MOLDAGEM POR SOPRO. Carlos Henrique Scuracchio. UFSCar São Carlos - Setembro de 2015
|
|
|
- Sophia Fialho Dreer
- 6 Há anos
- Visualizações:
Transcrição
1 MOLDAGEM POR SOPRO Carlos Henrique Scuracchio UFSCar São Carlos - Setembro de 2015
2 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Outros processos utilizados Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro (extrusão - sopro e injeção - sopro) Calandragem Rotomoldagem Moldagem por compressão Moldagem por vazamento Outros
3 Produção de produtos ocos (principalmente, mas não só, garrafas) e com paredes relativamente finas Propriedades importantes são a viscosidade do polímero, resistência do fundido, viscosidade elongacional Processo dependente de uma etapa anterior (extrusão ou injeção) Pré forma ou Parison
4 Distribuição do Mercado de Máquinas de Transformação de Plásticos, no Brasil Injetoras Extrusoras "Sopradoras" Outras
5 PROCESSAMENTO DE MATERIAIS POLIMÉRICOS PROCESSAMENTO DE TERMOPLÁSTICOS A MOLDAGEM POR SOPRO pode ser realizada: Em uma só etapa (Extrusão + Moldagem por sopro) (sempre uma etapa neste tipo de processo) (Injeção + Moldagem por sopro)
6 Em duas etapas: Injeção: fabricação da pré-forma (ou preforma ) por Injeção, totalmente separada da operação de sopro Sopro É a modalidade importante para a Injeção - Sopro
7 As etapas básicas são comuns a todas as diferentes variações do processo e consistem de três estágios básicos: 1. Fusão e plastificação: pode ser realizado tanto por extrusão ou injeção, para produzir o fundido; 2. Conformação da pré-forma (injeção) ou parison (extrusão): através da matriz de extrusão ou do molde de injeção 3. Sopro e conformação: um compressor auxiliar fornece a pressão necessária para o sopro e uma unidade de fechamento do molde é operada por um sistema hidráulico

8
9 Em resumo: Extrusão e sopro Uma etapa Injeção e sopro Uma etapa Duas etapas
10 OBSERVAÇÃO Os tipos de processo de moldagem por sopro anteriormente mencionados podem ter alterações, como por exemplo: obtenção de produtos em camadas ( multicamadas ) estiramento antes da etapa (ou estágio) de Sopro; nestas variações são denominados: ESBM - Extrusion Stretch Blow Molding ISBM - Injection Stretch Blow Molding (praticamente obrigatória neste caso)


11 Moldagem por Extrusão-Sopro
12 EXTRUSÃO MOLDAGEM POR SOPRO (sempre uma etapa ou único estágio)
13 Um cilindro ou um tubo de polímero aquecido, designado por parison (mangueira aquecida), é colocado entre as paredes de um molde. O molde é fechado prendendo as extremidades do cilindro e injeta-se ar comprimido que força o polímero contra as paredes do molde. Portanto, é um processo de moldagem por sopro que utiliza pressão de ar para conformar o polímero fundido na cavidade do molde.

14 Moldagem por Sopro Extrusão do parison Deposição do parison dentro de um molde de sopro Sopro do parison contra as paredes do molde Resfriamento e extração e acabamento Materiais mais utilizados: PEBD, PEAD, PVC, PP e PET ou ainda coextrusão com PVDC e EVOH.

15

16 Moldagem por Sopro Cabeçote de fluxo axial 1- Alimentação- peça de conexão entre o cabeçote e a extrusora, permitindo o fluxo do fundido entre ambos os elementos 2- Anel de suporte-elemento que promove a sustentação do torpedo 3- Torpedo- realiza a distribuição da massa fundida auxiliando a sua homogeneização 4- Matriz pode ser fixada por cruzetas
17 O processo de formação do parison extrusão-sopro pode ser em contínuo ou intermitente.
18 Um dos principais problemas, principalmente para recipientes grandes é o escoamento do parison fundido pela ação da gravidade (variação da espessura) Uso de material com baixo índice de fluidez!!!
19 MOLDAGEM POR EXTRUSÃO-SOPRO Muitos dos recipientes, com diferentes dimensões, produzidos na moldagem por extrusão - sopro são utilizados em vários segmentos, incluindo a indústria alimentícia, para a embalagem de produtos sólidos e líquidos. Recipientes de grande porte, por exemplo, com capacidade de 180 litros (45 galões) são produzidos na moldagem por extrusão - sopro.
20 Vantagens do Processo de Extrusão-Sopro 1. Possível moldar pecas com alças e furos 2. Processo preferido para recipientes muito grandes Desvantagens do Processo de Extrusão-Sopro 1. Baixa uniformidade de espessura das paredes 2. Tolerâncias dimensionais precisas difíceis de se conseguir 3. Relativamente baixa acuracidade de detalhes superficiais 4. Produção de rebarbas
21 EXTRUSÃO - MOLDAGEM POR SOPRO (ou MOLDAGEM POR EXTRUSÃO-SOPRO) Processo muito utilizado na fabricação de garrafas, frascos, tambores, bombonas, tanques de gasolina, etc. (artigos ocos com gargalos/ abertura). É muito empregado para os seguintes termoplásticos: polietileno de alta densidade, polietileno de baixa densidade, polietileno linear de baixa densidade, polipropileno, PVC, policarbonato, ABS, PET-EX; PETG.

22 MOLDAGEM POR EXTRUSÃO -SOPRO





23 MOLDAGEM POR EXTRUSÃO- SOPRO

24 Garrafas para Leite

25 Garrafas produzidas com termoplásticos contendo pigmentação especial e/ou impressão especial

26 MOLDAGEM POR EXTRUSÃO - SOPRO


27 MOLDAGEM POR EXTRUSÃO- SOPRO


28 MOLDAGEM POR EXTRUSÃO - SOPRO
29 Etapa de Dosagem do Material pela Extrusora Moldagem por extrusão e sopro pode ser dividida em dois tipos: Processo contínuo: - O parison é continuamente extrudado e o molde (ou conjunto de moldes) coleta os parisons Processo intermitente ou com acumulador: - a extrusora ainda funciona de modo contínuo, porém há um acumulador no cabeçote responsável por coletar uma certa quantidade de material que será posteriormente forçado a passar pela matriz por um pistão, na quantidade exata para o sopro. - Comum para peças grandes (até aproximadamente 60 kg)
30 Moldagem por Extrusão-Sopro Recipientes: 1cm 3 até 300 litros Peso do parison afeta a própria deformação necessário rapidez Cabeçote com acumulador

31 Moldagem por Sopro com Acumulador
32 Vantagens do processo com acumulador - Possibilita a fabricação de artigos moldados grandes - Permite formação do parison em altas velocidades, evitando a deformação de parisons grandes pela gravidade. Porém: -Altas velocidades de cisalhamento provocam: fratura do fundido e inchamento do extrudado (defeitos devidos a vazão e taxas de cisalhamento muito altas)

33 Na Moldagem por Extrusão e Sopro objetiva-se: - Não deixar o parison escoar excessivamente - Manter a temperatura do parison - Reduzir o tempo do ciclo

34 Além do acumulador com pistão, também é possível utilizar uma rosca recíproca na extrusora (processo semelhante ao de moldagem por injeção)
35 Sopro em Multicamadas (co-extrusão)

36 Sopro em Multicamadas (co-extrusão)

37 Garrafa Coextrusão/Sopro (com polímero reciclado na camada intermediária)
38 MOLDAGEM POR COEXTRUSÃO SOPRO 1.suporte 2.adesivo 3.barreira 4.adesivo 5.suporte
39 Moldagem por Sopro Parison - Parison é formado pela matriz - Parison é abraçado pelo molde e cortado - Bico encaixa no molde e sopra - Resfriamento da peça - Molde abre e o recipiente é ejetado
40 A matriz pode ser divergente ou convergente, dependendo do tipo de máquina e peça a ser produzida.
41 Mecanismos de sopro - Pinos: frascos ou corpos de grandes volumes - Agulhas: produtos de baixo volume Funções: - Expandir o parison contra o molde - Exercer pressão no parison para produzir detalhes da superfície - Auxiliar no resfriamento
42 Pressões e Velocidades -Pressão para produção do parison depende do material, da temperatura do fundido, da perda de pressão dentro do cabeçote e da abertura do bocal -Importante controlar a viscosidade do fundido para não forçar os lábios da matriz que resultaria em perda de controle do programador. -Velocidades lentas: alongamento do parison, distribuição defeituosa, cristalização parcial na superfície, acabamento superficial inferior.
43 MOLDE PARA EXTRUSÃO-SOPRO CONSISTE EM DUAS METADES QUE QUANDO ACOPLADAS, FORMAM UMA OU MAIS CAVIDADES. OS MATERIAIS UTILIZADOS PARA A CONFECÇÃO DE UM MOLDE DEPENDEM BASICAMENTE DA SUA VIDA ÚTIL. MATERIAIS MUITO UTILIZADOS: LIGAS DE ALUMÍNIO FUNDIDO, ZINCO,COBRE-BERÍLIO. Não envolvendo grandes pressões, o molde pode ser feito de materiais menos resistentes mecanicamente, ao contrário do que acontece, por exemplo, com a moldagem por injeção Porém é importante que o material do molde tenha uma boa condutividade térmica (resfriamento rápido)





44 MOLDE PARA EXTRUSÃO-SOPRO

45

46 Partes Básicas do Molde
47 Razão de sopro = diâmetro médio da peça diâmetro médio do parison Quanto maior a razão de sopro, maior a diferença entre a espessura inicial do parison e a espessura da parede da peça pronta.
48 Problemas que podem ser gerados por cantos vivos durante a moldagem.
49 Deve-se evitar cantos vivos no molde para sopro, principalmente para peças grandes => gera regiões com espessura muito fina e frágil Quanto maior a razão de sopro média, mais adequado é o uso de ângulos grandes em relação à direção perpendicular do parison e raios maiores nos cantos (ambos limitados pelo projeto).
50 Exemplo: garrafa de leite

51 Geometrias Complexas: as diferentes regiões podem ter razões de sopro diferentes

52 Dependendo da geometria do recipiente, a razão de estiramento do material pode variar bastante de ponto a ponto da peça durante o sopro.
53 Nestes casos muitas vezes é interessante que a cavidade do molde seja menor que o diâmetro do parison, diminuindo a razão de estiramento total: Porém: Maior geração de rebarbas. Maior retrabalho
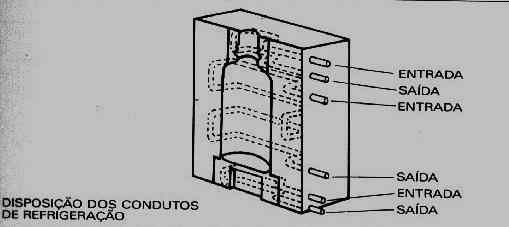
54 REFRIGERAÇÃO DO MOLDE


55 MOLDAGEM POR EXTRUSÃO-SOPRO COM ESTRANGULADOR E PRODUTO COM ALÇA


56 MOLDAGEM POR COEXTRUSÃO - SOPRO Frasco com camadas de PP e de HDPE Frasco de três camadas

57 Tanque de Combustível Coextrusão / Sopro Fonte: Bekum, Germany
58 Moldagem por Extrusão - Sopro 1) Programação do Parison É um método para controle de espessura da parede e peso do artigo soprado Vantagens: redução de custo, otimização da produção, melhoria na resistência ao impacto e redução de peso. Pode ser utilizado tanto para peças com variação de diâmetro como para compensar o efeito de variação de espessura pelo escoamento do parison antes do fechamento do molde e sopro (sagging)


59
60 Sistema onde um dispositivo eletrônico de programação controla outro dispositivo hidráulico O embolo do cilindro hidráulico é conectado a uma bucha que movimenta abre ou fecha a abertura do lábio da matriz e assim modifica a espessura da pré-forma Servo amplificador e servo válvula
61 MOLDAGEM POR INJEÇÃO SOPRO POLÍMERO MUITO IMPORTANTE NESTE PROCESSO: PET gg - Poli(tereftalato de etileno) grau garrafa

62 EXEMPLOS DE APLICAÇÃO DO PET





63 EXEMPLOS DE APLICAÇÃO DO PET - POR SEGMENTO Bebidas Carbonatadas Água Mineral Óleo Sucos, Chás e Bebidas Isotônicas
64 Processos de Injeção-Sopro: um ou dois estágios 1 estágio Injeção + Sopro PET 2 estágios Injeção Sopro 1 ESTÁGIO: injeção e sopro são operações realizadas na mesma máquina 2 ESTÁGIOS: injeção e sopro ocorrem em máquinas diferentes (podendo estar em locais bem distantes)
65 Vantagens do Processo de Injeção-Sopro 1. Ausência de rebarbas ou sobras no processo de sopro (porém na injeção da pré-forma existirão os galhos de injeção) 2. Alta qualidade dimensional do bocal (geralmente rosca) e de detalhes. 3. Baixíssima ou inexistente variação de massa entre peças 4. Menor custo para garrafas de grande volume.
66 Desvantagens do Processo de Injeção-Sopro 1. Custo do maquinário maior que da extrusão-sopro 2. Formato das garrafas são limitadas a uma razão de largura/espessura de 2:1 e razão de estiramento não maior que 3:1 3. Não é possível fabricar garrafas com alças.



67 (INJEÇÃO - MOLDAGEM POR SOPRO) (em uma etapa; não é a modalidade mais importante para INJEÇÃO-SOPRO)

68
69 Injeção sopro em 1 estágio Etapa1: Injeção A resina é injetada pela rosca recíproca na cavidade do molde. A temperatura da préforma é condicionada. É aqui que o formato preciso do bocal é produzido. Etapa2: Sopro Depois de rotacionar a pré-forma 120º o molde de sopro fecha. O bocal é fixado enquanto a pre-forma é soprada até o formato final e resfriada. Epata 3: Ejeção Nova rotação de 120º até a posição onde o frasco é removido do molde. Todos os estágios ocorrem simultaneamente com o ciclo sendo normalmente determinado pela injeção da pré-forma (geralmente a etapa mais demorada)
70 INJEÇÃO MOLDAGEM POR SOPRO Em duas etapas: modalidade extremamente mais importante para INJEÇÃO-SOPRO (até o final da aula)
71 Necessário bom processo de secagem
72 Esquema do processo de sopro de garrafas em duas etapas - Ilustração da primeira etapa Etapa n 1 Injeção da préforma Granulos de PET Préforma Préforma
73


74 Molde e Injetora de pré-formas: primeiro estágio do processo de INJEÇÃO-SOPRO (para o PET)


75 Injeção das Pré-formas A resina PET pós-condensada apresenta elevado grau de cristalinidade (60%) e, por isso, é opaca. Em um resfriamento rápido e sob a aplicação de tensões, pode-se atingir um bom compromisso entre as propriedades de transparência, resistência mecânica e barreira a gases. Fusão e resfriamento rápido Resina PET: estado cristalino pré-forma: grau de cristalinidade próximo de zero
76 Fator primordial que afeta transparência de PET: CRISTALINIDADE
77 Pearlescence = perolização causada pela criação de microvazios e cristalização induzida por fluxo ( stress whitening ) durante o estiramento
78 História térmica do polímero nos processo de injeção sopro em 1 e em 2 estágios

79 Cristalização de pré-formas durante a injeção


80 Esquema do processo de sopro de garrafas em duas etapas - Ilustração da segunda etapa Granulos de PET Préforma Etapa n 2 Sopro da Garrafa Préforma fria Reaquecimento Sopro Préforma Alimentação de préformascondicionamento térmico Estiragem Sopro evacuação
81 Variação de cristalinidade durante o ciclo de fabricação de garrafas de PET

82 Diferentes estados das moléculas de PET possíveis em uma garrafa soprada. Área Amorfa Área Orientada Área com possível cristalização quiescente

83 Sopro Pré-forma
84

85 MOLDAGEM POR INJEÇÃO ESTIRAMENTO E SOPRO Estiramento passo à passo

86
87 Razão de Estiramento Razão de estiramento = estiramento radial interno x estiramento axial
88 Estiramento radial interno 47% maior que o externo neste caso específico.

89 Sopradora de pré-formas para a fabricação de garrafas de PET biorientado: segundo estágio do processo de INJEÇÃO ESTIRAMENTO SOPRO (ISBM)
 Produção de 40.000 a 60.")
90 Sopradora de pré-formas para a fabricação de garrafas de PET biorientado: segundo estágio do processo de INJEÇÃO ESTIRAMENTO SOPRO (ISBM) Produção de a garrafas de 600 ml/hora
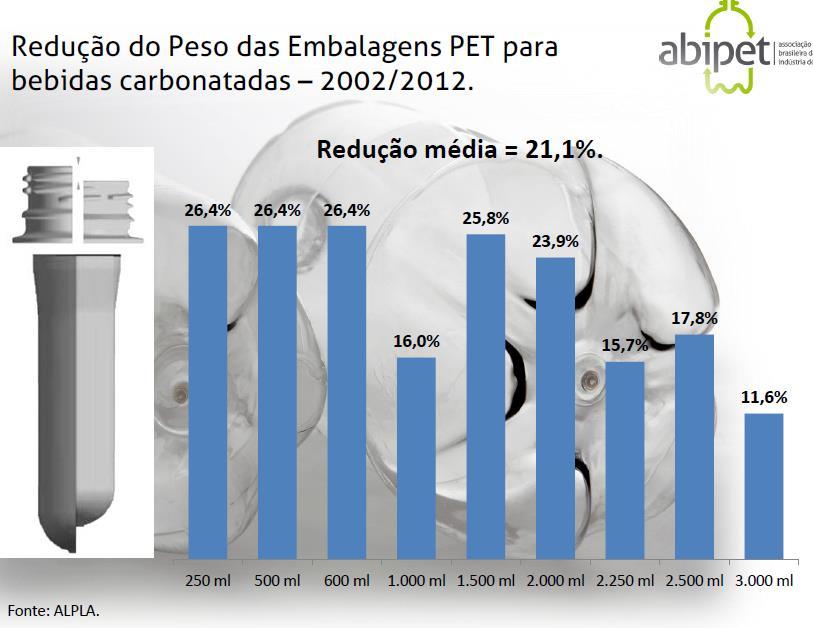
91 ANÁLISE DE TIPO DE EMBALAGEM NO BRASIL UTILIZAÇÃO DO PET
92 Propriedades importantes nas garrafas PET Resistência à pressão interna; Baixa permeabilidade a CO 2 e O 2; Resistência ao fissuramento sob tensão; Resistência à compressão dinâmica; Resistência ao impacto por queda livre; Estabilidade dimensional; Aspecto visual.
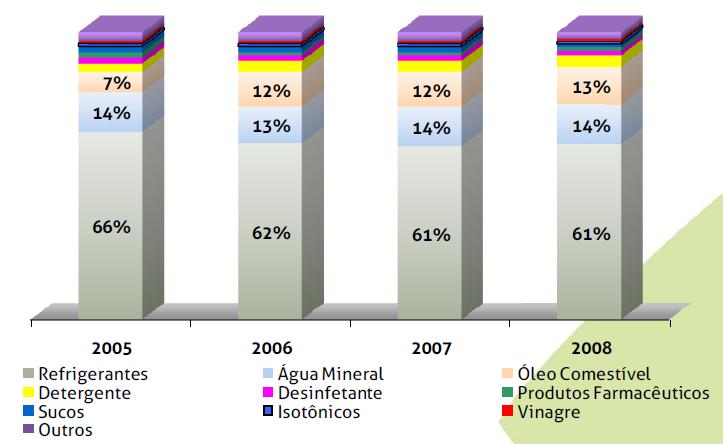

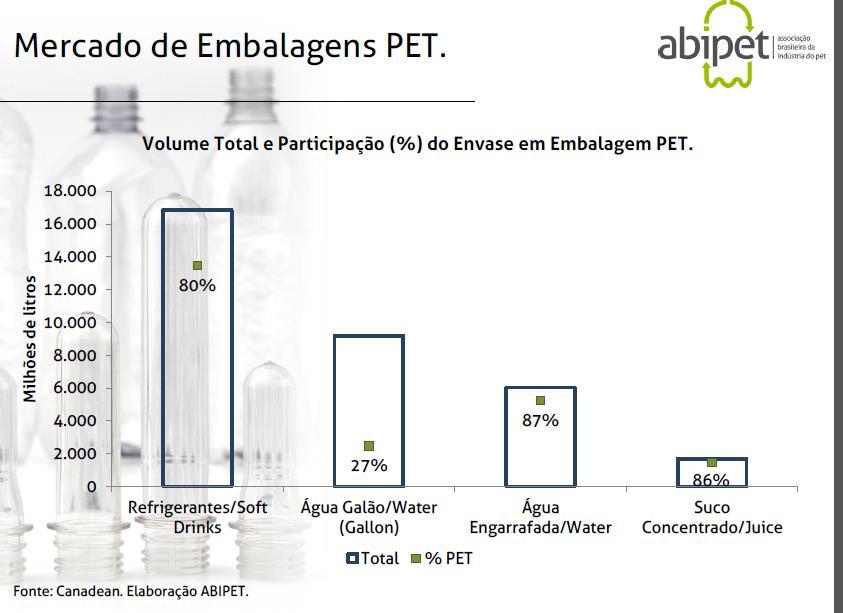
93 Segmentação do Mercado de PET
94
95

96
97
98

99 COMPOSIÇÃO DOS RESÍDUOS SÓLIDOS URBANOS NO BRASIL



100 O Destino do PET Reciclado no Brasil 2011 Laminados e chapas 7,9% Fitas de Arquear 6,7% Tubos 1,9% Outros 7,5% Embalagens Alimentos e Não Alimentos 18,0% Têxteis 39,3% Cerdas/Cordas/ Monofilamentos 28% Tecidos e Malhas Resinas Insaturadas e Alquídicas 18,7% 43% Não tecidos 29%


101

102

103 Lançamento: Setembro de 2011 Projeto Bottle-to-Bottle 80% de PET virgem + 20% de PET pós-consumo reciclado grau alimentício OUTRAS EMPRESAS TAMBÉM JÁ ESTÃO COM ESTA TECNOLOGIA PARA SER LANÇADA
104 PERSPECTIVAS & DESAFIOS Polímeros convencionais sintetizados com matérias-primas obtidas à partir de fontes renováveis ( Biobased Polymers ) Atualmente Principalmente etileno obtido com etanol produzido a partir de fonte renovável (cana-de-açúcar)


105 Como o PET plantbottle é produzido? Contém até 30% do PET originário de cana de açúcar. Garrafa 100% reciclável.
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
Introdução aos materiais poliméricos. Profa. Dra. Daniela Becker
 Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1)
") INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
PET SOPRO CORRETO EVITA PREJUÍZO. E-BOOK - PET: SOPRO CORRETO EVITA PREJUÍZO
 PET SOPRO CORRETO EVITA PREJUÍZO Página 1 Com o grande consumo das garrafas de refrigerantes fabricadas de PET (polietileno tereftalato), essa resina se tornou atrativa para a fabricação de embalagens
PET SOPRO CORRETO EVITA PREJUÍZO Página 1 Com o grande consumo das garrafas de refrigerantes fabricadas de PET (polietileno tereftalato), essa resina se tornou atrativa para a fabricação de embalagens
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
A importância dos cabeçotes de sopro. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") A importância dos cabeçotes de sopro Dentre os processos de extrusão existentes, podemos destacar o de sopro, o mais comum e que torna possível a confecção de produtos ocos para as mais variadas aplicações,
A importância dos cabeçotes de sopro Dentre os processos de extrusão existentes, podemos destacar o de sopro, o mais comum e que torna possível a confecção de produtos ocos para as mais variadas aplicações,
TERMOFORMAGEM. Prof. Carlos Henrique Scuracchio 2015
 TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
O processo básico de filmes tubulares por sopro está ilustrado
 VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Processamento de Polímeros. Engenharia Industrial de Controle e Automação. Engenharia de Produção. PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3
 Engenharia Industrial de Controle e Automação Engenharia de Produção PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3 Processamento de Polímeros Prof. Washington Nery PROCESSAMENTO DE POLÍMEROS INTRODUÇÃO O processamento
Engenharia Industrial de Controle e Automação Engenharia de Produção PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3 Processamento de Polímeros Prof. Washington Nery PROCESSAMENTO DE POLÍMEROS INTRODUÇÃO O processamento
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
PET: A injeção das pré-formas. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Operações Unitárias POLIMEROS
 Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST ) CIS- (Commnwealth of Independent States) compreende os países
 CIS- (Commnwealth of Independent States) compreende os países") Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
Moldagem por Injeção
 Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Tecnologia dos Materiais Processamento de Polímeros
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
Processos de transformação de polímeros e controle de qualidade
 Processos de transformação de polímeros e controle de qualidade Prof. Germán Ayala Valencia Acondicionamento e Embalagem para Alimentos Universidade Federal de Santa Catarina. Florianópolis, 2018 Conteúdo
Processos de transformação de polímeros e controle de qualidade Prof. Germán Ayala Valencia Acondicionamento e Embalagem para Alimentos Universidade Federal de Santa Catarina. Florianópolis, 2018 Conteúdo
Processamento de Polímeros
 s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
SEM-0534 Processos de Fabricação Mecânica. Extrusão de Materiais Plásticos
 SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA
 ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck Processo de plastificação e transporte através de rosca simples e/ou duplarosca.
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck Processo de plastificação e transporte através de rosca simples e/ou duplarosca.
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa
 Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Como se fabricam recipientes para. refrigerantes?
 Projeto FEUP Mestrado Integrado em Engenharia Mecânica Como se fabricam recipientes para 1M3_02 refrigerantes? Ana Morais de Almeida Queirós Monteiro, 120504084 Ana Rita Gonçalves Salvador, 120504010 João
Projeto FEUP Mestrado Integrado em Engenharia Mecânica Como se fabricam recipientes para 1M3_02 refrigerantes? Ana Morais de Almeida Queirós Monteiro, 120504084 Ana Rita Gonçalves Salvador, 120504010 João
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL
 MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
Dois tipos de monômeros são utilizados para obtenção de polímeros sob condições controladas de pressão e temperatura na presença de um catalisador.
 PROCESSAMENTOS DE POLÍMEROS 1. Características gerais dos polímeros Vantagens: facilidade de fabricação: fácil moldagem, produção seriada de peças complexas baixa densidade: razoável relação resistência
PROCESSAMENTOS DE POLÍMEROS 1. Características gerais dos polímeros Vantagens: facilidade de fabricação: fácil moldagem, produção seriada de peças complexas baixa densidade: razoável relação resistência
Resumo Histórico. O maior desenvolvimento recente é relativo a aplicação de micro processadores a máquinas injetoras.
 Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Sopro - 1/8 PROCESSO DE SOPRO :
 PROCESSO DE SOPRO : Sopro - 1/8 Este processo pode acontecer de duas formas diferentes. Na primeira, pré-formas são obtidas em moldes e máquinas-injetoras convencionais, armazenadas e transferidas ou vendidas
PROCESSO DE SOPRO : Sopro - 1/8 Este processo pode acontecer de duas formas diferentes. Na primeira, pré-formas são obtidas em moldes e máquinas-injetoras convencionais, armazenadas e transferidas ou vendidas
Curso Superior de Tecnologia em Processos de Polimerização CEFET BA. Injeção Prof a. Iara Santos
 Curso Superior de Tecnologia em Processos de Polimerização CEFET BA Injeção Prof a. Iara Santos 1 Conteúdo programático - Injeção Processo de injeção Conceito básico Industrias Principais características
Curso Superior de Tecnologia em Processos de Polimerização CEFET BA Injeção Prof a. Iara Santos 1 Conteúdo programático - Injeção Processo de injeção Conceito básico Industrias Principais características
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
RESPOSTA TÉCNICA. Bolsa; chimarrão; fabricação; fornecedor; mateira; matéria-prima; plástico; polímero
 RESPOSTA TÉCNICA Título Mateira produzida a partir de matéria-prima plástica Resumo Indicação dos processos mais utilizados para transformação de plásticos, matéria-prima a ser utilizada e fornecedores
RESPOSTA TÉCNICA Título Mateira produzida a partir de matéria-prima plástica Resumo Indicação dos processos mais utilizados para transformação de plásticos, matéria-prima a ser utilizada e fornecedores
A fabricação do TAR atende os requisitos da seguinte norma: NBR /2015. O TAR é fabricado em polietileno de alta densidade (PEAD).
.") MEMORIAL DESCRITIVO TANQUES FLEX Identificação Tanque aéreo rotomoldado (TAR) para armazenagem de líquidos em parede simples plástica com bacia de contenção metálica revestida com pintura em esmalte sintético
MEMORIAL DESCRITIVO TANQUES FLEX Identificação Tanque aéreo rotomoldado (TAR) para armazenagem de líquidos em parede simples plástica com bacia de contenção metálica revestida com pintura em esmalte sintético
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
PROCESSOS BASEADOS EM EXTRUSÃO
 PROCESSOS BASEADOS EM EXTRUSÃO Filmes Tubulares Espessura menor que 0,4 mm - Materiais típicos: PEAD, PEBD, PP e PVC - Estiramento ascendente e descendente Filmes Tubulares 1. Extrusoras 2. Matriz e refrigeração
PROCESSOS BASEADOS EM EXTRUSÃO Filmes Tubulares Espessura menor que 0,4 mm - Materiais típicos: PEAD, PEBD, PP e PVC - Estiramento ascendente e descendente Filmes Tubulares 1. Extrusoras 2. Matriz e refrigeração
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Concurso Público Federal Edital 06/2015
 PROVA Concurso Público Federal Edital 06/2015 Área: Polímeros QUESTÕES OBJETIVAS Conhecimentos Específicos 01 a 30 Nome do candidato: Nº de Inscrição: INSTRUÇÕES 1º) Verifique se este caderno corresponde
PROVA Concurso Público Federal Edital 06/2015 Área: Polímeros QUESTÕES OBJETIVAS Conhecimentos Específicos 01 a 30 Nome do candidato: Nº de Inscrição: INSTRUÇÕES 1º) Verifique se este caderno corresponde
Processamento de Materiais Cerâmicos
 Processamento de Materiais Cerâmicos Processos de conformação 02/08/2016 1 02/08/2016 2 [Lee, 1994:29] Técnicas de conformação 1 Prensagem uniaxial Prensagem isostática Colagem de barbotina Colagem de
Processamento de Materiais Cerâmicos Processos de conformação 02/08/2016 1 02/08/2016 2 [Lee, 1994:29] Técnicas de conformação 1 Prensagem uniaxial Prensagem isostática Colagem de barbotina Colagem de
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Extrusão com dupla rosca
 Extrusão com dupla rosca - correspondem a 10% dos processos de extrusão - materiais de difícil processamento - preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados
Extrusão com dupla rosca - correspondem a 10% dos processos de extrusão - materiais de difícil processamento - preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
Cálculos para Moldes de injeção Plástica. Curso Técnico em Plástico
 Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Oficina de Identificação de Plásticos. Grupo Lavoisier Escola Frei Plácido
 Oficina de Identificação de Plásticos Grupo Lavoisier Escola Frei Plácido O que são plásticos? São polímeros sintéticos, ou seja, grandes moléculas fabricadas para suprir nossas necessidades com custo
Oficina de Identificação de Plásticos Grupo Lavoisier Escola Frei Plácido O que são plásticos? São polímeros sintéticos, ou seja, grandes moléculas fabricadas para suprir nossas necessidades com custo
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
O QUE SÃO PLÁSTICOS?
 POLIMEROS 1/64 O QUE SÃO PLÁSTICOS? Os plásticos são materiais orgânicos poliméricos sintéticos, de constituição macrocelular, dotada de grande maleabilidade, facilmente transformável mediante o emprego
POLIMEROS 1/64 O QUE SÃO PLÁSTICOS? Os plásticos são materiais orgânicos poliméricos sintéticos, de constituição macrocelular, dotada de grande maleabilidade, facilmente transformável mediante o emprego
5 Discussão dos resultados
 103 5 Discussão dos resultados É importante observar a ausência de dados na literatura sobre soldagem de poliamida 12 pelo processo de termofusão, para comparação específica com os dados obtidos nesta
103 5 Discussão dos resultados É importante observar a ausência de dados na literatura sobre soldagem de poliamida 12 pelo processo de termofusão, para comparação específica com os dados obtidos nesta
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
MaqSopro Maquinas Sopradoras
 www.maqsopro.com Página 1 Extrusora Diâmetro da rosca mm 50 60 70 Relação l/d 1:24 1:24 1:24 Velocidade da Rosca rpm 85 85 85 Cap. Plastificação PP Kg/h 30 50 70 Cap. Plastificação PE Kg/h 40 70 100 Pot.
www.maqsopro.com Página 1 Extrusora Diâmetro da rosca mm 50 60 70 Relação l/d 1:24 1:24 1:24 Velocidade da Rosca rpm 85 85 85 Cap. Plastificação PP Kg/h 30 50 70 Cap. Plastificação PE Kg/h 40 70 100 Pot.
GLOSSÁRIO SOBRE PLÁSTICOS
 ABS Aditivos Anti-Flamabilidade Anti-Oxidantes Agente de Expansão Agente de Sopro Bico de Borracha Bucha de Calandragem Canhão Capacidade de Plastificação Cargas de Reforço Cargas Inertes Casting Cavidade
ABS Aditivos Anti-Flamabilidade Anti-Oxidantes Agente de Expansão Agente de Sopro Bico de Borracha Bucha de Calandragem Canhão Capacidade de Plastificação Cargas de Reforço Cargas Inertes Casting Cavidade
EVERTIS. Cristina Barbosa
 EVERTIS Cristina Barbosa Jornadas Técnicas 2014 Grupo IMG 2 Instalações Industriais Grupo Evertis & Selenis em Portugal Filme de PET Resina virgem Granulado PET Energia, Serviços Logísticos, Financeiros
EVERTIS Cristina Barbosa Jornadas Técnicas 2014 Grupo IMG 2 Instalações Industriais Grupo Evertis & Selenis em Portugal Filme de PET Resina virgem Granulado PET Energia, Serviços Logísticos, Financeiros
Propriedades de resistência ao calor
 As propriedades de resistência de ARPRO podem ser cruciais dependendo da aplicação. Apresenta-se abaixo o conjunto de informações técnicas abrangidas no presente documento: 1. Durabilidade expectável de
As propriedades de resistência de ARPRO podem ser cruciais dependendo da aplicação. Apresenta-se abaixo o conjunto de informações técnicas abrangidas no presente documento: 1. Durabilidade expectável de
Profa. Márcia A. Silva Spinacé
 1º Quadrimestre 2017 Profa. Márcia A. Silva Spinacé AULA 08 Moldagem por compressão Termoformagem, plásticos reforçados Processamento por calandragem Processamento por extrusão: mono e dupla rosca Moldagem
1º Quadrimestre 2017 Profa. Márcia A. Silva Spinacé AULA 08 Moldagem por compressão Termoformagem, plásticos reforçados Processamento por calandragem Processamento por extrusão: mono e dupla rosca Moldagem
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Injetora de Plástico Pneumática
 Injetora de Plástico Pneumática Mod. IPP-64A SM Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Injeção:
Injetora de Plástico Pneumática Mod. IPP-64A SM Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Injeção:
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
SEQUÊNCIAS DE PRODUÇÃO
 SEQUÊNCIAS DE PRODUÇÃO EXTRUSÃO PRODUZ PERFIS CONTÍNUOS COM SEÇÃO TRANSVERSAL SIMPLES OU COMPLEXA DESENHO ESQUEMÁTICO DE UMA EXTRUSORA EXEMPLOS DE EXTRUSORAS POLIMÉRICAS EXEMPLOS DE EXTRUSORAS POLIMÉRICAS
SEQUÊNCIAS DE PRODUÇÃO EXTRUSÃO PRODUZ PERFIS CONTÍNUOS COM SEÇÃO TRANSVERSAL SIMPLES OU COMPLEXA DESENHO ESQUEMÁTICO DE UMA EXTRUSORA EXEMPLOS DE EXTRUSORAS POLIMÉRICAS EXEMPLOS DE EXTRUSORAS POLIMÉRICAS
O que é o Polietileno
 O que é o Polietileno Etileno, gás que se liquefaz a -104 ºC e pouco solúvel em água existente no gás de coqueria ou no gás natural, sendo representado pela formúla : C2H2. Dentro do processo de polimerização
O que é o Polietileno Etileno, gás que se liquefaz a -104 ºC e pouco solúvel em água existente no gás de coqueria ou no gás natural, sendo representado pela formúla : C2H2. Dentro do processo de polimerização
- G25 PROGRAMADOR DE PARISON MANUAL DO USUÁRIO. Manual do Usuário - G25 1
 - G25 PROGRAMADOR DE PARISON MANUAL DO USUÁRIO Manual do Usuário - G25 1 ÍNDICE SECÇÃO Pg 1. Apresentação 05 2. Descrição geral do programador de Parison G25 06 2.1. Funcionamento 06 2.2. Operação em Máquinas
- G25 PROGRAMADOR DE PARISON MANUAL DO USUÁRIO Manual do Usuário - G25 1 ÍNDICE SECÇÃO Pg 1. Apresentação 05 2. Descrição geral do programador de Parison G25 06 2.1. Funcionamento 06 2.2. Operação em Máquinas
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico.
 para filmes, fios e tecidos plásticos com troca de telas hidráulico.") Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico. LDA - SJP Moagem; Alimentação para funil através de venturi; Funil com alimentação forçada; Cilindro
Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico. LDA - SJP Moagem; Alimentação para funil através de venturi; Funil com alimentação forçada; Cilindro
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
MATERIAIS POLIMÉRICOS
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais MATERIAIS POLIMÉRICOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais MATERIAIS POLIMÉRICOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
Moldagem por Extrusão
 Moldagem por Extrusão Sumário 1) Introdução 2) Equipamento 3) Processo Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
Moldagem por Extrusão Sumário 1) Introdução 2) Equipamento 3) Processo Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
Soluções em poliuretano termoplástico (TPU)
") Soluções em poliuretano termoplástico (TPU) Por André Lippi I Webinar CLAVES DO SUCESSO Unidades de negócio elasto plus - Versões Poliéster Série S Poliéter Série E elasto plus Faixas de dureza Série
Soluções em poliuretano termoplástico (TPU) Por André Lippi I Webinar CLAVES DO SUCESSO Unidades de negócio elasto plus - Versões Poliéster Série S Poliéter Série E elasto plus Faixas de dureza Série
CATÁLOGO TÉCNICO Aços e Metais
 CATÁLOGO TÉCNICO Aços e Metais A GGD Metals garante a qualidade do produto que você recebe! O maior e mais diversificado distribuidor de aços e metais da América Latina. Um Grupo nascido da fusão de três
CATÁLOGO TÉCNICO Aços e Metais A GGD Metals garante a qualidade do produto que você recebe! O maior e mais diversificado distribuidor de aços e metais da América Latina. Um Grupo nascido da fusão de três
Injetora de Plástico Pneumática
 Injetora de Plástico Pneumática Mod. IPP-64A SH Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Uma
Injetora de Plástico Pneumática Mod. IPP-64A SH Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Uma
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
LINHA ROMI P LINHA ROMI C LINHA ROMI MX. Buchas de bronze autolubrificantes na unidade de fechamento. SOPRADORAS PARA TERMOPLÁSTICOS
 LINHA ROMI P LINHA ROMI C LINHA ROMI MX Buchas de bronze autolubrificantes na unidade de fechamento. SOPRADORAS PARA TERMOPLÁSTICOS Complexo Industrial ROMI, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE
LINHA ROMI P LINHA ROMI C LINHA ROMI MX Buchas de bronze autolubrificantes na unidade de fechamento. SOPRADORAS PARA TERMOPLÁSTICOS Complexo Industrial ROMI, em Santa Bárbara d Oeste - SP INOVAÇÃO + QUALIDADE
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
Desenvolvimento da Rede - Treinamento
 Desenvolvimento da Rede - Treinamento ÍNDICE Introdução... 3 Dados técnicos... 4 Vantagens da utilização do sistema de gerenciamento eletrônico... 5 Inovações técnicas... 6 Componentes e sistemas... 7
Desenvolvimento da Rede - Treinamento ÍNDICE Introdução... 3 Dados técnicos... 4 Vantagens da utilização do sistema de gerenciamento eletrônico... 5 Inovações técnicas... 6 Componentes e sistemas... 7
Motor de combustão de quatro tempos
 Força motriz Ao produzir-se a combustão (explosão) da mistura de gasolina e ar, os pistões impulsionados pela expansão dos gases originam a força motriz do motor. Num automóvel de dimensões médias, quando
Força motriz Ao produzir-se a combustão (explosão) da mistura de gasolina e ar, os pistões impulsionados pela expansão dos gases originam a força motriz do motor. Num automóvel de dimensões médias, quando
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
tensionar peças Recalque alivia injeção e evita tensionar peças
 1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
Extrusão. Extrusora. -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos.
 Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos. - Desde a antiguidade o princípio de extrusão já era utilizado. Produtos plásticos feitos por extrusão -Filmes
Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos. - Desde a antiguidade o princípio de extrusão já era utilizado. Produtos plásticos feitos por extrusão -Filmes
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
3 Materiais e Métodos
 66 3 Materiais e Métodos 3.1. Material Utilizado O material empregado neste trabalho foi o VESTAMID NRG 2101 (amarelo), um novo tipo de tubo fabricado em Poliamida 12, com cadeia longa, desenvolvido pela
66 3 Materiais e Métodos 3.1. Material Utilizado O material empregado neste trabalho foi o VESTAMID NRG 2101 (amarelo), um novo tipo de tubo fabricado em Poliamida 12, com cadeia longa, desenvolvido pela
CONFORMAÇÃO PLÁSTICA 7/12/2016 BIBLIOGRAFIA
 BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos