN aparentemente não se vem afetadas pela irradiação com o feixe laser para estes valores de energia Análise comparativa das forças de corte do primeiro lote de ferramentas texturizadas Nesta parte da primeira etapa foram usadas as ferramentas com as 7 texturas estudadas no item anterior. O material torneado foi o aço ABNT 1050, em três atmosferas diferentes, seco, MQF, jorro. O planejamento dos parâmetros de corte segue o planejamento descrito na Tab. 3.7 (1). Os gráficos das Fig até 4.19 apresentam os resultados obtidos em usinagem com atmosfera seco, MQF e jorro para as componentes da força de usinagem Fc, Ff e Fp respectivamente.
8 98
9 99
10 100
11 101 Os resultados em esta etapa levaram a conclusões apenas no uso de fluidos de corte e não no uso de diferentes texturas, já que nenhuma das ferramentas mostrou valores de força consideravelmente inferiores em todas as situações. Analisando as tendências apresentadas nos gráficos, a ferramenta sem textura mostrou-se como a melhor candidata na usinagem a seco. O uso de fluidos de corte tanto em MQF quanto jorro, não apresentaram reduções significativas dos esforços de usinagem, pelo contrário, quando analisada isoladamente a ferramenta sem textura, o uso de fluido na forma de jorro resultou em maiores valores de força de corte. É provável que a posição do jato de jorro beneficiasse também o resfriamento da peça, o que ocasionaria uma maior resistência por parte do material devido à menor temperatura, gerando forças maiores. Ao analisar os gráficos que representam o comportamento das forças com a variação do avanço, observa-se que a inclinação do gráfico diminui em função da quantidade de fluido aplicada, este resultado pode representar uma possível eficácia da textura quando incrementadas as áreas de contato o que levaria a uma maior atuação por parte da textura e o fluido de corte.esta etapa pode concluir que a estratégia de texturização de crateras superpostas em ambas as direções de varredura do feixe, não são a melhor alternativa na procura por benefícios para a usinagem, quando analisados os esforços durante a remoção de material. Esta etapa forneceu informação útil para determinar as faixas nas quais é possível trabalhar com o feixe laser (valores de energia próximos de 3X10 7 W/cm 2 ), e entender os fenômenos de ablação ou destacamento do material de revestimento.a etapa seguinte considera valores de densidade de energia próximos àqueles de melhor resultado na etapa 1, ou seja, densidades próximas aos 3X10 7 W/cm 2, aplicados na ferramenta T4 (5W e diâmetro focal de 100 µm). Adicionalmente a profundidade de corte também foi incrementada para 2 mm de ap, com a finalidade de observar uma maior área texturizada atuante no contato. 4.3 ETAPA 2 Segundo lote de ferramentas texturizadas (15 texturas) - Influencia da geometria da textura a LASER nas forças de usinagem Caracterização das forças de usinagem Na etapa 2 foram reproduzidas 5 texturas em três valores de potência, 5, 11, e 17W, para um total de 15 texturas diferentes, cujos detalhes foram discutidos no capitulo de metodologia (Tab. 3.3 e 3.4). A texturização considerou valores de densidade de energia
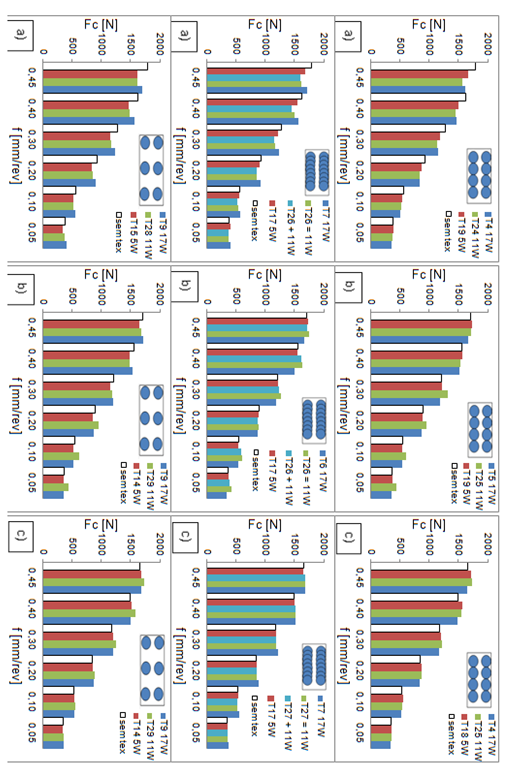
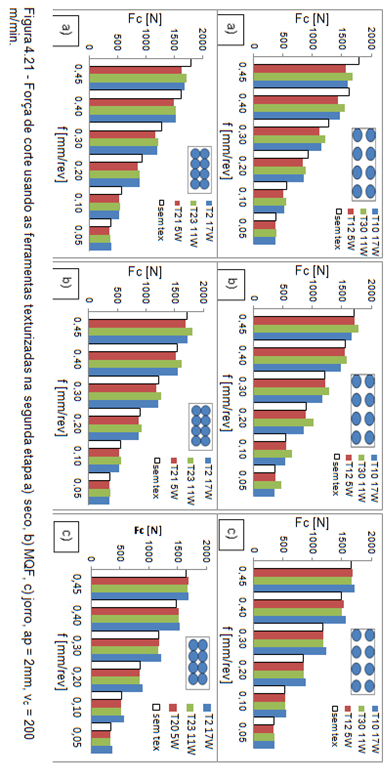
12 102 com base naqueles aplicados na etapa 1. Nesta segunda etapa variou-se o percurso de varredura do laser, controlando-o para reproduzir calotas separadas e superpostas em diferentes estágios. Os maiores valores de força captados pelo dinamômetro foram as forças medidas na direção perpendicular ao avanço da ferramenta, medidas no plano de trabalho (Fc). Os valores máximos desta componente da força de usinagem com a velocidade variando e o avanço fixo em 0,2 mm/rev. foram próximos de 1000 N. As condições de velocidade de corte fixa em (200 m/min) e o avanço variando, mostraram valores de força de corte que superaram os 1800 N, nas condições de corte mais severas. Cada ponto no gráfico representa uma média de 5000 pontos captados pelo sistema de aquisição, previamente filtrados. Os desvios padrão não foram mostrados já que estes são desprezíveis em relação à grandeza do sinal de força. Os maiores desvios foram de 25 N, estes se apresentaram nas condições de usinagem que exibiram APC (v c inferiores a 70 m/min). Em velocidades de corte superiores a 70 m/min o desvio padrão dos pontos caiu para valores entre 8 e 10 N. O primeiro gráfico apresentado na Fig mostra exclusivamente as forças de corte, resultantes da usinagem com avanço fixo, usando 15 ferramentas com texturas diferentes, propostas na segunda etapa. Na figura 4.20 a linha marcada a 1100 N serve como referência e representa o maior valor de força encontrado em todos os testes com variação da velocidade. A figura 4.21 apresenta os resultados da variação da força de corte em função da variação do avanço de corte com velocidade fixa, usando 15 ferramentas com texturas diferentes anteriormente citadas. A comparação dos gráficos na horizontal mostra os resultados usando as três atmosferas, Seco; MQF e Jorro respectivamente. A comparação dos gráficos na vertical revela os resultados obtidos, variando unicamente a textura da ferramenta de corte. A comparação dentro de um único gráfico de barras estuda a comparação de uma mesma textura, reproduzida com potências no laser de 5, 11 e 17 W e a ferramenta sem textura (convencional), além da influência produzida pelo parâmetro de corte que esta variando (v c e f).
13 103
14 104
15 105
16 106
17 107 Esta parte do estudo tem o intuito de verificar se há influencia por parte da combinação textura-atmosfera em algum nível de variação do movimento relativo entre a superfície da ferramenta e a raiz do cavaco (variação de v c ) ou na variação da área de contato entre estes (variação de f). Para analisar os gráficos deve-se entender que cada figura esta composta por duas páginas e as variáveis são comparáveis no sentido vertical, horizontal e pela diferença de cores de cada gráfico de barras. Os resultados desta etapa mostraram que o uso de texturas a laser não influenciaram significativamente nas forças de corte (Fig e 4.21) ou nas demais componentes da força de usinagem (veja Anexo 1). A variação das forças é mínima quando comparadas com os resultados encontrados nas ferramentas convencionais. Considerando a afirmação anterior e usando como base de referência a linha a 1100 N, podemos ver dentro das tendências que: A força de corte é reduzida com o uso de fluido na forma de MQF e jorro, principalmente nas baixas velocidades de corte, onde há um maior efeito lubrificante por parte do fluido (Machado et al., 2011). Aparentemente o uso de fluido na forma de jorro apresenta-se como a melhor alternativa, quando considerada a força de usinagem. Na usinagem com MQF todas as texturas apresentaram resultados similares Na usinagem com jorro todas as texturas apresentaram resultados similares aos encontrados no uso de ferramentas sem textura, ainda, é importante resaltar que as texturas com canais paralelos (T26 e T27 11W) foram analisadas em duas orientações, a primeira disposta com as marcas paralelas ao movimento do fluxo do cavaco, representada por um símbolo (=) e posteriormente com as marcas dispostas perpendiculares ao fluxo do cavaco, representada por um símbolo (+). Esta variação na orientação das marcas também não obteve variações no comportamento da força de corte, embora houve uma sutil tendência de melhores resultados com as marcas dispostas perpendiculares. Este fato leva a considerar que as áreas de contato entre o cavaco e a ferramenta não variam significativamente na presença de uma textura, mas, isto não é motivo para não avaliar estas diferentes ferramentas estudando uma outra variável de saída. Por exemplo, a vida da ferramenta. Estudando o comportamento na aplicação de MQF (veja anexo 1) as diferentes texturas aplicadas usando três potências diferentes em atmosfera de MQF, não apresentaram influências significativas nas mudanças das forças de usinagem.

. A ilustração da Fig. 4.")
18 108 Centrando a atenção na ferramenta de marcas paralelas, é interessante afirmar que mesmo usando a mesma ferramenta, a qual garante a mesma grandeza das crateras produzidas na texturização, foram observadas pequenas diferenças quando analisada a ferramenta no sentido paralelo e comparada com a mesma ferramenta no sentido perpendicular ao fluxo do cavaco. Na primeira situação a área de contato cavaco-ferramenta interage com aproximadamente 10 linhas de cavidades da textura (sentido paralelo), na segunda situação apenas 5 ou menos cavidades interagem na mesma área de contato (sentido perpendicular). A ilustração da Fig representa esta situação, a seta indica o sentido de fluxo do cavaco e a área delineada indica a área de contato cavaco-ferramenta. Figura Desenho esquemático de giro de ferramenta e movimento do cavaco Análise topográfica do terceiro lote de ferramentas texturizadas A análise topográfica mostra que várias ferramentas apresentaram descontinuidades na qualidade da texturização. Foi verificado que a textura evolui durante a texturização (veja Fig. 4.23), isto devido ao aumento do acoplamento do laser. No início, a ferramenta está fria e o plasma se desenvolve pouco. Com a continuidade do processo, aumenta a intensidade de ablação e o laser fica mais intenso. Nas texturizações com potências de 5W a energia do laser não alterou a topografia das ferramentas, em outras palavras, não houve ablação de material considerável, veja um exemplo de texturização com esta potência nas ferramentas da Fig. 4.23, as ferramentas T17 e T12 foram texturizadas usando diferentes padrões, mas não foram encontradas diferenças na topografia das mesmas.
 T6, T17, T27 e b) T10, T12, T30 Todas as ferramentas texturizadas com 5W foram testadas para avaliar a")
19 109 a) b) Figura Topografia 3D e fotos de texturas a 17, 5 e 11 W respectivamente das ferramentas a) T6, T17, T27 e b) T10, T12, T30 Todas as ferramentas texturizadas com 5W foram testadas para avaliar a possibilidade de influência do calor do feixe sobre a ferramenta. Para garantir a presença da textura nos testes de usinagem usando as ferramentas texturizadas a 11 e 17 W, foram utilizadas apenas aquelas arestas que apresentavam o padrão de textura. Desta maneira o número de testes, para um tipo de textura foi distribuído entre as arestas com textura bem definida. Aquelas arestas da ferramenta que usinaram em mais de uma ocasião, foram levadas ao microscópio para verificar a ausência de um desgaste severo sobre a textura. A Figura 4.20
20 110 apresenta as topografias de seis tipos de textura comparando a influência da potência do laser na topografia da ferramenta. Nesta figura mostra-se as imagens de topografia junto a sua respectiva fotografia capturada através de um microscópio ótico. As texturas T6, T17 e T27 da Fig 4.23 a, foram texturizadas a 17, 5 e 11 W respectivamente. A geometria tem um formato de canais paralelos ao longo da ferramenta devido a superposição das crateras deixadas pela pulsação do laser em uma direção, com espaçamento na direção perpendicular a esta. As ferramentas T10, T12 e T30 da Fig 4.23 b, foram texturizadas a 17, 5 e 11 W, respectivamente, com geometrias no formato de dimples ou micro poças espaçadas nos dois sentidos de varredura do feixe. Como já foi citado anteriormente, cada uma das 15 texturas propostas para esta etapa foi duplicada ou repetida. Isto ajudou a verificar a repetibilidade da textura. Analisando as texturas propostas, a condição que apresentou a maior homogeneidade de texturização (marcação mais homogênea) foi a textura com marcas paralelas, a 11 W de potência (T26 e 27) Análise química e MEV do terceiro lote de ferramentas texturizadas Foram realizadas análises químicas e no MEV das ferramentas antes da usinagem. Usando microscopia eletrônica de varredura, verificou-se que a textura foi originada através de ablação das camadas mais externas da ferramenta, deixando zonas de erosão nas vizinhanças das marcas. As Figuras 4.24, Fig 4.25 e Fig. 4.26, apresentam as ferramentas texturizadas nesta etapa, usando aumento de 100, 300 e 3000 vezes, respectivamente. A primeira ampliação permite ver o padrão de texturização em cada situação. Analisando uma única marca foi observada uma variação de cor na escala de cinzas, o que indica um gradiente de energia que vai do valor máximo no centro do feixe, até valores de energia que não conseguem retirar o material. Este fenômeno faz com que o tamanho das marcas seja menor do que o diâmetro do spot (diâmetro do feixe incidente na amostra), que para esta etapa foi de 250 µm.

21 111 Figura MEV de ferramentas texturizadas a 17, 11 e 5 W respectivamente para cinco texturas diferentes com ampliação de 100X. O aumento na ampliação da foto MEV para 300X (Fig. 4.25) permite visualizar as áreas claras ao redor de cada cratera, estas indicam a evaporação de impurezas (limpeza) da superfície. Figura MEV de ferramentas texturizadas a 17, 11 e 5 W respectivamente para cinco texturas diferentes com ampliação de 300X.
, apresentada na Fig 4.")
22 112 A variação no tamanho das crateras produzidas oscila entre 40 e 100 µm dependendo da potência aplicada no feixe. Figura MEV de ferramentas texturizadas a 17, 11 e 5 W respectivamente para cinco texturas diferentes com ampliação de 3000X. A maior ampliação (3000X), apresentada na Fig 4.26, mostra, além da cratera fraturada, a propagação de trincas intragranulares no revestimento. Este fato leva a supor que em uma etapa inicial da formação do cavaco, fragmentos de revestimento TiN serão desprendidos da superfície da ferramenta e, aparentemente o revestimento de Al 2 O 3 permanece integro e livre de trincas ETAPA 3. Terceiro lote de ferramentas texturizadas (1 textura) Influencia da textura na vida da ferramenta Para a terceira etapa, foram manufaturadas novas texturas com um único padrão de geometria. Foram considerados os parâmetros do laser aplicados nas duas etapas anteriores. Embora tenham sido avaliados diferentes níveis de energia no laser, e diferentes geometrias nas texturas, os resultados não foram significativamente conclusivos. Assim,
 com densidade de energia na ordem dos 10 7 [W/cm 2 ].")
23 113 decidiu-se recriar a melhor textura da segunda etapa (maior homogeneidade e repetibilidade), identificada com a nomenclatura T26 e T27, canais paralelos testados a 0 e 90 de inclinação, usando uma energia por pulso próxima daquela ferramenta com melhores resultados na etapa1 (ferramenta 4) com densidade de energia na ordem dos 10 7 [W/cm 2 ]. Um corte transversal desta ferramenta é apresentado na Fig Ausência das camadas TiN e Al 2 O 3 TiN Al 2 O 3 TiCN Cavidade Topo da superfície Figura MEV da seção transversal de um canal de uma ferramenta do terceiro lote de texturização. A Figura 4.27 apresenta um corte da seção transversal da ferramenta texturizada utilizada nesta etapa, ressaltando a ausência dos revestimentos TiN e Al 2 O 3 no fundo da cavidade (linha deixada pelo feixe laser). Na parte mais elevada da superfície (área não atingida pelo feixe), os revestimentos permaneceram intactos. Os parâmetros de corte do feixe laser e a estratégia de texturização foram apresentados com mais detalhe na metodologia deste documento Análise topográfica do terceiro lote de ferramentas texturizadas Com uso de interferometria a laser foram adquiridas as características da topografia das ferramentas texturizadas nesta etapa. A Figura 4.28-a mostra a topografia da superfície de saída da ferramenta e os parâmetros de rugosidade e a Fig 4.28-b apresenta um perfil isolado no sentido perpendicular aos canais, que permite ter uma noção do tamanho dos mesmos, mostrando as alturas dos picos como sendo de no máximo de 4 µm. Em outra posição, entretanto, considerando o parâmetro de rugosidade Rt, observa-se que este valor
 Topografia 3D, b) perfil 2D. 4.4.2 Análise química e MEV do terceiro lote de ferramentas texturizadas.")
24 114 pode atingir até 6,53 μm. Isto representa a ablação de duas, das três camadas protetoras da ferramenta, as quais possuem uma espessura total aproximada de 11 µm. Figura Interferometria a laser de ferramenta texturizada no terceiro lote. a) Topografia 3D, b) perfil 2D Análise química e MEV do terceiro lote de ferramentas texturizadas. Usando um mapa de raios X via MEV/EDS (Fig. 4.29) são identificados os principais componentes da superfície de saída da ferramenta tratada com o laser. As áreas cinzas na primeira foto da esquerda são ricas em oxigênio (vermelho) e alumínio (verde), evidenciando a camada de Al 2 O 3, já as áreas com cinza mais claro na primeira foto da esquerda, são ricas em titânio, presente na camada mais externa TiN e na camada mais próxima ao substrato TiCN. Através desta fotografia é evidente como a trilha em cinza claro representa a camada TiN e as áreas de cinza claro irregulares representam a camada TiCN. Esta figura também se torna útil para evidenciar a disribuição gaussiana da energia do feixe, sendo mais concentrado no centro da trilha, com remoção das duas camadas mais externas e menos intenso nos extremos, removendo apenas a camada mais externa de revestimento.


25 115 Figura Mapas de raios-x da superfície da ferramenta texturizada via MEV/EDS Testes de vida do terceiro lote de ferramentas texturizadas O estudo da vida de ferramenta, realizado nesta etapa, incluiu unicamente a análise de vida de ferramenta com aplicação de fluidos de corte, na forma de MQF e jorro. A usinagem a seco deste tipo de aços não têm grande aplicação no mercado. Como descrito no capítulo de metodologia os testes desta etapa obedecem a um critério de fim de vida composto. A Figura 4.30 mostra a curva de vida das ferramentas estudadas, nas velocidades de a) 150 [m/min] e b) 350 [m/min].
26 [m/min] VB max [10-6 m] ST MQF PR MQF PP MQF ST JORRO PR JORRO PP JORRO VMR [cm 3 ] a) [m/min] ST MQF PP MQF PR JORRO PR MQF ST JORRO PP JORRO VB max [10-6 m] VMR [cm 3 ] Figura Desgaste de flanco Vs volume de material removido, f = 0,25 mm/min, ap = 2 mm, atmosfera MQF e jorro, velocidade de corte a) 150 m/min, b) 350 m/min. b) A Figura 4.31 apresenta uma réplica dos testes de vida, apresentados na Fig
27 117 VB max [10-6 m] [m/min] ST MQF PR MQF PP MQF ST JORRO PR JORRO PP JORRO VMR [cm 3 ] a) [m/min] ST MQF PP MQF PR JORRO PR MQF ST JORRO PP JORRO VB max [10-6 m] VMR [cm 3 ] b) Figura Réplica de teste de vida de ferramenta, desgaste de flanco Vs volume de material removido, f = 0,25 mm/min, ap = 2 mm, atmosfera MQF e jorro, velocidade de corte a) 150 m/min, b) 350 m/min. Na nomenclatura dos gráficos, ST = ferramentas comerciais sem texturas, PP = ferramentas com texturas perpendiculares ao fluxo do cavaco e PR = ferramentas com texturas paralelas ao fluxo de cavaco.
28 118 As curvas pontilhadas representam a usinagem com MQF enquanto que as linhas continuas representam a usinagem com uso de jorro. As ferramentas testadas na velocidade de 150 m/min atingiram o critério de fim de vida, baseado na remoção de volume de material máximo, sem atingir o desgaste de flanco de 0,6 mm. As curvas de vida deste grupo de ferramentas mostraram-se bastante similares, sendo que, aparentemente, a ferramenta sem textura, na aplicação de jorro, mostrou o menor desgaste para o mesmo volume de material removido. As ferramentas testadas na velocidade de 350 m/min atingiram o fim de vida baseado no critério de desgaste de flanco, sem atingir o critério baseado no volume de material removido máximo. Analisando os perfis de vida deste grupo, a ferramenta texturizada com marcas perpendiculares ao fluxo do cavaco (PP), mostrou-se como a melhor candidata na vida de ferramenta, quando aplicada uma atmosfera de jorro. Nesta mesma atmosfera a ferramenta com marcas paralelas ao fluxo do cavaco (PR) mostrou-se levemente superior a ferramenta sem textura. Estes resultados indicam que é possível a hipótese de maior capacidade de retenção de fluido por parte das superfícies com texturas perpendiculares ao fluxo de cavaco. Adicionalmente uma afirmação que justificaria uma maior vida nas ferramentas texturizadas seria uma maior aderência por parte da camada TiCN devido a reações entre o substrato e o revestimento, promovidas pela temperatura do feixe laser. Este poderia ser um caso de estudo para um futuro trabalho. Na aplicação de MQF os resultados de vida dos três tipos de ferramenta apresentam comportamentos similares, sendo que, aparentemente, a ferramenta sem textura mostrou uma leve vantagem, quando comparada com as ferramentas texturizadas. É inegável que as altas temperaturas poderiam enfraquecer uma ferramenta que perdeu parte da sua barreira de proteção térmica (camada Al 2 O 3 ). A aplicação de fluido de corte (MQF) apresentou resultados inferiores em relação à vida da ferramenta quando comparada com a aplicação na forma de jorro, para a velocidade de corte de 350 m/min (veja Fig 4.30 e 4.31 b). Estes resultados são coerentes com a literatura (MACHADO et al., 2011 e Scandiffio, 2000), onde a técnica MQF não tem se mostrado eficiente para o processo de torneamento de aços em altas velocidades, pois sua ação refrigerante é inferior que a condição de aplicação do fluido na forma de jorro. Em esta etapa foi realizada uma análise visual mecanismos de desgaste do terceiro lote de ferramentas texturizadas.








29 119 A Figura 4.32 apresenta fotos das superfícies de saída das ferramentas utilizadas na usinagem com jorro, junto com um gráfico ilustrativo do desgaste apresentado por estas ferramentas. Observa-se que as áreas afetadas termicamente e os desgastes nas ferramentas com texturas perpendiculares ao fluxo de cavaco são menos severas que nas ferramentas com texturas paralelas ao fluxo de cavaco, e estas, por suas vezes, menores e menos severas que nas ferramentas sem textura. Menores isotermas se desenvolveram nas ferramentas com marcas perpendiculares, possivelmente por possuir maior área para troca de calor com o fluido e um maior poder de retenção de lubrificante. Desgaste de flanco Velocidade 150 m/min 350 m/min PP ST PR PP PR ST PP PR ST Figura Superfície de saída de ferramentas com, PP = Marcas perpendiculares, PR = Marcas paralelas, ST = Ferramenta Convencional (sem textura), usadas na condição Jorro. As Figuras 4.33 até Fig mostram as fotografias das ferramentas usadas nos testes de vida em atmosferas MQF e jorro, indicando os diferentes mecanismos de desgaste. Análise em microscopia eletrônica de varredura MEV feitas nestas ferramentas indica que abrasão e attrition (adesão + arrancamento) são os principais mecanismos de desgastes atuantes no processo.








30 120 Superfície de saída Atrition Superficie de flanco Micro lascamentos Desgaste abrasivo suave Figura MEV ferramenta no fim de vida, com marcas perpendiculares ao fluxo do cavaco vc = 350 m/min, atmosfera de corte jorro. Microlascamentos Material aderido Desgaste abrasivo suave Micro trinca Desgaste de flanco Micro trinca Figura MEV ferramenta no fim de vida, com marcas paralelas ao fluxo do cavaco vc = 350 m/min, atmosfera de corte jorro.
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340.
 ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
ESTUDO DO DESGASTE EM FERRAMENTA DE METAL DURO NO TORNEAMENTO DOS AÇOS ABNT 1045, 4140 E 4340. André Rezende de Figueiredo Oliveira 1 (PQ), Jacques Douglas A. Caetano 1 (EG), Josias Pacheco Rodrigues 1
4.3 MICROSCOPIA ELETRÔNICA DE VARREDURA - MICROESTRUTURAS DOS REVESTIMENTOS APROVADOS E REJEITADOS
 51 4.3 MICROSCOPIA ELETRÔNICA DE VARREDURA - MICROESTRUTURAS DOS REVESTIMENTOS APROVADOS E REJEITADOS Nas Fotografias 21 e 22 são apresentadas as microestruturas da camada de zinco da porca defeituosa,
51 4.3 MICROSCOPIA ELETRÔNICA DE VARREDURA - MICROESTRUTURAS DOS REVESTIMENTOS APROVADOS E REJEITADOS Nas Fotografias 21 e 22 são apresentadas as microestruturas da camada de zinco da porca defeituosa,
5.2 Relação de Desgaste (RD)
") 54 5.2 Relação de Desgaste (RD) A relação de desgaste, conforme definido anteriormente, é definida como o volume de material removido da peça pelo volume de material removido (gasto) da ferramenta, conforme
54 5.2 Relação de Desgaste (RD) A relação de desgaste, conforme definido anteriormente, é definida como o volume de material removido da peça pelo volume de material removido (gasto) da ferramenta, conforme
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Inicialmente, acreditava-se que o desgaste nestas regiões se dava principalmente por meio do mecanismo de rolamento de partículas.
 O DESENVOLVIMENTO INOX COMO SOLUÇAO DE DESGASTE Os estudos sobre a resistência ao desgaste dos aços inox foram iniciados na Aperam South America em 2001, quando um convênio foi firmado com a Universidade
O DESENVOLVIMENTO INOX COMO SOLUÇAO DE DESGASTE Os estudos sobre a resistência ao desgaste dos aços inox foram iniciados na Aperam South America em 2001, quando um convênio foi firmado com a Universidade
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
DESVIOS MACROGEOMÉTRICOS. Forma, orientação, posição e batimento (NBR 6409)
") Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Usinagem é termo empregado a um grupo de processos cuja função é produzir formas (superfícies) o mais próximo possível do ideal sem provocar alterações das propriedades do material usinado. ENTRETANTO...
Figura Máquinas ferramenta utilizadas nos ensaios: a) Torno Mecânico Multiplic 35D b) Centro de Usinagem Discovery 760
 Torno Mecânico Multiplic 35D b) Centro de Usinagem Discovery 760") TORNO PEÇA DINAMÔMETRO 58 AMPLIFICADOR COMPUTADOR (a) (b) Figura 3.6 - Máquinas ferramenta utilizadas nos ensaios: a) Torno Mecânico Multiplic 35D b) Centro de Usinagem Discovery 760 3.4. Monitoramento
TORNO PEÇA DINAMÔMETRO 58 AMPLIFICADOR COMPUTADOR (a) (b) Figura 3.6 - Máquinas ferramenta utilizadas nos ensaios: a) Torno Mecânico Multiplic 35D b) Centro de Usinagem Discovery 760 3.4. Monitoramento
5 Crescimento de filmes de Ti-B-N
 5 Crescimento de filmes de Ti-B-N 5.1. Introdução O sistema Ti-B-N tem sido estudado há pouco mais de uma década [79-81] devido principalmente a suas boas propriedades mecânicas e tribológicas. Estes compostos
5 Crescimento de filmes de Ti-B-N 5.1. Introdução O sistema Ti-B-N tem sido estudado há pouco mais de uma década [79-81] devido principalmente a suas boas propriedades mecânicas e tribológicas. Estes compostos
DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS
 DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS Sandro Cardoso Santos Júlio César Giubilei Milan Márcio Bacci da Silva Universidade Federal
DETERMINAÇÃO DA EQUAÇÃO DE TAYLOR EXPANDIDA ATRAVÉS DAS TÉCNICAS DE ANÁLISE DIMENSIONAL E DE OTIMIZAÇÃO DE ENSAIOS Sandro Cardoso Santos Júlio César Giubilei Milan Márcio Bacci da Silva Universidade Federal
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Figura Substrato de metal duro com textura jateada sem revestimento.
 113 vaporização de camadas micrométricas por ablação do material. O processo de ablação promove uma rápida transição de líquido superaquecido para uma mistura de vapor e gotículas na superfície do substrato
113 vaporização de camadas micrométricas por ablação do material. O processo de ablação promove uma rápida transição de líquido superaquecido para uma mistura de vapor e gotículas na superfície do substrato
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
1º ETAPA PROVA DE MÚLTIPLA ESCOLHA (ELIMINATÓRIA)
") CONCURSO PÚBLICO DE ESPECIALISTA EM LABORATÓRIO EDITAL EP - 006/2012 1º ETAPA PROVA DE MÚLTIPLA ESCOLHA (ELIMINATÓRIA) NOME: Assinatura DATA: 11/04/2012 INSTRUÇÕES: 1. Somente iniciar a prova quando for
CONCURSO PÚBLICO DE ESPECIALISTA EM LABORATÓRIO EDITAL EP - 006/2012 1º ETAPA PROVA DE MÚLTIPLA ESCOLHA (ELIMINATÓRIA) NOME: Assinatura DATA: 11/04/2012 INSTRUÇÕES: 1. Somente iniciar a prova quando for
Metrologia Professor: Leonardo Leódido
 Metrologia Professor: Leonardo Leódido Elementos de Máquinas Sumário Definição Conceitos Básicos Medição da Parâmetros da Representação da Exercícios Elementos de Máquinas Definição Erros Macrogeométricos:
Metrologia Professor: Leonardo Leódido Elementos de Máquinas Sumário Definição Conceitos Básicos Medição da Parâmetros da Representação da Exercícios Elementos de Máquinas Definição Erros Macrogeométricos:
RESUMO. rugosidade medido e pelo controlo. dirnensional realizado. Para o estudo realizado, utilizou-se a. aplicação de CAM comercial -
 113 maquinagem em situações de geometria distintas. maquinagem pode ser avaliada através de maquinagem e a eficiência na utilização dos ter em conta, pois podem reflectir-se ao maquinagem depende, entre
113 maquinagem em situações de geometria distintas. maquinagem pode ser avaliada através de maquinagem e a eficiência na utilização dos ter em conta, pois podem reflectir-se ao maquinagem depende, entre
Os resultados da força de corte foram até certo ponto surpreendentes. Pois na maior parte dos testes as forças de corte foram praticamente idênticas.
 108 Os resultados da força de corte foram até certo ponto surpreendentes. Pois na maior parte dos testes as forças de corte foram praticamente idênticas. Na condição onde o fluido de corte foi aplicado
108 Os resultados da força de corte foram até certo ponto surpreendentes. Pois na maior parte dos testes as forças de corte foram praticamente idênticas. Na condição onde o fluido de corte foi aplicado
RUGOSIDADE E ESPALHAMENTO LUMINOSO EM SUPERFÍCIES DE ALUMÍNIO TORNEADAS COM FERRAMENTA DE DIAMANTE
 RUGOSIDADE E ESPALHAMENTO LUMINOSO EM SUPERFÍCIES DE ALUMÍNIO TORNEADAS COM FERRAMENTA DE DIAMANTE Arthur José Vieira Porto Luciana Montanari Enrico Di Raimo Jaime Gilberto Duduch Universidade de São Paulo,
RUGOSIDADE E ESPALHAMENTO LUMINOSO EM SUPERFÍCIES DE ALUMÍNIO TORNEADAS COM FERRAMENTA DE DIAMANTE Arthur José Vieira Porto Luciana Montanari Enrico Di Raimo Jaime Gilberto Duduch Universidade de São Paulo,
5 Filmes de Carbono Amorfo Fluorados
 5 Filmes de Carbono Amorfo Fluorados 5.1 Introdução Neste capítulo descreve-se os parâmetros de deposição e resultados da deposição dos filmes de a-c:f:h, utilizando como substratos aço inoxidável 316L.
5 Filmes de Carbono Amorfo Fluorados 5.1 Introdução Neste capítulo descreve-se os parâmetros de deposição e resultados da deposição dos filmes de a-c:f:h, utilizando como substratos aço inoxidável 316L.
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE
 ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
ANÁLISE DA INFLUÊNCIA DA VELOCIDADE DE AVANÇO NO DESGASTE DA ARESTA DE UMA FERRAMENTA DE CORTE Matheus Nogueira Andrade, Tiago Batista Pereira, Msc. Marcos Vieira de Souza Centro Universitário de Itajubá,
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS PONTA GROSSA METROLOGIA MECÂNICA
 METROLOGIA MECÂNICA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Engenharia Mecânica 3 Período ; ; ; ; ;. 2 - Definições: Erro macro geométrico São erros de forma, verificáveis por
METROLOGIA MECÂNICA Professor: Me. Eng. PAULO ROBERTO CAMPOS ALCOVER JUNIOR Curso de Engenharia Mecânica 3 Período ; ; ; ; ;. 2 - Definições: Erro macro geométrico São erros de forma, verificáveis por
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
5 Análise Paramétrica
 Capítulo 5 Análise Paramétrica 50 5 Análise Paramétrica As simulações apresentadas neste capítulo refletem o objetivo deste trabalho em avaliar o comportamento dos fluidos da fase dispersa e contínua na
Capítulo 5 Análise Paramétrica 50 5 Análise Paramétrica As simulações apresentadas neste capítulo refletem o objetivo deste trabalho em avaliar o comportamento dos fluidos da fase dispersa e contínua na
Série CA3. Usinagem de Ferro Fundido com Alta Estabilidade. Nova Classe Metal Duro CVD para Ferro Fundido
 Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
Inserto Wiper Positivo. Alta Produtividade com a Nova Geometria de Aresta Wiper
 Inserto Wiper Positivo Inserto Wiper Positivo Alta Produtividade com a Nova Geometria de Aresta Wiper Excelente rugosidade de superfície e controle de cavaco suave durante usinagem de alto avanço Acabamento
Inserto Wiper Positivo Inserto Wiper Positivo Alta Produtividade com a Nova Geometria de Aresta Wiper Excelente rugosidade de superfície e controle de cavaco suave durante usinagem de alto avanço Acabamento
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Fundamentos dos Processos de Usinagem. Prof. Dr. Eng. Rodrigo Lima Stoeterau
 Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
Fundamentos dos Processos de Usinagem Prof. Dr. Eng. Rodrigo Lima Stoeterau Destribuição do tópico usinagem na disciplina PMR 2202 Aula 01 - Fundamentos da usinagem Aula 02 - Processos de Usinagem com
CA025P CA025P. Metal Duro CVD para Aço. Nova Geração CVD para Vida Longa à Ferramenta. Metal Duro CVD para Aço
 para Aço para Aço Nova Geração para Vida Longa à Ferramenta Melhor Resistência ao Desgaste Excelente Resistência à Fratura Excelente Resistência à Adesão e ao Lascamento para Aço Nova Geração de Desafiando
para Aço para Aço Nova Geração para Vida Longa à Ferramenta Melhor Resistência ao Desgaste Excelente Resistência à Fratura Excelente Resistência à Adesão e ao Lascamento para Aço Nova Geração de Desafiando
VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO
 PARA MOLDES VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO ALUMÍNIO vs AÇO PESO O alumínio é, em peso, uma terça parte do aço. A leveza deste material facilita bastante na manipulação de grandes blocos, reduzindo
PARA MOLDES VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO ALUMÍNIO vs AÇO PESO O alumínio é, em peso, uma terça parte do aço. A leveza deste material facilita bastante na manipulação de grandes blocos, reduzindo
Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA
 Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA CORTE A LASER O que é o Laser? Amplificação da luz por emissão estimulada de radiação. É um sistema que produz um feixe de luz coerente e concentrado
Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA CORTE A LASER O que é o Laser? Amplificação da luz por emissão estimulada de radiação. É um sistema que produz um feixe de luz coerente e concentrado
Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA Desgaste Onde o desgaste está presente? PROF. DENILSON VIANA 2 Aspectos econômicos do desgaste: o Custos de reposição o Custos
Fundamentos da Lubrificação e Lubrificantes Aula 3 PROF. DENILSON J. VIANA Desgaste Onde o desgaste está presente? PROF. DENILSON VIANA 2 Aspectos econômicos do desgaste: o Custos de reposição o Custos
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Leitura e Interpretação de Desenho Técnico Mecânico
 Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 01 Acabamento superficial Rugosidade A importância do estudo de acabamento superficial aumenta à medida que cresce a precisão de ajuste
Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 01 Acabamento superficial Rugosidade A importância do estudo de acabamento superficial aumenta à medida que cresce a precisão de ajuste
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
Introdução. Componentes mecânicos? Superfície geométrica: Superfície ideal prescrita no projeto, na qual não existem erros.
 Introdução Componentes mecânicos? Superfície geométrica: Superfície ideal prescrita no projeto, na qual não existem erros. 2 Introdução Um erro (ou desvio) de forma corresponde à diferença entre a superfície
Introdução Componentes mecânicos? Superfície geométrica: Superfície ideal prescrita no projeto, na qual não existem erros. 2 Introdução Um erro (ou desvio) de forma corresponde à diferença entre a superfície
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
Figura Indentação mecânica com carga de 60 kgf para a ferramenta com textura jateada e revestida de TiAlN-Futura. 250X 250X 250X 150X.
 13 Nas ferramentas jateadas a área de delaminação do revestimento AlCrN-Alcrona é superior à dos revestimentos AlCrN-Hélica e TiAlN-Futura, sendo que o revestimento com menor área de delaminação foi o
13 Nas ferramentas jateadas a área de delaminação do revestimento AlCrN-Alcrona é superior à dos revestimentos AlCrN-Hélica e TiAlN-Futura, sendo que o revestimento com menor área de delaminação foi o
Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar
 104 6.1.2. Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar Pelo uso de desumidificadores e sistema de ar condicionado na sala onde se realizavam os experimentos foi possível a obtenção
104 6.1.2. Aço 0,4 % C de baixa liga - Influência da umidade relativa do ar Pelo uso de desumidificadores e sistema de ar condicionado na sala onde se realizavam os experimentos foi possível a obtenção
METROLOGIA II. Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões O. L. Agostinho.
 METROLOGIA II Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões. Samuel Sander de Carvalho samuel.carvalho@ifsudestemg.edu.br Juiz de Fora - MG Introdução: Nesse capítulo, falaremos
METROLOGIA II Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões. Samuel Sander de Carvalho samuel.carvalho@ifsudestemg.edu.br Juiz de Fora - MG Introdução: Nesse capítulo, falaremos
7 O processo de deformação mecânica do InP em nanoindentações utilizando uma ponta Berkovich
 7 O processo de deformação mecânica do InP em nanoindentações Nanoindentações com forças variadas foram realizadas no cristal de InP (1) utilizando uma ponta tipo Berkovich. As curvas de nanoindentação
7 O processo de deformação mecânica do InP em nanoindentações Nanoindentações com forças variadas foram realizadas no cristal de InP (1) utilizando uma ponta tipo Berkovich. As curvas de nanoindentação
6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE. Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no
 98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
(a) (b) (c) (d) (e) (f)
 (b) (c) (d) (e) (f)") 87 (a) (b) (c) (d) (e) (f) Figura 4.25 - Micrografias em MEV do risco do ensaio 05 (penetrador cônico de 40 em PC). As posições correspondentes no risco são indicadas na Fig. 4.24. Micrografia (d) possui
87 (a) (b) (c) (d) (e) (f) Figura 4.25 - Micrografias em MEV do risco do ensaio 05 (penetrador cônico de 40 em PC). As posições correspondentes no risco são indicadas na Fig. 4.24. Micrografia (d) possui
6 RESULTADOS E DISCUSSÃO
 6 RESULTADOS E DISCUSSÃO Nesta seção serão apresentados e discutidos os resultados em relação à influência da temperatura e do tempo espacial sobre as características dos pósproduzidos. Os pós de nitreto
6 RESULTADOS E DISCUSSÃO Nesta seção serão apresentados e discutidos os resultados em relação à influência da temperatura e do tempo espacial sobre as características dos pósproduzidos. Os pós de nitreto
BC8110 BC8120 BC8130. CBN grão médio CBN microgrão. Elemento de liga convencional. Elemento de liga ultramicropartículas
 CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
Aula 7- Desgaste e Vida da Ferramenta
 A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
A vida da ferramenta é o tempo que a mesma trabalha efetivamente ( deduzidos os tempos passivos ), até perder sua capacidade de corte. Considerando um critério de fim-de-vida pré-estabelecido (exemplo
5 Análise dos Resultados
 5 Análise dos Resultados Neste capítulo é apresentada a análise dos resultados obtidos mediante o uso do código computacional existente, levando-se em conta as modificações que foram feitas. Nesta análise
5 Análise dos Resultados Neste capítulo é apresentada a análise dos resultados obtidos mediante o uso do código computacional existente, levando-se em conta as modificações que foram feitas. Nesta análise
Fotografia 29 - Microestrutura destacada em vermelho na Fotografia 28
 60 Fotografia 29 - Microestrutura destacada em vermelho na Fotografia 28 Fotografia 30 - Microestrutura destacada em amarelo na Fotografia 28 61 Tabela 11- Composição química do revestimento da chapa L
60 Fotografia 29 - Microestrutura destacada em vermelho na Fotografia 28 Fotografia 30 - Microestrutura destacada em amarelo na Fotografia 28 61 Tabela 11- Composição química do revestimento da chapa L
WE/WF Quebra-Cavaco. Inserto Wiper Negativo. Alta Produtividade com Novo Design de Aresta Wiper. Inserto Wiper Negativo
 Inserto Wiper Negativo Quebra-Cavaco Quebra- Cavaco Inserto Wiper Negativo / Quebra-Cavaco Alta Produtividade com Novo Design de Aresta Wiper Acabamento Médio Quebra-Cavaco (Usinagem com Alta Eficiência)
Inserto Wiper Negativo Quebra-Cavaco Quebra- Cavaco Inserto Wiper Negativo / Quebra-Cavaco Alta Produtividade com Novo Design de Aresta Wiper Acabamento Médio Quebra-Cavaco (Usinagem com Alta Eficiência)
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA
 Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
Fundamentos da Lubrificação e Lubrificantes Aula 2 PROF. DENILSON J. VIANA Teorias do Atrito Teorias de Amonton Coulomb Amonton e Coulomb determinaram que a principal contribuição a força de atrito surge
Figura C. 47 Força registrada para o sétimo teste do segundo ensaio da placa de depósito brasado de granulometria grossa com 150 RPM
 164 Figura C. 47 Força registrada para o sétimo teste do segundo ensaio da placa de depósito brasado de granulometria grossa com 150 RPM Figura C. 48 Força registrada para o oitavo teste do segundo ensaio
164 Figura C. 47 Força registrada para o sétimo teste do segundo ensaio da placa de depósito brasado de granulometria grossa com 150 RPM Figura C. 48 Força registrada para o oitavo teste do segundo ensaio
PR005S/PR015S NOVO PR005S PR015S. Para Usinagem de Liga Resistente ao Calor
 Para Usinagem de Liga Resistente ao Calor PR05S Para Usinagem de Liga Resistente ao Calor /PR05S NOVO Proporcionando Desempenho Estável e Consistente na Usinagem de Ligas Resistentes ao Calor As propriedades
Para Usinagem de Liga Resistente ao Calor PR05S Para Usinagem de Liga Resistente ao Calor /PR05S NOVO Proporcionando Desempenho Estável e Consistente na Usinagem de Ligas Resistentes ao Calor As propriedades
4 Resultados Metal de base Temperatura ambiente. (a)
") 4 Resultados 4.1. Análise de difração de Raios-X Após os corpos de prova serem submetidos ao meio contendo CO 2 (ensaio de imersão) por, estes foram levados para análise de Raios-X. Esta análise foi realizada
4 Resultados 4.1. Análise de difração de Raios-X Após os corpos de prova serem submetidos ao meio contendo CO 2 (ensaio de imersão) por, estes foram levados para análise de Raios-X. Esta análise foi realizada
PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA
 PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA Lucio Salgado *, Francisco Ambrozio Filho * * Instituto de Pesquisas Energéticas e Nucleares, Comissão Nacional de Energia Nuclear, C.P. 11049
PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA Lucio Salgado *, Francisco Ambrozio Filho * * Instituto de Pesquisas Energéticas e Nucleares, Comissão Nacional de Energia Nuclear, C.P. 11049
7 Identificação de Regiões de Tensão ao Redor das Indentações por Catodoluminescência
 7 Identificação de Regiões de Tensão ao Redor das Indentações por Catodoluminescência Neste capítulo será apresentado o estudo sobre a identificação de regiões de tensão ao redor de nanoindentações realizadas
7 Identificação de Regiões de Tensão ao Redor das Indentações por Catodoluminescência Neste capítulo será apresentado o estudo sobre a identificação de regiões de tensão ao redor de nanoindentações realizadas
6 Autorrecuperação Adicional
 6 Autorrecuperação Adicional Nos capítulos anteriores apresentamos um estudo do processo de deformação dos filmes de GaN e sugerimos um mecanismo de deformação para este material. Um dos pontos importantes
6 Autorrecuperação Adicional Nos capítulos anteriores apresentamos um estudo do processo de deformação dos filmes de GaN e sugerimos um mecanismo de deformação para este material. Um dos pontos importantes
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 02 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Transferência metálica em soldagem com arco elétrico Tabela periódica Modelo atômico Elétrons Partículas carregadas negativamente que
02 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Transferência metálica em soldagem com arco elétrico Tabela periódica Modelo atômico Elétrons Partículas carregadas negativamente que
CoroMill Plura. Fresas otimizadas para compósitos
 CoroMill Plura Fresas otimizadas para compósitos Delaminação, rebarbas de fibras, fibras não cortadas e desgaste rápido de flanco são os constantes desafios na usinagem de compósitos, causados pela natureza
CoroMill Plura Fresas otimizadas para compósitos Delaminação, rebarbas de fibras, fibras não cortadas e desgaste rápido de flanco são os constantes desafios na usinagem de compósitos, causados pela natureza
III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo.
 51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
AULA 1 ESTADO DE SUPERFÍCIE. Professores
 AULA 1 ESTADO DE SUPERFÍCIE SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius INTRODUÇÃO Superfícies de peças: devem ser adequadas à função
AULA 1 ESTADO DE SUPERFÍCIE SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius INTRODUÇÃO Superfícies de peças: devem ser adequadas à função
Preparação de Superficies
 INFORMES TECNICOS Preparação de Superficies Por que é necessário realizar uma correta preparação da superfície antes da aplicação de um revestimento? Uma elevada porcentagem de revestimentos aplicados
INFORMES TECNICOS Preparação de Superficies Por que é necessário realizar uma correta preparação da superfície antes da aplicação de um revestimento? Uma elevada porcentagem de revestimentos aplicados
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
LIMPEZA QUÍMICA E PASSIVAÇÃO. Em Sistemas Críticos de Alta Pureza
 LIMPEZA QUÍMICA E PASSIVAÇÃO Em Sistemas Críticos de Alta Pureza TIPOS DE CONTAMINAÇÃO (FONTES) Contaminação Orgânica Sujidade oriunda de resíduos dos produtos, gorduras, proteínas, óleos, etc. Contaminação
LIMPEZA QUÍMICA E PASSIVAÇÃO Em Sistemas Críticos de Alta Pureza TIPOS DE CONTAMINAÇÃO (FONTES) Contaminação Orgânica Sujidade oriunda de resíduos dos produtos, gorduras, proteínas, óleos, etc. Contaminação
5 Resultado e Discussão
 53 5 Resultado e Discussão 5.1 Preparação da Membrana A O processo de extrusão descrito anteriormente resultou numa fita de PTFE com aparência homogênea (Figura 24). Como um óleo foi inicialmente empregado
53 5 Resultado e Discussão 5.1 Preparação da Membrana A O processo de extrusão descrito anteriormente resultou numa fita de PTFE com aparência homogênea (Figura 24). Como um óleo foi inicialmente empregado
NITRETAÇÃO POR PLASMA DE AÇO ABNT 1020: INFLUÊNCIA DA RELAÇÃO N 2 /(N 2 +H 2 ) SOBRE AS PROPRIEDADES DA CAMADA NITRETADA
 SOBRE AS PROPRIEDADES DA CAMADA NITRETADA") NITRETAÇÃO POR PLASMA DE AÇO ABNT 1020: INFLUÊNCIA DA RELAÇÃO N 2 /(N 2 +H 2 ) SOBRE AS PROPRIEDADES DA CAMADA NITRETADA Marley Anuciação Magella Ingeborg Kühn-Arroyo Universidade Federal de Santa Catarina,
NITRETAÇÃO POR PLASMA DE AÇO ABNT 1020: INFLUÊNCIA DA RELAÇÃO N 2 /(N 2 +H 2 ) SOBRE AS PROPRIEDADES DA CAMADA NITRETADA Marley Anuciação Magella Ingeborg Kühn-Arroyo Universidade Federal de Santa Catarina,
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
 XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
XIX Congresso Nacional de Estudantes de Engenharia Mecânica - 13 a 17/08/2012 São Carlos-SP Artigo CREEM2012 APLICAÇÃO DE DOIS FLUIDOS DE CORTE SOLÚVEIS NO PROCESSO DE FURAÇÃO EM FERRO FUNDIDO CINZENTO
RESISTÊNCIA À FADIGA DE CONTATO DE FERROS FUNDIDOS EM SUPERFÍCIES FRESADAS
 RESISTÊNCIA À FADIGA DE CONTATO DE FERROS FUNDIDOS EM SUPERFÍCIES FRESADAS Aluno : Michel Rejani Miyazaki Orientadora: Profa. Dra. Izabel Fernanda Machado Laboratório de Fenômenos de Superfície Departamento
RESISTÊNCIA À FADIGA DE CONTATO DE FERROS FUNDIDOS EM SUPERFÍCIES FRESADAS Aluno : Michel Rejani Miyazaki Orientadora: Profa. Dra. Izabel Fernanda Machado Laboratório de Fenômenos de Superfície Departamento
Brasil 2017 ANÁLISE DE CAMADA DE OXIDO EM TUBOS DO SUPERAQUECEDOR DE CALDEIRA
 Brasil 2017 ANÁLISE DE CAMADA DE OXIDO EM TUBOS DO SUPERAQUECEDOR DE CALDEIRA ANÁLISE DE CAMADA DE OXIDO EM TUBOS DO 2 Essa apresentação resume o desenvolvimento de análise metalúrgica sobre o efeito da
Brasil 2017 ANÁLISE DE CAMADA DE OXIDO EM TUBOS DO SUPERAQUECEDOR DE CALDEIRA ANÁLISE DE CAMADA DE OXIDO EM TUBOS DO 2 Essa apresentação resume o desenvolvimento de análise metalúrgica sobre o efeito da
Moagem Fina à Seco e Granulação vs. Moagem à Umido e Atomização na Preparação de Massas de Base Vermelha para Monoqueima Rápida de Pisos Vidrados
 Moagem Fina à Seco e Granulação vs. Moagem à Umido e Atomização na Preparação de Massas de Base Vermelha para Monoqueima Rápida de Pisos Vidrados G. Nassetti e C. Palmonari Centro Cerâmico Italiano, Bologna,
Moagem Fina à Seco e Granulação vs. Moagem à Umido e Atomização na Preparação de Massas de Base Vermelha para Monoqueima Rápida de Pisos Vidrados G. Nassetti e C. Palmonari Centro Cerâmico Italiano, Bologna,
FS/LS MS/RS. A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura.
 TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]
![Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]](/thumbs/72/66319740.jpg "Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]") Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
PARTE 6: FADIGA POR FRETTING. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 6: FADIGA POR FRETTING 0 2 2 0 1 1 0 2 2 0 1 1 V V v V V v A y y A x x A da y x q Q da y x q Q da y x p P ), ( ), ( ), ( MECÂNICA DO CONTATO Quadro de referência centrado no ponto de contato entre
PARTE 6: FADIGA POR FRETTING 0 2 2 0 1 1 0 2 2 0 1 1 V V v V V v A y y A x x A da y x q Q da y x q Q da y x p P ), ( ), ( ), ( MECÂNICA DO CONTATO Quadro de referência centrado no ponto de contato entre
5 Discussão dos Resultados
 79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
STV 15 SET na figura acima a freqüência das variações do sinal de onda quadrada da câmera mostradas no topo do padrão xadrez é de 0,11 MHz
 STV 15 SET 2008 1 FREQÜÊNCIAS DE VÍDEO ASSOCIADAS COM A VARREDURA HORIZONTAL no padrão xadrez da figura acima, o sinal de onda quadrada no topo representa as variações do sinal da câmera do sinal composto
STV 15 SET 2008 1 FREQÜÊNCIAS DE VÍDEO ASSOCIADAS COM A VARREDURA HORIZONTAL no padrão xadrez da figura acima, o sinal de onda quadrada no topo representa as variações do sinal da câmera do sinal composto