III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo.
|
|
|
- Maria Luiza Gusmão
- 5 Há anos
- Visualizações:
Transcrição
1 51 4 Resultados 4.1 Caracterização Microestrutural Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente comparado. O aumento da velocidade de rotação da ferramenta ou do tempo de espera produz um ponto de solda maior. A Figura 21 mostra prontamente três diferentes zonas observadas em uma macrografia da seção transversal. São elas: I zona de mistura, onde a elevada temperatura e alto grau de deformação plástica resultam na mistura metálica das chapas superior e inferior e na recristalização do material. II zona termicamente afetada (ZTA), apesar desta zona não sofrer deformação plástica, a temperatura atinge níveis suficientes para causar mudanças microestruturais. III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo. Além das três zonas observadas acima, acredita-se na existência de uma zona termomecanicamente afetada (ZTMA) localizada entre a zona de mistura e a ZTA. Porém, não foi possível caracterizá-la macroestrutural e microestrutural devido à pequena extensão desta zona junto ao nível de observação utilizado. A ZTMA é caracterizada por um pequeno grau de deformação plástica e temperatura em níveis suficientes para provocar mudanças microestruturais como a recuperação para alívio de tensões.




 da seção resistente da solda.")
2 52 I III II Figura 21 Macrografia da amostra s. Figura 22 Macrografia da amostra s. Figura 23 Macrografia da amostra s. Figura 24 Macrografia da amostra s. Figura 25 Macrografia da amostra s. Figura 26 Macrografia da amostra s. A extensão do ligamento é ilustrada na Figura 27 e definida como o comprimento (a) da seção resistente da solda. Esta seção é uma coroa circular,





3 53 como esquematizado nesta figura. O comprimento é medido no diâmetro máximo do ponto de solda e identificado por a na figura abaixo. a Figura 27 Esquema da extensão do ligamento As extensões dos ligamentos são indicadas pelas setas da Figura 21 a Figura 26. Estas não podem ser definidas com clareza em baixo aumento, por isso, são mostrados em maior aumento, na Figura 28, para as condições com tempo de espera de 2 segundos e na Figura 29, para as condições com tempo de espera de 3 segundos. As medidas aproximadas da extensão do ligamento são mostradas nestas figuras. A B C Figura 28 Extensão do ligamento das amostras com tempo de espera de 2s, variando a velocidade de rotação da ferramenta. A: 1600 rpm, B: 2000 rpm e C: 2400 rpm. A B C Figura 29 Extensão do ligamento das amostras com tempo de espera de 3s,
4 54 variando a velocidade de rotação da ferramenta. A: 1600 rpm, B: 2000 rpm e C: 2400 rpm. A Tabela 5 compara a extensão do ligamento entre as condições de soldagem, onde esta é composta de uma velocidade de rotação da ferramenta e um tempo de espera da mesma. Verifica-se o aumento da extensão do ligamento para o aumento do tempo de espera, em cada condição. Em relação à velocidade de rotação da ferramenta, o maior comprimento do ligamento foi medido para a velocidade de 2000 rpm em ambos os tempos de espera. Tabela 5 Comparação da extensão do ligamento entre as condições soldadas. t e RPM 1600 rpm 2000 rpm 2400 rpm 2 segundos 436,62 µm 554,3 µm 437,9 µm 3 segundos 490,8 µm 569,1 µm 442,2 µm A interface branca que pode ser observada com nitidez na Figura 28a e na Figura 29a, por exemplo, foi observada no MEV, como mostra o destaque da Figura 30. Nesta região foi feito EDS para detectar a presença de zinco advindo do recobrimento bilateral das chapas. A Figura 31 mostra os pontos de EDS feitos na interface e em sua volta. Pode-se observar na Figura 32 os espectros de cada ponto e verificar que há zinco nos pontos da interface (1, 4 e 5). À medida que se afasta da interface, a quantidade de zinco diminui (pontos 3 e 6) e depois desaparece (ponto 2).


5 55 Figura 30 Localização dos pontos de EDS. Figura 31 Pontos de EDS feitos na interface. Ponto 1 Ponto 2
6 56 Ponto 3 Ponto 4 Ponto 5 Ponto 6

7 57 Figura 32 Espectro dos pontos 1 a 6, respectivamente. Foi feito um perfil de EDS para mapear a presença de Zn entre a borda da amostra e a interface, ou seja, verificar a presença de Zn na região onde houve união entre as chapas. O destaque da Figura 33 localiza a Figura 34, que mostra os pontos do perfil onde o ponto 1 representa a borda da amostra e o ponto 5 representa o início da interface. Podem ser observados, na Figura 35, os espectros dos pontos 1 e 5 mostrando que em todos os pontos do perfil não há presença de Zn. Conclui-se, portanto, que na região onde houve união entre as chapas não há presença de Zn. 5 1 Figura 33 Localização do perfil de EDS.

8 Figura 34 Perfil de EDS. 58
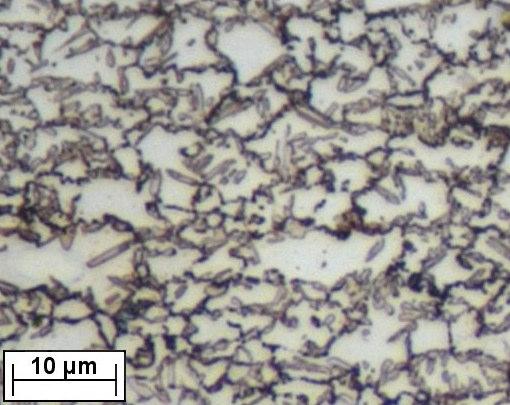
9 59 Figura 35 Espectro dos pontos 1 e 5, respectivamente Micrografias As microestruturas das três zonas de soldagem foram reveladas pelo ataque colorido LePera e são mostradas na Figura 36 para as amostras com tempo de espera de 2s, variando as velocidades de rotação da ferramenta e na Figura 37 para as amostras com tempo de espera de 3s e respectivas velocidades de rotação da ferramenta. Este ataque tinge de azul esverdeado a ferrita, de marrom a bainita e de branco a martensita e a austenita retida. A desvantagem desta técnica é a impossibilidade de distinguir a martensita da austenita retida uma vez que as duas fases são coloridas de branco neste ataque. Entretanto, foi possível observar que: A microestrutura da zona I consiste principalmente de bainita e martensita para todas as condições de soldagem. A microestrutura da zona II é composta por blocos de ferrita, bainita e austenita retida/martensita.
10 60 A microestrutura da zona III é bem refinada e consiste em matriz ferrítica e segunda fase constituída de bainita e austenita retida. Não há martensita nesta zona devido à deformação plástica insuficiente para transformar austenita retida em martensita. Como mencionado anteriormente, não foi possível caracterizar a ZTMA devido ao nível de magnificação da amostra. Portanto, serão mostradas aqui as microestruturas das zonas que puderam ser analisadas.




,")

 e")


11 61 I II III 2s B C D E F G H I 1600 A 2400 PUC-Rio - Certificação Digital Nº /CA 2000 Figura 36 Microestruturas das zonas I, II e III da amostra 1600rpm 2s (A,B,C, respectivamente), microestruturas das zonas I, II e III da amostra 2000rpm 2s (D,E,F, respectivamente) e microestruturas das zonas I, II e III da amostra 2400rpm 2s (G,H,I, respectivamente). Todas as amostras foram atacadas com LePera.


, microestruturas das")
 e")





12 62 I II III 3s B C D E F G H I 1600 A 2400 PUC-Rio - Certificação Digital Nº /CA 2000 Figura 37 Microestruturas das zonas I, II e III da amostra 1600rpm 3s (A,B,C, respectivamente), microestruturas das zonas I, II e III da amostra 2000rpm 3s (D,E,F, respectivamente) e microestruturas das zonas I, II e III da amostra 2400rpm 3s (G,H,I, respectivamente). Todas as amostras foram atacadas com LePera. Além da caracterização utilizando técnica de ataque colorido, foi construído um perfil microestrutural utilizando microscopia óptica e eletrônica de varredura. Como mencionado anteriormente, foram observadas três zonas na amostra. A microestrutura da zona I pode ser observada na Figura 38. Em seguida, uma

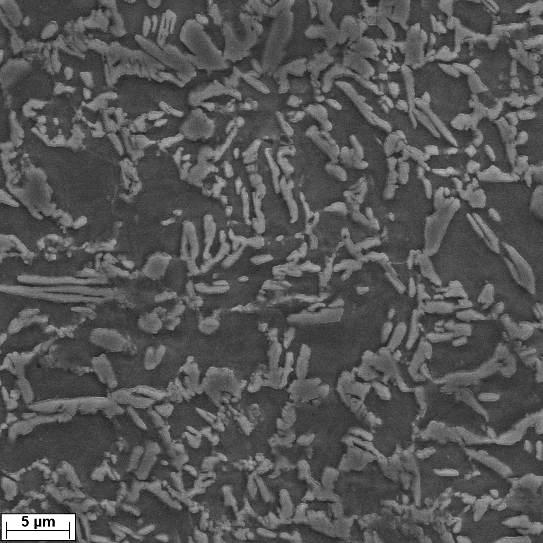
13 63 transição entre as zonas I e II, mostrada na Figura 39. Outra transição entre as zonas II e III foi observada e é mostrada na Figura 40. A Figura 41 mostra a microestrutura da zona III. A mesma seqüência de imagens é mostrada da Figura 42 a Figura 45 para as observações feitas no MEV, utilizando o modo de captura de elétrons secundários. Figura 38 Microestrutura da zona I, praticamente 100% martensítica. Ataque Nital 1%. Amostra 1600 rpm 2s.

 e austenita retida (A ret ) como indicadas.")

14 64 F M + B F M/A ret + B Figura 39 Transição microestrutural da zona I para a zona II. Microestruturas compostas de martensita (M), bainita (B), ferrita (F) e austenita retida (A ret ) como indicadas. Ataque Nital 1%. Amostra 1600 rpm 2s. M/A ret + B F F A ret + B Figura 40 Transição microestrutural da zona II para a zona III. Microestruturas compostas de martensita (M), bainita (B), ferrita (F) e austenita retida (A ret ) como indicadas. Ataque Nital 1%. Amostra 1600 rpm 2s.
, ferrita (F) e austenita retida (A ret ) como")

15 65 F A ret + B Figura 41 Microestrutura da zona III, composta de bainita (B), ferrita (F) e austenita retida (A ret ) como indicado. Ataque Nital 1%. Amostra 1600 rpm 2s. M Figura 42 Microestrutura da zona I. Ataque Nital 1%. Amostra 1600 rpm 2s.

 e austenita retida (A ret ) como indicadas.")

16 66 F M M/A ret + B F Figura 43 Transição microestrutural da zona I para a zona II. Microestruturas compostas de martensita (M), bainita (B), ferrita (F) e austenita retida (A ret ) como indicadas. Ataque Nital 1%. Amostra 1600 rpm 2s. M/A ret + B F A ret + B F Figura 44 Transição microestrutural da zona II para a zona III. Microestruturas compostas de martensita (M), bainita (B), ferrita (F) e austenita retida (A ret ) como indicadas. Ataque Nital 1%. Amostra 1600 rpm 2s.

17 67 A ret + B F Figura 45 Microestrutura da zona III, composta de bainita (B), ferrita (F) e austenita retida (A ret ) como indicado. Ataque Nital 1%. Amostra 1600 rpm 2s. A partir das imagens do perfil microestrutural capturadas no MEV, foi feito uma quantificação da fração de área de ferrita presente em cada imagem. Os resultados são mostrados da Figura 46 à Figura 49. Vale relembrar que a linha 1 foi feita a 200µm da interface entre as chapas e a linha 2 foi feita a 500µm da interface, isto é, ao longo da meia espessura da chapa superior. Fração de Ferrita (%) Distância da Borda (µm) Linha 1 Linha 2 Figura 46 Quantificação de ferrita da amostra s.
18 68 Fração de Ferrita (%) Distância da Borda (µm) Linha 1 Linha 2 Figura 47 Quantificação de ferrita da amostra s 80 Fração de Ferrita (%) Distância da Borda (µm) Linha 1 Linha 2 Figura 48 Quantificação de ferrita da amostra s
19 69 Fração de Ferrita (%) Distância da Borda (µm) Linha 1 Linha 2 Figura 49 Quantificação de ferrita da amostra s Foi feita uma comparação da fração de ferrita entre as velocidades de rotação da ferramenta para um mesmo tempo de espera (2 seg) a partir da linha 1, como mostra a Figura 50. Pode ser observado que a velocidade de 2000 rpm apresentou um patamar inferior maior que as outras velocidades, cujas transições foram mais suaves. Na Figura 51 é mostrada a comparação da fração de ferrita entre os tempos de espera para uma mesma velocidade de rotação da ferramenta (2000 rpm). Pode ser observado um comportamento semelhante para os dois tempos de espera. 80 Fração de Ferrita (%) Distância da Borda (µm) 1600 rpm 2000 rpm 2400 rpm Figura 50 Comparação da fração de ferrita entre as velocidades de rotação da ferramenta para um mesmo tempo de espera.
20 70 Fração de Ferrita (%) Distância da Borda (µm) 2 seg 3 seg Figura 51 Comparação da fração de ferrita entre os tempos de espera para uma mesma velocidade de rotação da ferramenta. 4.2 Caracterização Mecânica Ensaio de Microdureza Como mencionado acima, um perfil de microdureza com três linhas de indentações foi feito. As duas primeiras linhas foram feitas a 0,33 mm e 0,66 mm respectivamente da chapa superior da junta soldada. A terceira linha foi feita a 0,40 mm da interface, na chapa inferior. A lacuna observada no perfil representa o furo característico deixado pela ferramenta quando foi retraída. Vale relembrar que o pino mede 5 mm de diâmetro e o ombro mede 15 mm de diâmetro. Um exemplo dos perfis de microdureza obtidos é mostrado na Figura 52. Os perfis de microdureza de cada condição podem ser observados no apêndice.
21 71 HV500g ,5-5 -2,5 0 2,5 5 7,5 10 1ª Linha 2ª Linha 3ª Linha Distância do centro do pino (mm) Figura 52 Perfil de microdureza da amostra s. Como há uma diferença microestrutural entre o mesmo ponto nas diferentes linhas e com isso, diferentes valores de dureza, não são aplicados o cálculo das médias, desvio padrão e testes estatísticos para a comparação das amostras. Assim, foram feitas comparações entre as velocidades de rotação da ferramenta, mantendo o mesmo tempo de espera, utilizando cada linha das amostras e podem ser observadas da Figura 53 até a Figura 58. HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 1600 RPM 2000 RPM 2400 RPM Figura 53 Comparação da primeira linha de dureza nas amostras com tempo de espera de 2s e velocidades de rotação da ferramenta variadas.
22 72 HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 1600 RPM 2000 RPM 2400 RPM Figura 54 Comparação da segunda linha de dureza nas amostras com tempo de espera de 2s e velocidades de rotação da ferramenta variadas. HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 1600 RPM 2000 RPM 2400 RPM Figura 55 Comparação da terceira linha de dureza nas amostras com tempo de espera de 2s e velocidades de rotação da ferramenta variadas.
23 73 HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 1600 RPM 2000 RPM 2400 RPM Figura 56 Comparação da primeira linha de dureza nas amostras com tempo de espera de 3s e velocidades de rotação da ferramenta variadas. HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 1600 RPM 2000 RPM 2400 RPM Figura 57 Comparação da segunda linha de dureza nas amostras com tempo de espera de 3s e velocidades de rotação da ferramenta variadas.
24 74 HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 1600 RPM 2000 RPM 2400 RPM Figura 58 Comparação da terceira linha de dureza nas amostras com tempo de espera de 3s e velocidades de rotação da ferramenta variadas. Além disso, foram feitas comparações das durezas obtidas para uma mesma linha e mesma velocidade de rotação da ferramenta, variando o tempo de espera, para avaliar a influência deste parâmetro na dureza do material. Estas comparações são exibidas da Figura 59 até a Figura 61 para a amostra com velocidade de rotação de 1600 rpm. Estas comparações também foram feitas para as outras condições e podem ser observados no apêndice. 600 HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 2 seg 3 seg Figura 59 Comparação da primeira linha de dureza na amostra com velocidade de rotação da ferramenta de 1600rpm e tempos de espera variados.
25 75 HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 2 seg 3 seg Figura 60 Comparação da segunda linha de dureza na amostra com velocidade de rotação da ferramenta de 1600rpm e tempos de espera variados HV500g ,5-5 -2,5 0 2,5 5 7,5 10 Distância do centro do pino (mm) 2 seg 3 seg Figura 61 Comparação da terceira linha de dureza na amostra com velocidade de rotação da ferramenta de 1600rpm e tempos de espera variados Ensaios de Cisalhamento e Cross-Tension Como mencionado acima, três corpos de prova de cada condição foram testados no ensaio de cisalhamento. Para o ensaio cross-tension, dois ou três
26 76 corpos de prova foram testados, porém a condição s não foi ensaiada. Os resultados dos ensaios são mostrados na Tabela 6. Tabela 6 Cargas máximas de ruptura e médias (N) dos ensaios de cisalhamento e cross-tension Condição Cisalhamento Média Cisalhamento Cross-tension Média Crosstension 4308, , s 5328, , ,9 1366, , , , s 6984, , , , s 7123, , , , , , , , , ,22 (a) 1644, s 7445, , , , s 7253, , , , , , , , , s 3777,1 5042, , Nota: (a) Não foi verificado nenhuma variação experimental que justificasse um valor tão baixo para esta amostra. A carga média obtida nos corpos de prova de cada condição de soldagem no ensaio de cisalhamento foi comparada com a carga média do ensaio cross-tension, como mostra a Figura 62.

27 Cisalhamento (N) Cross-Tension (N) s s s s s s Figura 62 Cargas médias (N) dos ensaios de cisalhamento e cross-tension. Foi feita fractografia dos corpos de prova dos ensaios de cisalhamento. Todas as amostras apresentaram o mesmo aspecto de fratura, observado na Figura 63, com a presença de microcavidades e pequenas inclusões, caracterizando fratura dúctil, como esperado. Figura 63 Fratura dos corpos de prova do ensaio de cisalhamento. Após o ensaio de cross-tension, os corpos de prova foram também analisados no MEV. A região de fratura de um corpo de prova do ensaio é mostrada na Figura 64. Pode-se observar ao lado esquerdo da imagem, a região por onde o pino passou e deixou o furo característico, ao centro, a região de união


28 78 e ao lado direito, a região de interface entre as chapas, onde não houve união e por isso aparece desfocalizada. A região destacada em azul nesta figura é magnificada na Figura 65, onde observa-se a presença de microcavidades, caracterizando uma fratura dúctil. Esta característica foi observada nos corpos de prova de todas as condições de soldagem. Figura 64 Região da fratura do corpo de prova do ensaio cross-tension. Figura 65 Fratura com presença de microcavidades no ensaio cross-tension.
5 Discussão dos Resultados
 79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
3 Materiais e Métodos
 42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
Estudo exploratório da soldagem por fricção e mistura mecânica de um aço TRIP 800
 Evelyn Nigri Estudo exploratório da soldagem por fricção e mistura mecânica de um aço TRIP 800 Dissertação de Mestrado Dissertação apresentada ao Programa de Pósgraduação em Engenharia Metalúrgica e de
Evelyn Nigri Estudo exploratório da soldagem por fricção e mistura mecânica de um aço TRIP 800 Dissertação de Mestrado Dissertação apresentada ao Programa de Pósgraduação em Engenharia Metalúrgica e de
6 Resultados (Parte 03)
") 6 Resultados (Parte 03) A parte 03 se refere aos tratamentos térmicos com transformações de resfriamento contínuo e aplicação de patamar isotérmico (tratamentos térmicos II). 6.1. Tratamentos térmicos
6 Resultados (Parte 03) A parte 03 se refere aos tratamentos térmicos com transformações de resfriamento contínuo e aplicação de patamar isotérmico (tratamentos térmicos II). 6.1. Tratamentos térmicos
5 Resultados (Parte 02)
") 5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
4 Resultados. 4.1.Perfil do cordão de solda
 4 Resultados 4.1.Perfil do cordão de solda A figura 27 mostra quatro macrografias das amostras retiradas dos quatro quadrantes do perímetro como mostrado na tabela 8. Elas apresentam as distintas regiões
4 Resultados 4.1.Perfil do cordão de solda A figura 27 mostra quatro macrografias das amostras retiradas dos quatro quadrantes do perímetro como mostrado na tabela 8. Elas apresentam as distintas regiões
4 Resultados e Discussão
 4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
7 Resultados (Parte 04)
") 7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
Material conforme recebido (CR) e/ou metal base (MB)
 e/ou metal base (MB)") 85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
11 Resultados (Parte 08)
") Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
SOLDA POR FRICÇÃO EM AÇO CARBONO
 SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa
 95 9 Resultados 9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa As análises realizadas pela UFMG para cada tipo de consumível resultaram nas seguintes quantidades de hidrogênio
95 9 Resultados 9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa As análises realizadas pela UFMG para cada tipo de consumível resultaram nas seguintes quantidades de hidrogênio
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
10 Resultados (Parte 07)
") 10 Resultados (Parte 07) Devido ao fato do tubo deste estudo ser UOE com solda longitudinal é necessário observar os efeitos do curvamento com freqüência de 500 Hz e potência de 205 kw na junta soldada
10 Resultados (Parte 07) Devido ao fato do tubo deste estudo ser UOE com solda longitudinal é necessário observar os efeitos do curvamento com freqüência de 500 Hz e potência de 205 kw na junta soldada
5.1.1.Região de grãos grosseiros inalterados (RGGI ZTA) 1200 C
 1200 C") 5. Discussão Neste capitulo serão avaliadas as diferenças entre as propriedades mecânicas e microestruturais existentes nas diferentes regiões da ZTA, correspondente a uma solda multipasse. Uma primeira
5. Discussão Neste capitulo serão avaliadas as diferenças entre as propriedades mecânicas e microestruturais existentes nas diferentes regiões da ZTA, correspondente a uma solda multipasse. Uma primeira
Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento.
 1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
A composição química das amostras de metal solda, soldadas a 10 m de profundidade, está listada na Tabela 2.
 52 4 Resultados 4.1. Análise Química A composição química das amostras de metal solda, soldadas a 10 m de profundidade, está listada na Tabela 2. Tabela 2: Composição química do metal de solda (porcentagem
52 4 Resultados 4.1. Análise Química A composição química das amostras de metal solda, soldadas a 10 m de profundidade, está listada na Tabela 2. Tabela 2: Composição química do metal de solda (porcentagem
5.1.Caracterização microestrutural e de microdureza dos aços estudados
 5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
5.3. ANÁLISE QUÍMICA 5.4. ENSAIO DE DUREZA
 35 5.3. ANÁLISE QUÍMICA A composição química dos parafusos foi determinada por Espectrometria de Emissão Óptica. A Tabela 04 apresenta a composição percentual dos elementos mais relevantes. A Norma SAE
35 5.3. ANÁLISE QUÍMICA A composição química dos parafusos foi determinada por Espectrometria de Emissão Óptica. A Tabela 04 apresenta a composição percentual dos elementos mais relevantes. A Norma SAE
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
5(6,67,9,'$'((/e75,&$
 -817$62/'$'$ ³$ OyJLFD p LQ~WLO D PHQRV TXH YHQKD DFRPSDQKDGDFRPRVGDGRVHVVHQFLDLV )UDQN+HUEHW O material submetido ao processo de soldagem especificado no item 2.1 foi analisado em relação ao seu comportamento
-817$62/'$'$ ³$ OyJLFD p LQ~WLO D PHQRV TXH YHQKD DFRPSDQKDGDFRPRVGDGRVHVVHQFLDLV )UDQN+HUEHW O material submetido ao processo de soldagem especificado no item 2.1 foi analisado em relação ao seu comportamento
5 Resultados 5.1.Características operacionais dos eletrodos
 5 Resultados Os resultados deste conjunto de experimentos serão apresentados da seguinte forma: Características operacionais dos eletrodos, incluindo avaliação visual da qualidade da solda e curvas tensão-corrente;
5 Resultados Os resultados deste conjunto de experimentos serão apresentados da seguinte forma: Características operacionais dos eletrodos, incluindo avaliação visual da qualidade da solda e curvas tensão-corrente;
8 Resultados (Parte 05)
") 8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
INFLUÊNCIA DO GRAU DE DEFORMAÇÃO A FRIO NA MICROESTRUTURA E NA DUREZA DE AÇOS DUPLEX DO TIPO 2205
 INFLUÊNCIA DO GRAU DE DEFORMAÇÃO A FRIO NA MICROESTRUTURA E NA DUREZA DE AÇOS DUPLEX DO TIPO 2205 Weber de Melo Mesquita¹, Adriana Amaro Diacenco² Discente, pesquisador; FEPI Fundação de Ensino e Pesquisa
INFLUÊNCIA DO GRAU DE DEFORMAÇÃO A FRIO NA MICROESTRUTURA E NA DUREZA DE AÇOS DUPLEX DO TIPO 2205 Weber de Melo Mesquita¹, Adriana Amaro Diacenco² Discente, pesquisador; FEPI Fundação de Ensino e Pesquisa
Microscopia Digital na Caracterização de Porosidade e Inclusões em Aços
 Microscopia Digital na Caracterização de Porosidade e Inclusões em Aços Aluno: Júlia Nascimento Martins Orientador: Sidnei Paciornik e Valter Rocha dos Santos Introdução A principal motivação do projeto
Microscopia Digital na Caracterização de Porosidade e Inclusões em Aços Aluno: Júlia Nascimento Martins Orientador: Sidnei Paciornik e Valter Rocha dos Santos Introdução A principal motivação do projeto
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
Capítulo Tabela 4.1 Características mecânicas do ferro fundido nodular ferrítico.
 Capítulo 4 52 4 RESULTADOS 4.1 Propriedades mecânicas As propriedades mecânicas básicas do ferro fundido nodular ferrítico, nas seis diferentes condições microestruturais estudas neste trabalho, acham-se
Capítulo 4 52 4 RESULTADOS 4.1 Propriedades mecânicas As propriedades mecânicas básicas do ferro fundido nodular ferrítico, nas seis diferentes condições microestruturais estudas neste trabalho, acham-se
Prof. Dr. André Paulo Tschiptschin ANÁLISE DE FALHA EM CORRENTE DE TRANSMISSÃO DUPLA INTERESSADO:
 ANÁLISE DE FALHA EM CORRENTE DE TRANSMISSÃO DUPLA INTERESSADO: JUNHO DE 2012 Introdução Prof. Dr. André Paulo Tschiptschin Uma corrente de transmissão dupla rompida em serviço foi enviada para análise
ANÁLISE DE FALHA EM CORRENTE DE TRANSMISSÃO DUPLA INTERESSADO: JUNHO DE 2012 Introdução Prof. Dr. André Paulo Tschiptschin Uma corrente de transmissão dupla rompida em serviço foi enviada para análise
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
Palavras chave: Aço-carbono, Tratamento Térmico, Propriedade Mecânica.
 Caracterização Mecânica e Microestrutural de um Aço AISI 1060 submetido a diferentes Meios de Resfriamentos Angela de Jesus Vasconcelos 1, Daniele Cristina de Brito Lima Soares 1, Adriano Matos Mendes
Caracterização Mecânica e Microestrutural de um Aço AISI 1060 submetido a diferentes Meios de Resfriamentos Angela de Jesus Vasconcelos 1, Daniele Cristina de Brito Lima Soares 1, Adriano Matos Mendes
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
Tabela 4. Composição química dos aços API5LX80 (% em peso).
.") 41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020
 Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020 João Antonio da Silva Neto 1, Alysson Domingos Silvestre 1, David Domingos Soares da Silva 2, Heber Sivini Ferreira
Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020 João Antonio da Silva Neto 1, Alysson Domingos Silvestre 1, David Domingos Soares da Silva 2, Heber Sivini Ferreira
Têmpera. Lauralice Canale
 Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Prof. Dr. André Paulo Tschiptschin ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO
 ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO SETEMBRO DE 2010 Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3. Figura 1- Cilindro
ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO SETEMBRO DE 2010 Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3. Figura 1- Cilindro
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
4. RESULTADOS EXPERIMENTAIS. Após a preparação metalográfica das amostras, foi realizado o ataque Behara
 4. RESULTADOS EXPERIMENTAIS 4.1. Caracterização microestrutural 4.1.1. Microscopia óptica Após a preparação metalográfica das amostras, foi realizado o ataque Behara modificado (conforme item 3.3), para
4. RESULTADOS EXPERIMENTAIS 4.1. Caracterização microestrutural 4.1.1. Microscopia óptica Após a preparação metalográfica das amostras, foi realizado o ataque Behara modificado (conforme item 3.3), para
3 Materiais e Métodos
 41 3 Materiais e Métodos Serão apresentados neste capitulo os materiais e os métodos que foram utilizados no desenvolvimento deste trabalho. Durante a experiência foram utilizados cinco eletrodos oxi-rutílicos
41 3 Materiais e Métodos Serão apresentados neste capitulo os materiais e os métodos que foram utilizados no desenvolvimento deste trabalho. Durante a experiência foram utilizados cinco eletrodos oxi-rutílicos
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
5 Discussão Desempenho da soldagem
 5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
INFLUÊNCIA DO TRATAMENTO TÉRMICO PÓS- SOLDAGEM NA MICROESTRUTURA E DUREZA DA ZTA DO AÇO 9%NI PARA APLICAÇÃO OFFSHORE
 The Journal of Engineering and Exact Sciences - JCEC ISSN: 2527-1075 Vol. 03 N. 08 (2017) 1227-1242 doi: 10.18540/jcecvl3iss8pp1227-1242 OPEN ACCESS INFLUÊNCIA DO TRATAMENTO TÉRMICO PÓS- SOLDAGEM NA MICROESTRUTURA
The Journal of Engineering and Exact Sciences - JCEC ISSN: 2527-1075 Vol. 03 N. 08 (2017) 1227-1242 doi: 10.18540/jcecvl3iss8pp1227-1242 OPEN ACCESS INFLUÊNCIA DO TRATAMENTO TÉRMICO PÓS- SOLDAGEM NA MICROESTRUTURA
Bs ( C) = %C - 90%Mn - 37%Ni - 70%Cr -83%Mo. %C %Si %Mn %Ni %Cr Ms Q 1 0,4 1,6 1,5 1,4 0, Q 2 0,2 1,6 1,5 1,4 0,
 = %C - 90%Mn - 37%Ni - 70%Cr -83%Mo. %C %Si %Mn %Ni %Cr Ms Q 1 0,4 1,6 1,5 1,4 0, Q 2 0,2 1,6 1,5 1,4 0,") 40 3 Procedimento Experimental 3.1 Amostras de e As ligas estudadas foram projetadas e produzidas na Universidade de Gent com base na liga 0,40%C- 1,39%Mn- 1,37%Si- 1,34%Ni- 0,76%Cr- 0,52%Mo. Utilizando
40 3 Procedimento Experimental 3.1 Amostras de e As ligas estudadas foram projetadas e produzidas na Universidade de Gent com base na liga 0,40%C- 1,39%Mn- 1,37%Si- 1,34%Ni- 0,76%Cr- 0,52%Mo. Utilizando
ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO
 ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO Quando um equipamento é fabricado conforme um projeto, tem-se por objetivo garantir suas propriedades mecânicas e trabalho dentro
ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO Quando um equipamento é fabricado conforme um projeto, tem-se por objetivo garantir suas propriedades mecânicas e trabalho dentro
Pino. Pino. Bloco (2.1) (2.2) (2.3) Pino. Bloco (3.1) (3.2) (3.3)
 (2.2) (2.3) Pino. Bloco (3.1) (3.2) (3.3)") 91 Bloco Bloco (1.1) (1.2) (1.3) Bloco Bloco Bloco (2.1) (2.2) (2.3) Bloco Bloco Bloco Bloco (3.1) (3.2) (3.3) Figura 4.37: Micrografias: (1.1), (1.2) e (1.3) interface inferior esquerda, central e direita
91 Bloco Bloco (1.1) (1.2) (1.3) Bloco Bloco Bloco (2.1) (2.2) (2.3) Bloco Bloco Bloco Bloco (3.1) (3.2) (3.3) Figura 4.37: Micrografias: (1.1), (1.2) e (1.3) interface inferior esquerda, central e direita
3 - Metodologia Experimental
 3 - Metodologia Experimental Neste capitulo serão apresentados os materiais e métodos que foram utilizados durante o desenvolvimento deste trabalho. 3.1. Descrição do método experimental Para a realização
3 - Metodologia Experimental Neste capitulo serão apresentados os materiais e métodos que foram utilizados durante o desenvolvimento deste trabalho. 3.1. Descrição do método experimental Para a realização
ANÁLISE DE FALHA EM VIRABREQUIM DE MOTOR V8
 Jornadas SAM - CONAMET - AAS 2001, Septiembre de 2001 773-778 ANÁLISE DE FALHA EM VIRABREQUIM DE MOTOR V8 T. Renck a, R.A.Hoppe b, S.Pecantet b, S.Griza c e T.R.Strohaecker d a UFRGS, Graduando em Engenharia
Jornadas SAM - CONAMET - AAS 2001, Septiembre de 2001 773-778 ANÁLISE DE FALHA EM VIRABREQUIM DE MOTOR V8 T. Renck a, R.A.Hoppe b, S.Pecantet b, S.Griza c e T.R.Strohaecker d a UFRGS, Graduando em Engenharia
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA
 CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA Neste capítulo são apresentados os resultados dos ensaios de tração, dobramento e embutimento realizados nos corpos de prova dos dois metais de base,
CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA Neste capítulo são apresentados os resultados dos ensaios de tração, dobramento e embutimento realizados nos corpos de prova dos dois metais de base,
4 Apresentação e Discussão dos Resultados Experimentais 4.1 Composição Química
 4 Apresentação e Discussão dos Resultados Experimentais 4.1 Composição Química Como pode ser observado na Tabela 3.1, as composições químicas dos elos com e sem corrosão diferem na quantidade de alguns
4 Apresentação e Discussão dos Resultados Experimentais 4.1 Composição Química Como pode ser observado na Tabela 3.1, as composições químicas dos elos com e sem corrosão diferem na quantidade de alguns
3 Materiais e Métodos
 3 Materiais e Métodos Neste capítulo serão apresentados os materiais empregados assim como a metodologia seguida para desenvolver este trabalho. Como já citado anteriormente, este trabalho foi desenvolvido
3 Materiais e Métodos Neste capítulo serão apresentados os materiais empregados assim como a metodologia seguida para desenvolver este trabalho. Como já citado anteriormente, este trabalho foi desenvolvido
Laboratório: Laboratório de Caracterização de Materiais Metálicos (LCAM).
.") UNIVERSIDADE FEDERAL DO PARÁ PRÓ-REITORIA DE PESQUISA E EDUCAÇÃO DIRETORIA DE PESQUISA PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO CIENTÍFICA PIBIC : CNPq, CNPq/AF, UFPA, UFPA/AF, PIBIC/INTERIOR, PARD,
UNIVERSIDADE FEDERAL DO PARÁ PRÓ-REITORIA DE PESQUISA E EDUCAÇÃO DIRETORIA DE PESQUISA PROGRAMA INSTITUCIONAL DE BOLSAS DE INICIAÇÃO CIENTÍFICA PIBIC : CNPq, CNPq/AF, UFPA, UFPA/AF, PIBIC/INTERIOR, PARD,
Estudo da decomposição da austenita em aço API 80X microligado por meio de ensaios de dilatometria
 Estudo da decomposição da austenita em aço API 80X microligado por meio de ensaios de dilatometria Pesquisador responsável: Maysa Terada Unidade: Laboratório Nacional de Nanotecnologia Período: 01/08/17
Estudo da decomposição da austenita em aço API 80X microligado por meio de ensaios de dilatometria Pesquisador responsável: Maysa Terada Unidade: Laboratório Nacional de Nanotecnologia Período: 01/08/17
AVALIAÇÃO MICROESTRUTURAL DA REGIÃO SOLDADA PELO PROCESSO GMAW DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES
 AVALIAÇÃO MICROESTRUTURAL DA REGIÃO SOLDADA PELO PROCESSO GMAW DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES Péricles Bosquetti 1, Vinícius Silva Oliveira 2, Maurício Angeloni 3, Alessandro
AVALIAÇÃO MICROESTRUTURAL DA REGIÃO SOLDADA PELO PROCESSO GMAW DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES Péricles Bosquetti 1, Vinícius Silva Oliveira 2, Maurício Angeloni 3, Alessandro
4. Resultados Mapeamento de descontinuidades não aceitáveis.
 83 4. Resultados 4.1. Mapeamento de descontinuidades não aceitáveis. Mediante a avaliação dos ensaios não destrutivos de radiografia e de ultrasom determinou-se que só duas de seis juntas soldadas atenderam
83 4. Resultados 4.1. Mapeamento de descontinuidades não aceitáveis. Mediante a avaliação dos ensaios não destrutivos de radiografia e de ultrasom determinou-se que só duas de seis juntas soldadas atenderam
Correlação entre parâmetros de curvamento por indução de tubo API X80 e propriedades mecânicas e microestruturais
 Rafael de Araujo Silva Correlação entre parâmetros de curvamento por indução de tubo API X80 e propriedades mecânicas e microestruturais Dissertação de Mestrado Dissertação apresentada como requisito parcial
Rafael de Araujo Silva Correlação entre parâmetros de curvamento por indução de tubo API X80 e propriedades mecânicas e microestruturais Dissertação de Mestrado Dissertação apresentada como requisito parcial
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
12, foram calculados a partir das equações mostradas seguir, com base nas análises químicas apresentadas na Tabela 8.
 5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
Tabela 4.1: Relação entre carga aplicada, dureza e módulo de elasticidade em uma amostra Q4.
 45 4 Análise e Discussão dos Resultados 4.1 Nanoindentação 4.1.1 Influência da Carga Para analisar a influência da carga nos resultados de dureza e módulo de elasticidade, uma amostra da liga Q4 (alto
45 4 Análise e Discussão dos Resultados 4.1 Nanoindentação 4.1.1 Influência da Carga Para analisar a influência da carga nos resultados de dureza e módulo de elasticidade, uma amostra da liga Q4 (alto
Aula 20: Transformações Martensíticas. - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria.
 - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
- Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
INFLUÊNCIA DO CAMINHO DE AQUECIMENTO NAS PROPRIEDADES MECÂNICAS DE UM AÇO 1020 TEMPERADO A PARTIR DE TEMPERATURAS INTERCRÍTICAS
 INFLUÊNCIA DO CAMINHO DE AQUECIMENTO NAS PROPRIEDADES MECÂNICAS DE UM AÇO 1020 TEMPERADO A PARTIR DE TEMPERATURAS INTERCRÍTICAS C.G. Guimarães, C.A.Siqueira, A. L. M. Costa* Faculdade de Engenharia de
INFLUÊNCIA DO CAMINHO DE AQUECIMENTO NAS PROPRIEDADES MECÂNICAS DE UM AÇO 1020 TEMPERADO A PARTIR DE TEMPERATURAS INTERCRÍTICAS C.G. Guimarães, C.A.Siqueira, A. L. M. Costa* Faculdade de Engenharia de
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale
 TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Transformação de fase em metais Tratamento térmico (tempo/temperatura) Microestrutura
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Transformação de fase em metais Tratamento térmico (tempo/temperatura) Microestrutura
CAP 11 - MICROESTRUTURAS
 CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
ANÁLISE DE SIMILARES: ESTUDO DE PARAFUSOS M10 CLASSE 8.8*
 ANÁLISE DE SIMILARES: ESTUDO DE PARAFUSOS M10 CLASSE 8.8* Vagner Machado Costa 1 Marcelo Moussalle Macedo 2 Vanessa Fischer da Silveira Fischer 3 Anderson Kramer Pelufa 4 Afonso Reguly 5 Resumo O presente
ANÁLISE DE SIMILARES: ESTUDO DE PARAFUSOS M10 CLASSE 8.8* Vagner Machado Costa 1 Marcelo Moussalle Macedo 2 Vanessa Fischer da Silveira Fischer 3 Anderson Kramer Pelufa 4 Afonso Reguly 5 Resumo O presente
Efeito dos elementos de liga nos aços
 Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
5 Resultado e Discussão
 53 5 Resultado e Discussão 5.1 Preparação da Membrana A O processo de extrusão descrito anteriormente resultou numa fita de PTFE com aparência homogênea (Figura 24). Como um óleo foi inicialmente empregado
53 5 Resultado e Discussão 5.1 Preparação da Membrana A O processo de extrusão descrito anteriormente resultou numa fita de PTFE com aparência homogênea (Figura 24). Como um óleo foi inicialmente empregado
AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DA JUNTA SOLDADA COM AÇO INOXIDÁVEL MARTENSÍTICO DE BAIXA TEMPERATURA DE TRANSFORMAÇÃO
 AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DA JUNTA SOLDADA COM AÇO INOXIDÁVEL MARTENSÍTICO DE BAIXA TEMPERATURA DE TRANSFORMAÇÃO F. J. S. Oliveira 1, L. R. R Ribeiro 1, H. F. G. de Abreu 2, R. T. de Oliveira
AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DA JUNTA SOLDADA COM AÇO INOXIDÁVEL MARTENSÍTICO DE BAIXA TEMPERATURA DE TRANSFORMAÇÃO F. J. S. Oliveira 1, L. R. R Ribeiro 1, H. F. G. de Abreu 2, R. T. de Oliveira
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
INFLUÊNCIA DE PARÂMETROS DE SOLDAGEM COMO TENSÃO E CORRENTE NA TAXA DE DEPOSIÇÃO PARA DIFERENTES ESPESSURAS DE CHAPA
 INFLUÊNCIA DE PARÂMETROS DE SOLDAGEM COMO TENSÃO E CORRENTE NA TAXA DE DEPOSIÇÃO PARA DIFERENTES ESPESSURAS DE CHAPA P. H. Ogata; D. Silva; D. Morais; F. Conte; paulo.ogata@fatec.sp.gov.br Faculdade de
INFLUÊNCIA DE PARÂMETROS DE SOLDAGEM COMO TENSÃO E CORRENTE NA TAXA DE DEPOSIÇÃO PARA DIFERENTES ESPESSURAS DE CHAPA P. H. Ogata; D. Silva; D. Morais; F. Conte; paulo.ogata@fatec.sp.gov.br Faculdade de
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º.
 TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º. Semestre 2017 TRANSFORMAÇÕES MULTIFÁSICAS As condições de equilíbrio caracterizadas
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º. Semestre 2017 TRANSFORMAÇÕES MULTIFÁSICAS As condições de equilíbrio caracterizadas
Caracterização microestrutural do aço ASTM-A soldado por GMAW.
 UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
5 Resultados Caracterização Microestrutural
 5 Resultados 5.. Caracterização Microestrutural A análise microestrutural foi realizada através de microscopia ótica (MO) e microscopia eletrônica de varredura (MEV). As amostras foram preparadas pelo
5 Resultados 5.. Caracterização Microestrutural A análise microestrutural foi realizada através de microscopia ótica (MO) e microscopia eletrônica de varredura (MEV). As amostras foram preparadas pelo
CORRELAÇÃO ENTRE MICROESTRUTURA E TENACIDADE DEVIDO A APLICAÇÃO DE DIFERENTES TRATAMENTOS TÉRMICOS EM UM AÇO MICROLIGADO DE BAIXO TEOR DE CARBONO
 Revista rasileira de Aplicações de Vácuo, v. 27, n. 2, 79-83, 2008. 2008 CORRELAÇÃO ENTRE MICROESTRUTURA E TENACIDADE DEVIDO A APLICAÇÃO DE DIERENTES TRATAMENTOS TÉRMICOS EM UM AÇO MICROLIGADO DE AIXO
Revista rasileira de Aplicações de Vácuo, v. 27, n. 2, 79-83, 2008. 2008 CORRELAÇÃO ENTRE MICROESTRUTURA E TENACIDADE DEVIDO A APLICAÇÃO DE DIERENTES TRATAMENTOS TÉRMICOS EM UM AÇO MICROLIGADO DE AIXO
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
PROPRIEDADES MECÂNICAS I Fundamentos
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS I Fundamentos Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Tensões e Deformações Ensaio
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS I Fundamentos Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Tensões e Deformações Ensaio
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL
 3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
ESTUDO COMPARATIVO DE JUNTAS SOLDADAS DE AÇO NAVAL ASTM A131 GRAU AH36 PELOS PROCESSOS SMAW E FCAW
 ESTUDO COMPARATIVO DE JUNTAS SOLDADAS DE AÇO NAVAL ASTM A131 GRAU AH36 PELOS PROCESSOS SMAW E FCAW K. F. R. C. OMENA / KATYCVRD@HOTMAIL.COM M. M. POSSO / MILLENAPOSSO@YAHOO.COM.BR T. S. NUNES / THYSSASAM@GMAILCOM
ESTUDO COMPARATIVO DE JUNTAS SOLDADAS DE AÇO NAVAL ASTM A131 GRAU AH36 PELOS PROCESSOS SMAW E FCAW K. F. R. C. OMENA / KATYCVRD@HOTMAIL.COM M. M. POSSO / MILLENAPOSSO@YAHOO.COM.BR T. S. NUNES / THYSSASAM@GMAILCOM
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
Micrografia 4.4. Amostra envelhecida a 900ºC por 1032 horas. Austenita (escura) e sigma (sem ataque). Ataque: Behara modificado
 e sigma (sem ataque). Ataque: Behara modificado") Micrografia 4.4. Amostra envelhecida a 900ºC por 1032 horas. Austenita (escura) e sigma (sem ataque). Ataque: Behara modificado Na seqüência, micrografias de amostras envelhecidas a 800 C, 750 C e 700
Micrografia 4.4. Amostra envelhecida a 900ºC por 1032 horas. Austenita (escura) e sigma (sem ataque). Ataque: Behara modificado Na seqüência, micrografias de amostras envelhecidas a 800 C, 750 C e 700
CARACTERIZAÇÃO MECÂNICA E MICROESTRUTURAL DE AÇO BAIXO CARBONO TEMPERADO DA ZONA CRÍTICA
 CLAUDIO GERALDO GUIMARÃES CARACTERIZAÇÃO MECÂNICA E MICROESTRUTURAL DE AÇO BAIXO CARBONO TEMPERADO DA ZONA CRÍTICA Trabalho de conclusão de curso apresentado a Faculdade de Engenharia de Materiais como
CLAUDIO GERALDO GUIMARÃES CARACTERIZAÇÃO MECÂNICA E MICROESTRUTURAL DE AÇO BAIXO CARBONO TEMPERADO DA ZONA CRÍTICA Trabalho de conclusão de curso apresentado a Faculdade de Engenharia de Materiais como
DETERMINAÇÃO E AVALIAÇÃO DA DUREZA E DA MICROESTRUTURA DO AÇO AISI 5160 NA CONDIÇÃO PADRÃO E ESFEROIDIZADO.
 DETERMINÇÃO E VLIÇÃO D DUREZ E D MICROESTRUTUR DO ÇO ISI 5160 N CONDIÇÃO PDRÃO E ESFEROIDIZDO. nelise Pereira da Silva, Suelen de Fátima Felisberto, mir Rivaroli Junior, Cristina de Carvalho res Elisei,
DETERMINÇÃO E VLIÇÃO D DUREZ E D MICROESTRUTUR DO ÇO ISI 5160 N CONDIÇÃO PDRÃO E ESFEROIDIZDO. nelise Pereira da Silva, Suelen de Fátima Felisberto, mir Rivaroli Junior, Cristina de Carvalho res Elisei,
MINISTÉRIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL. Departamento de Metalurgia
 I MINISTÉRIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL Escola de Engenharia Departamento de Metalurgia CARACTERIZAÇÃO METALURGICA E MECÂNICA EM UMA JUNTA SOLDADA DE AÇOS AISI 316L E BS EN10025
I MINISTÉRIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL Escola de Engenharia Departamento de Metalurgia CARACTERIZAÇÃO METALURGICA E MECÂNICA EM UMA JUNTA SOLDADA DE AÇOS AISI 316L E BS EN10025
4 Resultados Experimentais
 77 4 Resultados Experimentais As amostras soldadas de acordo com os parâmetros da tabela 3-2 do capítulo 3 foram submetidas aos ensaios mecânicos de tração e rigidez, análises térmicas (calorimetria diferencial
77 4 Resultados Experimentais As amostras soldadas de acordo com os parâmetros da tabela 3-2 do capítulo 3 foram submetidas aos ensaios mecânicos de tração e rigidez, análises térmicas (calorimetria diferencial
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE. Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no
 98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
98 6. RESULTADOS E DISCUSSÃO: INDENTADORES TRONCO DE CONE 6.1. DESGASTE COM PREDOMINÂNCIA DE OXIDAÇÃO Desgastes com predominância de oxidação ocorreram em riscamentos sem lubrificação no aço 0,4 % C de
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
6 Autorrecuperação Adicional
 6 Autorrecuperação Adicional Nos capítulos anteriores apresentamos um estudo do processo de deformação dos filmes de GaN e sugerimos um mecanismo de deformação para este material. Um dos pontos importantes
6 Autorrecuperação Adicional Nos capítulos anteriores apresentamos um estudo do processo de deformação dos filmes de GaN e sugerimos um mecanismo de deformação para este material. Um dos pontos importantes
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 10 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Cálculo de tensões em juntas soldadas Terminologia Juntas soldadas: região da peça onde duas ou mais partes são unidas pela operação
10 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Cálculo de tensões em juntas soldadas Terminologia Juntas soldadas: região da peça onde duas ou mais partes são unidas pela operação
SOLDAGEM A PONTO POR FRICÇÃO E MISTURA MECÂNICA DE UM AÇO TRIP: CARACTERIZAÇÃO MICROESTRUTURAL
 SOLDAGEM A PONTO POR FRICÇÃO E MISTURA MECÂNICA DE UM AÇO TRIP: CARACTERIZAÇÃO MICROESTRUTURAL Resumo doi: 10.4322/tmm.00603003 Cíntia Cristiane Petry Mazzaferro 1 Fabiano Dornelles Ramos 1 José Antônio
SOLDAGEM A PONTO POR FRICÇÃO E MISTURA MECÂNICA DE UM AÇO TRIP: CARACTERIZAÇÃO MICROESTRUTURAL Resumo doi: 10.4322/tmm.00603003 Cíntia Cristiane Petry Mazzaferro 1 Fabiano Dornelles Ramos 1 José Antônio
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.