PROJETO DE DISPOSITIVOS E FERRAMENTAS
|
|
|
- Maria do Pilar Imperial Caldeira
- 6 Há anos
- Visualizações:
Transcrição
1 PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo
2 Sumário AULA CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo... 2 Produto final... 3 Dobra... 3 Repuxo... 4 CHAPAS... 4 CORTE E PUNCIONAMENTO... 6 CLASSIFICAÇÃO DAS FERRAMENTAS... 6 Conjunto Superior... 8 Conjunto Inferior... 9 Placa-guia... 9 FORÇA DE CORTE (FC) COMO DIMINUIR A FORÇA DE CORTE (FC) LAYOUT DE TIRA FOLGA ENTRE PUNÇÃO E MATRIZ AULA DIMENSIONAMENTOS DOS COMPONENTES DIMENSIONAMENTO DO CONJUNTO SUPERIOR ESPIGA PLACA SUPERIOR PLACA DE CHOQUE PLACA PORTA PUNÇÕES PUNÇÃO DIMENSIONAMENTO DO CONJUNTO INFERIOR MATRIZ Placa-guia Guias laterais Placa-base PARAFUSOS E PINOS EXERCÍCIOS


3 AULA 1 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM Estampagem é o processo de fabricação que transforma chapas metálicas planas em objetos com forma geométrica própria e definida. Os processos de estampagem se dividem em: Corte Corte e furo progressivo Etapa 1: furo Etapa 2: corte 2

4 Produto final Dobra 3


5 Repuxo Normalmente as operações de corte e dobra são feitas a frio e repuxo é feita a quente. O processo é realizado por meio de máquinas denominadas de prensas. CHAPAS As chapas são os materiais destinados a obterem o produto final a produzir. No mercado são encontradas de acordo com a tabela 1. 4



6 Tabela 1. Chapa de aço carbono 5
7 CORTE E PUNCIONAMENTO Entende-se por corte o desmembramento de um material em partes por intermédio de um punção. Assim costuma-se dizer que corte e puncionamento são as mesmas palavras utilizadas no processo de estampagem. CLASSIFICAÇÃO DAS FERRAMENTAS As ferramentas utilizadas no processo de estampagem são conhecidas como estampos e são classificadas de acordo com: A função (pelas operações que executam tais como cortar, dobrar, repuxar, furar, etc). Os recursos técnicos (pela existência ou não de guias para chapa, guia para os punções, guias para o cabeçote, faca de avanço, etc). A produção (pequena média ou grande). De modo geral, os estampos de corte são formados por cinco conjuntos de peças: Conjunto superior; Conjunto inferior; Elementos normalizados; Elementos de fixação; Dispositivos de alimentação automática. Observe a figura abaixo à ferramenta e seus respectivos elementos. 6

8 Durante o processo, o material é cortado de acordo com as medidas das peças a serem estampadas, a que se dá o nome de tira. Quando cortamos numa tira de material as formas de que necessitamos, a parte útil obtida recebe o nome de peça. O restante de material que sobra chama-se retalho, como na figura a seguir. 7


9 Conjunto Superior O conjunto superior é a parte móvel do estampo. É fixada à máquina, realiza movimentos de sobe-desce e apresenta os seguintes componentes: espiga, placa superior, placa de choque, placa porta-punções, punções e faca de avanço. Espiga é uma peça geralmente cilíndrica de aço 1020 a 1045 que, introduzida e presa no alojamento do cabeçote da prensa, sustenta o conjunto superior. 8


10 Conjunto Inferior O conjunto inferior é a parte imóvel do estampo. É fixada à máquina e apresenta os seguintes componentes: placa-guia, guias laterais, placa-matriz e placa-base. Placa-guia É uma placa de aço 1020 a 1045 que tem a função de guiar os punções e pilotos centradores nas cavidades cortantes da matriz. A espessura da guia varia conforme o tamanho do estampo, o curso e a função dos punções, em 9
11 um projeto simples pode seguir as mesmas dimensões da matriz, observe a figura a seguir. Os principais parâmetros a serem considerados nas operações de corte e furações por estampagem são: Forças envolvidas na operação de corte Aproveitamento máximo da chapa (layout de tira) Folgas entre punção (macho) e matriz Dimensionamento da matriz FORÇA DE CORTE (FC) A força de corte depende basicamente do material que se vai cortar, das dimensões do corte e da espessura da chapa e pode ser determinada através da seguinte expressão: FC = Pe. e. admcisal Onde: Pe = perímetro de corte; e = espessura da chapa; admcisal = tensão admissível de cisalhamento do material da chapa(ver tab. 2) 10
12 A força de corte é o que define praticamente a capacidade da prensa a ser utilizada, nesse caso é recomendável acrescentar 15% a mais no valor da força de corte encontrada no cálculo. As capacidades em tonelagem das prensas excêntricas obedecem a um padrão de produção e as mais comuns são: Tabela 2. Valores de tensão admissível a cisalhamento para aços carbono Aços com teores em%c 0,10 0,15 0,20 0,30 0,40 0,50 0,60 0,70 0,80 1,00 admcisal 25 a 28 a 32 a 36 a 45 a 48 a 55 a 60 a 72 a 80 a (kg/mm 2 )

13 Tabela 3. Valores de tensões para diversos materiais 12
14 COMO DIMINUIR A FORÇA DE CORTE (FC) Há algumas vantagens em diminuir a força de corte no momento da atuação dos punções como, por exemplo, a diminuição das dimensões de alguns componentes do estampo como também a seleção de uma prensa de capacidade menor. Um dos métodos mais utilizados é inclinar o fio de corte do punção em 1mm como indica a figura abaixo. O cálculo nesse caso fica e Fcdiminuido = Fc e+1 LAYOUT DE TIRA O estudo econômico, também chamado de layout de tira, é o estudo que proporciona o aproveitamento máximo da chapa ou, em outras palavras, a obtenção da maior quantidade de peças em uma mesma chapa. Este estudo visa encontrar a melhor distribuição das peças na chapa bem como calcular as distâncias ótimas entre as várias peças. As distâncias mínimas necessárias para um corte eficiente e correto são apresentadas na tabela 3 e da Figura abaixo. 13

15 Tabela 3. Estudo da tira Consideremos a peça com área S mostrada na Figura abaixo a ser produzida a partir de uma tira de comprimento L e largura LT 14


16 O objetivo nesse caso é posicionar a peça no espaço da tira de modo a perder o mínimo de material possível da chapa. Assim teremos que calcular a perda para cada posicionamento ou disposição da peça como indica os exemplos a seguir. 1ª disposição Determinação da largura da tira LT: LT = Y + 2B + D Y = medida A na tabela 3; D = largura da faca de avanço; B = distância entre a peça e a tira O passo P corresponde a distância em que a tira se desloca representando praticamente ao comprimento da faca de avanço. O passo P pode ser determinado por: P = X + C 15

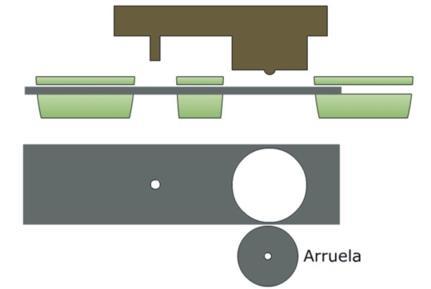
17 2ª disposição Determinação da largura da tira LT: LT = Y + 2B + D Determinação do passo P: P = X + Z + 2C O número de peças n para cada situação será: n = L a P + 1 L corresponde ao comprimento da chapa original 2m x1m O rendimento para cada situação é: = n. S L. LT x100 O passo P calculado nos exemplos anteriores serve para confeccionar a faca de avanço de largura D para estampos progressivos como indicado na figura do estampo superior. É o avanço que faz a tira de chapa se deslocar em cada golpe da prensa, isto é, em cada peça ou grupo de peças cortadas. FOLGA ENTRE PUNÇÃO E MATRIZ É de bom senso deixarmos uma certa folga entre o punção e a matriz para obtermos um produto de qualidade e melhor aproveitamento do material. Normalmente a peça cortada terá as dimensões da matriz e o furo deixado no 16
18 material tem as dimensões do punção e dependerá exclusivamente da espessura e tipo do material. De acordo com o tipo de material teremos as seguintes relações: Para aço doce e latão: F = e/20 Para aço meio duro: F = e/16 Para aço duro: F = e/14 Exemplo: Deseja-se cortar discos com diâmetro de 50mm com uma chapa com 3mm de espessura feita de aço meio duro. Qual seria o diâmetro do punção e matriz nesse caso? Para aço meio duro: F = e/16 F= 3/16 = 0,18 Diâmetro do punção: 50 0,18 = 49,82mm Diâmetro da matriz ficará com o nominal de 50mm 17
19 AULA 2 DIMENSIONAMENTOS DOS COMPONENTES DIMENSIONAMENTO DO CONJUNTO SUPERIOR ESPIGA Normalmente para dimensionarmos a espiga partimos pelo cálculo do diâmetro de sua rosca dado por: 2 D 1 = Fe π mm Onde: Fe = força de extração (10% da força de corte) A sua construção é dada pela tabela dimensional a seguir 18


20 PLACA SUPERIOR Placa superior é uma placa de aço 1020 a 1045 que tem por finalidade fixar a espiga e unir, por meio de parafusos, a placa de choque e a placa portapunção. Adotar como espessura mínima de 0,8 da espessura da matriz PLACA DE CHOQUE É uma placa de aço 1060 a 1070, temperada e retificada, que tem a função de receber choques produzidos pelas cabeças dos punções no momento em que eles furam ou cortam a chapa, evitando sua penetração na placa superior. A espessura da placa de choque não pode ser menor que cinco milímetros e varia conforme o material a ser cortado. 19

21 PLACA PORTA PUNÇÕES É uma placa de aço 1020 a 1045 situada logo abaixo da placa de choque ou da placa superior. É fixada por parafusos e tem como função sustentar punções, cortadores, cunhas e pode ter as mesmas dimensões da matriz. Adotar como espessura a mesma da placa superior PUNÇÃO Punção é uma peça de aço com elevado teor de carbono (aço rápido) temperada e revenida, que faz o corte quando é introduzido nas cavidades da placa-matriz, dando forma ao produto. A figura abaixo apresenta os diversos formatos de punções. 20
22 O punção e comprimido axialmente, é necessário, portanto, que seja dimensionado de modo a resistir aos esforços de compressão. Sendo o punção um elemento esbelto e carregado axialmente, pode flambar. Para evitar este inconveniente, limita-se o comprimento do punção ao valor dado pela formula: Onde: L = 9,85. E. J FC 2 mm E = módulo de elasticidade (para aço E= kgf/mm 2 ) J = momento de inércia Fc = força de corte Para sabermos se o punção irá flambar é necessário determinar o índice de esbeltez dado por = L R Onde R = raio de giração Se 100mm o fenômeno de flambagem irá preocupar O comprimento real dos punções usualmente ficam entre 50 a 80mm É importante também saber se o punção resistirá a deformação de compressão, ou seja, é necessário conhecermos a tensão admissível de compressão do material do punção e aplicar a seguinte expressão: σ = Fc área do punção Se o valor da tensão encontrada for maior que a tensão admissível do material então é necessário rever as suas principais dimensões. 21
23 Tabela 4- momento de inércia para diversas geometrias 22
24 DIMENSIONAMENTO DO CONJUNTO INFERIOR O conjunto inferior é a parte imóvel do estampo. É fixada à máquina e apresenta os seguintes componentes: placa-guia, guias laterais, placa-matriz e placa-base. MATRIZ A matriz é uma placa de aço com elevado teor de carbono, temperada, revenida e retificada, com cavidades que têm a mesma secção dos punções. A placa matriz, tem a função de reproduzir peças pela ação dos punções. 23
25 Observe que a matriz apresenta, nas arestas internas de corte, uma parte cônica (ângulo de saída de 0,5 a 15 ) para facilitar a passagem da peça ou do retalho. Para as distâncias entre os furos de parafusos, pinos de guia e arestas de corte, as diferentes distâncias entre elementos da matriz conforme desenhos abaixo. M = 1,5. Diam paraf N = 2. Diam paraf 24
 Placa-guia é uma placa de aço 1020 a 1045 que tem a função de guiar os punções e pilotos centradores nas cavidades cortantes da matriz.")
26 Espessura da matriz (emat): 3 emat = FC Comprimento da matriz: Cm = (P.N de passos) + (2. Y) Y = 1,2. emat Largura da matriz (Lmat): Lmat = LT + (2. Y) Placa-guia é uma placa de aço 1020 a 1045 que tem a função de guiar os punções e pilotos centradores nas cavidades cortantes da matriz. A espessura da guia varia conforme o tamanho do estampo, o curso e a função dos punções, em um projeto simples pode seguir as mesmas dimensões da matriz, observe a figura a seguir. 25



27 Guias laterais são duas peças de aço 1040 a 1060 colocadas na lateral da placa-matriz. Podem ser temperadas e revenidas. Sua função é guiar a tira de material a ser cortado. Placa-base é uma placa que serve de apoio à placa-matriz e fixada a ela por meio de parafusos e pinos de guia. É construída em aço 1020 a 1045 ou ferro fundido 26FF. Quando a peça já cortada sai pela parte inferior da matriz, a placa-base tem sempre uma cavidade com dimensão maior para facilitar a saída, conforme figura a seguir. 26
. 4 4,5.")
28 PARAFUSOS E PINOS Os parafusos e pinos são utilizados para fixar o conjunto superior e o conjunto inferior. O diâmetro dos pinos deve ser igual ao diâmetro dos parafusos calculados por: Fe d = ( nºparafusos ). 4 4,5. π Fe = força de extração (10% da força de corte) EXERCÍCIOS 1- Explique o que é faca de avanço 2- Determinar a força de corte e selecione a prensa ideal para a confecção da peça abaixo: 27
29 Material da peça: aço 1040 Espessura: 2mm 3- Determine a folga entre o punção e a matriz para confeccionar a seguinte peça: Material da peça: aço 1020 Espessura: 1,4mm 4- Verificar se o punção para confeccionar a peça do problema 3 corre o risco de sofrer flambagem e/ou compressão. 5- Esboce as dimensões da espiga que faz parte do estampo para confeccionar a peça do problema Calcule as dimensões da matriz para confeccionar a peça do problema 2. RESPOSTAS 1- É o dispositivo que faz a tira de chapa se deslocar em cada golpe da prensa em estampos progressivos, isto é, em cada peça ou grupo de peças cortadas. O seu comprimento corresponde as mesmas dimensões do passo P. 28
30 2- Para aço 1040 de acordo com a tabela 2 temos valores da tensão admissível compreendida entre 45 a 55 kg/mm 2. Adota-se nesse caso o menor valor, ou seja, de 45 kg/mm 2. O perímetro é a soma de todos os lados e para a peça em questão fica: Pe = ( ) -40 = 60 mm A expressão que determina a força de corte é: FC = Pe. e. admcisal Substituindo os valores teremos: FC = = 6210 kgf + 15% = 7145 kgf A prensas ideal nessa caso de acordo com a página 10 é de 8T 3- Para aço 1020 (aço mole) a folga é de acordo com a página 16 determinada por: F = e/20 = 1,4/20 = 0,07 mm Diâmetro do punção: 40 0,07 = 39,93mm Diâmetro da matriz: 40 mm 4- O comprimento teórico do punção é dado por: L = 9,85. E. J FC 2 mm o momento de inércia J é determinado pela tabela 4 é: J = π d 4 /64 = π (39,93) 4 / 64 = ,36 mm 4 Cálculo da força de corte: Fc = π d.e. admcisal = π. 39,93. 1,4. 32 = 5619,88+ 15% = 6462,86 kgf E para aços em geral vale E= kgf/mm 2 Substituindo os valores na expressão anterior fica: 29
31 L = 9, , ,86 2 = 1022,75mm Para sabermos se o punção irá flambar é necessário determinar o índice de esbeltez dado por: = L R Onde R = raio de giração (tabela 4) Se 100mm o fenômeno de flambagem irá preocupar = 1022,75 39,93 4 = 102,45 mm Verificação por compressão: σ = 6462,86 π (39,93 2 )/4 = 5,16 kgf/mm2 σ = Fc área do punção Se o valor da tensão encontrada for maior que a tensão admissível do material então é necessário rever a sua área. Como a tensão admissível para o aço 1020 vale de 32 a 40 kgf/mmm 2 que é maior do valor encontrado de 5,16 kgf/mm 2 então o punção não sofrerá compressão. 5- A espiga pode ser dimensionada pela tabela da página 17 ou Para isso e preciso determinar a dimensão D1 dada por: 30
32 2 D 1 = Fe π mm Onde: Fe = força de extração (10% da força de corte) 2 D 1 = 621,1.4 6.π = 11,5mm Pela tabela anterior 11,5mm corresponde ao valor de D1 mais próximo de 14x1,5 com diâmetro da rosca de 14m passo de 1,5mm. Todos as outras dimensões estão na primeira linha correspondente ao valor de D1. 6- As dimensões da matriz pode ser determinado por: M = 1,5. Diam paraf N = 2. Diam paraf 31
33 Espessura da matriz (emat): 3 emat = FC 3 = 6210 = 18mm Comprimento da matriz: Cm = (P.N de passos) + (2. Y) Y = 1,2. emat O valor do passo é determinado pelo cálculo do estudo da tira nesse caso é preciso saber qual a melhor posição da peça na tira. Adota-se nesse caso a peça posicionada na largura de 30mm. Cm = passos ,2. 2 = 107mm Largura da matriz (Lmat): Lmat = LT + (2. Y) Lmat = 37,5 + (2. 1,2. 18) = 81mm As dimensões da matriz nesse caso são 107x 81x 18mm 32
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton Alves Alencar FATEC ITAQUERA, 2017
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton Alves Alencar FATEC ITAQUERA, 2017 Prensa Manual (Balancim) Prensa EXCÊNTRICA Prensa Excêntrica (Tipo C) Prensa EXCÊNTRICA (Tipo C) Prensa Excêntrica (Tipo H) Punção
TECNOLOGIA DE ESTAMPAGEM Prof. Milton Alves Alencar FATEC ITAQUERA, 2017 Prensa Manual (Balancim) Prensa EXCÊNTRICA Prensa Excêntrica (Tipo C) Prensa EXCÊNTRICA (Tipo C) Prensa Excêntrica (Tipo H) Punção
Curso de Dimensionamento de Pilares Mistos EAD - CBCA. Módulo
 Curso de Dimensionamento de Pilares Mistos EAD - CBCA Módulo 4 Sumário Módulo 4 Dimensionamento de Pilares Mistos 4.1. Considerações Gerais página 3 4.2. Critérios de dimensionamento página 3 4.3. Dimensionamento
Curso de Dimensionamento de Pilares Mistos EAD - CBCA Módulo 4 Sumário Módulo 4 Dimensionamento de Pilares Mistos 4.1. Considerações Gerais página 3 4.2. Critérios de dimensionamento página 3 4.3. Dimensionamento
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014
 Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
Processos de Estampagem
 Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Classificação dos parafusos quanto à função:
 Classificação dos parafusos quanto à função: Os parafusos podem ser classificados quanto a sua função em quatro grandes grupos: parafusos passantes, parafusos não-passantes, parafusos de pressão, parafusos
Classificação dos parafusos quanto à função: Os parafusos podem ser classificados quanto a sua função em quatro grandes grupos: parafusos passantes, parafusos não-passantes, parafusos de pressão, parafusos
PROCESSO DE ESTAMPAGEM. É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio.
 PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
Diretrizes para projeto de ferramenta de estampagem Parte I
 iretrizes para projeto de ferramenta de estampagem Parte I A estampagem é um processo que permite fabricar produtos economicamente viáveis por sua eficiência e precisão. Todavia, é necessário aplicar procedimentos
iretrizes para projeto de ferramenta de estampagem Parte I A estampagem é um processo que permite fabricar produtos economicamente viáveis por sua eficiência e precisão. Todavia, é necessário aplicar procedimentos
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
Estruturas Metálicas
 Estruturas Metálicas Estruturas Metálicas Vantagens: Precisão na fabricação das peças alto controle de qualidade; Garantia das propriedades dos matérias; Resistente a choques e vibrações; Obras mais rápidas
Estruturas Metálicas Estruturas Metálicas Vantagens: Precisão na fabricação das peças alto controle de qualidade; Garantia das propriedades dos matérias; Resistente a choques e vibrações; Obras mais rápidas
Aula 8 Uniões sujeitos à cisalhamento: parafusos e rebites
 SEM 0326 Elementos de Máquinas II Aula 8 Uniões sujeitos à cisalhamento: parafusos e rebites Profa. Zilda de C. Silveira São Carlos, Outubro de 2011. 1. Parafusos sob cisalhamento - Parafusos sob carregamento
SEM 0326 Elementos de Máquinas II Aula 8 Uniões sujeitos à cisalhamento: parafusos e rebites Profa. Zilda de C. Silveira São Carlos, Outubro de 2011. 1. Parafusos sob cisalhamento - Parafusos sob carregamento
TIPOS DE CONECTORES. Conector: Meio de união que trabalha através de furos feitos nas chapas.
 ESTRUTURAS METÁLICAS LIGAÇÕES COM CONECTORES Prof. Alexandre Augusto Pescador Sardá TIPOS DE CONECTORES Conector: Meio de união que trabalha através de furos feitos nas chapas. Rebites; Parafusos comuns;
ESTRUTURAS METÁLICAS LIGAÇÕES COM CONECTORES Prof. Alexandre Augusto Pescador Sardá TIPOS DE CONECTORES Conector: Meio de união que trabalha através de furos feitos nas chapas. Rebites; Parafusos comuns;
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
Elementos de máquina. Diego Rafael Alba
 E Diego Rafael Alba Rebites Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. A solda é um bom meio de fixação, mas, por causa do calor, ela
E Diego Rafael Alba Rebites Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. A solda é um bom meio de fixação, mas, por causa do calor, ela
A precisão e exatidão de medidas, a qualidade e acabamento superficial da peça são fatores amplamente dependentes do molde.
 Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Leitura e Interpretação de Desenho Técnico Mecânico
 Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 03 Conjuntos O desenho de conjunto representa um grupo de peças montadas tais como: dispositivos, ferramentas, máquinas, motores, equipamentos
Leitura e Interpretação de Desenho Técnico Mecânico Módulo IV Aula 03 Conjuntos O desenho de conjunto representa um grupo de peças montadas tais como: dispositivos, ferramentas, máquinas, motores, equipamentos
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton FATEC ITAQUERA, 2015
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO
 ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS LIGAÇÕES COM CONECTORES TIPOS DE CONECTORES Rebites Conectores instalados a quente Aperto muito impreciso e variável
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS LIGAÇÕES COM CONECTORES TIPOS DE CONECTORES Rebites Conectores instalados a quente Aperto muito impreciso e variável
3.4 MEDIDAS MATERIALIZADAS MEDIDAS
 METROLOGIA APLICADA 3.4 MEDIDAS MATERIALIZADAS MEDIDAS MATERIALIZADAS 3.4 Calibradores 3.4.1 Introdução - Calibradores são instrumentos que estabelecem os limites máximo e mínimo das dimensões que desejamos
METROLOGIA APLICADA 3.4 MEDIDAS MATERIALIZADAS MEDIDAS MATERIALIZADAS 3.4 Calibradores 3.4.1 Introdução - Calibradores são instrumentos que estabelecem os limites máximo e mínimo das dimensões que desejamos
RESULTADOS E ANÁLISES
 5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO
 TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
INSTITUTO FEDERAL DE SÃO PAULO CAMPUS SÃO JOSÉ DOS CAMPOS
 INSTITUTO FEDERAL DE SÃO PAULO CAMPUS SÃO JOSÉ DOS CAMPOS DISCIPLINA PROJETO INTEGRADOR DO 4º MÓDULO DO CURSO TÉCNICO EM MECÂNICA Flavio Luís Gabriel Jorge Renan Santos São José dos Campos, 2016 1 Projeto
INSTITUTO FEDERAL DE SÃO PAULO CAMPUS SÃO JOSÉ DOS CAMPOS DISCIPLINA PROJETO INTEGRADOR DO 4º MÓDULO DO CURSO TÉCNICO EM MECÂNICA Flavio Luís Gabriel Jorge Renan Santos São José dos Campos, 2016 1 Projeto
X Olimpíada de Engenharia Civil da UFJF Pontes de Papel
 X Olimpíada de Engenharia Civil da UFJF Pontes de Papel Dados para o projeto das pontes de papel 01 de fevereiro de 2016 1. Introdução As propriedades do papel que será empregado na construção das pontes
X Olimpíada de Engenharia Civil da UFJF Pontes de Papel Dados para o projeto das pontes de papel 01 de fevereiro de 2016 1. Introdução As propriedades do papel que será empregado na construção das pontes
Estampagem ou Conformação de chapas
 Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Elementos de Máquinas
 INSTITUTO FEDERAL DE EDUC., CIÊNCIA E TECNOLOGIA DA BAHIA CAMPUS LAURO DE FREITAS CURSO: TÉCNICO EM SISTEMAS DE ENERGIA RENOVÁVEL DISCIPLINA: ELEMENTOS DE MÁQUINAS Elementos de Máquinas INTRODUÇÃO AOS
INSTITUTO FEDERAL DE EDUC., CIÊNCIA E TECNOLOGIA DA BAHIA CAMPUS LAURO DE FREITAS CURSO: TÉCNICO EM SISTEMAS DE ENERGIA RENOVÁVEL DISCIPLINA: ELEMENTOS DE MÁQUINAS Elementos de Máquinas INTRODUÇÃO AOS
Diretrizes para projeto de ferramenta de estampagem Final
 FABRÍCIO DREHER SILVEIRA fabriciodreher@yahoo.com.br LÍRIO SCHAEFFER ldtm@ufrgs.br Diretrizes para projeto de ferramenta de estampagem Final O desenvolvimento do projeto com base em critérios técnicos
FABRÍCIO DREHER SILVEIRA fabriciodreher@yahoo.com.br LÍRIO SCHAEFFER ldtm@ufrgs.br Diretrizes para projeto de ferramenta de estampagem Final O desenvolvimento do projeto com base em critérios técnicos
CALIBRADOR. Prof. Dr. Roger Nabeyama Michels
 CALIBRADOR Prof. Dr. Roger Nabeyama Michels Medição Indireta Consiste em confrontar a peça que se quer medir com a peça padrão. Um eixo pode ser medido indiretamente utilizando um calibrador de eixos.
CALIBRADOR Prof. Dr. Roger Nabeyama Michels Medição Indireta Consiste em confrontar a peça que se quer medir com a peça padrão. Um eixo pode ser medido indiretamente utilizando um calibrador de eixos.
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
X Olimpíada de Engenharia Civil da UFJF Pontes de Papel
 X Olimpíada de Engenharia Civil da UFJF Pontes de Papel Dados para o projeto das pontes de papel 08 de outubro de 2014 1. Introdução As propriedades do papel que será empregado na construção das pontes
X Olimpíada de Engenharia Civil da UFJF Pontes de Papel Dados para o projeto das pontes de papel 08 de outubro de 2014 1. Introdução As propriedades do papel que será empregado na construção das pontes
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA DEFINIÇÃO: COSSINETES São ferramentas de corte construídas de aço especial, com rosca temperada e retificada; é similar a uma porca, com cortes radiais dispostos convenientemente
TORNEIRO MECÂNICO TECNOLOGIA DEFINIÇÃO: COSSINETES São ferramentas de corte construídas de aço especial, com rosca temperada e retificada; é similar a uma porca, com cortes radiais dispostos convenientemente
3 DIMENSIONAMENTO À TRAÇÃO SIMPLES 3.1 CONCEITOS GERAIS 3.2 EQUAÇÃO DE DIMENSIONAMENTO FORÇA AXIAL RESISTENTE DE CÁLCULO
 3 DIMENSIONAMENTO À TRAÇÃO SIMPLES As condições para o dimensionamento de peças metálicas à tração simples estão no item 5.2 da NBR 8800. Essa seção (seção 5) da NBR trata do dimensionamento de elementos
3 DIMENSIONAMENTO À TRAÇÃO SIMPLES As condições para o dimensionamento de peças metálicas à tração simples estão no item 5.2 da NBR 8800. Essa seção (seção 5) da NBR trata do dimensionamento de elementos
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
Aula 2 - Tensão Normal e de Cisalhamento.
 Aula 2 - Tensão Normal e de Cisalhamento. A - TENSÃO NORMAL MÉDIA 1. Exemplo 1.17 - A luminária de 80 kg é sustentada por duas hastes, AB e BC, como mostra a figura 1.17a. Se AB tiver diâmetro de 10 mm
Aula 2 - Tensão Normal e de Cisalhamento. A - TENSÃO NORMAL MÉDIA 1. Exemplo 1.17 - A luminária de 80 kg é sustentada por duas hastes, AB e BC, como mostra a figura 1.17a. Se AB tiver diâmetro de 10 mm
NTC BRAÇO L 15 e 35 kv FIGURA BRAÇO L VISTA ISOMÉTRICA. JANEIRO 2015 SEE/DPRD/VPON VOLUME 3 Página 1 de 4
 FIGURA BRAÇO L VISTA ISOMÉTRICA JANEIRO 2015 SEE/DPRD/VPON VOLUME 3 Página 1 de 4 DETALHE DO REFORÇO DETALHE DO CONECTOR DETALHES DO ENSAIO VISTA LATERAL VISTA SUPERIOR JANEIRO 2015 SEE/DPRD/VPON VOLUME
FIGURA BRAÇO L VISTA ISOMÉTRICA JANEIRO 2015 SEE/DPRD/VPON VOLUME 3 Página 1 de 4 DETALHE DO REFORÇO DETALHE DO CONECTOR DETALHES DO ENSAIO VISTA LATERAL VISTA SUPERIOR JANEIRO 2015 SEE/DPRD/VPON VOLUME
LISTA DE EXERCÍCIOS MECÂNICA DOS SÓLIDOS I
 LISTA DE EXERCÍCIOS MECÂNICA DOS SÓLIDOS I A - Tensão Normal Média 1. Ex. 1.40. O bloco de concreto tem as dimensões mostradas na figura. Se o material falhar quando a tensão normal média atingir 0,840
LISTA DE EXERCÍCIOS MECÂNICA DOS SÓLIDOS I A - Tensão Normal Média 1. Ex. 1.40. O bloco de concreto tem as dimensões mostradas na figura. Se o material falhar quando a tensão normal média atingir 0,840
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO
 ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS VIGAS DE ALMA CHEIA INTRODUÇÃO No projeto no estado limite último de vigas sujeitas à flexão simples calculam-se,
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS VIGAS DE ALMA CHEIA INTRODUÇÃO No projeto no estado limite último de vigas sujeitas à flexão simples calculam-se,
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO
 TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
Conjuntos mecânicos V
 A U A UL LA Acesse: http://fuvestibular.com.br/ Conjuntos mecânicos V Introdução Os funcionários acharam importante a aula anterior porque puderam conhecer bem o calço-regulável e as diversas formas pelas
A U A UL LA Acesse: http://fuvestibular.com.br/ Conjuntos mecânicos V Introdução Os funcionários acharam importante a aula anterior porque puderam conhecer bem o calço-regulável e as diversas formas pelas
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
SEMESTRE Neste contexto, todas as extrusoras devem seguir o seguinte conceito:
 SEMESTRE 2015-1 O projeto integrador do Modulo I do Curso Técnico de Mecânica Industrial do IFSC será uma extrusora de massa para fabricação de espaguete caseiro. Existem no mercado muitos modelos com
SEMESTRE 2015-1 O projeto integrador do Modulo I do Curso Técnico de Mecânica Industrial do IFSC será uma extrusora de massa para fabricação de espaguete caseiro. Existem no mercado muitos modelos com
Professor: José Junio Lopes
 Aula 2 - Tensão/Tensão Normal e de Cisalhamento Média; Tensões Admissíveis. A - TENSÃO NORMAL MÉDIA 1. Exemplo 1.17 - A luminária de 80 kg é sustentada por duas hastes, AB e BC, como mostra a Figura 1.17a.
Aula 2 - Tensão/Tensão Normal e de Cisalhamento Média; Tensões Admissíveis. A - TENSÃO NORMAL MÉDIA 1. Exemplo 1.17 - A luminária de 80 kg é sustentada por duas hastes, AB e BC, como mostra a Figura 1.17a.
1- PRODUTO. 1-1 Dados do Produto. Material: Contração: 0,4% a 0,7% Contração utilizada: 0,5%
 1- PRODUTO 1-1 Dados do Produto. Material: ABS Contração: 0,4% a 0,7% Contração utilizada: 0,5% Densidade: 0,09g/cm³ Peso do Produto: 11,58g Peso do Galho: 0,2g Nº de Cavidades: 02 Tipo de Injeção: Submarina
1- PRODUTO 1-1 Dados do Produto. Material: ABS Contração: 0,4% a 0,7% Contração utilizada: 0,5% Densidade: 0,09g/cm³ Peso do Produto: 11,58g Peso do Galho: 0,2g Nº de Cavidades: 02 Tipo de Injeção: Submarina
PRÁTICA DE OFICINA - USINAGEM
 Pontifícia Universidade Católica PUC/RS Faculdade de Física cadeira eletiva PRÁTICA DE OFICINA - USINAGEM O TORNO HORIZONTAL PRÁTICA DE OFICINA-TURMA 560 Prof. Eng. Nilson Valega Fernandes Aluno: Luiz
Pontifícia Universidade Católica PUC/RS Faculdade de Física cadeira eletiva PRÁTICA DE OFICINA - USINAGEM O TORNO HORIZONTAL PRÁTICA DE OFICINA-TURMA 560 Prof. Eng. Nilson Valega Fernandes Aluno: Luiz
Escola de Engenharia Universidade Presbiteriana Mackenzie Departamento de Engenharia Elétrica
 PROBLEMA 01 (Sussekind, p.264, prob.9.3) Determinar, pelo Método dos Nós, os esforços normais nas barras da treliça. vãos: 2m x 2m PROBLEMA 02 (Sussekind, p.264, prob.9.5) Determinar, pelo Método dos Nós,
PROBLEMA 01 (Sussekind, p.264, prob.9.3) Determinar, pelo Método dos Nós, os esforços normais nas barras da treliça. vãos: 2m x 2m PROBLEMA 02 (Sussekind, p.264, prob.9.5) Determinar, pelo Método dos Nós,
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA. VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares)
") TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA AVANÇO DE NAS MÁQUINAS - FERRAMENTAS É a distância correspondente ao deslocamento que faz a ferramenta ou a peça em cada rotação (figs. 1 e 2) ou em cada golpe (fig.3).
Estruturas de Aço e Madeira Aula 05 Peças de Aço Comprimidas
 Estruturas de Aço e Madeira Aula 05 Peças de Aço Comprimidas - Compressão e Flambagem - Flambagem por Flexão (Global) - Dimensionamento conforme a Norma (Sem Flambagem Local) Prof. Juliano J. Scremin 1
Estruturas de Aço e Madeira Aula 05 Peças de Aço Comprimidas - Compressão e Flambagem - Flambagem por Flexão (Global) - Dimensionamento conforme a Norma (Sem Flambagem Local) Prof. Juliano J. Scremin 1
Exercícios de Resistência dos Materiais A - Área 3
 1) Os suportes apóiam a vigota uniformemente; supõe-se que os quatro pregos em cada suporte transmitem uma intensidade igual de carga. Determine o menor diâmetro dos pregos em A e B se a tensão de cisalhamento
1) Os suportes apóiam a vigota uniformemente; supõe-se que os quatro pregos em cada suporte transmitem uma intensidade igual de carga. Determine o menor diâmetro dos pregos em A e B se a tensão de cisalhamento
Ensaio de cisalhamento
 A U A UL LA Ensaio de cisalhamento Introdução Pode ser que você não tenha se dado conta, mas já praticou o cisalhamento muitas vezes em sua vida. Afinal, ao cortar um tecido, ao fatiar um pedaço de queijo
A U A UL LA Ensaio de cisalhamento Introdução Pode ser que você não tenha se dado conta, mas já praticou o cisalhamento muitas vezes em sua vida. Afinal, ao cortar um tecido, ao fatiar um pedaço de queijo
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
CAPÍTULO V ESFORÇO NORMAL E CORTANTE
 1 CAPÍTULO V ESFORÇO NORMAL E CORTANTE I. TRAÇÃO OU COMPRESSÃO AXIAL (SIMPLES) A. TENSÕES E DEFORMAÇÕES: Sempre que tivermos uma peça de estrutura, submetida à carga externa com componente no seu eixo
1 CAPÍTULO V ESFORÇO NORMAL E CORTANTE I. TRAÇÃO OU COMPRESSÃO AXIAL (SIMPLES) A. TENSÕES E DEFORMAÇÕES: Sempre que tivermos uma peça de estrutura, submetida à carga externa com componente no seu eixo
Acesse:
 Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Roda, roda, gira... Acesse: http://fuvestibular.com.br/ Você já parou para pensar em quanto sua vida depende de parafusos, pinos, rebites e da qualidade das montagens dos muitos conjuntos mecânicos que
Um mecânico tem duas tarefas: consertar
 A U A UL LA Acesse: http://fuvestibular.com.br/ Rebites I Introdução Um mecânico tem duas tarefas: consertar uma panela cujo cabo caiu e unir duas barras chatas para fechar uma grade. A questão é a seguinte:
A U A UL LA Acesse: http://fuvestibular.com.br/ Rebites I Introdução Um mecânico tem duas tarefas: consertar uma panela cujo cabo caiu e unir duas barras chatas para fechar uma grade. A questão é a seguinte:
2º EXAME DE TECNOLOGIA MECÂNICA
 2º EXAME DE TECNOLOGIA MECÂNICA Mestrado Integrado em Engenharia Mecânica 10 de Julho de 2009 Número: 1. Aspectos fenomenológicos de elasticidade e plasticidade. 1.1 Escolha a opção correcta: a) as extensões
2º EXAME DE TECNOLOGIA MECÂNICA Mestrado Integrado em Engenharia Mecânica 10 de Julho de 2009 Número: 1. Aspectos fenomenológicos de elasticidade e plasticidade. 1.1 Escolha a opção correcta: a) as extensões
Cunhos e Cortantes I / 2016
 Novos produtos Cunhos e Cortantes I / 2016 Encomende agora» na nossa loja online! www.meusburger.com Estruturas SD e SZ com 2 unidades de guiamento Em tamanhos de 126 156 mm a 396 496 mm com e sem placa
Novos produtos Cunhos e Cortantes I / 2016 Encomende agora» na nossa loja online! www.meusburger.com Estruturas SD e SZ com 2 unidades de guiamento Em tamanhos de 126 156 mm a 396 496 mm com e sem placa
CAPÍTULO 3 ESFORÇO CORTANTE
 CAPÍTULO 3 ESFORÇO CORTANTE 1 o caso: O esforço cortante atuando em conjunto com o momento fletor ao longo do comprimento de uma barra (viga) com cargas transversais. É o cisalhamento na flexão ou cisalhamento
CAPÍTULO 3 ESFORÇO CORTANTE 1 o caso: O esforço cortante atuando em conjunto com o momento fletor ao longo do comprimento de uma barra (viga) com cargas transversais. É o cisalhamento na flexão ou cisalhamento
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 ORIENTAÇÕES SOBRE A PROVA DISCURSIVA O sorteio do tema da prova discursiva ocorrerá
PROPRIEDADES MECÂNICAS DE
 DE MATERIAIS METÁLICOS CONCEITO DE TENSÃO E DEFORMAÇÃO Formas de aplicação de carga: 2 1 COMPORTAMENTO ELÁSTICO E PLÁSTICO 3 COMPORTAMENTO ELÁSTICO E PLÁSTICO 4 2 COMPORTAMENTO ELÁSTICO 5 COMPORTAMENTO
DE MATERIAIS METÁLICOS CONCEITO DE TENSÃO E DEFORMAÇÃO Formas de aplicação de carga: 2 1 COMPORTAMENTO ELÁSTICO E PLÁSTICO 3 COMPORTAMENTO ELÁSTICO E PLÁSTICO 4 2 COMPORTAMENTO ELÁSTICO 5 COMPORTAMENTO
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
ESTRUTURAS METÁLICAS DE AÇO
 ESTRUTURAS METÁLICAS DE AÇO LIGAÇÕES POR CONECTORES Edson Cabral de Oliveira TIPOS DE CONECTORES E DE LIGAÇÕES O conector é um meio de união que trabalha através de furos feitos nas chapas. Tipos de conectores:
ESTRUTURAS METÁLICAS DE AÇO LIGAÇÕES POR CONECTORES Edson Cabral de Oliveira TIPOS DE CONECTORES E DE LIGAÇÕES O conector é um meio de união que trabalha através de furos feitos nas chapas. Tipos de conectores:
a-) o lado a da secção b-) a deformação (alongamento) total da barra c-) a deformação unitária axial
 o lado a da secção b-) a deformação (alongamento) total da barra c-) a deformação unitária axial") TRAÇÃO / COMPRESSÃO 1-) A barra de aço SAE-1020 representada na figura abaixo, deverá der submetida a uma força de tração de 20000 N. Sabe-se que a tensão admissível do aço em questão é de 100 MPa. Calcular
TRAÇÃO / COMPRESSÃO 1-) A barra de aço SAE-1020 representada na figura abaixo, deverá der submetida a uma força de tração de 20000 N. Sabe-se que a tensão admissível do aço em questão é de 100 MPa. Calcular
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
Acesse:
 Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Uma questão de exatidão Como você viu na Aula 30, o furo executado com a broca geralmente não é perfeito a ponto de permitir ajustes de exatidão, com rigorosa qualidade de usinagem. Isso pode ser um problema,
Capítulo I: Elementos de Fixação
 Capítulo I: Elementos de Fixação Profª. Luziane M. Barbosa 1 Profª. Luziane M. Barbosa 2 1 Profª. Luziane M. Barbosa 3 Uniões Móveis Permanentes Profª. Luziane M. Barbosa 4 2 PINOS Funções: Possibilitar
Capítulo I: Elementos de Fixação Profª. Luziane M. Barbosa 1 Profª. Luziane M. Barbosa 2 1 Profª. Luziane M. Barbosa 3 Uniões Móveis Permanentes Profª. Luziane M. Barbosa 4 2 PINOS Funções: Possibilitar
DESENHO TÉCNICO MECÂNICO I
 DESENHO TÉCNICO MECÂNICO I AULA 8 - ELEMENTOS DE MÁQUINA (UNIÃO E FIXAÇÃO) Notas de Aulas v.2015 ELEMENTOS DE FIXAÇÃO REBITES ELEMENTOS DE FIXAÇÃO REBITES ELEMENTOS DE FIXAÇÃO REBITES Costuras:
DESENHO TÉCNICO MECÂNICO I AULA 8 - ELEMENTOS DE MÁQUINA (UNIÃO E FIXAÇÃO) Notas de Aulas v.2015 ELEMENTOS DE FIXAÇÃO REBITES ELEMENTOS DE FIXAÇÃO REBITES ELEMENTOS DE FIXAÇÃO REBITES Costuras:
AULA 4 Materiais de Construção II
 Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
navios, automóveis, etc.
 Os elementos de fixação podem ser colocados ou retirados do conjunto sem causar qualquer dano às peças que foram unidas. Por exemplo, uniões com parafusos, porcas e arruelas. Assim a fixação desses elementos
Os elementos de fixação podem ser colocados ou retirados do conjunto sem causar qualquer dano às peças que foram unidas. Por exemplo, uniões com parafusos, porcas e arruelas. Assim a fixação desses elementos
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
I 't = 0,6 a 0,8 ai. 8.9 Exercícios Parafusos. 1 = 80 MPa Pinos
 Pressão média de contato (cisalhamento duplo): 0d = 280MPa Pressão média de contato (cisalhamento simples): 0d = 105MPa 8.8.2 Parafusos Tração: 0=140MPa Corte: parafusos não ajustados 1 = 80 MPa parafusos
Pressão média de contato (cisalhamento duplo): 0d = 280MPa Pressão média de contato (cisalhamento simples): 0d = 105MPa 8.8.2 Parafusos Tração: 0=140MPa Corte: parafusos não ajustados 1 = 80 MPa parafusos
DESENHO TÉCNICO MECÂNICO II. Aula 01 Chavetas, rebites, molas, polias e correias. Desenho Técnico Mecânico II
 DESENHO TÉCNICO MECÂNICO II Aula 01 Chavetas, rebites, molas, polias e correias 1.0. Chavetas 1.1. Definição: Chavetas são elementos mecânicos que permitem a transmissão do movimento de um eixo para cubos
DESENHO TÉCNICO MECÂNICO II Aula 01 Chavetas, rebites, molas, polias e correias 1.0. Chavetas 1.1. Definição: Chavetas são elementos mecânicos que permitem a transmissão do movimento de um eixo para cubos
CE2 ESTABILIDADE DAS CONSTRUÇÕES II LISTA DE EXERCÍCIOS - FLAMBAGEM
 CE2 ESTBILIDDE DS CONSTRUÇÕES II LIST DE EXERCÍCIOS - FLMBGEM FONTE: HIBBELER, R. C. Resistência dos Materiais. 7. ed. São Paulo: Prentice Hall, 2010. SOLUÇÃO 13.3 ÁRE = (10 25) + 10 10 = 1100 mm² MOMENTOS
CE2 ESTBILIDDE DS CONSTRUÇÕES II LIST DE EXERCÍCIOS - FLMBGEM FONTE: HIBBELER, R. C. Resistência dos Materiais. 7. ed. São Paulo: Prentice Hall, 2010. SOLUÇÃO 13.3 ÁRE = (10 25) + 10 10 = 1100 mm² MOMENTOS
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: CONFORMAÇÃO MECÂNICA Código da Disciplina: EMC230 Curso: Engenharia Mecânica Semestre de oferta da disciplina: 8 o Faculdade responsável: Engenharia Mecânica Programa
PROGRAMA DE DISCIPLINA Disciplina: CONFORMAÇÃO MECÂNICA Código da Disciplina: EMC230 Curso: Engenharia Mecânica Semestre de oferta da disciplina: 8 o Faculdade responsável: Engenharia Mecânica Programa
ESTRUTURAS METÁLICAS LIGAÇÕES - APOIOS. Prof. Alexandre Augusto Pescador Sardá
 ESTRUTURAS METÁLICAS LIGAÇÕES - APOIOS Prof. Alexandre Augusto Pescador Sardá LIGAÇÕES Edificações Ligações entre vigas; Ligações entre viga e coluna; Emenda de colunas; Emenda de vigas; Apoio de colunas;
ESTRUTURAS METÁLICAS LIGAÇÕES - APOIOS Prof. Alexandre Augusto Pescador Sardá LIGAÇÕES Edificações Ligações entre vigas; Ligações entre viga e coluna; Emenda de colunas; Emenda de vigas; Apoio de colunas;
LISTA DE EXERCÍCIOS ÁREA 1. Disciplina: Mecânica dos Sólidos MECSOL34 Semestre: 2016/02
 LISTA DE EXERCÍCIOS ÁREA 1 Disciplina: Mecânica dos Sólidos MECSOL34 Semestre: 2016/02 Prof: Diego R. Alba 1. O macaco AB é usado para corrigir a viga defletida DE conforme a figura. Se a força compressiva
LISTA DE EXERCÍCIOS ÁREA 1 Disciplina: Mecânica dos Sólidos MECSOL34 Semestre: 2016/02 Prof: Diego R. Alba 1. O macaco AB é usado para corrigir a viga defletida DE conforme a figura. Se a força compressiva
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores.
 Verificadores O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta. Nesta aula, são estudados
Verificadores O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta. Nesta aula, são estudados
Acesse:
 Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
REBITES. Diógenes Bitencourt
 REBITES Diógenes Bitencourt REBITES Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. REBITES Rebite de Repuxo ou Pop Destaca-se por sua rapidez, economia e simplicidade em fixar
REBITES Diógenes Bitencourt REBITES Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. REBITES Rebite de Repuxo ou Pop Destaca-se por sua rapidez, economia e simplicidade em fixar
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
MESA ESTABILIZADORA MANUAL DE CONFECÇÃO
 UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ DEPARTAMENTO ACADÊMICO DE MECÂNICA TECNOLOGIA ASSISTIVA (http://www.damec.ct.utfpr.edu.br/assistiva/) MESA ESTABILIZADORA MANUAL DE CONFECÇÃO PROJETO ELABORADO
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ DEPARTAMENTO ACADÊMICO DE MECÂNICA TECNOLOGIA ASSISTIVA (http://www.damec.ct.utfpr.edu.br/assistiva/) MESA ESTABILIZADORA MANUAL DE CONFECÇÃO PROJETO ELABORADO
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Barras prismáticas submetidas à força axial de tração
 4 Barras prismáticas submetidas à força axial de tração Este capítulo apresenta o dimensionamento de barras prismáticas submetidas à força axial de tração, incluindo barras ligadas por pinos e barras redondas
4 Barras prismáticas submetidas à força axial de tração Este capítulo apresenta o dimensionamento de barras prismáticas submetidas à força axial de tração, incluindo barras ligadas por pinos e barras redondas
Condições específicas para o dimensionamento de elementos mistos de aço e concreto
 Condições específicas para o dimensionamento de elementos mistos de aço e concreto Introdução O dimensionamento de elementos mistos de aço e concreto deve levar em conta as propriedades mecânicas e elásticas
Condições específicas para o dimensionamento de elementos mistos de aço e concreto Introdução O dimensionamento de elementos mistos de aço e concreto deve levar em conta as propriedades mecânicas e elásticas
Estruturas de Aço e Madeira Aula 07 Vigas de Alma Cheia (2)
") Estruturas de Aço e Madeira Aula 07 Vigas de Alma Cheia (2) - Flexão em Vigas de Alma Não-Esbelta com Contenção Lateral - Tabela G.1 da NBR 8800 / 2008 ( FLA e FLM em vigas de alma não-esbelta ) - Esforço
Estruturas de Aço e Madeira Aula 07 Vigas de Alma Cheia (2) - Flexão em Vigas de Alma Não-Esbelta com Contenção Lateral - Tabela G.1 da NBR 8800 / 2008 ( FLA e FLM em vigas de alma não-esbelta ) - Esforço
1. Flambagem Introdução
 1. Flambagem 1.1. Introdução Flambagem ou encurvadura é um fenômeno que ocorre em peças esbeltas (peças onde a área de secção transversal é pequena em relação ao seu comprimento), quando submetidas a um
1. Flambagem 1.1. Introdução Flambagem ou encurvadura é um fenômeno que ocorre em peças esbeltas (peças onde a área de secção transversal é pequena em relação ao seu comprimento), quando submetidas a um
Fundamentos de Mecânica dos Materiais
 Fundamentos de Mecânica dos Materiais - Estabilidade de estruturas Acetatos e imagens baseados nos livros: - Mechanics of Materials - Beer & Jonhson - Mecânica e V. Dias da Silva -, R.C. Hibbeler Índice
Fundamentos de Mecânica dos Materiais - Estabilidade de estruturas Acetatos e imagens baseados nos livros: - Mechanics of Materials - Beer & Jonhson - Mecânica e V. Dias da Silva -, R.C. Hibbeler Índice
Ensaio de embutimento
 A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
Curso de Dimensionamento de Estruturas de Aço Ligações em Aço EAD - CBCA. Módulo
 Curso de Dimensionamento de Estruturas de Aço Ligações em Aço EAD - CBCA Módulo 3 Sumário Módulo 3 Dimensionamento das vigas a flexão 3.1 Dimensionamento de vigas de Perfil I isolado página 3 3.2 Dimensionamento
Curso de Dimensionamento de Estruturas de Aço Ligações em Aço EAD - CBCA Módulo 3 Sumário Módulo 3 Dimensionamento das vigas a flexão 3.1 Dimensionamento de vigas de Perfil I isolado página 3 3.2 Dimensionamento
Resistência dos Materiais Eng. Mecânica, Produção UNIME Prof. Corey Lauro de Freitas, Fevereiro, 2016.
 Resistência dos Materiais Eng. Mecânica, Produção UNIME 2016.2 Prof. Corey Lauro de Freitas, Fevereiro, 2016. 1 Introdução: O conceito de tensão Conteúdo Conceito de Tensão Revisão de Estática Diagrama
Resistência dos Materiais Eng. Mecânica, Produção UNIME 2016.2 Prof. Corey Lauro de Freitas, Fevereiro, 2016. 1 Introdução: O conceito de tensão Conteúdo Conceito de Tensão Revisão de Estática Diagrama
Tipos de movimento da mesa: discordante: sentido de rotação oposto ao movimento de avanço concordante: mesmo sentido de rotação e avanço
 FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
FRESAGEM (Abr 2007) 1. Introdução Usinagem realizada com ferramenta multicortante, chamada fresa, em máquina fresadora. Alta produtividade. Ferramenta possui movimento de rotação (corte) e peça (fixada
Conjuntos mecânicos III
 Conjuntos mecânicos III A UU L AL A Desenho de componente é o desenho de uma peça isolada que compõe um conjunto mecânico. Introdução Desenho de detalhe é o desenho de um elemento, de uma parte de um elemento,
Conjuntos mecânicos III A UU L AL A Desenho de componente é o desenho de uma peça isolada que compõe um conjunto mecânico. Introdução Desenho de detalhe é o desenho de um elemento, de uma parte de um elemento,
SEM DESENHO TÉCNICO MECÂNICO I
 SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2016 Aula 11 Componentes de transmissão e união II: engrenagens, pinos, cavilhas. Prof. Assoc. Carlos Alberto Fortulan Departamento de Engenharia
SEM 0564 - DESENHO TÉCNICO MECÂNICO I Notas de Aulas v.2016 Aula 11 Componentes de transmissão e união II: engrenagens, pinos, cavilhas. Prof. Assoc. Carlos Alberto Fortulan Departamento de Engenharia