Resumo Histórico. O maior desenvolvimento recente é relativo a aplicação de micro processadores a máquinas injetoras.
|
|
|
- Júlio César Padilha Vieira
- 7 Há anos
- Visualizações:
Transcrição
1 Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos, em 1872, a John e Isiah Hyatt que a usaram para moldar celulóide. Em 1878, John Hyatt usou o primeiro molde de múltiplas cavidades. Em 1920, na Alemanha iniciou-se a moldagem por injeção de termoplásticos. Um maior desenvolvimento ocorreu em 1951, quando William H: Willert (United States) desenvolveu a rosca recíproca para máquinas de moldagem por injeção. O maior desenvolvimento recente é relativo a aplicação de micro processadores a máquinas injetoras.
2 Vantagens e desvantagens Vantagens do Processo Peças podem ser produzidas com altas taxas de produtividade Produção de peças de grandes volumes Custo de mão-de-obra é relativamente baixo O processo é altamente suscetível à automação Peças requerem pouco ou nenhum acabamento Desvantagens do Processo Competição acirrada oferece baixa margem de lucro Os moldes são muito caros A qualidade das peças é difícil de ser determinada imediatamente
3 Processos de Transformação de Polímeros SOPRO ROTOMOLDAGEM TERMOFORMAGEM EXTRUSÃO INJEÇÃO
4 Aplicações do Processo de Injeção
5 Moldagem por injeção
6 A prensa injetora
7 A prensa injetora Tipos
8 Horizontal Injetora
9 Vertical Injetora
10 Multi-Componente Injetora
11 Injetora Tamanho
12 Injetora Unid. de Fechamento sem colunas
13 Sistemas construtivos das injetoras Unidade de plastificação Unidade de abertura e fechamento Unidade hidráulica Unidade de comando e controle Unidade de potência
14 Unidade de comando e controle Unidade de plastificação Unidade de abertura e fechamento Unidade de potência Unidade hidráulica
15 Unidade Plastificadora Principais funções: Aquecer e plastificar os pellets vindos do funil de alimentação Avançar (recuar) o canhão na direção da bucha de injeção (no molde) Gerar a pressão de contato entre o bico de injeção e a bucha (no molde) Rotação da rosca durante a etapa de alimentação Injetar o material plastificado na cavidade Elevar a pressão para providenciar uma moldagem completa e manter a pressão de recalque durante o processo de resfriamento
16 Unidade Plastificadora Sistema de limpeza do funil Proteção contra espirramento Funil de alimentação Garganta refrigerada e grade magnética Motor da rosca plastificadora Resistência elétrica Bico de injeção Proteção contra queimaduras Base Colunas de guia
17 Funil de Alimentação Capaz de ser totalmente esvaziado Fácil de operar Fácil montagem Vedado a poeiras Fácil de limpar
18 Aquecimento do canhão A principal vantagem das resistências elétricas de aquecimento é o baixo custo. São extremamente fáceis de instalar. A desvantagem deste sistema reside no tempo de resposta. Em alguns casos são utilizadas ventoinhas para refrigerar o canhão diminuindo a inércia térmica do sistema.
19 Pivotamento do canhão Facilidade de manutenção da rosca plastificadora
20 Rosca Plastificadora Boa capacidade de plastificação Transporte eficiente (baixo tempo de residência) Efetiva capacidade de plastificação e mistura (assegurar homogeneidade de temperatura e aditivos) Boa capacidade de autolimpeza
21 Rosca Plastificadora 1. ZONA DE ALIMENTAÇÃO: o material sólido (pellets, pó ou fragmentos) é transportado. A profundidade do filete é bastante grande para obter adequadas taxas de transporte apesar da baixa densidade aparente. 2. ZONA DE COMPRESSÃO: ocorre uma redução gradual na profundidade do filete ao longo desta zona, fazendo com que o material seja comprimido. A estabilidade do processo de transporte depende do material estar completamente plastificado ao atingir o final desta zona. 3. ZONA DE DOSAGEM: o material plastificado é homogeneizado até a temperatura final de processamento desejada.
22 Relação L/D É a relação entre o diâmetro da rosca plastificadora e o seu comprimento
23 Relação L/D Vantagens da relação L/D pequena: Proporcionam reduzido tempo de residência no cilindro, mantendo materiais termicamente sensíveis sob aquecimento por períodos menores, diminuído assim a chance de degradação. Permitem montagens mais compactas. Requerem torque reduzido para movimentar a rosca (motor menos potente) Menor custo inicial de investimento e para substituição de peças. Vantagens da relação L/D grande: Permite uma maior produção. Produção mais uniforme pela melhora da mistura. Maior pressão. Maior plastificação com menor cisalhamento e maior condutividade térmica do cilindro.
24 Tipos de roscas plastificadoras Rosca Universal para materiais termoplásticos: L/D entre 18:1 e 24:1 Rosca para PVC rígido Rosca para cilindros com ventagem Rosca para termofixos: L/D entre 12:1 a 15:1. Rosca para elastômeros
25 Tipos de roscas plastificadoras
26 Válvula de Não Retorno
27 Pontas para roscas plastificadoras Pontas para roscas para PVC Ponta homogeneizadora de cores
28 Bico de Injeção Têm a função de fazer a vedação entre o canhão e o molde Em relação à Em relação à geometria da região de contato podem ser: ESFÉRICOS, CÔNICOS ou PLANOS
29 Defeitos em roscas plastificadoras Desgaste Quebra Corrosão
30 Funções da Unidade de Abertura e Fechamento Fixar o molde e movimentá-lo durante a abertura e fechamento Manter o molde fechado e travado durante as etapas de injeção e recalque Providenciar a ejeção das peças
31 Altura do Molde e Força de Fechamento
32 Fixação e alinhamento do molde
33 Placa extratora
34 Unidade hidráulica

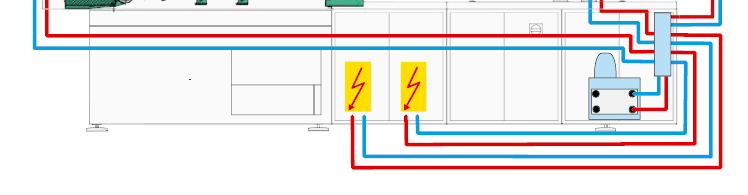
35 Acionamento elétrico
36 Unidade de comando, controle e potência
37 Unidade de potência
38 Unidade de comando e controle
39 Sensores Transdutor de pressão Potenciômetro linear Termopar Sensor indutivo


40 Ambiente de programação ARBURG - SELOGICA
41
42 Pressão hidráulica Pressão hidráulica é a máxima pressão que o sistema hidráulico da máquina é capaz de produzir.
43 Pressão de injeção Pressão de injeção (P fundido ) é a pressão que a rosca exerce sobre o material plastificado. Corresponde a aproximadamente 2 vezes a pressão média na cavidade.
44 Pressão de injeção A pressão de injeção (P fundido ) é uma característica construtiva da máquina. A pressão média na cavidade não deve ultrapassar 50% da pressão máxima de injeção da máquina.
45 Capacidade de Injeção É o volume máximo de injeção, ou seja, o volume de material obtido na ponta do cilindro de aquecimento quando do recuo total da rosca plastificadora. A máquina a ser selecionada deve ter a capacidade de dosar a quantidade de material necessária para preencher todas as cavidades e o sistema de alimentação do molde, considerando a pressurização e o recalque.
46 Capacidade de plastificação É a massa de material que a unidade plastificadora pode processar por unidade de tempo. Para a seleção de uma máquina, deve-se Para a seleção de uma máquina, deve-se considerar um fator de segurança considerando que a mesma terá um emprego máximo de 80% da sua capacidade nominal.
47 Moldes de Injeção DEFINIÇÃO DE MOLDES DE INJEÇÃO DE TERMOPLÁSTICOS É uma unidade completa capaz de reproduzir formas geométricas desejadas através de cavidades que possuem os formatos e dimensões do produto desejado. É dividido basicamente em 2 partes (figura 1 e 2): a) Conjunto Superior, b) Conjunto Inferior. Essa divisão é baseada na linha de fechamento do molde que permite a retirada do produto. O conjunto superior é fixado na parte fixa da máquina e o conjunto inferior na placa móvel da Injetora.
48 Figura 1: Partes superior e inferior do molde de injeção.
49
50 SISTEMA DE CÂMARA QUENTE.O Sistema de Câmara Quente é a forma mais eficiente de se otimizar a produção e melhorar a qualidade de um produto injetado. Este sistema é basicamente uma extensão do bico de injeção da máquina, funcionando como distribuidor do fluxo para cada uma das cavidades. Através de canais de distribuição constantemente aquecidos, é possível manter o material na mesma temperatura do cilindro da máquina injetora, livre de variações e sem os inconvenientes canais de alimentação(galhos).
51 PORQUE UTILIZAR SISTEMAS DE CÂMARA QUENTE? A utilização de sistemas de câmara quente pode oferecer diversas vantagens se comparado aos sistemas convencionais de canal frio, tais como:
52 REDUÇÃO DE CUSTO. Economia na utilização de matéria prima. Custo operacional reduzido. Menor ciclo de injeção
53 REDUÇÃO DO TEMPO DE CICLO.Redução do tempo de resfriamento.. Cursos de abertura reduzidos. Ideal para moldes de paredes finas
54 MELHORIA NA QUALIDADE DAS PEÇAS MOLDADAS. Maior uniformidade dimensional no produto acabado. Vestígios de injeção podem ser controlados e em alguns casos tornam-se praticamente imperceptíveis. Menor tensão residual nos componentes moldados. Eliminação de operações secundárias
55 SISTEMA DE CÂMARA QUENTE ANEL DE CENTRAGEM BUCHA ACOPLADORA SUPORTE CENTRAL E CENTRALIZADOR SUPORTE SUPERIOR PINO DE LOCALIZAÇÃO
56 PROCESSO DE INJEÇÃO Quando o parafuso gira, o material sólido proveniente do funil é arrastado contra a parede interna do cilindro de aquecimento. Assim, a força de atrito criada aquece e empurra o material pelo canal, em direção à ponta do parafuso. Com o aquecimento por atrito e o calor proveniente das resistências elétricas que envolvem a parede externa do cilindro, aos poucos o material é plastificado, até que, próximo à ponta do parafuso, não restem mais partículas sólidas. Como o bico de injeção deve estar encostado no molde fechado e preenchido ou então fechado por uma válvula, o material plastificado não consegue sair do cilindro, e acumula-se à frente do parafuso. A pressão do material empurra o parafuso para trás, até que atinja uma posição pré-determinada pelo operador. Nesse ponto, o parafuso pára de girar e termina o processo de plastificação. A massa de material plastificado, que fica dosada entre o bico de injeção e a ponta do parafuso deve ser suficiente para preencher totalmente a cavidade e o canal de alimentação do molde.
57 Uma vez dosado, o material deve ser injetado, ou seja, transportado para a cavidade do molde fechado. O parafuso avança, como se fosse o êmbolo de uma seringa, criando a pressão necessária para que o material consiga passar pelo canal do bico de injeção, canal de alimentação do molde e ponto de entrada da cavidade e preencher a cavidade. Como as paredes do molde possuem canais para circulação de água ou óleo, gradualmente a peça moldada e o material que fica no canal de injeção são resfriados. Após o preenchimento, ocorre o recalque: o parafuso é mantido avançado até que o ponto de entrada do material na cavidade seja solidificado. O resfriamento da peça injetada prossegue, e aos poucos a cavidade e o canal de alimentação solidificam-se por completo. Como durante o resfriamento o parafuso está ocioso e a prensa está fechada, a máquina pode aproveitar esse tempo para plastificar e dosar o material que será injetado no ciclo seguinte. Uma vez solidificada e resfriada até uma temperatura em que não seja mais deformada, a peça está pronta para ser extraída. Realiza-se, então, o ciclo seco, que consiste das etapas de abertura do molde, extração (desgrudar a peça do molde) e fechamento. Terminado o ciclo, o material dosado é injetado, repetindo-se o ciclo até que se atinja a produção desejada.
58 Figura 1 Máquina injetora e etapas do ciclo de injeção
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA
 ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1)
") INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
Moldagem por Injeção
 Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Introdução aos materiais poliméricos. Profa. Dra. Daniela Becker
 Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa
 Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Curso Superior de Tecnologia em Processos de Polimerização CEFET BA. Injeção Prof a. Iara Santos
 Curso Superior de Tecnologia em Processos de Polimerização CEFET BA Injeção Prof a. Iara Santos 1 Conteúdo programático - Injeção Processo de injeção Conceito básico Industrias Principais características
Curso Superior de Tecnologia em Processos de Polimerização CEFET BA Injeção Prof a. Iara Santos 1 Conteúdo programático - Injeção Processo de injeção Conceito básico Industrias Principais características
PET: A injeção das pré-formas. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
A precisão e exatidão de medidas, a qualidade e acabamento superficial da peça são fatores amplamente dependentes do molde.
 Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Moldes Plástico. Na seqüência de desenvolvimento de uma peça injetada, desde o primeiro rascunho até a extração na máquina, o molde de injeção é o último elo, porém não é o menos importante. A precisão
Tecnologia dos Materiais Processamento de Polímeros
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST ) CIS- (Commnwealth of Independent States) compreende os países
 CIS- (Commnwealth of Independent States) compreende os países") Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
MANUAL DE OPERAÇÃO MANUTENÇÃO DOSADOR ROSCAS
 MANUAL DE OPERAÇÃO E MANUTENÇÃO DOSADOR ROSCAS R-10 / R-20 / R-30 / R-45 / R-60 MODELO: N O DE SÉRIE: FABRICAÇÃO: / / 1 INTRODUÇÃO É com grande satisfacção que a INEAL ALIMENTADORES LTDA coloca mais um
MANUAL DE OPERAÇÃO E MANUTENÇÃO DOSADOR ROSCAS R-10 / R-20 / R-30 / R-45 / R-60 MODELO: N O DE SÉRIE: FABRICAÇÃO: / / 1 INTRODUÇÃO É com grande satisfacção que a INEAL ALIMENTADORES LTDA coloca mais um
Sumário. 1 - Avaliação de defeitos em peças injetadas de termoplásticos.
 Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
EngeCAD Serviços e Comércio de componentes Ltda.
 Bicos de Injeção com filtro Homogeneizador para Termoplásticos Este bico de injeção com filtro foi desenvolvido para atender aos transformadores de termoplásticos e fabricantes de máquinas injetoras. Atentos
Bicos de Injeção com filtro Homogeneizador para Termoplásticos Este bico de injeção com filtro foi desenvolvido para atender aos transformadores de termoplásticos e fabricantes de máquinas injetoras. Atentos
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Processamento de Polímeros. Engenharia Industrial de Controle e Automação. Engenharia de Produção. PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3
 Engenharia Industrial de Controle e Automação Engenharia de Produção PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3 Processamento de Polímeros Prof. Washington Nery PROCESSAMENTO DE POLÍMEROS INTRODUÇÃO O processamento
Engenharia Industrial de Controle e Automação Engenharia de Produção PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3 Processamento de Polímeros Prof. Washington Nery PROCESSAMENTO DE POLÍMEROS INTRODUÇÃO O processamento
Operações Unitárias POLIMEROS
 Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
NOTAS DE AULAS - III
 Módulo: Processo de Fabricação III - INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado
Módulo: Processo de Fabricação III - INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado
INJETORAS CATÁLOGO SIMCO. Imagens meramente ilustrativas
 CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
Desenvolvimento da Rede - Treinamento
 Desenvolvimento da Rede - Treinamento ÍNDICE Introdução... 3 Dados técnicos... 4 Vantagens da utilização do sistema de gerenciamento eletrônico... 5 Inovações técnicas... 6 Componentes e sistemas... 7
Desenvolvimento da Rede - Treinamento ÍNDICE Introdução... 3 Dados técnicos... 4 Vantagens da utilização do sistema de gerenciamento eletrônico... 5 Inovações técnicas... 6 Componentes e sistemas... 7
MOLDAGEM INJEÇÃO DE PLÁSTICOS INDÚSTRIA
 MOLDAGEM INDÚSTRIA MOLDAGEM INJEÇÃO DE PLÁSTICOS Atualmente, a moldagem por injeção é o processo mais requisitado para a transformação de termoplásticos dada a sua rapidez, a multiplicidade de peças que
MOLDAGEM INDÚSTRIA MOLDAGEM INJEÇÃO DE PLÁSTICOS Atualmente, a moldagem por injeção é o processo mais requisitado para a transformação de termoplásticos dada a sua rapidez, a multiplicidade de peças que
Série Prática. Detalhes Técnicos. Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380
 Série Prática Detalhes Técnicos Novo design. Características totalmente inéditas no mercado! Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Bomba hidráulica de vazão variável Guias
Série Prática Detalhes Técnicos Novo design. Características totalmente inéditas no mercado! Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Bomba hidráulica de vazão variável Guias
PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA
 PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA 1 Programação das Temperaturas 1.1 Definição de temperatura do fundido É a temperatura que o material sai do bico da máquina injetora
PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA 1 Programação das Temperaturas 1.1 Definição de temperatura do fundido É a temperatura que o material sai do bico da máquina injetora
Extrusão com dupla rosca
 Extrusão com dupla rosca - correspondem a 10% dos processos de extrusão - materiais de difícil processamento - preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados
Extrusão com dupla rosca - correspondem a 10% dos processos de extrusão - materiais de difícil processamento - preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Asseguramos excelente qualidade e alta eficiência
 Introdução A Mingplast atua na representação de fabricantes chineses de máquinas e equipamentos para a indústria de transformadores de materiais plásticos. Representa companhias com mais de 20 anos de
Introdução A Mingplast atua na representação de fabricantes chineses de máquinas e equipamentos para a indústria de transformadores de materiais plásticos. Representa companhias com mais de 20 anos de
Processamento de Polímeros
 s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
c) zona do molde: zona compreendida entre as placas, onde o molde é montado;
 zona do molde: zona compreendida entre as placas, onde o molde é montado;") Proposta de aplicação para máquinas injetoras com data de fabricação anterior a Dezembro de 2010 ANEXO IX INJETORA DE MATERIAIS TERMOPLÁSTICOS, TERMOFIXOS E ELASTÔMEROS 1. Definições 1.1. Para fins de
Proposta de aplicação para máquinas injetoras com data de fabricação anterior a Dezembro de 2010 ANEXO IX INJETORA DE MATERIAIS TERMOPLÁSTICOS, TERMOFIXOS E ELASTÔMEROS 1. Definições 1.1. Para fins de
tensionar peças Recalque alivia injeção e evita tensionar peças
 1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL
 MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
INFORMAÇÃO À IMPRENSA
 INFORMAÇÃO À IMPRENSA battenfeld-cincinnati na Plastimagen: soluções de ponta para a extrusão a partir de uma única fonte A battenfeld-cincinnati participará da próxima exposição Plastimagen em novembro
INFORMAÇÃO À IMPRENSA battenfeld-cincinnati na Plastimagen: soluções de ponta para a extrusão a partir de uma única fonte A battenfeld-cincinnati participará da próxima exposição Plastimagen em novembro
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / E 3330 e E 3360 Conjuntos de elemento móvel compactos. Encomende agora na nossa loja online!
 NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / 2016 Encomende agora na nossa loja online! www.meusburger.com E 3330 e E 3360 Conjuntos de elemento móvel compactos Conjuntos de elemento móvel de elevada precisão
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES II / 2016 Encomende agora na nossa loja online! www.meusburger.com E 3330 e E 3360 Conjuntos de elemento móvel compactos Conjuntos de elemento móvel de elevada precisão
Processos de Injeção Plástica
 Processos de Injeção Plástica Conceito: O Processo de Injeção de materiais plásticos é baseado no seguinte conceito: O plástico no estado fundido é forçado a se deslocar até o interior de um molde, preenchendo
Processos de Injeção Plástica Conceito: O Processo de Injeção de materiais plásticos é baseado no seguinte conceito: O plástico no estado fundido é forçado a se deslocar até o interior de um molde, preenchendo
Disponível em configurações padrão e extralonga (XL) para satisfazer diversas exigências de processamento.
 para satisfazer diversas exigências de processamento.") Processador compacto cp series ii 2 O processador compacto CP Series II proporciona uma tecnologia exclusiva para o setor de conversão de polímeros. Este produtor de compostos altamente produtivo foi projetado
Processador compacto cp series ii 2 O processador compacto CP Series II proporciona uma tecnologia exclusiva para o setor de conversão de polímeros. Este produtor de compostos altamente produtivo foi projetado
Figura 1. Combustão externa: calor é produzido fora do motor em caldeiras.
 UNIVERSIDADE FEDERAL RURAL DO RIO DE JANEIRO IT Departamento de Engenharia ÁREA DE MÁQUINAS E ENERGIA NA AGRICULTURA IT 154- MOTORES E TRATORES INTRODUÇÃO CONSTITUIÇÃO DOS MOTORES Carlos Alberto Alves
UNIVERSIDADE FEDERAL RURAL DO RIO DE JANEIRO IT Departamento de Engenharia ÁREA DE MÁQUINAS E ENERGIA NA AGRICULTURA IT 154- MOTORES E TRATORES INTRODUÇÃO CONSTITUIÇÃO DOS MOTORES Carlos Alberto Alves
INJETORAS PARA PLÁSTICOS LINHA ROMI EN
 ROMI EN 70 ROMI EN 100 ROMI EN 170 ROMI EN 220 ROMI EN 300 ROMI EN 380 ROMI EN 450 ROMI EN 600 ROMI EN 800 ROMI EN 1100 INJETORAS PARA PLÁSTICOS LINHA ROMI EN Complexo Industrial ROMI, em Santa Bárbara
ROMI EN 70 ROMI EN 100 ROMI EN 170 ROMI EN 220 ROMI EN 300 ROMI EN 380 ROMI EN 450 ROMI EN 600 ROMI EN 800 ROMI EN 1100 INJETORAS PARA PLÁSTICOS LINHA ROMI EN Complexo Industrial ROMI, em Santa Bárbara
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
ANEXO IX INJETORA DE MATERIAIS PLÁSTICOS
 ANEXO IX INJETORA DE MATERIAIS PLÁSTICOS 1. Para fins de aplicação deste Anexo considera-se injetora a máquina utilizada para a fabricação descontínua de produtos moldados, por meio de injeção de material
ANEXO IX INJETORA DE MATERIAIS PLÁSTICOS 1. Para fins de aplicação deste Anexo considera-se injetora a máquina utilizada para a fabricação descontínua de produtos moldados, por meio de injeção de material
D O S S I Ê T É C N I C O
 D O S S I Ê T É C N I C O Simulação Computacional do Processo de Injeção em Ambiente Virtual Jocelito Torres SENAI-RS Escola de Educação Profissional SENAI Nilo Bettanin Novembro 2007 DOSSIÊ TÉCNICO Sumário
D O S S I Ê T É C N I C O Simulação Computacional do Processo de Injeção em Ambiente Virtual Jocelito Torres SENAI-RS Escola de Educação Profissional SENAI Nilo Bettanin Novembro 2007 DOSSIÊ TÉCNICO Sumário
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injetora de Plástico - Dosagem Elétrica. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas peças
Mini Injetora de Plástico - Dosagem Elétrica. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas peças
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
ROSCA 26-D PARA EXTRUSORA DE TUBO DE PVC
 ROSCA 26-D PARA EXTRUSORA DE TUBO DE PVC ALIMENTAÇÃO PRÉ -COMPRESSÃO COMPRESSÃO/BLOQUEIO COMPRESSÃO TRANSPORTE TRANSPORTE PRÉ-COMPRESSÃO DEGASAGEM MISTURA CONSTRUÇÃO As roscas são fabricadas em aço especial
ROSCA 26-D PARA EXTRUSORA DE TUBO DE PVC ALIMENTAÇÃO PRÉ -COMPRESSÃO COMPRESSÃO/BLOQUEIO COMPRESSÃO TRANSPORTE TRANSPORTE PRÉ-COMPRESSÃO DEGASAGEM MISTURA CONSTRUÇÃO As roscas são fabricadas em aço especial
INJETORA PARA PLÁSTICOS ROMI ES 300
 INJETORA PARA PLÁSTICOS ROMI ES 300 Complexo Industrial ROMI, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE ROMI: Desde 1930 produzindo tecnologia. Desde a sua fundação, a companhia é reconhecida
INJETORA PARA PLÁSTICOS ROMI ES 300 Complexo Industrial ROMI, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE ROMI: Desde 1930 produzindo tecnologia. Desde a sua fundação, a companhia é reconhecida
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
HXF. Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS. Força, Produtividade e Economia
 Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Indústria Farmacêutica Indústria Alimenticia Indústria Automobilística Utilidade doméstica Pré-formas Peças técnicas Brinquedos
Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Indústria Farmacêutica Indústria Alimenticia Indústria Automobilística Utilidade doméstica Pré-formas Peças técnicas Brinquedos
HXF. Anotações Série REV 1-01/07/2016. Sopro de PET
 Anotações REV 1-01/07/2016 INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Sopro Extrusão Contínua Sopro Acumulação Sopro Extrusão Contínua e Acumulação Injeção Injeção e Sopro
Anotações REV 1-01/07/2016 INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Sopro Extrusão Contínua Sopro Acumulação Sopro Extrusão Contínua e Acumulação Injeção Injeção e Sopro
Extrusão. Extrusora. -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos.
 Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos. - Desde a antiguidade o princípio de extrusão já era utilizado. Produtos plásticos feitos por extrusão -Filmes
Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos. - Desde a antiguidade o princípio de extrusão já era utilizado. Produtos plásticos feitos por extrusão -Filmes
TERMOFORMAGEM. Prof. Carlos Henrique Scuracchio 2015
 TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
Rendimentos em Transmissões Mecânicas
 Rendimentos em Transmissões Mecânicas NOME: Lucas Ribeiro Machado O que é Transmissões Mecânicas Transmissão mecânica são equipamentos ou mecanismo que tem a função de transmitir potência, torque ou rotação
Rendimentos em Transmissões Mecânicas NOME: Lucas Ribeiro Machado O que é Transmissões Mecânicas Transmissão mecânica são equipamentos ou mecanismo que tem a função de transmitir potência, torque ou rotação
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
INJETORAS DE PLÁSTICO. Série Prática. Características Técnicas. Prática 40 Prática 80 Prática 130 Prática 170. Prática 220 Prática 300 Prática 380
 INJETORAS DE PLÁSTICO Série Prática Características Técnicas Prática 40 Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Descrição Técnica Equipamento Standard Características principais
INJETORAS DE PLÁSTICO Série Prática Características Técnicas Prática 40 Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Descrição Técnica Equipamento Standard Características principais
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES I / 2018
 NOVOS PRODUTOS FABRICAÇÃO DE MOLDES I / 2018 E 7048 CILINDRO INTEGRADO COM FLANGE Com o cilindro integrado é possível alcançar os espaços de instalação mais reduzidos. A instalação é muito simples através
NOVOS PRODUTOS FABRICAÇÃO DE MOLDES I / 2018 E 7048 CILINDRO INTEGRADO COM FLANGE Com o cilindro integrado é possível alcançar os espaços de instalação mais reduzidos. A instalação é muito simples através
Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
Processamento de Materiais Cerâmicos
 Processamento de Materiais Cerâmicos Processos de conformação 02/08/2016 1 02/08/2016 2 [Lee, 1994:29] Técnicas de conformação 1 Prensagem uniaxial Prensagem isostática Colagem de barbotina Colagem de
Processamento de Materiais Cerâmicos Processos de conformação 02/08/2016 1 02/08/2016 2 [Lee, 1994:29] Técnicas de conformação 1 Prensagem uniaxial Prensagem isostática Colagem de barbotina Colagem de
MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA
 MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA INFLUÊNCIA DOS PARÂMETROS RELACIONADOS A TEMPERATURA NA INJEÇÃO DE
MINISTÉRIO DA EDUCAÇÃO INSTITUTO FEDERAL SUL-RIO-GRANDENSE CAMPUS SAPUCAIA DO SUL CURSO SUPERIOR DE TECNOLOGIA EM FABRICAÇÃO MECÂNICA INFLUÊNCIA DOS PARÂMETROS RELACIONADOS A TEMPERATURA NA INJEÇÃO DE
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Haitian Série Saturn. HAITIAN INTERNATIONAL HOLDINGS LIMITED Unit 1105 Level 11 Metroplaza Tower Hing Fong RD Kwai Fong N.T.
 Haitian Série Saturn HAITIAN INTERNATIONAL HOLDINGS LIMITED Unit 1105 Level 11 Metroplaza Tower 2 223 Hing Fong RD Kwai Fong N.T haitian@mail.haitian.com www.haitian.com NINGBO HAITIAN HUAYUAN MACHINERY
Haitian Série Saturn HAITIAN INTERNATIONAL HOLDINGS LIMITED Unit 1105 Level 11 Metroplaza Tower 2 223 Hing Fong RD Kwai Fong N.T haitian@mail.haitian.com www.haitian.com NINGBO HAITIAN HUAYUAN MACHINERY
Dois tipos de monômeros são utilizados para obtenção de polímeros sob condições controladas de pressão e temperatura na presença de um catalisador.
 PROCESSAMENTOS DE POLÍMEROS 1. Características gerais dos polímeros Vantagens: facilidade de fabricação: fácil moldagem, produção seriada de peças complexas baixa densidade: razoável relação resistência
PROCESSAMENTOS DE POLÍMEROS 1. Características gerais dos polímeros Vantagens: facilidade de fabricação: fácil moldagem, produção seriada de peças complexas baixa densidade: razoável relação resistência
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
RESUMO MÉTODO DE OBTENÇÃO DE UM PRODUTO MULTIMATERIAL E RESPETIVO SISTEMA
 RESUMO MÉTODO DE OBTENÇÃO DE UM PRODUTO MULTIMATERIAL E RESPETIVO SISTEMA A presente invenção consiste num método de obtenção de um produto polimérico multimaterial e o respetivo sistema. O método consiste
RESUMO MÉTODO DE OBTENÇÃO DE UM PRODUTO MULTIMATERIAL E RESPETIVO SISTEMA A presente invenção consiste num método de obtenção de um produto polimérico multimaterial e o respetivo sistema. O método consiste
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
SEM-0534 Processos de Fabricação Mecânica. Extrusão de Materiais Plásticos
 SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
Fabricação de cadeiras de polipropileno (PP)
") Fabricação de cadeiras de polipropileno (PP) Informações sobre cadeiras plásticas produzidas por injeção. Serviço Nacional de Aprendizagem Industrial - SENAI-RS Escola de Educação Profissional SENAI Nilo
Fabricação de cadeiras de polipropileno (PP) Informações sobre cadeiras plásticas produzidas por injeção. Serviço Nacional de Aprendizagem Industrial - SENAI-RS Escola de Educação Profissional SENAI Nilo
Eficiência energética ambiental. Sistemas de ar comprimido. 2 º. semestre, 2017
 Eficiência energética ambiental Sistemas de ar comprimido 2 º. semestre, 2017 Aplicações de ar comprimido Ar comprimido é utilizado em virtualmente todos os campos na indústria e comércio, tanto na: Manufatura
Eficiência energética ambiental Sistemas de ar comprimido 2 º. semestre, 2017 Aplicações de ar comprimido Ar comprimido é utilizado em virtualmente todos os campos na indústria e comércio, tanto na: Manufatura
Rua do Manifesto, Ipiranga - São Paulo Fone: +55 (11)
") 463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
463 Máquinas Verticais Operação Manual Série 2000 Modelo St2001 Modelo St2002* Altura máxima de corte: 300mm Distância da lâmina de serra de fita à estrutura da máquina: 410mm Dimensão de mesa: 550mm de
TORRES DE RESFRIAMENTO MODULAR GREEN TOWER
 TORRES DE RESFRIAMENTO MODULAR GREEN TOWER Linha Modular Green Tower Importantes diferenciais de baixo impacto ambiental: As Torres de Resfriamento Green Tower foram especialmente projetadas para uso ecologicamente
TORRES DE RESFRIAMENTO MODULAR GREEN TOWER Linha Modular Green Tower Importantes diferenciais de baixo impacto ambiental: As Torres de Resfriamento Green Tower foram especialmente projetadas para uso ecologicamente
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
Injetora de Plástico Pneumática
 Injetora de Plástico Pneumática Mod. IPP-64A SM Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Injeção:
Injetora de Plástico Pneumática Mod. IPP-64A SM Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Injeção:
O processo básico de filmes tubulares por sopro está ilustrado
 VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
Cálculos para Moldes de injeção Plástica. Curso Técnico em Plástico
 Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
MOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015
 MOLDAGEM POR SOPRO Carlos Henrique Scuracchio UFSCar São Carlos - Setembro de 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Outros processos utilizados Extrusão
MOLDAGEM POR SOPRO Carlos Henrique Scuracchio UFSCar São Carlos - Setembro de 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Outros processos utilizados Extrusão
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
Controle térmico em processos de conformação de plásticos
 Controle térmico em processos de conformação de plásticos O controle preciso da temperatura é essencial na indústria de plásticos. Para cada aplicação e matéria-prima processada há uma solução de resfriamento
Controle térmico em processos de conformação de plásticos O controle preciso da temperatura é essencial na indústria de plásticos. Para cada aplicação e matéria-prima processada há uma solução de resfriamento
DOSADOR VOLUMÉTRICO DE MASTERBATCH MODELO DM-08-SI-N Manual de Instalação e Instruções
 DOSADOR VOLUMÉTRICO DE MASTERBATCH MODELO DM-08-SI-N Manual de Instalação e Instruções PRECAUÇÕES NO USO DESTE EQUIPAMENTO 1- Leia atentamente este manual antes de iniciar a operação e a instalação do
DOSADOR VOLUMÉTRICO DE MASTERBATCH MODELO DM-08-SI-N Manual de Instalação e Instruções PRECAUÇÕES NO USO DESTE EQUIPAMENTO 1- Leia atentamente este manual antes de iniciar a operação e a instalação do
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
TS TSC TSCR TC SÉRIE SÉRIE SÉRIE SÉRIE
 TS TSC TSCR TC TS PRENSA DE CORTE A nova linha de prensas de corte com uma série de soluções e inovações tecnológicas é resultante de uma investigação em estreita colaboração com o mundo da fundição, com
TS TSC TSCR TC TS PRENSA DE CORTE A nova linha de prensas de corte com uma série de soluções e inovações tecnológicas é resultante de uma investigação em estreita colaboração com o mundo da fundição, com
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso