UNIJUÍ Universidade Regional do Noroeste do Estado do Rio Grande do Sul DeTec Departamento de Tecnologia Curso de Engenharia Mecânica Campus Panambi
|
|
|
- Ian Bardini Branco
- 7 Há anos
- Visualizações:
Transcrição
1 1 UNIJUÍ Universidade Regional do Noroeste do Estado do Rio Grande do Sul DeTec Departamento de Tecnologia Curso de Engenharia Mecânica Campus Panambi SILVANE ANTONIO PORTELLA PROJETO E CONSTRUÇÃO DE UM SISTEMA PARA TESTES DE HIDROCONFORMAÇÃO DE CHAPAS Panambi 2012
2 SILVANE ANTONIO PORTELLA PROJETO E CONSTRUÇÃO DE UM SISTEMA PARA TESTES DE HIDROCONFOMAÇÃO DE CHAPAS Trabalho de conclusão de curso apresentado à banca avaliadora do curso de Engenharia Mecânica da Universidade Regional do Noroeste do Estado do Rio Grande do Sul UNIJUÍ, como requisito parcial para a obtenção do título de Engenheiro Mecânico. Banca Avaliadora: 1 Avaliador: Prof. Claudio Fernando Rios, M. Eng. 2 Avaliador (Orientador): Professor João H. C. de Souza, Dr.-Ing.
3 AGRADECIMENTOS Primeiramente a Deus, pela vida e tudo que ela me proporciona. A minha esposa, aos meus filhos, minha mãe, irmãos e amigos que sempre me apoiaram e me mantiveram motivado para continuar na busca de realizações. Aos Professores do Curso de Engenharia Mecânica da Unijuí, que me proporcionaram o conhecimento durante o curso de engenharia. Ao Professor orientador, Dr. Eng. João H. C. de Souza, que foi fundamental na aquisição do conhecimento necessário para a realização do trabalho. Ao meu colega e amigo Engenheiro Ibson Harter, pelo auxilio durante as simulações em software CAE. E a Empresa Bruning Tecnometal Ltda. por prover todos os recursos necessários para a fabricação da ferramenta e realização dos ensaios. MUITO OBRIGADO!
4 RESUMO A busca por processos de fabricação que permitam a produção de peças metálicas conformadas, atendendo aos requisitos de qualidade do produto, e oferecendo vantagens em relação aos processos existentes, é de grande interesse das empresas deste segmento para continuarem competitivas no mercado. Este trabalho apresenta conceitos sobre princípios de conformação, o estado da arte do processo de hidroconformação de chapas, o projeto e construção de um sistema para testes de utilização do processo de hidroconformação de chapas, a comparação de resultados obtidos neste processo com os resultados de processo convencional de conformação de chapas. Palavras-chave: Hidroconformação de chapas, processos de conformação, ferramenta, blank, fluido de conformação, ferramenta de hidroconformação, blank para hidroconformação.
5 ABSTRACT The search for manufacturing processes that permit the production of shaped metal parts, meeting the qualities requirements of product and offer advantages over existing processes, is of great interest of companies in this segment to remain competitive in the market. This paper presents concepts of principles of forming, the state of the art sheet metal hydroforming process, the project and construction of a system for testing the use of sheet hydroforming process, the comparison of results obtained in this process with the results of process conventional sheet conformation. Keywords: sheet hydroforming, forming processes, die, blank, fluid conformation hydroforming tool, blank for hydroforming.
6 LISTA DE FIGURAS Figura 1 - Classificação dos processos de fabricação conforme DIN 8580 [2] Figura 2 - Classificação dos processos de conformação de acordo com a norma DIN 8582 [3] Figura 3 - Exemplo de curva tensão x deformação de metal [17] Figura 4 - Curva tensão x deformação de metal usada na conformação [17] Figura 5 - Efeito do n no formato da curva de escoamento [18] Figura 6 - Alongamento do grão durante a laminação [19] Figura 7 - Direção dos corpos de prova para ensaio de anisotropia [22] Figura 8 - Desenho esquemático da ferramenta para teste VPB [7] Figura 14 - Classificação dos processos de conformação usando meio líquido [6] Figura 15 - Esquema do processo de hidroconformação de chapa por alta pressão [7] Figura 16 - Maquina horizontal (LFU) para hidroconformação de chapa a alta pressão [9] Figura 17 - Ferramenta projetada por LFU com sistema de múltipla almofada (10 segmentos de prensa chapa) [10] Figura 18 - Desenho esquemático da ferramenta para hidroconformação de chapa por alta pressão desenvolvida por ERC/NSM [7] Figura 19 - Desenho esquemático da ferramenta para hidroconformação de chapa embutimento hidromecânico (HMD) [12] Figura 20 - Exemplo de aplicação do embutimento hidromecânico com redução de etapas no processo [4] Figura 9 - Exemplos de conformação por tração-compressão [3] Figura 10 - Desenho esquemático de ferramenta com prensa-chapa [5] Figura 11 - Desenho esquemático de ferramenta para hidroconformação de chapa [5] Figura 12 - Tensões no processo de embutimento [5] Figura 13 - Mapa falhas X peças boas em função da força do prensa-chapa [17] Figura 21 - Parâmetros que compõem o processo de embutimento [23] Figura 22 - Etapas do embutimento hidromecânico - sistema passivo de pressão [4] Figura 23 - Etapas do embutimento hidromecânico - sistema ativo de pressão [4] Figura 24 - Desenho esquemático da ferramenta para embutimento hidromecânico sistema ativo de pressão [14] Figura 25 - Desenho esquemático da ferramenta para embutimento hidromecânico sistema pressão aumentada [15]
7 Figura 26 - Desenho da peça que se pretende produzir para testes Figura 27 - Caixa de entrada das propriedades do material no software CAE Figura 28 - Dados da geometria da ferramenta no software CAE [Fonte: Arquivo pessoal].. 55 Figura 29 - Detalhe do projeto punção, matriz e prensa-chapa Figura 30 - Corpo de prova para ensaio de tração de acordo com NBR 6673 e NBR Figura 31 - Resultado ensaio de tração material GMW2M-ST-S CR Figura 32 Circuito hidráulico do prensa-chapa [Fonte: Arquivo pessoal] Figura 33 - Desenho CAD - Parte da ferramenta com cilíndros hidráulicos [Fonte: Arquivo pessoal] Figura 34 - Desenho CAD - Conjunto superior da ferramenta [Fonte: Arquivo pessoal] Figura 35 - Desenho CAD - Conjunto intermediário da ferramenta [Fonte: Arquivo pessoal] Figura 36 - Desenho CAD - Conjunto inferior da ferramenta [Fonte: Arquivo pessoal] Figura 37 - Ilustração do circuito hidráulico da hidroconformação [Fonte: Arquivo pessoal].71 Figura 38 Desenho CAD - Conjunto ferramenta completo [Fonte: Arquivo pessoal] Figura 39 - Desenho CAD - Punção cilíndrico com ponta reta [Fonte: Arquivo pessoal] Figura 40 - Desenho CAD - Punção cilíndrico com ponta cônica [Fonte: Arquivo pessoal].. 76 Figura 41 - Simulação CAE - Punção cilíndrico com ponta reta - blank ϕ 160 mm β = 2,3 profundidade de embutimento 70 mm [Fonte: Arquivo pessoal] Figura 42 - Simulação CAE - Punção cilíndrico com ponta reta - blank ϕ 174 mm β = 2,5 [Fonte: Arquivo pessoal] Figura 43 - Simulação CAE - Punção cilíndrico com ponta reta - blank ϕ 174 mm profundidade de embutimento (testado)50 mm [Fonte: Arquivo pessoal] Figura 44 - Simulação CAE - Punção cilíndrico com ponta cônica - blank ϕ 174 mm [Fonte: Arquivo pessoal] Figura 45 - Peça cilíndrica com fundo reto - blank ϕ 160 mm [Fonte: Arquivo pessoal] Figura 46 - Peça cilíndrica com fundo reto - blank ϕ 160 mm [Fonte: Arquivo pessoal] Figura 47 - Peça cilíndrica com fundo reto - blank ϕ 174 mm [Fonte: Arquivo pessoal] Figura 48 - Gráficos da pressão de hidroconformação [Fonte: Arquivo pessoal] Figura 49 - Simulação CAE Punção cilíndrico com ponta reta - blank ϕ 174 β = 2, Figura 50 - Simulação CAE Punção cilíndrico com ponta reta - blank ϕ Figura 51 - Simulação CAE Punção cilíndrico com ponta cônica - blank ϕ 174 mm [Fonte: Arquivo pessoal] Figura 52 - Peça cilíndrica com fundo cônico - blank ϕ 160 mm [Fonte: Arquivo pessoal]... 87
8 Figura 53 - Gráfico de leitura e registro da pressão do fluído durante Teste 4 [Fonte: Arquivo pessoal] Figura 54 - Peça cilíndrica com fundo reto - blank ϕ 174 mm [Fonte: Arquivo pessoal] Figura 55 - Peça cilíndrica com fundo reto - blank ϕ 184 mm [Fonte: Arquivo pessoal] Figura 56 - blank ϕ 160 mm (convencional) X blank ϕ 174 mm (hidromecânico) [Fonte: Arquivo pessoal]
9 LISTA DE TABELAS Tabela 1 - Conteúdo relativo da composição em massa de cada componente e material do automóvel - (Unilivre, ano 2005) [11] Tabela 2 - Formula para blank circular diâmetro do [ 4] Tabela 3 - Dados de anisotropia e encruamento para alguns materiais [17] Tabela 4 - Composição química (% de massa) [20] Tabela 5 - Propriedades mecânicas aço laminado a frio [20] Tabela 6 - Resultados do ensaio de anisotropia para GMW2M-ST-S CR Tabela 7 - Resultados do ensaio de coeficiente de encruamento para GMW2M-ST-S CR Tabela 8 - Lista de situações simuladas no software CAE [Fonte: Arquivo pessoal] Tabela 9 - Limites das variáveis a serem testadas [Fonte: Arquivo pessoal] Tabela 10 - Variação de força no prensa-chapa x diâmetro do Blank [Fonte: Arquivo pessoal] Tabela 11 - Coleta de resultados dos ensaios [Fonte: Arquivo pessoal] Tabela 12 - Comparação de resultados peças cônicas [Fonte: Arquivo pessoal] Tabela 13 - Comparação de resultados peças cilíndricas [Fonte: Arquivo pessoal]
10 LISTA DE ABREVIATURAS E SIGLAS ERC/NSM HMD CAE VPB CAD MMS CAM CNC SHF THF Engineering Research Center for Net Shape Manufacturing Hydromechanical Deep Drawing - Embutimento Hidromecânico Computer Aided Engineering (Engenharia assistida por computador) Viscous Pressure Bulge test Computer Aided Design (Projeto assistido por computador) Mesa Móvel Superior Computer Aided Manufacturing (Fabricação assistida por computador) Controle Numérico Computadorizado Sheet hydroforming - Hidroconformação de chapas Tube hydroforming - Hidroconformação de tubos
11 LISTA DE SÍMBOLOS E Modulo de elasticidade [N/mm²] σ Tensão de engenharia [N/mm²] Tensão de escoamento [N/mm²] Al% Alongamento mínimo [%] ε Deformação [-] ε Deformação verdadeira [-] ΔR Anisotropia planar [-] Índice de anisotropia a 0 [-] Índice de anisotropia a 45 [-] Índice de anisotropia a 90 [-] Deformação verdadeira na largura [-] Deformação verdadeira na espessura [-] R Anisotropia normal [-] n Coeficiente de encruamento [-] Comprimento instantâneo do corpo de prova Comprimento inicial do corpo de prova Variação do comprimento do corpo de prova [mm] [mm] [mm] Relação máxima de embutimento [-] Altura final da peça Diâmetro máximo do blank Diâmetro do punção ou diâmetro interno da peça Força de embutimento Força máxima de embutimento Diâmetro do punção ou do corpo da peça Espessura da chapa Resistência à tração do material [mm] [mm] [mm] [N] [N] [mm] [mm] [N/mm²] Índice de embutimento máximo [-]
12 Força de reação do provocada pela pressão do fluido de hidroconformação Pressão do fluido de hidroconformação Área do punção ou do corpo da peça Força total de embutimento hidromecânico Diâmetro da cavidade da matriz Tensão no prensa-chapa Área do Blank Força nos cilindros hidráulicos [N] [MPa] [mm²] [N] [mm] [MPa] [mm²] [N]
13 SUMÁRIO 1. INTRODUÇÃO REVISÃO BIBLIOGRÁFICA DEFINIÇÕES GERAIS Técnicas de produção industrial Processo de fabricação por conformação PROPRIEDADES DO MATERIAL Análise das Propriedades mecânicas dos materiais Tensão de Escoamento ou Limite de Elasticidade; Limite de Resistência ou Resistência à Tração; Alongamento; Coeficiente de encruamento; Coeficiente de Anisotropia; Ensaio para hidroconformação PROCESSOS DE HIDROCONFORMAÇÃO Hidroconformação de chapas - sheet hydroforming (SHF) Hidroconformação de chapas por alta pressão Prensa para hidroconformação de chapas por alta pressão Ferramentas para hidroconformação de chapas por alta pressão Embutimento hidromecânico hydromechanical deep drawing (HMD) Aplicações para embutimento hidromecânico ANALISE DO PROCESSO DE CONFORMAÇÃO ESTUDADO Análise do processo de embutimento convencional e embutimento hidromecânico Relação de embutimento Força de embutimento Força de embutimento hidromecânico Força do prensa-chapa PROJETO DE FERRAMENTAS PARA EMBUTIMENTO Projeto para o embutimento convencional Projeto para embutimento hidromecânico LUBRIFICAÇÃO SIMULAÇÕES POR ELEMENTOS FINITOS OBJETIVOS DO TRABALHO E ESTRATÉGIA DE SOLUÇÃO... 51
14 4 MATERIAIS E MÉTODOS ANÁLISE DOS ASPECTOS DIMENSIONAIS Material da peça PROJETO DO SISTEMA DE EMBUTIMENTO HIDROMECÂNICO Cálculo do diâmetro do blank Cálculo do diâmetro da cavidade da matriz Cálculo da força de embutimento convencional Cálculo da força de embutimento hidromecânico Simulação de embutimento convencional e hidromecânico em software CAE Cálculo da parede do reservatório do fluido de hidroconformação Cálculo da força do prensa-chapa Cálculo dos cilindros hidráulicos do prensa-chapa DESCRIÇÃO DA FERRAMENTA PARA O EMBUTIMENTO HIDROMECÂNICO FABRICAÇÃO DA FERRAMENTA Fase de projeto Preliminar; Fase de detalhamento do projeto; Fase de fabricação e montagem; Fase de testes de funcionamento RELATÓRIO DE TESTES Equipamentos e meios utilizados; Procedimento para testes RESULTADOS RESULTADOS OBTIDOS NO EMBUTIMENTO CONVENCIONAL Simulação de embutimento convencional em software CAE Resultados práticos obtidos no embutimento convencional RESULTADOS OBTIDOS COM EMBUTIMENTO HIDROMECÂNICO Simulação de embutimento hidromecânico em software CAE Resultados práticos obtidos no embutimento hidromecânico COMPARAÇÃO DOS RESULTADOS Comparação dos resultados para conformação de peças cônicas Comparação dos resultados para conformação de peças cilíndricas CONCLUSÃO REFERÊNCIAS BIBLIOGRÁFICAS APÊNDICE A Conjunto ferramenta para embutimento hidromecânico... 96
15 APÊNDICE B Fotografia da ferramenta pronta APÊNDICE C Fotografia do Sistema eletrônico utilizado para aquisição de dados e geração de sinais APÊNDICE D Fotogrfia da unidade hidráulica ANEXO A Desenho do corpo de prova para ensaio de tração de acordo com as Normas NBR 6673 e NBR ANEXO B Relatório Ensaio De Tração Material: GMW2M-ST-S CR ANEXO C Relatório Ensaio De Anisotropia Material: GMW2M-ST-S CR ANEXO D Relatório Ensaio Coeficiente de Encruamento Material: GMW2M-ST-S CR ANEXO E Propriedades mecânicas do ferro fundido nodular
16 16 1. INTRODUÇÃO O Brasil está inserido na economia mundial capitalista, possui uma economia aberta ao mercado mundial, ou seja, o Brasil vende e compra produtos de diversos tipos para diferentes nações. Fazer parte da globalização econômica apresenta vantagens e desvantagens, como vantagem, pode-se citar o acesso a produtos com tecnologia, qualidade melhor, e com preços algumas vezes menores que os dos nacionais, uma desvantagem é que as indústrias brasileiras têm que competir com outras de diversos outros países, essa competição às vezes é injusta devido às diferenças cambiais, custo de mão de obra, disponibilidade de matéria prima, entre outros tantos fatores. Na indústria metal mecânica, como na maioria dos segmentos industriais a busca por alternativas de redução de custo nos processos de fabricação e a manutenção ou ganho na qualidade dos produtos são fatores fundamentais para sobrevivência no mercado. Para melhor entendimento da importância da indústria metal mecânica no ramo de veículos pode ser citado como exemplo o percentual de metal que normalmente contém um automóvel. A Tabela 1 relaciona o conteúdo em massa dos principais componentes e materiais do automóvel produzido no Brasil. Observa-se que os metais são preponderantes em relação aos outros materiais. Tabela 1 - Conteúdo relativo da composição em massa de cada componente e material do automóvel - (Unilivre, ano 2005) [11]. Componentes / materiais Composição mássica relativa no carro Metais 82,48% Pneus 4,25% Vidros 3,35% Não metálicos 2,96% Plásticos 1,68% Borracha 1,42% Bateria 1,29% Espuma 1,29% Chicote elétrico 0,52% Óleos 0,42% Tecidos 0,31%
17 17 As indústrias do ramo metal mecânico que fabricam componentes para montadoras de automóveis, caminhões, máquinas agrícolas e maquinas do segmento da construção, e ou outros tipos de maquinas e veículos, utilizam os processos de conformação de chapa em um elevado numero de itens. Para estas empresas o domínio das técnicas utilizadas nos processos de conformação torna-se indispensável para melhorar a qualidade do produto, aperfeiçoar o processo produtivo e reduzir os custos de fabricação. Este trabalho tem como principal objetivo o estudo do processo de hidroconformação de chapas. Hidroconformação é um processo de conformação não convencional que vem ganhando interesse das indústrias por reunir características que atendem muito bem uma grande parte das necessidades das empresas, como exemplo: Aumento da conformabilidade, boa qualidade superficial da peça, boa precisão dimensional, redução do retorno elástico do material comparado ao processo convencional, redução do custo de ferramental por reduzir o número de estágios do processo, entre outros. Atualmente este processo é usado em peças com geometrias complexas, principalmente na fase de implantação de produtos novos e peças protótipos, pela particularidade de não necessitar de uma matriz para formação da peça, neste sistema esta parte da ferramenta é substituída pela pressão hidráulica de um liquido, isto torna o trabalho de desenvolvimento e ajuste do ferramental mais rápido e menos trabalhoso, assim, diminui os custos nesta etapa do projeto.
18 18 2 REVISÃO BIBLIOGRÁFICA Este trabalho trata do processo de embutimento hidromecânico, que é classificado como um processo de conformação, utilizado principalmente na fabricação de produtos a partir de chapas metálicas planas. Para facilitar o entendimento do trabalho, neste capítulo será feito uma análise das propriedades dos materiais, serão apresentados conceitos básicos sobre: técnicas de fabricação, especialmente os processos de conformação de chapas metálicas, e mais especificamente os processos de hidroconformação, suas principais características, ferramentas e prensas para uso desta técnica, principais aplicações e considerações relevantes para o projeto de sistemas de hidroconformação, com objetivo principal de reunir informações suficientes para o desenvolvimento do projeto do sistema de teste de embutimento hidromecânico. 2.1 DEFINIÇÕES GERAIS Define-se por fabricação a transformação de um material em estado primitivo em um produto pronto, onde a condução do estado primitivo até o produto pronto deve se proceder com o menor número de estágios intermediários possíveis. O objetivo das Técnicas de Fabricação é a produção de objetos geometricamente definidos (produtos semiacabados, componentes, conjuntos) e com determinadas propriedades, através de diferentes processos Técnicas de produção industrial Processamento de materiais: produção de produtos semiacabados, onde a geometria final não está definida, mas com determinadas propriedades mecânicas e determinada composição química. Engenharia de Produção: Produção de componentes com determinada geometria e determinadas características, assim como componentes ou sistemas, visando obter o produto final. De acordo com a classificação da norma DIN Processos de fabricação [1] os processos de fabricação se dividem em seis grupos principais conforme mostrado na Figura 1: Criação de Forma - com criação de volume (grupo 1)
19 19 Modificação de Forma - com volume constante (grupo 2), com redução de volume (grupo 3), com aumento de volume (grupo 4 e grupo 5). Modificação das propriedades - Alteração das propriedades mecânicas sem mudança de forma (grupo 6). Figura 1 - Classificação dos processos de fabricação conforme DIN 8580 [2] Processo de fabricação por conformação Neste trabalho o processo estudado, de acordo com a classificação da norma DIN 8580 (Figura 1), é o processo de fabricação de modificação de forma com volume constante (conformação), que pertence ao grupo 2 desta norma. Por conformação em geral entende-se a alteração controlada da forma, da superfície e das características do material de um determinado corpo mantendo-se, porém a sua massa e composição do material original. Vantagens dos processos de conformação: Excelente resistência dinâmica; É possível se fabricar formas relativamente complexas;
20 20 Altas taxas de produção são possíveis; Alto rendimento da matéria-prima (por exemplo, em comparação com a usinagem); Alta qualidade superficial e dimensional e de forma do componente final; Aumento da resistência do material devido à conformação; Materiais metálicos são totalmente recicláveis; Podem se classificar os processos de fabricação por conformação pelo tipo de corpo da pré-forma, tipo de solicitação para obter a conformação, e pela temperatura do material durante a conformação. Quanto ao tipo de pré-forma, obtém-se produtos, pela conformação massiva e pela conformação de chapas. Pela conformação massiva o produto é obtido a partir de corpos com dimensões relativamente proporcionais. Na conformação de chapas, o produto é obtido pela transformação de uma matéria prima metálica plana (chapas até aproximadamente 10 mm de espessura) em peças de variadas formas, onde a espessura original permanece relativamente constante. Quanto à temperatura a conformação pode ser a frio (Temperatura ambiente), ou a quente (Temperatura a cima de 25º). Quanto ao tipo de solicitação as técnicas de conformação são classificadas de acordo com a norma DIN 8582 dependendo da direção principal da tensão aplicada [3]. Conformação por compressão; Conformação por dobra; Conformação por tração e compressão combinadas; Conformação por tração; Conformação por cisalhamento. A norma DIN 8582 classifica em 17 diferentes tipos os processos de conformação de acordo com o movimento relativo entre a ferramenta e a peça, geometria da ferramenta e geometria da peça (Figura 2).
![21 Figura 2 - Classificação dos processos de conformação de acordo com a norma DIN 8582 [3]. 2.2 PROPRIEDADES DO MATERIAL Conhecer as propriedades do material que será trabalhado é fundamental para que o projeto do sistema para a fabricação da peça tenha êxito.](/docs-images/49/25072990/images/21-0.png "As propriedades mecânicas, a composição química, o tipo de tratamento térmico, ou a operação realizada para se obter a pré-forma da chapa que será processada, concedem ao material algumas")
21 21 Figura 2 - Classificação dos processos de conformação de acordo com a norma DIN 8582 [3]. 2.2 PROPRIEDADES DO MATERIAL Conhecer as propriedades do material que será trabalhado é fundamental para que o projeto do sistema para a fabricação da peça tenha êxito. As propriedades mecânicas, a composição química, o tipo de tratamento térmico, ou a operação realizada para se obter a pré-forma da chapa que será processada, concedem ao material algumas características que podem melhorar ou dificultar o processo de conformação da peça. É importante que o projetista considere essas características para determinar o processo e os meios para a conformação da peça. As propriedades mecânicas dos materiais são determinadas através de ensaios mecânicos, o mais conhecido é o ensaio de tração Análise das Propriedades mecânicas dos materiais Conforme abordado no item anterior, conhecer as propriedades mecânicas do material que será processado é fundamental para o projetista prever o comportamento deste durante o trabalho, essas propriedades são conhecidas através de ensaios mecânicos, obedecem a normas e normalmente são fornecidas pelo fabricante. As principais propriedades mecânicas dos aços são determinadas a partir do ensaio de tração, limitando-se na maioria dos casos, no valor máximo de limite de escoamento (σ ε ), de
![22 resistência R m e um alongamento Al % mínimo, Para aços com exigência de maior capacidade de conformação, também são determinados os coeficientes de anisotropia R e encruamento n. [16].](/docs-images/49/25072990/images/22-0.png "Desta forma são descritas as principais propriedades mecânicas avaliadas nos aços: 2.2.1.")
22 22 resistência R m e um alongamento Al % mínimo, Para aços com exigência de maior capacidade de conformação, também são determinados os coeficientes de anisotropia R e encruamento n. [16]. Desta forma são descritas as principais propriedades mecânicas avaliadas nos aços: Tensão de Escoamento ou Limite de Elasticidade; A tensão de escoamento mostrada no exemplo de curva de engenharia de um ensaio de tração (Figura 3) é a carga que delimita a faixa elástica do material, ou seja, o limite de carga em que as deformações ainda são reversíveis. Figura 3 - Exemplo de curva tensão x deformação de metal [17]. A tensão de engenharia (σ) e a deformação em escala natural (ε) são dadas pelas seguintes equações: (1) (2) Onde (A 0 ) corresponde à área transversal inicial, (F) uma força tensora, (l) comprimento instantâneo do corpo de prova e (l 0 ) o comprimento inicial do corpo de prova. Para a maioria dos metais o comportamento elástico é linear, portanto a relação tensão x deformação é expressa pela equação.
23 23 (3) Onde E representa o módulo de Elasticidade ou módulo de Young. É importante salientar que a Equação (3) é válida somente para a parte elástica da deformação do material. Para conformação é importante a faixa da curva onde ocorre a deformação plástica antes de iniciar a estricção do material (Figura 4). Figura 4 - Curva tensão x deformação de metal usada na conformação [17]. Um material escoa plasticamente quando, através de um dado estado de tensões, uma deformação permanente é gerada, a tensão necessária para iniciar e manter a deformação plástica em um estado de tensões uniaxial chamada de tensão de escoamento. Para esta condição a tensão de escoamento ( ) é expressa por: (4) Onde (F) corresponde a força tensora e (A) a área transversal instantânea do corpo de prova. Na região do gráfico em que ocorre a deformação plástica, ou seja, não linear, a curva tensão x deformação real pode ser expressa pela equação Hollomon: (5)
24 24 Onde (C) é uma constante, (ε) representa a deformação verdadeira expressa pela equação 6 e (n) o coeficiente de encruamento. (6) Limite de Resistência ou Resistência à Tração; Conforme mostrado na Figura 18, a resistência à tração ( ) é a carga máxima atingida durante o ensaio do material. A partir deste ponto a deformação começa a se localizar sob a forma de estricção Alongamento; Alongamento é considerado o percentual que o material permite se deformar até romper (Figura 19). A deformação ocorre uniforme até iniciar a estricção do material. Em percentual o alongamento é expresso por: (7) Onde Δl é a variação do comprimento do corpo de prova durante o ensaio e comprimento inicial do corpo de prova. é o Coeficiente de encruamento; O coeficiente de encruamento é caracterizado pela propensão do aço aumentar sua resistência durante a deformação. Quanto maior o valor de n, maior a resistência a estricção e maior o retorno elástico do material. A inclinação da curva real desse material será maior e mais uniforme será a distribuição das deformações na presença de uma gradiente de tensões. Como consequência, para materiais com valores baixos de n, sua curva será mais horizontal (Figura 5). [18] Conforme visto no item Dentre as equações utilizadas para modelar o formato da curva tensão-deformação no regime plástico, a mais utilizada é a equação de Hollomon: (5)
25 25 O parâmetro n é conhecido como coeficiente de encruamento e é calculado a partir de dois pontos (1 e 2) da curva tensão-deformação, na região plástica, segundo a equação: (8) Figura 5 - Efeito do n no formato da curva de escoamento [18] Coeficiente de Anisotropia; Considerando que é um item relevante para definição dos critérios de escoamento e por isso com grande interferência nos processos de conformação, é necessário que se entenda o que é anisotropia e como ela é importante na conformação de metais. A anisotropia plástica representa a variação das propriedades mecânicas em função da direção em que as mesmas estão sendo medidas [21]. Nos metais a causa mais importante da anisotropia plástica é a orientação dos grãos, ou seja, a orientação da estrutura cristalográfica. Macroscopicamente a anisotropia possui ligação direta com o processo de fabricação das peças metálicas, especialmente no caso de chapas laminadas, pois é a laminação que alinha os grãos em um determinado sentido, o que gera uma orientação preferencial que irá modificar a capacidade de deformação do material nas diferentes direções em relação à direção de laminação.
26 26 Durante o processo de laminação de chapas metálicas ocorre a deformação da microestrutura e se originam grãos mais alongados na direção da laminação. Tudo isto resulta macroscopicamente num aumento de resistência e dureza e num decréscimo da ductilidade do material. Num ensaio de tração, isso se traduz no aumento da tensão de escoamento e do limite de resistência, bem como no decréscimo do alongamento total (Figura 6). Figura 6 - Alongamento do grão durante a laminação [19]. Na maioria dos casos, no entanto, existe uma tendência dos grãos terem certos planos cristalográficos ou direções, claramente alinhadas com a direção da primeira conformação. Como resultado, alguns materiais permitem uma deformação mais fácil em algumas direções do que em outras. A forma total da curva tensão deformação, e propriedades como tensão de escoamento, força de tração e taxa de encruamento, são afetadas por esta orientação cristalográfica. O índice de anisotropia plástica (R) é definido como a razão da deformação verdadeira na largura ( ) e a deformação verdadeira na espessura ( ) no teste de um corpo de prova padrão. (9) O parâmetro de anisotropia pode ser obtido para diferentes direções na chapa. Normalmente, amostras são removidas de chapas a 0º, 45º e 90º da direção de laminação (Figura 7), estas amostras são submetidas ao teste de tração, e a deformação que ocorre em cada uma durante o ensaio serve de indicador para determinar o índice de anisotropia.
![27 Figura 7 - Direção dos corpos de prova para ensaio de anisotropia [22].](/docs-images/49/25072990/images/27-0.png "Por isso é comum a representação do parâmetro de anisotropia através de duas formas: anisotropia normal ( ) e anisotropia planar ( ).")
27 27 Figura 7 - Direção dos corpos de prova para ensaio de anisotropia [22]. Por isso é comum a representação do parâmetro de anisotropia através de duas formas: anisotropia normal ( ) e anisotropia planar ( ). (10) (11) Onde: - índice de anisotropia a 0 - índice de anisotropia a 45 - índice de anisotropia a 90
28 Ensaio para hidroconformação. Altan [7] sugere que para o processo de hidroconformação seja feito um teste de abaulamento, ou VPB (Viscous Pressure Bulge test) em um aparato conforme mostra a Figura 8. Neste teste a peça é submetida a uma pressão de um meio viscoso e sofre estiramento biaxial assumindo um formato abaulado, a tensão e a deformação são medidas através de sensores, os dados coletados são utilizados para calcular a tensão de escoamento do material. Este teste fornece segundo o autor, uma melhor determinação das propriedades mecânica da chapa que será processada, por que: a) As condições de tensões no processo de hidroconformação são biaxiais, similares as do teste de abaulamento, enquanto nos ensaios mecânicos convencionais os esforços são uniaxiais; b) A tensão máxima efetiva alcançável no teste de VPB sem estiramento localizado é muito maior (habitualmente duas vezes) do que no ensaio de tração. Figura 8 - Desenho esquemático da ferramenta para teste VPB [7].

29 PROCESSOS DE HIDROCONFORMAÇÃO O uso de ferramentas de conformação, utilizando um meio líquido para auxiliar no processo, iniciou na década de 40 com a finalidade de produção de artefatos bélicos. Desde a descoberta desta técnica até os dias atuais, diversas variações desse processo foram criadas visando atingir melhores índices de conformação e faixas de tolerâncias mais apertadas. Até muito recentemente hidroconformação de chapas e de tubos não tinham boa aceitação de uso em processos produtivos de grande escala devido ao longo tempo de ciclo, entretanto devido aos avanços das tecnologias de hidráulica e projetos de prensas inteligentes, o tempo de ciclo reduziu, e esta técnica vem se tornando bastante atrativa. Na Figura 9 apresenta-se uma divisão da hidroconformação, na qual são indicadas as principais variações deste processo. Figura 9 - Classificação dos processos de conformação usando meio líquido [6]. O processo de conformação com meio líquido está classificado de acordo com a préforma de entrada em: hidroconformação de chapa (SHF) e de tubo (THF). Além disso, a hidroconformação de chapa é dividida em hidroconformação de estampagem profunda ou embutimento hidromecânico (HMD), quando usa um punção que tem a forma interna da peça a ser conformada, e hidroconformação de chapa de alta pressão quando usa matriz que tem a forma externa da peça que será conformada, hidroconformação de chapa de alta pressão está ainda classificada em hidroconformação de blank simples e blank duplo, dependendo do número de peças em bruto que será utilizado no processo de conformação [7].
30 Hidroconformação de chapas - sheet hydroforming (SHF) O processo de hidroconformação de chapas pode se dar por alta pressão ou por embutimento hidromecânico [8], neste tópico serão analisadas as principais características destes dois sistemas Hidroconformação de chapas por alta pressão No processo de hidroconformação de chapas por alta pressão, uma bomba fornece pressão ao meio líquido, a peça é formada contra uma matriz ou um punção, pela alta pressão hidráulica que incide sobre a chapa plana conforme ilustrado na Figura 10, fazendo com que ela assuma a forma desejada conforme a geometria da matriz ou do punção. Partes intermediárias e um prensa chapa controlam o avanço do material e fazem a vedação para não haver vazamento do fluido durante o processo. Figura 10 - Esquema do processo de hidroconformação de chapa por alta pressão [7]. A conformação no processo de hidroconformação de chapas por alta pressão pode ser dividida em duas fases conforme a Figura 10. Na Fase 1 quando o blank está livre na cavidade
31 31 da matriz, a conformação do material é melhor se comparado ao processo de conformação por estampagem convencional, enquanto no processo convencional a deformação está localizada nos raios de canto do punção, no processo de hidroconformação por alta pressão existe apenas o meio fluido em contato com o blank, e melhora as características da peça conformada por hidroconformação em comparação ao processo de estampagem convencional. Na Fase 2 acontece a calibração do material contra a cavidade da matriz pra obter a forma desejada. Uma pressão muita alta é requerida, dependendo do material, da espessura e dos menores raios na geometria da ferramenta. Hidroconformação por alta pressão é uma alternativa viável para de fabricação de peças feitas com materiais de baixa estampabilidade como aços de alta resistência e ligas de alumínio. O sucesso do processo Hidroconformação de chapas por alta pressão, requer cuidados em todos os componentes do sistema [7]: Qualidade da chapa; Interface entre chapa e ferramenta (lubrificação e fricção); Projeto da ferramenta para evitar vazamento; Dimensões da peça que será conformada; Prensa e ferramenta; Relação entre pressão do fluido e força do prensa chapa; Lubrificação do blank Prensa para hidroconformação de chapas por alta pressão Prensa e ferramentas para hidroconformação por alta pressão, são projetadas e fabricadas baseadas nas tecnologias usadas para hidroconformação de tubos (THF), entretanto as forças para fechamento da ferramenta, a grande área da chapa e a força do prensa chapa são muito elevadas e devem ser considerada. Um exemplo de projeto de prensa especialmente projetado para este processo foi desenvolvido pela University of Dortmund (LFU) em cooperação com Siempelkamp Pressensysteme (SPS), trata-se de um projeto de prensa para toneladas de força e dois diferentes níveis de pressão 315 bar (31,5 MPa) e 2000 bar (200 MPa), para hidroconformação de peças automotivas com grande área conforme mostrado na Figura 8. A prensa foi projetada para atender requisitos de custo, facilidade de
32 32 troca da peça, e construção com robustez necessária para suportar as elevadas cargas dinâmicas do processo [7]. A prensa tem dois diferentes estágios de pressão e volume para atingir uma boa velocidade e força de processo, com baixo custo e projeto compacto. No primeiro estagio durante a fase de deformação uma pressão de 315 bar (31,5 MPa) e volume de 100 litros fazem o trabalho de pré-formação da chapa com velocidade relativamente alta, no segundo estágio na fase de calibragem da peça o sistema oferece uma pressão de 2000 bar (200 MPa) e um volume de 5 litros, a entrada de líquido na ferramenta nos dois estágios é através da chapa intermediaria mostrada na Figura 11. Figura 11 - Maquina horizontal (LFU) para hidroconformação de chapa a alta pressão [9] Ferramentas para hidroconformação de chapas por alta pressão Na ferramenta convencional para o processo de hidroconformação de chapa de alta pressão mostrada na Figura 10, a força do prensa chapa está sobre o anel de vedação do meio pressurizado, isto dificulta a precisão de aplicação da força requerida do prensa chapa na peça. Uma maneira de resolver este problema é o projeto de ferramenta onde a força de vedação é feita por uma peça intermediaria, enquanto o prensa chapa aplica no blank a força
33 33 necessária para garantir as condições ideais para controle do deslizamento da chapa, esta execução de ferramenta é mais complexa, porém permite um melhor controle do processo, um exemplo deste conceito de projeto está mostrado na Figura 12. Figura 12 - Ferramenta projetada por LFU com sistema de múltipla almofada (10 segmentos de prensa chapa) [10]. Outro conceito de ferramenta possível de ser utilizado usa ação mecânica da prensa para gerar a pressão requerida no processo de hidroconformação de chapa, conforme desenho esquemático da Figura 13. Neste conceito um punção estacionário é montado na mesa da prensa, um prensa-chapa nos pinos da almofada, e a matriz é montada no martelo da prensa. O liquido necessário para a pressão é posto na cavidade formada pelo prensa chapa e punção, a peça é colocada sobre o prensa chapa, o martelo desce e prende a peça no prensa chapa, após a peça presa a continuação do movimento resulta na compressão do liquido entre o blank e o punção fixo, esta pressão faz com que o blank entre na cavidade da matriz, assim se consegue o processo de hidroconformação de chapa por alta pressão através do movimento mecânico puro [7].
34 34 Figura 13 - Desenho esquemático da ferramenta para hidroconformação de chapa por alta pressão desenvolvida por ERC/NSM [7] Embutimento hidromecânico hydromechanical deep drawing (HMD). No processo de embutimento hidromecânico um blank é posicionado entre a matriz e o prensa chapa conforme mostrado na Figura 14, e é conformado pela ação do punção, neste processo a peça é formada por um meio líquido pressurizado que comprime a peça contra a geometria do punção, ao invés de matriz mecânica fêmea como é no processo convencional. A pressão hidráulica pode ser passiva, gerada pelo avanço do punção, ou ativa gerada por uma bomba hidráulica externa. Este processo resulta em profundidades de estampo maiores que no processo convencional porque o material é forçado contra a superfície do punção pela pressão do liquido. Devido a fricção entre a chapa e o punção a chapa que está aderida ao punção não sofre estiramento durante o processo, resultando em uma parede de espessura uniforme e profunda. HMD pode ser combinada com operações de estampo convencional resultando em redução de estágios de estampo. Este processo é mais vantajoso porque reduz custos e elimina fissuras na peça durante o processo porque o fluido permite liberdade, facilita a conformação de geometrias complexas, proporciona melhor qualidade superficial da peça que está somente em contato com o fluido reduzindo marcas [7].
35 35 Figura 14 - Desenho esquemático da ferramenta para hidroconformação de chapa embutimento hidromecânico (HMD) [12] Aplicações para embutimento hidromecânico O embutimento hidromecânico é um processo com esforços de tensão e compressão de acordo com a norma DIN 8582, que apresenta varias vantagens em comparação ao processo convencional que pode ser aplicado em uma elevada gama de aplicações, em especial em peças com geometria complexas ou não factíveis em apenas uma operação usando embutimento convencional como superfícies abauladas, cônicas e com elevado números de detalhes, este processo também permite uma maior relação de embutimento, que nos processos convencionais é de 2,3, neste processo pode chegar a 2,8 [13]. Estas características permitem que esta técnica elimine número de etapas no processo, reduzindo custo de ferramental e tempo de fabricação. A FIGURA 15 mostra um exemplo de peça onde um processo convencional necessita de 4 etapas diferentes, e que pode ser executado em uma etapa no processo hidromecânico.
36 36 Figura 15 - Exemplo de aplicação do embutimento hidromecânico com redução de etapas no processo [4]. 2.4 ANALISE DO PROCESSO DE CONFORMAÇÃO ESTUDADO O processo de conformação estudado neste trabalho está classificado pela norma DIN 8582 conforme mostrado na Figura 2 por conformação com solicitação de tração-compressão à temperatura ambiente. Varias diferentes técnicas de fabricação podem ser utilizadas na conformação de chapas submetendo a peça aos esforços de tração-compressão. Na Figura 16 tem-se a ilustração de alguns exemplos de técnicas utilizadas.
![37 Figura 16 - Exemplos de conformação por tração-compressão [3].](/docs-images/49/25072990/images/37-0.png "A técnica de fabricação que será estudada é a de estampagem profunda ou embutimento (deep drawing), este processo permite a conformação de uma chapa plana em um copo oco, usando para isso uma")
37 37 Figura 16 - Exemplos de conformação por tração-compressão [3]. A técnica de fabricação que será estudada é a de estampagem profunda ou embutimento (deep drawing), este processo permite a conformação de uma chapa plana em um copo oco, usando para isso uma ferramenta acionada pelo movimento e força de uma prensa. A ferramenta conforme desenho esquemático na Figura 17, compreende um punção, uma matriz e um prensa-chapa que é usado para evitar a formação de rugas enquanto a chapa é empurrada para dentro da matriz, este processo pode ser dividido em vários estágios quando se necessita uma grande relação de embutimento [5]. Em casos especiais o punção ou a matriz podem ser fabricados de um material macio. Figura 17 - Desenho esquemático de ferramenta com prensa-chapa [5]. Há métodos de embutimento que utilizam um meio ativo e uma energia ativa para auxiliar na execução do processo, este meio pode ser solido não deformável como areia, ou

38 38 esferas de aço, fluido (óleo, água) e gases, neste processo como no processo convencional de embutimento o trabalho é realizado por uma prensa (Figura 18). Um grande campo de aplicação desta técnica é a de hidroconformação. O embutimento hidromecânico utiliza um meio de pressão hidráulica, geralmente uma emulsão óleo/água, e o trabalho de uma prensa hidráulica de duplo efeito para fechamento e abertura do conjunto ferramenta [5]. Figura 18 - Desenho esquemático de ferramenta para hidroconformação de chapa [5] Análise do processo de embutimento convencional e embutimento hidromecânico Nesta seção serão analisados os processos de embutimento com ferramenta convencional e com meio líquido (embutimento hidromecânico), considerando o tipo de peça que se pretende produzir, com a finalidade de obter dados para o projeto e fabricação do sistema Relação de embutimento Os processos que serão usados durante os testes e que são objetivo de estudo deste trabalho de conclusão de curso, estão definidos pela norma DIN 5080 como embutimento. Será trabalhado com embutimento convencional e embutimento hidromecânico. Uma análise do processo de embutimento busca o conhecimento das forças necessárias para o processo e a determinação de outras variáveis significativas. Determinar o tamanho do blank e a relação máxima de embutimento possível são premissas para o inicio do projeto, a partir destes dados podem-se determinar as outras variáveis. A Tabela 2 apresenta a formulação necessária para cálculo do blank a partir do formato final que se pretende obter.
![39 Tabela 2 - Fórmulas para blank circular diâmetro do [ 4] A Tabela 2 indica que para o formato copo sem abas que será produzido durante os testes, o cálculo para diâmetro do blank ( ) será dado](/docs-images/49/25072990/images/39-0.png "pela formula: (12) Onde: Diâmetro do blank = diâmetro interno da peça ou diâmetro do punção = Altura final da peça Outro fator relevante para dimensionamento são as restrições que o tipo de processo")
39 39 Tabela 2 - Fórmulas para blank circular diâmetro do [ 4] A Tabela 2 indica que para o formato copo sem abas que será produzido durante os testes, o cálculo para diâmetro do blank ( ) será dado pela formula: (12) Onde: Diâmetro do blank = diâmetro interno da peça ou diâmetro do punção = Altura final da peça Outro fator relevante para dimensionamento são as restrições que o tipo de processo oferece, por isso é importante uma analise das tensões envolvidas e as limitações que estas impõem. No processo de embutimento a peça que está sendo trabalhada sofre esforços de tração e compressão conforme mostra a Figura 19.
40 40 Figura 19 - Tensões no processo de embutimento [5]. Para peças cilíndricas existem três diferentes estados de tensão: um na parte externa do blank, um na lateral e um no fundo do copo. A parte externa do blank que está sendo puxada para dentro está sofrendo compressão no sentido tangencial e tração no sentido radial, enquanto a parte do corpo que está dentro da matriz está sendo levada pelo punção e está sofrendo esforço de tração, e o fundo do copo sofre esforços de tração biaxial. Os esforços de compressão tendem a aumentar a espessura da chapa, pois o material que está na parte externa precisa passar por uma região menor para entrar na cavidade da matriz, e tende a formar rugas. Com a finalidade de controlar esta deformação e impedir a formação de rugas é utilizada uma força externa de um prensa-chapa que faz força de compressão no sentido da espessura da chapa, porém é necessário que esta força não seja excessiva para evitar a ruptura do material. Além destes esforços, existem ainda as forças de atrito da peça com a matriz, e da parte externa do blank com o prensa chapa. Este conjunto de fatores somando-se as características do material que está sendo trabalhado limitam a relação máxima de embutimento possível de ser feito em uma etapa. A relação máxima de embutimento ( ) depende do nível de encruamento e do índice de anistropia do material. A Tabela 3 abaixo mostra valores de na primeira etapa de embutimento para alguns materiais.
41 41 Tabela 3 - Dados de anisotropia e encruamento para alguns materiais [17]. A relação máxima entre diâmetro do blank e diâmetro do punção para a primeira etapa de embutimento é dada pela equação: (13) Onde: = Relação máxima de embutimento; = Diâmetro máximo do blank; = Diâmetro do punção Se a profundidade da peça que se quer obter ultrapassa a relação máxima de embutimento é necessário que se proceda outras etapas até atingir o formato desejado. Para as etapas posteriores uma nova relação máxima de embutimento é necessária, o valor da relação de embutimento para as etapas posteriores é menor do que o da primeira etapa. Assim para as etapas posteriores tem-se: (14) Onde: = Relação máxima de embutimento para etapas posteriores; = Diâmetro do punção da primeira etapa (ou etapa anterior); = Diâmetro do punção da segunda etapa (ou da etapa que se está calculando).
42 42 O diâmetro máximo do punção para cada etapa subsequente depende da relação de embutimento e do diâmetro do punção da etapa anterior Força de embutimento A força necessária para o processo de embutimento é fator relevante para o projeto da ferramenta e para dimensionar a capacidade da prensa onde será feita a operação, esta força depende do tipo de material, da espessura da peça, do diâmetro do punção para peça que será embutida e da relação de embutimento. A força de embutimento ( ) é dada pela equação: (15) (16) Onde: = Força de embutimento = Força máxima de embutimento = diâmetro do punção ou do corpo da peça = espessura da chapa = Resistência à tração do material = Índice de embutimento = Índice de embutimento máximo Força de embutimento hidromecânico Para o caso do embutimento hidromecânico, a pressão do fluido na câmera de hidroconformação também deve ser considerada no calculo da força. Esta força é resultante da pressão do fluido sobre a área transversal do punção, e pode ser determinada pela equação: (17) Onde: = Força de reação provocada pela pressão do fluido de hidroconformação
 2.4.1.4 Força do prensa-chapa Conforme citado no item 2.4.3.")
43 43 = Pressão do fluido de hidroconformação = diâmetro do punção ou do corpo da peça Então teremos para o cálculo da força total ( embutimento hidromecânico: ) a ser considerado processo de (18) Força do prensa-chapa Conforme citado no item , durante o processo de embutimento, o blank está sujeito a tensões de tração e compressão, estes esforços devem ser controlados dentro de limites de resistência do material, caso contrário a peça não resistirá e algumas falhas aparecerão, como trincas, rugas e até o rompimento do blank. A função do prensa-chapa é permitir que a peça deslize sobre a matriz com o mínimo de esforço necessário para evitar a formação de rugas, para isso é necessário que a força deste seja dimensionada de maneira correta. A força do prensa-chapa deve ser dimensionada de acordo com o tipo de material que está sendo trabalhado e das características do processo que está sendo usado. Na Figura 20 é apresentado um mapa das zonas de falhas X peças boas em função da força do prensa-chapa e do curso do punção. O mapa mostra o comportamento e os resultados de um processo de embutimento, para material e geometria da peça descrita na Figura 20. Figura 20 - Mapa falhas X peças boas em função da força do prensa-chapa [17].
44 PROJETO DE FERRAMENTAS PARA EMBUTIMENTO Nas operações de embutimento a conformação pode ser feita por ferramentas convencionais (rígida ou flexível), por um meio ativo (areia, esferas de aço, líquido), ou energia ativa (campo magnético). Nesta seção serão analisados os processos de embutimento com ferramenta convencional e com meio líquido (embutimento hidromecânico) Projeto para o embutimento convencional Para o conceito da ferramenta objetivando o processo convencional de embutimento são necessários cuidados durante a fase de projeto para garantir que a ferramenta atenda as necessidades do processo, e permita a obtenção de peças com qualidade, alguns destes cuidados estão listados abaixo: a) Força correta do prensa-chapa; b) Acabamento superficial da matriz e do prensa-chapa para garantir baixo atrito do blank; c) Tratamento térmico da matriz e do prensa-chapa; d) Acabamento superficial do punção para que o blank tenha mais aderência; e) Concentricidade da matriz com o punção; f) Concentricidade do blank com o punção e a matriz; g) Extração da peça pronta; h) Lubrificação; i) Folgas; j) Sistema de guias dos conjuntos da ferramenta; k) Deformação da ferramenta durante o processo; l) Dimensionamento das peças que compõem a ferramenta; m) Fixação da ferramenta na maquina; n) Outros (materiais dos componentes da ferramenta, acesso para colocação e retirada da peça, segurança do operador, etc.). Além da ferramenta é importante que o projetista considere todos os parâmetros que compõem o processo (Figura 21), isto será fundamental para obtenção de produtos com a qualidade desejada, boa produtividade e longa vida útil da ferramenta.
45 45 O aperfeiçoamento do processo depende do conhecimento da influencia de cada um destes parâmetros e também do conhecimento das características do material que será trabalhado. Com estas informações é possível analisar a causa de falhas e tomar as medidas necessárias para fazer a correção, e também onde for possível alterar parâmetros para permitir maior produtividade. Figura 21 - Parâmetros que compõem o processo de embutimento [23] Projeto para embutimento hidromecânico O sucesso da aplicação do embutimento hidromecânico depende do cuidado na elaboração do projeto do sistema e do tipo de material que se pretende conformar, por isso, alguns itens devem ser analisados de maneira muito cuidadosa [7], tais como: a) Qualidade da chapa que será processada; b) Condições de interface entre ferramenta e a peça (atrito e lubrificação);
46 46 c) Projeto da ferramenta para permitir controle de aplicação da força de prensa chapa e permitir a vedação; d) Relação entre a força do prensa chapa e a pressão exercida pelo fluido; e) Prensa; f) Dimensões e propriedades da peça que será processada; Durante o projeto da ferramenta para embutimento hidromecânico devem ser tomados os mesmos cuidados do processo convencional, uma vez que os esforços e as características são na sua essência os mesmos nos dois processos. Porém no embutimento hidromecânico são necessários ser considerados outros itens na ferramenta além dos já mencionados para o embutimento convencional: a) Vedação entre blank e a matriz para evitar vazamento do líquido; b) Controle de pressão do líquido; c) Reservatório para o líquido pressurizado abaixo da matriz; d) Reservatório para a descarga do líquido durante o embutimento; e) Enchimento do reservatório entre os ciclos; f) Limpeza (filtragem) do liquido que retorna para a ferramenta. O embutimento hidromecânico quanto ao tipo de pressão do meio liquido pode ser classificado como: Passivo, quando a pressão é gerada pelo avanço do punção que ocupa volume no reservatório do liquido, a pressão é elevada por uma válvula que restringe a saída do líquido do reservatório, o aumento da pressão pressiona a peça contra o punção fazendo com que esta assuma a geometria do punção conforme ilustrado na Figura 22. Ativo, a pressão é gerada por uma bomba externa que fornece liquido ao reservatório antes do punção ser introduzido na matriz fazendo com que a pressão aumente, o blank é pressionado contra o prensa chapa formando a vedação entre a peça e o prensa chapa o liquido só poderá sair através da válvula de alivio (Figura 24) que regula a pressão no reservatório, quando o punção avança a pressão do líquido pressiona o blank no punção como acontece no processo passivo. Ao mesmo tempo há um pressão pressionando o anel do blank contra o prensa chapa que é igual a pressão na cavidade da matriz [14], o ciclo completo até a conformação da peça está ilustrado na Figura 23.
47 47 Figura 22 - Etapas do embutimento hidromecânico - sistema passivo de pressão [4]. Figura 23 - Etapas do embutimento hidromecânico - sistema ativo de pressão [4].
48 48 Figura 24 - Desenho esquemático da ferramenta para embutimento hidromecânico sistema ativo de pressão [14]. Uma ferramenta (Figura 25) usando a pressão de fluído na parte inferior e também na parte superior do blank foi testada na fabricação de peças utilizando chapas de alumínio de até 1 mm de espessura, e se obteve durante os testes relações de embutimento de 3,5 usando este processo. Neste sistema o fluido pressurizado é também introduzido diretamente para o raio da matriz, de modo que o atrito na matriz é eliminado. Este método também utiliza o fluido pressurizado para pressionar a parede de copo contra o punção, assim o atrito aumentado ajuda a inibir o alongamento. Relações de embutimento de β = 3.3 e β = 3.6 foram alcançados durante testes de embutimento com copos cilíndrico e copos quadrados, respectivamente, a partir de chapas de alumínio de 0,8mm de espessura utilizando uma pressão hidráulica de 25 MPa. A força no prensa chapa é grande e a fuga do fluido também é substancial. A presente técnica fez uso da pressão de fluido para aplicar uma pressão radial na periferia superior do blank. O fluido pressurizado lubrifica as superfícies superior e inferior da ferramenta, e também atinge o raio da matriz. A força do prensa chapa é fornecida automaticamente pela pressão do fluído, e o processo necessita apenas da ação simples de uma prensa. O vazamento de fluído é insignificante e não reduz a força que empurra o blank contra o punção [15].
49 49 Figura 25 - Desenho esquemático da ferramenta para embutimento hidromecânico sistema pressão aumentada [15]. 2.6 LUBRIFICAÇÃO A lubrificação desempenha um papel essencial para um bom resultado no processo de hidroconformação. A seleção correta do lubrificante pode ser feito por meio de testes que simulam a interface de pressão em condições aproximadas as de produção. O lubrificante determina as condições de deslizamento nas interfaces do blank com o prensa chapa e na matriz, a falta de lubrificante provoca: a) Uma força excessiva e o rompimento do blank; b) Atrito excessivo que resulta em danos de acabamento da superfície da peça formada; c) O desgaste das superfícies da matriz e do prensa-chapa. Lubrificantes utilizados em processos de hidroconformação geralmente falham devido à alta pressão de contato entre a superfície da peça e da matriz. A pressão gerada na interface depende do material, da espessura da chapa e da geometria da matriz. Assim, um único
50 50 lubrificante não pode satisfazer as exigências de todos os processos, e por isso é necessária a realização de testes [7]. 2.7 SIMULAÇÕES POR ELEMENTOS FINITOS Para atender as necessidades de desenvolvimento de projetos de peças conformadas com geometrias complexas, com baixo custo e em curto prazo, cada vez mais vem sendo utilizado métodos de simulação por elementos finitos [24]. O método de simulação por elementos finitos permite investigar os processos de deformação plástica com objetivos de: Estabelecer as relações cinemáticas (forma, velocidades, razões de deformação e deformações) durante todo o processo de conformação. Estabelecer os limites de conformabilidade, ou seja, determinar se é possível ou não realizar a operação, sem causar danos superficiais ou internos no material, ao final do processo. Prever as tensões, os esforços e a energia necessária para realizar a operação de conformação. Essas informações são necessárias para o projeto das ferramentas e para a seleção dos equipamentos com capacidades apropriadas (força e energia). Para auxiliar no estudo do processo de fabricação, foi utilizado neste trabalho o software de simulação de conformação AutoForm Plus, este é um software desenvolvido e comercializado pela AutoForm Engineering GmbH, é utilizado por engenheiros em trabalhos de análise de conformação de peças com geometrias complexas, auxiliando por exemplo na definição do blank, do número de estágios necessários para a fabricação, e visualizar as limitações do material que está sendo estudado. Este software permite de uma forma rápida e precisa estudar os processos de estampagem que a peça será submetida, possibilitando já no projeto visualizar pontos críticos de conformação da geometria. Para a simulação, são informados dados relevantes como a geometria e espessura da peça, e dados do material como resistência mecânica, anisotropia e coeficiente de encruamento. Com estes dados o software realiza o cálculo da conformação, apresentando resultados como regiões críticas de conformação, variação na espessura, retorno elástico, curva limite de conformação, entre outros dados.
51 51 3 OBJETIVOS DO TRABALHO E ESTRATÉGIA DE SOLUÇÃO Um dos objetivos principais deste trabalho é adquirir conhecimento sobre o processo de hidroconformação de chapas, conhecer as técnicas utilizadas no processo e as aplicações deste que possam ser útil como meio alternativo de produção aos processos convencionais de estampagem. Para um completo entendimento é necessário um estudo prático do processo e de suas variáveis e a comparação com o processo convencional. Assim, a proposta deste trabalho é o projeto e fabricação de um sistema para testes que permita a fabricação de peças pelo processo de embutimento convencional e embutimento hidromecânico com a finalidade de: Identificar alguns fatores de influência e parâmetros importantes para a construção de um sistema para hidroconformação de chapas; Especificar um sistema de hidroconformação; Conhecer as vantagens, limitações e aplicações do processo; Comparar com os processos de conformação convencional; Visualização do princípio de funcionamento do processo; Realização de experimentos práticos; Identificar aspectos que teoricamente não são possíveis, como a qualidade da superfície da peça pronta; A estratégia de solução adotada será: a) Definir uma geometria para as peças a serem fabricadas; b) Analisar o processo e o comportamento da peça durante a conformação usando software CAE; c) Projetar e fabricar o sistema para a conformação das peças pelo processo de embutimento convencional e hidromecânico; d) Fabricar as peças usando o sistema construído e comparar os resultados obtidos em cada processo.
52 52 4 MATERIAIS E MÉTODOS Para o projeto do sistema é necessário determinar primeiramente o tipo de peça que se pretende fabricar, a partir desta definição é possível desenvolver o projeto levando em consideração os tipos de forças que estarão envolvendo o sistema, e a partir da geometria da peça definir as formas das partes que serão responsáveis pela conformação da chapa. Para isso é necessário uma abordagem teórica da técnica de conformação utilizada, que consiste em um estudo dos aspectos relevantes que envolvem o processo de embutimento hidromecânico. Assim como no processo de embutimento convencional, vários fatores devem ser avaliados e compreendidos antes da construção da ferramenta, para se chegar às melhores relações entre os parâmetros do processo. Por isto, existe a real necessidade de se verificar alguns aspectos para o desenvolvimento do projeto e para construção do sistema para teste. A análise teórica do processo consiste em determinar os seguintes aspectos: Análise dos aspectos dimensionais; Análise das propriedades mecânica do material; Análise do processo de embutimento; Análise da profundidade de embutimento; Análise das forças; Análise da folga. 4.1 ANÁLISE DOS ASPECTOS DIMENSIONAIS Durante a análise dos aspectos dimensionais, busca-se o entendimento das relações entre a peça que será processada e a ferramenta, a geometria, a espessura, e o tipo de material da peça são informações determinantes para permitir o correto dimensionamento da ferramenta. No sistema para testes de embutimento que será construído pretende se produzir peças com formato de copo, as dimensões finais da peça devem ser consideradas no projeto para a determinação de itens como: Diâmetro (geometria) do punção; Diâmetro (geometria) da cavidade da matriz; Curso de fechamento da ferramenta; Força necessária para o processo;
53 53 Força no prensa chapa; Tamanho de blank; Entrada e saída da peça na ferramenta; Lubrificação. será fabricada. Na Figura 26 apresenta-se um desenho com as principais medidas da peça final que Figura 26 - Desenho da peça que se pretende produzir para testes. [Fonte: Arquivo pessoal] Para auxiliar na analise do processo de conformação, foi utilizado o software de simulação de conformação AutoForm Plus. Este software permite analisar de forma rápida e com boa precisão o comportamento da peça durante o processo, possibilitando visualizar pontos críticos de conformação da geometria. Para a simulação, são informados dados relevantes como a geometria da peça e dados do material como resistência mecânica, anisotropia e coeficiente de encruamento. Com estes dados o software realiza o cálculo da conformação, apresentando resultados como regiões críticas de conformação, variação na espessura, retorno elástico, curva limite de conformação, entre outros dados. Na Figura 27 tem-se a ilustração da caixa de entrada dos dados das propriedades mecânica do material, no software de simulação de conformação utilizado para este projeto.
![54 Figura 27 - Caixa de entrada das propriedades do material no software CAE [Fonte: Arquivo pessoal] A Figura 28 ilustra a geometria da ferramenta informada ao software.](/docs-images/49/25072990/images/54-0.png "As dimensões do punção (Punch), da matriz (Die), e do blank, bem como as variações na pressão do fluido e força no prensa-chapa (Binder) estão de acordo com a Tabela 8.")
54 54 Figura 27 - Caixa de entrada das propriedades do material no software CAE [Fonte: Arquivo pessoal] A Figura 28 ilustra a geometria da ferramenta informada ao software. As dimensões do punção (Punch), da matriz (Die), e do blank, bem como as variações na pressão do fluido e força no prensa-chapa (Binder) estão de acordo com a Tabela 8.
![55 Figura 28 - Dados da geometria da ferramenta no software CAE [Fonte: Arquivo pessoal]. 4.1.](/docs-images/49/25072990/images/55-0.png "1 Material da peça Com este sistema pretende-se testar diversos tipos matérias de diferentes espessuras, e variar a geometria das peças com o objetivo de entender o comportamento de cada um destes")
55 55 Figura 28 - Dados da geometria da ferramenta no software CAE [Fonte: Arquivo pessoal] Material da peça Com este sistema pretende-se testar diversos tipos matérias de diferentes espessuras, e variar a geometria das peças com o objetivo de entender o comportamento de cada um destes nas condições de trabalho de conformação. Para os testes inicias do sistema será utilizado o material GMW2M-ST-S CR4 com composição química e propriedades mecânicas conforme Tabela 4 e Tabela 5. Tabela 4 - Composição química (% de massa) [20].
![56 Tabela 5 - Propriedades mecânicas aço laminado a frio [20]. 4.](/docs-images/49/25072990/images/56-0.png "2 PROJETO DO SISTEMA DE EMBUTIMENTO HIDROMECÂNICO Para o dimensionamento correto dos componentes do sistema é necessário uma analise dos parâmetros que influenciam no projeto e que precisam ser")
56 56 Tabela 5 - Propriedades mecânicas aço laminado a frio [20]. 4.2 PROJETO DO SISTEMA DE EMBUTIMENTO HIDROMECÂNICO Para o dimensionamento correto dos componentes do sistema é necessário uma analise dos parâmetros que influenciam no projeto e que precisam ser conhecidos e considerados pelo projetista no momento da concepção do equipamento Cálculo do diâmetro do blank Para iniciar o projeto do sistema é necessário o conhecimento das dimensões da peça que será nele fabricada, tem-se a definição da geometria desejada mostrada na Figura 26, com esta informação é possível calcular o diâmetro do blank utilizando a equação (13) e uma relação de embutimento pré-determinada. Como um dos objetivos dos testes é comparação entre os processos de embutimento convencional e embutimento hidromecânico, uma forma segura para os cálculos é utilizar informações de relações de embutimento já alcançados anteriormente nos dois processos. Embutimento convencional: Embutimento hidromecânico: (Amino 1997) [13]
57 57 (13) Para embutimento com ferramenta convencional isolando o na equação (13): Assim: Para embutimento no processo hidromecânico: Assim: Sabe-se então que serão utilizados blanks com diâmetros entre 126 e 196 mm e com punção de diâmetro aproximado de 70 mm. Para este projeto definiu-se a utilização de um punção com ϕ = 69,6 mm na área de conformação da peça. Do desenho da peça sabe-se que a espessura da chapa será 0,65 mm Cálculo do diâmetro da cavidade da matriz Para o cálculo do diâmetro da cavidade da matriz ( ), tem-se que a folga ideal para o processo de embutimento é de aproximadamente 20% da espessura, assim: Já conhecidos o punção e a espessura: Assim: Para fabricação adotou-se um valor arredondado para cima e definiu-se a cavidade da matriz com, e tolerância de fabricação H7 de acordo com a norma ISO. Assim é possível definir algumas dimensões da ferramenta conforme está mostrado na Figura 29.
58 58 Figura 29 - Detalhe do projeto punção, matriz e prensa-chapa. [Fonte: Arquivo pessoal] Cálculo da força de embutimento convencional Sabendo que o testes de embutimento convencional e hidromecânico utilizando o sistema projetado serão feitos em apenas uma etapa, é possível então calcular a força de embutimento utilizando a equação (16). Observando a equação percebe-se que é necessário conhecer a resistência à tração do material ( ). Este valor pode ser retirado da Tabela 3 que de acordo com a norma estabelecida para fornecimento do material GMW2M-ST-S CR4 está entre 270 e 350 MPa. Para obtenção de um valor mais exato, também com a intenção de utilizar as informações para simular o processo de embutimento em software CAE, foram feitos ensaios de tração em corpos de prova do material GMW2M-ST-S CR4. O formato e o dimensional do corpo de prova (Figura 30), bem como todo o procedimento de teste estão de acordo com as normas NBR 6673 e NBR Maiores detalhes e informações do desenho do corpo de prova ver (ANEXO-A). Figura 30 - Corpo de prova para ensaio de tração de acordo com NBR 6673 e NBR [Fonte: Arquivo pessoal]
59 59 Os resultados obtidos nos ensaios de tração oferecem informações relevantes para os cálculos de projeto do sistema para fabricação da peça, e também são de fundamental importância para certificação de que o material atende aos requisitos de desenho do cliente e do projeto da peça a que se destina. A Figura 31 mostra os resultados dos ensaios de tração realizados, mais informações referentes aos resultados do ensaio estão disponíveis no ANEXO-B. Figura 31 - Resultado ensaio de tração material GMW2M-ST-S CR4 [Fonte: Arquivo pessoal] A seta na Figura 29 mostra que o máximo valor encontrado nos ensaios de tração dos corpos de prova foi: Assim, são conhecidos todos os dados necessários para o cálculo da força de embutimento com ferramenta convencional: É conhecido da equação (16) que: (16)
60 60 Assim: Cálculo da força de embutimento hidromecânico Para o cálculo de embutimento hidromecânico deve ser utilizada a força de embutimento convencional acrescida da força contraria ao movimento do punção provocada pela pressão hidráulica do fluido de hidroconformação. Então para o cálculo da força total ( embutimento hidromecânico a equação (18): ), deve ser considerado no processo de. (18) A força hidráulica pode ser determinada pela equação (17) onde:. (17) Observando a equação (17) percebe-se que para o cálculo de conhecer a pressão hidráulica., é necessário Simulação de embutimento convencional e hidromecânico em software CAE Para conhecer a pressão hidráulica ideal para a obtenção de peças boas utilizando o embutimento hidromecânico, Foi utilizado o software CAE Autoform plus para simulação de processos de conformação de chapas. O software precisa ser alimentado com dados do material e do processo de embutimento para realizar a simulação da conformação. Os dados do material foram obtidos através de ensaio de tração conforme mencionado no item Figura 31, e outras informações como: Coeficiente de anisotropia conforme Tabela 6 e ANEXO-C; Coeficiente de encruamento Tabela 7 e ANEXO-D. Na Tabela 6 observa-se que o ensaio de anisotropia para este caso foi realizado em 10 corpos de prova, sendo que 3 corpos com rotação de 0º, 4 corpos com rotação 45º, e 3 corpos com rotação de 90º em relação ao sentido de laminação. Estes dados são necessários para

61 61 verificar o comportamento do material quando submetido aos esforços biaxiais que são típicos do processo de embutimento hidromecânico. Tabela 6 - Resultados do ensaio de anisotropia para GMW2M-ST-S CR4 [Fonte: Arquivo pessoal]. Tabela 7 - Resultados do ensaio de coeficiente de encruamento para GMW2M-ST-S CR4 [Fonte: Arquivo pessoal]

62 62 Foram realizadas diversas situações diferentes, considerando-se principalmente mudança no diâmetro do blank e força do prensa-chapa, algumas das simulações realizadas para a análise do comportamento do material durante o processo estão listadas na Tabela 8. Os resultados alcançados para cada situação estão na coluna profundidade atingida. Tabela 8 - Lista de situações simuladas no software CAE [Fonte: Arquivo pessoal]. Observando a Tabela 8 percebe-se que resultados satisfatórios para o processo hidromecânico foram obtidos com pressões no fluido ( ) de até 20 MPa. Com este dado é possível calcular a força ( ) e também ( ).. (17) Assim:. (18) É conhecida, portanto, a força necessária para conformação da peça proposta para os testes iniciais (Figura 26), no processo convencional e no processo hidromecânico.
63 63 O sistema foi projetado para testes com materiais, espessuras, diâmetros de punção, e de blanks variáveis. Para o dimensionamento correto os cálculos de força foram feitos também com os maiores valores de cada variável possível de teste conforme Tabela 9. Tabela 9 - Limites das variáveis a serem testadas [Fonte: Arquivo pessoal]. Ø do Blank Ø do Punção Espessura Res. Tração Mínimo Máximo Embutimento com ferramenta convencional: (16) Embutimento com processo hidromecânico: (17) Então: (18) Cálculo da parede do reservatório do fluido de hidroconformação Para o cálculo da espessura da parede do reservatório do fluido de hidroconformação deve ser considerada a pressão máxima que o fluido pode atingir, conforme mostrado no item anterior a pressão máxima de trabalho será de 20 MPa. A pressão do sistema é controlada por uma válvula de alívio com regulagem de até 25 MPa, portanto esta pressão deve ser considerada para dimensionamento das paredes do reservatório. O material do bloco inferior que também serve como reservatório do fluido é de ferro fundido nodular GGG 40, com propriedades mecânicas conforme Anexo-E. O limite de resistência para este material é = 400 N/mm 2. O diâmetro do reservatório é de 260 mm.
64 64 Cálculo da tensão circunferencial: (19) Onde: = Tensão normal na direção circunferencial ( ); = Pressão manométrica no interior do reservatório; = Raio interno do reservatório; = Espessura mínima da parede do reservatório Então: 31,25 mm Assim para atender a condição de pressão na parede do reservatório a espessura mínima deve ser de 31,25 mm. Obs. adotado neste projeto espessura de parede de 40 mm Cálculo da tensão no fundo do reservatório: (20) Onde: = Tensão normal na direção longitudinal ( ); = Pressão manométrica no interior do reservatório; = Raio interno do reservatório; = Espessura mínima da parede do reservatório Então: 31,25 mm =>
65 65 Portanto espessura mínima do fundo do reservatório deve ser de 15,62 mm Obs. adotado neste projeto espessura do fundo do reservatório de 40 mm Cálculo da força do prensa-chapa Para o cálculo do Prensa-chapa considerou-se a necessidade de variação de força em função do diâmetro de blank a ser testado, também foi considerado a possibilidade de testes com pressões diferentes para o mesmo diâmetro de blank. Para atender esta característica de flexibilidade na variação de força optou-se por utilizar prensa-chapa com acionamento hidráulico. O acionamento é feito por atuadores hidráulicos que atuam no prensa chapa fornecendo a força necessária para prender o blank quando os atuadores recuam a haste, e a abertura do prensa chapa é feito no sentido de avanço dos atuadores, a pressão máxima na unidade hidráulica é de 25 MPa (250bar), este sistema permite flexibilidade na variação de força controlando a pressão máxima na linha de acionamento dos cilindros através de válvula reguladora de pressão Cálculo dos cilindros hidráulicos do prensa-chapa Pretende-se testar blanks com diâmetro de até 230 mm com tensão do prensa-chapa sobre o blank variável e regulável até 5 MPa. Para os testes iniciais foi considerando a utilização de punção com 69,6mm de diâmetro, e que para o cálculo é necessário descontar a área do punção, pois o prensa-chapa forma um anel ao redor do punção pressionando este sobre o blank. Um ponto que deve ser considerado no projeto da ferramenta é que conforme o punção avança conformando a peça, a área do blank que está sofrendo a força de compressão do prensa-chapa diminui, com isso a tensão de compressão aumenta e pode causar o rompimento do blank se a força de tração ultrapassar o limite admissível do material. Onde: (21) = Tensão no prensa-chapa = área do Blank = Força nos cilindros hidráulicos
66 66 (22) Assim: Como o prensa-chapa será acionado por 4 cilindros hidráulicos, o dimensionamento dos cilindros deve ser feito para que cada um destes faça ¼ da força necessária calculada. (23) Verificação para saber se cilindro com diâmetro de embolo 63 mm e diâmetro da haste 36 mm atende a necessidade de força do prensa-chapa, sendo acionados pela unidade hidráulica com pressão máxima de 25MPa (250 bar). Portanto atende a necessidade A variação possível de força no prensa-chapa é feita através de válvula reguladora de pressão operada manualmente, a leitura da pressão é feita através de manômetro conectado na linha de pressão do circuito hidráulico. Conforme mostrado no esboço do circuito hidráulico na Figura 32.
67 67 Figura 32 Circuito hidráulico do prensa-chapa [Fonte: Arquivo pessoal]. A Tabela 10 mostra a variação possível de força no prensa-chapa. Com os dados da tabela é possível saber a força no prensa-chapa em função da pressão regulada, isso facilita a regulagem desejada durante os testes práticos e permite uma visualização rápida do efeito da alteração na força do prensa-chapa sobre o processo. Tabela 10 - Variação de força no prensa-chapa x diâmetro do Blank [Fonte: Arquivo pessoal]. Tensão prensachapa (Mpa) DADOS PARA FORÇA DO PRENSA-CHAPA X VARIAÇÃO DO DIAMETRO DE BLANK 100,00 150,00 190,00 230,00 Força cil. (kn) Pressão (MPa) Força cil. (kn) Pressão (Mpa) Força cil. (kn) Pressão (Mpa) Força cil. (kn) Pressão (Mpa) 0,50 2,03 0,24 6,93 0,83 12,28 1,46 18,87 2,25 1,00 4,05 0,48 13,87 1,65 24,55 2,92 37,74 4,49 1,50 6,08 0,72 20,80 2,48 36,83 4,38 56,62 6,74 2,00 8,10 0,96 27,74 3,30 49,10 5,85 75,49 8,99 2,50 10,13 1,21 34,67 4,13 61,38 7,31 94,36 11,23 3,00 12,15 1,45 41,61 4,95 73,65 8,77 113,23 13,48 3,50 14,18 1,69 48,54 5,78 85,93 10,23 132,11 15,73 4,00 16,21 1,93 55,48 6,60 98,20 11,69 150,98 17,97 4,50 18,23 2,17 62,41 7,43 110,48 13,15 169,85 20,22 5,00 20,26 2,41 69,34 8,26 122,75 14,61 188,72 22,47
68 68 Na Figura 33 é apresentada uma vista parcial do projeto extraído do software CAD que mostra a parte inferior da ferramenta com o prensa-chapa aberto, é possível perceber a distribuição e a quantidade de cilindros hidráulicos (em azul na figura) que serão utilizados para o acionamento do prensa-chapa, percebe-se que estes estão fornecendo a força necessária no sentido de recuo da haste. Os corpos dos atuadores estão presos no bloco inferior da ferramenta, enquanto as hastes estão presas na parte intermediária da ferramenta, o acionamento de avanço e recuo das hastes proporciona o movimento do prensa chapa que está na parte intermediaria da ferramenta. Figura 33 - Desenho CAD - Parte da ferramenta com cilíndros hidráulicos [Fonte: Arquivo pessoal]. 4.3 DESCRIÇÃO DA FERRAMENTA PARA O EMBUTIMENTO HIDROMECÂNICO Durante a concepção do projeto do sistema para hidroconformação foram considerados os parâmetros necessários descritos no item O objetivo do projeto é permitir fabricação de peças utilizando os dois processos. Neste tópico faz-se uma descrição do sistema e um breve comentário sobre seu funcionamento. Este sistema de embutimento hidromecânico é classificado como um sistema passivo, a pressão na câmera de hidroconformação é causada pelo avanço do punção (Figura 37). A ferramenta é composta pelos conjuntos mostrados a seguir:
 garantem o alinhamento da parte superior com a parte inferior da ferramenta, as buchas deslizam sobre as colunas guias")
69 69 A) Um conjunto superior (Figura 34): formado por um bloco fundido (2) que serve de alojamento do punção (6), esta parte superior está presa na MMS (mesa móvel superior) da prensa e se desloca acionada pelo movimento do martelo da prensa, quatro buchas guias (9) garantem o alinhamento da parte superior com a parte inferior da ferramenta, as buchas deslizam sobre as colunas guias cilíndricas que estão engastadas na parte inferior da ferramenta. Figura 34 - Desenho CAD - Conjunto superior da ferramenta [Fonte: Arquivo pessoal]. B) Um conjunto intermediário (Figura 35): formado por uma placa (6) onde está montado o prensa-chapa (5), esta placa também utiliza buchas guias (9) para garantir o alinhamento com a parte inferior da ferramenta, essas buchas deslizam sobre as colunas guias cilíndricas que estão engastadas na parte inferior da ferramenta, este conjunto é movimentado pelos quatros cilindros hidráulico de acionamento do prensa-chapa que estão presos na parte inferior da ferramenta, os cilindros são acionados por uma unidade hidráulica externa e fornecem a força necessária ao prensa-chapa; Figura 35 - Desenho CAD - Conjunto intermediário da ferramenta [Fonte: Arquivo pessoal].
, neste conjunto também estão os cilindros hidráulicos (24) que fazem o acionamento do prensa-chapa, as colunas guias da ferramenta (8) e a válvula")
70 70 C) Um conjunto inferior (Figura 36): onde estão montado a matriz (7) e o conjunto de vedação (4, 22, 23) para garantir a estanqueidade do fluido de hidroconformação, este fluido está dentro do reservatório no bloco fundido inferior (1), neste conjunto também estão os cilindros hidráulicos (24) que fazem o acionamento do prensa-chapa, as colunas guias da ferramenta (8) e a válvula limitadora de pressão do fluido mostrada na Figura 38. Este conjunto está preso na mesa da maquina e permanece estático durante o processo, o blank é posicionado sobre a matriz, em seguida o prensa-chapa pode ser acionado, após o blank estar preso entre a matriz e o prensa-chapa a maquina é acionada e o conjunto superior avança empurrado pelo movimento do martelo da prensa até o final do curso regulado. O circuito hidráulico que proporciona o controle da pressão desejada do fluido de hidroconformação durante o ciclo está mostrado na Figura 38, o fluido que vaza durante o ciclo é coletado por um reservatório e volta para a ferramenta para ser utilizado novamente no próximo ciclo. Figura 36 - Desenho CAD - Conjunto inferior da ferramenta [Fonte: Arquivo pessoal].
71 71 Figura 37 - Ilustração do circuito hidráulico da hidroconformação [Fonte: Arquivo pessoal]. D) Uma unidade hidráulica composta por: conjunto motor-bomba, reservatório de óleo hidráulico, válvula direcional, bloco manifold, válvula reguladora de pressão, chave de acionamento liga/desliga e chave seletora de avanço/recuo do conjunto prensa-chapa. Esta unidade hidráulica permite o acionamento e controle do prensa-chapa de maneira independente ao acionamento da prensa e do movimento da ferramenta causado pelo deslocamento do martelo, desta maneira o conjunto fornece a força pretendida ao prensa-chapa de maneira constante independentemente do restante do conjunto o que não seria possível se fosse utilizado outro tipo de acionamento como molas ou cilindros de Nitrogênio. Uma foto da unidade pode ser vista no APÊNDICE-D. E) Sistema eletrônico de aquisição de dados e geração de sinais composto por: sistema de aquisição de dados (Sensores de pressão, célula de carga, e transdutores lineares, ou qualquer sinal de voltagem), fonte de 24 VCC, placa de aquisição USB, Plataforma LabView, programa desenvolvido para interface homem-maquina. Este sistema permite a leitura, neste caso, do comportamento da pressão do fluido de hidroconformação durante o processo de embutimento, esta informação permite através da geração de gráficos, fazer uma interpretação da influência da pressão no comportamento da peça durante a conformação. Uma foto da unidade pode ser vista no APÊNDICE-C O conjunto completo da ferramenta retirado do projeto em software CAD está mostrado na Figura 38, neste conjunto é possível perceber os itens acima descritos da ferramenta, para

72 72 facilitar a interpretação algumas partes estão mostradas em cores transparentes, desta forma permitem a visualização de itens que estão encobertos ou montados internamente, o conjunto detalhado também pode ser visto no APÊNDICE-A.. Neste tópico de descrição fica demonstrada uma construção relativamente simples, com um pequeno número de peças formando o conjunto. Figura 38 Desenho CAD - Conjunto ferramenta completo [Fonte: Arquivo pessoal]. 4.4 FABRICAÇÃO DA FERRAMENTA A fabricação da ferramenta pode ser descrita em fases diferentes que devem atender as necessidades de cada etapa e ter preocupação com o resultado final do trabalho, por isso deve se ter o cuidado em cada fase de atender as necessidades da fase seguinte objetivando o funcionamento correto do conjunto finalizado.
73 Fase de projeto Preliminar; Durante a fase de projeto o projetista deve levar em conta os custos que envolvem a construção do equipamento e conceber o projeto de maneira a reduzi-los, uma forma de fazer isto é escolher a concepção com menor numero de peças e preocupar-se com os aspectos de fabricação da ferramenta, como: a) acesso de para usinagem; b) montagem e desmontagem; c) tipo de material; d) tipo de processo a ser usado na fabricação dos componentes; e) disponibilidade comercial dos materiais a serem usados na ferramenta; f) manutenção; g) peças de reposição; estes são alguns dos itens que o projetista deve dar atenção, e fazer a escolha visando a redução dos custos do projeto, de forma a facilitar todo o processo de fabricação, as peças que nascem do projeto precisam ser possíveis de ser fabricadas e mais que isso, devem sempre que possível ser de fabricação simples Fase de detalhamento do projeto; Durante o detalhamento do projeto é preciso que todas as informações necessárias para a fabricação estejam relatadas no desenho detalhado que será utilizado para a fabricação, isto deve ser feito de maneira clara que não gere duvidas durante as etapas do processo de fabricação. Itens como: a) Tolerâncias geométricas e de medidas; b) Tipo de material a ser usado; c) Tipo de tratamento térmico; d) Acabamento superficial; entre outros devem ser facilmente compreendidos pelo fabricante em cada etapa da fabricação. Neste projeto os itens acima relatados foram considerados, e houve troca de informações durante a fase de projeto com os setores que seriam envolvidos na fabricação, isto é importante para que o projetista faça as adequações necessárias para facilitar a fabricação já na fase de concepção. Foram utilizados no projeto componentes padronizados e que são de fácil reposição, optou-se por fazer os blocos superior e inferior em ferro fundido para facilitar a fabricação, o processo fundido reduz consideravelmente os custos de fabricação quando comparado a utilização de conjuntos soldados, pois reduz o numero de peças e os tempos de usinagem e preparação de material Fase de fabricação e montagem; Na fase de fabricação e montagem é necessário que o fabricante siga as instruções do desenho de fabricação, respeitando as tolerâncias especificadas e atendendo os requisitos do projeto, qualquer não conformidade nesta fase pode resultar em erros de montagem, redução
74 74 da vida útil da ferramenta, mau funcionamento, e até impossibilitar a utilização ideal para executar o serviço a que se destina. É importante nesta fase que todos os ajustes necessários de processo ou fabricação não tenham influencia negativa sobre o projeto. Durante a etapa de fabricação da ferramenta houve a preocupação em atender os requisitos do desenho, e não foram feita alterações no projeto original, nesta fase foram utilizadas diversas maquinas de usinagem CNC com programação via CAM, este serviço foi totalmente executado pela área de usinagem da ferramentaria da Bruning. Durante a fase de montagem do conjunto existiu a preocupação de testar individualmente os mecanismos que compõem a ferramenta, isto foi importante para garantir que após o conjunto completo montado não fosse necessário desmontagem para ajustes, uma foto do conjunto ferramenta montado pode ser visto no APÊNDICE-B Fase de testes de funcionamento. Após a conclusão de todas as etapas de fabricação da ferramenta inicia-se a ultima etapa da fase de criação do equipamento, é a fase de testes e modificações, nesta fase é testado o equipamento e feito os ajustes e correções necessárias para permitir a utilização a que este se destina. Neste projeto pretendia-se inicialmente utilizar uma válvula reguladora proporcional de pressão para controle do fluido de hidroconformação, para isto foi utilizada uma válvula comercial, normalmente usada em circuitos hidráulicos que utilizam o óleo hidráulico como meio ativo. Durante a fase de testes da ferramenta de hidroconformação utilizando uma solução com 95,5 % de água e o restante de óleo, não foi possível obter desta válvula o mesmo comportamento que é possível de obter utilizando óleo. Optou-se neste caso em substituir a válvula proporcional por uma válvula convencional com regulagem manual da pressão, visto que isto não impediria o funcionamento da ferramenta, apenas limitaria a gama de possibilidades de ensaios que se pretendia fazer. 4.5 RELATÓRIO DE TESTES Nesta seção serão apresentados os equipamentos e meios utilizados, os procedimentos adotados para realização dos testes de fabricação de peças utilizando o processo convencional e hidromecânico. Nesta seção também estarão relatados os resultados obtidos em cada tipo de processo e a comparação entre um e outro processo.
75 Equipamentos e meios utilizados; Para a realização dos testes foram utilizados equipamentos e meios auxiliares de produção para permitir a fabricação dos blanks e posteriormente a realização dos testes de embutimento conforme listado abaixo: 1) Linha de desbobinamento e corte de chapa. (Utilizada para desbobinar, endireitar e cortar a chapa de onde foram retirados os blanks); 2) Maquina de corte laser; (Usada para cortar os blanks redondos com vários diâmetros); 3) Prensa hidráulica capacidade 200 tons. (Usada para os testes de embutimento); 4) Sistema projetado para hidroconformação 4.1 Ferramenta objeto deste projeto; 4.2 Unidade hidráulica adaptada para este projeto; 4.3 Sistema eletrônico de aquisição de dados e geração de sinais (Utilizado para os testes de embutimento). 5) Meios de movimentação (empilhadeiras, ponte rolante); Utilizados para transporte, colocação e remoção da ferramenta na maquina. 6) Diversos (trena, paquímetro, maquina fotográfica, bancada, grampos, etc.). Utilizados em diversas fases do projeto; 7) Consumíveis (álcool, óleo hidráulico, fluido para hidroconformação, óleo multan). Utilizados durante os testes de embutimento Procedimento para testes. O planejamento dos experimentos foi realizado visando obtenção de dados comparativos entre o processo convencional e hidromecânico, para tanto foram feitas tentativas de fabricação em ambos os processos de embutimento. Foram utilizadas duas geometrias diferentes de punção, sendo ambos de formato cilíndrico, porém um punção com ponta reta conforme mostra a Figura 39 e outro com ponta cônica conforme a Figura 40. A alteração da geometria serve para identificar o comportamento da peça em cada um dos casos, desta maneira pretende-se evidenciar, as vantagens de um processo em relação ao outro.
76 76 Figura 39 - Desenho CAD - Punção cilíndrico com ponta reta [Fonte: Arquivo pessoal]. Figura 40 - Desenho CAD - Punção cilíndrico com ponta cônica [Fonte: Arquivo pessoal]. O material utilizado para fabricação das peças durante os testes, conforme já descrito anteriormente, foi o aço para conformação especificação GMW2M-ST-S CR4, com espessura de 0,65mm. Foram testados diversos diâmetros de blank com variação de 105 até 187 mm,
77 77 conforme exemplo mostrado na Tabela 11, que serviu de coleta de resultado durante os ensaios. Tabela 11 Tabela para coleta de resultados dos ensaios [Fonte: Arquivo pessoal]. Chapa GMW2M ST-S CR4 COD ESP. 0,65 (HIDROCONFORMAÇÃO) Punção-1(Ø69,6-ponta cônica) Blank número da amostra β Ø , , , ,7 187 Observações
78 78 5 RESULTADOS Nesta seção serão apresentados os resultados das simulações de embutimento em software CAE, e os resultados obtidos dos testes práticos utilizando os processos de embutimento convencional e hidromecânico. 5.1 RESULTADOS OBTIDOS NO EMBUTIMENTO CONVENCIONAL Os testes com este processo foram realizados com blanks a partir de 105 mm de diâmetro. Serão apresentados aqui os melhores resultados alcançados Simulação de embutimento convencional em software CAE Com o objetivo de obtenção de parâmetro de referência, foram feitas simulações do processo convencional de embutimento em software CAE, os valores de força do prensa chapa e profundidade de embutimento foram posteriormente usados para os testes práticos. O software necessita que o operador entre com dados da ferramenta que influenciam no resultado e também com informações das propriedades do material a ser simulado para fazer o calculo e apresentar os resultados, é responsabilidade do projetista que está fazendo a analise fornecer dados confiáveis que correspondem aos encontrados na ferramenta e no material. Os resultados encontrados no software foram comparados com os obtidos na pratica, conforme mostrados a seguir. A Figura 41 mostra o resultado de embutimento com punção diâmetro 69,6 mm reto indicado pelo software. Vale salientar que outros resultados positivos também foram obtidos para outros diâmetros de blanks menores dos que mostrado na Figura, e não estão apresentados no trabalho. O gráfico que representa a curva limite de conformação (CLC), para esta situação simulada indica que a peça pode ser conformada pelo processo e nenhum ponto se encontra na faixa critica marcada em amarelo no gráfico.
79 79 Figura 41 - Simulação CAE - Punção cilíndrico com ponta reta - blank ϕ 160 mm β = 2,3 profundidade de embutimento 70 mm [Fonte: Arquivo pessoal]. A Figura 41 mostra o melhor resultado obtido para o processo convencional durante as simulações. Na Figura 42 apresenta-se o resultado obtido para simulação com blank ϕ 174 mm, se pode perceber na Figura que para uma profundidade de aproximadamente 29 mm, ocorre um afinamento demasiado da espessura, isto é um indicativo de que haverá ruptura do material. Figura 42 - Simulação CAE - Punção cilíndrico com ponta reta - blank ϕ 174 mm β = 2,5 [Fonte: Arquivo pessoal].
80 80 Na continuação do processo percebe-se a indicação do simulador que o material vai romper antes que seja atingida uma profundidade de 50 mm conforme mostra a Figura 43. Figura 43 - Simulação CAE - Punção cilíndrico com ponta reta - blank ϕ 174 mm profundidade de embutimento (testado)50 mm [Fonte: Arquivo pessoal]. Conforme mostram os resultados das simulações, o diâmetro máximo de blank possível de ser conformado totalmente pelo processo convencional utilizando um punção de diâmetro 69,6 mm é de 160 mm (β = 2,3), e a profundidade máxima atingida é de 70 mm conforme mostra a Figura 41. A tentativa de embutimento de blank com diâmetro 174 mm resultou em rompimento da peça conforme mostra a Figura 43. Foram consideradas diversas variações de pressão no prensa-chapa e coeficientes de fricção muito baixos durante as simulações, mesmo assim não houve sucesso para embutimento convencional deste material com as dimensões consideradas de punção e matriz para o blank de diâmetro 174 mm. Foram feitas simulações considerando embutimento com o punção cônico mostrado na Figura 40, os resultados indicam que não é possível fabricar a peça pelo processo de embutimento convencional partindo de um blank plano sem a realização de uma etapa anterior de pré-forma, na Figura 44 tem-se a demonstração do afinamento ocorrendo para um blank de diâmetro 174 mm a faixa em vermelho mostra a região do afinamento critico da espessura onde haverá o rompimento do material, isto ocorre em uma profundidade de embutimento de aproximadamente 29 mm.
81 81 Figura 44 - Simulação CAE - Punção cilíndrico com ponta cônica - blank ϕ 174 mm [Fonte: Arquivo pessoal] Resultados práticos obtidos no embutimento convencional Neste tópico apresentam-se os resultados obtidos utilizando o processo de embutimento convencional. A Figura 45, Figura 46 e Figura 47 demonstram os limites obtidos neste processo. A Figura 45 apresenta o resultado de embutimento convencional com blank de ϕ 160 mm, com uma profundidade de aproximadamente 50 mm, percebe-se que a peça não apresenta defeitos ou sinais de afinamento critico. Figura 45 - Peça cilíndrica com fundo reto - blank ϕ 160 mm [Fonte: Arquivo pessoal].
82 82 Na foto mostrada na Figura 46 apresenta-se o melhor resultado prático dos testes de embutimento convencional com blank de ϕ 160 mm, onde foi alcançada uma profundidade de aproximadamente 72 mm, percebe-se que a peça não apresenta defeitos ou sinais de afinamento critico, esta peça pode ser comparada ao resultado da simulação mostrado na Figura 41. Figura 46 - Peça cilíndrica com fundo reto - blank ϕ 160 mm [Fonte: Arquivo pessoal]. A Figura 47 mostra uma tentativa de embutimento convencional usando um blank com ϕ 174 mm, conforme havia sido apontado pela simulação mostrada na Figura 43, não foi possível de fazer o embutimento da peça. As tentativas práticas de fabricar a peça com este diâmetro de blank foram feitas com o mesmo punção e matriz utilizados nos testes com os blanks menores mostrados a cima, foram feitas diversas variações de força no prensa-chapa e de lubrificação, e não se obteve sucesso em nenhuma das condições testadas, concluindo assim que para o punção cilíndrico com ponta reta de ϕ 69,6 mm, para as condições testadas o máximo diâmetro de blank possível de fabricação de peças é 160 mm, o que significa uma relação de embutimento β = 2,3.
83 83 Figura 47 - Peça cilíndrica com fundo reto - blank ϕ 174 mm [Fonte: Arquivo pessoal]. 5.2 RESULTADOS OBTIDOS COM EMBUTIMENTO HIDROMECÂNICO Nesta seção serão apresentados os resultados obtidos utilizando o processo de embutimento hidromecânico. Os testes com este processo foram realizados com blanks a partir de 130 mm de diâmetro. Serão apresentados aqui os resultados mais significativos alcançados Simulação de embutimento hidromecânico em software CAE Para a simulação é necessário que os dados de entrada para o software estejam de acordo com o que será utilizado na pratica. Para o processo hidromecânico, além dos dados da ferramenta e do material, deve ser considerada também a pressão do fluido de hidroconformação, o comportamento e a intensidade da pressão influenciam no resultado final da peça, podendo permitir ou não a fabricação de peças boas com profundidade de embutimento satisfatória. Na Figura 48 tem-se a demonstração de gráfico de pressão que o usuário informa ao software.
![84 Figura 48 - Gráficos da pressão de hidroconformação [Fonte: Arquivo pessoal].](/docs-images/49/25072990/images/84-0.png "Estão mostrados na Figura 48 dois gráficos diferentes informados ao software, no primeiro está informado um aumento súbito da pressão até 20 MPa a partir do ponto 10 no tempo de processo, que é para")
84 84 Figura 48 - Gráficos da pressão de hidroconformação [Fonte: Arquivo pessoal]. Estão mostrados na Figura 48 dois gráficos diferentes informados ao software, no primeiro está informado um aumento súbito da pressão até 20 MPa a partir do ponto 10 no tempo de processo, que é para os casos testados o ponto onde o punção toca na peça e começa a conformação, esta informação foi passada ao software porque é uma suposição do usuário de que na pratica o fluido terá este comportamento durante o processo. O gráfico da esquerda apresenta uma rampa de elevação da pressão começando aproximadamente no ponto 15 do processo e atingindo uma pressão de 12,5 MPa somente no instante 55 do processo, esta é outra suposição. A simulação de embutimento apresentará resultados diferentes para cada uma das curvas, por isso, é necessário que o usuário conheça o comportamento real da pressão durante o processo para que se obtenha um resultado correto da simulação. Simulando o processo de embutimento hidromecânico para blank ϕ 174 mm, utilizando as mesmas informações (força de prensa-chapa, folga entre punção e matriz, coeficiente de atrito, material, etc.), utilizados no processo convencional relatado no item Tabela 8, o resultado obtido do software como mostra na Figura 49, indica que é possível fazer o embutimento da peça. Na figura está indicado o comportamento da variação de espessura ao longo do copo para um embutimento de profundidade 85 mm, não ocorre um afinamento demasiado da espessura indicando que não haverá ruptura do material.
85 85 Figura 49 - Simulação CAE Punção cilíndrico com ponta reta - blank ϕ 174 β = 2,5 Embutimento hidromecânico [Fonte: Arquivo pessoal]. Simulando o processo de embutimento hidromecânico para blank ϕ 187 mm, o resultado obtido do software mostrado na Figura 50, indica que é possível fazer o embutimento da peça. Para este caso foram feitas diversas variações nas condições testadas, o resultado apresentado foi alcançado considerando-se punção reto com ϕ 67,6 mm, e um coeficiente de atrito muito baixo de 0,05 entre blank e prensa chapa, e blank e matriz, esta é uma condição de fricção muito difícil de ser obtida na prática, pois as condições de lubrificação e de superfície das peças não permitem um valor tão baixo. Na figura está sendo mostrado o comportamento da variação de espessura ao longo do copo para um embutimento de profundidade 82,5 mm, percebe-se que ocorre um afinamento da espessura na faixa no meio do corpo cilíndrico, indicando que poderá haver ruptura do material nesta região.
86 86 Figura 50 - Simulação CAE Punção cilíndrico com ponta reta - blank ϕ 187 Embutimento hidromecânico [Fonte: Arquivo pessoal]. Foram feitas simulações considerando embutimento hidromecânico utilizando o punção cônico mostrado na Figura 40, os resultados indicam que é possível fabricar a peça utilizando este processo, partindo de um blank plano sem a necessidade de realização de uma etapa anterior de pré-forma, as simulações indicam que é possível embutir a peça partindo de um blank de ϕ 160 mm em condições de atrito possíveis de serem reproduzidas na prática. Na Figura 51 tem-se a demonstração do afinamento ocorrendo para um blank de ϕ 174 mm, as simulações indicam possibilidade de fabricação da peça para este blank, com uma condição de atrito de 0,05, que não foi possível de ser obtida durante os testes práticos. Figura 51 - Simulação CAE Punção cilíndrico com ponta cônica - blank ϕ 174 mm [Fonte: Arquivo pessoal].
87 Resultados práticos obtidos no embutimento hidromecânico Neste tópico serão apresentados os resultados obtidos utilizando o processo de embutimento hidromecânico. As figuras a seguir demonstram os resultados obtidos neste processo. A Figura 52 apresenta o melhor resultado obtido, durante os testes utilizando o punção com ponta cônica conforme desenho mostrado na Figura 40, nas condições testadas o melhor resultado alcançado foi o embutimento total em apenas uma etapa de blank com ϕ 160 mm, e a profundidade alcançada de aproximadamente 90 mm, a peça não apresenta sinais de afinamento crítico da espessura e o acabamento superficial é muito bom. No embutimento convencional, este tipo de peça não é possível de ser obtido em apenas uma etapa, sendo necessário, neste caso etapas intermediárias conforme mostrado na Figura 15, as etapas intermediárias necessárias para a fabricação da peça deixam marcas superficiais indesejadas na peça pronta. Figura 52 - Peça cilíndrica com fundo cônico - blank ϕ 160 mm [Fonte: Arquivo pessoal]. Para a peça mostrada na Figura 52 foi utilizado uma pressão de 4 MPa nos cilindros do prensa chapa, isto significa uma força aproximada de 336 kn. A pressão medida no fluído de

88 88 hidroconformação durante os testes para esta peça está apresentada na Figura 53 e apresenta uma rampa que atingiu uma pressão máxima de 90bar a partir do instante 1,5 s. Figura 53 - Gráfico de leitura e registro da pressão do fluído durante Teste 4 [Fonte: Arquivo pessoal]. Na foto mostrada na Figura 54 apresenta-se a melhor relação de embutimento ( ) obtido nos testes práticos de embutimento hidromecânico nas condições testadas, com blank de ϕ 174 mm, onde foi alcançada uma profundidade de aproximadamente 85 mm, percebe-se que a peça não apresenta defeitos ou sinais de afinamento crítico, esta peça pode ser comparada ao resultado da simulação mostrado na Figura 52. Figura 54 - Peça cilíndrica com fundo reto - blank ϕ 174 mm [Fonte: Arquivo pessoal].
89 89 Durante os testes foram feitas tentativas de embutimento hidromecânico utilizando blanks de ϕ 174 mm (relação de embutimento ), foram realizadas diversas tentativas variando-se a força no prensa chapa e pressão do fluído de conformação, não foi possível de se obter peças nas condições testadas. A Figura 55 apresenta uma foto de resultado obtido, onde fica evidenciado o rompimento do blank quando a profundidade atinge uma altura de aproximadamente 20 mm. Figura 55 - Peça cilíndrica com fundo reto - blank ϕ 184 mm [Fonte: Arquivo pessoal]. 5.3 COMPARAÇÃO DOS RESULTADOS Neste tópico apresenta-se uma comparação dos resultados obtidos durante os testes realizados utilizando os processos convencionais e hidromecânico, pretende-se evidenciar as vantagens do processo de embutimento hidromecânico em relação ao processo de embutimento convencional Comparação dos resultados para conformação de peças cônicas A Tabela 12 apresenta os resultados obtidos das simulações em software CAE e dos testes práticos realizados para fabricação de peças cônicas, no processo convencional e no de hidroconformação.
![90 Tabela 12 - Comparação de resultados peças cônicas [Fonte: Arquivo pessoal].](/docs-images/49/25072990/images/90-0.png "Para o embutimento de peças cônicas nas dimensões e condições de testes realizados, ficou evidenciado que o processo hidromecânico apresenta a vantagem de permitir a fabricação da peça em apenas uma")
90 90 Tabela 12 - Comparação de resultados peças cônicas [Fonte: Arquivo pessoal]. Para o embutimento de peças cônicas nas dimensões e condições de testes realizados, ficou evidenciado que o processo hidromecânico apresenta a vantagem de permitir a fabricação da peça em apenas uma etapa, isto significa neste caso a possibilidade de redução de custo na fabricação do ferramental e um ganho de tempo de fabricação através da redução de operações, outra vantagem que deve ser considerada é a eliminação de marcas superficiais na peça causadas pelas etapas intermediarias necessárias no processo convencional Comparação dos resultados para conformação de peças cilíndricas Os resultados alcançados para as condições testadas na fabricação de peças cilíndricas em ambos os processos de conformação estão apresentados na Tabela 13 Tabela 13 - Comparação de resultados peças cilíndricas [Fonte: Arquivo pessoal]. Para o embutimento de peças cilíndricas nas dimensões e condições de testes realizados, ficou evidenciado que o processo hidromecânico apresenta a vantagem de permitir uma
91 91 relação de embutimento superior ao processo convencional, enquanto no processo convencional o máximo diâmetro de blank com embutimento total alcançado foi 160 mm, no processo hidromecânico alcançou-se um diâmetro de blank de 174 mm. A Figura 56 apresenta uma comparação entre os resultados obtidos. Figura 56 - blank ϕ 160 mm (convencional) X blank ϕ 174 mm (hidromecânico) [Fonte: Arquivo pessoal]. Percebe-se na Figura 56 que existe vantagem do processo hidromecânico em comparação ao processo convencional que é profundidade máxima de embutimento em apenas uma etapa, isto significa uma redução do número de estágios pra estas relações de embutimento alcançadas implicando neste caso em redução de custo de ferramental e tempo de operação.
92 92 6 CONCLUSÃO Muito tem se avançado ultimamente em tecnologia na área metal mecânica, os materiais, os processos, e as máquinas sofrem evolução constante na busca de resultados econômicos e ambientais favoráveis. O processo de hidroconformação de chapas não é ainda muito utilizado em escala industrial de produção, neste sentido é necessário que exista um maior interesse na exploração desta técnica que apresenta em alguns casos vantagens significativa quando comparada com os processos convencionais de conformação, e pode significar um diferencial favorável na busca por redução de custos e de aumento da produtividade. Durante a realização deste trabalho buscou-se entender mais profundamente essa técnica de conformação, visando obter conhecimento suficiente para identificar possibilidades de aplicação em peças fabricadas por empresas da região Noroeste do Rio Grande do Sul que podem utilizar a hidroconformação em seus processos produtivos como alternativa para processos convencionais. A hidroconformação é um processo de conformação com grande variedade de formas de aplicação que permite a fabricação de uma ampla gama de formas geométricas, desde tubos, até peças com grande área e geometria complexa, como por exemplo, capôs de automóveis, este estudo possibilitou um melhor entendimento da aplicação adequada de cada uma das formas de utilização da hidroconformação de chapas. Projetar um sistema para hidroconformação exige do projetista conhecimento do processo e do comportamento do material durante a conformação, a geometria e o dimensional da peça que se pretende obter são as premissas para o inicio do estudo da técnica a ser utilizada na conformação. O projeto e fabricação do sistema de hidroconformação usando a técnica de embutimento hidromecânico, realizado durante este trabalho de conclusão de curso, proporcionou o experimento prático da aplicação do processo de hidroconformação, isto foi de grande relevância no aprendizado desta técnica nas diversas fases que o projeto contempla. A fabricação do sistema também serviu para evidenciar os custos de fabricação do ferramental e as limitações que o processo apresenta, neste sentido percebeu-se que o custo e a aplicação do processo em nível de produção seriada não são empecilhos para utilização da técnica pela indústria metal mecânica. Os testes de fabricação de peças usando o processo de embutimento convencional e o embutimento hidromecânico, no sistema construído, proporcionou a comparação entre os dois
93 93 processos. Através dos resultados obtidos, ficou evidenciado que a hidroconformação tem campo de aplicação na conformação por embutimento, e apresenta vantagens em relação ao processo convencional, podem ser citadas como exemplo de vantagens do processo a qualidade superficial da peça, e a possibilidade de embutimento de peças cônicas em apenas uma etapa. Durante a fase de testes foi possível perceber que alguns itens do projeto somente terão eficácia de funcionamento comprovada na prática, neste projeto pode se citar como exemplo o funcionamento das válvulas reguladoras de pressão, a proposta inicial do projeto considerava uso de válvula proporcional para o controle de pressão do fluido de conformação, durante os testes utilizando uma válvula comercial usada normalmente em circuitos hidráulicos com óleo mineral não foi possível obter funcionamento satisfatório desta com o fluido utilizado para hidroconformação. A válvula proporcional foi substituída por uma de regulagem manual de pressão, que possibilitou o controle de pressão, porém o tempo de resposta desta válvula não apresentou desempenho satisfatório para o processo de hidroconformação e teve influencia negativa na obtenção de resultados desejados. Para trabalhos futuros, sugere-se: Uso de válvula de controle proporcional de pressão adequada ao fluído de conformação; Testes com pressão ativa no fluído de conformação; Realização de testes com outros materiais; Testes de fabricação de peças com outras geometrias; Fabricação de um sistema de hidroconformação para produção em série; Análise de desgaste dos componentes, principalmente dos elementos de vedação do fluido de conformação.
94 94 7 REFERÊNCIAS BIBLIOGRÁFICAS [1] DIN 8580 Fertingunsverfahren. Berlin: Beuth Verlag, [2] SOUZA, João Henrique Correa de. Estudo do Processo de Corte de Chapas por Cisalhamento. Dissertação de Mestrado. PPGEM/UFRGS. Porto Alegre, [3] SCHULER, GmbH. Metal Forming Handbook /Schuler. Berlin, Heidelberg: Springer Verlag, [4] SOUZA, João Henrique Correa. Apostila Processo de Conformação Fundamentos da Conformabilidade. Junho de [5] SCHULER, GmbH. Metal Forming Handbook /Schuler. Berlin, Heidelberg: Springer Verlag, 1998 [6] Schmoeckel, D., Hielscher, C., Huber R., Metal forming of tubes and sheets with liquid and other flexible media, Annals of CIRP, Vol 48/2/, pp 1-20, [7] ALTAN,Taylan. Advances in Hydroforming For Manufacturing Automotive Parts, The Ohio State University, Columbus, Ohio 43210, U.S.A 2004 [8] Kleiner, M., Hellinger, V., Homberg, W., Klimmek, Trends in sheet metal hydroforming, Hydroforming of Tubes, Extrusions and Sheet Metals, Edited by K Siegert, Vol 1, pp , Ch., [9] Lucke, U., H., Hydroforming manufacturing concepts, Hydroforming of Tubes, Extrusions and Sheet Metals, Edited by K Siegert, Vol 3, pp , [10] Kleiner, M., Homberg, W., New 100,000kN press for sheet metal hydroforming, Hydroforming of Tubes, Extrusions and Sheet Metals, Edited by K Siegert, Vol 2, pp , [11] Engenharia Simultânea E Projeto Orientado Para A Manufaturabilidade E Montagem De Portas Automotivas Disponível em: < > Acesso em 24 julho 2012 [12] Altan, Taylan, Oh, S., Gegel, H. L., Metal forming:fundamentals and applications, American Society for Metals (ASM), [13] Amino, Hiroyuki, Oh, S., Gegel, H. L., Various applications of hydraulic counterpress deep drawing, Institute Of Industrial Science, University of Tokyo (ASM), [14] Lang*, J Danckert and K B Nielsen, H. L., Analysis of key parameters in sheet hydroforming combined with stretching forming and deep drawing, Institute Of Department of Production, Aalborg University, Fibigerstraede 16, Aalborg, Denmark, 2004
95 95 [15] H.B. Wang, Hydraulic-pressure augmented deep drawing process for high draw ratios, M. Eng. Thesis, Nanyang Technological University, Singapore, [16] MÜLLER,Ricardo Guilherme. Estudo Do Processo De Corte Por Cisalhamento Rotativo. Trabalho de Conclusão de Curso. Universidade Regional do Noroeste do Estado do Rio Grande do Sul UNIJUÍ, Panambi [17] SOUZA, João Henrique Correa. Apostila Processo de Conformação Fundamentos da Conformabilidade. Fevereiro de [18] THÖN, Ivan Lairton. Desenvolvimento de um Sistema de Hidro conformação em Tubos de Aço. Trabalho de Conclusão de Curso. Universidade Regional do Noroeste do Estado do Rio Grande do Sul UNIJUÍ, Panambi- Dezembro de [19] MORO, Norberto.CONFORMAÇÃO MECÂNICA I Generalidades, Laminação e Forjamento. Disponivel em < Acesso em set [20] GM- WORLDWIDE ENGINEERING STANDARDS- Low Carbon Sheet Steel General Motors Corporation. Abril-2004 [21] CARLEER B. D.; Finite element analysis of deep drawing; PhD-Thesis, University of Twente, The Netherlands; March 1997 [22] SCHAEFFER, Lirio.; Conformação De chapas metalicas; Porto Alegre R.S. Imprensa livre; 2004 [23] SCHAEFFER, Lirio.; Fundamentos do Projeto de ferramentas para o processo de estampagem ; Disponivel em < Acesso em out [24] ADAMS, Adriano: Otimização De Estruturas Utilizando Aços De Alta Resistência. Trabalho de Conclusão de Curso. Universidade Regional do Noroeste do Estado do Rio Grande do Sul UNIJUÍ, Panambi 2011
96 APÊNDICE A Conjunto ferramenta para embutimento hidromecânico 96
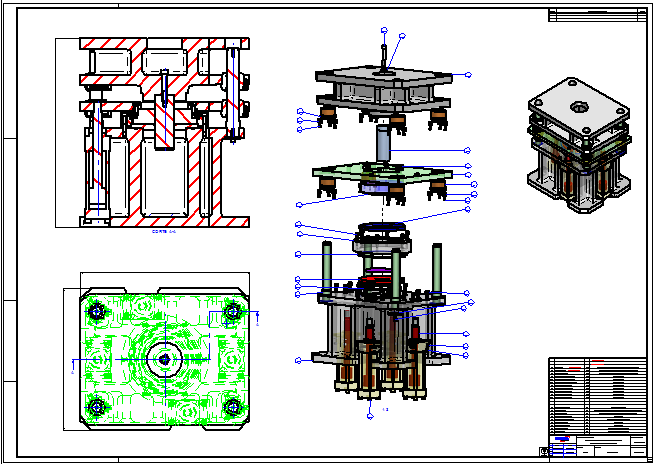
97 97
98 APÊNDICE B Fotografia da ferramenta pronta 98
99 99
100 100 APÊNDICE C Fotografia do Sistema eletrônico utilizado para aquisição de dados e geração de sinais
101 101
102 APÊNDICE D Fotogrfia da unidade hidráulica 102
103 103
104 104 ANEXO A Desenho do corpo de prova para ensaio de tração de acordo com as Normas NBR 6673 e NBR 8164
105 105
106 ANEXO B Relatório Ensaio De Tração Material: GMW2M-ST-S CR4 106
107 107
108 108 ANEXO C Relatório Ensaio De Anisotropia Material: GMW2M-ST-S CR4
109 109
110 110
111 111 ANEXO D Relatório Ensaio Coeficiente de Encruamento Material: GMW2M-ST-S CR4
112 112
113 ANEXO E Propriedades mecânicas do ferro fundido nodular 113
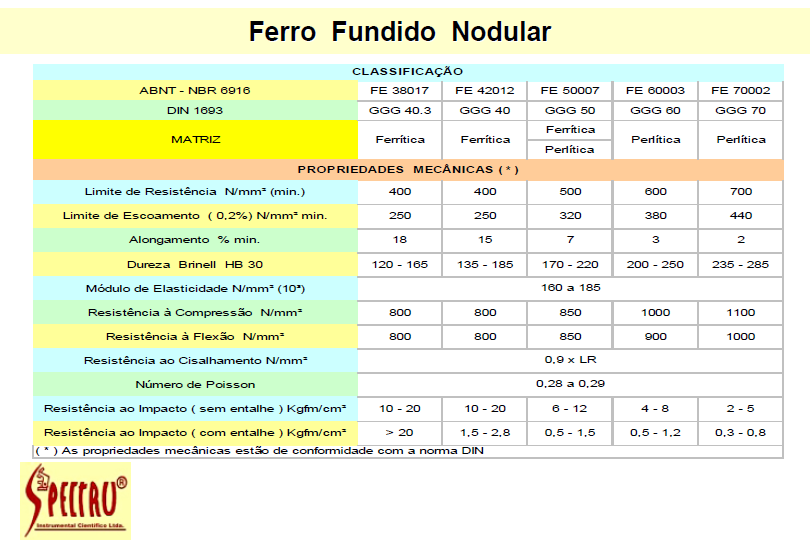
114 114
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
Processos de Estampagem
 Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
RESULTADOS E ANÁLISES
 5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton FATEC ITAQUERA, 2015
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
Propriedades mecânicas dos materiais
 Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
a) Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110") Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3: Propriedades mecânicas dos materiais
 Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas. Aços para concreto armado
 Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento
 Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
PROCESSO DE ESTAMPAGEM
 PROCESSO DE ESTAMPAGEM ANISOTROPIA Os materiais sob a forma de chapas metálicas finas são em geral anisotrópicos, ou seja, possuem comportamento elasto-plásticos diferentes quando ensaiados em diferentes
PROCESSO DE ESTAMPAGEM ANISOTROPIA Os materiais sob a forma de chapas metálicas finas são em geral anisotrópicos, ou seja, possuem comportamento elasto-plásticos diferentes quando ensaiados em diferentes
Processo Seletivo 02/2016 Simulação Numérica do Comportamento dos Materiais e dos Processos de Fabricação. Prova 1
 Processo Seletivo 0/016 Simulação Numérica do Comportamento dos Materiais e dos Processos de Fabricação Prova 1 1) Uma viga de seção circular está engastada em sua etremidade esquerda. Na outra etremidade
Processo Seletivo 0/016 Simulação Numérica do Comportamento dos Materiais e dos Processos de Fabricação Prova 1 1) Uma viga de seção circular está engastada em sua etremidade esquerda. Na outra etremidade
AULA 4 Materiais de Construção II
 Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
CONFORMAÇÃO PLÁSTICA 7/12/2016 BIBLIOGRAFIA
 BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
Estampagem. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
Biopdi. Equipamentos para ensaio de materiais. Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica.
 CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
Prof. Willyan Machado Giufrida Curso de Engenharia Química. Ciências dos Materiais. Propriedades Mecânicas dos Materiais
 Ciências dos Materiais Propriedades Mecânicas dos Materiais IMPORTÂNCIA Aplicações onde são necessárias solicitações mecânicas. Atender as exigências de serviço previstas. POR QUÊ ESTUDAR? A determinação
Ciências dos Materiais Propriedades Mecânicas dos Materiais IMPORTÂNCIA Aplicações onde são necessárias solicitações mecânicas. Atender as exigências de serviço previstas. POR QUÊ ESTUDAR? A determinação
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
Embutimento, Estiramento e Operações combinadas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Embutimento, Estiramento e Operações combinadas Prof. Paulo Marcondes, PhD. DEMEC / UFPR Processo de Estampagem Punção Pr. Chapa Chapa Matriz Estampagem = Estiramento + Embutimento Profundo No processo
Embutimento, Estiramento e Operações combinadas Prof. Paulo Marcondes, PhD. DEMEC / UFPR Processo de Estampagem Punção Pr. Chapa Chapa Matriz Estampagem = Estiramento + Embutimento Profundo No processo
Teste de tração - compressão
 PROPRIEDADES MECÂNICAS DOS MATERIAIS Prof. Renata Machado Soares - REMA I Teste de tração - compressão Resistência capacidade de suportar carga sem deformação excessiva ou ruptura; A partir de um ensaio
PROPRIEDADES MECÂNICAS DOS MATERIAIS Prof. Renata Machado Soares - REMA I Teste de tração - compressão Resistência capacidade de suportar carga sem deformação excessiva ou ruptura; A partir de um ensaio
7 RESULTADOS EXPERIMENTAIS
 7 RESULTADOS EXPERIMENTAIS No presente capítulo, é apresentada a aplicação efetiva da metodologia desenvolvida para medição de campos de deformações. Imagens coletadas durante ensaios de tração são analisadas,
7 RESULTADOS EXPERIMENTAIS No presente capítulo, é apresentada a aplicação efetiva da metodologia desenvolvida para medição de campos de deformações. Imagens coletadas durante ensaios de tração são analisadas,
UNIDADE 9 Propriedades Mecânicas I
 UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
ANÁLISE EXPERIMENTAL E TEÓRICA DO PROCESSO DE CONFORMAÇÃO MECÂNICA DE TREFILAÇÃO 1. Evandro Bertoldi 2.
 ANÁLISE EXPERIMENTAL E TEÓRICA DO PROCESSO DE CONFORMAÇÃO MECÂNICA DE TREFILAÇÃO 1 Evandro Bertoldi 2. 1 Projeto de Pesquisa Realizado no Curso de Engenharia Mecânica da UNIJUÍ 2 Coordenador da Engenharia
ANÁLISE EXPERIMENTAL E TEÓRICA DO PROCESSO DE CONFORMAÇÃO MECÂNICA DE TREFILAÇÃO 1 Evandro Bertoldi 2. 1 Projeto de Pesquisa Realizado no Curso de Engenharia Mecânica da UNIJUÍ 2 Coordenador da Engenharia
Capítulo 4 Propriedades Mecânicas dos Materiais
 Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
CENTRO UNIVERSITÁRIO PLANALDO DO DISTRITO FEDERAL
 7. Propriedades Mecânicas dos Materiais As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada a
7. Propriedades Mecânicas dos Materiais As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada a
PROCESSO DE ESTAMPAGEM. É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio.
 PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
Figura 4.1: a)elemento Sólido Tetraédrico Parabólico. b)elemento Sólido Tetraédrico Linear.
elemento Sólido Tetraédrico Parabólico. b)elemento Sólido Tetraédrico Linear.") 4 Método Numérico Foi utilizado o método dos elementos finitos como ferramenta de simulação com a finalidade de compreender e avaliar a resposta do tubo, elemento estrutural da bancada de teste utilizada
4 Método Numérico Foi utilizado o método dos elementos finitos como ferramenta de simulação com a finalidade de compreender e avaliar a resposta do tubo, elemento estrutural da bancada de teste utilizada
2. Conformação mecânica: deformação plástica do material.
 CONFORMAÇÃO (Mar 2007) 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem
CONFORMAÇÃO (Mar 2007) 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
CONFORMAÇÃO PLÁSTICA DOS METAIS LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial I. INTRODUÇÃO AOS PROCESSOS DE FABRICO
 1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial 9 de Novembro de 2005 I. INTRODUÇÃO AOS PROCESSOS DE FABRICO 1. A designação fundição em areia verde está associada ao facto
1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial 9 de Novembro de 2005 I. INTRODUÇÃO AOS PROCESSOS DE FABRICO 1. A designação fundição em areia verde está associada ao facto
Execução: Engº Mecânico Automotivo Eduardo André Hentz Orientação: Prof. Dr. Ing. Lírio Schaeffer
 SIMULAÇÃO DE UM PROCESSO DE FORJAMENTO UTILIZANDO O PROGRAMA LARSTRAN SHAPE Execução: Engº Mecânico Automotivo Eduardo André Hentz Orientação: Prof. Dr. Ing. Lírio Schaeffer 1. INTRODUÇÃO O investimento
SIMULAÇÃO DE UM PROCESSO DE FORJAMENTO UTILIZANDO O PROGRAMA LARSTRAN SHAPE Execução: Engº Mecânico Automotivo Eduardo André Hentz Orientação: Prof. Dr. Ing. Lírio Schaeffer 1. INTRODUÇÃO O investimento
MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica
 MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica Propriedades mecânicas dos metais Muitos materiais, quando em serviço, são submetidos a forças ou cargas. O comportamento
MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica Propriedades mecânicas dos metais Muitos materiais, quando em serviço, são submetidos a forças ou cargas. O comportamento
Eixos e árvores Projeto para eixos: restrições geométricas. Aula 9. Elementos de máquinas 2 Eixos e árvores
 Eixos e árvores Projeto para eixos: restrições geométricas Aula 9 Elementos de máquinas 2 Eixos e árvores 1 Acoplamentos: tipos de ligações o Ligações por atrito: o Ajuste prensado o Elementos intermediários
Eixos e árvores Projeto para eixos: restrições geométricas Aula 9 Elementos de máquinas 2 Eixos e árvores 1 Acoplamentos: tipos de ligações o Ligações por atrito: o Ajuste prensado o Elementos intermediários
AÇOS INOXIDÁVEIS considerações sobre estampagem
 AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
Barras e fios de aço para armaduras de concreto
 Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
Ensaios Mecânicos dos Materiais
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
DEFORMAÇÃO PLÁSTICA. Materiais Metálicos. Profa. Dra. Lauralice Canale
 DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais
 MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
68
 FUNDAMENTOS Capítulo Três: Métodos de Cálculo 1. Introdução 2. Modos de deformação 3. Métodos da deformação homogênea 4. Método dos blocos 5. Método do limite superior 6. Elementos finitos 7. Redes neurais
FUNDAMENTOS Capítulo Três: Métodos de Cálculo 1. Introdução 2. Modos de deformação 3. Métodos da deformação homogênea 4. Método dos blocos 5. Método do limite superior 6. Elementos finitos 7. Redes neurais
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de Conformação do Aço
 Universidade Federal de São João Del-Rei MG 6 a 8 de maio de 010 Associação Brasileira de Métodos Computacionais em Engenharia Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de
Universidade Federal de São João Del-Rei MG 6 a 8 de maio de 010 Associação Brasileira de Métodos Computacionais em Engenharia Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
3. Materiais e Métodos
 34 3. Materiais e Métodos A literatura apresenta vários trabalhos que adotam o método de elementos finitos para análise da distribuição de tensões em diversos equipamentos, elementos de máquinas, peças
34 3. Materiais e Métodos A literatura apresenta vários trabalhos que adotam o método de elementos finitos para análise da distribuição de tensões em diversos equipamentos, elementos de máquinas, peças
3 Programa Experimental
 3 Programa Experimental 3.1. Considerações iniciais O estudo experimental desta pesquisa foi realizado no laboratório de estruturas e materiais (LEM) da PUC-Rio com o fim de analisar o comportamento de
3 Programa Experimental 3.1. Considerações iniciais O estudo experimental desta pesquisa foi realizado no laboratório de estruturas e materiais (LEM) da PUC-Rio com o fim de analisar o comportamento de
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
FLUÊNCIA I. Generalidades II. Comportamento em Fluência deformação X tempo
 Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
3 Programa Experimental
 3 Programa Experimental 3.1. Características dos Pilares Foram ensaiados seis pilares com as características mostradas na Figura 3.1. Os pilares têm seção transversal retangular de 12,5 cm x 15 cm e altura
3 Programa Experimental 3.1. Características dos Pilares Foram ensaiados seis pilares com as características mostradas na Figura 3.1. Os pilares têm seção transversal retangular de 12,5 cm x 15 cm e altura
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO DE ELEMENTOS DE MÁQUINAS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
Existem diversas técnicas e procedimentos empregados visando a manufatura de elementos de. levado em consideração na escolha adequada deste processo.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Processos de Conformação Metalúrgica
 Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Temperatura (T, 0 C)
") Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Introdução. Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Introdução Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3. 4. Introdução
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Introdução Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3. 4. Introdução
PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS
 CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
TÍTULO: DESENVOLVIMENTO DE UM PROTÓTIPO DE EQUIPAMENTO PARA HIDROCONFORMAÇÃO DE CALOTAS METÁLICAS POR EXPLOSÃO
 TÍTULO: DESENVOLVIMENTO DE UM PROTÓTIPO DE EQUIPAMENTO PARA HIDROCONFORMAÇÃO DE CALOTAS METÁLICAS POR EXPLOSÃO CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE
TÍTULO: DESENVOLVIMENTO DE UM PROTÓTIPO DE EQUIPAMENTO PARA HIDROCONFORMAÇÃO DE CALOTAS METÁLICAS POR EXPLOSÃO CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de d
 FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
Propriedades dos Materiais Fluência INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FLUÊNCIA
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FLUÊNCIA Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Métodos Comportamento em fluência Tipos de ensaios Avaliação da fluência
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FLUÊNCIA Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Métodos Comportamento em fluência Tipos de ensaios Avaliação da fluência
TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE
 BARRAS E PERFIS AÇO PARA INDÚSTRIA TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE Quando você usa a ampla linha de barras e perfis Gerdau, você coloca mais qualidade no seu trabalho. Cada produto foi desenvolvido
BARRAS E PERFIS AÇO PARA INDÚSTRIA TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE Quando você usa a ampla linha de barras e perfis Gerdau, você coloca mais qualidade no seu trabalho. Cada produto foi desenvolvido
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Conformação de Chapas
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Conformação de Chapas Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Conformação de Chapas Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
Modelagem numérica e computacional com similitude e elementos finitos METODOLOGIA
 MELCONIAN, Marcos Vinícius. "Metodologia", p.65-78. In MELCONIAN, Marcos Vinicius. Modelagem numérica e computacional com similitude e elementos finitos, São Paulo: Editora Edgard Blücher, 2014. ISBN 978-85-8039-090-2
MELCONIAN, Marcos Vinícius. "Metodologia", p.65-78. In MELCONIAN, Marcos Vinicius. Modelagem numérica e computacional com similitude e elementos finitos, São Paulo: Editora Edgard Blücher, 2014. ISBN 978-85-8039-090-2
TÍTULO: CONFORMAÇÃO MECÂNICA DE PEÇAS METÁLICAS ESTUDO SOBRE ESTAMPAGEM
 16 TÍTULO: CONFORMAÇÃO MECÂNICA DE PEÇAS METÁLICAS ESTUDO SOBRE ESTAMPAGEM CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): MARCOS CESAR
16 TÍTULO: CONFORMAÇÃO MECÂNICA DE PEÇAS METÁLICAS ESTUDO SOBRE ESTAMPAGEM CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): MARCOS CESAR
COMPORTAMENTO MECÂNICO DOS MATERIAIS
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
Objetivo do capítulo. O ensaio de tração e compressão
 Capítulo 3: Propriedades mecânicas dos materiais Adaptado pela prof. Dra. Danielle Bond Objetivo do capítulo Agora que já discutimos os conceitos básicos de tensão e deformação, mostraremos, neste capítulo,
Capítulo 3: Propriedades mecânicas dos materiais Adaptado pela prof. Dra. Danielle Bond Objetivo do capítulo Agora que já discutimos os conceitos básicos de tensão e deformação, mostraremos, neste capítulo,
Aula 3: Extrusão e Trefilação Conceitos de Extrusão Conceitos de Trefilação
 Aula 3: Extrusão e Trefilação Conceitos de Extrusão Conceitos de Trefilação Extrusão é um processo de conformação plástica através do qual é reduzida ou modificada a seção transversal de um corpo metálico,
Aula 3: Extrusão e Trefilação Conceitos de Extrusão Conceitos de Trefilação Extrusão é um processo de conformação plástica através do qual é reduzida ou modificada a seção transversal de um corpo metálico,
Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais
 MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Ensaio de embutimento
 A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta