MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA
|
|
|
- Cláudia Ana do Carmo Filipe
- 5 Há anos
- Visualizações:
Transcrição
1 MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA INFLUÊNCIA DOS PARÂMETROS RELACIONADOS A TEMPERATURA NA INJEÇÃO DE ABRAÇADEIRAS EM POLIAMIDA 6.6 FABRICIO SEBOLEWSKI MIRANDA Orientador: Prof. Me. VINÍCIUS MARTINS Sapucaia do Sul 2013
2 MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA INFLUÊNCIA DOS PARÂMETROS RELACIONADOS A TEMPERATURA NA INJEÇÃO DE ABRAÇADEIRAS EM POLIAMIDA 6.6 FABRICIO SEBOLEWSKI MIRANDA Orientador: Prof. Me. VINÍCIUS MARTINS Sapucaia do Sul 2013
3 FABRICIO SEBOLEWSKI MIRANDA INFLUÊNCIA DOS PARÂMETROS RELACIONADOS A TEMPERATURA NA INJEÇÃO DE ABRAÇADEIRAS EM POLIAMIDA 6.6 Trabalho de Conclusão de Curso apresentado como requisito para a obtenção de título de Tecnólogo em Fabricação Mecânica pelo Instituto Federal Sul-Rio-Grandense: Campus de Sapucaia do Sul. Orientador: Prof. Me. VINÍCIUS MARTINS Sapucaia do Sul 2013
4 FABRICIO SEBOLEWSKI MIRANDA Trabalho de Conclusão de Curso submetido ao corpo docente do Instituto Federal Sul-Rio-Grandense: Campus de Sapucaia do Sul, como parte dos requisitos necessários à obtenção do grau de Tecnólogo em Fabricação Mecânica. Aprovado em 11 de Dezembro de BANCA EXAMINADORA Orientador: Me. Vinícius Martins Avaliador: Dr. João Antônio Pinto de Oliveira Professor da Disciplina Projeto de Graduação: M.Sc. David Garcia Neto Sapucaia do Sul 2013
5 Dedico este trabalho às pessoas mais importantes da minha vida: minha esposa Carla, minha filha Maria Eduarda, meu pai Renato, minha mãe Maria Gorete e minha avó Leni. Pois eles sempre me apoiaram em minhas caminhadas. Dedicaram tempo de suas vidas para cuidar da minha e se esforçaram nos momentos em que deixaram de ter minha companhia em favor dos estudos.
6 AGRADECIMENTOS reconhecimento. A todos que colaboraram direta ou indiretamente na elaboração deste trabalho, o meu proporcionado. Ao professor Vinícius Martins pelo estímulo, dedicação e esforço pessoal deste trabalho. Ao colega de trabalho Sr. Davi Antônio Dalcin pelo suporte total como facilitador Ao colega de trabalho Djesse Viegas pelo auxílio na injeção das amostras. Ao colega de trabalho Jonesmar Plates pela colaboração na execução do trabalho. A todos os professores e colegas do IFSUL que contribuíram para a minha formação durante o período do curso, agradeço pela valiosa atenção dispensada.
7 SUMÁRIO LISTA DE TABELAS... 9 LISTA DE FIGURAS LISTA DE EQUAÇÕES LISTA DE ABREVIAÇÕES E SÍMBOLOS RESUMO ABSTRACT INTRODUÇÃO Justificativa Objetivo Geral REVISÃO DE LITERATURA Processo de Injeção Ciclo de Injeção Variáveis de Controle da Moldagem por Injeção Variáveis de controle do processo ou macrovariáveis Variáveis de controle da máquina injetora ou parâmetros operacionais: Variáveis de controle da qualidade: Matéria Prima Projeto de Molde Componentes Básicos de um Molde para Injeção METODOLOGIA Matéria-Prima utilizada Molde projetado e construído para o estudo Geometria da cavidade do molde... 36
8 3.4. Máquina injetora utilizada no estudo Metodologia de obtenção dos resultados RESULTADOS E DISCUSSÕES Estudo de caso Estudo de caso Estudo de caso Estudo de caso Estudo de caso CONCLUSÕES SUGESTÕES PARA TRABALHOS FUTUROS REFERÊNCIAS BIBLIOGRÁFICAS ANEXOS... 50
9 LISTA DE TABELAS TABELA 1 - TABELA COM AS PROPRIEDADES DOS MATERIAIS TERMOPLÁSTICOS COM RELAÇÃO A CAPACIDADE DA INJETORA TABELA 2 - ESTUDO DE CASO TABELA 3 - ESTUDO DE CASO TABELA 4 - ESTUDO DE CASO TABELA 5 - ESTUDO DE CASO TABELA 6 - ESTUDO DE CASO
10 LISTA DE FIGURAS FIGURA 1 - REAÇÃO DE POLI-CONDENSAÇÃO PARA OBTENÇÃO DA POLIAMIDA FIGURA 2 - ESQUEMA DA ABSORÇÃO DE ÁGUA PELAS POLIAMIDAS FIGURA 3 - CORTE DE SEÇÃO DE UM MOLDE E DE UMA INJETORA FIGURA 4 - PARTES DE UM MOLDE FIGURA 5 - MOLDE PROJETADO PARA O ESTUDO FIGURA 6 - DESENHO DETALHADO DO MOLDE PARA O ESTUDO FIGURA 7 - PLACA COM A CAVIDADE EM ESPIRAL FIGURA 8 - MÁQUINA UTILIZADA NO ESTUDO FIGURA 9 - PEÇA INJETADA NO ESTUDO FIGURA 10 - RESULTADO DO ESTUDO DE CASO FIGURA 11 - RESULTADO DO ESTUDO DE CASO FIGURA 12 - RESULTADO DO ESTUDO DE CASO FIGURA 13 - RESULTADO DO ESTUDO DE CASO FIGURA 14 - RESULTADO DO ESTUDO DE CASO
11 LISTA DE EQUAÇÕES EQUAÇÃO 1 - EQUAÇÃO PARA CORREÇÃO DA CAPACIDADE DE INJEÇÃO (4) EQUAÇÃO 2 - CAPACIDADE DE PLASTIFICAÇÃO COM O MATERIAL B EQUAÇÃO 3 - OUTRA MANEIRA DE CALCULAR A CAPACIDADE DE PLASTIFICAÇÃO EQUAÇÃO 4 - CÁLCULO PARA VERIFICAR A CAPACIDADE DE PLASTIFICAÇÃO DA MÁQUINA 26 EQUAÇÃO 5 - CÁLCULO PARA FORÇA DE FECHAMENTO DA MÁQUINA... 27
12 LISTA DE ABREVIAÇÕES E SÍMBOLOS ( + ) Efeito positivo. ( o ) Efeito não influenciável na característica em estudo. ( - ) Efeito negativo. υ (cm 3 /g) Volume específico medido em centímetros cúbicos por grama. T (ºC) Temperatura medida em graus Celsius ASTM Association of Standard Test Methods. PA 6.6 Poliamida 6.6. CrNi Cromo Níquel.
13 RESUMO Atualmente nas indústrias o consumo de energia para fabricações de seus produtos vem se mostrando altos. Nas indústrias de injeção de polímeros não é diferente, e uma das parcelas de gasto com energia é no aquecimento do molde para injeção, porque se não aquecer o molde a peça não será completada e se aquecermos demais alem de poder degradar o material estaremos disperdiçando energia. Este trabalho tem como objetivo principal analisar a influência dos parâmetros relacionados à temperatura para estabelecer a temperatura de melhor custo beneficio para injeção de abraçadeiras em poliamida 6.6. Para esse estudo foi projetado um molde com cavidade em espiral para facilitar a medição do preenchimento da cavidade, onde se chegou a conclusão de um ganho de 83,35% de preenchimento de cavidade. Com isso pode-se injetar uma abraçadeira de comprimento maior apenas alterando parâmetros relacionados as temperaturas. Palavras-chave: Moldagem por Injeção, Poliamida ou Nylon 6.6, Temperatura de Molde, Temperatura do Fundido
14 ABSTRACT Currently in industry energy consumption for fabrication of its products has proved high. In industries polymer injection is no different, and a parcel of energy is spent on heating the mold for injection, because it does not heat mold the piece will not be completed and bask too besides power degrade the material will be wasting energy. This paper aims at analyzing the influence of temperature-related parameters to establish the temperature better cost benefit for injection clamps polyamide 6.6. For this study been designed with a mold cavity spiral to facilitate the measurement of cavity filling, where the completion of a gain of 83.35% fill cavity was reached. With this you can inject a greater length of brace just by changing parameters related temperatures. Key-words: Injection Molding, Nylon or Polyamide 6.6, Mold Temperature, Temperature Molten
15 14 1. INTRODUÇÃO A crescente demanda por soluções competitivas tem exigido o projeto de peças plásticas com peso e tamanho reduzidos, por consequência, as espessuras foram sendo minimizadas a valores próximos a um milímetro ou menos, mas os percursos de injeção mantiveram-se, relativamente longos. Sendo assim, os parâmetros de processo das geometrias comumente utilizadas nas indústrias não são mais suficientes para oferecer qualidade ao moldado de pouca espessura e grande caminho de fluxo, tendo de ser alterados para valores maiores a fim de vencer a resistência ao fluxo gerada pela pequena abertura para a passagem do polímero. Isto demanda tempo e dinheiro com testes práticos em máquina e gera um duvidoso percentual de refugo, pois com os valores das pressões e das velocidades empregadas sendo maiores, a qualidade das peças se torna instável devido à alta taxa de cisalhamento imposta ao polímero fundido durante o preenchimento. Desta forma o controle do processo se torna um fator de grande importância para a solução destes problemas. Como as empresas possuem a necessidade de reduzir a quantidade de refugo, diminuir o tempo de lançamento de novos produtos e melhorar a qualidade do produto final se torna de grande importância o domínio das variáveis de processo de moldagem por injeção de peças de parede fina em polímeros de engenharia. Este trabalho se propõe a identificar a influencia da temperatura do molde e a temperatura do polímero na injeção de abraçadeiras de poliamida 6.6 e, também, determinar a faixa de valores dos parâmetros que evidenciam o melhor desempenho custo benefício Justificativa Foi verificada a necessidade de determinar a influência da temperatura do molde a do polímero nas peças injetadas em poliamida pela empresa Frontec. Empresa onde são construídos moldes para peças de poliamida com características de parede fina para grandes produções.
16 15 Para isso será construído um molde com uma cavidade em forma de espiral, esse espiral terá profundidade de 1.6 mm, largura de 8,6 mm e comprimento de 1500 mm. Esse molde também contará com placas isolantes e furação de refrigeração para um melhor controle térmico do molde Objetivo Geral O objetivo geral deste trabalho é conseguir determinar a diferença do preenchimento do espiral (cavidade) com a variação de temperatura do molde e do polímero, podendo assim determinar uma faixa ideal de trabalho para esse parâmetro de injeção em peças de parede fina injetados em poliamida 6.6.
17 16 2. REVISÃO DE LITERATURA 2.1. Processo de Injeção O processo de injeção de termoplásticos é um processo de transformação de caráter cíclico que consiste em (1): 1. Plastificar o material sólido dentro de um cilindro ao ponto que seja possível moldá-lo sob pressão; 2. Conformar o material fundido em uma cavidade, a fim de se obter a sua forma; 3. Resfriar o material até a solidificação dentro de um molde com o formato desejado. O processo de injeção de plásticos é o método de produção em massa mais econômico para itens idênticos. Diferentes plásticos apresentam diferentes comportamentos durante o processamento, como por exemplo, a temperatura de fusão. Estes comportamentos determinam a produtividade do processo, a velocidade de manufatura e tempo de ciclo dependerá de quão rápido o material pode ser aquecido, injetado, solidificado e extraído (1). Os princípios de operação de uma máquina injetora são em número de três: tempo, temperatura e pressão. São estes elementos que determinam a qualidade do produto final produzido pelo processo de injeção (1). Os tempos que devem ser controlados são: Tempo de residência do plástico dentro do canhão, ou seja, tempo desde que o material entra no cilindro de aquecimento até o momento em que entra no molde; Tempo de injeção e tempo de recalque, tempo de solidificação, tempo de resfriamento; Tempo de ciclo seco, que compreende abertura, fechamento, tempo de molde aberto e extração. Os parâmetros de controle referentes à temperatura são (1):
18 17 Temperatura na entrada do funil de alimentação; Temperatura das zonas do canhão; Calor gerado pela rotação, compressão da rosca e homogeneização no canhão; Temperatura do molde e controle de fluxo do refrigerante dentro do molde; Temperatura ambiente. As pressões que devem ser observadas durante o processo de injeção são (1): Pressão de injeção que é a pressão necessária para preencher as cavidades do molde; Pressão de recalque que é a pressão fornecida ao polímero até o momento da solidificação do ponto de injeção ou da peça; A contrapressão que tem influência na homogeneidade da massa fundida; A pressão de travamento ou força de fechamento que previne a abertura do molde durante a fase de injeção Ciclo de Injeção injeção (1): A seguir são apresentadas detalhadamente as duas principais etapas do ciclo de Injeção: é o movimento de avanço da rosca a fim de transportar o material do cilindro de injeção para as cavidades. Para a maioria das máquinas injetoras do mercado observa-se que a medida lida no painel da máquina injetora é a pressão hidráulica exercida pelo atuador e não a pressão imposta à massa fundida. Por existirem várias perdas de pressão ao longo do caminho de fluxo até as cavidades a pressão exercida na cavidade é muito menor que a pressão na ponta da rosca. Quando começa o resfriamento, mais material é forçado a entrar na cavidade, a fim de compensar a contração volumétrica da peça. A velocidade de injeção é o parâmetro de maior discussão dentro do processo de injeção, sendo ela um fator importante para a
19 18 obtenção de moldados de boa qualidade. A velocidade real de entrada do material na cavidade do molde depende de vários fatores associados ao projeto do mesmo. Os principais fatores que regem a velocidade de injeção são: complexidade da peça, qualidade do molde e o sistema de entrada. De qualquer modo é conveniente utilizar a máxima velocidade de injeção evitando o congelamento prematuro do fundido. Se fixar os demais parâmetros de processamento, ao se aumentar a velocidade de injeção aumentará a temperatura do fundido pelo calor gerado pelo cisalhamento do polímero. Isto pode minimizar os problemas de aparência como: pele laranja, brilho, marcas de fluxo, linhas de união, rechupes, diminui a contração e a possibilidade de formação de tensões internas (1). Recalque: visa o controle da pressão sobre o material plástico, após o preenchimento do molde, para compensar as contrações consequentes do resfriamento do plástico, tendo importância na regularidade da peça injetada, no que se refere à uniformidade dimensional e no peso. A programação adequada do perfil de pressões de recalque permite a produção de peças de alta qualidade dimensional e tolerâncias de massa mais estreitas, com a possibilidade de evitar marcas de rechupe e bolhas. A pressão de recalque deve ser menor que a pressão de injeção para evitar tensões residuais na região do ponto de injeção. O tempo de recalque deve ser suficiente para solidificar o ponto de entrada, pois após o mesmo só haverá recalque sobre os canais (1) Variáveis de Controle da Moldagem por Injeção Para melhor compreensão dos diferentes métodos de controle da moldagem por injeção, Cavalheiro (2) classificar as variáveis que controlam a moldagem por injeção em três categorias: processo, máquina e qualidade Variáveis de controle do processo ou macrovariáveis As variáveis de controle do processo alteram as características da matéria prima, como: orientação e relaxação molecular, morfologia, nível de compactação das regiões amorfas, nível de tensões residuais e estrutura química. Cada etapa de um processo de transformação é controlada por um conjunto de variáveis de processo. São estas variáveis que garantem a qualidade e repetibilidade das propriedades externas como: dimensões, massa, propriedades mecânicas, propriedades óticas, propriedades elétricas, propriedades de barreira e acabamento superficial (2).
20 19 Pode-se dizer que praticamente todo o processo de injeção é definido por quatro macrovariáveis que são (2): Temperatura de Massa: é a temperatura do polímero em si, não a temperatura que marca o termopar, porém usa-se este como referência. Esta temperatura precisa ser consistente e homogênea. É mais afetada pela tensão de cisalhamento do que por pequenas mudanças de temperatura feitas nas resistências (2). Taxa de Resfriamento: é a velocidade de perda de calor do material. Influencia diretamente no tamanho dos cristais e ou no grau de cristalinidade; gera efeitos nas propriedades dimensionais, mecânicas e óticas do moldado, além de restringir o tempo de ciclo (2). Pressão na Cavidade: é a pressão do material no interior da cavidade. Variável que controla a quantidade de material que entra na cavidade, assim também a massa e a precisão dimensional das peças, além de influir nas tensões residuais e no empenamento (2). Velocidade de Escoamento: é a velocidade com a qual o material flui pela cavidade durante o preenchimento. Variável que influencia na taxa de cisalhamento tendo efeitos na temperatura da massa, na orientação molecular, na degradação e nas tensões residuais. A viscosidade do polímero diminui dramaticamente com o incremento na taxa de injeção. Devese tomar cuidado para fornecer a pressão de injeção necessária para manter a taxa de injeção estável ciclo a ciclo. O valor de velocidade de injeção pode ser encontrado experimentalmente em try out ou ser estimada com o auxílio de programas de computador. Altas velocidades de injeção elevam a temperatura do material da frente de fluxo em relação ao que está na entrada na cavidade (2) Variáveis de controle da máquina injetora ou parâmetros operacionais: Nas máquinas injetoras não há controles como os especificados acima, portanto o controle da máquina é feito de modo indireto, ou seja, o operador regula a máquina que por sua vez atua sobre o processo (2). Em uma máquina injetora de acionamento hidráulico, as principais variáveis operacionais (ou parâmetros de máquina) que agem sobre as variáveis de controle do processo são (2):
21 20 Velocidade de avanço do parafuso: relativo à velocidade com que o material plástico escoa pela cavidade, tem relação com a dissipação viscosa de calor provinda do cisalhamento (2). Pressão de injeção e de recalque: é a medida de pressão no cilindro hidráulico que controla a força e a velocidade do movimento axial da rosca durante a etapa de injeção e recalque e, por consequência, pressão na cavidade (2). Comutação: momento em que cessa a pressão de injeção e começa a pressão programada para o recalque (2). Temperatura do cilindro de aquecimento: influencia na temperatura da massa (2). Tempo de residência: influencia na temperatura da massa (2). Velocidade de rotação do parafuso: influencia na temperatura da massa (2). Temperatura e vazão do fluido de resfriamento do molde: controla a temperatura das paredes do molde, é uma das únicas formas de controlar a taxa de resfriamento do polímero no interior do molde (2). Tempo de molde fechado: modifica a taxa de resfriamento do material (2). Contrapressão: é a pressão contraria ao retorno do parafuso plastificador durante a etapa de dosagem. Tem influência na temperatura da massa (2). Curso de dosagem: modifica a quantidade de material dosado podendo alterar a pressão no interior da cavidade durante a injeção e recalque (2). Força de fechamento: é a força necessária para manter o molde fechado durante a injeção, deve ser igual ou maior que a pressão de injeção (2) Variáveis de controle da qualidade: São aquelas que geram efeitos mensuráveis na qualidade ou visíveis no produto, sendo efeitos como variações de massa e dimensional, presença de bolhas e rechupes, linhas de solda, tempo real de preenchimento da cavidade, pressão hidráulica real, velocidade real de
22 21 avanço do parafuso, umidade na matéria prima e colchão; sendo a última a variável mais importante para o controle da qualidade do produto final (2). O colchão controla a repetibilidade de material que entra na cavidade a cada ciclo além de influir no tempo de residência da massa fundida dentro do barril. Para maiores valores de colchão, maior será o tempo de residência do fundido, além de que um valor de colchão muito alto reflete em aumento da pressão na cavidade pela compressão sofrida pelo material na frente da rosca. A umidade se reflete em manchas pela degradação das propriedades por hidrólise (3) Matéria Prima A poliamida 6.6 ou nylon 6.6, como é comercialmente conhecido, foi desenvolvido pela empresa Du Pont e é obtido pela reação de condensação do ácido adípico com a hexametilenodiamina, dada na Figura 1. Nota-se que nesta reação são liberadas moléculas de água, fator que justifica cuidados especiais para o teor de umidade da matéria prima durante seu processamento, sendo pela especificação do fabricante esta deve ter no máximo 0,2%. Se houver presença de água nos pellets, o equilíbrio da reação de poli-condensação poderá se deslocar para a esquerda, ocasionado degradação por hidrólise do polímero (3). Figura 1 - Reação de poli-condensação para obtenção da poliamida 6.6 Fonte: Harada, J.: Wiebeck, H. (4)
23 22 Como visto na figura 1, todas as poliamidas são higroscópicas, ou seja, no estado sólido eleva a quantidade de água devido a presença dos grupos amida. A taxa de absorção é maior quanto maior forem a temperatura ambiente e a umidade do ar (3). Quando peças de poliamida são expostas a um ambiente úmido, estas sofrem alterações de peso, dimensões e de propriedades, até seu equilíbrio. Para ambientes com alta umidade relativa do ar a absorção de água é maior, para ambientes com umidade relativa menor há migração de moléculas de água para o ambiente, o que significa que estes fenômenos são reversíveis (3). Esquema da absorção da água pela poliamida é mostrada na Figura 2. Figura 2 - Esquema da absorção de água pelas poliamidas Fonte: Guojun Xo, M.E. (5) O espaço entre as moléculas poliméricas é aumentado pela absorção da molécula de água, fato que alivia as tensões intermoleculares (5). O nylon, como é conhecido comercialmente a poliamida, é uma resina dura e translúcida. Apresenta alta cristalinidade mediante resfriamento lento. Possui estabilidade dimensional até 150ºC, boa capacidade de carga e baixo coeficiente de atrito. A rigidez, a temperatura limite e a resistência química podem ser variadas com o grau de polimerização. Apresentam, ainda, elevados valores de resistência à tração, boa resistência ao impacto, e alta resistência à abrasão. Resistência à ação de óleos, hidrocarbonetos e ésteres, mas são amolecidos por alcoóis, glicóis a água. Contudo, são altamente impermeáveis a gases, como: óxido de carbono, dióxido de carbono, oxigênio, nitrogênio, amônia, etc. As principais responsáveis por estas características são as ligações de hidrogênio existentes em sua estrutura (4).
24 23 Resinas de nylon podem receber aditivos a fim de melhorar seu desempenho, estes podem ser: modificadores de impacto, fibras de carbono, esferas de vidro e retardantes de chama. Uma ou mais propriedades do polímero são afetadas significativamente pela adição de algum destes aditivos. O nylon 6.6 possui as maiores dureza e rigidez em relação às demais poliamidas. É o material mais indicado para peças que necessitam de resistência mecânica (6). A velocidade de resfriamento determina o grau de contração e de cristalinidade. Quanto menor a velocidade de resfriamento maior é o tempo oferecido para que as moléculas se acomodem no espaço o que aumenta o grau de cristalinidade e a contração (6). A faixa de processamento do nylon 6.6 é, relativamente, estreita, estando entre 280 e 300ºC, mesmo que a uma temperatura de 271ºC o material apresente boa fluidez e, também seja possível injetá-lo acima dos 300ºC, porém há degradação pela alta temperatura (6). A viscosidade do fundido decresce significantemente com o aumento da tensão de cisalhamento (pressão de injeção) ou da taxa de cisalhamento (velocidade de injeção). Outro parâmetro que pode ser utilizado para baixar a viscosidade dos polímeros de engenharia é aumentar a temperatura da massa. Porém, este deve ser usado com muita cautela, pois durante o preenchimento da cavidade a altas pressões ou altas velocidades a temperatura da massa aumenta devido à dissipação viscosa gerada nesta fase. Segundo Rosato (1) uma diminuição de 10ºC na temperatura do fundido pode refletir num aumento quadrático da viscosidade Projeto de Molde O molde de injeção é uma unidade completa com condições de produzir peças moldadas. Suas cavidades possuem as formas e as dimensões da peça desejada. O molde é adaptado ao final da máquina de injeção e recebe, em sua cavidade, o material plástico fundido, introduzido por meio de pressão (4). A figura 3 mostra uma vista em corte de um molde e uma máquina injetora com a cavidade sendo preenchida pelo material fundido. Em destaque a cavidade do produto, a placa estacionária da máquina injetora também conhecida como platô fixo e a placa móvel da máquina injetora que também é chamada de platô móvel (4).
 Ao se projetar um molde de injeção, as primeiras considerações se referem ao peso, tamanho e desenho da peça, para então se decidir sobre a localização e a quantidade de cavidades no molde.")
25 24 Figura 3 - Corte de seção de um molde e de uma injetora Fonte: Harada, J.; Wiebeck, H. (4) Ao se projetar um molde de injeção, as primeiras considerações se referem ao peso, tamanho e desenho da peça, para então se decidir sobre a localização e a quantidade de cavidades no molde. Baseando-se no peso e no tamanho das peças é possível definir o tipo de máquina ideal, levando em conta sempre a capacidade de injeção, força de fechamento e a capacidade de plastificação de cada máquina injetora (4). Capacidade de Injeção: as máquinas injetoras são normalmente especificadas pelo peso máximo de material que pode ser moldado a cada injeção. Atualmente o peso é dado em gramas de poliestireno. Se o material a ser usado difere daquele para o qual a máquina está especificada, deve ser efetuada a correção para qualquer diferença entre o seu peso. Assim para se determinar a capacidade de injeção de uma máquina com especificação baseada no material A em relação ao material B, deve-se utilizar a equação 1 (4). Equação 1 - Equação para correção da capacidade de Injeção (4)
26 25 A máquina injetora selecionada deve ser capaz de injetar material suficiente para completar o peso estimado da moldagem a cada injeção, incluindo os canais de distribuição (4). A tabela 1 apresenta as propriedades dos materiais termoplásticos com relação a capacidade da máquina injetora (4): Tabela 1 - Tabela com as propriedades dos materiais termoplásticos com relação a capacidade da injetora Fator Peso Calor Material Volumétrico específico específico Acetato de Celulose 2,4 1,24-1,34 0,3-0,42 Acetato- Butirato de cellulose 2,2 1,15-1,22 0,3-0,4 Poliamida 2-2,1 1,09-1,14 0,4 PVC Rígido 2,3 1,35-1,45 0,2-0,28 PVC Flexível 2,3 1,16-1,35 0,3-0,5 Metilmetacrilato 1,8 2 1, ,35 Poliestireno 1,9-2,15 1,04-1,06 0,32 Acrilonitrila - Butadieno Estireno (ABS) 1, ,1 0,35-0,4 Acrilonitrila Estireno 1,9-2,15 1,1 0,33 Polietileno Baixa Densidade 1,84-2,4 0,91-0,94 0,55 Poletireno Alta Densidade 1,7-1,9 0,94-0,96 0,55 Polipropileno 1,92-1,96 0,9-0,91 0,46 Policarbonato 1,75 1,2 0,30 Poliacetal 1,8 2 1,4 0,35 Fonte: Harada, J.; Wiebeck, H. (4) Capacidade de Plastificação: É expressa pela quantidade de quilogramas de material que a máquina injetora pode elevar por hora à temperatura de moldagem. O poliestireno é frequentemente utilizado como material padrão no qual se baseia a capacidade de plastificação, mas o valor adequado dependerá do material a ser moldado. A capacidade de plastificação é uma função do potencial do aquecimento da máquina. Desta forma, a quantidade de material que pode ser levado à condição de moldagem em um determinado tempo depende da temperatura de moldagem necessária e do calor específico do material (7). A capacidade de plastificação de uma máquina para qualquer material B pode ser determinada, aproximadamente, a partir da especificação da máquina baseada no poliestireno, utilizando a equação 2 (4):
: Equação 3 - Outra maneira de calcular a capacidade de Plastificação É necessário que a máquina injetora selecionada seja capaz de plastificar material suficiente para manter o")
27 26 Equação 2 - Capacidade de Plastificação com o material B Se o conteúdo total de calor por quilograma do material plastificado for conhecido e for igual a Q, a capacidade de plastificação pode ser calculada por (4): Equação 3 - Outra maneira de calcular a capacidade de Plastificação É necessário que a máquina injetora selecionada seja capaz de plastificar material suficiente para manter o ciclo de moldagem esperado. Isso pode ser determinado por (4): Equação 4 - Cálculo para verificar a capacidade de plastificação da máquina É conveniente selecionar uma máquina com capacidade de plastificação maior do que a necessária, para dar margem a uma eventual melhora no ciclo de moldagem e assegurar que o material plástico esteja numa condição de plastificação uniforme (7).
28 27 Para se alcançar eficiência máxima, geralmente considera-se que uma máquina de injeção não opere acima de 80% de sua capacidade nominal no que diz respeito tanto ao peso de injeção quanto à capacidade de plastificação (7). Força de Fechamento A força de fechamento (tonelagem) da máquina injetora controla a área máxima projetada de moldagem que pode ser produzida. O polímero injetado no interior da cavidade do molde exerce uma força que tende a abri-lo. Essa força é proporcional à área projetada da cavidade e dos canais de distribuição e a pressão exercida pelo material no interior da cavidade que deve ser resistida pela força de fechamento. Apenas uma proporção da pressão produzida pelo cilindro de injeção é transmitida à cavidade, pois ocorrem várias perdas de pressão no cilindro de aquecimento, no bico, e nos canais de injeção e de distribuição e no ponto de injeção. Desta forma, apenas uma fração da pressão de injeção é considerada, usualmente entre a metade e dois terços (4). Assim: Equação 5 - Cálculo para força de fechamento da máquina 2.6. Componentes Básicos de um Molde para Injeção A estrutura básica do molde de injeção é conseguida através de montagem de placas de aço em uma determinada ordem. Basicamente, o molde de injeção esta dividido em duas partes, que são o conjunto superior e o conjunto inferior. Esta divisão é feita baseada na linha de abertura do molde, que é a linha onde ocorre a separação do conjunto superior e do conjunto inferior possibilitando a retirada do produto. Abrindo-se o molde, teremos como conjunto superior a parte que contém a bucha de injeção e como conjunto inferior a parte que, geralmente leva o sistema de extração do produto. Na construção de um molde é
29 28 indispensável que suas placas, ao serem usinadas fiquem perfeitamente paralelas, assim como os pinos de guia devem estar em esquadro perfeito, para permitir um funcionamento suave, na abertura do molde (8). Componentes Básicos de um Molde (9). 01- placa de fixação inferior; 02- coluna ou espaçadores; 03- buchas de guia; 04- colunas de guia; 05- pinos extratores; 06- extrator do canal; 07- placa porta extratores; 08- placa impulsora; 09- pino de retorno; 10- placa suporte; 11- postiços; 12- bucha de injeção; 13- anel de centragem; 14- placa de fixação superior; 15- placa de montagem dos postiços; 16- tope; 17- placa divisória; 18- bico para refrigeração;

30 pino posicionador; 20- pino macho; 21- anel para vedação. A figura 4 mostra uma vista em seção de um molde, destacando cada um de seus componentes. Figura 4 - Partes de um molde Fonte: acesso em 18 set (9) Descrição de cada componente do molde:
31 30 Placa de Fixação inferior ou placa base inferior Localizada no molde no lado do conjunto móvel, ou seja do lado da extração, esta placa tem como principal função a de fixar o conjunto móvel à placa da máquina injetora. No seu interior são feitos os alojamentos das cabeças dos parafusos para os topes e um furo central para passagem do varão extrator da máquina injetora. É confeccionada em aço de baixo teor de carbono (9). Coluna ou Espaçadores A função dos espaçadores é de alojar o conjunto extrator, distanciando assim a placa suporte da placa de fixação inferior. Estes possuem furos para a passagem dos parafusos de fixação do conjunto móvel. São confeccionados normalmente de aço de baixo teor de carbono (9). Buchas de guia Nos moldes, as buchas de guia cumprem uma função muito importante que é a de assegurar a centralização entre o conjunto fixo e o conjunto móvel, mantendo assim um bom alinhamento entre ambos. É aconselhável que todos os tipos de moldes tenham as buchas e colunas de guia, que devem possuir dimensões proporcionais ao tamanho do molde. Para os moldes redondos devem-se usar no mínimo três colunas. As suas disposições devem ser previstas, próximas a borda da placa, de forma tal que distanciam-se o máximo possível uma da outra. As buchas de guia são confeccionadas com material de mesmas características e tratamento térmico que os utilizados para as colunas de guia (9). Colunas de guia A sua forma é cilíndrica, e em uma de suas extremidades deverá conter uma cabeça para fixação, enquanto a outra extremidade é cônica com um raio para facilitar a sua introdução na bucha de guia. As colunas de guia devem ter um comprimento de mais ou menos 5 a 10mm maior que o macho mais comprido, de maneira tal que esta chegue às buchas de guia antes que o macho comece a penetrar na matriz. Para a construção das guias é recomendado o uso de aços que possam ser endurecidos por um tratamento térmico de superfície sendo o mais recomendado o aço cromo-níquel para cementação (9).
32 31 Pinos extratores Na sua maioria possuem a forma cilíndrica, podendo variar conforme a necessidade e têm função especifica no molde de extrair o produto sem deformá-lo. Para a sua confecção, normalmente é usado aço CrNi temperado e revenido (9). Pino extrator do canal O pino extrator do canal normalmente possui a forma cilíndrica, construído com aço CrNi temperado e revenido. Sua principal função é extrair o canal da bucha de injeção (9). Placa porta extratores ou contra placa extratora Sua principal função é de alojar as cabeças dos pinos extratores e de retorno, contém roscas para a sua fixação na placa extratora. Confeccionada em aço de baixo teor de carbono (9). Placa impulsora ou extratora Sua principal função é transmitir o movimento recebido da barra extratora da máquina injetora para acionar os extratores para frente a fim de extrair o produto do molde. Nesta placa são feitos os alojamentos das cabeças parafusos que irão fixar o conjunto extrator, e dar apoio às dos pinos extratores. É confeccionada em aço de baixo teor de carbono (9). Pinos de retorno Componente de forma cilíndrica que têm a função de retornar o conjunto extrator à sua posição de origem para que os pinos extratores fiquem paralelos à superfície da moldagem. Na sua confecção, o material mais empregado é o aço CrNi, tendo um tratamento térmico, temperado e revenido (9). Placa suporte
33 32 Esta placa tem a função de suportar toda a pressão de injeção primária da máquina. Nesta são feitos furos para passagem dos pinos extratores e de retorno e a furação dos parafusos para a fixação do conjunto móvel. Como as outras placas já mencionadas estas também são confeccionadas com aço de baixo teor de carbono (9). Postiços ou cavidades Postiços ou macho são elementos que dão a forma interna do produto, e são normalmente confeccionados de aço de boa qualidade. Apresentam as vantagens de poderem ser substituídos quando houver avaria nos mesmos sem que haja alterações nos demais componentes do molde. Os postiços nos moldes barateiam o seu custo, e podem receber usinagens e tratamentos térmicos individualmente sem deformar o molde. Cavidades ou fêmeas, são elementos que dão a forma externa do produto de material plástico, são normalmente confeccionadas de aço de boa qualidade (9). Bucha de injeção Este componente de forma cilíndrica tem em uma de suas extremidades um raio esférico ou cônico, cuja função é a de permitir um perfeito acoplamento do bico da máquina injetora com o molde, possibilitando através de um canal cônico a passagem do material plástico até os canais de alimentação das cavidades. O canal cônico da bucha de injeção deverá ser bem polido a fim de facilitar o fluxo do material e a extração do mesmo. A sua confecção normalmente é feita em aço cromo níquel temperado e cementado, e a sua fixação é feita através do anel de centragem (9). Anel de centragem A função deste componente é a de centralizar o molde na máquina injetora, e fixar a bucha de injeção através de três parafusos do tipo allen. O anel de centragem deve ser construído em aço de baixo teor de carbono (9). Placa de fixação superior ou placa base superior
34 33 Localizada no conjunto fixo do molde, ou seja no lado da injeção, esta placa é geralmente confeccionada com aço de baixo teor de carbono. Sua principal função, é possibilitar a fixação do conjunto fixo na placa da máquina injetora. Na sua execução, são feitos furos e rebaixos para o alojamento dos parafusos de fixação do conjunto fixo, também possui como função alojar e dar apoio à bucha de injeção, fixação do anel de centragem, assim como apoiar cabeças de postiços e colunas de guia (9). Placa porta postiço superior Nesta placa tem-se a fixação das colunas de guia, parte da bucha de injeção, alojamento de postiços ou cavidades, normalmente parte dos canais de alimentação, sua refrigeração e as roscas para a fixação na placa de fixação superior. A face desta placa determina o ponto de abertura do molde. Confeccionada com aço de baixo teor de carbono, no caso do uso de cavidades postiças, na mesma, ou de usinagem das cavidades diretamente nesta placa, então deve-se que confeccioná-la com aço especial, necessitando ainda ter um tratamento térmico de beneficiamento (9). Placa porta postiço inferior Esta placa é semelhante à placa cavidade superior, sendo localizada no conjunto móvel do molde. Nela está contido o alojamento das buchas de guia, postiços ou machos, parte dos canais de alimentação, sua refrigeração e as roscas para fixação na placa de fixação inferior (9). Tope ou apoio Tem a forma cilíndrica e para sua construção são normalmente utilizados aços com baixo teor de carbono. Sua principal função é assegurar um perfeito assentamento do conjunto de extração e evitar uma possível deformação do conjunto ocasionado por deposição de impurezas entre a placa impulsora e a placa de fixação (9).
35 34 3. METODOLOGIA Neste Capítulo serão apresentados: a matéria-prima utilizada, o molde projetado e construído para o estudo, a geometria da cavidade do molde, a máquina injetora utilizada, bem como a metodologia de obtenção dos resultados do estudo Matéria-Prima utilizada A poliamida 6.6 foi escolhida para esta investigação por ser o termoplástico semicristalino de engenharia de maior gama de aplicações comerciais, principalmente para o setor automobilístico, além de ser o material que a empresa Frontec mais utiliza, com mais de 95% da sua produção total por injeção. O nylon possui muitas vantagens como: alta fluidez e tenacidade em seções finas, fácil preenchimento de seções complicadas, moldagem previsível, pouca tendência a empenamento, ciclos rápidos, boa capacidade de extração das peças do molde, resina pode ser injetada em molde frio, perdas de propriedade são mínimas no reprocessamento, condições de processamento não são afetadas por altos índices de material moído, possibilidade de tolerâncias justas, não há dificuldade para trabalhar com moldes com múltiplas cavidades. O grade utilizado foi o Technyl A 205F Natural da Rhodia Plásticos de Engenharia que é uma resina de média viscosidade, lubrificada internamente, desenvolvida especialmente para ciclos rápidos e de alta produtividade, sendo por isso indicada para injeção de peças de parede fina. Este material apresenta boa resistência ao fogo e ao fio incandescente com classificação UL/94 V2 a 0,4 mm. O material foi cedido pela Frontec Molde projetado e construído para o estudo O molde utilizado foi projetado e construído especialmente para realização do estudo, utilizando para todos os componentes do molde materiais adequados para sua construção. Esse molde teve uma particularidade em sua construção devido a utilização de 2 placas de Isolamento (uma no lado fixo e outra no lado móvel, conforme Figura 5), essa colocação das placas foi devido ao estudo estar relacionado diretamente as temperaturas do

36 35 polímero e do molde, onde elas terão o papel de evitar a troca de temperatura das placas das cavidades com o resto do molde. Figura 5 - Molde projetado para o estudo Fonte: Própria Para demonstrar todos os componentes do molde projetado para o estudo, a figura 6 mostra o desenho da ferramenta detalhada. Figura 6 - Desenho detalhado do molde para o estudo Fonte: Própria

37 Geometria da cavidade do molde A geometria da cavidade do molde tem a forma de espiral (Figura 7), devido aos princípios do estudo, onde será buscado o maior percurso do polímero. Para essa finalidade a forma de espiral terá o melhor custo benefício. Figura 7 - Placa com a cavidade em espiral Fonte: Própria 3.4. Máquina injetora utilizada no estudo Para este estudo foi escolhido uma injetora Arburg 200t híbrida conforme figura 8, por ser um equipamento que oferece um desempenho excelente no processamento de termoplástico. Elas unem a velocidade e precisão de eletricidade com a força e dinâmica da hidráulica para um desempenho perfeito e contínuo da produção.

38 37 Figura 8 - Máquina utilizada no estudo Fonte: Própria 3.5. Metodologia de obtenção dos resultados Para esse estudo que visa medir a variação do percurso do fundido dentro da cavidade alterando apenas os parâmetros relacionados a temperatura, foram fixadas as outras variavéis de injação, como: Velocidade de Injeção: 100cm³/s Pressão de Recalque: 1000bar/1,5s Força de Fechamento: 1500kN Fixando os parâmetros listados acima e alternando os parâmetros relacionadas às temperaturas ( temperatura do molde e do fundido) para chegar a conclusão deste estudo.

39 38 4. RESULTADOS E DISCUSSÕES O objetivo deste Capítulo é apresentar os resultados e discussões acerca das investigações realizadas durante o trabalho. Serão apresentados os resultados de comprimento de fluxo das injeções com a variação dos parâmetros relacionados a temperaturas. trabalho. A figura 9, mostra uma peça injetada com o molde projetado para o estudo desse Figura 9 - Peça injetada no estudo Fonte: Própria Para poder mensurar o preenchimento da cavidade, foi desenvolvido um padrão em escala 1:1 da cavidade do molde. Esse padrão possui uma graduação de 1 em 1 milímetro, onde foi usado para realizar as medições das amostras para o estudo.
40 Estudo de caso 01 Nesse primeiro estudo de caso, fixou-se a temperatura do polímero em 280 C. A seguir colocou-se a temperatura do molde em 80 C, e foi aumentando a temperatura de 10 em 10 C até 120 C. Pode-se notar na tabela 2, as medidas, a média e o desvio padrão das cinco amostras injetadas para o primeiro estudo de caso. Tabela 2 - Estudo de caso 01 Estudo de caso 01 Temp. Molde ( C) Temp. Polímero ( C) Amostra 01 (mm) Amostra 02 (mm) Amostra 03 (mm) Amostra 04 (mm) Amostra 05 (mm) Média Des. Padrão ,2 2, ,2 1, ,4 0, ,6 2, ,55 Fonte: Própria A figura 10, mostra o aumento do preenchimento da cavidade quando se eleva a temperatura do molde.
41 Preenchimento da Cavidade (mm) 40 Figura 10 - Resultado do Estudo de Caso ESTUDO DE CASO Temperatura do Molde ( C) Fonte: Própria Levando em consideração os resultados apresentados para o estudo de caso 01 na figura 10, pode-se notar um ganho de 5.38% de preenchimento da cavidade com a variação da temperatura do molde Estudo de caso 02 Nesse segundo estudo de caso, fixou-se a temperatura do polímero em 290 C. A seguir foi colocado a temperatura do molde em 80 C, e foi aumentando a temperatura de 10 em 10 C até 120 C. Pode-se notar na tabela 3, as medidas, a média e o desvio padrão das cinco amostras injetadas para o segundo estudo de caso.
42 Preenchimento da Cavidade (mm) 41 Tabela 3 - Estudo de caso 02 Estudo de caso 02 Temp. Molde ( C) Temp. Polímero ( C) Amostra 01 (mm) Amostra 02 (mm) Amostra 03 (mm) Amostra 04 (mm) Amostra 05 (mm) Média Des. Padrão ,6 6, , ,2 3, ,2 4, ,6 6,50 Fonte: Própria A figura 11, mostra o aumento do preenchimento da cavidade quando se eleva a temperatura do molde. Quanto maior a temperatura molde, mais preenchimento do material fundido foi conseguido dentro da cavidade. Figura 11 - Resultado do Estudo de Caso 02 ESTUDO DE CASO Temperatura do Molde ( C) Fonte: Própria
43 42 Levando em consideração os resultados apresentados para o estudo de caso 02 na figura 11, pode-se notar um ganho de 8.49% de preenchimento da cavidade com a variação da temperatura do molde Estudo de caso 03 Nesse terceiro estudo de caso, fixou-se a temperatura do polímero em 300 C. A seguir foi colocado a temperatura do molde em 80 C, e foi aumentando a temperatura de 10 em 10 C até 120 C. Pode-se notar na tabela 4, as medidas, a média e o desvio padrão das cinco amostras injetadas para o terceiro estudo de caso. Nesse estudo de caso 03, os desvios padrões das amostra se mantiveram entre 4,09 (situação de temperatura de molde 80 C e temperatura do polímero de 300 C) e 7,62 (situação em que o molde estava em 120 C e o fundido em 300 C). Tabela 4 - Estudo de Caso 03 Estudo de caso 03 Temp. Molde ( C) Temp. Polímero ( C) Amostra 01 (mm) Amostra 02 (mm) Amostra 03 (mm) Amostra 04 (mm) Amostra 05 (mm) Média Des. Padrão , ,4 5, ,6 4, ,8 5, ,8 4,09 Fonte: Própria A figura 12, mostra o aumento do preenchimento da cavidade quando se eleva a temperatura do molde.
44 Preenchimento da Cavidade (mm) 43 Figura 12 - Resultado do Estudo de Caso 03 ESTUDO DE CASO Temperatura do Molde ( C) Fonte: Própria Levando em consideração os resultados apresentados para o estudo de caso 03 na figura 12, pode-se notar um ganho de 12,66% de preenchimento da cavidade com a variação da temperatura do molde Estudo de caso 04 Nesse quarto estudo de caso, foi fixado a temperatura do polímero em 310 C. A seguir colocou-se a temperatura do molde em 80 C, e foi aumentando a temperatura de 10 em 10 C até 120 C. Pode-se notar na tabela 5, que na medida que aumentou a temperatura do molde, houve um incremento no preenchimento da cavidade.
45 Preenchimento da Cavidade (mm) 44 Tabela 5 - Estudo de caso 04 Estudo de caso 04 Temp. Molde ( C) Temp. Polímero ( C) Amostra 01 (mm) Amostra 02 (mm) Amostra 03 (mm) Amostra 04 (mm) Amostra 05 (mm) Média Des. Padrão , ,8 4, ,2 3, ,4 5, ,8 5,63 Fonte: Própria A figura 13, mostra o aumento do preenchimento da cavidade quando se eleva a temperatura do molde. Figura 13 - Resultado do Estudo de Caso ESTUDO DE CASO Temperatura do Molde ( C) Fonte: Própria
46 45 Levando em consideração os resultados apresentados para o estudo de caso 04 na figura 13, pode-se notar um ganho de 6,42% de preenchimento da cavidade com a variação da temperatura do molde Estudo de caso 05 Nesse quinto estudo de caso, fixou-se a temperatura do polímero em 310 C. A seguir colocou-se a temperatura do molde em 80 C, e foi aumentando a temperatura de 10 em 10 C até 120 C. Pode-se notar na tabela 6, que na medida que aumentamos a temperatura do molde, houve um incremento no preenchimento da cavidade. Nesse estudo de caso 05, os desvios padrões das amostra se mantiveram entre 2,59 (situação de temperatura de molde 120 C e temperatura do polímero de 320 C) e 7,09 (situação em que o molde estava em 90 C e o fundido em 320 C). Tabela 6 - Estudo de Caso 05 Estudo de caso 05 Temp. Molde ( C) Temp. Polímero ( C) Amostra 01 (mm) Amostra 02 (mm) Amostra 03 (mm) Amostra 04 (mm) Amostra 05 (mm) Média Des. Padrão , ,6 7, , ,4 6, ,8 2,59 Fonte: Própria
47 Preenchimento da Cavidade (mm) 46 A figura 14, mostra o aumento do preenchimento da cavidade quando se eleva a temperatura do molde. Figura 14 - Resultado do Estudo de Caso 05 ESTUDO DE CASO Temperatura do Molde ( C) Fonte: Própria Levando em consideração os resultados apresentados para o estudo de caso 05 na figura 14, pode-se notar um ganho de 4,77% de preenchimento da cavidade com a variação da temperatura do molde. Para os 5 estudos, as medições das amostras foram realizadas logo após a injeção. Todas as amostras dos estudos foram submetidas ao ensaio de tração 20 dias após a injeção das amostras, quando elas já estavam com suas hidratações estabilizadas. Todos os testes de tração apresentaram resultados satisfatórios.
48 47 5. CONCLUSÕES O presente trabalho teve como objetivo principal a investigação da influência dos parâmetros relacionados as temperaturas no processo de injeção de abraçadeiras de poliamida 6.6. Para tanto foi projetado e construído um molde para injeção de termoplástico com cavidade em forma de espiral para conseguir mensurar a variação do preenchimento da cavidade. Os resultados mostraram que a medida que aumenta as temperaturas do molde e do polímero tem-se um acréscimo no preenchimento da cavidade. Na primeira situação do estudo com temperatura do molde em 80 C e a temperatura do polímero em 280 C conseguiu-se um preenchimento de 668 mm, e com a última situação de estudo com temperatura do molde em 120 C e a temperatura do polímero em 320 C alcançou-se um preenchimento de 1224,8 mm de média das amostras. Pode-se chegar a conclusão para este estudo de injeção do molde em forma de espiral com os parâmetros dos estudos de casos que variando somente as temperaturas de polímero e molde, conseguimos um ganho de 83,35% de preenchimento de cavidade. Com isso pode-se injetar uma abraçadeira de comprimento maior apenas alterando parâmetros relacionados as temperaturas.
49 48 6. SUGESTÕES PARA TRABALHOS FUTUROS Com base nas conclusões apresentadas e na experiência adquirida ao longo do trabalho, a seguir são apresentadas sugestões para complementação deste trabalho e continuidade da linha de pesquisa: Influência da força de injeção no preenchimento da cavidade; Influência da pressão de recalque no preenchimento da cavidade; Influência do fornecedor de matéria-prima no preenchimento da cavidade.
50 49 REFERÊNCIAS BIBLIOGRÁFICAS (1) ROSATO, Don. V.; ROSATO, Dom. V. Injection Molding Handbook. London : Chapman & Hall, (2) CAVALHEIRO, A. Z. A influência dos Parâmetros de Moldagem na Estrutura e Propriedades de peças de paredes Espessas e Finas de Polipropileno Isotático Injetadas em Moldes Protótipo Fabricados por Vazamento de Resina Epóxi Doutorado. Programa de Pós-Graduação em Engenharia Mecânica Universidade de Federal de Santa Catarina, Florianópolis. (3) RHODIA. Moldagem por Injeção e Concepção de Peças em Poliamida, Rhodia Engineering Plastics. [200-]. (4) HARADA, J.; WIEBECK, H. Plásticos de Engenharia. Tecnologia e Aplicações. São Paulo. Editora Artliber, (5) GUOJUN XU, M.E. Study of Thin Wall Injection Moulding Dissertação de Doutorado. The Ohio State University. Ohio. (6) RUBIN, Irvin I., Handbook of Plastic Material and Technology. USA. John Wiley and Sons, Inc (7) DA CRUZ, S. Moldes de Injeção. Curitiba. Hemus Editora, (8) PROVENZA,F. Moldes para plásticos. São Paulo. F.Provenza Editora, (9) < %20Moldes%20Plasticos.pdf >. Acesso em 18 set.2013.
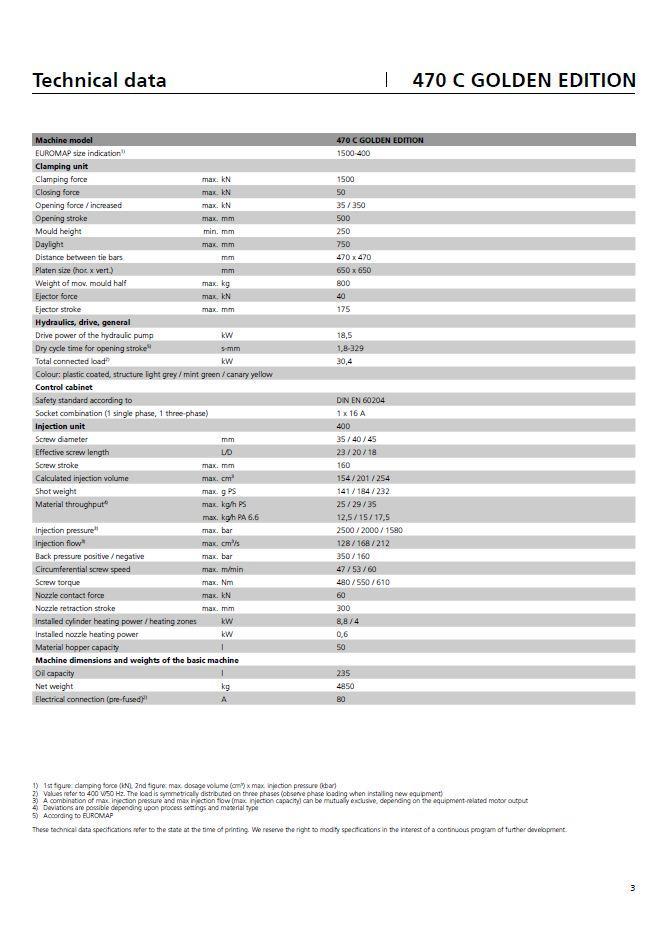
51 50 ANEXOS Características técnicas do polímero Rhodia Technyl A 205 F. & Características técnicas da máquina injetora Arburg com 150 toneladas de força de fechamento.
52 51
53 52
54 53
55 54
A precisão e exatidão de medidas, a qualidade e acabamento superficial da peça são fatores amplamente dependentes do molde.
 Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
PET: A injeção das pré-formas. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA
 ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Cálculos para Moldes de injeção Plástica. Curso Técnico em Plástico
 Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
Resumo Histórico. O maior desenvolvimento recente é relativo a aplicação de micro processadores a máquinas injetoras.
 Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Moldagem por Injeção
 Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Sumário. 1 - Avaliação de defeitos em peças injetadas de termoplásticos.
 Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1)
") INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa
 Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA
 PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA 1 Programação das Temperaturas 1.1 Definição de temperatura do fundido É a temperatura que o material sai do bico da máquina injetora
PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA 1 Programação das Temperaturas 1.1 Definição de temperatura do fundido É a temperatura que o material sai do bico da máquina injetora
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
D O S S I Ê T É C N I C O
 D O S S I Ê T É C N I C O Simulação Computacional do Processo de Injeção em Ambiente Virtual Jocelito Torres SENAI-RS Escola de Educação Profissional SENAI Nilo Bettanin Novembro 2007 DOSSIÊ TÉCNICO Sumário
D O S S I Ê T É C N I C O Simulação Computacional do Processo de Injeção em Ambiente Virtual Jocelito Torres SENAI-RS Escola de Educação Profissional SENAI Nilo Bettanin Novembro 2007 DOSSIÊ TÉCNICO Sumário
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
Refrigeração e Ar Condicionado
 Refrigeração e Ar Condicionado Câmaras Frigoríficas Filipe Fernandes de Paula filipe.paula@engenharia.ufjf.br Departamento de Engenharia de Produção e Mecânica Faculdade de Engenharia Universidade Federal
Refrigeração e Ar Condicionado Câmaras Frigoríficas Filipe Fernandes de Paula filipe.paula@engenharia.ufjf.br Departamento de Engenharia de Produção e Mecânica Faculdade de Engenharia Universidade Federal
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
Introdução aos materiais poliméricos. Profa. Dra. Daniela Becker
 Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Operações Unitárias POLIMEROS
 Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
O processo básico de filmes tubulares por sopro está ilustrado
 VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
DuPont Minlon. Guia de produtos e propriedades. resinas termoplásticas de engenharia
 DuPont Minlon resinas termoplásticas de engenharia Guia de produtos e propriedades 1 2 4 3 O logotipo Oval da DuPont, DuPont, The Miracles of Science*, e Minlon são marcas registradas ou marcas requeridas
DuPont Minlon resinas termoplásticas de engenharia Guia de produtos e propriedades 1 2 4 3 O logotipo Oval da DuPont, DuPont, The Miracles of Science*, e Minlon são marcas registradas ou marcas requeridas
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
DuPont Zytel. resina de nylon. Guia de Produtos e Propriedades
 Guia de Produtos e Propriedades DuPont Zytel resina de nylon O logotipo Oval da DuPont, DuPont, The Miracles of Science*, e Zytel são marcas registradas ou marcas requeridas de E.I. du Pont de Nemours
Guia de Produtos e Propriedades DuPont Zytel resina de nylon O logotipo Oval da DuPont, DuPont, The Miracles of Science*, e Zytel são marcas registradas ou marcas requeridas de E.I. du Pont de Nemours
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
5 Discussão dos resultados
 103 5 Discussão dos resultados É importante observar a ausência de dados na literatura sobre soldagem de poliamida 12 pelo processo de termofusão, para comparação específica com os dados obtidos nesta
103 5 Discussão dos resultados É importante observar a ausência de dados na literatura sobre soldagem de poliamida 12 pelo processo de termofusão, para comparação específica com os dados obtidos nesta
VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO
 PARA MOLDES VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO ALUMÍNIO vs AÇO PESO O alumínio é, em peso, uma terça parte do aço. A leveza deste material facilita bastante na manipulação de grandes blocos, reduzindo
PARA MOLDES VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO ALUMÍNIO vs AÇO PESO O alumínio é, em peso, uma terça parte do aço. A leveza deste material facilita bastante na manipulação de grandes blocos, reduzindo
tensionar peças Recalque alivia injeção e evita tensionar peças
 1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
SUSTENTAÇÃO componentes
 SUSTENTAÇÃO 1 5 6 3 2 4 1. Cabeçal de apoio lateral inferior. Produto vide página: 1 4. Sapatas articuladas com haste. Produto vide página: 4, 5 2. Tubo cilíndrico. Produto vide página: 2 5. Bucha expansiva.
SUSTENTAÇÃO 1 5 6 3 2 4 1. Cabeçal de apoio lateral inferior. Produto vide página: 1 4. Sapatas articuladas com haste. Produto vide página: 4, 5 2. Tubo cilíndrico. Produto vide página: 2 5. Bucha expansiva.
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Tecnologia dos Materiais Processamento de Polímeros
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
ARTIGO TÉCNICO PARAFUSOS MITOS E VERDADES.
 ARTIGO TÉCNICO PARAFUSOS MITOS E VERDADES. 1 O Parafuso. O parafuso é uma peça metálica ou feita de matéria dura (PVC, plástico, vidro, madeira, entre outros), em formato cônico ou cilíndrico, sulcada
ARTIGO TÉCNICO PARAFUSOS MITOS E VERDADES. 1 O Parafuso. O parafuso é uma peça metálica ou feita de matéria dura (PVC, plástico, vidro, madeira, entre outros), em formato cônico ou cilíndrico, sulcada
3 Materiais e Métodos
 66 3 Materiais e Métodos 3.1. Material Utilizado O material empregado neste trabalho foi o VESTAMID NRG 2101 (amarelo), um novo tipo de tubo fabricado em Poliamida 12, com cadeia longa, desenvolvido pela
66 3 Materiais e Métodos 3.1. Material Utilizado O material empregado neste trabalho foi o VESTAMID NRG 2101 (amarelo), um novo tipo de tubo fabricado em Poliamida 12, com cadeia longa, desenvolvido pela
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
Propriedades de resistência ao calor
 As propriedades de resistência de ARPRO podem ser cruciais dependendo da aplicação. Apresenta-se abaixo o conjunto de informações técnicas abrangidas no presente documento: 1. Durabilidade expectável de
As propriedades de resistência de ARPRO podem ser cruciais dependendo da aplicação. Apresenta-se abaixo o conjunto de informações técnicas abrangidas no presente documento: 1. Durabilidade expectável de
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / E 3330 e E 3360 Conjuntos de elemento móvel compactos. Encomende agora na nossa loja online!
 NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / 2016 Encomende agora na nossa loja online! www.meusburger.com E 3330 e E 3360 Conjuntos de elemento móvel compactos Conjuntos de elemento móvel de elevada precisão
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / 2016 Encomende agora na nossa loja online! www.meusburger.com E 3330 e E 3360 Conjuntos de elemento móvel compactos Conjuntos de elemento móvel de elevada precisão
Foram realizados nos corpos de prova prismáticos com base no método A da norma ASTM
 54 4.4.2 Ensaio de impacto Foram realizados nos corpos de prova prismáticos com base no método A da norma ASTM D 256-03 (método Izod), na temperatura de 28 C, em um equipamento de impacto por pêndulo conforme
54 4.4.2 Ensaio de impacto Foram realizados nos corpos de prova prismáticos com base no método A da norma ASTM D 256-03 (método Izod), na temperatura de 28 C, em um equipamento de impacto por pêndulo conforme
Lista de exercícios Caps. 7 e 8 TMEC-030 Transferência de Calor e Massa Período especial 2017/2
 Lista de exercícios Caps. 7 e 8 TMEC-030 Transferência de Calor e Massa Período especial 2017/2 1. (Incropera et al., 6 ed., 7.2) Óleo de motor a 100ºC e a uma velocidade de 0,1 m/s escoa sobre as duas
Lista de exercícios Caps. 7 e 8 TMEC-030 Transferência de Calor e Massa Período especial 2017/2 1. (Incropera et al., 6 ed., 7.2) Óleo de motor a 100ºC e a uma velocidade de 0,1 m/s escoa sobre as duas
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014
 Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
Figura 1.1. Peça contendo marca de chupagem
 GUIA DE PROBLEMAS E SOLUÇÕES Defeitos Aparentes em Peças Moldadas em Plásticos Este trabalho é um guia rápido de consulta que tem o objetivo de descrever os mais comuns tipos de defeitos que ocorrem em
GUIA DE PROBLEMAS E SOLUÇÕES Defeitos Aparentes em Peças Moldadas em Plásticos Este trabalho é um guia rápido de consulta que tem o objetivo de descrever os mais comuns tipos de defeitos que ocorrem em
Tel: l 4. Grampo duplo Ø 12 mm. Produto vide página: 5
 VARANDA 5 6 9 4 7 10 8 12 2 3 1 11 8. Perfil de Deslizamento lateral Polietileno GDL 3825 PE. Produto vide página: 8 4. Grampo duplo Ø 12 mm. Produto vide página: 5 1. Conj. Suporte lateral regulável,
VARANDA 5 6 9 4 7 10 8 12 2 3 1 11 8. Perfil de Deslizamento lateral Polietileno GDL 3825 PE. Produto vide página: 8 4. Grampo duplo Ø 12 mm. Produto vide página: 5 1. Conj. Suporte lateral regulável,
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
Avaliação e melhoria no processo de injeção de PEAD
 Avaliação e melhoria no processo de injeção de PEAD G.CORRÊA 1 e P. J. MELO 1 1 Universidade Federal do Rio Grande do Sul, Departamento de Engenharia Química E-mail: guilherme.correa95@gmail.com RESUMO
Avaliação e melhoria no processo de injeção de PEAD G.CORRÊA 1 e P. J. MELO 1 1 Universidade Federal do Rio Grande do Sul, Departamento de Engenharia Química E-mail: guilherme.correa95@gmail.com RESUMO
Projetos de Moldes de Injeção para Polímeros
 Projetos de Moldes de Injeção para Polímeros Disciplina: SEM0407 Introdução ao Projeto e à Manufatura Professores: Jaime G. Duduch e Renato G. Jasinevicius Balde (PMMA) Balde (PC) Peneira (POM) Alça (PEAD)
Projetos de Moldes de Injeção para Polímeros Disciplina: SEM0407 Introdução ao Projeto e à Manufatura Professores: Jaime G. Duduch e Renato G. Jasinevicius Balde (PMMA) Balde (PC) Peneira (POM) Alça (PEAD)
Eficiência energética ambiental. Sistemas de ar comprimido. 2 º. semestre, 2017
 Eficiência energética ambiental Sistemas de ar comprimido 2 º. semestre, 2017 Aplicações de ar comprimido Ar comprimido é utilizado em virtualmente todos os campos na indústria e comércio, tanto na: Manufatura
Eficiência energética ambiental Sistemas de ar comprimido 2 º. semestre, 2017 Aplicações de ar comprimido Ar comprimido é utilizado em virtualmente todos os campos na indústria e comércio, tanto na: Manufatura
INJETORAS CATÁLOGO SIMCO. Imagens meramente ilustrativas
 CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
2 - Considerações a respeito do projeto
 2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
SEM-0534 Processos de Fabricação Mecânica. Extrusão de Materiais Plásticos
 SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
MANCAIS AUTOLUBRIFICANTES
 THECNOLUB LINHA DE PRODUTOS MANCAIS AUTOLUBRIFICANTES LIVRES DE MANUTENÇÃO ÍNDICE 1 THEC-AC Aço + bronze sinterizado poroso + PTFE + Pb 2 THEC-B Bronze + bronze sinterizado poroso + PTFE + Pb 3 THEC-4
THECNOLUB LINHA DE PRODUTOS MANCAIS AUTOLUBRIFICANTES LIVRES DE MANUTENÇÃO ÍNDICE 1 THEC-AC Aço + bronze sinterizado poroso + PTFE + Pb 2 THEC-B Bronze + bronze sinterizado poroso + PTFE + Pb 3 THEC-4
Departamento de Engenharia Mecânica. Prof. Carlos Henrique Lauro
 Departamento de Engenharia Mecânica Tipos de Tratamentos Térmicos Termoquímicos 2 Termoquímicos Os tratamentos termoquímicos têm por objetivo alterar as propriedades superficiais do aço. Adição de elementos
Departamento de Engenharia Mecânica Tipos de Tratamentos Térmicos Termoquímicos 2 Termoquímicos Os tratamentos termoquímicos têm por objetivo alterar as propriedades superficiais do aço. Adição de elementos
DEFINIÇÃO PLÁSTICOS DEFINIÇÃO CLASSIFICAÇÃO
 MATERIAIS DE CONSTRUÇÃO CIVIL III DEFINIÇÃO PLÁSTICOS Formados pela combinação do carbono com oxigênio, hidrogênio, nitrogênio ou outros elementos orgânicos ou inorgânicos; C O H N Orgânicos Inorgânicos
MATERIAIS DE CONSTRUÇÃO CIVIL III DEFINIÇÃO PLÁSTICOS Formados pela combinação do carbono com oxigênio, hidrogênio, nitrogênio ou outros elementos orgânicos ou inorgânicos; C O H N Orgânicos Inorgânicos
 INJEÇÃO DE PLÁSTICOS Descrição do caso: Este Benchmark corresponde numa análise de desempenho do sistema de refrigeração proposto pelo cliente para o cobertor do filtro de admissão de um automóvel. Na
INJEÇÃO DE PLÁSTICOS Descrição do caso: Este Benchmark corresponde numa análise de desempenho do sistema de refrigeração proposto pelo cliente para o cobertor do filtro de admissão de um automóvel. Na
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST ) CIS- (Commnwealth of Independent States) compreende os países
 CIS- (Commnwealth of Independent States) compreende os países") Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
PULTRUSÃO. O reforço de fibras de vidro é puxado continuamente das bobinas para a zona de impregnação,
 PULTRUSÃO Pultrusão é um dos métodos de produção desenvolvido para se encontrar demanda de compostos reforçados com fibras de vidro com boas propriedades físicas e mecânicas - compostos que podem competir
PULTRUSÃO Pultrusão é um dos métodos de produção desenvolvido para se encontrar demanda de compostos reforçados com fibras de vidro com boas propriedades físicas e mecânicas - compostos que podem competir
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
MOLDAGEM INJEÇÃO DE PLÁSTICOS INDÚSTRIA
 MOLDAGEM INDÚSTRIA MOLDAGEM INJEÇÃO DE PLÁSTICOS Atualmente, a moldagem por injeção é o processo mais requisitado para a transformação de termoplásticos dada a sua rapidez, a multiplicidade de peças que
MOLDAGEM INDÚSTRIA MOLDAGEM INJEÇÃO DE PLÁSTICOS Atualmente, a moldagem por injeção é o processo mais requisitado para a transformação de termoplásticos dada a sua rapidez, a multiplicidade de peças que
Guias com Esferas Recirculantes
 Guias com Esferas Recirculantes As buchas guia com esferas recirculantes BOLEXP são constituídas de um invólucro de aço para rolamento, temperado e retificado, que mantém esferas correndo dentro de um
Guias com Esferas Recirculantes As buchas guia com esferas recirculantes BOLEXP são constituídas de um invólucro de aço para rolamento, temperado e retificado, que mantém esferas correndo dentro de um
2. Considerando a figura dada na questão 2, explique a principal dificuldade de conformação da sílica fundida em relação ao vidro de borosilicato.
 Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS
 ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS Alta performance em equipamentos vibratórios Rolamentos para Equipamentos Vibratórios Designações dos rolamentos NSK para equipamentos vibratórios Rolamentos para
ROLAMENTOS PARA EQUIPAMENTOS VIBRATÓRIOS Alta performance em equipamentos vibratórios Rolamentos para Equipamentos Vibratórios Designações dos rolamentos NSK para equipamentos vibratórios Rolamentos para
Moldes ABM Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo
 Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo - Isoflama www.isoflama.com.br isoflama@isoflama.com.br Definição ABNT 8635 para Tratamento Térmico
Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo - Isoflama www.isoflama.com.br isoflama@isoflama.com.br Definição ABNT 8635 para Tratamento Térmico
PROJETO DE DISPOSITIVOS E FERRAMENTAS
 PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
FIGURA 1 CONECTOR TERMINAL FIGURA 2 LUVA TERMOCONTRÁTIL FIGURA 3 DETALHE DE INSTALAÇÃO. Parafuso e Arruela. Conector. Luva
 FIGURA 1 E C D φ G F φ 10.0 + 0.2 A B CONECTOR TERMINAL FIGURA 2 I H LUVA TERMOCONTRÁTIL FIGURA 3 Rosca (Normal) DIN II 16 fios / in Sextavado Interno d1 h l1 l2 PARAFUSO D12 d2 m ARRUELA LISA DETALHE
FIGURA 1 E C D φ G F φ 10.0 + 0.2 A B CONECTOR TERMINAL FIGURA 2 I H LUVA TERMOCONTRÁTIL FIGURA 3 Rosca (Normal) DIN II 16 fios / in Sextavado Interno d1 h l1 l2 PARAFUSO D12 d2 m ARRUELA LISA DETALHE
TERMOFORMAGEM. Prof. Carlos Henrique Scuracchio 2015
 TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
VÁLVULA DE FLUXO ANULAR
 1. INTRODUÇÃO 1.1. Funções e Forma de Operação A principal característica da válvula de fluxo anular (needle valve) é a capacidade de modular a vazão de forma linear mesmo na presença de elevados diferenciais
1. INTRODUÇÃO 1.1. Funções e Forma de Operação A principal característica da válvula de fluxo anular (needle valve) é a capacidade de modular a vazão de forma linear mesmo na presença de elevados diferenciais
PET SOPRO CORRETO EVITA PREJUÍZO. E-BOOK - PET: SOPRO CORRETO EVITA PREJUÍZO
 PET SOPRO CORRETO EVITA PREJUÍZO Página 1 Com o grande consumo das garrafas de refrigerantes fabricadas de PET (polietileno tereftalato), essa resina se tornou atrativa para a fabricação de embalagens
PET SOPRO CORRETO EVITA PREJUÍZO Página 1 Com o grande consumo das garrafas de refrigerantes fabricadas de PET (polietileno tereftalato), essa resina se tornou atrativa para a fabricação de embalagens
Cooperativismo em Materiais Compósitos
 PULTRUSÃO COMPOSITES INTRODUÇÃO Os compostos de fibras de vidro tem sido usados como material de construção nas áreas de: Marítima Construção civil Resistência química Elétrica Setores de transporte, etc.
PULTRUSÃO COMPOSITES INTRODUÇÃO Os compostos de fibras de vidro tem sido usados como material de construção nas áreas de: Marítima Construção civil Resistência química Elétrica Setores de transporte, etc.
Física dos Materiais FMT0502 ( )
") Física dos Materiais FMT0502 (4300502) 1º Semestre de 2010 Instituto de Física Universidade de São Paulo Professor: Antonio Dominguesdos Santos E-mail: adsantos@if.usp.br Fone: 3091.6886 http://plato.if.usp.br/~fmt0502n/
Física dos Materiais FMT0502 (4300502) 1º Semestre de 2010 Instituto de Física Universidade de São Paulo Professor: Antonio Dominguesdos Santos E-mail: adsantos@if.usp.br Fone: 3091.6886 http://plato.if.usp.br/~fmt0502n/
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
INSTRUÇÕES PARA CONFECÇÃO DA CAIXA TERMOPLÁSTICA
 O padrão tipo caixa termoplástica para assentamento na parede é utilizado para instalação de hidrômetro em ligações com expectativa de consumo de até 270 m3 por mês, e poderá ser empregado nas seguintes
O padrão tipo caixa termoplástica para assentamento na parede é utilizado para instalação de hidrômetro em ligações com expectativa de consumo de até 270 m3 por mês, e poderá ser empregado nas seguintes
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Processos de Injeção Plástica
 Processos de Injeção Plástica Conceito: O Processo de Injeção de materiais plásticos é baseado no seguinte conceito: O plástico no estado fundido é forçado a se deslocar até o interior de um molde, preenchendo
Processos de Injeção Plástica Conceito: O Processo de Injeção de materiais plásticos é baseado no seguinte conceito: O plástico no estado fundido é forçado a se deslocar até o interior de um molde, preenchendo
Universidade Federal do Rio de Janeiro Instituto de Física Lista 1 Física 2. prof. Daniela Szilard 23 de maio de 2016
 Universidade Federal do Rio de Janeiro Instituto de Física Lista 1 Física 2 prof. Daniela Szilard 23 de maio de 2016 1. Julgue os itens: verdadeiro ou falso. ( ) A lei de Stevin é válida para qualquer
Universidade Federal do Rio de Janeiro Instituto de Física Lista 1 Física 2 prof. Daniela Szilard 23 de maio de 2016 1. Julgue os itens: verdadeiro ou falso. ( ) A lei de Stevin é válida para qualquer
Fabricação de cadeiras de polipropileno (PP)
") Fabricação de cadeiras de polipropileno (PP) Informações sobre cadeiras plásticas produzidas por injeção. Serviço Nacional de Aprendizagem Industrial - SENAI-RS Escola de Educação Profissional SENAI Nilo
Fabricação de cadeiras de polipropileno (PP) Informações sobre cadeiras plásticas produzidas por injeção. Serviço Nacional de Aprendizagem Industrial - SENAI-RS Escola de Educação Profissional SENAI Nilo
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
TÍTULO: ESTUDO COMPARATIVO DO COMPORTAMENTO MECÂNICO DE CORPOS POLIMÉRICOS A BASE DE ABS E PLA OBTIDOS POR IMPRESSÃO 3D
 TÍTULO: ESTUDO COMPARATIVO DO COMPORTAMENTO MECÂNICO DE CORPOS POLIMÉRICOS A BASE DE ABS E PLA OBTIDOS POR IMPRESSÃO 3D CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO:
TÍTULO: ESTUDO COMPARATIVO DO COMPORTAMENTO MECÂNICO DE CORPOS POLIMÉRICOS A BASE DE ABS E PLA OBTIDOS POR IMPRESSÃO 3D CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: