Projeto de um sistema de medição de baixo custo para avaliação dinâmica do controle de trajetória em máquinas automáticas
|
|
|
- Theodoro de Andrade
- 5 Há anos
- Visualizações:
Transcrição

1 CÂMPUS FLORIANÓPOLIS DEPARTAMENTO ACADÊMICO DE METAL MECÂNICA CURSO SUPERIOR DE ENGENHARIA MECATRÔNICA CHRISTIANO FRAGA ZIRBES Projeto de um sistema de medição de baixo custo para avaliação dinâmica do controle de trajetória em máquinas automáticas Florianópolis - SC 2017
2 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS FLORIANÓPOLIS DEPARTAMENTO ACADÊMICO DE METAL MECÂNICA CURSO SUPERIOR DE ENGENHARIA MECATRÔNICA CHRISTIANO FRAGA ZIRBES Projeto de um sistema de medição de baixo custo para avaliação dinâmica do controle de trajetória em máquinas automáticas Trabalho de Conclusão de Curso submetido ao Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina como parte dos requisitos para obtenção do título de Engenheira Mecatrônica. Professor Orientador: André Roberto de Sousa, Dr Eng. FLORIANÓPOLIS, DEZEMBRO DE 2017.
3 Projeto de um sistema de medição de baixo custo para avaliação dinâmica do controle de trajetória em máquinas automáticas CHRISTIANO FRAGA ZIRBES Este trabalho foi julgado adequado para obtenção do Título de Engenheira Mecatrônica e aprovado na sua forma final pela banca examinadora do Curso Superior de Engenharia Mecatrônica do Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina. Florianópolis, de de Banca Examinadora: André Roberto de Sousa, Dr. Eng. Aurélio da Costa Sabino Netto, Dr. Eng. Gabriel Costa Sousa, Msc.Tecn.
 estudante Christiano Fraga Zirbes, matrícula n o do Curso de Engenharia Mecatrônica, defendeu o trabalho intitulado PROJETO DE UM SISTEMA DE MEDIÇÃO DE BAIXO")
4 MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO FEDERAL PROFISSIONAL E TECNOLÓGICA INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CAMPUS FLORIANÓPOLIS DECLARAÇÃO DE FINALIZAÇÃO DE TRABALHO DE CURSO Declaro que o(a) estudante Christiano Fraga Zirbes, matrícula n o do Curso de Engenharia Mecatrônica, defendeu o trabalho intitulado PROJETO DE UM SISTEMA DE MEDIÇÃO DE BAIXO CUSTO PARA AVALIAÇÃO DINÂMICA DO CONTROLE DE TRAJETÓRIA EM MÁQUINAS AUTOMÁTICAS, o qual está apto a fazer parte do banco de dados da Biblioteca Hercílio Luz do Instituto Federal de Santa Catarina, Câmpus Florianópolis. Florianópolis, Prof. Orientador do T dré Roberto Sousa
5 Resumo Máquinas automáticas como máquinas ferramenta com comando numérico computadorizado (CNC) e robôs necessitam apresentar boa precisão no controle das trajetórias programadas e, para isso, contribuem principalmente sua precisão mecânica e o controle eletrônico eficiente da máquina. Erros de trajetórias em máquinas CNC e robôs acabam por gerar problemas de precisão comprometendo sua função e até causar acidentes nos processos em que atuam. Um dos métodos de ensaio normalizados para avaliar estes erros é o teste dinâmico de interpolação circular. Neste ensaio, a máquina ou robô é programado para cumprir uma trajetória circular e os erros em relação a este círculo programado são medidos em tempo real por uma escala de medição eletrônica acoplada a um dispositivo mecânico de alta precisão. É um método eficiente, mas que requer um sistema de medição sofisticado e de alto custo para a sua adequada realização. Este projeto teve como objetivo principal o projeto mecânico, eletrônico e de software, de um sistema de ensaio dinâmico de baixo custo, com a capacidade de ser instalado em máquinas automáticas e avaliar os seus erros de trajetória. O sistema foi projetado, com uma metodologia de projeto estruturada, buscando o emprego de componentes de precisão modulares e de custo mais baixo. O resultado do trabalho é o projeto detalhado do sistema de medição, com as especificações mecânicas, eletrônicas e de software para que o sistema seja construído em projeto de pesquisa em desenvolvimento no IFSC. Palavras-chave: ensaios geométricos, máquinas CNC, interpolação circular.
6 ABSTRACT Automatic machines such as computerized numerical control (CNC) machines and robots need to have good precision in controlling the programmed trajectories, and for this, mainly contribute their mechanical precision and efficient electronic control of the machine. Errors of trajectories in CNC machines and robots end up generating problems of precision compromising their function and even causing accidents in the processes in which they act. A standard test method for evaluating these errors is the dynamic circular interpolation test. In this test, the machine or robot is programmed to fulfill a circular path and errors in relation to this programmed circle are measured in real time by an electronic measurement scale coupled to a high precision mechanical device. It is an efficient method, but it requires a high cost measurement system. This project has as main objective the development of a dynamic test system of low cost, with the capacity to be installed in automatic machines and to evaluate its errors of trajectory. The system will be designed and built using modular precision components.
7 Sumário Resumo... 5 ABSTRACT Introdução Objetivos Objetivo Geral Objetivos Específicos Principais Erros em Máquinas Automáticas Norma ISO230-4: Ensaio dinâmico de interpolação circular Condições para o teste Meio ambiente Máquina a ser ensaiada Aquecimento da máquina Parâmetros de ensaio Projeto do Sistema de Ensaio de Interpolação Circular Projeto Informacional Definição dos Requisitos do cliente Pesquisa de anterioridades e Benchmark Projeto Conceitual Função Global Funções Parciais Matriz Morfológica Alternativas de concepção Avaliação das concepções Projeto Preliminar Detalhamento Funcional Funcionamento do teste Projeto detalhado Detalhamento mecânico Especificação dos mancais Base magnética Processos de fabricação Sensor de deslocamento... 31
8 3.4.4 Comunicação Especificação geométrica de componentes mecânicos CONCLUSÕES REFERÊNCIAS ANEXO A ANEXO B ANEXO C... 48
9 1. Introdução As máquinas automáticas apresentam limitações na sua parte mecânica e nos sistemas de controle eletrônico, que se traduzem em erros nas trajetórias programadas. Problemas mecânicos como componentes com erros de geometria, folgas e erros de montagem, se somam a limitações nos sistemas de controle eletrônico como retardo em servo motores, erros de medição da posição de eixos, parâmetros de controle mal ajustados, além de influências de dilatação térmica dos componentes. O somatório destas falhas, pode fazer com que a máquina automática não tenha a capacidade de cumprir trajetórias programadas com a exatidão e a velocidade requerida. Estes erros se transferem diretamente às tarefas de movimentação das máquinas, causando erros em peças usinadas, trajetórias de soldagem, dentre outros. Desta forma, é de grande importância poder avaliar a exatidão de uma máquina automática, durante e após o seu desenvolvimento. Com este objetivo existem diversos métodos de ensaio que podem ser aplicados para diagnosticar defeitos e indicar as causas e as devidas correções. Um destes métodos é o ensaio dinâmico de interpolação circular, no qual a máquina é programada para cumprir uma trajetória em forma de círculo. Para que cumpra bem esta trajetória, ela tem que apresentar uma boa exatidão mecânica na sua geometria e um controle eletrônico bem eficiente, caso contrário o círculo programado não será cumprido. Ao medir as distorções neste círculo programado pode-se diagnosticar imprecisões e identificar as causas. Este ensaio é normalizado pela norma ISO230 [Referência], sendo bastante praticado junto a fabricantes e usuários de máquinas automáticas. Os sistemas de medição empregados neste ensaio de interpolação circular são todos importados e de alto custo, não havendo tecnologia nacional nessa área. Consistem em um sensor de deslocamento acoplado à máquina a ser testada, conectado a um software que realiza a leitura de posição em tempo real, à medida em que a máquina executa a trajetória circular programada. Dado o alto custo de aquisição destes sistemas, sua utilização no Brasil é bastante restrita como método de ensaio para diagnóstico de falhas em máquinas automáticas. Este trabalho de conclusão de curso teve como objetivo principal o projeto mecânico, eletrônico e de software, de um sistema de ensaio dinâmico de baixo custo, com a capacidade de ser instalado em máquinas automáticas e avaliar os seus erros de trajetória. O sistema foi projetado, com uma metodologia de projeto estruturada, buscando o emprego de componentes de precisão modulares e de custo mais baixo.
10 1.1 Objetivos Com o objetivo de desenvolver um sistema de ensaio de baixo custo e adequado aos requisitos de exatidão do ensaio, está em desenvolvimento no IFSC um projeto de pesquisa, no qual este trabalho se insere, com os objetivos abaixo descritos. 1.2 Objetivo Geral Desenvolver as etapas do projeto de um sistema de ensaio dinâmico de baixo custo, com a capacidade de ser instalado em máquinas automáticas e avaliar os seus erros de trajetória. 1.3 Objetivos Específicos Estudar as normas de ensaio de interpolação circular Estudar sobre os erros em máquinas automáticas Pesquisar os sistemas de ensaio existentes no mercado; Desenvolver o projeto informacional e conceitual do sistema Desenvolver o projeto detalhado do sistema; Documentar o projeto mecânico, eletrônico e de software do sistema 2. Principais Erros em Máquinas Automáticas Segundo Sousa, 2000, a alta velocidade de produção trazida pelo CNC para as máquinas-ferramenta não mais tem sido suficiente para proporcionar uma vantagem competitiva aos seus usuários. Mais do que isso, buscam-se hoje equipamentos que aliem alta velocidade, exatidão e flexibilidade, permitindo a produção de peças diversificadas com tolerâncias estreitas, no menor tempo e com alta confiabilidade. Mais do que apresentar confiabilidade operacional é vital que os sistemas de fabricação apresentem exatidão necessária para a garantia de qualidade dimensional das peças usinadas. A manufatura atual requer que os sistemas de fabricação sejam capazes de atender às tolerâncias de projeto e de processo com pouca ou nenhuma intervenção manual, com um controle dimensional pós processo realizado com baixa frequência amostral. Infelizmente os processos de fabricação são sujeitos a vários fatores perturbadores da sua exatidão na forma de efeitos térmicos, rigidez da máquina, limitações do sistema de controle e erros geométricos nos componentes mecânicos. Por isso (figura 1), é limitada a exatidão possível de ser obtida nas

11 peças usinadas por qualquer máquina ferramenta. Estes fatores causam alterações indesejáveis no comportamento geométrico da máquina, provocando erros de posição e trajetória para os eixos da máquina, com reflexos na geometria final do produto. (A.SOUSA, 2000). Figura 1 Principais fontes de erro em máquinas automáticas. Fonte: Sousa, Os efeitos térmicos internos e externos à máquina alteram a sua geometria mecânica. Durante a operação, a máquina-ferramenta sofre influência térmica causadas por fatores internos e externos, que causam deformações térmicas na estrutura da máquina afetando seu comportamento geométrico. Internamente, os centros de usinagem possuem várias fontes de calor. Dentre as mais significativas estão: Motores de acionamento das mesas e ferramenta de corte; Fusos que transmitem o movimento dos motores às mesas da máquina; Mancais que suportam o movimento de mesas e ferramentas; O sistema hidráulico; O processo de corte e os cavacos que se depositam sobre a área de trabalho. O sistema de controle também possui não idealidades funcionais. Devido a limitações de tempo e de performance do CNC, trajetórias programadas nem sempre são seguidas pelos eixos móveis de uma máquina, principalmente em trajetórias curvas e nos cantos vivos, situações que exigem maior velocidade de processamento do CNC. Trajetórias circulares, muito comuns em usinagem devido à frequência de elementos circulares nas peças, apresentam ainda a influência da inversão dos eixos em cada quadrante do círculo, e esta inversão
12 exige uma resposta bem controlada dos servos motores, além de haver influência de folgas nos elementos de máquina empregados, principalmente fusos de esferas e porcas. A Rigidez Finita também é uma fonte de erros importante na medida em que esforços estáticos e dinâmicos sobre a máquina provocam deformações elásticas que alteram o seu comportamento geométrico. Os esforços de usinagem normalmente não são uma causa importante de deformações na estrutura da máquina visto que a condição de acabamento, que define a dimensão das peças, é realizado com baixos esforços de corte. Os Erros Geométricos da estrutura da máquina são fontes importantes de erros. Limitações na fabricação e montagem dos componentes da máquinaferramenta estão sempre presentes, e desgastes ocorridos com o uso da máquina juntamente com alterações estruturais modificam o comportamento geométricos da máquina, levando a erros de trajetória e posicionamento na movimentação dos seus eixos [64-67]. 2.1 Norma ISO230-4: Ensaio dinâmico de interpolação circular Os erros explicados no item anterior se manifestam de modo combinado no comportamento da máquina, sendo necessário o emprego de métodos normalizados para avaliar se o equipamento está operando dentro do seu erro máximo especificado. A Norma ISO230-4 é um destes documentos normalizados e traz uma especificação de teste mais voltada para a avaliação do comportamento dinâmico da máquina automática. Dado que o ensaio é realizado de modo rápido e sem carga estática ou esforço de corte, este teste objetiva principalmente avaliar erros de controle e erros geométricos da máquina. Erros térmicos e erros por falta de ridigez mecânica não são o objetivo principal do método. De um modo geral esta norma visa verificar a precisão cinemática de máquinas de 4 e 5 eixos (máquinas com 3 eixos lineares). Os testes podem verificar a precisão de contorno dos caminhos lineares e circulares, movendo simultaneamente os três eixos cartesianos tradicionais e 1 ou 2 eixos rotativos. Como com todos os padrões, isso proporciona uma medida de desempenho ao invés de fornecer dados de compensação para corrigir a máquina. Quase todos os testes que a norma ISO especifica podem ser realizados usando um ballbar, sistema de teste que será explicado mais adiante. Durante os movimentos de eixos múltiplos, uma máquina ferramenta estará tentando manter uma separação fixa entre a ponta da ferramenta e a peça de trabalho. Assim um ballbar é capaz de medir o desempenho de contorno,


13 medindo qualquer desvio entre a ponta da ferramenta e a peça de trabalho enquanto seguem os caminhos dos eixos. Com base nos testes podem ser identificados erros como: desajuste no sistema de controle, folgas e histerese, perpendicularidade entre eixos, erros de escala e na reversão de eixos e excesso de atrito e vibrações. Na figura 3 vemos uma ilustração do método da norma ISO Nesta figura pode-se verificar que a máquina é programada para deslocarse de modo circunferencial em relação a um centro de giro. A variação na distância entre a parte móvel e a parte fixa (raio de giro) tem que ser medida em tempo real à medida que a máquina executa o movimento radial. Se a máquina executa um círculo perfeito não há variação no raio de giro e, assim, o sensor nada mede. No entanto, devido às imperfeições normais no movimento da máquina, causado pelos fatores acima descritos, haverá variação no raio de giro, que deve ser medido e registrado pelo sistema de ensaio para posterior análise. Para cada tipo de erro que a máquina possui há um padrão de resultado gráfico gerado no ensaio. Uma máquina com erro de posicionamento em uma direção irá gerar uma elipse alinhada com o eixo de maior erro. Uma máquina com erro de perpendicularidade irá gerar um gráfico na forma de uma elipse inclinada a 45º. Uma máquina com histerese na movimentação dos eixos irá gerar um gráfico com descontinuidades em cada um dos quadrantes (0, 90, 180 e 270 graus), e assim por diante. Além das sinalizações que cada gráfico gera, deve-se também extrair parâmetros numéricos para cada erro. Figura 3 Ilustração do método previsto na norma ISO Máquina Automática Ensaio de interpolação circular Análise dos resultados e diagnóstico Erro de posicionamento linear Erro de perpendicularidade Desajuste no ganho dos servo motores Erro de histerese Fonte: O autor.
14 A título de exemplo de um dos procedimentos existentes na norma, para se determinar a histerese circular, devem ser medidas duas trajetórias reais consecutivamente, uma em sentido horário e outra em sentido anti-horário (ISO 230-4, 2001) na figura 4 temos uma exemplificação disto, onde os números significam: Zero - Inicio da trajetória; Um - Trajetória real, sentido horário; Dois - Trajetória real, sentido anti-horário; Figura 4 Histerese circular Fonte: Norma ABNT ISO Condições para o teste Para a realização dos testes previstos na norma ISO230-4, há que se cuidar com algumas condições para os experimentos, como condição ambiente, condição da máquina a ser ensaiada e aquecimento da máquina. Para tal estas condições são normatizadas conforme descrito a seguir Meio ambiente Nas situações onde a temperatura do ambiente pode ser controlada, esta deve ser mantida próxima a 20ºC. Nos casos onde a temperatura não for controlada, a máquina e o instrumento de medição devem permanecer no ambiente de ensaio tempo suficiente para alcançar uma condição térmica
15 estável antes de iniciar o ensaio. Os mesmos devem estar protegidos de correntes de ar e radiação externa (ISO 230-4,2001) Máquina a ser ensaiada A máquina deve estar completamente instalada e totalmente operacional. Todas as operações necessárias de nivelamento e verificações de funcionamento devem ser realizadas antes de iniciar os ensaios de histerese circular, desvio circular e radial. Todos os ensaios devem ser realizados com a máquina na condição sem carga, isto é, sem a peça de trabalho (ISO ,2001) Aquecimento da máquina Os ensaios devem ser precedidos por um procedimento apropriado de aquecimento especificado pelo fabricante da máquina ou acordado entre usuário e fornecedor/fabricante. Se nenhuma outra condição for especificada, os movimentos preliminares devem ser restritos somente aos necessários para montagem do instrumento de medição (ISO 230-4, 2001) Parâmetros de ensaio Diversos parâmetros de ensaio devem estar bem configurados e devem ser todos eles registrados para que se possa analisar os resultados de modo coerente. Segundo a norma (ISO 230-4,2001) estes parâmetros são: a) Diâmetro ou raio da trajetória nominal (programada); b) Avanço do contorno; c) Sentido de contorno (horário ou anti-horário); d) Eixos da máquina movimentados para produzir trajetória real; e) Localização do instrumento de medição na região de trabalho da máquina-ferramenta; f) Temperatura somente para medição do desvio radial; g) Método de aquisição de dados; h) Qualquer rotina de compensação da máquina usada durante o ciclo de ensaio; i) Posição das guias ou elementos moveis sobre os eixos que não estão sendo ensaiados.

16 3 Projeto do Sistema de Ensaio de Interpolação Circular Como metodologia de projetos foi utilizado o modelo ProDIP englobando as etapas de projeto informacional, projeto conceitual, projeto preliminar e projeto detalhado como visto na figura 01. Cada uma das etapas possuiu sua entrada e sua saída de informações, concluindo uma etapa e dando início à etapa seguinte. Neste trabalho desenvolveu-se até a etapa de projeto detalhado tendo como saída a documentação do produto. Figura 1 Modelo Prodip de metodologia de projetos Fonte: Projeto Integrado de Produtos. 3.1 Projeto Informacional Este item contém informações sobre o produto, tais como: definição do produto, clientes, e suas necessidades bem como o desenvolvimento e transformação das mesmas por solicitação dos interessados, requisitos do projeto e suas especificações, que serão as diretrizes para o desenvolvimento do produto.
17 3.1.1 Definição dos Requisitos do cliente Para o desenvolvimento do sistema de ensaio, os principais pré-requisitos são a boa exatidão, a facilidade de transporte, uma interface homem-máquina (IHM) simples e de fácil entendimento de instalação em máquinas CNC, e baixo custo de aquisição e manutenção. O sistema de medição deve apresentar, como requisitos de exatidão: Capacidade de medição de deslocamentos com erro máximo abaixo de 1m; Capacidade de adquirir sinais a uma taxa de aquisição de 100 Hz Pesquisa de anterioridades e Benchmark Para assegurar que as máquinas automáticas atendam às exigências de precisão especificados, é necessário avaliar experimentalmente a sua capacidade de controle de posição e trajetórias, e, com esse objetivo, há diversas normas internacionais [ISO230, VDI3441, ANSI/ASME B ] que definem ensaios padronizados. Em alguns destes testes, a máquina é programada para cumprir uma trajetória e um sistema de medição é empregado para avaliar, em tempo real, os erros em relação à trajetória ideal programada. Como resultado, consegue-se diagnosticar se a máquina atende aos requisitos de precisão especificados, além de identificar erros que podem ser corrigidos. Este teste é bastante significativo para se conhecer a condição da máquina pois é realizado em modo dinâmico. Folgas, vibrações, erros de controle e outros que existam na máquina serão detectados. Para este tipo de avaliação, pode-se citar algumas soluções mais atuais. Em comum estas tecnologias têm o fato de serem bastante sofisticadas e eficientes para o teste de máquinas, serem todas importadas e com alto custo de aquisição. Interferômetros a laser com dispositivos ópticos para ensaios de posicionamento e trajetória; Placa óptica sensível com a capacidade de rastrear a posição e trajetória dos eixos móveis da máquina; Barra de esferas telescópica para ensaio dinâmico de interpolação circular; Laser tracker com a capacidade de rastrear a posição na máquina no espaço tridimensional.

18 Focado na busca de uma solução de baixo custo foi realizada uma pesquisa para se descobrir o que já existe atualmente no mercado brasileiro e internacional. A empresa que mais se destacou nesta busca foi a empresa Renishaw da Inglaterra, tradicional fabricante de sistemas de medição de precisão. A empresa possui um produto muito eficiente e bem fabricado, de utilização bastante simples e prática. Junto do hardware (figura 2), integra-se um software para o gerenciamento de todo o processo de medição, aquisição dos dados de medição, geração do gráfico característico do ensaio e dos parâmetros numéricos dos erros. A figura 3 ilustra a interface deste produto. Figura 2 Sistema Ballbar da empresa Renishaw Fonte: Renishaw.com O ballbar apresentado pela empresa indica facilidade, rapidez e precisão nos testes realizados com ele. Segundo a empresa, O teste com o ballbar possibilita a verificação simples e rápida do desempenho de posicionamento da máquina-ferramenta CNC em conformidade com as normas internacionais, permitindo que os usuários comparem e acompanhem o desempenho de suas máquinas e rapidamente diagnostiquem os problemas e a causa dos erros. (RENISHAW, 2015). Este ballbar ainda possui acessórios extras: uma extensão que possibilita o aumento do raio de circunferência para o teste e um adaptador para testes em máquinas de dois eixos.

19 Figura 3 - Software BallBar 20 Fonte: Renishaw.com Outro método similar ao sistema ballbar da Renishaw é o sistema de comparação VM 182 da empresa Heidenhain da Alemanha. O sistema é indicado para testes de aprovação, inspeção e calibração de máquinas-ferramentas e equipamentos de medição. Tem uma faixa de medição de 1520 mm. O VM 182 pode ser usado para determinar as curvas de erro (linear e não linear), assim como o erro de inversão de eixos, ortogonalidade e erro de posicionamento do sistema de movimentação analisado este produto pode ser visto na figura 4, de acordo com a norma ISO (HEINDENHAIN, 2014). Em comum aos dois sistemas propostos pelas empresas está uma alta exatidão de medição com uma simplicidade e agilidade nos testes. Fornecem uma visão geral do estado da máquina e, pelo fato de serem importados, possuem custo de aquisição considerável dados todos os encargos fiscais e diferenças cambiais existentes entre o Brasil e os seus países de origem. Este custo de aquisição acaba por desmotivar a indústria nacional à prática de ensaios periódicos de diagnóstico de suas máquinas ferramenta, e desperdiçar todo o potencial de melhorias possíveis de implementar em processos de usinagem.

20 Figura 4 VM Fonte: HEINDENHAIN 3.2 Projeto Conceitual Nesta etapa do modelo prodip do projeto conceitual, as informações coletadas na etapa anterior são usadas para definir um produto que gere uma função global a ser atendida e, para que isto ocorra, se faz necessário que as sub-funções cumpram o seu papel a fim de que a máquina atenda com eficiência a sua finalidade. Isto posto, se focou na maneira como resolver as sub-funções do produto passando-se, então, para a etapa de criar concepções do produto, avaliando informações e dados baseados na qualidade e nas vantagens e desvantagens de uso para o mesmo. Depois de analisados os diversos conceitos decidiu-se qual atendeu as nossas exigências, sendo feito um esboço do mesmo Função Global A função definida como global será a de fazer a medição com exatidão das variações mínimas no raio enquanto a máquina segue uma trajetória circular programada ao redor da mesa Funções Parciais Combinando as seguintes funções parciais se compõe a função global. Medir (sensor) Fixar na máquina (produto) Transmitir dados (comunicação com computador)

21 Gerar gráfico Calcular os erros Energia Programação CNC Medir Dados Matriz Morfológica A partir das funções parciais foi elaborada a Matriz Morfologia, que apresenta as possíveis soluções para avaliar a aplicação e custo-benefício dos componentes na tabela 1. Tabela 1 Componentes e aplicações Funções Medir Fixar na mesa Transmitir dados Deslocamento Aquisição de dados LVDT Base Magnética Cabo de dados Mancal magnético Excel Meios Régua potenciométrica Parafusar na mesa Placa condicionadora de sinal Mancal linear Software Renishaw Fonte: O autor Relógio comparador Parafuso e porca Cabo serial Rolamento de esferas AD Alternativas de concepção Após a conclusão da matriz morfológica passou-se a ter as funções e subfunções definidas, obtendo-se a base necessária para a formulação de concepções alternativas, baseadas na seleção de componentes, as quais são


22 formuladas tendo em vista a viabilidade de implantação, custo-benefício e as funcionalidades específicas. Neste sentido duas concepções foram elaboradas, descritas na tabela 02 e visualizadas na figura 5. A concepção 1 consta de uma barra telescópica com um sensor LVDT no seu interior, com a capacidade de ser fixada pelas extremidades nas partes fixa e móvel da máquina. A concepção 2 consta de uma chapa onde está fixado um relógio comparador eletrônico como sensor. Este sensor apalpa uma barra fixada no eixo árvore de máquina. A chapa está conectada à mesa da máquina por meio de um rolamento e um eixo conectado a uma base magnética. Tabela 2 Concepções do sistema idealizado Funções Concepção 1 Concepção 2 Sensor LVDT Relógio comparador Fixar na mesa Base magnética Base magnética Transmitir dados Placa condicionadora de sinal Cabo de transmissão Deslocamento Rolamento linear Barra cilíndrica Aquisição dos dados Programa Excel Software insize Fonte: O autor Figura 5 Concepções idealizadas Concepção 1 Concepção 2 Fonte: O autor
23 Avaliação das concepções Após gerar as possíveis concepções, foi necessária a formulação de um método avaliativo para a escolha da concepção vencedora. Esse método requer levar em consideração os requisitos de cliente e de projeto, para que a concepção final escolhida atenda da melhor forma possível as necessidades do mesmo. Para tal avaliação, formulou-se os seguintes critérios: Capacidade de medição no plano Capacidade de medição no espaço Exatidão do sensor Exatidão esperada para o sistema Custo de desenvolvimento Praticidade operacional Facilidade de Manutenção Para estes critérios foram estabelecidas métricas quantitativas e qualitativas e as duas concepções foram avaliadas, como pode ser visto na tabela 3. Tabela 3 Avaliação das concepções do sistema idealizado Concepção 1 Concepção 2 Capacidade de medição no plano Sim Sim Capacidade de medição no espaço Sim Não Exatidão do sensor 0,01 m 1 m Exatidão esperada para o sistema 0,5 m 5 m Custo de desenvolvimento R$ 3.000,00 R$ 1.200,00 Praticidade operacional Alta Alta Facilidade de Manutenção Média Alta Nesta avaliação observa-se que a concepção 2 é bem mais simples e de custo mais baixo. No entanto, apresenta limitações operacionais pois só é capaz de realizar testes no plano enquanto a concepção 1 pode fazer no espaço. Mais do que essa limitação operacional, há a limitação de exatidão metrológica esperada para a concepção 2, devida sua simplicidade funcional e a aspectos de projeto como: Menor rigidez nas fixações Menor exatidão no sensor de deslocamento Influência da exatidão de giro do rolamento Influência do erro de forma do eixo apalpado pelo relógio comparador
24 Limitação na frequência de aquisição pelo relógio comparador A concepção 1 mostra-se, em princípio, metrologicamente mais vantajosa por aspectos como: Sensor com exatidão superior Obediência ao princípio de Abbe Maior rigidez mecânica Menor número de partes móveis Menor influência de erros de forma de componentes No entanto, o custo do sistema é maior, principalmente pelo custo do LVDT, além do circuito de condicionamento de sinais ser mais elaborado. Dado que a exatidão da concepção 2 é insuficiente para atender os requisitos do cliente especificados no projeto informacional, esta concepção foi descartada. Deste modo, após a avaliação de todos os fatores decisivos na escolha da concepção final que supriria de forma mais eficaz a demanda do cliente, sem ter que abrir mão de uma solução economicamente viável e que seja de interesse do mesmo, o projeto prosseguiu detalhando a concepção Projeto Preliminar Após definido o conceito a ser seguido deu-se início a fase preliminar do projeto, que visa dar dimensão e funcionalidade a concepção criada anteriormente. É nesta fase que se inicia a seleção dos componentes e equipamentos, modelagem de peças e estudo das funcionalidades que farão com que os requisitos do cliente sejam satisfeitos, de maneira a respeitar suas especificações, dimensionamento e viabilidade econômica. Para tais tarefas foram utilizados softwares computacionais como Solidworks e Microsoft Visio os quais nos auxiliaram na modelagem do equipamento e elaboração do diagrama funcional Detalhamento Funcional
25 Com o intuito de esclarecer o funcionamento do equipamento como um todo, explicaremos a seguir o funcionamento de cada uma das concepções, mostrando a diferença de funcionamento entre elas Funcionamento do teste Como o objetivo final das duas perspectivas e a execução do teste de ballbar, iremos descrever o teste com maiores detalhes, demostrando a diferença de cada uma delas no momento das etapas do teste. Em teoria toda máquina CNC que você designar irá seguir à risca as coordenadas que estão no programa. No caso deste teste, se for programado que se faça uma circunferência o círculo seria perfeito e com raio constante durante o percurso da máquina, porém, o que se vê na prática, mostra que muitos fatores na sua geometria, podem apresentar desgaste de peças e o controle pode acarretar com que este raio feito pelo equipamento, saia de sua trajetória programada. Neste sentido é que entra o teste de ballbar que compara o real com o programado e assim se teria a medida de precisão do equipamento CNC. Para iniciar-se o teste se fixa a base magnética como é visto na figura 11 a mesa do equipamento CNC. Figura 11 Base com haste.

26 Fonte: O autor Após isso deve-se com cuidado fixar o conjunto contendo o sensor LVDT como mostra a figura 12. Figura 12 Conjunto com LVDT.

27 Fonte: O autor Com os passos anteriores deve-se preparar o CNC em que o teste será realizado e, neste caso, pode-se realizar teste. Para que isso ocorra, prenda a peça conexão eixo-arvore no suporte de ferramenta do CNC zere o centro de usinagem prenda a peça com a esfera no eixo arvore do equipamento e com cuidado aproxime da montagem anteriormente realizada, na figura 13 temos uma percepção melhor do equipamento podemos observar os imãs que ficam no cone da base, assim como o sensor LVDT no interior do tubo.

28 Figura 13 Equipamento montado Fonte: O autor Com os componentes mecânicos montados passamos, à parte de preparação de comunicação para que possamos ajustar e preparar a comunicação via software. Para isso, será utilizado uma placa condicionadora de sinal desenvolvida para este trabalho, para a comunicação com o computador será utilizada uma entrada USB.
29 Após o sistema estar todo montado, passa-se ao ensaio propriamente dito. A máquina é comandada a deslocar-se em interpolação circular e o comparador irá medir os desvios em relação a esta trajetória circular o cabo de aquisição de dados irá enviar ao software pontos de amostragem definidos pelo usuário, 4 aquisições por segundo seria uma taxa de amostragem adequada, na figura 114 temos um ensaio realizado testando o controle numérico da máquina no lado A temos o resultado sem a ação do controle, mostrando um Backlash na inversão do sentido de giro dos eixos, no lado B o sistema de controle entra em ação tentando amenizar este erro. Figura 14 Teste circular em um centro de usinagem Fonte: W. Knapp Em seu artigo para um seminário de engenharia de precisão W Knapp demonstra erros utilizando um software projetado por ele para mostrar que vários erros influenciam este teste, estes erros estão disponíveis no ANEXO A deste trabalho. 3.4 Projeto detalhado Após definidas as soluções aplicadas ao projeto, partiu-se para o detalhamento, onde os módulos foram adequados e as especificações dos componentes disponíveis, contendo uma descrição especifica de cada módulo, com os esquemas e folhas de desenho dos mesmos Detalhamento mecânico
30 Tendo em vista o início do processo de fabricação foram geradas as folhas de desenho das peças que passariam por algum processo. Estas se encontram no ANEXO B ao final deste trabalho Especificação dos mancais A solução utilizada para concepção 1: Rolamento linear fechado, modelo LM6SUU com diâmetro interno de 6mm e externo de 12mm com comprimento de 19mm. Esta escolha ocorreu em função das características de exatidão que para este rolamento são Base magnética Como solução para a fixação definiu-se por projetar e construir uma base magnética específica para o projeto, em função das especificidades técnicas e ao menor custo. Esta base magnética utilizará um imã circular de neodímio com revestimento de cromo níquel inserida no suporte da base. As especificações desta base são: Força de 2,5kgf; Diâmetro de 10mm; Altura de 2mm Processos de fabricação Na tabela 3 abaixo, são descritos os processos utilizados para a fabricação das peças que não serão adquiridas prontas. Tabela 3 Processos de fabricação Peças Processo Máquinas utilizada Haste conexão eixo máquina Torneamento Torno CNC
31 Base magnética Fresamento Centro de usinagem CNC Conexão esfera tubo maior Torneamento Torno CNC Conexão esfera tubo menor Torneamento Torno CNC Fonte: O autor Sensor de deslocamento Para o sensor da concepção 2 que foi escolhido um relógio comparador da marca Insize modelo F com capacidade de medição de 12,7mm/0.5, resolução de 0,001mm/ , com entrada para cabo de dados. Para a concepção 1 foi adotado um sensor LVDT (Linear Variable Differential Transformer) da marca Peter Hirt Gmbh, modelo T101F. Na tabela 4 podemos ver algumas de suas características. Uma breve explicação do funcionamento de um sensor LVDT seria que para se realizar a medição, aplica-se uma corrente alternada a bobina primaria, acarretando uma tensão em cada uma das bobinas secundarias que é proporcional a indutância mutua com a bobina primária. Geralmente a frequência está entre 1 e 10 Baseado na movimentação do núcleo, a indutância mútua se altera, ocasionando com que as tensões nas bobinas secundárias se alterem. Quando o núcleo está na posição central, equidistante em relação às duas bobinas secundarias, tensões iguais, porém opostas são induzidas nas bobinas sendo assim a tensão total de saída igual a zero. Se o núcleo é movimentado em uma direção a tensão em uma das bobinas secundárias aumenta enquanto a outra diminui, assim a tensão aumenta de zero para um máximo, esta tensão está em fase com a tensão da bobina primaria. Quando o núcleo se move em outra direção a tensão de saída também aumenta de zero para um máximo, mas sua fase é oposta à fase primária. A amplitude da
32 tensão na saída é proporcional à distância percorrida em seu núcleo. Sendo assim a fase da tensão indica a direção do deslocamento. Sendo assim, segundo catalogo do fabricante de nosso sensor a bobina primaria e as duas secundarias possuem as ligações expressas na figura 15. Figura 15 Sensor LVDT Fonte: Peter Hirt.ch Tabela 4 Propriedades sensor LVDT Faixa de medição(mm) Vida útil Ponteira Plug ± 2mm >10 milhões de ciclos 3mm feita de tungstênio, com rosca M2.5 para fixação 5 Pinos Repetibilidade 0,01 µm Frequência do driver Sensibilidade 13kHz ±5% 3 V ± 0.5%RMS Fonte: Figura 15 Fios do sensor LVDT

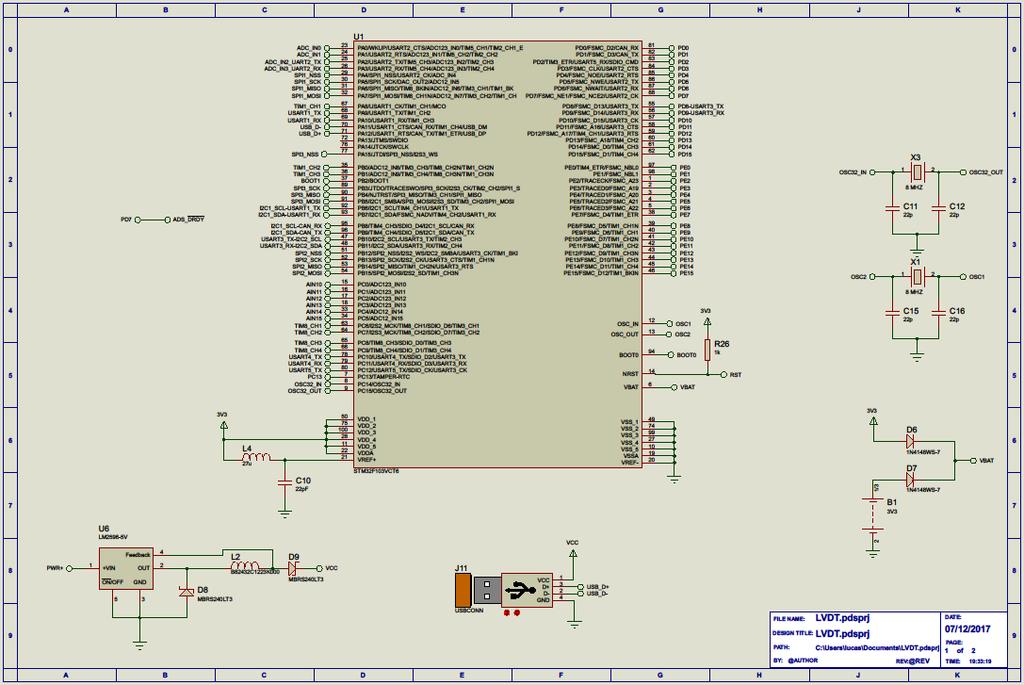
33 Fonte: Singer instruments and control Comunicação Solução para a concepção 2: Cabo de dados da Insize modelo RS232. Com este modelo acompanha um software para coleta dos pontos que pode ser importado para uma planilha de Excel. Solução para concepção 1: Para este equipamento será necessária uma placa condicionadora de sinal para comunicação com computador no ANEXO C pode-se ver o esquemático inicial proposto da placa. Embora dispormos de algumas soluções prontas no mercado, foi decidido que iríamos desenvolver uma na Instituição e para isso foi feito um estudo para entender melhor o que seria necessário para o bom funcionamento do sensor, assim chegou-se a um diagrama que pode ser observado na figura 16 e escolhido utilizar um micro controlador AD 698 que já é bem conhecido no mercado para cuidar do sinal do LVDT e um stm 32 para transmitir os dados ao computador, podemos ver o diagrama funcional de blocos do AD 698 na figura 17. Figura 16 Diagrama de uma placa para LVDT

34 Fonte: O autor Figura 17 Diagrama funcional de blocos AD698 Fonte: AD698 Datasheet Especificação geométrica de componentes mecânicos Para que o sistema de medição possa apresentar exatidão desejada é necessário que vários de seus componentes não tenham erro dimensional e de forma acima de certos valores. Neste item são descritos estes componentes e suas tolerâncias. A montagem do sistema e a sua operacionalização irá agregar erros aos resultados das medições. Embora o sensor LVDT tenha exatidão sub micrométrica, espera-se que o sistema completo apresente erros de medição abaixo de 1 m, atendendo assim as necessidades dos ensaios.

35 Esferas As esferas onde são fixadas aas bases que irão nas partes fixa e móvel da máquina não podem ter uma ovalização grande pois isso irá fazer deslocar o sensor, causando um falso erro na trajetória circular da máquina. As esferas escolhidas são de classe de precisão 1, com um erro de forma inferior a 0,002 mm, conforme mostra a figura 18. Figura 18 Detalhe da esfera de aço Fonte: O autor Cone de fixação na mesa A região de contato do cone com a esfera não pode ter um erro de forma elíptico pois isso iria provocar uma folga no acoplamento esfera-cone. Desse modo, este assentamento do cone deve ter um erro de circularidade abaixo de 0,002 mm, como mostra a figura 19. Um erro de forma trilobular, por exemplo,

36 que garanta que a esfera se apoie sempre em 3 pontos no cone, não trará problemas de exatidão ao sistema. Figura 19 Detalhe Cone de fixação Fonte: O autor Tubo de sustentação do sistema Para que o LVDT não fique com folgas radiais excessivas dentro do tudo é necessário que o diâmetro interno deste tubo apresente uma tolerância dimensional de 0,2 mm, como mostra a figura 20. Figura 20 Detalhe tubo exterior

37 Fonte: O autor É importante observar que muitas das tolerâncias especificadas são bastante precisas. Diante disso talvez não se consiga fabricar dentro destes limites, mas, mesmo assim, as peças podem funcionar bem dentro do sistema. Por isso, após a fabricação as peças devem ser medidas em máquinas de medir de alta exatidão do laboratório de metrologia e os erros encontrados devem ser analisados se comprometem a função do sistema de teste. Caso comprometam a função, os componentes devem ser fabricados novamente ou corrigidos. Caso não comprometam a função, podem ser montados e utilizados. 6 CONCLUSÕES O presente trabalho de conclusão de curso buscou estudar em detalhes o ensaio de interpolação circular recomendado pela norma ISO230-4 e conceber um sistema de teste de baixo custo para a realização deste ensaio. A razão de escolher este tipo de ensaio decorreu da sua grande praticidade operacional, ser reveladora de vários erros da máquina, e de poder ser realizada com instrumentação de custo mais baixo do que outros ensaios geométricos. O desenvolvimento deste projeto propiciou o conhecimento em detalhes da realidade existente no Brasil em termos de instrumentação para ensaios de máquinas e da importância da prática de ensaios periódicos em máquinas ferramenta CNC. Muito poucas empresas usuárias de máquinas automáticas possuem a cultura de ensaios em suas máquinas e, com isso, há um grande potencial de vantagens que são desperdiçadas. Umas das principais causas para isso é o custo da instrumentação empregada nos testes, inacessível para grande parte das empresas no mercado nacional. Diante desta realidade procurou-se desenvolver um sistema que apresentasse viabilidade técnica para ser utilizada nestes ensaios e que tivesse um custo baixo para motivar usuários de máquinas a ensaios frequentes.
38 A partir da caracterização do mercado alvo e dos requisitos dos clientes, iniciou-se a tarefa de desenvolver conceitos de solução que foram elaborados e avaliados mediante critérios de valor. Essa valoração permitiu definir uma das concepções como mais promissora, sobre a qual se fez um detalhamento do projeto mecânico e eletrônico. Neste detalhamento se projetou um sistema mecânico capaz de ser empregado no teste de interpolação, se estudou e se definiu opções de mercado em termos de componentes mecânicos e sensores. Desse trabalho resultou o projeto detalhado do sistema de teste apresentado neste documento, que tem como sensor um LVDT de alta exatidão e baixo custo. Além do sistema mecânico, se pesquisou e se definiu os componentes eletrônicos para elaborar circuitos de alimentação elétrica do LVDT e de tratamento dos sinais gerados pelo sensor. Para a comunicação destes sinais com um computador se pesquisou e se definiu componentes de hardware capazes de realizar esta operação com a velocidade necessária ao ensaio. Todos estes circuitos e componentes foram modelados e especificados. Os sistemas mecânicos e eletrônicos foram, assim, especificados e projetados para atender um requisito de exatidão definidos nas etapas iniciais do projeto. No entanto, a implementação prática deste projeto tem que ser acompanhada de medições e testes de calibração e validação. Estes ensaios certamente irão revelar necessidades de otimização do sistema e são imprescindíveis na obtenção de um sistema de teste que atenda com proficiência as necessidades. Dado que um dos motivadores do trabalho foi o baixo custo do sistema de ensaio, fez-se uma análise econômica do sistema desenvolvido, havendo a estimativa de que o seu custo final esteja abaixo de R$ 3.500,00 sendo o principal item de custo o sensor LVDT. Sistemas comerciais disponíveis no mercado custam cerca de R$ ,00 (sessenta mil reais). Como já citado, dado o alto custo de aquisição destes sistemas, sua utilização no Brasil é bastante restrita como método de ensaio para diagnóstico de falhas em máquinas automáticas. Diante dos objetivos estabelecidos no início do trabalho, constata-se que o mesmo foi concluído com êxito. Este projeto terá continuidade no contexto de projeto de pesquisa do IFSC onde serão realizadas a parte de integração entre mecânica, eletrônica e de software, além da sua validação metrológica. Esperase com a finalização do projeto de pesquisa gerar um sistema de medição que terá utilidade didática em disciplinas da área de mecânica de precisão em cursos técnicos, de graduação e de pós-graduação do departamento de mecânica, disponibilizados também para outros Campi do IF-SC. O projeto do sistema foi a primeira etapa deste objetivo.
39 7 REFERÊNCIAS Anderson, P. H. Methodology for evaluating the production accuracy of machine tools. Tese de Doutorado - Tampere University of Technology, Publications 102, HEIDENHAIN (Germany) (Org.). Measuring Systems for Machine Tool Inspection and Acceptance Testing Disponível em: < Acesso em: 25 SET RENISHAW (Org.). Telescoping ballbar systems Disponível em: < Acesso em: 8 SET BACK, N. ET AL.. Projeto Integrado de Produtos: Planejamento, Concepção e Modelagem. Barueri/SP: Editora Manole, PETER HIRT Gmbh (Suiça). Disponivél em: < Acesso em: 15 OUT 2017 ISO 230-4, Test code for machine tools Part 4: Circular tests for numerically controlled machine tools, ISO; ISO 230-1, Código de ensaio de máquina-ferramenta Parte 1: Exatidão geométrica de máquina-ferramenta operando sem carga ou em condições de acabamento, ISO, SOUSA A, Padrões Corporificados e a Tecnologia de Medição por Coordenadas Inovando a Qualificação Geométrica de Centros de Usinagem, Julho, Knapp W. (Switzerland). Testing NC Machine Tools WithThe Circular Test. Institut fur Werkzeugmaschinenbau und Fertigungstechnik
40 ETH Zurich, Switzerland D Knapp W. (Switzerland). Circular test for three-coordinate measuring machines and machine tools. Switzerland, Knapp W. Control of the accuracy of a multi-coordinate measuring machine UNO/ECE Seminar on Present Use and Prospects for Precision Measuring Instruments in Engineering Industries, Dresden, GDR, September 1982, paper R2.
41 ANEXO A Na tabela abaixo Knapp mostra e detalha os erros mostrados acima
42 Alguns erros de não perpendicularidades que não estavam na tabela, ele rretrata na figura abaixo.
43 ANEXO B
44
45
46
47
48 ANEXO C
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC)
") AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) Tópicos que serão explorados na aula Introdução Tipos de MMCs Sistema de medição (as réguas e apalpadores) Programas computacionais Erros Compensação (Calibração
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) Tópicos que serão explorados na aula Introdução Tipos de MMCs Sistema de medição (as réguas e apalpadores) Programas computacionais Erros Compensação (Calibração
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC)
") AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) ERROS ERROS ERRO DE ABBÈ ERROS ERROS GEOMÉTRICOS Erros de Translação Retilineidade horizontal YAW Retilineidade vertical Erro de posição Erros de Rotação Erro
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) ERROS ERROS ERRO DE ABBÈ ERROS ERROS GEOMÉTRICOS Erros de Translação Retilineidade horizontal YAW Retilineidade vertical Erro de posição Erros de Rotação Erro
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
 Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiras Máquinas Ferramentas Manuais Movimentação através de volantes, manivelas, alavancas e correias Automação através de cames e seguidores (alto volume de produção) Controle Manual - Torno Automático
Primeiro Ano/Trimestre 2 Carga horária total: 135 h (Eletivas)
") Curso Técnico (Integrado/Concomitante/Subsequente) em Curso de (Engenharia, Tecnologia, Licenciatura) em Mestrado Profissional em Mecatrônica CÂMPUS FLORIANÓPOLIS MATRIZ CURRICULAR Primeiro Ano/Trimestre
Curso Técnico (Integrado/Concomitante/Subsequente) em Curso de (Engenharia, Tecnologia, Licenciatura) em Mestrado Profissional em Mecatrônica CÂMPUS FLORIANÓPOLIS MATRIZ CURRICULAR Primeiro Ano/Trimestre
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
CNC Comando Numérico Computadorizado
 CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
- Solução de problemas complexos de aquisição e processamento dos dados, viabilizando tecnicamente a medição;
 Capítulo 10 AUTOMAÇÃO DO CONTROLE DIMENSIONAL 10.1 INTRODUÇÃO A utilização do computador na metrologia dimensional e/ou controle de qualidade geométrica não é uma questão de racionalização de mão-de-obra
Capítulo 10 AUTOMAÇÃO DO CONTROLE DIMENSIONAL 10.1 INTRODUÇÃO A utilização do computador na metrologia dimensional e/ou controle de qualidade geométrica não é uma questão de racionalização de mão-de-obra
DESENVOLVIMENTO E CONSTRUÇÃO DE UMA BANCADA COM MOTOR HIDRÁULICO INSTRUMENTALIZADA PARA TESTES 1
 DESENVOLVIMENTO E CONSTRUÇÃO DE UMA BANCADA COM MOTOR HIDRÁULICO INSTRUMENTALIZADA PARA TESTES 1 Felipe Ricardo Engelmann 2, Valdomiro Petry 3, Antonio Carlos Valdiero 4, Luiz Antônio Rasia 5. 1 Resultados
DESENVOLVIMENTO E CONSTRUÇÃO DE UMA BANCADA COM MOTOR HIDRÁULICO INSTRUMENTALIZADA PARA TESTES 1 Felipe Ricardo Engelmann 2, Valdomiro Petry 3, Antonio Carlos Valdiero 4, Luiz Antônio Rasia 5. 1 Resultados
Circuitos Elétricos 40 Módulo 1 Eletrônica Geral 80 Módulo 1. Hidráulica e Pneumática II 40 Módulo 1. Tecnologia dos Materiais 40 Módulo 1
 Curso Técnico Concomitante em Mecatrônica CÂMPUS LAGES MATRIZ CURRICULAR Módulo/Semestre 1 Carga horária total: 320h Unidade Curricular C/H Semestral Pré-Requisito Instalações e Comandos Elétricos 60 Não
Curso Técnico Concomitante em Mecatrônica CÂMPUS LAGES MATRIZ CURRICULAR Módulo/Semestre 1 Carga horária total: 320h Unidade Curricular C/H Semestral Pré-Requisito Instalações e Comandos Elétricos 60 Não
PMR3507 Fábrica digital
 LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
Colisões em Máquinas de Medir 3D
 Formação Avançada em Metrologia 3D Colisões em Máquinas de Medir 3D Colisões em Máquinas de Medir Este material informativo aborda a questão de colisões em máquinas de medir por coordenadas, suas causas
Formação Avançada em Metrologia 3D Colisões em Máquinas de Medir 3D Colisões em Máquinas de Medir Este material informativo aborda a questão de colisões em máquinas de medir por coordenadas, suas causas
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
CONTROLE DIMENSIONAL MONTAGEM DE MÁQUINAS ALINHAMENTO DE EIXOS DE MÁQUINAS COM RELÓGIO COMPARADOR
 Página: 1 de 11 1. OBJETIVO Este procedimento tem por objetivo estabelecer o procedimento a ser empregado no nivelamento de bases e alinhamento de eixos de máquinas. Este procedimento é aplicável na execução
Página: 1 de 11 1. OBJETIVO Este procedimento tem por objetivo estabelecer o procedimento a ser empregado no nivelamento de bases e alinhamento de eixos de máquinas. Este procedimento é aplicável na execução
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
CENTRO DE USINAGEM VERTICAL DE 5 EIXOS. Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho
 CENTRO DE USINAGEM VERTICAL DE 5 EIXOS Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho CENTRO DE USINAGEM VERTICAL DE 5 EIXOS AX 320 / AX 450 As peças estruturais de
CENTRO DE USINAGEM VERTICAL DE 5 EIXOS Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho CENTRO DE USINAGEM VERTICAL DE 5 EIXOS AX 320 / AX 450 As peças estruturais de
4 Bancada Experimental e Aquisição de Dados
 4 Bancada Experimental e Aquisição de Dados Com o objetivo de avaliar e complementar a análise das equações matemáticas desenvolvidas no capítulo 2, faz-se necessário realizar práticas experimentais. Com
4 Bancada Experimental e Aquisição de Dados Com o objetivo de avaliar e complementar a análise das equações matemáticas desenvolvidas no capítulo 2, faz-se necessário realizar práticas experimentais. Com
Técnica Industrial Oswaldo Filizola Ltda. Manual de Instruções Máquina Universal de Ensaios mod. CME. rev. maio/11
 Técnica Industrial Oswaldo Filizola Ltda. Manual de Instruções Máquina Universal de Ensaios mod. CME Índice Introdução... 3 Instalação... 3 Descrição da máquina... 4 Manutenção... 6 Manutenções programadas...
Técnica Industrial Oswaldo Filizola Ltda. Manual de Instruções Máquina Universal de Ensaios mod. CME Índice Introdução... 3 Instalação... 3 Descrição da máquina... 4 Manutenção... 6 Manutenções programadas...
2 Fundamentos teóricos
 20 2 Fundamentos teóricos 2.1. Motores de passo Motores de passo são atuadores eletromecânicos incrementais não-lineares. Permitir um controle preciso de posição e velocidade, aliado a um baixo custo,
20 2 Fundamentos teóricos 2.1. Motores de passo Motores de passo são atuadores eletromecânicos incrementais não-lineares. Permitir um controle preciso de posição e velocidade, aliado a um baixo custo,
TubeInspect. Garantia de qualidade e eficiência na fabricação de tubos MEÇA A VANTAGEM
 TubeInspect Garantia de qualidade e eficiência na fabricação de tubos MEÇA A VANTAGEM TubeInspect Garantia de qualidade e eficiência na fabricação de tubos Sistema óptico para medições de tubos A demanda
TubeInspect Garantia de qualidade e eficiência na fabricação de tubos MEÇA A VANTAGEM TubeInspect Garantia de qualidade e eficiência na fabricação de tubos Sistema óptico para medições de tubos A demanda
CENTRO DE USINAGEM HORIZONTAL. Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho
 CENTRO DE USINAGEM HORIZONTAL Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho CENTRO DE USINAGEM HORIZONTAL Mesa 500 x 500 Curso de 650 x 560 x 560 mm Mesa com divisões
CENTRO DE USINAGEM HORIZONTAL Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho CENTRO DE USINAGEM HORIZONTAL Mesa 500 x 500 Curso de 650 x 560 x 560 mm Mesa com divisões
Apalpador OTS sem cabo para preset de ferramentas
 Folheto Apalpador OTS sem cabo para preset de ferramentas Rápido e preciso preset de ferramentas na máquina e detecção de ferramenta quebrada Transmissão óptica modulada confiável Excelente desempenho
Folheto Apalpador OTS sem cabo para preset de ferramentas Rápido e preciso preset de ferramentas na máquina e detecção de ferramenta quebrada Transmissão óptica modulada confiável Excelente desempenho
Módulo I Carga horária total: 400h
 Curso Técnico Integrado em MECÂNICA CÂMPUS ITAJAÍ MATRIZ CURRICULAR Módulo I Carga horária total: 400h Português e História da Literatura Brasileira I 2 Educação Física I 2 Artes I 2 Matemática I 4 Física
Curso Técnico Integrado em MECÂNICA CÂMPUS ITAJAÍ MATRIZ CURRICULAR Módulo I Carga horária total: 400h Português e História da Literatura Brasileira I 2 Educação Física I 2 Artes I 2 Matemática I 4 Física
SISTEMA CNC APLICADO À CARACTERIZAÇÃO DE ACOPLAMENTO INDUTIVO
 SISTEMA CNC APLICADO À CARACTERIZAÇÃO DE ACOPLAMENTO INDUTIVO Gabriel Manoel da Silva Orientador: Prof. Dr. Fernando Rangel de Sousa Universidade Federal de Santa Catarina 25 de Março de 2015 Sumário 1.
SISTEMA CNC APLICADO À CARACTERIZAÇÃO DE ACOPLAMENTO INDUTIVO Gabriel Manoel da Silva Orientador: Prof. Dr. Fernando Rangel de Sousa Universidade Federal de Santa Catarina 25 de Março de 2015 Sumário 1.
Capitulo 3 O Aparato Experimental
 Capitulo 3 O Aparato Experimental O presente capítulo tem como objetivo, descrever a RTC construída no Laboratório de Engenharia Química do Centro Universitário da FEI, contemplando a instrumentação, as
Capitulo 3 O Aparato Experimental O presente capítulo tem como objetivo, descrever a RTC construída no Laboratório de Engenharia Química do Centro Universitário da FEI, contemplando a instrumentação, as
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Matriz de Especificação de Prova da Habilitação Técnica de Nível Médio. Habilitação Técnica de Nível Médio: Técnico em Mecatrônica
 : Técnico em Mecatrônica Descrição do Perfil Profissional: Auxiliam os engenheiros em projetos, programas de controle, instalação e manutenção de sistemas de Analisam especificações para aquisição de componentes
: Técnico em Mecatrônica Descrição do Perfil Profissional: Auxiliam os engenheiros em projetos, programas de controle, instalação e manutenção de sistemas de Analisam especificações para aquisição de componentes
Biopdi. Equipamentos para ensaio de materiais. Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
1 Introdução. 1.1 Objetivos e Motivação
 15 1 Introdução 1.1 Objetivos e Motivação A década de 1990 assistiu ao surgimento de um processo de integração econômica em escala mundial que delineou o fenômeno da globalização. O grande objetivo deste
15 1 Introdução 1.1 Objetivos e Motivação A década de 1990 assistiu ao surgimento de um processo de integração econômica em escala mundial que delineou o fenômeno da globalização. O grande objetivo deste
PMR 2450 PROJETO DE MÁQUINAS. Julio C. Adamowski Tarcísio Hess Coelho Gilberto F. Martha de Souza
 PMR 2450 PROJETO DE MÁQUINAS Julio C. Adamowski Tarcísio Hess Coelho Gilberto F. Martha de Souza Objetivos Exercitar o projeto de uma máquina-ferramenta controlada por computador, aplicando os conceitos
PMR 2450 PROJETO DE MÁQUINAS Julio C. Adamowski Tarcísio Hess Coelho Gilberto F. Martha de Souza Objetivos Exercitar o projeto de uma máquina-ferramenta controlada por computador, aplicando os conceitos
DESENVOLVIMENTO DE SIMULADORES DE MOVIMENTO PARA ANÁLISE E VISUALIZAÇÃO DA DINÂMICA DE VEÍCULOS
 DESENVOLVIMENTO DE SIMULADORES DE MOVIMENTO PARA ANÁLISE E VISUALIZAÇÃO DA DINÂMICA DE VEÍCULOS Aluna: Ingrid Moura Obeid Orientador: Mauro Speranza Neto 1. Introdução O projeto baseia-se no desenvolvimento
DESENVOLVIMENTO DE SIMULADORES DE MOVIMENTO PARA ANÁLISE E VISUALIZAÇÃO DA DINÂMICA DE VEÍCULOS Aluna: Ingrid Moura Obeid Orientador: Mauro Speranza Neto 1. Introdução O projeto baseia-se no desenvolvimento
EME005 - Tecnologia de Fabricação IV Fresamento CNC 5
 Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
Software Form Control
 Medição pelo clique do mouse. É fácil assim que e a inspeção da peça no centro de usinagem com a ajuda do software de medição FormControl. Não faz diferença se a peça tem uma superfície de forma livre
Medição pelo clique do mouse. É fácil assim que e a inspeção da peça no centro de usinagem com a ajuda do software de medição FormControl. Não faz diferença se a peça tem uma superfície de forma livre
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC)
") AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) INTRODUÇÃO flexibilidade confiança rapidez As Máquinas de Medir por Coordenadas (as MMCs) foram criadas por Ferranti, a cerca de 60 anos. De acordo com a British
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) INTRODUÇÃO flexibilidade confiança rapidez As Máquinas de Medir por Coordenadas (as MMCs) foram criadas por Ferranti, a cerca de 60 anos. De acordo com a British
5 Concepção e Projeto da Bancada
 5 Concepção e Projeto da Bancada 5.1 Introdução O principal objetivo no projeto da bancada é simular o fenômeno da instabilidade em um rotor. O rotor foi desenvolvido a partir de um preexistente no Laboratório
5 Concepção e Projeto da Bancada 5.1 Introdução O principal objetivo no projeto da bancada é simular o fenômeno da instabilidade em um rotor. O rotor foi desenvolvido a partir de um preexistente no Laboratório
Relógio Comparador O relógio comparador é um instrumento de medição por comparação, dotado de uma escala e um ponteiro, ligados por mecanismos diverso
 Relógio Comparador Relógio Comparador O relógio comparador é um instrumento de medição por comparação, dotado de uma escala e um ponteiro, ligados por mecanismos diversos a uma ponta de contato. Relógio
Relógio Comparador Relógio Comparador O relógio comparador é um instrumento de medição por comparação, dotado de uma escala e um ponteiro, ligados por mecanismos diversos a uma ponta de contato. Relógio
MEDIDOR DE ALTURA TESA MICRO-HITE plus. Velocidade da coluna vertical manual combinada com a precisão de um sistema motorizado
 Velocidade da coluna vertical manual combinada com a precisão de um sistema motorizado Todos TESA MICRO-HITE plus M são instrumentos que se destacam dos outros medidores de altura, pela excepcional capacidade
Velocidade da coluna vertical manual combinada com a precisão de um sistema motorizado Todos TESA MICRO-HITE plus M são instrumentos que se destacam dos outros medidores de altura, pela excepcional capacidade
sistema de marcação de bancada NetMarker
 sistema de marcação de bancada NetMarker NetMarker Um sistema de marcação de bancada compacto Inovador e com possibilidade de conexão a uma network o sistema de marcação CNC é um campeão quando o assunto
sistema de marcação de bancada NetMarker NetMarker Um sistema de marcação de bancada compacto Inovador e com possibilidade de conexão a uma network o sistema de marcação CNC é um campeão quando o assunto
Acesse:
 Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
Segurando as pontas As operações de tornear superfícies cilíndricas ou cônicas, embora simples e bastante comuns, às vezes apresentam algumas dificuldades. É o que acontece, por exemplo, com peças longas
HPS850. Sensor de Efeito Hall. Superfície Sensora. Princípio de Funcionamento
 Princípio de Funcionamento Os sensores magnéticos foram idealizados para detectar campo magnético, gerado por um ímã permanente ou outro dispositivo qualquer gerador de campo magnético (Ex: eletroímã).
Princípio de Funcionamento Os sensores magnéticos foram idealizados para detectar campo magnético, gerado por um ímã permanente ou outro dispositivo qualquer gerador de campo magnético (Ex: eletroímã).
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Tolerâncias. Normas técnicas para tolerâncias
 1 Tolerâncias As medidas das peças têm variabilidade e, dentro de certos limites, a qualidade da peça não é prejudicada. Tolerância é uma variação permitida da dimensão ou na geometria da peça. Normas
1 Tolerâncias As medidas das peças têm variabilidade e, dentro de certos limites, a qualidade da peça não é prejudicada. Tolerância é uma variação permitida da dimensão ou na geometria da peça. Normas
Controle Geométrico. Trata dos procedimentos de determinação de medições, forma e posição de sólidos. Para tal deve-se considerar:
 Controle Geométrico O objetivo do controle geométrico é dar suporte à gestão de processos de fabricação na obtenção da qualidade geométrica dos produtos. Para tal, contribui: na avaliação de conformidade
Controle Geométrico O objetivo do controle geométrico é dar suporte à gestão de processos de fabricação na obtenção da qualidade geométrica dos produtos. Para tal, contribui: na avaliação de conformidade
Curso Tecnólogo em Mecatrônica Industrial GUILHERME K. POGAN HELENA F. DITTERT. Gerador Eólico
 Curso Tecnólogo em Mecatrônica Industrial GUILHERME K. POGAN HELENA F. DITTERT Gerador Eólico Joinville SC Junho de 2016 1 Introdução Este projeto tem por objetivo simular o funcionamento de um gerador
Curso Tecnólogo em Mecatrônica Industrial GUILHERME K. POGAN HELENA F. DITTERT Gerador Eólico Joinville SC Junho de 2016 1 Introdução Este projeto tem por objetivo simular o funcionamento de um gerador
IMPORTÂNCIA DA ENCOMENDA TECNOLÓGICA CASE PROJETO SIRIUS WEG
 IMPORTÂNCIA DA ENCOMENDA TECNOLÓGICA CASE PROJETO SIRIUS WEG Reunião MEI - 15/04/2019 Sebastião L. Nau Pesquisa & Inovação Tecnológica WEG 1 Escopo do Projeto Sirius - WEG 1.036 eletroímãs 257 no Anel
IMPORTÂNCIA DA ENCOMENDA TECNOLÓGICA CASE PROJETO SIRIUS WEG Reunião MEI - 15/04/2019 Sebastião L. Nau Pesquisa & Inovação Tecnológica WEG 1 Escopo do Projeto Sirius - WEG 1.036 eletroímãs 257 no Anel
RECURSOS TECNOLÓGICOS PARA CONTROLE DIMENSIONAL DO GD&T
 RECURSOS TECNOLÓGICOS PARA CONTROLE DIMENSIONAL DO GD&T André Roberto de Sousa, Dr. Eng São Paulo, Novembro de 2007 Necessidades do Cliente Cotação funcional 15 15 GD&T e novos desafios para a metrologia
RECURSOS TECNOLÓGICOS PARA CONTROLE DIMENSIONAL DO GD&T André Roberto de Sousa, Dr. Eng São Paulo, Novembro de 2007 Necessidades do Cliente Cotação funcional 15 15 GD&T e novos desafios para a metrologia
CENTRO DE USINAGEM CNC DUPLA COLUNA. Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho
 CENTRO DE USINAGEM CNC DUPLA COLUNA Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho CENTRO DE USINAGEM CNC DUPLA COLUNA CARACTERÍSTICAS DA MÁQUINA: Excelente Resistência
CENTRO DE USINAGEM CNC DUPLA COLUNA Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho CENTRO DE USINAGEM CNC DUPLA COLUNA CARACTERÍSTICAS DA MÁQUINA: Excelente Resistência
Verificação de Máquinas de Medir por Coordenadas
 Formação Avançada em Metrologia 3D Verificação de Máquinas de Medir por Coordenadas Material Informativo sobre Medição 3D Introdução As máquinas de medir por coordenadas são o recurso mais poderoso que
Formação Avançada em Metrologia 3D Verificação de Máquinas de Medir por Coordenadas Material Informativo sobre Medição 3D Introdução As máquinas de medir por coordenadas são o recurso mais poderoso que
Formação Avançada em Metrologia 3D Material didático informativo sobre Medição 3D ISO10360
 Formação Avançada em Metrologia 3D Material didático informativo sobre Medição 3D ISO10360 ISO10360 Este material informativo aborda a importância da norma ISO10360 pra a uniformização de conceitos e métodos
Formação Avançada em Metrologia 3D Material didático informativo sobre Medição 3D ISO10360 ISO10360 Este material informativo aborda a importância da norma ISO10360 pra a uniformização de conceitos e métodos
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
AULA 3 TOLERÂNCIA GEOMÉTRICA. Disciplina. SEM Fabricação Mecânica por Usinagem. Professores
 AULA 3 TOLERÂNCIA GEOMÉTRICA Disciplina SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius DEFINIÇÕES Tolerância Dimensional: não garante a obtenção
AULA 3 TOLERÂNCIA GEOMÉTRICA Disciplina SEM 0560 - Fabricação Mecânica por Usinagem Professores Alessandro Roger Rodrigues Renato Goulart Jasinevicius DEFINIÇÕES Tolerância Dimensional: não garante a obtenção
IMPLANTAÇÃO DE PROCEDIMENTO PARA CALIBRAÇÃO DE PAQUÍMETROS E MICRÔMETROS UTILIZADOS NA MONTAGEM E INTEGRAÇÃO DE SATÉLITES DO INPE/LIT
 IMPLANTAÇÃO DE PROCEDIMENTO PARA CALIBRAÇÃO DE PAQUÍMETROS E MICRÔMETROS UTILIZADOS NA MONTAGEM E INTEGRAÇÃO DE SATÉLITES DO INPE/LIT RELATÓRIO FINAL DE PROJETO DE INICIAÇÃO CIENTÍFICA (PIBIC/CNPq/INPE)
IMPLANTAÇÃO DE PROCEDIMENTO PARA CALIBRAÇÃO DE PAQUÍMETROS E MICRÔMETROS UTILIZADOS NA MONTAGEM E INTEGRAÇÃO DE SATÉLITES DO INPE/LIT RELATÓRIO FINAL DE PROJETO DE INICIAÇÃO CIENTÍFICA (PIBIC/CNPq/INPE)
EPUSP PCS 2011/2305/2355 Laboratório Digital. Frequencímetro
 Frequencímetro Versão 2014 RESUMO Esta experiência tem como objetivo a familiarização com duas classes de componentes: os contadores e os registradores. Para isto, serão apresentados alguns exemplos de
Frequencímetro Versão 2014 RESUMO Esta experiência tem como objetivo a familiarização com duas classes de componentes: os contadores e os registradores. Para isto, serão apresentados alguns exemplos de
Previsão de desgaste evita erros de medição Calibradores de rosca cônica calibrados baseados no tamanho atual do diâmetro do passo
 Autores: Walter Oettinger Sistema de Gestão da Qualidade Laura Salzbrenner Gerente de Produto Tecnologia de Calibração e Serviços Adaptação BR: Marco Cardoso Gerente Laboratório Dimensional Previsão de
Autores: Walter Oettinger Sistema de Gestão da Qualidade Laura Salzbrenner Gerente de Produto Tecnologia de Calibração e Serviços Adaptação BR: Marco Cardoso Gerente Laboratório Dimensional Previsão de
Roteiro de aula para atividade experimental de baixo custo. Ronaldo F. Ayres Jr. Alexandre Carlos Tort
 UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Instituto de Física Programa de Pós-Graduação em Ensino de Física Mestrado Profissional em Ensino de Física Roteiro de aula para atividade experimental de baixo custo
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Instituto de Física Programa de Pós-Graduação em Ensino de Física Mestrado Profissional em Ensino de Física Roteiro de aula para atividade experimental de baixo custo
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO RIO GRANDE DO SUL CAMPUS RIO GRANDE INSTRUMENTAÇÃO INDUSTRIAL
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO RIO GRANDE DO SUL CAMPUS RIO GRANDE INSTRUMENTAÇÃO INDUSTRIAL Aula 21 2 MEDIÇÃO DE TEMPERATURA COM TERMÔMETRO DE RESISTÊNCIA 3 As termoresistências
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO RIO GRANDE DO SUL CAMPUS RIO GRANDE INSTRUMENTAÇÃO INDUSTRIAL Aula 21 2 MEDIÇÃO DE TEMPERATURA COM TERMÔMETRO DE RESISTÊNCIA 3 As termoresistências
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC)
") AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) Tópicos que serão explorados na aula Introdução Tipos de MMCs Sistema de medição (as réguas e apalpadores) Programas computacionais Erros Compensação (Calibração
AS MÁQUINAS DE MEDIR POR COORDENADAS (MMC) Tópicos que serão explorados na aula Introdução Tipos de MMCs Sistema de medição (as réguas e apalpadores) Programas computacionais Erros Compensação (Calibração
Metrologia 30 Não há Eletricidade 60 Não há Tecnologia dos Materiais I 30 Não há
 Curso Técnico Subsequente em Eletromecânica Técnico em Eletromecânica CÂMPUS LAGES MATRIZ CURRICULAR Módulo/Semestre 1 Carga horária total: 285h Introdução à Eletromecânica 15 Não há Qualidade, meio ambiente,
Curso Técnico Subsequente em Eletromecânica Técnico em Eletromecânica CÂMPUS LAGES MATRIZ CURRICULAR Módulo/Semestre 1 Carga horária total: 285h Introdução à Eletromecânica 15 Não há Qualidade, meio ambiente,
MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1- INTRODUÇÃO AOS ROBÔS INDUSTRIAIS
 1- INTRODUÇÃO AOS ROBÔS INDUSTRIAIS 1.1 Introdução Um robô industrial é uma máquina com características significativas de versatilidade e flexibilidade. De acordo com uma definição do Instituto de Robôs
1- INTRODUÇÃO AOS ROBÔS INDUSTRIAIS 1.1 Introdução Um robô industrial é uma máquina com características significativas de versatilidade e flexibilidade. De acordo com uma definição do Instituto de Robôs
AVALIAÇÃO DA ESTABILIDADE GEOMÉTRICA DE MÁQUINAS DE MEDIR POR COORDENADAS DE GRANDE PORTE PELA MEDIÇÃO DE ALVOS PERMANENTES
 I CIMMEC º CONGRESSO INTERNACIONAL DE METROLOGIA MECÂNICA DE 8 A 0 DE OUTUBRO DE 008 Rio de janeiro, Brasil AVALIAÇÃO DA ESTABILIDADE GEOMÉTRICA DE MÁQUINAS DE MEDIR POR COORDENADAS DE GRANDE PORTE PELA
I CIMMEC º CONGRESSO INTERNACIONAL DE METROLOGIA MECÂNICA DE 8 A 0 DE OUTUBRO DE 008 Rio de janeiro, Brasil AVALIAÇÃO DA ESTABILIDADE GEOMÉTRICA DE MÁQUINAS DE MEDIR POR COORDENADAS DE GRANDE PORTE PELA
Inst Ins rumen t t rumen aç t ão aç Eletrô Eletr nic ô a nic (2008.2) Ana Angélica Melo
 Ana Angélica Melo") Instrumentação Eletrônica (2008.2) 2) Ana Angélica Melo Tópicos Abordados Introdução Visão Geral Histórico Conceitos Básicos Características Esquemas Aplicações Evolução LVDTs comerciais RVDT Conclusões
Instrumentação Eletrônica (2008.2) 2) Ana Angélica Melo Tópicos Abordados Introdução Visão Geral Histórico Conceitos Básicos Características Esquemas Aplicações Evolução LVDTs comerciais RVDT Conclusões
Características do fuso de esferas
 Torque de acionamento de um terço do parafuso deslizante Com o fuso de esferas, esferas rolam entre o eixo parafuso e a castanha para alcançar uma alta eficiência. O torque de acionamento necessário é
Torque de acionamento de um terço do parafuso deslizante Com o fuso de esferas, esferas rolam entre o eixo parafuso e a castanha para alcançar uma alta eficiência. O torque de acionamento necessário é
Da Engenharia à Metrologia: Benefícios Técnicos e Econômicos da Gestão Dimensional de Produtos
 Da Engenharia à Metrologia: Benefícios Técnicos e Econômicos da Gestão Dimensional de Produtos Prof. André Roberto de Sousa, Dr. Eng. IFSC São Paulo, Setembro de 2017 CONTEÚDO DA APRESENTAÇÃO 1. REQUISITOS
Da Engenharia à Metrologia: Benefícios Técnicos e Econômicos da Gestão Dimensional de Produtos Prof. André Roberto de Sousa, Dr. Eng. IFSC São Paulo, Setembro de 2017 CONTEÚDO DA APRESENTAÇÃO 1. REQUISITOS
CNC VEGA EVO VÍDEO: Comércio de Máquinas e Assistência Técnica
 CNC VEGA EVO 1332 VÍDEO: https://www.youtube.com/watch?v=y_iqmg6qjg8 A CNC VEGA EVO Super está adequada para uma rápida produção modular de móveis e para o processamento de portas. VEGA EVO é uma CNC com
CNC VEGA EVO 1332 VÍDEO: https://www.youtube.com/watch?v=y_iqmg6qjg8 A CNC VEGA EVO Super está adequada para uma rápida produção modular de móveis e para o processamento de portas. VEGA EVO é uma CNC com
mm. Roda contadora
 5 1 13 mm Roda contadora 28 decomagazine 2-217 alta tecnologia e DPRM : know-how, de braços dados As mais belas peças para os mais belos relógios do mercado : a seguir, queremos apresentar brevemente a
5 1 13 mm Roda contadora 28 decomagazine 2-217 alta tecnologia e DPRM : know-how, de braços dados As mais belas peças para os mais belos relógios do mercado : a seguir, queremos apresentar brevemente a
HPS850. Sensor de Efeito Hall. Apresentação. Superfície Sensora. Dados Técnicos. Distância Sensora (S) Princípio de Funcionamento
 Princípio de Funcionamento") Apresentação O HPS 850 é um dispositivo utilizado para detecção de campos magnéticos. Utiliza um transistor de efeito hall como elemento sensor que lhe confere um alto grau de robustez e vida útil, uma
Apresentação O HPS 850 é um dispositivo utilizado para detecção de campos magnéticos. Utiliza um transistor de efeito hall como elemento sensor que lhe confere um alto grau de robustez e vida útil, uma
Sinopse. 1. Introdução
 COTEQ-204 VARIÁVEIS QUE INFLUENCIAM OS RESULTADOS DO ENSAIO DE MATERIAIS FERROMAGNÉTICOS PELA ANÁLISE DO RUÍDO MAGNÉTICO BARKHAUSEN Silvério Ferreira da Silva Júnior 1, Donizete Anderson de Alencar 2,
COTEQ-204 VARIÁVEIS QUE INFLUENCIAM OS RESULTADOS DO ENSAIO DE MATERIAIS FERROMAGNÉTICOS PELA ANÁLISE DO RUÍDO MAGNÉTICO BARKHAUSEN Silvério Ferreira da Silva Júnior 1, Donizete Anderson de Alencar 2,
Redução de Incertezas: do laboratório de calibração à medição em chão de fábrica
 Redução de Incertezas: do laboratório de calibração à medição em chão de fábrica Prof. André Roberto de Sousa, Dr. Eng. IFSC São Paulo, Setembro de 2017 CONTEÚDO DA APRESENTAÇÃO 1. A METROLOGIA EM UM MUNDO
Redução de Incertezas: do laboratório de calibração à medição em chão de fábrica Prof. André Roberto de Sousa, Dr. Eng. IFSC São Paulo, Setembro de 2017 CONTEÚDO DA APRESENTAÇÃO 1. A METROLOGIA EM UM MUNDO
2 Medição da oscilação dos geradores hidroelétricos do sistema FURNAS
 2 Medição da oscilação dos geradores hidroelétricos do sistema FURNAS 2.1 Vibração e oscilação Vibração é o movimento oscilatório em torno de uma posição de referência. Um corpo é dito estar vibrando quando
2 Medição da oscilação dos geradores hidroelétricos do sistema FURNAS 2.1 Vibração e oscilação Vibração é o movimento oscilatório em torno de uma posição de referência. Um corpo é dito estar vibrando quando
DESENVOLVIMENTO DE MÓDULOS ROBÓTICOS DIDÁTICOS COM AUXÍLIO DE UM SISTEMA CAD/CAM 1
 DESENVOLVIMENTO DE MÓDULOS ROBÓTICOS DIDÁTICOS COM AUXÍLIO DE UM SISTEMA CAD/CAM 1 Odmartan Ribas Maciel 2, Ivan Junior Mantovani 3, João Paulo Weselovski Da Silva 4, Mônica Raquel Alves 5, Antonio Carlos
DESENVOLVIMENTO DE MÓDULOS ROBÓTICOS DIDÁTICOS COM AUXÍLIO DE UM SISTEMA CAD/CAM 1 Odmartan Ribas Maciel 2, Ivan Junior Mantovani 3, João Paulo Weselovski Da Silva 4, Mônica Raquel Alves 5, Antonio Carlos
Sistemas de ajuste de tensão e alinhamento de fitas. Tensão e precisão contínuas em toda a linha
 Sistemas de ajuste de tensão e alinhamento de fitas Tensão e precisão contínuas em toda a linha Tensão mecânica ideal e precisão no alinhamento As variações de temperatura, tensões mecânicas, contaminantes
Sistemas de ajuste de tensão e alinhamento de fitas Tensão e precisão contínuas em toda a linha Tensão mecânica ideal e precisão no alinhamento As variações de temperatura, tensões mecânicas, contaminantes
Roteiro elaborado com base na documentação que acompanha o conjunto por: Elias da Silva PUC-SP
 1 Roteiro elaborado com base na documentação que acompanha o conjunto por: Elias da Silva PUC-SP Equipamento 127 V 220 V Sonda Hall,tangencial, prot. cap 13610.02 13610.02 1 Gaussímetro, digital e 13610.98
1 Roteiro elaborado com base na documentação que acompanha o conjunto por: Elias da Silva PUC-SP Equipamento 127 V 220 V Sonda Hall,tangencial, prot. cap 13610.02 13610.02 1 Gaussímetro, digital e 13610.98
MOTOR DE PASSO. Motor de passo. É um atuador que converte energia elétrica em energia mecânica como qualquer outro motor elétrico
 MOTOR DE PASSO Motor de passo É um atuador que converte energia elétrica em energia mecânica como qualquer outro motor elétrico A rotação se dá por deslocamentos angulares discretos do rotor Estabilidade
MOTOR DE PASSO Motor de passo É um atuador que converte energia elétrica em energia mecânica como qualquer outro motor elétrico A rotação se dá por deslocamentos angulares discretos do rotor Estabilidade
SEM534 Processos de Fabricação Mecânica. Professor - Renato G. Jasinevicius. Aula: Máquina ferramenta- Torno. Torno
 SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Máquina ferramenta- Torno Torno Torno Existe uma grande variedade de tornos que diferem entre si pelas dimensões, características,
Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico)
") VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
VIII Encontro de Iniciação Científica do LFS 03-04 maio de 2007, 44-48 Método para ensaios de avaliação de usinabilidade de materiais metálicos utilizando torno CNC e torno convencional (mecânico) F. R.
17/10/2016. Mostra desenhos de peças com indicações de acabamento superficial. Rugosímetro
 Mostra desenhos de peças com indicações de acabamento superficial Rugosímetro 1 INTRODUÇÃO O acabamento superficial pode influenciar no desempenho em operação de: Freios de automóveis, mancais, rolamentos
Mostra desenhos de peças com indicações de acabamento superficial Rugosímetro 1 INTRODUÇÃO O acabamento superficial pode influenciar no desempenho em operação de: Freios de automóveis, mancais, rolamentos
MEDIDA DA ACELERAÇÃO DA GRAVIDADE AUTOMATIZADA Kalinka Walderea Almeida Meira a. Alexandre Sales Vasconcelos a
 MEDIDA DA ACELERAÇÃO DA GRAVIDADE AUTOMATIZADA Kalinka Walderea Almeida Meira a (kwalderea1@yahoo.com.br) Alexandre Sales Vasconcelos a (Salles.alex@uol.com.br) a Universidade Estadual da Paraíba -UEPB
MEDIDA DA ACELERAÇÃO DA GRAVIDADE AUTOMATIZADA Kalinka Walderea Almeida Meira a (kwalderea1@yahoo.com.br) Alexandre Sales Vasconcelos a (Salles.alex@uol.com.br) a Universidade Estadual da Paraíba -UEPB
Prof. Daniel Hasse. Robótica Industrial
 Prof. Daniel Hasse Robótica Industrial Robótica Industrial Aula 5 - Componentes III Sensores Controlador / Eletrônica de Controle Software / Programação IHM Eletrônica de Potência Classificação dos Sensores
Prof. Daniel Hasse Robótica Industrial Robótica Industrial Aula 5 - Componentes III Sensores Controlador / Eletrônica de Controle Software / Programação IHM Eletrônica de Potência Classificação dos Sensores
CONJUNTOS MECÂNICOS. Figura 1. Representação de conjunto mecânico usando vistas ortográficas.
 CONJUNTOS MECÂNICOS Tão importante quanto conhecer os elementos de máquinas e projetá-los, é saber representar graficamente e interpretar esses elementos em desenhos técnicos. Máquinas (torno mecânico,
CONJUNTOS MECÂNICOS Tão importante quanto conhecer os elementos de máquinas e projetá-los, é saber representar graficamente e interpretar esses elementos em desenhos técnicos. Máquinas (torno mecânico,
Uma técnica alternativa para o ensaio geométrico de Centros de Usinagem
 Uma técnica alternativa para o ensaio geométrico de Centros de Usinagem André Roberto de Sousa ETFSC - Gerência de Metal-Mecânica ars@labmetro.ufsc.br Carlos Alberto Schneider Engenharia Mecânica - UFSC
Uma técnica alternativa para o ensaio geométrico de Centros de Usinagem André Roberto de Sousa ETFSC - Gerência de Metal-Mecânica ars@labmetro.ufsc.br Carlos Alberto Schneider Engenharia Mecânica - UFSC
Efetuadores e Atuadores
 elcabral@usp.br 1 PMR2560 Robótica Efetuadores e Atuadores Eduardo L. L. Cabral elcabral@usp.br elcabral@usp.br 2 Objetivos Efetuadores: Tipos principais; Exemplos. Atuadores: Requisitos; Tipos principais:
elcabral@usp.br 1 PMR2560 Robótica Efetuadores e Atuadores Eduardo L. L. Cabral elcabral@usp.br elcabral@usp.br 2 Objetivos Efetuadores: Tipos principais; Exemplos. Atuadores: Requisitos; Tipos principais:
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
Modelagem e aplicações para uma placa resistiva
 Modelagem e aplicações para uma placa resistiva Resumo Pretende-se modelar e estudar a distribuição de tensões numa placa resistiva, que vem a ser um material condutor homogêneo distribuído sobre uma superfície
Modelagem e aplicações para uma placa resistiva Resumo Pretende-se modelar e estudar a distribuição de tensões numa placa resistiva, que vem a ser um material condutor homogêneo distribuído sobre uma superfície
MESA POSICIONADORA CIRCULAR (FURO Ø130) Rotilting Positioner Carina Automação para soldagem circular
 Rotilting Positioner Carina Automação para soldagem circular") MESA POSICIONADORA CIRCULAR (FURO Ø130) Rotilting Positioner Carina Automação para soldagem circular Equipamentopara automação de soldagem circular com furo de passagem de Ø130mm para processos MIG e TIG:
MESA POSICIONADORA CIRCULAR (FURO Ø130) Rotilting Positioner Carina Automação para soldagem circular Equipamentopara automação de soldagem circular com furo de passagem de Ø130mm para processos MIG e TIG:
Métodos Experimentais em Eng. Mecânica
 INTRODUÇÃO Objetivo : Capacitar o aluno a realizar medições das principais grandezas mecânicas e a projetar experimentos. Ementa : Introdução: definições, padrões, unidades. Análise de incertezas experimentais.
INTRODUÇÃO Objetivo : Capacitar o aluno a realizar medições das principais grandezas mecânicas e a projetar experimentos. Ementa : Introdução: definições, padrões, unidades. Análise de incertezas experimentais.
REPOTENCIALIZAÇÃO DE UM AMOSTRADOR AUTOMÁTICO PARA ANÁLISES QUÍMICAS
 DQ - DEPARTAMENTO QUÍMICA REPOTENCIALIZAÇÃO DE UM AMOSTRADOR AUTOMÁTICO PARA ANÁLISES QUÍMICAS PEDRO ENRIQUE TAQUECHEL CAMPOS 1 Reinaldo Calixto de Campos 2 1 Aluno de Graduação do Curso de EAM Engenharia
DQ - DEPARTAMENTO QUÍMICA REPOTENCIALIZAÇÃO DE UM AMOSTRADOR AUTOMÁTICO PARA ANÁLISES QUÍMICAS PEDRO ENRIQUE TAQUECHEL CAMPOS 1 Reinaldo Calixto de Campos 2 1 Aluno de Graduação do Curso de EAM Engenharia
ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS
 ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS Alta performance em equipamentos vibratórios Rolamentos para Equipamentos Vibratórios Designações dos rolamentos NSK para equipamentos vibratórios Rolamentos para
ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS Alta performance em equipamentos vibratórios Rolamentos para Equipamentos Vibratórios Designações dos rolamentos NSK para equipamentos vibratórios Rolamentos para
Arduino Lab 09 Leitura de
 Arduino Lab 09 Leitura de um encoder industrial Heidenhain com o Arduino Neste Lab explicaremos o funcionamento e teste de um encoder industrial de quadratura, muito utilizado na indústria como sistema
Arduino Lab 09 Leitura de um encoder industrial Heidenhain com o Arduino Neste Lab explicaremos o funcionamento e teste de um encoder industrial de quadratura, muito utilizado na indústria como sistema
7 RESULTADOS EXPERIMENTAIS
 7 RESULTADOS EXPERIMENTAIS No presente capítulo, é apresentada a aplicação efetiva da metodologia desenvolvida para medição de campos de deformações. Imagens coletadas durante ensaios de tração são analisadas,
7 RESULTADOS EXPERIMENTAIS No presente capítulo, é apresentada a aplicação efetiva da metodologia desenvolvida para medição de campos de deformações. Imagens coletadas durante ensaios de tração são analisadas,
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) SISTEMAS CAM Prof. Dr. Alessandro Roger Rodrigues SISTEMAS CAM %10 N10 G00 Z100 T1 N20 G94 G90 N30 G00 X32 Z4 S2000
Figura 4.1: a)elemento Sólido Tetraédrico Parabólico. b)elemento Sólido Tetraédrico Linear.
elemento Sólido Tetraédrico Parabólico. b)elemento Sólido Tetraédrico Linear.") 4 Método Numérico Foi utilizado o método dos elementos finitos como ferramenta de simulação com a finalidade de compreender e avaliar a resposta do tubo, elemento estrutural da bancada de teste utilizada
4 Método Numérico Foi utilizado o método dos elementos finitos como ferramenta de simulação com a finalidade de compreender e avaliar a resposta do tubo, elemento estrutural da bancada de teste utilizada
MDS Comparador Digital
 Metrolog Controles de Medição Ltda MDS - 1000 Comparador Digital Led verde: dentro da tolerância Painel Dianteiro Display Potenciômetro de ajuste de zero Led amarelo: limite inferior tolerância Chave seletora
Metrolog Controles de Medição Ltda MDS - 1000 Comparador Digital Led verde: dentro da tolerância Painel Dianteiro Display Potenciômetro de ajuste de zero Led amarelo: limite inferior tolerância Chave seletora
IMETEX ÍNDICE. PDF created with pdffactory trial version
 Assunto ÍNDICE Página 1 - INFORMAÇÕES GERAIS...2 1.1 - Introdução...2 1.2 - Vantagens...2 1.3 - Campos de Aplicação...2 1.4 - Exemplos de aplicação...3 2 - EXECUÇÃO DAS BUCHAS DE PRESSÃO...4 2.1 - Formas...4
Assunto ÍNDICE Página 1 - INFORMAÇÕES GERAIS...2 1.1 - Introdução...2 1.2 - Vantagens...2 1.3 - Campos de Aplicação...2 1.4 - Exemplos de aplicação...3 2 - EXECUÇÃO DAS BUCHAS DE PRESSÃO...4 2.1 - Formas...4
SOLUÇÃO DA Lista de Exercícios E3-B
 SOLUÇÃO DA Lista de Exercícios E3-B Exercícios de Instrumentação Básica - Introdução 1. Associe a primeira coluna com a segunda. Termo Definição a) erro (F) É a razão entre a variação do valor indicado
SOLUÇÃO DA Lista de Exercícios E3-B Exercícios de Instrumentação Básica - Introdução 1. Associe a primeira coluna com a segunda. Termo Definição a) erro (F) É a razão entre a variação do valor indicado
Brasil Soluções integradas em ensaios não destrutivos
 Brasil 2016 Soluções integradas em ensaios não destrutivos EMISSÃO ACÚSTICA EM VASOS DE PRESSÃO ENSAIO DE EMISSÃO ACÚSTICA APLICADO A VASOS DE PRESSÃO 01 APLICAÇÃO EM VASOS DE PRESSÃO O ensaio de emissão
Brasil 2016 Soluções integradas em ensaios não destrutivos EMISSÃO ACÚSTICA EM VASOS DE PRESSÃO ENSAIO DE EMISSÃO ACÚSTICA APLICADO A VASOS DE PRESSÃO 01 APLICAÇÃO EM VASOS DE PRESSÃO O ensaio de emissão