DA INTERPOLAÇÃO SPLINE COMO TRAJETÓRIA DA FERRAMENTA NA MANUFATURA SUPERFÍCIES COMPLEXAS ATRAVÉS DE FERRAMENTAS DOE (DESING OF EXPERIMENTS)
|
|
|
- Rui Chaplin Correia
- 8 Há anos
- Visualizações:
Transcrição
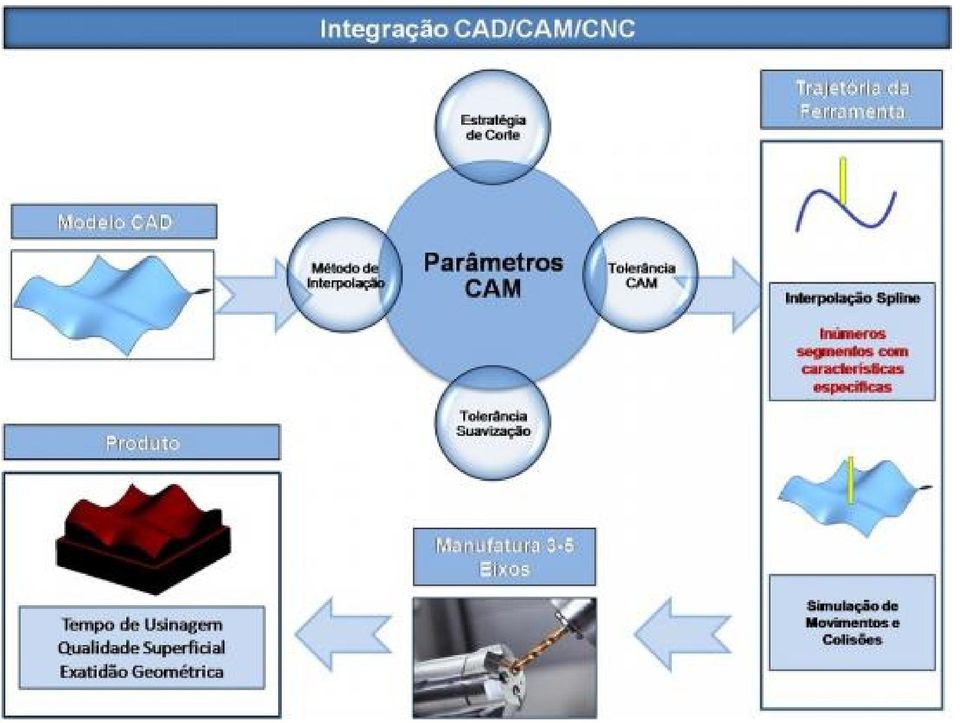
1 18º Congresso de Iniciação Científica AVALIAÇÃO DA INTERPOLAÇÃO SPLINE COMO TRAJETÓRIA DA FERRAMENTA NA MANUFATURA SUPERFÍCIES COMPLEXAS ATRAVÉS DE FERRAMENTAS DOE (DESING OF EXPERIMENTS) Autor(es) MARCO AURÉLIO GARRIDO PRIORE Orientador(es) ANDRÉ LUIS HELLENO Apoio Financeiro PIBIC/CNPQ 1. Introdução A busca constante em melhorias no processo de desenvolvimento de um produto levou a evolução dos Sistemas CAD na direção do modelamento e manipulação de superfícies complexas, associado às novas exigências funcionais e estéticas no desenvolvimento do produto. Com isso, houve uma grande inserção da representação geométrica através de superfícies complexas. Nesse cenário, a manufatura de superfícies complexas surge como destaque no ciclo de desenvolvimento do produto, uma vez que os processos tradicionais não são capazes de atender os novos requisitos relacionados com o tempo de fabricação e custos, tornando-se assim um fator limitante desse ciclo. Neste sentido, para obter-se a concepção de um produto e o projeto de fabricação, utiliza-se o ciclo CAD/CAM/CNC como base para o desenvolvimento do produto. Inicialmente, o ciclo começa pelo Sistema CAD, onde é realizada a concepção do modelo geométrico do produto e do projeto de fabricação. Posteriormente, utiliza o Sistema CAM para gerar a trajetória da ferramenta de corte e da simulação do processo de manufatura, onde se inclui os parâmetros necessários como: estratégia de corte a ser utilizada, velocidade de corte e de avanço, tipo de ferramenta, tolerâncias. Por último é gerado o programa NC que contem todas as informações necessárias para, com a linguagem da máquina, para fabricar o produto (ERKORKMAZ, 2001; ALTINTAS, 2001). A Figura 1 ilustra as fases do processo de manufatura, ou seja, desde a concepção do produto até a usinagem do mesmo. Dentro da indústria, em especial no desenvolvimento de produto, muitas vezes é necessário obter informações sobre produtos e processos empiricamente. O trabalho das pessoas envolvidas com o problema assemelha-se ao de pesquisadores ou cientistas que precisam projetar experimentos, coletar dados e analisá-los. Experimentos são empregados para resolver problemas de fabricação, decidir entre diferentes processos de manufatura, diferentes conceitos de produto ou entender a influência de determinados fatores.

2 Além disso, esta tarefa torna-se cada vez mais importante na medida em que se intensifica a base tecnológica dos produtos e as exigências governamentais e de clientes, aumentando a necessidade de experimentos durante todas as etapas do ciclo de vida do produto (COLEMAN, 1993). O Planejamento de Experimentos (Design of Experiments - DOE) é uma técnica utilizada para se planejar experimentos, ou seja, para definir quais dados, em que quantidade e em que condições devem ser coletados durante um determinado experimento. É, portanto, uma técnica de extrema importância para a indústria, pois seu emprego permite resultados mais confiáveis economizando dinheiro e tempo. A sua aplicação no desenvolvimento de novos produtos é essencial, uma vez que é necessária maior qualidade e confiabilidade nos resultados e com isso levar a um projeto com desempenho superior em termos de suas características funcionais (COLEMAN, 1993). Dentro da indústria de moldes e matrizes, muitas vezes é necessário obter informações sobre os produtos e os processos envolvidos na fabricação a fim de reduzir tempo e custos. Em função disto, a inserção de planejamento de experimentos no ambiente industrial tem recebido ênfase por melhorar o processo na questão de estratégia utilizada, a qualidade superficial, reduzir o tempo e também melhorar o aproveitamento da matéria-prima. Alguns métodos utilizados em planejamentos são: Análise de Variância (MONTGOMERY & RUNGER, 2003); Experimento com um Único Fator (MONTGOMERY & RUNGER, 2003); Experimento Fatorial com dois Fatores (MONTGOMERY & RUNGER, 2003). Portanto, este controle estatístico do processo entra como papel principal nas decisões do desenvolvimento de produtos, analisando através de experimentos qual o melhor caminho a ser tomado (MONTGOMERY & RUNGER, 2003). 2. Objetivos Este projeto teve por objetivo aplicar a Interpolação Spline como trajetória da ferramenta na manufatura de um corpo de prova representativo para a indústria, verificando seus reais benefícios com relação ao tempo de usinagem, qualidade superficial e precisão geométrica. Para isso, foram determinadas e utilizadas técnicas estatísticas de planejamento de experimentos (DOE - Design of Experiments). 3. Desenvolvimento Para atingir os objetivos propostos, foi feito o aprimoramento de conhecimento sobre o Planejamento de Experimentos. O corpo de prova utilizado em todo o desenvolvimento do projeto seguiu um modelo que melhor representasse as indústrias de moldes e matrizes. Por esse motivo, o corpo de prova teve em sua geometria uma superfície complexa, a fim de atender todas as necessidades do projeto, regiões côncavas e convexas. O material utilizado neste corpo de prova foi o aço P20, com dureza de 30 HRC. A Figura 2 ilustra o corpo de prova com suas respectivas características. Para a realização dos ensaios utilizou-se um centro de usinagem, modelo Discovery 760, fabricado pelas Indústrias ROMI S.A., apresentando as seguintes especificações técnicas: Avanço rápido: mm/min; Rotação máxima: rpm; Máximo avanço programável: mm/min; Comando Siemens 810D configurado especialmente para a utilização de Interpolação Spline. A primeira etapa concluída foi o planejamento de todas as atividades antes de começar a parte prática, ou seja, a manufatura do

3 produto. Então, para realizar o projeto foi utilizada a estratégia de planejamento de experimentos através de dois fatores, que consiste em realizar todo seu processo e analisar dois parâmetros que influenciem o produto final. Os parâmetros analisados foram a tolerância de geração da trajetória da ferramenta utilizando a Interpolação Spline e Interpolação Linear e o método de medição. Para a tolerância Spline e Linear, foi utilizado um corpo de prova e dividido em seis faixas e cada faixa conteve uma tolerância específica. Para que se tenha um melhor desempenho na usinagem com altíssimas velocidades, cujo projeto está inserido, necessitou-se entender e compreender diversos fatores como estratégia de usinagem, ferramenta, tipo de material e parâmetros de usinagem. Tendo em vista isto, foi feito um ensaio prático onde o corpo de prova tinha em sua geometria uma superfície complexa já conhecida. Para efeito de análise, o corpo de prova foi dividido em seis faixas e cada uma contendo uma tolerância específica. Nas quatro primeiras faixas, foi utilizada a Interpolação Spline para representar a trajetória da ferramenta, ou seja, a representação da superfície através de segmentos de curvas com suavização que melhor representa o modelo geométrico. A variação da Tolerância Spline em cada faixa foi de 0,005mm, 0,05mm, 0,5mm e 0,1mm respectivamente. Uma observação que deve ser feita é a respeito do software, pois quando se usa Interpolação Spline para representar uma superfície, automaticamente o sistema possibilita ao programador utilizar uma nova tolerância além da tolerância CAM já utilizada, ou seja, aplicando a Interpolação Spline é possível trabalhar com dois tipos de tolerâncias chamadas tolerância CAM e tolerância Spline. Então, como nas quatro primeiras faixas foi utilizado Interpolação Spline, a tolerância CAM é de 0,005mm pra todas as faixas e somente a tolerância Spline tem variação. Nas duas faixas restantes, foi utilizado Interpolação Linear para representar a trajetória da ferramenta. Esta trajetória por sua vez, como já visto anteriormente, é representada através de segmentos de retas. A variação da Tolerância CAM nessas faixas foram de 0,005mm e 0,05mm, respectivamente e neste caso não há tolerância Spline. Algumas etapas devem ser cumpridas no decorrer da usinagem do produto. Primeiramente foi feito o desbaste, onde a finalidade foi a remoção do maior material possível sem se preocupar com a uniformidade do sobremetal deixado para as operações posteriores. Para esta operação foi utilizada a ferramenta fresa de topo com diâmetro de 12mm. A próxima etapa foi o pré-acabamento, onde se busca a remoção do sobremetal deixado pelo desbaste a fim de aproximar-se da geometria do modelo, obtendo-se um sobremetal mais uniforme para o acabamento, evitando assim esforços desnecessários para as ferramentas posteriores. Por fim, foi feito o acabamento final. Este teve por objetivo atingir a exatidão geométrica, deixando-a uniforme e com o acabamento superficial desejado. Durante a execução das operações de acabamento do corpo de prova foram monitorados os seguintes parâmetros: Tempo de usinagem total e parcial (tempo de cada passe de acabamento) Avanço real em diversos pontos do perfil usinado Estes parâmetros são de extrema importância para a determinação da velocidade de avanço médio da usinagem e da curva de avanço real. Ambos auxiliaram na análise posterior para a determinação das características de cada tipo de interpolação da trajetória da ferramenta. Notou-se que o tempo teórico não é o mesmo do que o tempo prático. Isto se deve á influência dinâmica da máquina, ou seja, o tempo de resposta da máquina considerado pelo software é um tempo ideal com características perfeitas. Porém, sabe-se que na prática há diversos fatores que podem influenciar no desempenho do processo de usinagem, por exemplo temperatura do ambiente, características da máquina, tempo de processamento de dados, qualidade da ferramenta, etc. Portanto, por esse motivo, o tempo real de usinagem sempre será maior do que o tempo gerado pelo software. 4. Resultado e Discussão

4 De acordo com a tabela de tempo, verificou-se que em todos os métodos usados para realizar o acabamento houve um aumento no tempo real comparando com o tempo simulado no software. Este aumento se deve pelo fato das características dinâmicas da máquina influenciar diretamente na velocidade de avanço programada. Para fazer uma análise entre a variação da velocidade ao longo da trajetória e a posição do eixo X, foi preciso gerar um programa onde apenas uma linha de cada faixa fosse gerada. Depois de feito o programa, foi usinado em vazio na máquina para colher os parâmetros R gerado pela mesma, para assim iniciar as análises. Observa-se que apesar da velocidade da Interpolação Linear com tolerância de 0,005 mm variar muito ao longo da superfície, e não conseguir chegar na velocidade programada, com a tolerância de 0,05 mm a velocidade teve um comportamento melhor devido ao aumento da faixa de tolerância para representar aquela superfície. Nota-se também que da região de 80 mm (eixo X) até o final da superfície, a tolerância de 0,05 mm conseguiu chegar à velocidade programada. Analisando as regiões de 25mm, 45mm e 70mm (Figura 3), pode-se observar as variações da velocidade entre as Interpolações Spline. Observando o programa NC, pode-se observar que justamente nos trechos citados a distancia entre os vértices do polígono de controle é muita pequena e por esse motivo, juntamente com a limitação da máquina, a velocidade real cai drasticamente. Essa queda de velocidade está ligada ao fato do tempo de resposta desta específica máquina ser menor, então ao invés de manter a velocidade programada e fazer uma trajetória com paradas bruscas, a máquina diminui a velocidade para suprir a necessidade de ler os blocos do programa mais rapidamente e com isso realizar uma usinagem contínua e suave. Portanto, observando a Figura 3, tira-se a conclusão que a Interpolação Spline conseguiu chegar mais próximo da velocidade programada e em alguns pontos mantê-la constante. Isso indica que o tempo de usinagem também é muito parecido com o tempo simulado no software como visto anteriormente. 5. Considerações Finais Com os dados obtidos nos gráficos de velocidades e na tabela de velocidade, observou-se que a Interpolação Linear não conseguiu manter a velocidade programada ao longo da trajetória. Do mesmo modo, a Interpolação Spline também não conseguiu manter a velocidade programada em toda superfície, porém essa queda só foi observada justamente onde havia junção dos pontos do polígono de controle. E observando o restante da trajetória, pode-se notar que as quatro tolerâncias Spline chegaram á velocidade programada. Conclui-se então, que a Tolerância Spline conseguiu alcançar a velocidade programada e só nas junções das curvas houve uma queda de velocidade. Entre as tolerâncias Spline a que melhor representou, em termos de velocidade real, foi a tolerância de 0,05 mm. Referências Bibliográficas COLEMAN, D. E.; MONTGOMERY, D. C. (1993). A SYSTEMATIC APPROACH TO PLANNING FOR A DESIGNED INDUSTRIAL EXPERIMENT. TECHNOMETRICS, V.35, N.1 ERKORMAZ, K., & ALTINTAS, Y. (2001). HIGH SPEED CNC SYSTEM DESIGN. PARTL: JERK LIMITED TRAJECTORY DENERATION AND QUINTIC SPLINE INTERPOLATION. INTERNATIONAL JOURNAL OF MACHINE TOOLS & MANUFACTURE. MONTGOMERY, D. C., & RUNGER, G. C. (2003). ESTATÍSTICA APLICADA E PROBABILIDADE PARA ENGENHEIROS. RIO DE JANEIRO: LTC EDITORA. Anexos

5

6
Sua indústria. Seu show. Seu Futuro
 Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
5. Resultados e Análises
 66 5. Resultados e Análises Neste capítulo é importante ressaltar que as medições foram feitas com uma velocidade constante de 1800 RPM, para uma freqüência de 60 Hz e uma voltagem de 220 V, entre as linhas
66 5. Resultados e Análises Neste capítulo é importante ressaltar que as medições foram feitas com uma velocidade constante de 1800 RPM, para uma freqüência de 60 Hz e uma voltagem de 220 V, entre as linhas
4. RESULTADOS E DISCUSSÃO
 4. RESULTADOS E DISCUSSÃO 4.1. Energia cinética das precipitações Na Figura 9 estão apresentadas as curvas de caracterização da energia cinética aplicada pelo simulador de chuvas e calculada para a chuva
4. RESULTADOS E DISCUSSÃO 4.1. Energia cinética das precipitações Na Figura 9 estão apresentadas as curvas de caracterização da energia cinética aplicada pelo simulador de chuvas e calculada para a chuva
16 Congresso de Iniciação Científica DESENVOLVIMENTO DO SISTEMA PARA MONITORAMENTO DE DADOS EM HSM (HIGH SPEED MACHINING)
") 16 Congresso de Iniciação Científica DESENVOLVIMENTO DO SISTEMA PARA MONITORAMENTO DE DADOS EM HSM (HIGH SPEED MACHINING) Autor(es) OLIVEIRO LEUTWILER NETO Orientador(es) KLAUS SCHüTZER Apoio Financeiro
16 Congresso de Iniciação Científica DESENVOLVIMENTO DO SISTEMA PARA MONITORAMENTO DE DADOS EM HSM (HIGH SPEED MACHINING) Autor(es) OLIVEIRO LEUTWILER NETO Orientador(es) KLAUS SCHüTZER Apoio Financeiro
A IMPORTÂNCIA DA GESTÃO DE CUSTOS NA ELABORAÇÃO DO PREÇO DE VENDA
 553 A IMPORTÂNCIA DA GESTÃO DE CUSTOS NA ELABORAÇÃO DO PREÇO DE VENDA Irene Caires da Silva 1, Tamires Fernanda Costa de Jesus, Tiago Pinheiro 1 Docente da Universidade do Oeste Paulista UNOESTE. 2 Discente
553 A IMPORTÂNCIA DA GESTÃO DE CUSTOS NA ELABORAÇÃO DO PREÇO DE VENDA Irene Caires da Silva 1, Tamires Fernanda Costa de Jesus, Tiago Pinheiro 1 Docente da Universidade do Oeste Paulista UNOESTE. 2 Discente
Ajuste dos Parâmetros de um Controlador PI em uma Coluna de Destilação Binária
 Ajuste dos Parâmetros de um Controlador PI em uma Coluna de Destilação Binária Marina Roberto Martins 1*, Fernando Palú 1 (1) Universidade Estadual do Oeste do Paraná, Curso de Engenharia Química. e-mail:
Ajuste dos Parâmetros de um Controlador PI em uma Coluna de Destilação Binária Marina Roberto Martins 1*, Fernando Palú 1 (1) Universidade Estadual do Oeste do Paraná, Curso de Engenharia Química. e-mail:
19 Congresso de Iniciação Científica SISTEMA DE AVALIAÇÃO DO DESEMPENHO DA TRAJETÓRIA DA FERRAMENTA REPRESENTADA POR INTERPOLAÇÃO SPLINE
 19 Congresso de Iniciação Científica SISTEMA DE AVALIAÇÃO DO DESEMPENHO DA TRAJETÓRIA DA FERRAMENTA REPRESENTADA POR INTERPOLAÇÃO SPLINE Autor(es) MARCO AURÉLIO GARRIDO PRIORE Orientador(es) ANDRÉ LUÍS
19 Congresso de Iniciação Científica SISTEMA DE AVALIAÇÃO DO DESEMPENHO DA TRAJETÓRIA DA FERRAMENTA REPRESENTADA POR INTERPOLAÇÃO SPLINE Autor(es) MARCO AURÉLIO GARRIDO PRIORE Orientador(es) ANDRÉ LUÍS
Parâmetros e métodos de usinagem e sua relação com os custos do processo e o acabamento final do produto
 Parâmetros e métodos de usinagem e sua relação com os custos do processo e o acabamento final do produto Osiel Wrublak (Universidade Tecnológica Federal do Paraná - UTFPR) osielw@yahoo.com.br Luiz Alberto
Parâmetros e métodos de usinagem e sua relação com os custos do processo e o acabamento final do produto Osiel Wrublak (Universidade Tecnológica Federal do Paraná - UTFPR) osielw@yahoo.com.br Luiz Alberto
APLICAÇÃO DA METODOLOGIA DoE UM PROCESSO DE FABRICAÇÃO DE DIAFRAGMAS DE FREIO. (Design of Experiments) EM. Carlos Eduardo GEHLEN Jordão GHELLER
 EM. Carlos Eduardo GEHLEN Jordão GHELLER") APLICAÇÃO DA METODOLOGIA DoE (Design of Experiments) EM UM PROCESSO DE FABRICAÇÃO DE DIAFRAGMAS DE FREIO Carlos Eduardo GEHLEN Jordão GHELLER Experimento Procedimento no qual alterações propositais são
APLICAÇÃO DA METODOLOGIA DoE (Design of Experiments) EM UM PROCESSO DE FABRICAÇÃO DE DIAFRAGMAS DE FREIO Carlos Eduardo GEHLEN Jordão GHELLER Experimento Procedimento no qual alterações propositais são
Podemos encontrar uma figura interessante no PMBOK (Capítulo 7) sobre a necessidade de organizarmos o fluxo de caixa em um projeto.
 sobre a necessidade de organizarmos o fluxo de caixa em um projeto.") Discussão sobre Nivelamento Baseado em Fluxo de Caixa. Item aberto na lista E-Plan Podemos encontrar uma figura interessante no PMBOK (Capítulo 7) sobre a necessidade de organizarmos o fluxo de caixa em
Discussão sobre Nivelamento Baseado em Fluxo de Caixa. Item aberto na lista E-Plan Podemos encontrar uma figura interessante no PMBOK (Capítulo 7) sobre a necessidade de organizarmos o fluxo de caixa em
GASTAR MAIS COM A LOGÍSTICA PODE SIGNIFICAR, TAMBÉM, AUMENTO DE LUCRO
 GASTAR MAIS COM A LOGÍSTICA PODE SIGNIFICAR, TAMBÉM, AUMENTO DE LUCRO PAULO ROBERTO GUEDES (Maio de 2015) É comum o entendimento de que os gastos logísticos vêm aumentando em todo o mundo. Estatísticas
GASTAR MAIS COM A LOGÍSTICA PODE SIGNIFICAR, TAMBÉM, AUMENTO DE LUCRO PAULO ROBERTO GUEDES (Maio de 2015) É comum o entendimento de que os gastos logísticos vêm aumentando em todo o mundo. Estatísticas
PROJETO DE OPERAÇÕES DE USINAGEM
 Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Gestão da Qualidade Políticas. Elementos chaves da Qualidade 19/04/2009
 Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE
 CHÃO DE FÁBRICA A PRODUÇÃO COMPETITIVA CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE Foco principal das empresas que competem com
CHÃO DE FÁBRICA A PRODUÇÃO COMPETITIVA CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE Foco principal das empresas que competem com
Logística e a Gestão da Cadeia de Suprimentos. "Uma arma verdadeiramente competitiva"
 Logística e a Gestão da Cadeia de Suprimentos "Uma arma verdadeiramente competitiva" Pequeno Histórico No período do pós-guerra até a década de 70, num mercado em franca expansão, as empresas se voltaram
Logística e a Gestão da Cadeia de Suprimentos "Uma arma verdadeiramente competitiva" Pequeno Histórico No período do pós-guerra até a década de 70, num mercado em franca expansão, as empresas se voltaram
Engenharia de Software
 Universidade São Judas Tadeu Profª Dra. Ana Paula Gonçalves Serra Engenharia de O Processo Uma Visão Genérica Capítulo 2 (até item 2.2. inclusive) Engenharia de - Roger Pressman 6ª edição McGrawHill Capítulo
Universidade São Judas Tadeu Profª Dra. Ana Paula Gonçalves Serra Engenharia de O Processo Uma Visão Genérica Capítulo 2 (até item 2.2. inclusive) Engenharia de - Roger Pressman 6ª edição McGrawHill Capítulo
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
5 Resultados. 1 Os resultados apresentados foram obtidos com 1 rodada do simulador.
 5 Resultados A dificuldade em modelar analiticamente o comportamento de sistemas celulares hierarquizados faz com que grande parte dos estudos de desempenho destes sistemas seja baseada em simulações.
5 Resultados A dificuldade em modelar analiticamente o comportamento de sistemas celulares hierarquizados faz com que grande parte dos estudos de desempenho destes sistemas seja baseada em simulações.
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Manual do Usuário. Plano de Corte
 Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
EVOLUÇÃO DA MANUTENÇÃO
 EVOLUÇÃO DA MANUTENÇÃO 1.1. INTRODUÇÃO Nos últimos 20 anos a atividade de manutenção tem passado por mais mudanças do que qualquer outra. Estas alterações são conseqüências de: a) aumento, bastante rápido,
EVOLUÇÃO DA MANUTENÇÃO 1.1. INTRODUÇÃO Nos últimos 20 anos a atividade de manutenção tem passado por mais mudanças do que qualquer outra. Estas alterações são conseqüências de: a) aumento, bastante rápido,
CRIANDO MDT. Para criar o MDT Selecione o botão Modelagem ou clique na área esquerda da do programa onde se terá a opção criar Nova Modelagem.
 CRIANDO MDT Um MDT no programa AutoGeo tem como finalidade servir como base de dados para informações que servirão para os cálculos a serem realizados tudo que se for projetado a base vem do modelo digital
CRIANDO MDT Um MDT no programa AutoGeo tem como finalidade servir como base de dados para informações que servirão para os cálculos a serem realizados tudo que se for projetado a base vem do modelo digital
PLANEJAMENTO OPERACIONAL - MARKETING E PRODUÇÃO MÓDULO 3 O QUE É PLANEJAMENTO DE VENDAS E OPERAÇÕES?
 PLANEJAMENTO OPERACIONAL - MARKETING E PRODUÇÃO MÓDULO 3 O QUE É PLANEJAMENTO DE VENDAS E OPERAÇÕES? Índice 1. O que é planejamento de...3 1.1. Resultados do planejamento de vendas e operações (PVO)...
PLANEJAMENTO OPERACIONAL - MARKETING E PRODUÇÃO MÓDULO 3 O QUE É PLANEJAMENTO DE VENDAS E OPERAÇÕES? Índice 1. O que é planejamento de...3 1.1. Resultados do planejamento de vendas e operações (PVO)...
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Miguel C. Branchtein, Delegacia Regional do Trabalho no Rio Grande do Sul
 DETERMINAÇÃO DE CONDIÇÃO DE ACIONAMENTO DE FREIO DE EMERGÊNCIA TIPO "VIGA FLUTUANTE" DE ELEVADOR DE OBRAS EM CASO DE QUEDA DA CABINE SEM RUPTURA DO CABO Miguel C. Branchtein, Delegacia Regional do Trabalho
DETERMINAÇÃO DE CONDIÇÃO DE ACIONAMENTO DE FREIO DE EMERGÊNCIA TIPO "VIGA FLUTUANTE" DE ELEVADOR DE OBRAS EM CASO DE QUEDA DA CABINE SEM RUPTURA DO CABO Miguel C. Branchtein, Delegacia Regional do Trabalho
Gerenciamento de Problemas
 Gerenciamento de Problemas O processo de Gerenciamento de Problemas se concentra em encontrar os erros conhecidos da infra-estrutura de TI. Tudo que é realizado neste processo está voltado a: Encontrar
Gerenciamento de Problemas O processo de Gerenciamento de Problemas se concentra em encontrar os erros conhecidos da infra-estrutura de TI. Tudo que é realizado neste processo está voltado a: Encontrar
Engenharia de Software
 Gerenciamento da Qualidade Cap. 27 Sommerville 8 ed. Introdução: - Preocupação com a qualidade do software; - Uso de técnicas e tecnologias novas; - Manufatura de software Qualidade de Software: Qualidade
Gerenciamento da Qualidade Cap. 27 Sommerville 8 ed. Introdução: - Preocupação com a qualidade do software; - Uso de técnicas e tecnologias novas; - Manufatura de software Qualidade de Software: Qualidade
Funções de Posicionamento para Controle de Eixos
 Funções de Posicionamento para Controle de Eixos Resumo Atualmente muitos Controladores Programáveis (CPs) classificados como de pequeno porte possuem, integrados em um único invólucro, uma densidade significativa
Funções de Posicionamento para Controle de Eixos Resumo Atualmente muitos Controladores Programáveis (CPs) classificados como de pequeno porte possuem, integrados em um único invólucro, uma densidade significativa
PÓS GRADUAÇÃO EM CIÊNCIAS DE FLORESTAS TROPICAIS-PG-CFT INSTITUTO NACIONAL DE PESQUISAS DA AMAZÔNIA-INPA. 09/abril de 2014
 PÓS GRADUAÇÃO EM CIÊNCIAS DE FLORESTAS TROPICAIS-PG-CFT INSTITUTO NACIONAL DE PESQUISAS DA AMAZÔNIA-INPA 09/abril de 2014 Considerações Estatísticas para Planejamento e Publicação 1 Circularidade do Método
PÓS GRADUAÇÃO EM CIÊNCIAS DE FLORESTAS TROPICAIS-PG-CFT INSTITUTO NACIONAL DE PESQUISAS DA AMAZÔNIA-INPA 09/abril de 2014 Considerações Estatísticas para Planejamento e Publicação 1 Circularidade do Método
5 SIMULAÇÃO DE UM SISTEMA WDM DE DOIS CANAIS COM O SOFTWARE VPI
 68 5 SIMULAÇÃO DE UM SISTEMA WDM DE DOIS CANAIS COM O SOFTWARE VPI O software VPI foi originalmente introduzido em 1998 e era conhecido como PDA (Photonic Design Automation). O VPI atualmente agrega os
68 5 SIMULAÇÃO DE UM SISTEMA WDM DE DOIS CANAIS COM O SOFTWARE VPI O software VPI foi originalmente introduzido em 1998 e era conhecido como PDA (Photonic Design Automation). O VPI atualmente agrega os
O tornado de projeto é admitido, para fins quantitativos, com as seguintes características [15]:
![O tornado de projeto é admitido, para fins quantitativos, com as seguintes características [15]:](/thumbs/27/10931177.jpg "O tornado de projeto é admitido, para fins quantitativos, com as seguintes características [15]:") 4 Tornado de Projeto O tornado de projeto é admitido, para fins quantitativos, com as seguintes características [15]: Tornado do tipo F3-médio; Velocidade máxima de 233km/h = 64,72m/s; Velocidade translacional
4 Tornado de Projeto O tornado de projeto é admitido, para fins quantitativos, com as seguintes características [15]: Tornado do tipo F3-médio; Velocidade máxima de 233km/h = 64,72m/s; Velocidade translacional
Resumo das Interpretações Oficiais do TC 176 / ISO
 Resumo das Interpretações Oficiais do TC 176 / ISO Referência RFI 011 Pergunta NBR ISO 9001:2000 cláusula: 2 Apenas os termos e definições da NBR ISO 9000:2000 constituem prescrições da NBR ISO 9001:2000,
Resumo das Interpretações Oficiais do TC 176 / ISO Referência RFI 011 Pergunta NBR ISO 9001:2000 cláusula: 2 Apenas os termos e definições da NBR ISO 9000:2000 constituem prescrições da NBR ISO 9001:2000,
C.N.C. Programação Torno
 CNC Programação Torno Módulo III Aula 02 Funções auxiliares As funções auxiliares formam um grupo de funções que servem para complementar as informações transmitidas ao comando através das funções preparatórias
CNC Programação Torno Módulo III Aula 02 Funções auxiliares As funções auxiliares formam um grupo de funções que servem para complementar as informações transmitidas ao comando através das funções preparatórias
Use a ferramenta Project Geometry geometria dos rasgos interiores. O sketch criado deve conter todos os contornos do modelo 3D.
 Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
Itinerários de Ônibus Relatório Final
 CENTRO UNIVERSITÁRIO SENAC Itinerários de Ônibus Relatório Final Grupo 5 Caio Roque Daniel Nunes Elise Roese José Caneiro Marcos Grignani São Paulo Junho de 2007 1 ÍNDICE 1. Introdução... 3 2. Desenvolvimento...
CENTRO UNIVERSITÁRIO SENAC Itinerários de Ônibus Relatório Final Grupo 5 Caio Roque Daniel Nunes Elise Roese José Caneiro Marcos Grignani São Paulo Junho de 2007 1 ÍNDICE 1. Introdução... 3 2. Desenvolvimento...
19 Congresso de Iniciação Científica CAPACITAÇÃO EM MODELAMENTO E MANUFATURA DE SÓLIDOS UTILIZANDO SISTEMA CAD/CAM
 19 Congresso de Iniciação Científica CAPACITAÇÃO EM MODELAMENTO E MANUFATURA DE SÓLIDOS UTILIZANDO SISTEMA CAD/CAM Autor(es) FELIPE ALVES DE OLIVEIRA PERRONI Orientador(es) KLAUS SCHÜTZER Apoio Financeiro
19 Congresso de Iniciação Científica CAPACITAÇÃO EM MODELAMENTO E MANUFATURA DE SÓLIDOS UTILIZANDO SISTEMA CAD/CAM Autor(es) FELIPE ALVES DE OLIVEIRA PERRONI Orientador(es) KLAUS SCHÜTZER Apoio Financeiro
FLUXO DE CAIXA: Módulo BI (Business Intelligence)
") RELATÓRIO DE ESTÁGIO: Tânia Cristina Leite RA: 046567 Orientador: Prof. Dr. Aurelio Ribeiro Leite de Oliveira FLUXO DE CAIXA: Módulo BI (Business Intelligence) Universidade Estadual de Campinas Instituto
RELATÓRIO DE ESTÁGIO: Tânia Cristina Leite RA: 046567 Orientador: Prof. Dr. Aurelio Ribeiro Leite de Oliveira FLUXO DE CAIXA: Módulo BI (Business Intelligence) Universidade Estadual de Campinas Instituto
SECRETARIA DE ESTADO DA EDUCAÇÃO SUPERINTENDÊNCIA DE EDUCAÇÃO DIRETORIA DE TECNOLOGIA EDUCACIONAL PORTAL DIA A DIA EDUCAÇÃO Natel Marcos Ferreira
 SECRETARIA DE ESTADO DA EDUCAÇÃO SUPERINTENDÊNCIA DE EDUCAÇÃO DIRETORIA DE TECNOLOGIA EDUCACIONAL PORTAL DIA A DIA EDUCAÇÃO Natel Marcos Ferreira Movimento 1. Nível de ensino: Ensino Médio 2. Conteúdo
SECRETARIA DE ESTADO DA EDUCAÇÃO SUPERINTENDÊNCIA DE EDUCAÇÃO DIRETORIA DE TECNOLOGIA EDUCACIONAL PORTAL DIA A DIA EDUCAÇÃO Natel Marcos Ferreira Movimento 1. Nível de ensino: Ensino Médio 2. Conteúdo
PLANEJAMENTO DA MANUFATURA
 58 FUNDIÇÃO e SERVIÇOS NOV. 2012 PLANEJAMENTO DA MANUFATURA Otimizando o planejamento de fundidos em uma linha de montagem de motores (II) O texto dá continuidade à análise do uso da simulação na otimização
58 FUNDIÇÃO e SERVIÇOS NOV. 2012 PLANEJAMENTO DA MANUFATURA Otimizando o planejamento de fundidos em uma linha de montagem de motores (II) O texto dá continuidade à análise do uso da simulação na otimização
ENSAIO DE BOMBAS EM SÉRIE E PARALELO
 ENSAIO DE BOMBAS EM SÉRIE E PARALELO I. ASSOCIAÇÃO DE BOMBAS As bombas podem ser associadas em série e em paralelo dependendo das características do sistema. A associação em série é útil quando se tem
ENSAIO DE BOMBAS EM SÉRIE E PARALELO I. ASSOCIAÇÃO DE BOMBAS As bombas podem ser associadas em série e em paralelo dependendo das características do sistema. A associação em série é útil quando se tem
Seleção Dimensionamento de Hidrômetros
 Seleção Dimensionamento de Hidrômetros 4 O hidrômetro é um equipamento destinado a indicar e totalizar continuamente o volume de água que o atravessa. Normalmente a preocupação na operação da micromedição
Seleção Dimensionamento de Hidrômetros 4 O hidrômetro é um equipamento destinado a indicar e totalizar continuamente o volume de água que o atravessa. Normalmente a preocupação na operação da micromedição
AVALIAÇÃO À DISTÂNCIA 1 GABARITO
 Fundação CECIERJ - Vice Presidência de Educação Superior a Distância Curso de Tecnologia em Sistemas de Computação UFF Disciplina INTRODUÇÃO À INFORMÁTICA... AD1 2 semestre de 2008. Data... AVALIAÇÃO À
Fundação CECIERJ - Vice Presidência de Educação Superior a Distância Curso de Tecnologia em Sistemas de Computação UFF Disciplina INTRODUÇÃO À INFORMÁTICA... AD1 2 semestre de 2008. Data... AVALIAÇÃO À
Exemplos: Análise de Valor Agregado (Ex_vagregado.SPRJ)
") Exemplos: Análise de Valor Agregado (Ex_vagregado.SPRJ) Este exemplo tem como base atividades descritas em um email distribuído na lista da E-Plan (planejamento@yahoogrupos.com.br) com o título Curva Física
Exemplos: Análise de Valor Agregado (Ex_vagregado.SPRJ) Este exemplo tem como base atividades descritas em um email distribuído na lista da E-Plan (planejamento@yahoogrupos.com.br) com o título Curva Física
Plano de Trabalho Docente 2014. Ensino Técnico
 Plano de Trabalho Docente 2014 Ensino Técnico ETEC Monsenhor Antônio Magliano Código: 088 Município: Garça Eixo Tecnológico: Indústria Habilitação Profissional: Técnica de Nível Médio de Técnico de Técnico
Plano de Trabalho Docente 2014 Ensino Técnico ETEC Monsenhor Antônio Magliano Código: 088 Município: Garça Eixo Tecnológico: Indústria Habilitação Profissional: Técnica de Nível Médio de Técnico de Técnico
15 Computador, projeto e manufatura
 A U A UL LA Computador, projeto e manufatura Um problema Depois de pronto o desenho de uma peça ou objeto, de que maneira ele é utilizado na fabricação? Parte da resposta está na Aula 2, que aborda as
A U A UL LA Computador, projeto e manufatura Um problema Depois de pronto o desenho de uma peça ou objeto, de que maneira ele é utilizado na fabricação? Parte da resposta está na Aula 2, que aborda as
Mídias sociais como apoio aos negócios B2C
 Mídias sociais como apoio aos negócios B2C A tecnologia e a informação caminham paralelas à globalização. No mercado atual é simples interagir, aproximar pessoas, expandir e aperfeiçoar os negócios dentro
Mídias sociais como apoio aos negócios B2C A tecnologia e a informação caminham paralelas à globalização. No mercado atual é simples interagir, aproximar pessoas, expandir e aperfeiçoar os negócios dentro
Figura 7.20 - Vista frontal dos vórtices da Figura 7.18. Vedovoto et al. (2006).
.") 87 Figura 7.20 - Vista frontal dos vórtices da Figura 7.18. Vedovoto et al. (2006). Figura 7.21 - Resultado qualitativo de vórtices de ponta de asa obtidos por Craft et al. (2006). 88 A visualização do
87 Figura 7.20 - Vista frontal dos vórtices da Figura 7.18. Vedovoto et al. (2006). Figura 7.21 - Resultado qualitativo de vórtices de ponta de asa obtidos por Craft et al. (2006). 88 A visualização do
DESENVOLVIMENTO DE INTERFACE WEB MULTIUSUÁRIO PARA SISTEMA DE GERAÇÃO AUTOMÁTICA DE QUADROS DE HORÁRIOS ESCOLARES. Trabalho de Graduação
 DESENVOLVIMENTO DE INTERFACE WEB MULTIUSUÁRIO PARA SISTEMA DE GERAÇÃO AUTOMÁTICA DE QUADROS DE HORÁRIOS ESCOLARES Trabalho de Graduação Orientando: Vinicius Stein Dani vsdani@inf.ufsm.br Orientadora: Giliane
DESENVOLVIMENTO DE INTERFACE WEB MULTIUSUÁRIO PARA SISTEMA DE GERAÇÃO AUTOMÁTICA DE QUADROS DE HORÁRIOS ESCOLARES Trabalho de Graduação Orientando: Vinicius Stein Dani vsdani@inf.ufsm.br Orientadora: Giliane
Decidir como medir cada característica. Definir as características de qualidade. Estabelecer padrões de qualidade
 Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
Introdução Visão Geral Processos de gerenciamento de qualidade. Entradas Ferramentas e Técnicas Saídas
 Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
MRP II. Planejamento e Controle da Produção 3 professor Muris Lage Junior
 MRP II Introdução A lógica de cálculo das necessidades é conhecida há muito tempo Porém só pode ser utilizada na prática em situações mais complexas a partir dos anos 60 A partir de meados da década de
MRP II Introdução A lógica de cálculo das necessidades é conhecida há muito tempo Porém só pode ser utilizada na prática em situações mais complexas a partir dos anos 60 A partir de meados da década de
MOBILIDADE DOS EMPREENDEDORES E VARIAÇÕES NOS RENDIMENTOS
 MOBILIDADE DOS EMPREENDEDORES NOTA CONJUNTURAL ABRIL DE 2014 Nº31 E VARIAÇÕES NOS RENDIMENTOS NOTA CONJUNTURAL ABRIL DE 2014 Nº31 PANORAMA GERAL Os movimentos de transição da população ocupada entre as
MOBILIDADE DOS EMPREENDEDORES NOTA CONJUNTURAL ABRIL DE 2014 Nº31 E VARIAÇÕES NOS RENDIMENTOS NOTA CONJUNTURAL ABRIL DE 2014 Nº31 PANORAMA GERAL Os movimentos de transição da população ocupada entre as
Ensino Técnico Integrado ao Médio FORMAÇÃO GERAL. Plano de Trabalho Docente - 2015
 Ensino Técnico Integrado ao Médio FORMAÇÃO GERAL Plano de Trabalho Docente - 2015 ETEC Monsenhor Antônio Magliano Código: 088 Município: Garça Área Profissional: Indústria Habilitação Profissional: Ensino
Ensino Técnico Integrado ao Médio FORMAÇÃO GERAL Plano de Trabalho Docente - 2015 ETEC Monsenhor Antônio Magliano Código: 088 Município: Garça Área Profissional: Indústria Habilitação Profissional: Ensino
Avanços na transparência
 Avanços na transparência A Capes está avançando não apenas na questão dos indicadores, como vimos nas semanas anteriores, mas também na transparência do sistema. Este assunto será explicado aqui, com ênfase
Avanços na transparência A Capes está avançando não apenas na questão dos indicadores, como vimos nas semanas anteriores, mas também na transparência do sistema. Este assunto será explicado aqui, com ênfase
Sumário Executivo. Amanda Reis. Luiz Augusto Carneiro Superintendente Executivo
 Comparativo entre o rendimento médio dos beneficiários de planos de saúde individuais e da população não coberta por planos de saúde regional e por faixa etária Amanda Reis Luiz Augusto Carneiro Superintendente
Comparativo entre o rendimento médio dos beneficiários de planos de saúde individuais e da população não coberta por planos de saúde regional e por faixa etária Amanda Reis Luiz Augusto Carneiro Superintendente
Ferramentaria & Matrizaria
 A UTILIZAÇÃO DO SISTEMA CAD / CAM PARA MELHORIA DE PROCESSO Ferramentaria & Matrizaria NX 7.5 Month 06/11/ 2012 HISTÓRIA DA SIFCO A SIFCO iniciou suas operações em Jundiaí SP no ano de 1958, como resultado
A UTILIZAÇÃO DO SISTEMA CAD / CAM PARA MELHORIA DE PROCESSO Ferramentaria & Matrizaria NX 7.5 Month 06/11/ 2012 HISTÓRIA DA SIFCO A SIFCO iniciou suas operações em Jundiaí SP no ano de 1958, como resultado
Tabela de Símbolos. Análise Semântica A Tabela de Símbolos. Principais Operações. Estrutura da Tabela de Símbolos. Declarações 11/6/2008
 Tabela de Símbolos Análise Semântica A Tabela de Símbolos Fabiano Baldo Após a árvore de derivação, a tabela de símbolos é o principal atributo herdado em um compilador. É possível, mas não necessário,
Tabela de Símbolos Análise Semântica A Tabela de Símbolos Fabiano Baldo Após a árvore de derivação, a tabela de símbolos é o principal atributo herdado em um compilador. É possível, mas não necessário,
Resumo. Abstract 1 INTRODUÇÃO
 Resumo doi: 1.4322/tmm.447 Influência da INTERPOLAÇÃO DA TRAJETÓRIA da ferramenta NO FRESAMENTO a altas velocidades DE SUPERFÍCIES COMPLEXAS Jacson Machado Nunes 1 Jefferson de Oliveira Gomes 2 Guilherme
Resumo doi: 1.4322/tmm.447 Influência da INTERPOLAÇÃO DA TRAJETÓRIA da ferramenta NO FRESAMENTO a altas velocidades DE SUPERFÍCIES COMPLEXAS Jacson Machado Nunes 1 Jefferson de Oliveira Gomes 2 Guilherme
4 Metodologia da Pesquisa
 79 4 Metodologia da Pesquisa Este capítulo se preocupa em retratar como se enquadra a pesquisa de campo e como foram desenvolvidas as entrevistas incluindo o universo pesquisado e a forma de analisá-las
79 4 Metodologia da Pesquisa Este capítulo se preocupa em retratar como se enquadra a pesquisa de campo e como foram desenvolvidas as entrevistas incluindo o universo pesquisado e a forma de analisá-las
4 Segmentação. 4.1. Algoritmo proposto
 4 Segmentação Este capítulo apresenta primeiramente o algoritmo proposto para a segmentação do áudio em detalhes. Em seguida, são analisadas as inovações apresentadas. É importante mencionar que as mudanças
4 Segmentação Este capítulo apresenta primeiramente o algoritmo proposto para a segmentação do áudio em detalhes. Em seguida, são analisadas as inovações apresentadas. É importante mencionar que as mudanças
ESTUDO COMPARATIVO ENTRE AS PLATAFORMAS ARDUINO E PIC
 ESTUDO COMPARATIVO ENTRE AS PLATAFORMAS ARDUINO E PIC Tiago Menezes Xavier de Souza¹, Igor dos Passos Granado¹, Wyllian Fressatti¹ ¹Universidade Paranaense (UNIPAR) Paranavaí- PR- Brasil tiago_x666@hotmail.com,
ESTUDO COMPARATIVO ENTRE AS PLATAFORMAS ARDUINO E PIC Tiago Menezes Xavier de Souza¹, Igor dos Passos Granado¹, Wyllian Fressatti¹ ¹Universidade Paranaense (UNIPAR) Paranavaí- PR- Brasil tiago_x666@hotmail.com,
Proposta de Trabalho para a Disciplina de Introdução à Engenharia de Computação PESQUISADOR DE ENERGIA
 UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA E INSTITUTO DE INFOMÁTICA ENGENHARIA DE COMPUTAÇÃO INTRODUÇÃO À ENGENHARIA DE COMPUTAÇÃO Bruno Silva Guedes Cartão: 159033 Proposta de Trabalho
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA E INSTITUTO DE INFOMÁTICA ENGENHARIA DE COMPUTAÇÃO INTRODUÇÃO À ENGENHARIA DE COMPUTAÇÃO Bruno Silva Guedes Cartão: 159033 Proposta de Trabalho
Simulação Computacional de Sistemas, ou simplesmente Simulação
 Simulação Computacional de Sistemas, ou simplesmente Simulação Utilização de métodos matemáticos & estatísticos em programas computacionais visando imitar o comportamento de algum processo do mundo real.
Simulação Computacional de Sistemas, ou simplesmente Simulação Utilização de métodos matemáticos & estatísticos em programas computacionais visando imitar o comportamento de algum processo do mundo real.
PLANEJAMENTO EXPERIMENTAL
 PLANEJAMENTO EXPERIMENTAL Técnicas de Pesquisas Experimentais LUIS HENRIQUE STOCCO MARCIO TENÓRIO SANDRA MARCHI Introdução O Planejamento de Experimentos (Design of Experiments, DoE), técnica utilizada
PLANEJAMENTO EXPERIMENTAL Técnicas de Pesquisas Experimentais LUIS HENRIQUE STOCCO MARCIO TENÓRIO SANDRA MARCHI Introdução O Planejamento de Experimentos (Design of Experiments, DoE), técnica utilizada
RELATÓRIO DE ANÁLISE DO COMPORTAMENTO
 CENTRO UNIVERSITÁRIO ANHANGUERA DE SANTO ANDRÉ Ana Paula Sampaio Valera Damaris Lima de Oliveira.. RELATÓRIO DE ANÁLISE DO COMPORTAMENTO Santo André Novembro/2011 CENTRO UNIVERSITÁRIO ANHANGUERA DE SANTO
CENTRO UNIVERSITÁRIO ANHANGUERA DE SANTO ANDRÉ Ana Paula Sampaio Valera Damaris Lima de Oliveira.. RELATÓRIO DE ANÁLISE DO COMPORTAMENTO Santo André Novembro/2011 CENTRO UNIVERSITÁRIO ANHANGUERA DE SANTO
Importância da normalização para as Micro e Pequenas Empresas 1. Normas só são importantes para as grandes empresas...
 APRESENTAÇÃO O incremento da competitividade é um fator decisivo para a maior inserção das Micro e Pequenas Empresas (MPE), em mercados externos cada vez mais globalizados. Internamente, as MPE estão inseridas
APRESENTAÇÃO O incremento da competitividade é um fator decisivo para a maior inserção das Micro e Pequenas Empresas (MPE), em mercados externos cada vez mais globalizados. Internamente, as MPE estão inseridas
Os caracteres de escrita
 III. Caracteres de Escrita Os caracteres de escrita ou letras técnicas são utilizadas em desenhos técnicos pelo simples fato de proporcionarem maior uniformidade e tornarem mais fácil a leitura. Se uma
III. Caracteres de Escrita Os caracteres de escrita ou letras técnicas são utilizadas em desenhos técnicos pelo simples fato de proporcionarem maior uniformidade e tornarem mais fácil a leitura. Se uma
Protocolo em Rampa Manual de Referência Rápida
 Protocolo em Rampa Manual de Referência Rápida 1 O que é o Protocolo em Rampa O protocolo em rampa é um protocolo para testes de esforço que não possui estágios. Nele o incremento da carga se dá de maneira
Protocolo em Rampa Manual de Referência Rápida 1 O que é o Protocolo em Rampa O protocolo em rampa é um protocolo para testes de esforço que não possui estágios. Nele o incremento da carga se dá de maneira
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL
 REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
Casos de teste semânticos. Casos de teste valorados. Determinar resultados esperados. Gerar script de teste automatizado.
 1 Introdução Testes são importantes técnicas de controle da qualidade do software. Entretanto, testes tendem a ser pouco eficazes devido à inadequação das ferramentas de teste existentes [NIST, 2002].
1 Introdução Testes são importantes técnicas de controle da qualidade do software. Entretanto, testes tendem a ser pouco eficazes devido à inadequação das ferramentas de teste existentes [NIST, 2002].
Projeto de Sistemas I
 Instituto Federal de Educação, Ciência e Tecnologia de São Paulo Projeto de Sistemas I Professora: Kelly de Paula Cunha E-mail:kellypcsoares@ifsp.edu.br Requisitos: base para todo projeto, definindo o
Instituto Federal de Educação, Ciência e Tecnologia de São Paulo Projeto de Sistemas I Professora: Kelly de Paula Cunha E-mail:kellypcsoares@ifsp.edu.br Requisitos: base para todo projeto, definindo o
Busca Estocástica Baseada em Planejamento para Maximizar Metas em Jogos de RTS
 Busca Estocástica Baseada em Planejamento para Maximizar Metas em Jogos de RTS Autor:Thiago França Naves 1, Orientador: Carlos Roberto Lopes 1 1 Programa de Pós-Graduação em Ciência da Computação Universidade
Busca Estocástica Baseada em Planejamento para Maximizar Metas em Jogos de RTS Autor:Thiago França Naves 1, Orientador: Carlos Roberto Lopes 1 1 Programa de Pós-Graduação em Ciência da Computação Universidade
GARANTIA DA QUALIDADE DE SOFTWARE
 GARANTIA DA QUALIDADE DE SOFTWARE Fonte: http://www.testexpert.com.br/?q=node/669 1 GARANTIA DA QUALIDADE DE SOFTWARE Segundo a NBR ISO 9000:2005, qualidade é o grau no qual um conjunto de características
GARANTIA DA QUALIDADE DE SOFTWARE Fonte: http://www.testexpert.com.br/?q=node/669 1 GARANTIA DA QUALIDADE DE SOFTWARE Segundo a NBR ISO 9000:2005, qualidade é o grau no qual um conjunto de características
2. Representação Numérica
 2. Representação Numérica 2.1 Introdução A fim se realizarmos de maneira prática qualquer operação com números, nós precisamos representa-los em uma determinada base numérica. O que isso significa? Vamos
2. Representação Numérica 2.1 Introdução A fim se realizarmos de maneira prática qualquer operação com números, nós precisamos representa-los em uma determinada base numérica. O que isso significa? Vamos
Sistemas de Gerenciamento do Relacionamento com o Cliente (Customer Relationship Management CRM)
") CRM Definição De um modo muito resumido, pode definir-se CRM como sendo uma estratégia de negócio que visa identificar, fazer crescer, e manter um relacionamento lucrativo e de longo prazo com os clientes.
CRM Definição De um modo muito resumido, pode definir-se CRM como sendo uma estratégia de negócio que visa identificar, fazer crescer, e manter um relacionamento lucrativo e de longo prazo com os clientes.
Ivan Guilhon Mitoso Rocha. As grandezas fundamentais que serão adotadas por nós daqui em frente:
 Rumo ao ITA Física Análise Dimensional Ivan Guilhon Mitoso Rocha A análise dimensional é um assunto básico que estuda as grandezas físicas em geral, com respeito a suas unidades de medida. Como as grandezas
Rumo ao ITA Física Análise Dimensional Ivan Guilhon Mitoso Rocha A análise dimensional é um assunto básico que estuda as grandezas físicas em geral, com respeito a suas unidades de medida. Como as grandezas
Título do Case: Desafio de obter a confiança na EJ: Análise de Custos para Grande Empresa. Categoria: Projeto Externo
 Título do Case: Desafio de obter a confiança na EJ: Análise de Custos para Grande Empresa. Categoria: Projeto Externo Resumo: Uma detalhada análise dos custos incorridos num processo produtivo é de fundamental
Título do Case: Desafio de obter a confiança na EJ: Análise de Custos para Grande Empresa. Categoria: Projeto Externo Resumo: Uma detalhada análise dos custos incorridos num processo produtivo é de fundamental
Extração de Requisitos
 Extração de Requisitos Extração de requisitos é o processo de transformação das idéias que estão na mente dos usuários (a entrada) em um documento formal (saída). Pode se entender também como o processo
Extração de Requisitos Extração de requisitos é o processo de transformação das idéias que estão na mente dos usuários (a entrada) em um documento formal (saída). Pode se entender também como o processo
Aplicação do algoritmo genético na otimização da produção em indústrias de açúcar e álcool
 Aplicação do algoritmo genético na otimização da produção em indústrias de açúcar e álcool Lucélia Costa Oliveira¹; Mário Luiz Viana Alvarenga² ¹ Aluna do curso de Engenharia de Produção e bolsista do
Aplicação do algoritmo genético na otimização da produção em indústrias de açúcar e álcool Lucélia Costa Oliveira¹; Mário Luiz Viana Alvarenga² ¹ Aluna do curso de Engenharia de Produção e bolsista do
AISI 420 Tratamento Térmico e Propriedades. InTec 012. 1. Introdução
 1. Introdução Este texto tem por objetivo discutir importantes aspectos da seleção de temperaturas de têmpera e revenimento das diferentes marcas para o aço AISI 420 em função das propriedades mecânicas
1. Introdução Este texto tem por objetivo discutir importantes aspectos da seleção de temperaturas de têmpera e revenimento das diferentes marcas para o aço AISI 420 em função das propriedades mecânicas
Como escrever um bom RELATÓRIO
 Como escrever um bom RELATÓRIO Mas o que é uma EXPERIÊNCIA? e um RELATÓRIO? Profa. Ewa W. Cybulska Profa. Márcia R. D. Rodrigues Experiência Relatório Pergunta à Natureza e a procura da Resposta Divulgação
Como escrever um bom RELATÓRIO Mas o que é uma EXPERIÊNCIA? e um RELATÓRIO? Profa. Ewa W. Cybulska Profa. Márcia R. D. Rodrigues Experiência Relatório Pergunta à Natureza e a procura da Resposta Divulgação
Na medida em que se cria um produto, o sistema de software, que será usado e mantido, nos aproximamos da engenharia.
 1 Introdução aos Sistemas de Informação 2002 Aula 4 - Desenvolvimento de software e seus paradigmas Paradigmas de Desenvolvimento de Software Pode-se considerar 3 tipos de paradigmas que norteiam a atividade
1 Introdução aos Sistemas de Informação 2002 Aula 4 - Desenvolvimento de software e seus paradigmas Paradigmas de Desenvolvimento de Software Pode-se considerar 3 tipos de paradigmas que norteiam a atividade
Tecnologias CAx na Manufatura. Valter Vander de Oliveira Disciplina: Sistemas Industriais
 Tecnologias CAx na Manufatura Valter Vander de Oliveira Disciplina: Sistemas Industriais Tecnologias CAx Conteúdo: Conceito de tecnologia CAx Evolução das tecnologias CAx Sistemas CAD/CAE/CAPP/CAM/CAI
Tecnologias CAx na Manufatura Valter Vander de Oliveira Disciplina: Sistemas Industriais Tecnologias CAx Conteúdo: Conceito de tecnologia CAx Evolução das tecnologias CAx Sistemas CAD/CAE/CAPP/CAM/CAI
Engenharia de Controle: Sensores. P rof. M sc. M arcelo A. de O liveira
 Engenharia de Controle: Sensores P rof. M sc. M arcelo A. de O liveira 1) Defina sensor, transdutor e transmissor. 2) Mostre as diferenças entre sensores digitais e analógicos. 3) Explique o funcionamento
Engenharia de Controle: Sensores P rof. M sc. M arcelo A. de O liveira 1) Defina sensor, transdutor e transmissor. 2) Mostre as diferenças entre sensores digitais e analógicos. 3) Explique o funcionamento
4 passos para uma Gestão Financeira Eficiente
 4 passos para uma Gestão Financeira Eficiente Saiba como melhorar a gestão financeira da sua empresa e manter o fluxo de caixa sob controle Ciclo Financeiro Introdução Uma boa gestão financeira é um dos
4 passos para uma Gestão Financeira Eficiente Saiba como melhorar a gestão financeira da sua empresa e manter o fluxo de caixa sob controle Ciclo Financeiro Introdução Uma boa gestão financeira é um dos
Principais funções de movimento em analisadores médicos.
 Movimento em analisadores médicos Menor, mais rápido, mais forte. Como os motores em miniatura estão ajudando os equipamentos de diagnóstico a avançar. Os diagnósticos médicos fazem parte da vida cotidiana
Movimento em analisadores médicos Menor, mais rápido, mais forte. Como os motores em miniatura estão ajudando os equipamentos de diagnóstico a avançar. Os diagnósticos médicos fazem parte da vida cotidiana
7. Análise e comparação dos programas VMI nas empresas XYZ e DEF
 7. Análise e comparação dos programas VMI nas empresas XYZ e DEF Nos capítulos anteriores foi abordada a implementação do programa VMI na Empresa XYZ, bem como suas características, vantagens e benefícios,
7. Análise e comparação dos programas VMI nas empresas XYZ e DEF Nos capítulos anteriores foi abordada a implementação do programa VMI na Empresa XYZ, bem como suas características, vantagens e benefícios,
UM CONCEITO FUNDAMENTAL: PATRIMÔNIO LÍQUIDO FINANCEIRO. Prof. Alvaro Guimarães de Oliveira Rio, 07/09/2014.
 UM CONCEITO FUNDAMENTAL: PATRIMÔNIO LÍQUIDO FINANCEIRO Prof. Alvaro Guimarães de Oliveira Rio, 07/09/2014. Tanto as pessoas físicas quanto as jurídicas têm patrimônio, que nada mais é do que o conjunto
UM CONCEITO FUNDAMENTAL: PATRIMÔNIO LÍQUIDO FINANCEIRO Prof. Alvaro Guimarães de Oliveira Rio, 07/09/2014. Tanto as pessoas físicas quanto as jurídicas têm patrimônio, que nada mais é do que o conjunto
QUALIDADE Noções iniciais
 Este segmento do curso é baseado no livro: JURAN, J.M. A qualidade desde o projeto. São Paulo: Thomson, 1992. QUALIDADE Noções iniciais Questões de qualidade e gerenciamento de qualidade são preocupações
Este segmento do curso é baseado no livro: JURAN, J.M. A qualidade desde o projeto. São Paulo: Thomson, 1992. QUALIDADE Noções iniciais Questões de qualidade e gerenciamento de qualidade são preocupações
NECESSIDADE DE CAPITAL DE GIRO E OS PRAZOS DE ROTAÇÃO Samuel Leite Castelo Universidade Estadual do Ceará - UECE
 Resumo: NECESSIDADE DE CAPITAL DE GIRO E OS PRAZOS DE ROTAÇÃO Samuel Leite Castelo Universidade Estadual do Ceará - UECE O artigo trata sobre a estratégia financeira de curto prazo (a necessidade de capital
Resumo: NECESSIDADE DE CAPITAL DE GIRO E OS PRAZOS DE ROTAÇÃO Samuel Leite Castelo Universidade Estadual do Ceará - UECE O artigo trata sobre a estratégia financeira de curto prazo (a necessidade de capital
FMEA - Análise do Tipo e Efeito de Falha. José Carlos de Toledo Daniel Capaldo Amaral GEPEQ Grupo de Estudos e Pesquisa em Qualidade DEP - UFSCar
 FMEA - Análise do Tipo e Efeito de Falha José Carlos de Toledo Daniel Capaldo Amaral GEPEQ Grupo de Estudos e Pesquisa em Qualidade DEP - UFSCar FMEA - Análise do Tipo e Efeito de Falha 1 1 Introdução
FMEA - Análise do Tipo e Efeito de Falha José Carlos de Toledo Daniel Capaldo Amaral GEPEQ Grupo de Estudos e Pesquisa em Qualidade DEP - UFSCar FMEA - Análise do Tipo e Efeito de Falha 1 1 Introdução
ENQUALAB 2013 QUALIDADE & CONFIABILIDADE NA METROLOGIA AUTOMOTIVA. Elaboração em planos de Calibração Interna na Indústria Automotiva
 ENQUALAB 2013 QUALIDADE & CONFIABILIDADE NA METROLOGIA AUTOMOTIVA Elaboração em planos de Calibração Interna na Indústria Automotiva Joel Alves da Silva, Diretor Técnico JAS-METRO Soluções e Treinamentos
ENQUALAB 2013 QUALIDADE & CONFIABILIDADE NA METROLOGIA AUTOMOTIVA Elaboração em planos de Calibração Interna na Indústria Automotiva Joel Alves da Silva, Diretor Técnico JAS-METRO Soluções e Treinamentos
MRP MRP. Módulo 5 MRP e JIT. Demanda de produtos e serviços. Fornecimento de produtos e serviços
 Módulo 5 MRP e JIT Adm Prod II 1 MRP Fornecimento de produtos e serviços Recursos de produção MRP Decisão de quantidade e momento do fluxo de materiais em condições de demanda dependente Demanda de produtos
Módulo 5 MRP e JIT Adm Prod II 1 MRP Fornecimento de produtos e serviços Recursos de produção MRP Decisão de quantidade e momento do fluxo de materiais em condições de demanda dependente Demanda de produtos