Teoria e Prática da Usinagem
|
|
|
- Dina Belmonte Carvalho
- 6 Há anos
- Visualizações:
Transcrição
1 Teoria e Prática da Usinagem Aula 07 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro

2 Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos contínuos formam-se em velocidades mais elevadas e têm um contato longo com a superfície de saída da ferramenta, ocasionando desgaste de cratera.

3 Seleção de Ferramentas Considerações sobre a Seleção do Porta Ferramentas e as Pastilhas Cavacos curtos recomenda-se ferramentas de metal duro com carboneto de tungstênio e cobalto. Cavacos longos carbonetos de titânio ou tântalo (classes P e K)
4 Seleção de Ferramentas Tipo de operação: operações com grandes avanços e corte interrompido criam tensões elevadas e necessitam de classes mais tenazes, ou seja, com maior teor de cobalto. Velocidade de corte: classes de maior resistência ao calor, com menor teor de cobalto.
5 Seleção de Ferramentas A ISO n de 1991, código para identificação em 10 campos para incertos: 1: Indica a forma do inserto e o ângulo inscrito entre arestas; 2: Indica o ângulo de folga da pastilha; 3: Indica a faixa de tolerância dimensional na espessura e no diâmetro inscrito da pastilha; 4: Indica o tipo de inseto ou a geometria de quebra-cavaco; 5: Indica o comprimento da aresta principal de corte em mm; 6: Indica a espessura do inserto em mm;
6 Seleção de Ferramentas A ISO n de 1991, código para identificação em 10 campos para incertos: 7. Indica o raio de ponta do inserto mm; 8. Indica a condição da aresta de corte; ou seja; o ângulo de saída, se é zero, negativo ou positivo; 9. Indica a direção de avanço do porta-ferramenta; 10: Indica a opção do fabricante, que pode ser constituído de mais dois algarismos.
7 Seleção de Ferramentas A ISO n de 1980, código para identificação em 11 campos para porta ferramentas: 1: Indica o tamanho da porta-ferramenta de bloco ( block tool ), sendo omitido caso seja um portaferramenta normal; 2: Indica o sistema de fixação do inserto no portaferramenta. Esta fixação pode ser por grampo (C), rígida (D) por alavanca (P), por parafuso (S) ou por cunha e grampo(m); 3: Indica a forma do inserto e o ângulo inscrito entre arestas; 4: Indica o formato do porta-ferramenta; 5: Indica o ângulo de folga da pastilha;
8 Seleção de Ferramentas A ISO n de 1980, código para identificação em 11 campos para porta ferramentas: 6: Indica o sentido da ferramenta, ou seja, o avanço a direita, esquerda ou neutra; 7: Indica a altura do porta-ferramenta em mm; 8: Indica a espessura do porta-ferramenta em mm; 9: Indica o comprimento do porta-ferramenta, representado por uma letra (entre A e X ) a qual está associado um comprimento tabelado em mm. Também pode indicar a unidade. 10: Indica o comprimento da aresta de corte em mm; 11: Indica a opção do fabricante, que pode ser constituído de mais três algarismos, separado do restante do código por um hífen. Pode ser utilizado para especificar um desenho especial de porta-ferramenta.

9 Estrutura da norma ISO

10

11

12 Sistema de fixação com relação a operação

13 Seleção da classe do inserto e dos parâmetros de corte

14 Características dos Formatos de Pastilha A versatilidade, S resistência da aresta; V vibrações; P potência
15 Em seguida, seleciona-se o tamanho da aresta de corte do inserto. Esta pode ser determinada através dos seguintes passos: - Determinar a maior profundidade de corte admissível (apmax). Esta pode ser calculada levando-se em conta a potência disponível na máquina, caso a operação seja desbaste ou pelo sobre-metal definido na operação anterior, se for acabamento. - Calcular o comprimento efetivo da aresta de corte (L), em mm, considerando-se o ângulo de posicionamento do porta-ferrramenta (Κr), conforme recomendações do fabricante

16 Cálculo de comprimento efetivo da aresta de corte










17 O efeito do desenvolvimento do material da ferramenta sobre a produtividade do usuário final 2006 Uma nova geração de pastilhas 1999 Nova geração de coberturas 1957 Pastilhas intercambiáveis 1969 Primeiras pastilhas revestidas 1980 Cobertura de alumina espessa 1989 Gradientes funcionais /17


18 Coberturas das pastilhas Desenvolvida nos anos 60. Uma fina camada de cobertura de titânio foi adicionada. Apenas alguns mícrons de espessura e houve uma melhoria considerável da performance do metal duro da noite para o dia. As coberturas oferecem uma vida útil mais longa para a ferramenta e possibilidade de se usar velocidades de corte mais elevadas. /18

19 Classes das pastilhas Muitas classes diferentes têm sido desenvolvidas As classes são desenvolvidas para abranger várias aplicações e operações, além das peças. A classe representa a dureza ou tenacidade de uma pastilha e é determinada pela mistura de ingredientes que compõem o substrato. Minimiza a afinidade química Maior tenacidade e resistência ao impacto Maior dureza /19



20 Propriedades básicas do metal duro Conteúdo do ligante Tenacidade Resistência ao desgaste Tamanho do grão WC /20
21 As classes podem ser divididas em duas categorias principais baseadas na área de aplicação e nas características de desgaste Processo de deposição física a vapor - PVD: a deposição ocorre por meio de vapores gerados no interior de um forno a baixa pressão: -baixa temperaturas (em torno de 500 C). -Corbetura vaporizada por sobre o substrato somente na região visível. -TiAlN é a cobertura mais comum hoje em dia. Processo de deposição química a vapor - CVD: a deposição dos revestimentos ocorre por meio de reações químicas: - média temperatura entre 900 e 1100C; -espessura de camada uniforme /21

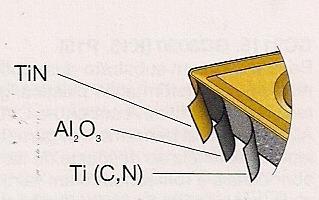
22 O PVD é mais usado em ferramentas inteiriças. TiN: reduz coeficiente de atrito Al2O3: garante estabilidade térmica em altas temperaturas TiC: boa resistência ao desgaste Metal duro O revestimento de TiN: -é aplicado pelo processo PVD conferindo uma aparência dourada a ferramenta. -Responsável pela lubrificação na saída do cavaco /22
23 /23

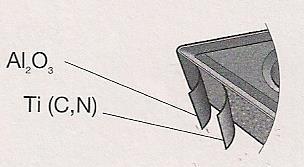
24 Exemplo de Classe Sandvik Coromant para torneamento de aços Estrutura GC4225 O CVD é mais usado em pastilhas. Al 2 O 3 cobertura para resistência química ao desgaste Cobertura MTCVD TiCN para resistência ao desgaste mecânico Substrato com gradiente para dureza e tenacidade otimizadas ISO P10 P35 O TiCN tem melhor afinidade com o metal duro. /24
25 /25



26 Projeto de pastilha Um novo tratamento da cobertura reduz o risco de adesão do material Uma nova cobertura fina MT-CVD previne o aumento de trincas críticas conferindo tenacidade máxima para a linha da aresta Novo substrato rico em cobalto com tamanho de grãos pequenos visando melhor tenacidade contra trincas Fácil detecção de desgaste /26
 TiCN")
27 Classe para aços inoxidáveis O novo substrato de metal duro torna possível o aumento da velocidade em 20% - Melhora da resistência contra deformação e endurecimento pelo calor - Boa tenacidade da aresta torna possível arestas mais vivas Cobertura tenaz abrange uma área de aplicação mais ampla - Boa isolação térmica e controle de propagação de trincas TiN TiN/Al 2 O 3 (multicamada) TiCN Substrato de metal duro resistente ao calor e mais duro torna possível aumentar a velocidade /27
28 Metais duros convencionais são classificados em grupos P, M e K, conforme composição química, propriedades e campos de aplicação (Norma DIN 4990) P: alta resistência a quente; pequeno desgaste abrasivo, usinagem de cavacos longos M: média resistência a quente e a abrasão K: pouca resistência a quente, alta resistência ao desgaste, somente WC e Co /28
29 Existem 3 classes de metais duros: * Classe P: (WC + Co com adições de TiC, TaC e às vezes NbC) aplicamos a usinagem de aços e materiais que produzem cavacos longos. (ex.: titânio); * Classe M: intermediária. As ferramentas de cortes de metal duro operam com elevadas vc, temperaturas até 1300 C. (ex.: aço inox) * Classe K: (WC + Co puros) usinagem do FoFo e das ligas não ferrosas que produzem cavacos curtos; Fatores que afetam a escolha das pastilhas: Material da peça (aço; aço inoxidável, FoFo, Ti, etc); Operação (desbaste, usinagem média e acabamento); condições de usinagem (corte a seco, interrompido, etc). /29
30 Os grupos são divididos ainda com relação à resistência à tenacidade e ao desgaste. Quanto maior é este número dentro do grupo principal: -menor é a resistência ao desgaste e -maior é a tenacidade do material /30
31 PROCEDIMENTO BÁSICO DE USINAGEM 1. MATERIAL DA PEÇA 2. TIPO DE APLICAÇÃO (TORNEAMENTO / FRESAMENTO) 3. CONDIÇÕES DE USINAGEM 4. SELEÇÃO DE DADOS DE CORTE 5. IDENTIFICAÇÃO DA FERRAMENTA /31


32 MATERIAL DA PEÇA Aços Material de Referência: Alumínio Material de Referência: P Aço Baixa liga N Ligas de Alumínio 180HB 90HB Aços inoxidáveis M Material de Referência: Aço Inoxidável Super Ligas S Ligas Resistente ao calor Material de Referência: À base de níquel 180HB 180HB Ferros Fundidos K Material de Referência: FoFo Cinzento 220HB Aços Endurecidos H Material de Referência: Endurecido e Temperado 60 HRC FoFo Nodular /32
33 TIPO DE APLICAÇÃO (TORNEAMENTO / FRESAMENTO) /33

34 CONDIÇÕES DE USINAGEM No torneamento quando: -Comprimento em balanço é < 2Φ é chamada peça de placa; -Comprimento em balanço é > 4Φ a condição de usinagem é difícil; /34
35 SELEÇÃO DE DADOS DE CORTE /35

36 IDENTIFICAÇÃO DA PASTILHA /36

37 Teoria de torneamento O torneamento é a combinação de dois movimentos: rotação da peça e movimento de avanço da ferramenta. /37

38 Teoria de torneamento O torneamento gera formas cilíndricas com uma ferramenta de corte usinando com uma única aresta. /38

39 Formação do cavaco A forma do cavaco é em grande parte influenciada pelo material que está sendo cortado, variando entre formas contínuas de materiais dúcteis a materiais esfarelados e quebradiços. /39


40 Formação do cavaco Cavacos aceitáveis típicos em acabamento e desbaste /40
41 Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida em que a seção transversal do cavaco se modifica. A espessura do cavaco é reduzida e a largura é aumentada com ângulos menores. Dependendo da profundidade de corte (D O C = ap), o formato e a direção dos cavacos também varia com o raio de ponta da aresta. /41

42 Formação do cavaco Quando a profundidade de corte for menor em relação ao raio de ponta, o raio de ponta gerará cavacos em espiral. /42

43 Formação do cavaco Uma pastilha para acabamento, que trabalha principalmente com seu raio de ponta terá a geometria concentrada na ponta da pastilha, enquanto que uma pastilha para desbaste terá a geometria sobre a face de topo. /43


44 Formação do cavaco Há diferentes maneiras de se fazer o cavaco quebrar: A B C Peça Pastilha Quebra Automática Ex. Torneamento de FoFo Peça Pastilha Quebra contra a ferramenta Peça Pastilha Quebra contra a peça O tipo de quebra depende em parte da geometria da pastilha e dos dados de corte /44
45 Definições de torneamento n = Velocidade do fuso (rpm) v c n v c = Velocidade de corte (m/min.) a p É a velocidade pela qual a periferia do diâmetro de corte passa a aresta de corte Só é constante enquanto a velocidade do fuso e o diâmetro permanecerem o mesmo. f n /45
46 Definições de torneamento P c = potência e eficiência η (kw) São valores específicos de uma máquina-ferramenta em que a potência útil pode ser calculada para garantir que a máquina possa trabalhar com a fresa em questão. Se a potência for nominal e a máquina for nova, considere uma perda de 15%. Se a potência for a efetiva então considere a fornecida. P ( kw ) P c c a p. f n. V c k c a p ( mm). f n ( mm). V c ( m / min). k c ( N / 2 mm ) /46
47 Unidades de potência A potência mede a variação de energia em um intervalo de tempo P W J s kw k N. m s N. m s P c mm. mm a mm p 2. f n. V f. k c mm N.. min mm mm N.. 2 min mm mm. N min mm 1m 1min.. min 1000mm 60s 1 m. kn s 1 m. N. k s 1 kw kN. N. 1000N /47
48 Definições de torneamento f n = Avanço (mm/rot.) É o movimento da ferramenta em relação a peça que gira. Esse é um valor importante na determinação da qualidade da superfície que está sendo usinada e para garantir que a formação dos cavacos está dentro do alcance da geometria da ferramenta. f n v c n a p /48
 v c n a p f n Área de trabalho de uma geometria de pastilha definida por uma ação")
49 Definições de torneamento f n = Avanço (mm/rot.) v c n a p f n Área de trabalho de uma geometria de pastilha definida por uma ação quebra-cavacos aceitável para o fn e ap /49
50 Efeitos da faixa de avanço (f n ) Baixo avanço Formação de cavacos em fitas. Não econômico, reduz velocidade. Melhor qualidade superficial Alto avanço Perda de controle dos cavacos. Acabamento superficial insatisfatório. Deformação plástica. Alto consumo de potência. Solda dos cavacos. Martelamento dos cavacos. Peça Pastilha /50
51 Definições de torneamento a p = Profundidade de corte (mm) v c n É a diferença entre a superfície sem usinagem e a usinada. a p k r = ângulo de posição (graus) É a abordagem da aresta de corte em relação a peça. f n /51
52 Definições de torneamento k r = ângulo de posição (graus) É o ângulo entre a aresta de corte e a direção do avanço. Além de influenciar a formação de cavacos, afeta fatores como a direção de forças envolvidas e o comprimento da aresta de corte que está em contato com o material. /52

53 Definições de torneamento k r = ângulo de posição (graus) O ângulo de posição pode ser selecionado em função da acessibilidade e para permitir que a ferramenta usine em diversas direções de avanço. Conferindo versatilidade e diminuindo o número de ferramentas /53
54 Características/Benefícios: Ângulo de posição pequeno Forças de corte em direção ao mandril. k r F c = radial F f = axial As forças são direcionadas axial e radialmente. Forças de corte mais altas na entrada e na saída. /54
55 Recursos/Benefícios: Ângulo de posição grande F f = axial Produz um cavaco mais fino. k r F c = radial Tendências à vibrações. Forças de corte menores na entrada e na saída. /55
56 Ângulo de folga - ângulo de posição (κ r ) Ângulo de folga -5 graus Ângulo de posição 95 graus ANSI ISO /56
57 Definições de torneamento D c = Diâmetro da peça (milímetro) v c n a p f n /57

58 Cálculo dos dados de corte Comprimento da Circunferência (C) D2 = 100 mm D1 = 50 mm C = x diâmetro = = 3.14 (aprox. = 3) D mm Diâmetro = 300 mm (3 x 100) D 1 50 mm Diâmetro = 150 mm (3 x 50) /58
59 Cálculo dos dados de corte RPM (n) da Velocidade de Corte (v c ) Fornecida v c = 400 m/min D c = 100 mm n = n = v c x 1000 x Dc 400 x x 100 = 1275 rot/min /59
60 Geometria da ferramenta Geometria da pastilha A ação de corte é em grande parte determinada pela geometria da ferramenta. Cada geometria de pastilha é desenvolvida para abranger uma área de aplicação composta por faixas de avanços e profundidades de corte recomendadas. Uma geometria de pastilha de acabamento possuirá uma área composta por avanços e profundidades menores. Uma geometria de torneamento para desbaste terá uma gama de valores elevados de avanços e profundidades /60
61 Geometria da ferramenta Geometria da pastilha Há uma distinção na geometria da aresta de corte, entre geometria positiva e negativa. Negativo Positivo Uma pastilha negativa possui ângulo de cunha de 90 graus; Uma pastilha positiva possui ângulo de cunha menor que 90 graus; /61

62 Geometria da ferramenta Geometria da pastilha A pastilha negativa precisa ser inclinada negativamente no porta- ferramenta, de forma a prover um ângulo de folga tangencial à peça, enquanto que a pastilha positiva possui sua própria folga incorporada. Geometrias positivas geram menos forças de corte. /62
63 Geometria da ferramenta Geometria da pastilha A preparação da aresta ao longo da transição entre a face da própria aresta e a face da folga se dá na forma de um raio, chanfro ou fase plana e afeta a resistência da ferramenta, tendência de vibração e formação do cavaco. O arredondamento da aresta é a preparação usada com mais frequência, em combinação com a fase plana /63

64 Formato e raio de ponta da pastilha Formato Olhando para a ferramenta de cima, a pastilha possui formato básico e um raio nos cantos Formatos: redondo, com ângulo de ponta, quadrado, triângular. /64
65 Formato da pastilha Formato de pastilha grande Aresta de corte mais robusta. Faixas de avanço mais altas. Aumento das forças de corte. Aumento das vibrações. Formato de pastilha pequena Aumento da acessibiliadade. Diminuição da vibração. Diminuição das forças de corte. Aresta de corte mais fraca. /65

66 Formato e raio de ponta da pastilha Raio de ponta O raio de ponta (r e ) é um fator importante em muitas operações de torneamento e precisa ser levado em consideração, já que a escolha certa afeta a robustez da aresta de corte e o acabamento superficial da peça. Menor: re = 0 ~ 0,2 mm Maior: re= 2,4 mm /66
67 Efeito do raio de ponta r e = 0.2 r e = 0.8 r e = 1.6 No torneamento por desbaste, por ser escolhido o maior raio de ponta possível para permitir maior robustez, sem causar aumento nas tendências de vibrações. Um maior raio de ponta permite uma aresta mais robusta, capaz de suportar altos avanços. Um menor raio de ponta significa uma ponta mais fraca, porém capaz de cortes para maiores exigências. /67
68 Efeito do raio de ponta r e = 0.2 r e = 0.8 r e = 1.6 Raio de ponta pequeno Ideal para profundidade de corte pequena. Redução de vibrações. Quebra da pastilha. Raio de ponta grande Faixas de avanço pesado. Profundidades do corte grandes. Grande segurança da aresta. Aumento das pressões radiais. /68

69 Efeito do raio de ponta r e = 0.2 r e = 0.8 r e = 1.6 A faixa de ângulos de ponta apresenta propriedades que vão: -da mais alta robustez, passando por operações de desbaste, - até ângulos de ponta pontiagudos que tenham maior acessibilidade para perfilamento, cópias, etc. /69


70 Geometria da ferramenta: Raio de ponta Força Axial Força Radial Profundidade de corte deve ser pelo menos o raio de ponta Menor força na direção radial igual a Menor deflexão /70
, comprimento da aresta de corte (I), comprimento efetivo da aresta de corte (I a ), ângulo de posição apropriado (k r ) e")
71 Formato e raio de ponta da pastilha Robustez de aresta e acessibilidade de uma pastilha de canto a 90 graus e uma pastilha a 35 graus. Comparação do ângulo de ponta (e), comprimento da aresta de corte (I), comprimento efetivo da aresta de corte (I a ), ângulo de posição apropriado (k r ) e profundidade de corte (a p ) /71
72 Como os parâmetros de corte afetam a vida útil da ferramenta? Utilize o potencial de a p f n V c - para reduzir o número de cortes - para melhorar o tempo de corte - para melhor a vida útil da ferramenta /72
73 Como os parâmetros dos dados de corte afetam a vida útil da ferramenta? a p f n v c Vida Vida Vida O principal objetivo na seleção da Vc deve ser a obtenção de uma vida econômica da ferramenta, principalmente porque esta tem maior influência nos desgastes da ferramenta que o fn e o ap /73


74 Efeitos da velocidade de corte (v c ) O fator isolado mais determinante da vida útil da ferramenta Muito baixa Aresta postiça. Microlascas na aresta. Muito alta Desgaste rápido de flanco. Acabamento insatisfatório. Processo rápido de formação de crateras. Deformação plástica. /74
75 Efeitos da profundidade de corte (a p ) Muito pequena Calor excessivo. Não econômico baixa taxa de remoção de material Muito profunda Alto consumo de potência. Quebra da pastilha. Aumento das forças de corte. /75



76 Acabamento superficial R max f 2 n r e f n Em uma operação de torneamento, o acabamento superficial é uma função do raio de ponta e do avanço por rotação. Um avanço grande gerará tempos de corte menores, mas acabamento superficial menor. /76

77 Acabamento superficial Para alterar este relacionamento entre o raio de ponta e o avanço, ou seja, obter um melhor acabamento superficial com um maior avanço, foi desenvolvido a tecnologia WIPER para raio de ponta de pastilhas intercambiáveis. /77

78 Acabamento superficial O raio de ponta WIPER proporciona uma menor altura do perfil da aresta de corte da superfície gerada, o que tem um efeito de alisamento na superfície gerada. /78

79 Acabamento superficial Pastilha tradicional Pastilha Wiper Metade do Ra, mesmo avanço Pastilha Wiper Duas vezes o avanço, mesmo Ra /79

80 Suportes de Ferramentas para torneamento /80

81 Fixação de ferramentas para torneamento Sistema de fixação Pastilha Calço Parafuso calço A maioria das ferramentas terão estas peças básicas. Algumas ferramentas não têm calço devido ao tamanho e ao espaço disponível. /81




82 Tipos de fixação da pastilha para torneamento Grampo Tipo alavanca P Parafuso Toda pastilha positiva é fixada por parafuso /82


83 Suportes de Ferramentas para torneamento Considerações gerais As ferramentas têm hastes quadradas ou cilíndricas. /83
84 Suportes de Ferramentas para torneamento Características Indexação precisa da pastilha. Fixação muito estável. Flexibilidade. Vantagens Peças de alta qualidade, geram menos refugo. Possibilidade de aumento dos dados de corte. Vida útil mais longa da ferramenta, proporcionando maior produtividade. Possibilidade de usar pastilhas de metal duro, CBN e cerâmicas no mesmo porta- ferramenta, reduzindo o estoque. /84

85 O sistema flexível de fixação da pastilha Sistema de fixação Calço Trocando o jogo de grampo e o calço um mesmo suporte pode ser usado para: Possibilidade de usar pastilhas de metal duro, CBN e cerâmicas no mesmo portaferramenta, reduzindo o estoque. /85


86 Fundamentos sobre usinagem interna Mesmo procedimento do torneamento externo, porém agora fazemos a usinagem da parte interna da peça. A peça gira e a ferramenta permanece quase estacionária. O corte ocorre dentro da peça. As ferramentas normalmente têm hastes redondas. /86
87 Exigências da ferramenta Redução do comprimento Aumento dos diâmetros Otimização do formato Diferentes materiais de ferramenta /87
 Comprimento de fixação 3 a 4 vezes o diâmetro da barra (para equilibrar as forças de corte) Estabilidade do")
88 Exigências da ferramenta Fixação Contato máximo entre a ferramenta e o porta-ferramenta (desenho, tolerância dimensional) Comprimento de fixação 3 a 4 vezes o diâmetro da barra (para equilibrar as forças de corte) Estabilidade do suporte /88

89 Efeito das forças de corte no torneamento interno F r F r Força tangencial F t força a ferramenta para baixo e para fora da linha de centro. F t F t Força radial F r tentará empurrar a ferramenta para longe da peça. /89

90 Fatores que afetam as tendências à vibrações Tendência a vibrações aumentam para a direita no torneamento interno r e mm VB /90
91 Exercício - Torneamento CONSIDERE A SEGUINTE APLICACÃO: - Torneamento externo - Material da Peça: eixo em aço de baixa liga - Dimensões: diâm. = 55,4 mm e comp. 90 mm - Condições médias de usinagem - Potência da Máquina: 18kW Peça final 50 mm 30 mm CARACTERÍSTICAS PASTILHA 1 PASTILHA 2 comprimento de aresta de 12 8 corte raio de quina 0,8 0,8 arestas de corte 4 6 Formato da pastilha b = 80 e Kr = 95 b = 80 e Kr = 95 Material Aço 2000 Aço Inoxidável 2500 Ferro Fundido 1100 Força Específica de corte (N/mm 2 ) ap recomendado 5(0,7 7,5)mm 4(0,7 5)mm fn recomendado 0,4(0,2 0,5)mm/r 0,35(0,2 0,5)mm/r Vc recomendada 305m/min 325m/min /91
92 Exercício - Torneamento 1. Qual pastilha devo selecionar para o processo? Justifique. 2. Qual deve ser a classe da pastilha selecionada? 3. Quais parâmetros de corte serão utilizados (V c, f n, a p )? 4. Qual é a rugosidade esperada? v c n P ( kw ) c a p ( mm). f n ( mm). V c ( m / min). k c ( N / 2 mm ) a p t c l V m f R max f 2 n r e f n /92
93 Exercício - Torneamento 50 mm 12,7 mm Verificação por meio da potência: 55 mm 30 mm Pastilha1: 2 passes e fn=0,4 (6.35).(0.4).(305).(2000) P c 1 24kW Pastilha1: 2 passes e fn=0,2 (6.35).(0.2).(305).(2000) P c 1 12kW Acima do limite da máquina 90 mm Para m 42.7mm n 2244rpm Pastilha2: 3 passes e fn=0,35 (4.23).(0.35).(325).(2000) P c 2 16kW /93
94 Exercício - Torneamento 50 mm 12,7 mm Verificação por meio do tempo de corte: Param 42.7mm e Vc 305m / min n 2244 rpm Vf fn. n 30 mm l tc V m f 100 (0.2).(2244) t c min /94
95 Exercício - Torneamento 50 mm 12,7 mm Verificação por meio do tempo de corte: Param 42.7mm e Vc 325m / min n 2423rpm Vf fn. n l tc V m f 150 (0.35).(2423) t c min 30 mm /95
96 Exercício - Torneamento 50 mm Conclusão: 30 mm A pastilha 2 oferece mais arestas (6), usina num menor tempo (0.147min) e dentro das limitações da máquina (16kW) A pastilha selecionada deve pertencer a classe P, que é própria para aços. Os parâmetros utilizados são: Vc= 325m/min fn=0.35mm/r ap=4.23 mm /96
97 Exercício - Torneamento 50 mm 12,7 mm Cálculo da rugosidade: 30 mm 2 2 fn , Rmax 19m 8. r 8.0,8 e /97
98 Exercíco: Economia de Usinagem Quanto pode custar o disperdício de uma aresta de corte? Situações comuns no chão-defábrica que podem levar a perder uma aresta: CARACTERÍSTICAS PASTILHA 2 comprimento de aresta de 8 corte raio de quina 0,8 arestas de corte 6 Formato da pastilha b = 80 e Kr = 95 ap recomendado 4(0,7 5)mm fn recomendado 0,35(0,2 0,5)mm/r Vc recomendada 325m/min Ponta escura Preço R$ 30,00 Saiu faísca Mal armazenamento Troca de turno Time perdeu /98
99 Economia de Usinagem Quanto pode custar o disperdício de uma aresta de corte? CARACTERÍSTICAS PASTILHA 2 comprimento de aresta de 8 corte raio de quina 0,8 arestas de corte 6 6 arestas = R$ 30,00 1 aresta = R$ 5,00 Consumo anual = pastilhas Formato da pastilha b = 80 e Kr = 95 ap recomendado 4(0,7 5)mm fn recomendado 0,35(0,2 0,5)mm/r Vc recomendada 325m/min Preço R$ 30,00 Portanto: 1 aresta jogada no lixo significa um desperdício de R$ por ano /99


100 Manutenção da ferramenta O calço e o assento da pastilha Verifique danos ao calço. Limpe o assento da pastilha, o local danificado e o suporte para a aresta de corte. Se necessário, substitua o calço. Certifique-se de corrigir o local da pastilha comparado aos pontos de apoio. É importante garantir que os cantos do calço não tenham sido atingidos durante a usinagem ou o manuseio. /100

101 Manutenção da ferramenta Parafusos de fixação Garanta o torque correto. Aplique lubrificação suficiente no parafuso. O lubrificante deve ser aplicado na rosca do parafuso assim como na cabeça do parafuso. Substitua parafusos gastos. Use as chaves corretas. /101

102 Manutenção da ferramenta Faces de contato Verifique sempre o suporte e as faces de contato dos suportes da ferramenta, certificando-se de não estejam danificados ou sujos. /102




103 Manutenção da ferramenta Segurança de produção l r e É importante selecionar o tamanho correto da pastilha, o formato da pastilha, a geometria e o raio de ponta da pastilha para obter um bom fluxo de cavacos. Selecione o maior ângulo de ponta possível da pastilha para resistência. Selecione o maior raio de ponta possível para resistência de pastilha. Selecione um raio de ponta menor se houver tendência à vibrações. /103

104 Manutenção de ferramenta Estabilidade Estabilidade é um fator-chave para uma operação de usinagem bem sucedida, afetando os custos de usinagem e a produtividade. Certifique-se de que qualquer folga, balanço, fixação insatisfatória, etc tenham sido eliminados e que os tipos e tamanhos corretos de ferramentas tenham sido utilizados no trabalho. /104
105 Resumo dos pontos de manutenção Verifique o desgaste da ferramenta e os calços quanto a danos. Certifique-se de que o assento da pastilha esteja limpo. Certifique-se sobre o correto posicionamento da pastilha. Certifique-se de que as chaves corretas sejam usadas. Os parafusos de pastilha devem ser de modo correto. Lubrifique os parafusos antes da montagem da ferramenta. /105
106 Resumo dos pontos de manutenção Certifique-se de que as faces de contato estejam limpas e não danificadas nas ferramentas, porta-ferramentas e fuso da máquina. Certifique-se de que as barras de mandrilar estejam bem fixadas e de que o suporte não esteja danificado na extremidade. Um estoque de ferramentas bem organizado, com manutenção e documentação adequadas gera uma economia de custo de produção. A estabilidade é sempre um fator crítico em qualquer operação de usinagem. /106
Teoria e Prática da Usinagem
 Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
Teoria e Prática da Usinagem Aula 10 Seleção de Ferramentas e Torneamento Profa. Janaina Fracaro Formação do cavaco O ângulo de posição e o raio de ponta da ferramenta afetam a formação do cavaco na medida
TORNEARIA. Prof. João Paulo Barbosa, M.Sc.
 TORNEARIA Prof. João Paulo Barbosa, M.Sc. Definições de torneamento n = RPM (rotações por minuto) v c = Velocidade de corte (metros por minuto) D c = Diâmetro da peça (milímetro) a p = Profundidade de
TORNEARIA Prof. João Paulo Barbosa, M.Sc. Definições de torneamento n = RPM (rotações por minuto) v c = Velocidade de corte (metros por minuto) D c = Diâmetro da peça (milímetro) a p = Profundidade de
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE Teste 2
 EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
EM535 USINAGEM DOS MATERIAIS 1 O. SEMESTRE DE 2007 - Teste 2 1. As características desejáveis a um material de ferramenta são: a. resistência ao desgaste, tenacidade, dureza a quente e baixo coeficiente
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica
 Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
Lista de Exercícios Departamento de Engenharia Mecânica Graduação em Engenharia Aeronáutica Disciplina SEM0534: Processos de Fabricação Mecânica 1 o semestre de 2010 Prof. Associado Renato Goulart Jasinevicius
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA FERRAMENTA
 TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
TECNOLOGIA DE CONTROLE NUMÉRICO GEOMETRIA DA GEOMETRIA DA A geometria da ferramenta influencia na: Formação do cavaco Saída do cavaco Forças de corte Desgaste da ferramenta Qualidade final da peça GEOMETRIA
Soluções em fresamento
 Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
Fresamento Inserto duplo negativo de 4 arestas Nova tecnologia em insertos moldados Soluções em fresamento A tecnologia exclusiva de moldagem KYOCERA reduz o esforço de corte comparável a insertos positivos
informações técnicas
 informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
informações técnicas www.tdc-tools.com.br brocas helicoidais em metal duro brocas helicoidais em metal duro sem cobertura din 338 ref mcd 001 velocidade de corte (vc)para broca metal duro - base din 338
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
odução / Intr ação Fur
 Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
Furação / Introdução Conteúdo D2 Introdução MaxiDrill Classic Sistema de designação D4-D5 WC.. XO.. D34 Quebra cavacos, classes D7-D11 Informação técnica Dados de corte D35-D42 MaxiDrill 900 Visão geral
TOOLS NEWS B228Z. Fresas de topo de cerâmica CERAMIC. Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel.
 Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
Fresas de topo de cerâmica TOOLS NEWS B228Z CERAMIC Alta produtividade na usinagem de ligas resistentes ao calor à base de níquel. CERAMIC CERAMIC CERAMIC Fresas de topo de cerâmica Facilidade para usinar
A NOVA GERAÇÃO MINIMASTER
 A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
A NOVA GERAÇÃO MINIMASTER O SUCESSO CONTINUA A Seco continua o sucesso da Minimaster através do lançamento da nova geração. Mais uma vez mostrando o futuro direcionamento das fresas de topo com pontas
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Processos de Fabricação Mecânica Aula 7 Materiais de ferramenta Desgaste e Avarias de Ferramentas Vida de Ferramenta Exercícios
PR005S/PR015S NOVO PR005S PR015S. Para Usinagem de Liga Resistente ao Calor
 Para Usinagem de Liga Resistente ao Calor PR05S Para Usinagem de Liga Resistente ao Calor /PR05S NOVO Proporcionando Desempenho Estável e Consistente na Usinagem de Ligas Resistentes ao Calor As propriedades
Para Usinagem de Liga Resistente ao Calor PR05S Para Usinagem de Liga Resistente ao Calor /PR05S NOVO Proporcionando Desempenho Estável e Consistente na Usinagem de Ligas Resistentes ao Calor As propriedades
AULA 6 USINABILIDADE DOS MATERIAIS
 AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
AULA 6 USINABILIDADE DOS MATERIAIS 39 6. VARIÁVEIS INDEPENDENTES DE ENTRADA: USINABILIDADE DOS MATERIAIS 6.1. Introdução A usinabilidade é definida como uma grandeza tecnológica que expressa, por meio
BC8110 BC8120 BC8130. CBN grão médio CBN microgrão. Elemento de liga convencional. Elemento de liga ultramicropartículas
 CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
CLASSES DE COM COBERTURA Série BC8 A série BC8 de classes de com cobertura para usinagem de aço endurecido apresenta um novo substrato de e um revestimento especial. O substrato de foi desenvolvido com
SEM-0534 Processos de Fabricação Mecânica. Aula 2. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 2 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica. Aula 5 Processo de Torneamento. Professor: Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica Aula 5 Processo de Torneamento Professor: Alessandro Roger Rodrigues Processo: Torneamento Definições: Torneamento é o processo de usinagem para superfícies cilindricas
SEM-0534 Processos de Fabricação Mecânica. Aula 6. Professor Alessandro Roger Rodrigues
 SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
SEM-0534 Processos de Fabricação Mecânica Aula 6 Professor Alessandro Roger Rodrigues Tipos de Corte no Fresamento (a) Fresamento Tangencial (b) Fresamento Frontal Penetração de trabalho Profundidade de
Março de /9. Linha otimizada de corte e ranhuramento
 1/9 Lina otimizada de corte e ranuramento 2/9 Destaque A TaeguTec introduziu a nova lina RHINOGROOVE, otimizada para operações de corte e ranuramento A lina RHINOGROOV oferece uma pastila otimizada com
1/9 Lina otimizada de corte e ranuramento 2/9 Destaque A TaeguTec introduziu a nova lina RHINOGROOVE, otimizada para operações de corte e ranuramento A lina RHINOGROOV oferece uma pastila otimizada com
CoroDrill 880 Materiais não ferrosos em foco
 CoroDrill 880 Materiais não ferrosos em foco 1 TENDÊNCIA: Menos peso significa menos combustível Materiais mais leves oferecem excelente potencial para aumentar a eficiência do veículo, pois menos energia
CoroDrill 880 Materiais não ferrosos em foco 1 TENDÊNCIA: Menos peso significa menos combustível Materiais mais leves oferecem excelente potencial para aumentar a eficiência do veículo, pois menos energia
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Nova tecnologia em fresamento Soluções em Fresamento
 Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
Fresamento Dupla face, Inserto de 6 arestas, cabeçote 90 com baixo esforço de corte Nova tecnologia em fresamento Soluções em Fresamento 6 vantagens competitivas para alta eficiência em fresamento Maior
Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte;
 ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas. Exemplo: -lápis é o
Pastilha a 90 de 4 arestas com aplicação em rampa
 1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
1/10 Pastilha a 90 de 4 arestas com licação em rampa 2/10 A Taegutec lançou uma nova pastilha compacta de duas faces e 4 arestas de corte - 4NKT 06 para fresas tipo topo, facear e modular. A pastilha a
JX1 JP2. SX6, SP9 Tipo Si 3 N 4. SX5, SX7, SX9 Tipo SiAION SERIE BIDEMICS CERÂMICA SÉRIE NITRETO DE SILICIO INFORMAÇÃO DAS CLASSES DE INSERTOS
 INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
INFORMAÇÃO DAS CLASSES DE INSERTOS SERIE BIDEMICS JX1 JP2 n JX1 é uma classe exlusiva de BIDEMICS - uma ferramenta de corte composto de um avançado material, desenvolvido para usinagem de Super Ligas Resistente
Outubro de /10. Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de Super Ligas Resistentes ao Calor
 1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
1/10 Novas e Melhoradas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor 2/10 PONTO CHAVE Novas Classes e Quebra-cavacos para a Usinagem de uper Ligas Resistentes ao Calor lasses
FEPI. Fresamento. Surgiu em , Page 1 Tecnologia Mecânica II
 Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
Fresamento A Fresagem ou o Fresamento é um processo de usinagem mecânica, feito através de uma máquina chamada FRESADORA e ferramentas especiais chamadas de FRESAS. Surgiu em 1918 28.09.2009, Page 1 Fresadora
AHX640S TOOLS NEWS. Novos insertos com 14 arestas para aços em geral e aços inoxidáveis. B186Z. Fresa de facear multiarestas para uso geral.
 TOOLS NEWS Fresa de facear multiarestas para uso geral AHX640S Atualiz. 2015.4 B186Z Expansão Novos insertos com 14 arestas para aços em geral e aços inoxidáveis. Fresa de facear multiarestas para uso
TOOLS NEWS Fresa de facear multiarestas para uso geral AHX640S Atualiz. 2015.4 B186Z Expansão Novos insertos com 14 arestas para aços em geral e aços inoxidáveis. Fresa de facear multiarestas para uso
Tipos de Ferramentas
 1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
1 Tipos de Ferramentas Ferramentas de desbaste Nas operações de desbaste a remoção de material é grande, portanto os momentos resultantes sobre a ferramenta são grandes, o que exige maior robustez da maquina
Um conceito multiarestas de dupla face com ação de corte positiva
 CoroMill 745 Um conceito multiarestas de dupla face com ação de corte positiva O segredo por trás da exclusiva fresa CoroMill 745 é o sistema patenteado de posicionamento da pastilha. Ao inclinar a pastilha,
CoroMill 745 Um conceito multiarestas de dupla face com ação de corte positiva O segredo por trás da exclusiva fresa CoroMill 745 é o sistema patenteado de posicionamento da pastilha. Ao inclinar a pastilha,
B202Z. Broca intercambiável MVX. Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos 2 ~ 6xD
 B202Z Broca intercambiável Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos 2 ~ 6xD Broca intercambiável 4 arestas efetivas No mesmo alojamento! Exclusivo quebra-cavaco
B202Z Broca intercambiável Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos 2 ~ 6xD Broca intercambiável 4 arestas efetivas No mesmo alojamento! Exclusivo quebra-cavaco
TOOLS NEWS. Insertos ISO para torneamento de materiais de difícil usinabilidade
 TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Atualiz. 2016.10 Insertos IO para torneamento de materiais de difícil usinabilidade B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
Furação. Pastilhas intercambiáveis e classes de metal duro. Ferramentas para furação, mandrilamento e mandrilamento em acabamento
 Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
Furação Página Informações 220 Pastilhas intercambiáveis e classes de metal duro Resumo do programa 224 Chave de código geométrias WALTER 225 Chave de codificação ISO para pastilhas intercambiáveis para
ÍNDICE. Square 6 Double Octomill Turbo 10 Fresas de Disco R Quattromill
 SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
SECO MILLING ÍNDICE Square 6 Double Octomill Turbo 10 Fresas de Disco 335.25 R220.88 Quattromill 2 3 4 5 6 7 SQUARE 6 TM PRODUTIVIDADE E ECONOMIA. A fresa Square 6 é uma solução confiável e econômica para
MAIS QUE PRODUTOS. PRODUTIVIDADE.
 MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
MAIS QUE PRODUTOS. PRODUTIVIDADE. Mais furos por hora ou mais furos por broca? Com os produtos Lenox-Twill você tem a melhor solução, não importa a necessidade. Sejam produtos para aplicação específica
CoroMill 390 Fresas de topo com pastilhas tamanho 07 Classe GC1130 para aços
 CoroMill 390 Fresas de topo com pastilhas tamanho 07 Classe GC1130 para aços Com as novas fresas de topo em diâmetros pequenos, com pastilhas tamanho 07, o desempenho comprovado da CoroMill 390 está agora
CoroMill 390 Fresas de topo com pastilhas tamanho 07 Classe GC1130 para aços Com as novas fresas de topo em diâmetros pequenos, com pastilhas tamanho 07, o desempenho comprovado da CoroMill 390 está agora
Os insertos desgastam quando o avanço é muito baixo, esfregando na peça ao invés de cortar
 Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
Orientação para o sucesso Usar uma geometria robusta Maximizar a geometria para forcar a produtividade Usar um raio robusto Maximizar o raio do inserto para reforçar o aumento da vida útil. Levar em conta
TORNEAMENTO. As Melhores Marcas. As Melhores Ferramentas. Fixação e Mandrilamento. Furação e Alargamento. Pastilhas e Cilindros.
 R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
R TORNEAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Furação e Alargamento Fixação e Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas e
Furação e Alargamento Mandrilamento. Pastilhas e Cilindros. Rotativas MD Fresamento. As Melhores Marcas. As Melhores Ferramentas
 R FURAÇÃO E ALARGAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Fixação e Furação e Alargamento Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas
R FURAÇÃO E ALARGAMENTO Torneamento Corte e Canal Rosqueamento Pastilhas e Cilindros Rotativas MD Fresamento Fixação e Furação e Alargamento Mandrilamento As Melhores Marcas. As Melhores Ferramentas Pastilhas
Conteúdo. Introdução. Aplicação. Pastilhas. Aplicação. Ferramentas. Orientações do catálogo. Canal com raio, usinagem C3-C4 C105-C120.
 C1 Conteúdo Introdução Aplicação Orientações do catálogo C3-C4 Canal com raio, usinagem interna C105-C120 Sistema de designação C5-C7 Canal axial C121-C130 h s Visão geral do sistema C8-C37 ebaixo externo
C1 Conteúdo Introdução Aplicação Orientações do catálogo C3-C4 Canal com raio, usinagem interna C105-C120 Sistema de designação C5-C7 Canal axial C121-C130 h s Visão geral do sistema C8-C37 ebaixo externo
Quebra-Cavacos F30 F50 SN-29. Geometria A11. Robusta. Vivo. Aumento da espessura do chanfro (arestas de corte estáveis)
") Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
Quebra-Cavacos A Fina Geometria Média Robusta 0 10 20 30 40 50 60 70 80 90 100 Vivo Aumento da espessura do chanfro (arestas de corte estáveis) FN F30 F50 SN-29 SN Diminuição do ângulo de ataque (ação
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE.
 BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
BROCA PARA APLICAÇÃO UNIVERSAL DE ALTA PERFORMANCE MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS ALTA DURABILIDADE E DESEMPENHO ESTÁVEL EM UMA AMPLA GAMA DE MATERIAIS. Conheça suas características: TRATAMENTO
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
Processos de Usinagem. Aula Forças, pressão específica e potência de corte -
 Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
Aula 10 - Forças, pressão específica e potência de corte - Conseqüências dos Esforços na Ferramenta Cavaco,f Peça,n Ferramenta Atrito Forca Movimento relativo Calor Desgaste Material peça / material ferramenta
ENG Processos Discretos de Produção. Movimentos e parâmetros de corte. Heraldo Amorim
 ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
ENG 03021 Processos Discretos de Produção Movimentos e parâmetros de corte Heraldo Amorim Geometria da Ferramenta de Corte Comparação entre ferramentas de barra (bits) e insertos intercambiáveis Bit de
USINAGEM. Aula 4. materiais de ferramenta: HSS, MD, cerâmicas, diamante, CBN
 Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
Desgaste de flanco máximo VB [mm] Materiais de ferramentas aço-rápido HS S Metal duro cerâmic as metal-duro cerâmica CBN CBN diamante PKD Gk-AlSi12(Cu); vc = 2500 m/min vf = 9 m/min Comprimento de corte
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM
 TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
TECNOLOGIA DE CONTROLE NUMÉRICO ASPECTOS DE PROCESSOS DE USINAGEM FERRAMENTAS DE USINAGEM Sandvik Desbaste de Aços Pastilhas Positivas T-MAX U Superfícies na Peça Superfície Transitória Superfície a Usinar
CoroMill Plura. Fresas otimizadas para compósitos
 CoroMill Plura Fresas otimizadas para compósitos Delaminação, rebarbas de fibras, fibras não cortadas e desgaste rápido de flanco são os constantes desafios na usinagem de compósitos, causados pela natureza
CoroMill Plura Fresas otimizadas para compósitos Delaminação, rebarbas de fibras, fibras não cortadas e desgaste rápido de flanco são os constantes desafios na usinagem de compósitos, causados pela natureza
Materiais para ferramenta
 Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Materiais para ferramenta SEM - SEM -EESC - USP SEM534 Processos de Fabricação Mecânica Professor - Renato G. Jasinevicius Materiais para Ferramenta Materiais mais utilizados para ferramenta no Brasil
Alto Avanço e Pastilhas SBMT 13 Altamente Positivas
 1/9 Alto Avanço e s SBMT 13 Altamente Positivas 2/9 Alto Avanço e s SBMT 13 Altamente Positivas Características Face única, 4 arestas de corte positivas para altos avanços de corte. Menor potência de máquina
1/9 Alto Avanço e s SBMT 13 Altamente Positivas 2/9 Alto Avanço e s SBMT 13 Altamente Positivas Características Face única, 4 arestas de corte positivas para altos avanços de corte. Menor potência de máquina
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Pastilhas RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade
X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade") 1/9 s RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade GERAÇÃO DE ENERGIA AEROESPACIAL ÓLEO & GÁS 2/9 PONTO-CHAVE A TaeguTec está lançando duas novas pastilhas redondas com cinco indexações
1/9 s RTM(H)X 10 & 12 mm e Fresas para Materiais de Difícil Usinabilidade GERAÇÃO DE ENERGIA AEROESPACIAL ÓLEO & GÁS 2/9 PONTO-CHAVE A TaeguTec está lançando duas novas pastilhas redondas com cinco indexações
Série CA3. Usinagem de Ferro Fundido com Alta Estabilidade. Nova Classe Metal Duro CVD para Ferro Fundido
 Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
Nova Classe Metal Duro CVD para Ferro Fundido Nova Classe Metal Duro CVD para Ferro Fundido Usinagem de Ferro Fundido com Alta Estabilidade Novo revestimento com melhor ancoragem para prevenção de lascamento
NHD - Broca Inteiriça de Metal Duro Melhorada
 1/12 NHD - Melhorada 2/12 PONTO-CHAVE A TaeguTec tem o prazer de apresentar a sua nova broca inteiriça de metal duro, a NHD, que é uma melhoria das atuais brocas SHD e SHO, proporcionando um excepcional
1/12 NHD - Melhorada 2/12 PONTO-CHAVE A TaeguTec tem o prazer de apresentar a sua nova broca inteiriça de metal duro, a NHD, que é uma melhoria das atuais brocas SHD e SHO, proporcionando um excepcional
AULA 28 PROCESSO DE FRESAMENTO: FRESAS
 AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
AULA 28 PROCESSO DE FRESAMENTO: FRESAS 215 28. PROCESSO DE FRESAMENTO: FRESAS 28.1. Introdução As fresas são ferramentas rotativas providas de múltiplas arestas de corte dispostos simetricamente ao redor
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo.
 50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
50 45 Torneamento Exemplo 1: Usando as tabelas enviadas e consultando o mini catalogo Corokey da empresa Sandvik proponha a resolução do problema abaixo. Exemplo 1. Realizar o torneamento cilíndrico de
MQS TOOLS NEWS. Excelente desempenho e durabilidade na furação de aço e ferro fundido. B185Z. Com tecnologia TRI-cooling.
 TOOLS NEWS Atualiz. 215.4 B185Z Broca inteiriça de metal duro para aço e ferro fundido Brocas WSTAR Inclusão de brocas 8xD Com tecnologia TRI-cooling. Excelente desempenho e durabilidade na furação de
TOOLS NEWS Atualiz. 215.4 B185Z Broca inteiriça de metal duro para aço e ferro fundido Brocas WSTAR Inclusão de brocas 8xD Com tecnologia TRI-cooling. Excelente desempenho e durabilidade na furação de
SEPDS/SEPDM TOOLS NEWS
 TOOLS NEWS Brocas de HSS com haste padrão fresamento Série SE - Brocas de alta precisão Atualiz. 216.1 SEPDS/SEPDM B212Z Inclusão SEPDS Nova broca de aço rápido com exclusivo tratamento superficial D-STH.
TOOLS NEWS Brocas de HSS com haste padrão fresamento Série SE - Brocas de alta precisão Atualiz. 216.1 SEPDS/SEPDM B212Z Inclusão SEPDS Nova broca de aço rápido com exclusivo tratamento superficial D-STH.
março de /6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas
 1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
1/6 Nova Solução para Furação de Diâmetros Grandes com Ponta Intercambiável e Pastilhas 2/6 Taegutec, líder no mercado de brocas intercambiável, tem o prazer de apresentar a TWINRUSH para usinagem de furos
CoroBore Mandrilamento em desbaste
 CoroBore Mandrilamento em desbaste Mandrilamento frontal, escalonado e reverso A nova geração de conceitos para mandrilamento em desbaste CoroBore supera desafios como vibrações, quebra de cavacos e segurança
CoroBore Mandrilamento em desbaste Mandrilamento frontal, escalonado e reverso A nova geração de conceitos para mandrilamento em desbaste CoroBore supera desafios como vibrações, quebra de cavacos e segurança
Sistema modular Coromant EH
 Sistema modular Coromant EH Flexibilidade de ferramentas para diâmetros pequenos Alcançar partes de peças difíceis de acessar e manter a montagem da ferramenta a mais curta e compacta possível é fundamental
Sistema modular Coromant EH Flexibilidade de ferramentas para diâmetros pequenos Alcançar partes de peças difíceis de acessar e manter a montagem da ferramenta a mais curta e compacta possível é fundamental
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
Para uma operação de usinagem, o operador considera principalmente os parâmetros:
 Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
Parâmetros de corte Parâmetros de corte são grandezas numéricas que representam valores de deslocamento da ferramenta ou da peça, adequados ao tipo de trabalho a ser executado, ao material a ser usinado
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/ Materiais para Ferramentas
 2º Semestre 2005/ Materiais para Ferramentas") MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
MATERIAIS DE CONSTRUÇÃO MECÂNICA II (EM307) 2º Semestre 2005/06 6. Materiais para Ferramentas F. Jorge Lino Alves 1 Resumo 6. Materiais para ferramentas de corte. Materiais cerâmicos para abrasivos. 2
Fresamento de aços classe GC1130
 Fresamento de aços classe GC1130 Evolução do fresamento de aços Mais tranquilidade com a classe Zertivo GC1130 Escamação e lascamento, que reduzem a vida útil da pastilha e tornam a produção instável,
Fresamento de aços classe GC1130 Evolução do fresamento de aços Mais tranquilidade com a classe Zertivo GC1130 Escamação e lascamento, que reduzem a vida útil da pastilha e tornam a produção instável,
Sistemas de Referência. A parte de corte de uma Ferramenta é formada pelas superfícies de saída,
 Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Sistemas de Referência A parte de corte de uma Ferramenta é formada pelas superfícies de saída, principal e secundária de folga; Diferencia-se dois sistemas de referência: sistema de referência da ferramenta
Nova Série SED 7 para uma excelente usinagem de Materiais de Difícil Usinabilidade
 1/5 Nova Série SED 7 para uma excelente usinagem de Materiais de Difícil Usinabilidade Ponto Chave demanda do mercado por usinagens em alta velocidade e eficiência cresceu. TaeguTec ampliou sua linha com
1/5 Nova Série SED 7 para uma excelente usinagem de Materiais de Difícil Usinabilidade Ponto Chave demanda do mercado por usinagens em alta velocidade e eficiência cresceu. TaeguTec ampliou sua linha com
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM. Profº Emerson Oliveira Matéria: CNC/CAM Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
INSTITUTO FEDERAL DE SANTA CATARINA CNC/CAM Matéria: CNC/CAM emerson.oliveira@ifsc.edu.br Etapas CAD/CAM: INSTITUTO FEDERAL DE SANTA CATARINA Quando o sistema tem comunicação direta. CAD/CAM Quando o sistema
Inovações em ferramentas de furação
 Manual de produtos Furação _ WALTER XTRA TEC INSERT DRILL Inovações em ferramentas de furação WALTER TIGER TEC SILVER A NOVA FORÇA NA USINAGEM ÍNDICE Fresamento Furação 2 Walter Xtra tec Insert Drill 2
Manual de produtos Furação _ WALTER XTRA TEC INSERT DRILL Inovações em ferramentas de furação WALTER TIGER TEC SILVER A NOVA FORÇA NA USINAGEM ÍNDICE Fresamento Furação 2 Walter Xtra tec Insert Drill 2
Opções. Fresa CoroMill R200 com pastilha redonda
 Cotação rápida Fácil de pedir Entrega competitiva Ainda mais possibilidades graças ao desenho sob medida! Se você não encontrar o que precisa em nosso abrangente prog rama standard, escolha a ferramenta
Cotação rápida Fácil de pedir Entrega competitiva Ainda mais possibilidades graças ao desenho sob medida! Se você não encontrar o que precisa em nosso abrangente prog rama standard, escolha a ferramenta
NTK CUTTING TOOLS. Guia de Produtos. Especialistas no mundo das cerâmicas
 NTK CUTTING TOOLS Guia de Produtos Especialistas no mundo das cerâmicas INFORMAÇÃO DAS CLASSES DE INSERTOS SÉRIE CERÂMICA HC1, HW2 tipo Al 2 O 3 n HC1 é uma cerâmica branca de alta pureza de alumina (Al2O3)
NTK CUTTING TOOLS Guia de Produtos Especialistas no mundo das cerâmicas INFORMAÇÃO DAS CLASSES DE INSERTOS SÉRIE CERÂMICA HC1, HW2 tipo Al 2 O 3 n HC1 é uma cerâmica branca de alta pureza de alumina (Al2O3)
WE/WF Quebra-Cavaco. Inserto Wiper Negativo. Alta Produtividade com Novo Design de Aresta Wiper. Inserto Wiper Negativo
 Inserto Wiper Negativo Quebra-Cavaco Quebra- Cavaco Inserto Wiper Negativo / Quebra-Cavaco Alta Produtividade com Novo Design de Aresta Wiper Acabamento Médio Quebra-Cavaco (Usinagem com Alta Eficiência)
Inserto Wiper Negativo Quebra-Cavaco Quebra- Cavaco Inserto Wiper Negativo / Quebra-Cavaco Alta Produtividade com Novo Design de Aresta Wiper Acabamento Médio Quebra-Cavaco (Usinagem com Alta Eficiência)
FS/LS MS/RS. A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura.
 TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
TOOL NEW Insertos IO para torneamento de materiais de difícil usinabilidade Atualiz. 2018.6 B214Z Expansão A cobertura High Al-rich contribui para o aumento significativo da resistência à fratura. MP9005
Ligas fundidas. Características. Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co
 Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Ligas fundidas Características Composição típica: 3 % Fe 17 % W 33 % Cr 44 % Co Resistem a temperatura entre aproximadamente 700 a 800 C: W Mn, Mo, V, Ti e Ta Tratamento térmico complexo Preço elevado
Mini pastilha positiva com 6 arestas de corte 6NKU 04
 1/8 Mini pastilha positiva com 6 arestas de corte 6NKU 04 2/8 A Taegutec está ampliando a Linha MILL2RUSH com o lançamento da pastilha 6NKU 04. Geometria prensada com 6 arestas de corte e menor tamanho
1/8 Mini pastilha positiva com 6 arestas de corte 6NKU 04 2/8 A Taegutec está ampliando a Linha MILL2RUSH com o lançamento da pastilha 6NKU 04. Geometria prensada com 6 arestas de corte e menor tamanho
MVX. Corpo de alta rigidez desenvolvido com tecnologia de ponta. TOOLS NEWS. Disponível em comprimentos de 2~6xD. Broca intercambiável.
 TOOLS NEWS Atualiz. 2017.10 B202Z Broca intercambiável Expansão Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2~6xD. Broca intercambiável 4 arestas efetivas
TOOLS NEWS Atualiz. 2017.10 B202Z Broca intercambiável Expansão Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2~6xD. Broca intercambiável 4 arestas efetivas
Linha de Fresas de Canais Extendidos (Abacaxi) e Pastilhas Splitter TNMX 18
 e Pastilhas Splitter TNMX 18") 1/7 Linha de Fresas de Canais Extendidos (Abacaxi) e Pastilhas Splitter TNMX 18 2/7 A TaeguTec amplia a linha MILL2RUSH com o lançamento das Pastilhas Splitter TNMX 18 e Fresas de Canais Extendidos (Abacaxi)
1/7 Linha de Fresas de Canais Extendidos (Abacaxi) e Pastilhas Splitter TNMX 18 2/7 A TaeguTec amplia a linha MILL2RUSH com o lançamento das Pastilhas Splitter TNMX 18 e Fresas de Canais Extendidos (Abacaxi)
D O S S I Ê T É C N I C O
 D O S S I Ê T É C N I C O Pastilhas alisadoras Ivan Leandro Debiasi SENAI-RS Centro Tecnológico de Mecatrônica Outubro 2006 DOSSIÊ TÉCNICO Sumário 1 INTRODUÇÃO...... 2 2 OBJETIVO... 2 3 TORNEAMENTO...
D O S S I Ê T É C N I C O Pastilhas alisadoras Ivan Leandro Debiasi SENAI-RS Centro Tecnológico de Mecatrônica Outubro 2006 DOSSIÊ TÉCNICO Sumário 1 INTRODUÇÃO...... 2 2 OBJETIVO... 2 3 TORNEAMENTO...
BROCAS INTEIRIÇAS DE METAL DURO
 Novidades 2017.1 SUMÁRIO BROCAS INTEIRIÇAS DE METAL DURO 4 5 5 Force X Nova gama de ferramentas versáteis R6011 Broca curta de metal duro R7131 Broca de metal duro para pré-furo de roscas BROCAS DE ALTO
Novidades 2017.1 SUMÁRIO BROCAS INTEIRIÇAS DE METAL DURO 4 5 5 Force X Nova gama de ferramentas versáteis R6011 Broca curta de metal duro R7131 Broca de metal duro para pré-furo de roscas BROCAS DE ALTO
SISTEMA FERRAMENTA NA MÃO
 SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
SISTEMA FERRAMENTA NA MÃO SISTEMA FERRAMENTA NA MÃO Para definir os planos e medir os ângulos da ferramenta é preciso selecionar um ponto de referência posicionado em qualquer parte do gume principal.
PROCESSOS DE USINAGEM I
 PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
PROCESSOS DE USINAGEM I Prof. Arthur Bortolin Beskow AULA 04 1 MECANISMO DA FORMAÇÃO DO CAVACO O cavaco é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em
Aula Processos de usinagem de roscas -
 Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Aula 14 - Processos de usinagem de roscas - Prof. Dr. Eng. Rodrigo Lima Stoeterau Processo de Usinagem de Roscas Processos de Usinagem Rosqueamento Definição: processo de usiangem cujo a função é produzir
Novembro /8. Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros
 1/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros 2/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros A TaeguTec lançou uma nova
1/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros 2/8 Alta Produtividade com as Cabeças Intercambiáveis de Furação para Grandes Diâmetros A TaeguTec lançou uma nova
Julho de /11 TT7025. A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos
 1/11 A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos DETAQUE Julho de 2018 A TaeguTec lançou a melhor classe para usinagem de ferros fundidos em baixas
1/11 A melhor classe com cobertura CVD para baixas velocidades e corte interrompido de ferros fundidos DETAQUE Julho de 2018 A TaeguTec lançou a melhor classe para usinagem de ferros fundidos em baixas
Para fresamento de ligas resistentes ao calor. 2 tipos de classes indicadas para uma variedade de materiais e aplicações. Alta eficiencia de corte com
 Fresamento /PR1535 /PR1535 Para fresamento de ligas resistentes ao calor 2 tipos de classes indicadas para uma variedade de materiais e aplicações :Para ligas resistentes ao calor a base de niquel e aço
Fresamento /PR1535 /PR1535 Para fresamento de ligas resistentes ao calor 2 tipos de classes indicadas para uma variedade de materiais e aplicações :Para ligas resistentes ao calor a base de niquel e aço
Capítulo 4. Procedimento Experimental Apresentação
 Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
Capítulo 4 Procedimento Experimental 4.1. Apresentação O intuito deste trabalho é de efetuar 25 cortes (passadas )em corpos de prova de ferro fundido, através do fresamento de topo com altíssima velocidade
Inserto Wiper Positivo. Alta Produtividade com a Nova Geometria de Aresta Wiper
 Inserto Wiper Positivo Inserto Wiper Positivo Alta Produtividade com a Nova Geometria de Aresta Wiper Excelente rugosidade de superfície e controle de cavaco suave durante usinagem de alto avanço Acabamento
Inserto Wiper Positivo Inserto Wiper Positivo Alta Produtividade com a Nova Geometria de Aresta Wiper Excelente rugosidade de superfície e controle de cavaco suave durante usinagem de alto avanço Acabamento
SEM-0534 Processos de Fabricação Mecânica. Furação Alargamento Roscamento
 SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
SEM-0534 Processos de Fabricação Mecânica Furação Alargamento Roscamento Processo de Furação FURAÇÃO - Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço
EME005 - Tecnologia de Fabricação IV Brochamento 3
 UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
UNIFEI EME005 - Tecnologia de Fabricação IV Brochamento 3 Projeto de brochas internas de tração Aula 14 Prof. José Hamilton Chaves Gorgulho Júnior Passo 1 Selecionar o material da brocha, conforme tabela.
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS
 TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
TECNOLOGIA DE CONTROLE NUMÉRICO FUNDAMENTOS DA USINAGEM: FORMAÇÃO DE CAVACOS, TIPOS E FORMAS DE CAVACOS Peça Torneada Operações de Torneamento Operações de Torneamento Operações de Torneamento Operações
FURAÇÃO. FURAÇÃO -Definição. Furadeira com ferramenta e peça furada, 4000 a.c.
 FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
FURAÇÃO FURAÇÃO -Definição Furadeira com ferramenta e peça furada, 4000 a.c. 1 FURAÇÃO -Definição Processo de usinagem onde movimento de corte principal é rotativo, e o movimento de avanço é na direção
Discos de fibra COMBICLICK patenteado sistema refrigerado com troca rápida
 iscos de fibra COMBICLICK patenteado sistema refrigerado com troca rápida COOL QUICK COMBICLICK TRUST BLUE Redução da carga térmica sobre a ferramenta e a peça trabalhada Alta taxa de remoção e vida útil
iscos de fibra COMBICLICK patenteado sistema refrigerado com troca rápida COOL QUICK COMBICLICK TRUST BLUE Redução da carga térmica sobre a ferramenta e a peça trabalhada Alta taxa de remoção e vida útil
AHX640W TOOLS NEWS. Revolução na usinagem de ferro fundido com inserto heptagonal bifacial. B160Z
 TOOLS NEWS Fresa para faceamento de alta eficiência em ferro fundido Atualiz. 2015.4 Revolução na usinagem de ferro fundido com inserto heptagonal bifacial. B160Z Expansão Fresa para faceamento de alta
TOOLS NEWS Fresa para faceamento de alta eficiência em ferro fundido Atualiz. 2015.4 Revolução na usinagem de ferro fundido com inserto heptagonal bifacial. B160Z Expansão Fresa para faceamento de alta