SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
|
|
|
- Patrícia Quintão Nobre
- 6 Há anos
- Visualizações:
Transcrição
1 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius
2 Processos de Fabricação Mecânica Sumário Introdução: Movimentos e Grandezas Ferramentas para operação de Torneamento Condição de operação Operações de Torneamento Sistema de fixação de peças em Torneamento Tornos e partes componentes dos tornos Máquinas para produção
3 Introdução: Movimentos e Grandezas Norma ABNT NBR 6162 Conceitos da Técnica de Usinagem Movimentos e Relações Geométricas Movimentos na Usinagem = movimentos entre a ferramenta e a peça Classificação : Ativos e Passivos
 Movimento de avanço (A): Contínuo no Torneamento (Figura")

4 Introdução: Movimentos e Grandezas Ativos : promovem remoção de Material Movimento de corte (B) Movimento de avanço (A): Contínuo no Torneamento (Figura 1) e Furadeira; Intermitente na operação de Aplainamento (Filme) Movimento efetivo de Corte: Contínuo = M. de corte + M. de avanço; Intermitente = M.de corte Figura 1

5 Introdução: Movimentos e Grandezas Ativos : promovem remoção de Material Movimento de corte (B) Movimento de avanço (A): Contínuo no Torno e Furadeira; Intermitente na Plaina Movimento efetivo de Corte: Contínuo = M. de corte + M. de avanço; Intermitente = M.de corte Movimento de corte Movimento de Avanço
6 D Movimentos do Processo de Usinagem Geometria do Torneamento n A Superfície de saída A A A n Aresta principal de corte Superfície de folga Peça A-A V f Direção dos movimentos de corte, avanço e efetivo de corte no torneamento. A-A : ângulo da direção do avanço; : ângulo da direção efetiva Cunha de corte A-A
7 D Movimentos do Processo de Usinagem Figura 1: Torneamento n Movimento efeitvo =90º V e V c Movimento de corte A A Peça n Direção dos movimentos de corte, avanço e efetivo de corte no torneamento. : ângulo da direção do avanço; : ângulo da direção efetiva V f A-A Movimento de avanço Ferramenta de corte Plano de trabalho

8 Movimentos do Processo de Usinagem Figura 2: Furação Broca helicoidal n Direção dos movimentos de corte, avanço e efetivo de corte no torneamento. : ângulo da direção do avanço; : ângulo da direção efetiva Movimento de corte Movimento efetivo V c V e = 90º V f Movimento de avanço Peça Plano de trabalho

9 Movimentos do Processo de Usinagem Figura 3: Fresamento 90º Movimento efetivo Movimento de corte V e V c Direção dos movimentos de corte, avanço e efetivo de corte no torneamento. : ângulo da direção do avanço; : ângulo da direção efetiva V f Movimento de avanço Peça Plano de trabalho
10 Movimentos Passivos Passivos: Não promovem remoção de material ao ocorrerem: Movimento de ajuste (C): pré-determinação da espessura da camada de material a ser removida. Sangramento, furação e brochamento não ocorre este movimento Movimento de correção: compensação no posicionamento causado por fatores como desgaste, variações térmicas, def. plásticas, etc. Movimento de aproximação: antes da usinagem Movimento de recuo: após a usinagem Importância: Tempo total de fabricação depende do tempo gasto em cada um desses movimentos.
11 D Movimentos Passivos Movimento de ajuste (C): pré-determinação da espessura da camada de material a ser removida. Sangramento, furação e brochamento não ocorre este movimento Movimento de Ajuste C ap A-A
12 Movimentos Passivos Movimento de ajuste (C): pré-determinação da espessura da camada de material a ser removida. Sangramento, furação e brochamento não ocorre este movimento ap n n V c V f V f Peça Sangramento: ap equivale a espessura da lâmmina que penetra no metal Furação: ap equivale ao diâmetro da broca dividido por 2
13 Movimentos Passivos Brochamento: Seqüência da operação Movimento de ajuste (C): pré-determinação da espessura da camada de material a ser removida. Sangramento, furação e brochamento não ocorre este movimento Brochamento: ap equivale a espessura da lâmina que penetra no metal até atingir a forma final
14 A D A Movimentos Passivos n A-A Movimento de correção: compensação no posicionamento causado por fatores como desgaste, variações térmicas, def. plásticas, etc. Movimento de Correção C x x desgaste A-A
15 D Movimentos Passivos Movimento de aproximação: antes da usinagem Movimento de recuo: após a usinagem n Movimento de Recuo (R) R A Movimento de Aproximação (A)
16 Grandezas do Processo de Usinagem D i v c ap f D f n V c Di n 1000 Profundidade de usinagem, ap (mm) Velocidade de corte, V c (m/min) l ap D i D f 2 Rotação da peça, n (rpm) v f n vc D i Velocidade de avanço, V f (mm/min) v f n f
17 Exemplos Exemplo 1 - Determinar a velocidade de corte em uma operação de torneamento de uma peça de 45mm de diâmetro, girando a 750 rpm. Vc= Vc = 106m/min Exemplo 2 - Em uma operação de torneamento de uma peça de 70 mm, a velocidade de corte indicada é de 160m/min. Determinar a rotação a ser selecionada no torno Vc n= n= D n = 728 rpm
18 Grandezas do Processo de Usinagem Área da seção do cavaco (A) f A = ap * f = seção do cavaco ( = 90º ) A= b * h = seção do cavaco ( 90º ) ap A h f h f ap b Onde: - Ângulo de Posição ap - Profundidade de Usinagem f - Avanço b - largura de corte h - Espessura de corte A 90º b h ap sen f sen ap b
19
20 Grandezas do Processo de Usinagem Tempo de corte t c (min) v c t c L v f D i f ap D f n Onde L é comprimento de corte (mm) Taxa de remoção de material, Q, (mm 3 /min) L Q v c ap Potência de corte (kw) f P Qu Onde u (W*seg/mm 3 ) é a energia específica de corte e depende do material
21 Necessidades de energia (aproxm.) em operações de usinagem (no motor rendimento de 80% e multiplicar por 1.25 para ferramentas desgastadas Energia específica (u) Material W.s/mm 3 hp.min/in. 3 Ligas de Alumínio 0,4-1,1 0,15-0,4 Ferros fundidos 1,6-5,5 0,6-2,0 Ligas de cobre 1,4-3,3 0,5-1,2 Ligas para altas temperaturas 3,3-8,5 1,2-3,1 Ligas de magnésio 0,4-0,6 0,15-0,2 Ligas de Níquel 4,9-6,8 1,8-2,5 Ligas Refratárias 3,8,9,6 1,1-3,5 Aços inoxidáveis 3,0-5,2 1,1-1,9 Aços em geral 2,7-9,3 1,0-3,4 Ligas de titânio 3,0-4,1 1,1-1,5
22 Grandezas do Processo de Usinagem Vc e f - parâmetros usados para otimização de corte ap - fixado para dimensões iniciais e finais - limitado pela ferramenta de corte
, o avanço (f) usado será de 0,15 mm/revolução, a velocidade de corte (v c ) é de 150 m/min.")
 Velocidade de avanço, c) tempo de corte para realizar a operação ; d) taxa de remoção de material e; e) a potência de")
23 Exemplo 4: Numa operação de torneamento cilíndrico de um aço ABNT O comprimento considerado para o corte é de 150 mm (L), o avanço (f) usado será de 0,15 mm/revolução, a velocidade de corte (v c ) é de 150 m/min. O diâmetro inicial da peça é de 100 mm e o diâmetro final de 90mm. A profunidade de usinagem (ap) em cada passo será de 2,5 mm. Calcule: Rotação da peça; b) Velocidade de avanço, c) tempo de corte para realizar a operação ; d) taxa de remoção de material e; e) a potência de corte. L a) b) c) d) O tempo de corte para realizar a operação será o tc x 2 passos ou 4,18 minutos e)
24 Grandezas do Processo de Usinagem Velocidade de corte (V c ) variação de 5 mm/seg a 10 m/seg (podendo chegar a 50 m/seg) Típico: 50 mm/seg a 3 m/seg Avanço (f ) 13 m a 2.5 mm por revolução Profundidade de usinagem (ap) até 25,4 mm Volume de material removido pelo tempo (Q) > 28 cm 3 /seg (possível) Típico: cm 3 /seg
25 Exercício v c ,9m / min
26 Exercício Dada operação de torneamento cilíndrico utilizando as seguintes condições de corte: v c = 250 m/min; D = 150 mm; v f = 159 mm/min; ap = 4 mm; t c = 1,57 min; = 75º ; calcule: a) Rotação da peça (n); b) Avanço (f); c) Comprimento de corte (L); d) Espessura de corte (h) e) Largura de corte (b); f) Taxa de remoção (Q)
27 Geometria de Ferramenta para Usinagem


28 Classificação da ferramenta de corte Ferramentas com ponta única Uma aresta de corte dominante Ponta é geralmente arredondada formando um raio na ponta Torneamento usa ferramenta de ponta única 2. Ferramentas com Multiplas arestas de corte Mais de uma aresta de corte Movimento relativo a peça é rotativo Fresamento e furação usam ferramentas com multiplas arestas
29 Ferramentas para operação de Torneamento Forma e Geometria das Ferramentas Material da ferramenta Ângulos Principais Condições de Corte
30 Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria de corte apropriada ou ótima. A geometria da ferramenta influência na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade do Acabamento

31 Geometria da Cunha cortante Blank de Aço Rápido Blank afiado para ferramenta
32 Geometria da Cunha cortante Direção do corte Aresta secundária de corte Superfície de saída Direção do avanço Aresta principal de corte Superfície de folga secundária Superfície de folga primária Raio da ponta da ferramenta

33 Construção dos ângulos da Ferramenta Superfície de saída Esmeril Aresta Secundária de corte Aresta principal de corte
34 Construção dos ângulos da Ferramenta n Aresta Secundária 2 Aresta principal de corte A A de corte Superfície de saída Corte A-A Pontos: FILME 1 entre a superfície de saída e a superfície do cavaco; 2 entre a superfície de folga e a superfície que está sendo cortada; 3 entre a aresta secundária e a superfície usinada. 1 2 Pontos 1, 2 e 3 : forte contato por atrito. O que fazer?
35 O que fazer para evitar os contatos 2 e 3? n Criar uma superfície de folga na ferramenta Aresta principal de corte A 1 A Aresta Secundária de corte Superfície de saída Corte A-A Superfície de saída 1 2 Superfície de folga Aresta secundária de corte Superfície de folga Aresta Principal de corte Contato 2 : menor atrito Pergunta: e o atrito na aresta secundária??????
36 Construção dos ângulos da Ferramenta Superfície de saída Aresta Secundária de corte Aresta principal de corte Superfície de folga secundária Superfície de folga primária
37 Construção dos ângulos da Ferramenta n 3 Aresta principal de corte A Aresta Secundária de corte A Superfície de saída Superfície de folga secundária Aresta secundária de corte Superfície de folga primária Aresta Principal de corte

38 Geometria da Cunha cortante Ferramenta de ponta única e de multiplas pontas






39 Geometria da Cunha cortante Macho para Rosca Interna Cunha de corte Fresa de Topo Cunha de corte Broca a b Cunha de corte
40 Geometria da Ferramenta de Tornear Corte a esquerda Ferramenta 2 = 60 o n f L 1 ap f Corte a Direita Corte a esquerda ap L 2 = 75 o Ferramenta 1 Corte a Direita
41 Sistema de Referência de Ferramenta Direção Efetiva de corte Direção de Corte Plano de Trabalho Plano de Efetivo de Corte Direção de avanço Plano de Referência Plano de Base Plano Efetivo de Medida f Vc Sistema Efetivo de referência de uma ferramenta de torno

42 Sistema de Referência de Ferramenta Direção de Corte Plano de Medida Direção de avanço Plano de Corte Plano de Base Plano de Referência Plano de Medida Plano de Base 90º Plano de Referência Plano de Corte Sistema de referência de uma ferramenta de torno
43 Sistema de Referência de Ferramenta Direção do corte Direção do avanço Plano de referência da ferramenta Ponto Selecionado na aresta
44 Sistema de Referência de Ferramenta Direção do corte Plano medida de Direção do avanço Ponto Selecionado na aresta
45 Sistema de Referência de Ferramenta Direção do corte Plano de corte Direção do avanço Ponto Selecionado na aresta
46 Plano de Trabalho Direção de Avanço Plano de referência Plano de Trabalho r r ap Plano de Trabalho Plano do Papel = Plano de Referência
47 Ângulos e Sistema de Referência Ângulo de saída Ângulo de posição secundário r Ângulo de folga primário a Raio de ponta Ângulo de folga secundário a s Ângulo de posição r Ângulo lateral de corte Ângulo de folga secundário a s Ângulo de inclinação positivo + Ângulo de inclinação negativo - Plano referência Ângulo de folga primário a Fonte p.26 Nelson Schneider Planos do sistema de referência
48 Ângulos definidos no plano de referência Direção de Avanço Plano de referência Plano de Trabalho r r ap Plano de Trabalho Plano do Papel = Plano de Referência

49 Ângulos definidos no plano de referência Ângulo de posição secundário r Ângulo de Posição primário Aresta principal p r Plano de trabalho Superfície Saída Direção avanço do Plano de Referência
50 Ângulos definidos no Plano de corte Ângulo de Inclinação :ângulo de inclinação da aresta de corte da ferramenta - Aresta Principal + Aresta Principal
51 Ângulos definidos no Plano de corte :ângulo de inclinação da aresta de corte da ferramenta A + B -
52 Ângulos medidos no Plano de corte Plano de Referência A Plano trabalho de Corte A-A Plano Medida de A Plano de Corte Plano de Corte


53 Ângulos medidos no Plano de corte Direção do corte Aresta principal de corte Plano de referência Ângulo secundário de folga a 2 Superfície de folga primária Plano de Corte: transparência
54 Ângulos medidos no Plano de Corte e de Medida a: Ângulo de Folga da Ferramenta b: Ângulo de Cunha da Ferramenta : Ângulo de Saída da Ferramenta
55 Plano de Corte Plano de Corte Ângulos medidos no Plano de Corte e de Medida A A Plano de Medida Plano de Referência a b Corte A-A Plano de Referência Plano de Medida
56 Plano de Corte Plano de Medida Ângulos medidos no Plano de Corte e de Medida A Plano de Medida A b Plano de Referência a A-A Plano de Referência Plano de Corte

57 Ângulos medidos no Plano de Corte e de Medida Direção do corte Superfície de saída Direção do avanço Aresta principal de corte Aresta secundária de corte Superfície de folga primária Superfície de folga secundária a 1

58 Ângulos medidos no Plano de Corte e de Medida Direção do corte Superfície de saída Direção do avanço Aresta principal de corte Aresta secundária de corte Superfície de folga primária a 1 Superfície de folga secundária
59 Ângulos medidos no Plano de Corte e de Medida Ângulo de Saída = 0 o - + Aresta Principal
60 PLANO DE MEDIÇÃO DEFINIÇÃO ESQUEMA GEOMÉTRICO ÂNGULO DE POSIÇÃO Referência Ângulo entre o plano efetivo de corte e o plano de trabalho Plano de Trabalho Plano de Corte PONTA Referência Ângulo entre o plano principal de corte e o plano lateral de corte Plano Lateral de Corte Plano de Corte INCLINAÇÃO Corte Ângulo entre a aresta de corte e o plano de referência Plano de Referência da Ferramenta FOLGA a CUNHA b Medida Medida Ângulo entre a superfície de folga e o plano de corte Ângulo entre a superfície de folga e a superfície de saída Plano de Referência Superfície de Folga Plano de Corte A Corte AB Superfície de Saída B SAÍDA Medida Ângulo entre a superfície de saída e o plano de referência Plano de Medida Plano de Corte
61 Ângulos de uma Ferramenta Monocortante
62 Recomendações de Ângulos de uma Ferramenta Monocortante Material HSS MD a 1 a 2 χ 1 χ 2 a 1 a 2 χ 1 χ 2 Ligas de Al e Mg Ligas de Cobre Aços Aços Inox Ligas Altas temperat Ligas refratárias Ligas de Ti FoFo Termoplásticos Termorígidos ângulo de inclinação ângulo de saída a 1 ãngulo de folga principal a 2 ângulo de folga lateral ou secundário χ 1 ângulo de posição χ 2 ângulo de posição lateral
63 Diâmetro da Broca Ângulos de uma Broca Guia Face de Folga Quina Guia com largura b Canto vivo Quina com Chanfro Folga do corpo Superfície de saída Ângulo de ponta Canal helicoidal Quina com raio
64 Diâmetro da Broca Ângulos de uma Broca Guia Face de Folga Quina Guia com largura b Canto vivo Quina com Chanfro Folga do corpo Superfície de saída Ângulo de ponta Canal helicoidal Quina com raio

65 Ângulos de uma Broca Aresta transversal 12º Arestas de corte Ângulo de folga correto Ângulo de folga muito grande Ângulo de folga negativo 45º Ângulo da aresta transversal correto Ângulo da aresta transversal muito grande Ângulo da aresta transversal negativo
66 Ângulos de uma Broca

67 Ângulos de uma Broca Ângulo de Hélice pequeno Ângulo de Hélice Médio Ângulo de Hélice Grande
68 Ângulos de uma Broca
69 Geometria da Fresa Fresa com aresta dupla L D D: Diâmetro da Ferramenta L: comprimento da ferramenta L2: Comprimento útil d1: diâmetro da Fresa L2 d1
70 Mecanismo de Formação do Cavaco Introdução Mecânica do Corte Formação do Cavaco Influência Sobre o Processo Tipos de Cavaco

71 Mecanismo de Formação do Cavaco

72 Mecanismo de Formação do Cavaco Modelo idealizado do corte Direção do corte cavaco Cavaco Ferramenta Peça ferramenta Direção do corte Peça
73 Mecanismo de Formação do Cavaco Considerações sobre o corte ortogonal Processo pode ser adequadamente representado através de uma geometria bidimensional. A ferramenta é considerada perfeitamente afiada. A ferramenta entra em contato com a peça somente através da superfície de saída. Principal zona de Deformação ocorre em uma zona delgada adjacente ao plano de cisalhamento. Aresta de corte é perpendicular a direção do corte. O cavaco na escoa lateralmente. Cavaco Ferramenta Peça

74 Mecanismo de Formação do Cavaco Geometria h 0 = profundidade de usinagem (ap) espessura do corte cavaco h = espessura do cavaco = ângulo de saída β = ângulo de cunha h Ferramenta a=ângulo de folga = ângulo de cisalhamento h 0 β a Peça

75 Mecanismo de Formação do Cavaco Modelo de carta de baralho para formação de cavaco Piispanen 1948 (J. of appl. Phys.V.19 p.867) Direção do corte cavaco t Ferramenta t 0 Peça
76 cot ) tan( ) sen( 1 cos tan ) cos( sen ) cos( sen 0 + r r l l h h r s s Recalque Peça Ferramenta a β h 0 h cavaco ls
77 Relação entre velocidades Relação entre as velocidades Vc velocidade de corte - Ferramenta em relação a peça V s V ca Vca velocidade do cavaco - Cavaco em relação a ferramenta Vs Velocidade do cisalhamento -cavaco em relação a peça V c V ca -γ V c V s V V V V V V ca ca s c c c h0 h cos cos sen cos r
78 Exemplo Numa operação de usinagem de um aço-carbono, a ferramenta de corte tem um ângulo de saída de = 10. A espessura do cavaco antes do corte é h 0 = 0,5 mm e a espessura do cavaco após o corte h = mm. Calcule o ângulo do plano de cisalhamento e a deformação por cisalhamento nessa operação. Solução: r = h 0 / h= 0.5mm/1.125mm = tan = cos(10 )/( sen10 ) = => = 25.4 = tan(γ)+cot = tan( )+cot25.4 = 2.386
79 Deformação por cisalhamento (ε) ε= cotang () + tang (-) cavaco Para = 0 o ε t c 10º 5,84 20º 3,12 30º 2,3 h 0 B Peça A β Ferramenta a
80 Cavaco F b R ferramenta Fs N Vc Fc Vc R Fn Peça R`` Ft a) b) Forças durante o corte: a) Forças atuando sobre o cavaco no corte ortogonal e b) forças sobre a ferramenta que podem ser medidas
 Ft = força")
81 Forças no processo de usinagem M. Eugene Merchant F t F c N s b R bγ F F s γ γ Vc F N F s N F sen + F s c F c F c cos c cos F sen + F t cos F sen t F sen t t cos Fc = força de corte (paralela a direção do corte) Ft = força secundária (perpendicular a direção do corte) N N, F = Normal, Força de atrito tangencial da ferramenta sobre o cavaco Ns, Fs = Normal, Força tangente de cisalhamento da peça sobre o cavaco
82 Forças no processo de usinagem γ Forças na face da ferramenta F F sen + F cos c t N F cos F sen c t F N F t b F c N s N b γ R F F s γ Vc tag b Cavac o F R b Fc N Vc R`` Ft Peça
83 Forças no processo de usinagem Forças no plano de cisalhamento F s N s F c N s F t b F F sen + N c c cos b γ F s R γ F F sen γ t F t Vc cos s A s Cavac o F R b Fc N R`` s F A s s N A s s h0 b sen Peça Ft Tensão de cisalhamento Deformação por cisalhamento Área do plano de cisalhamento Vc
84 Forças no processo de usinagem F t b F c N s N b γ R F F s γ γ Vc s s F Fc sen + Ft cos hb / sen 45 c o cos Ft sen ( hb / sen) + 2 b 2
85 Continuação do Exemplo Exemplo, As forças de corte Normal e tangencial foram medidas durante uma operação de corte ortogonal com valores de 1559 N e 1271 N respectivamente. A largura do corte ortogonal é b = 3.0 mm. Determine a resistência ao cisalhamento do material Solução: F s =F c cos F t sen = 1559 x cos x sen 25.4 = 863 N A s = h 0. b/sen 0.5 x 3.0/ sen 25.4 = (mm 2 ) = S F s /A s = 863 (N)/3.497 (mm 2 ) = 247 MPa
86 Continuação do Exemplo usando os dados do exercício anterior, determine: (a) o ângulo de atrito usando a eq. de Merchant. (b) o coeficiente de atrito Uma vez que = 45 + /2 b/2 => b = 2 x x 25.4 = 49.2 => = tag 49.2 = 1.16
87 Multiplicando pela Vc, temos: Portanto Energia e Potência de Corte ( energia específica de corte) P u u u c F A c ap F cavaco F P c c V c f TRM c V V c c P u Potência de Corte Energia específica de corte P c TRM
88 Valores de energia específica em operações de usinagem (rendimento do motor 80% e multiplicar valores por 1.25 para ferramentas desgastadas) Material Energia Específica (W.s/mm 3 ) Ligas de Alumínio 0,4-1,1 Ferro Fundido 1,6-5,5 Ligas de Cobre 1,4-3,3 Ligas de altas tenperaturas 3,3-8,5 Ligas de Magnésio 0,4-0,6 Ligas de Níquel 4,9-6,8 Ligas refratárias 3,8-9,6 Aços inoxidáveis 3,0-5,2 Aços 2,7-9,3 Ligas de Titânio 3,0-4,1
89 Solução: Continuando com os dados do exemplo anterior, determine a potência de corte e a energia espedícica de corte necessárias para realizar o processo de usinagem com velocidade de corte v = 100 m/min. P c = F c.vc = 1557x100 = N.m/min = 2595 J/s = 2595 W = 3.5 HP => P u = u = P c /TRM = / [100x(10 3 )x3.0x0.5] = / Pu = u = 1038 (N/mm 2 ) * (m/10 3 mm) =1,038 N.m/mm 3 = 1,038 J / mm 3 * (s/s) U = 1,038 J.s/ s.mm 3 = 1,038 W.s/mm 3
90 Temperatura de Corte Método de Cook T = aumento da temp média na interface ferramenta cavaco (K) 1 u = energia específica de corte da operação, N-m/mm 3 V c = velocidade de corte, m/s T 0.4u C V c a h o 3 = densidade do material (g/cm 3 ) C = calor específico do material trabalhado, J/(g. o C). C = calor específico volumétrico (J/mm 3 o C) a k C A equação funciona para b/h 0 > 5 k = condutividade térmica do material trabalhado W/(cm. o C) a = difusividade térmica do material (mm 2 /s) Conversões: T ( o C) = T(K) - 273K J = N.m = Kg. m 2. s -2 W =J/seg = N.m/s = Kg. m 2. s 3
91 para a energia específica obtida no exemplo anterior, calcular o aumento na temperatura em relação à temperatura ambiente de 20 C. Use os dados fornecidos no exemplo anterior: Vc=100m/min, h 0 =0.50mm. C = 0.003J/mm 3o C e difusividade térmica de 50 mm 2 /s Solução: T 0.4 v = (100m/min)(10 3 mm/m)/(60 s/min) = 1667 mm/s. T = (0.4x1,038) /0.003 [(1667x0,5/50) ]= 138.4x(2,552) = 353 C Resultando na temperatura de corte = 373 C C u V h c o a 1 3
92 Tipos de Cavaco A Formação do cavaco afeta: Forças de corte Acabamento superficial; Temperatura; Vida da ferramenta e ; Tolerâncias dimensionais. Tipos de Cavaco: Continuo Aresta Postiça de Corte (APC) Descontinuo Serrilhado
")
")


93 Tipos de Cavaco: A) Contínuo B) Descontinuo C) Aresta Postiça de corte D) Serrilhado

94 Tipos de Cavaco: Filme
95 Formas de Cavaco Fonte: Trent &Wright 2000 O cavaco varia bastante em termos de tamanho e forma 95
; Porém podem se formar a baixas velocidades, ângulos de saída negativos metais e caracterizado por zona de")
96 Características dos Cavaco A Contínuo: Zona de cisalhamento muito estreita, existe também uma zona secundária de cisalhamento Excelente acabamento superficial Geralmente ocorre com metais dúcteis: ocorre a velocidades de corte elevadas e ângulos de saída positivos (condições favoráveis); Porém podem se formar a baixas velocidades, ângulos de saída negativos metais e caracterizado por zona de cisalhamento mais larga que causa distorções, acabamento superficial ruim e tensões residuais Cavacos tendem a enrolar no cabo ou suporte da ferramenta. Deve-se usar quebra-cavacos
97 Características dos Cavaco Solução para o problema do cavaco contínuo pode ser a utilização de quebra cavacos Antes Quebra - Cavaco Cavaco Depois Ferramenta Peça 2,0 13º A A Fonte: georgia tech university A-A 97
98 Características dos Cavaco B. Aresta Postiça de Corte:forma-se quando existe afinidade química entre peça e ferramenta. Torna-se instável, quebra e então forma-se novamente. Processo repetese continuamente Condições favoráveis para crescimento são:, baixas velocidades, grandes profundidades de corte, ângulos de saída negativo e altas temperaturas Degrada o ferramenta acabamento superficial e muda a geometria da APC finos ajudam a melhora a vida da ferramenta ; p.e., MnS durante a usinagem de aços Fluidos de corte previnem a formação


99 Características dos Cavaco Fonte: Ferraresi, 1970 p.384
100 Características dos Cavaco C. Descontinuo: Ocorre normalmente para materiais frágeis Inclusões/ impurezas favorecem sua formação Ocorrem tanto a velocidades baixa quanto altas Grandes profundidades de corte Ausência de fluido de corte;(em alguns casos como FoFo não se usa) Por causa da natureza descontinua dos cavacos, forças de corte variam levando a vibrações e trepidações na máquina ferramenta resultando em acabamento superficial ruim e perda das tolerâncias Podem ser observados para metais dúcteis para condições de velocidade baixa e avanço grande
101 Características dos Cavaco D. Cavacos Serrilhados: Semicontinuos com zonas de altas e baixas deformações por cisalhamento Ocorrem em metais onde a resistência decresce pronunciadamente com a Temperatura. Exemplo: Titânio e suas ligas
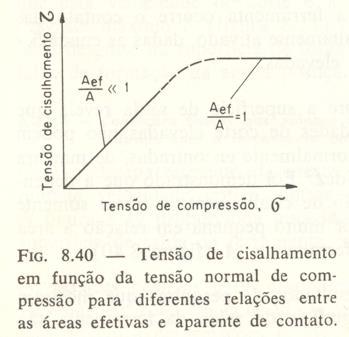
102 Recapitulando O processo de formação de cavaco é caracterizado por diversos fatores: 1) Deformações extremamente altas ( %) 2) Taxas de deformação extremamente altas ( s -1 ) 3) Atrito ou adesão da superfície do cavaco em contato com a face de saída. 4) O contato por atrito existe também entre a superfície recém criada e uma pequena porção da superfície de folga da ferramenta, próximo à aresta de corte; responsável pelo desgaste de flanco (V B ).
SEM534 Processos de Fabricação Mecânica. Aula: Mecanismo de Formação do Cavaco
 SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
SEM534 Processos de Fabricação Mecânica Aula: Mecanismo de Formação do Cavaco 1 SEM-534 Processos de Fabricação Mecânica Mecanismo de Formação do Cavaco Definição: Porção de material retirada da peça no
Aula: Movimentos e grandezas da Usinagem
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Movimentos e grandezas da Usinagem Cinemática dos processos Rotacionais e Não Rotacionais Torneamento Retiicação Furação
Aula: Geometria da Cunha de corte
 SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
SEM34 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Aula: Geometria da Cunha de corte Geometria da Cunha cortante Para cada par material de ferramenta / material de peça têm uma geometria
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
Aula Nº 3 Mecanismo de Formação do Cavaco
 Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
Aula Nº 3 Mecanismo de Formação do Cavaco objetivo do estudo (foco no cavaco): propiciar os fundamentos para a determinação (estimação) das forças, da rugosidade da superfície usinada e compreender o fenômeno
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Que ferramenta é essa? Para que serve? E essas? Que máquina é essa? Que máquina é essa? Aplainamento Aplainamento é uma operação de
Usinagem I Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Usinagem I 2014.1 Parte 2 Aula 9 e 10 Mecânica do Corte / Formação do Cavaco Mecânica do Corte Corte Ortogonal Simplificação do Corte t c : espessura do cavaco t o : espessura do cavaco indeformado, ou
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE
 NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE 3.1. INTRODUÇÃO A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, na usinagem dos metais. É necessário portanto definir
NOMENCLATURA E GEOMETRIA DAS FERRAMENTAS DE CORTE 3.1. INTRODUÇÃO A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, na usinagem dos metais. É necessário portanto definir
USINAGEM. Prof. Fernando Penteado.
 USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
USINAGEM Prof. Fernando Penteado. 1 Conceito O termo usinagem compreende todo processo mecânico onde a peça é o resultado de um processo de remoção de material (aparas de metal). segundo a DIN 8580,, aplica-se
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
FORÇAS E POTÊNCIAS DE CORTE
 SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
SEM534 Processos de Fabricação Mecânica Proessor - Renato G. Jasinevicius Aula: Forças e Potências de Corte FORÇAS E POTÊNCIAS DE CORTE Força de usinagem Fu é a orça total que atua sobre uma cunha cortante
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]
![Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]](/thumbs/72/66319740.jpg "Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970]") Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Entende-se como operações de usinagem aquelas que, ao conferir forma à peça, ou dimensões, produzem cavacos. [FERRARESI, 1970] Cavaco: Porção de material retirada da peça pela ferramenta, caracterizando-se
Prof. Danielle Bond USINAGEM USINAGEM USINAGEM. Movimentos e Grandezas nos Processos de Usinagem
 Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
Prof. Movimentos e Grandezas nos Processos de Usinagem Recomenda-se a norma NBR 6162: Conceitos da Técnica de Usinagem- Movimentos e Relações Geométricas Os movimentos entre ferramenta e peça são aqueles
FORÇAS E POTÊNCIAS NA USINAGEM
 FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
FORÇAS E POTÊNCIAS NA USINAGEM FORÇAS NA USINAGEM A força necessária para formar o cavaco, é dependente da tensão de cisalhamento do material da peça, das condições de usinagem e da área do plano de cisalhamento
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
SEM 0534 Processos de abricação Mecânica Professor: Renato Goulart Jasinevicius Processos de abricação Mecânica Aula 5 orças de corte ORÇAS E POTÊNCIAS DE CORTE orça de usinagem u é a força total que atua
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Usinagem I Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
Usinagem I 2015.1 Parte II Aula 13 e 14 Geometria da Ferramenta Norma ABNT ISO 3002 1-2013 Termos Gerais Superficies da peça: Superficie de trabalho superqcie da peça a ser removida pela usinagem Superficie
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS VI. Solicitações na cunha de corte. Conseqüência dos esforços na de Ferramenta Força de usinagem= f(condições de corte (f, vc, ap), geometria
FURAÇÃO. FURAÇÃO -Definição. Furadeira com ferramenta e peça furada, 4000 a.c.
 FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
Nomenclatura e geometria das ferramentas de corte
 Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
Nomenclatura e geometria das ferramentas de corte Norma ABNT - NBR 6163 1980 CONCEITOS DA TÉCNICA DE USINAGEM: GEOMETRIA DA CUNHA CORTANTE - TERMINOLOGIA - 1 Sistemas de Referência segundo Stemmer Sistema
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
Teoria e Prática da Usinagem Aula 03 Formação do cavaco Profa. Janaina Fracaro GEOMETRIA DA FERRAMENTA DE CORTE CAVACO GUME DE CORTE Movimento de corte 2 GEOMETRIA DA FERRAMENTA DE CORTE Influência da
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2
 AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
AULA 35 QUESTÕES DE REVISÃO: PARTE 2 AULA 36 PROVA P2 273 35. QUESTÕES DE REVISÃO: PARTE 2 PROCESSOS DE USINAGEM 35.1. Processo de Torneamento 1. Identifique as operações básicas desempenhadas por uma
CONTROLE DE CAVACO. A produção de cavacos longos pode causar os seguintes problemas principais.
 CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
CONTROLE DE CAVACO Na fabricação de peças por usinagem, as principais preocupações estão voltadas para a qualidade das peças produzidas, isto é, acabamento superficial e tolerâncias obtidas, e na produtividade
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Usinagem I Parte I Aula 2 Torneamento e Aplainamento. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 2 Torneamento e Aplainamento Movimentos de Usinagem * Os que causam diretamente rehrada de cavaco (AHvos) Corte Avanço EfeHvo de Corte Movimentos que não removem material
Usinagem I 2016.1 Parte I Aula 2 Torneamento e Aplainamento Movimentos de Usinagem * Os que causam diretamente rehrada de cavaco (AHvos) Corte Avanço EfeHvo de Corte Movimentos que não removem material
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
OPERAÇÕES MECÂNICAS I
 Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
Professor Miguel Reale Professor Me. Claudemir Claudino Alves OPERAÇÕES MECÂNICAS I Aluno: data: / / ATIVIDADE 4 REVISÃO GERAL DE AJUSTAGEM, TORNEARIA. Exercício 9 Um eixo de comprimento L = 250mm, Vc
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
6 - FRESAMENTO. 6.1 Introdução
 1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
1 6 - FRESAMENTO 6.1 Introdução O processo fresagem pode ser aplicado aos mais diversos materiais, para realizar peças com superfícies planas ou curvas, com entalhes, com ranhuras, com sistemas de dentes,
Corte por serra de fita
 Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
Processos de Usinagem
 Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Processos de Usinagem Torneamento O torneamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes. Para tanto, a peça
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
Controle do cavaco. Formas de Cavacos. Cavaco em fita. Cavaco helicoidal. Cavaco espiral. Cavaco em lascas ou pedaços
 Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
Controle do cavaco Formas de Cavacos Cavaco em fita Cavaco helicoidal Cavaco espiral Cavaco em lascas ou pedaços 1 Formas de cavacos produzidos na usinagem dos metais fragmentado 2 Principais problemas
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento Mandrilamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Mandrilamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento
FUNDAMENTOS DA USINAGEM DA MADEIRA. Teoria de Corte da Madeira
 FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
TECNOLOGIA DA USINAGEM DOS MATERIAIS
 Prof. Dr. Nivaldo Lemos Coppini Atualmente, o professor Coppini atua como consultor em pesquisa e ensino de cursos de pós-graduação em Engenharia Mecânica e Engenharia de Produção. É professor titular
Prof. Dr. Nivaldo Lemos Coppini Atualmente, o professor Coppini atua como consultor em pesquisa e ensino de cursos de pós-graduação em Engenharia Mecânica e Engenharia de Produção. É professor titular
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO
 FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
FURAÇÃO: OPERAÇÃO DE TREPANAÇÃO Prof. Janaina Fracaro de Souza janainaf@utfpr.edu.br TEORIA E PRÁTICA DA USINAGEM Prof. Dr. Eng. Rodrigo Lima Stoeterau 2 Tipos de brocas Ângulos das brocas 3 Variações
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Desgaste e vida da ferramenta de corte
 Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Desgaste e vida da ferramenta de corte Durante a usinagem a cunha de corte é submetida a um desgaste que depende da forma e da duração da solicitação. Podem ocorrer o desgaste ou a avaria da ferramenta.
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
Edleusom Saraiva da Silva José Hilton Ferreira da Silva
 Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Edleusom Saraiva da Silva José Hilton Ferreira da Silva MODELAGEM E ANÁLISE DA RUGOSIDADE SUPERFICIAL DO AÇO ABNT 1045 TRATADO TERMICAMENTE Primeira Edição São Paulo 2017 SUMÁRIO 1. INTRODUÇÃO... 1 1.1.
Alto Avanço e Pastilhas SBMT 13 Altamente Positivas
 1/9 Alto Avanço e s SBMT 13 Altamente Positivas 2/9 Alto Avanço e s SBMT 13 Altamente Positivas Características Face única, 4 arestas de corte positivas para altos avanços de corte. Menor potência de máquina
1/9 Alto Avanço e s SBMT 13 Altamente Positivas 2/9 Alto Avanço e s SBMT 13 Altamente Positivas Características Face única, 4 arestas de corte positivas para altos avanços de corte. Menor potência de máquina
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS I. Introdução Todos os conjuntos mecânicos que nos cercam são formados por uma porção de peças: eixos, anéis, discos, rodas, engrenagens,
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS I. Introdução Todos os conjuntos mecânicos que nos cercam são formados por uma porção de peças: eixos, anéis, discos, rodas, engrenagens,
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
Prof. Danielle Bond. Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Prof. Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES
 AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
AULA 23 PROCESSO DE FURAÇÃO: GENERALIDADES 169 23. PROCESSO DE FURAÇÃO: GENERALIDADES 23.1. Introdução Na indústria metal mecânica há diversas formas de se obter furos em peças. Podem-se destacar os seguintes
PROCESSOS DE USINAGEM. Prof. João Paulo Barbosa, M.Sc.
 PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
PROCESSOS DE USINAGEM Prof. João Paulo Barbosa, M.Sc. Introdução Os processos de usinagem começaram a ser desenvolvidos quando o homem descobriu que podia transformar movimento lineares em movimentos de
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
Nova Série SED 7 para uma excelente usinagem de Materiais de Difícil Usinabilidade
 1/5 Nova Série SED 7 para uma excelente usinagem de Materiais de Difícil Usinabilidade Ponto Chave demanda do mercado por usinagens em alta velocidade e eficiência cresceu. TaeguTec ampliou sua linha com
1/5 Nova Série SED 7 para uma excelente usinagem de Materiais de Difícil Usinabilidade Ponto Chave demanda do mercado por usinagens em alta velocidade e eficiência cresceu. TaeguTec ampliou sua linha com
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW102 TW202 TW302 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
TW102 TW202 TW302 SOLUÇÕES PARA ALUMÍNIO E METAIS MALEÁVEIS TW102 DIN 338 (6xD) TW202 DIN 340 (10xD) TW302 DIN 1869/1 (15xD) Alta durabilidade Maior produtividade peças/hora Redução de paradas para reafiação
Pastilha a 90 de 4 arestas com aplicação em rampa
 1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
SEM-0534 Processos de Fabricação Mecânica. Retificação
 SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
SEM-0534 Processos de Fabricação Mecânica Retificação Definição Retificação é o processo aplicado à peça após a execução de todos os outros processos de usinagem. Outros processos abrasivos: a) Brunimento
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
Teoria prática da Usinagem. Janaina Fracaro de Souza 2017
 Teoria prática da Usinagem Janaina Fracaro de Souza 2017 /1 O Contexto Produtivo da Ferramentaria Contexto A tarefa de uma ferramentaria é fornecer recursos de produção para as fábricas; Um molde ou uma
Teoria prática da Usinagem Janaina Fracaro de Souza 2017 /1 O Contexto Produtivo da Ferramentaria Contexto A tarefa de uma ferramentaria é fornecer recursos de produção para as fábricas; Um molde ou uma
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
TUS - TECNOLOGIA DE USINAGEM EXERCÍCIOS: REVISÃO PÓS P1
 TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
TUS - TECNOLOGIA DE USINAGEM Professor Me. Claudemir Claudino Alves TORNO EXERCÍCIOS: REVISÃO PÓS P1 1 Calcular a rotação de desbaste e acabamento no torno mecânico para uma peça de aço 1045, com Ø25mm,
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 3 Prof. Carlos Fernando Fresadoras. Tipos de Fresamento. Fresas, Tipos de Fresas. Fresadora A fresadora
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
SEM 0343 Processos de Usinagem. Professor: Renato Goulart Jasinevicius
 SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção
SEM 0343 Processos de Usinagem Professor: Renato Goulart Jasinevicius Processos de Fabricação por Usinagem Aula Processo: Torneamento Definições Tornos e partes componentes dos tornos Máquinas para produção
Processos Mecânicos de Fabricação. Profª Dra. Danielle Bond. Processos Mecânicos de Fabricação. Processos Mecânicos de Fabricação
 Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
Processos Mecânicos de Fabricação Profª Dra. Processos Mecânicos de Fabricação Processos Mecânicos de Fabricação PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS MECÂNICOS Aplicação de tensão
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS I. Introdução Todos os conjuntos mecânicos que nos cercam são formados por uma porção de peças: eixos, anéis, discos, rodas, engrenagens,
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS I. Introdução Todos os conjuntos mecânicos que nos cercam são formados por uma porção de peças: eixos, anéis, discos, rodas, engrenagens,
NOTAS DE AULAS (Práticas de Oficina)
") Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
Módulo: Processo de Fabricação PROCESSOS DE USINAGEM CONVENCIONAIS IX. Processos de Usinagem. Torneamento O torneamento é um processo mecânico de usinagem destinado a obtenção de superfícies de revolução
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
Outubro de /10. Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de Super Ligas Resistentes ao Calor
 1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
Super. Line SUPER PREÇO SUPER QUALIDADE SUPER DISPONIBILIDADE. Edição. SuperLine 2016 AMPLIADO
 FURAÇÃO ROSQUEAMENTO/FRESAMENTO DE ROSCA/ LAMINAÇÃO FRESAMENTO ALARGAMENTO PCD Super Line SUPER PREÇO SUPER QUALIDADE SUPER DISPONIBILIDADE ESCAREAMENTO SISTEMA MODULAR DE FIXAÇÃO SERVIÇOS 170 048/1681-V-20
FURAÇÃO ROSQUEAMENTO/FRESAMENTO DE ROSCA/ LAMINAÇÃO FRESAMENTO ALARGAMENTO PCD Super Line SUPER PREÇO SUPER QUALIDADE SUPER DISPONIBILIDADE ESCAREAMENTO SISTEMA MODULAR DE FIXAÇÃO SERVIÇOS 170 048/1681-V-20