INSTITUTO MILITAR DE ENGENHARIA. Cap ANDRÉ LUIZ PINTO ENGENHARIA DE CONTORNO DE GRÃO EM LIGAS METÁLICAS CFC
|
|
|
- Teresa Jardim Andrade
- 6 Há anos
- Visualizações:
Transcrição
1 INSTITUTO MILITAR DE ENGENHARIA Cap ANDRÉ LUIZ PINTO ENGENHARIA DE CONTORNO DE GRÃO EM LIGAS METÁLICAS CFC Tese de Doutorado apresentada ao Curso de Doutorado em Ciência dos Materiais do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Doutor em Ciências em Ciência dos Materiais. Orientador: Prof. Carlos Sérgio da Costa Viana Ph.D. Co-orientador: Prof. Luiz Henrique de Almeida D.Sc. Rio de Janeiro 2004
2 c2004 INSTITUTO MILITAR DE ENGENHARIA Praça General Tibúrcio, 80 Praia Vermelha Rio de Janeiro - RJ CEP: Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá incluílo em base de dados, armazenar em computador, microfilmar ou adotar qualquer forma de arquivamento. É permitida a menção, reprodução parcial ou integral e a transmissão entre bibliotecas deste trabalho, sem modificação de seu texto, em qualquer meio que esteja ou venha a ser fixado, para pesquisa acadêmica, comentários e citações, desde que sem finalidade comercial e que seja feita a referência bibliográfica completa. Os conceitos expressos neste trabalho são de responsabilidade do(s) autor(es) e do(s) orientador(es) Pinto, André Luiz P659l Engenharia de contorno de grão em ligas metálicas CFC / André Luiz Pinto - Rio de Janeiro: Instituto Militar de Engenharia, f. : il., graf., tab. Tese (doutorado) - Instituto Militar de Engenharia Rio de Janeiro, Metalurgia 2. Ligas (metalurgia) Tratamento Térmico 3. Fluência. I. Pinto, André Luiz. II. IME. III. Título. CDD:
3 INSTITUTO MILITAR DE ENGENHARIA ANDRÉ LUIZ PINTO ENGENHARIA DE CONTORNO DE GRÃO EM LIGAS METÁLICAS CFC Tese de Doutorado apresentada ao Curso de Doutorado em Ciência dos Materiais do Instituto Militar de Engenharia. Orientador: Prof. Carlos Sérgio da Costa Viana Ph.D. Co-orientador: Prof. Luiz Henrique de Almeida D.Sc. Aprovada em 13 de maio de 2004 pela seguinte Banca Examinadora: Prof. Carlos Sérgio da Costa Viana Ph.D. do IME - Presidente Prof. Luiz Henrique de Almeida D.Sc. da COPPE Prof. Luiz Paulo Mendonça Brandão D.Sc. do IME Prof. Hugo Ricardo Zschommler Sandim D.C. da FAENQUIL Prof. Ronaldo Barbosa Ph.D. da UFMG Rio de Janeiro
4 Ao Instituto Militar de Engenharia, casa da Engenharia na América do Sul, alicerce de toda minha formação. 4
5 Agradecimentos A Deus, em primeiro lugar, por ter escondido os mistérios no mundo, possibilitando ao ser humano uma fantástica jornada em busca da sabedoria. À minha esposa Fabiana, pela paciência, dedicação, amor e alegria nos momentos cruciais. Aos meus pais, Marlene e Luiz, pelo amor incondicional que me proporcionaram ao longo de toda a vida. A todos os amigos, espelhos sem os quais nunca é possível saber ao certo se o caminho trilhado é virtuoso. Em especial agradeço àqueles que venha a esquecer de citar nominalmente; a estes peço um gesto a mais de bondade ao perdoar tal falta. Aos meus orientadores, Carlos Sérgio da Costa Viana e Luiz Henrique de Almeida, ambos paradigmas pessoais do que realmente significa ser professor e engenheiro. Ao Professor Hugo Ricardo Zschommler Sandim, exemplo de meticulosidade e dedicação à engenharia, sem o qual alguns processamentos termomecânicos não teriam sido possíveis. À Professora Leila e ao Professor Carlos Luiz, referências em sua dedicação ao IME e no bom equilíbrio entre trabalho e vida familiar. À aluna Elaine, pelo bom humor constante e pelas inúmeras vezes que cedeu o seu horário de trabalho à finalização das análises deste trabalho. À aluna Sheyla e ao Técnico Joel, pelas diversas vezes em que ajudaram na preparação de amostras. Aos Tenentes Marcelo e Lúcio, os quais, como valorosos alunos de Iniciação Científica, contribuíram para o desenvolvimento deste trabalho. À Tenente Viviane, que nos momentos finais foi indispensável à conclusão desta tese com sua infinita solicitude. Ao Engenheiro Maurício, formado pela UFRJ no período desta Tese, cujo Projeto de Fim de Curso foi indispensável à viabilidade da realização dos ensaios de fluência. A todos os meus alunos, sem os quais é impossível saber se o trabalho realizado na árdua tarefa de educar possui alguma qualidade. 5
6 O maior apetite do homem é Desejar ser. Se os olhos vêem Com amor o que não é, tem que ser. PADRE ANTÔNIO VIEIRA 6
7 SUMÁRIO LISTA DE FIGURAS...10 LISTA DE TABELAS...20 LISTA DE SÍMBOLOS...21 LISTA DE SIGLAS INTRODUÇÃO REVISÃO BIBLIOGRÁFICA Estrutura do Contorno de Grão Propriedades Especiais de Contornos CSL Distribuição de Pontos Triplos Tratamentos Termomecânicos para Alteração do Perfil de Distribuição de Contornos de Grão Mecanismos Envolvidos nos Tratamentos para Aumentar a Quantidade de Contornos CSL Propriedades de Materiais com Grande Quantidade de Contornos CSL Fluência Micromecanismos de Fluência no Estágio Secundário Micromecanismos de Fluência no Estágio Terciário
8 3 PROCEDIMENTOS EXPERIMENTAIS Latão-α Chumbo Inconel Inconel Observação em MEV-EBSD Ensaios Acelerados de Fluência RESULTADOS Latão-α Chumbo Inconel Inconel Microestrutura Ensaios Acelerados de Fluência DISCUSSÃO Latão-α Chumbo Inconel Inconel Mecanismos Envolvidos na Engenharia de Contorno de Grão
9 6 CONCLUSÕES REFERÊNCIAS BIBLIOGRÁFICAS
10 LISTA DE FIGURAS FIG (a) Desenho esquemático de um contorno simétrico de rotação resultante do empilhamento de discordâncias. (b) Desenho esquemático de um contorno assimétrico de discordâncias. (b) Desenho esquemático de um contorno de torção READ (1953) FIG (a) CG de baixo ângulo em NiO; (b) Subgrão de torção em Al (escala de 0,25 μm) (HULL, 1965) FIG Representação genérica de um contorno de grão FIG Contorno de Σ=5 formado a partir de duas redes cúbicas rodadas de 36,9o em torno do eixo <001>. Os círculos negros denotam os sítios de coincidência entre as redes branca e cinza (HUMPHREYS e HATHERLY, 1995) FIG Contorno CSL (Σ=5) em TiO 2 (WILLIAMS e CARTER, 1996) FIG Acomodação de um contorno Σ11 feita por discordâncias intrínsecas (BRANDON,1966) FIG Acomodação da inclinação de um contorno Σ11 por discordâncias intrínsecas (BRANDON,1966) FIG (a) Discordâncias intrínsecas apontadas por setas em um contorno Σ13. (b) Espaçamento entre discordâncias em função da desorientação entre dois cristais de ouro (BALLUFFI et al., 1972) FIG Eixos de desorientação para CSL com Σ 19 entre grãos vizinhos, mostrando a tolerância na qual a coincidência é mantida segundo o critério de Brandon (1966) FIG Freqüência de cada desorientação em uma amostra sem textura (MORAWIEC et al., 1993) FIG Possíveis interstícios entre átomos em redes bidimensionais: (a) triângulos; (b) quadriláteros e (c) pentágonos (ASHBY et al., 1978) FIG Interstícios triangulares, quadrangulares e pentagonais em contornos bidimensionais entre redes com espaçamento triangular. Seqüência de empacotamento no contorno com períodos de: (a) (5, 3, 5, 4, 3), (b) (5, 3, 5, 3), (c) (5, 3, 4) e (d) infinito (ASHBY et al., 1978) FIG Interstícios triangulares, quadrangulares e pentagonais em contornos bidimensionais entre redes com espaçamento quadrangular. Seqüência de empacotamento no contorno com períodos de: (a) (5, 4, 3, 5, 3), (b) (5, 3, 5, 3), (c) (5, 3, 4) e (d) infinito (ASHBY et al., 1978) FIG Poliedros básicos para a descrição de interstícios formados em contornos de grão (POND et al., 1978b) FIG Foto sobreposta ao arranjo esquemático dos principais interstícios entre átomos obtido com borracha fundida em um modelo de esferas de aço (ASHBY et al., 1978) FIG (a) Representação esquemática bidimensional dos diferentes tipos de poliedros observados na simulações de contornos CFC. (b) Contorno simétrico Σ3 de rotação em torno do eixo [110], (b) Contorno assimétrico Σ3 de rotação em torno do eixo [110] (ASHBY et al., 1978 e POND e VITEK, 1977)
11 FIG (a) Contorno simétrico Σ5 de rotação em torno do eixo [100] e (b) contorno assimétrico Σ5 de rotação em torno do eixo [100] (ASHBY et al., 1978) FIG (a) Contorno simétrico Σ17 de rotação em torno do eixo [100] e (b) contorno simétrico Σ25 de rotação em torno do eixo [100] (ASHBY et al., 1978) FIG Contorno de grão Σ5 observado em Au (CFC) com uma estrutura de interstícios semelhante à mostrada na figura anterior (KRAKOV, 1991) FIG Energia medida do contorno de grão x Ângulo de inclinação entre grãos vizinhos (HASSON, 1972) FIG Energia do contorno de grão x Diferença de inclinação entre grãos vizinhos com e sem segregação de soluto (PALUMBO e AUST, 1995) FIG Empilhamento de discordâncias extrínsecas em um contorno de grão observado em CuTi (HORTON et al., 1984) FIG Dureza do latão em função da área de contornos de grão e contornos de macla (RANDLE, 1999) FIG Representação esquemática da dissociação de uma discordância de vetor de Burgers a/2[1-1 0] num contorno Σ5 na seqüência (a), (b) e (c) (POND e SMITH, 1977) FIG Relação entre a proporção de contornos Σ3 n e pontos triplos especiais em latão e cobre (DAVIES, 2002) FIG Representação esquemática das mudanças na energia livre associada a formação de uma macla A' em um grão A em crescimento. Os contornos de alta energia são representados por linhas mais grossas (FULLMAN e FISHER, 1951) FIG Representação esquemática do desaparecimento do contorno de grão AC e surgimento do contorno DB levando ao surgimento da macla B' (FULLMAN e FISHER, 1951) FIG Representação esquemática da macla formada próximo a um ponto triplo quando um contorno de grão em movimento encontra uma macla pré-existente (FULLMAN e FISHER, 1951) FIG Representação esquemática da possível influência de uma macla na migração de um contorno de grão. A associação das maclas A' e B' pode retardar a migração do contorno de grão A/B (FULLMAN e FISHER, 1951) FIG Representação esquemática da formação de um contorno incoerente de macla após a formação de uma macla próximo a um ponto triplo (FULLMAN e FISHER, 1951) FIG Representação esquemática da dissociação de uma macla do contorno de grão, levando à formação de um contorno incoerente de macla (FULLMAN e FISHER, 1951) FIG Modelo para a geração de contornos Sigma 3 durante e logo após a recristalização a partir do encontro entre dois grãos vizinhos maclados (RANDLE, 1999) FIG Exemplo de grão recristalizado com baixa densidade de discordâncias avançando sobre uma região deformada em Inconel 600 (KUMAR et al., 2002) FIG (a) e (b) imagem de MET de contornos de grão esquematizados em (c) observados em Inconel 600 (KUMAR et al., 2002)
12 FIG Micrografias de MEV mostrando a dependência da estrutura do contorno na morfologia da corrosão em Ni-0,3S em potenciais de (a) 1225 mv, (b) 1200 mv, (c) 1175 mv e (d) 1150mV (CRAWFORD e PALUMBO, 1992) FIG Ataque intergranular da liga Inconel 600 através do teste G28 em função da percentagem de contornos especiais para amostras solubilizadas e sensitizadas (PALUMBO et al., 1998b) FIG Profundidade máxima de trincas intergranulares como função da percentagem de contornos especiais CSL. Dados obtidos em Inconel 600 (Ni15Cr10Fe) sob a forma de anéis em C com deformação nominal de 0,5% e 3.000h de exposição a 10% de NaOH a 350 o C (LIN et al., 1995) FIG Micrografias ópticas da seção transversal da liga Inconel 800 sensitizada (600 o C por 1 h) e exposta às condições da ASTM G28 por 120h. (a) Material convencional com 44% de contornos CSL e (b) material com 83% de contornos CSL (PALUMBO et al., 1998b) FIG Micrografias de MEV demonstrando a interrupção do caminho das trincas por contornos CSL em amostras submetidas à corrosão sob tensão a 360 o C (ALEXANDREANU et al., 2001) FIG Variação da probabilidade de ocorrência de descolamento de grão em função da fração de contornos CSL em profundidades entre 1 e 4 diâmetros de grão LEHOCKEY et al. (1997) FIG Profundidade média de ataque como função da quantidade de contornos CSL (LEHOCKEY, et al., 1997) FIG Comparação entre o modelo de descolamento de grão e resultados experimentais para diferentes percentagens de contornos CSL (LEHOCKEY et al., 1997) FIG Efeito do grau de redução em laminação (0-60%) na percentagem de contornos CSL alcançada ao final dos tratamentos e engenharia de contorno de grão (SHIMADA et al., 2002) FIG Distribuição da característica de contorno de grão próximo à superfície com uma camada de elevada percentagem de contornos CSL no aço AISI 304 deformado 5% e recozido a 1200K por 48h (SHIMADA et al., 2002) FIG Macla interceptando um contorno randômico e transformando o segmento entre os seus contornos em (a) um contorno Σ9 e em (b) um contorno Σ29 (SHIMADA et al., 2002) FIG Diagrama esquemático mostrando a interrupção de uma trinca de corrosão intergranular por segmentos de contornos CSL (SHIMADA et al., 2002) FIG Redes positivas de baterias ácidas de chumbo de uma liga Pb-Ca-Sn-Ag submetida a 40 ciclos de carga e descarga (1-1,781V em corrente contínua) em H 2 SO 4 a 70 o C. (a) tratamento convencional e (b) tratamento proprietário (LEHOCKEY et al., 1999) FIG Curvas de fluência de Ni puro fundido e processado para elevar a fração de contornos especiais do tipo CSL (Sf) (LEHOCKEY et al., 1997) FIG Curvas de fluência da liga V-57 a 62 MPa e 800 o C na condição como recebida (21% dos contornos CSL) e processado (65% de contornos CSL) (PALUMBO et al., 1998b) FIG Comparação entre a taxa mínima de fluência do aço AISI 304L obtida pelo trabalho de Spigarelli et al. (2003) e os valores relatados na literatura
13 FIG Representação esquemática de um processo de fratura dependente da estrutura do contorno de grão em um policristal. O caminho A combinou processos intergranulares e transgranulares, enquanto que o caminho B foi exclusivamente intergranular (WATANABE e TSUREKAWA, 1999) FIG Curvas Tensão-Deformação para Mo com (a) 10% e (b) 54% de contornos CSL (WATANABE et al., 1999) FIG Tensão de ruptura x Percentagem de contornos CSL para Mo policristalino a 77K (WATANABE e TSUREKAWA, 1999) FIG Micrografia ótica mostrando o percurso da superfície de fratura em Mo com (a) 10% e (b) 54% de contornos CSL (WATANABE e TSUREKAWA, 1999) FIG Curvas Tensão x Deformação para diferentes tratamentos aplicados a Ni 3 Al policristalino livre de B. R indica a percentagem de contornos randômicos (WATANABE e TSUREKAWA, 1999) FIG Curvas Tensão x Deformação para os Tipos (a) A e (b) B de tratamentos termomecânicos realizados em uma liga Al-Li (WATANABE e TSUREKAWA, 1999) FIG Curvas de relaxamento de carga em deslocamento fixo a 650 o C em ar de amostras como recebidas, AR, e processadas termomecanicamente, TMP (KRUPP et al., 2003) FIG Taxa de Propagação da Trinca x Fator de Concentração de Tensão para a liga Inconel 718 como recebida, AR, e processada termomecanicamente, TMP (KRUPP et al., 2003) FIG Superfície de fratura de Inconel 718 mostrando sinais de trincamento induzido por oxigênio entre área ainda íntegras estrutura (KRUPP et al., 2003) FIG Micrografia óptica mostrando a morfologia das trincas surgidas durante o embutimento profundo (LEHOCKEY et al., 1998) FIG Histograma da percentagem relativa de contornos randômicos e contornos CSL trincados (LEHOCKEY et al., 1998) FIG Desenho esquemático da fluência por difusão com o percurso das lacunas indicado pelas linhas tracejadas (LE MAY, 1981) FIG Mapa de deformação em fluência de ASHBY (1972) FIG Microvazio em ponto tríplice crescendo sob tensão trativa (ASHBY, 1972) FIG Micrografia ótica da placa de latão-α com microestrutura dendrítica utilizada FIG Esquema geral de uma bateria automotiva FIG Superfície de um fragmento da rede de sustentação de uma bateria incapaz de ser recarregada. Aumentos de (a) 400x e (b) 2.000x FIG Microestrutura da grade de chumbo ao microscópio ótico FIG Espectro de EDS da grade de liga de chumbo utilizada como matériaprima neste trabalho FIG Microestrutura dendrítica inicial da liga Inconel 625 mostrada em (a) uma micrografia óptica (b) e em uma imagem obtida no MEV FIG Espectro de EDS da Liga Inconel FIG (a) Micrografia obtida em microscópio ótico do material no estado fundido, mostrando os precipitados presentes no contorno das dendritas e irregularmente dispersos no seu interior. (b) Detalhe da micrografia anterior
14 FIG Espectro de EDS de uma região observada em baixo aumento no MEV FIG Espectro de EDS dos precipitados interdendríticos FIG Espectro de EDS dos precipitados finamente dispersos pela matriz FIG Microscópio Eletrônico de Varredura Jeol JSM 5800-LV equipado com EDS e acessório de EBSD FIG Padrão de Kikuchi (a) como coletado pela câmera e (b) após identificação com a indicação dos eixos de zona responsáveis pelos pólos presentes FIG Esquema geral do acessório de EBSD (PAREDES, 1999) FIG Representação esquemática da realização da análise de EBSD em um campo de uma amostra policristalina FIG (a) Imagem de elétrons secundários de uma região onde foi realizada análise de EBSD. (b) mapa de qualidade da região apresentada em (a) com os contornos de grão realçados em preto e os contornos CSL realçados em vermelho FIG (a) Mapa de orientação de latão como coletado. (b) Mapa de orientação de (a) após a realização do procedimento de limpeza. (c) Figura de pólo inversa de referência para (a) e (b) FIG (a) Figura de pólo direta para cobre deformado e recristalizado; (b) função de distribuição de orientação cristalina do mesmo material FIG Corpo de prova utilizado nos ensaios de fluência acelerados (dimensões em mm) FIG Máquina de ensaio de fluência utilizada para realizar os ensaios acelerados de fluência FIG Sistema de controle automático dos fornos de ensaios de fluência FIG Sistema de monitoramento e captura contínua de dados (Field logger) FIG Monitoramento do ensaio de fluência acelerado de um corpo de prova de Inconel 600 na condição ECGA FIG (a) Microestrutura obtida no MEV de latão-α como recebido (CR) numa região onde se realizou mapeamento por EBSD. (b) Mapa de orientação obtido por EBSD. (c) Figura de pólo inversa de referência para (b) FIG (a) Microestrutura obtida no MEV de latão-α recristalizado (REC). (b) Fração de contornos CSL. (c) Mapa de índice de qualidade com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de latão-α recristalizado e deformado de 7%, amostra DEF. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG Mapas de orientação (a) e (c) e mapas de IQ (b) e (d) de outras regiões da amostra DEF, recristalizada e deformada de 7% FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGA. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB1. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos 14
15 especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG Composição de três varreduras de uma amostra submetida ao tratamento ECGB1. Mapa de índice de qualidade com os contornos especiais CSL marcados em vermelho FIG Composição de três campos de varredura de uma amostra submetida ao tratamento ECGB1. (a) Mapa de orientação. (b) Figura de pólo inversa de referência para (a) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB2. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB3. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG Varredura de EBSD realizada em uma região com finas maclas surgindo do contorno de grão de uma amostra submetida ao tratamento EGB3. (a) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação da mesma região FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB4. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de latão- α submetido ao tratamento ECGC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG Composição de quatro varreduras de uma amostra submetida ao tratamento ECGC. Mapa de índice de qualidade com os contornos especiais CSL marcados em vermelho FIG Composição de quatro varreduras de uma amostra submetida ao tratamento ECGC. (a) Mapa de orientação. (b) Figura de pólo inversa de referência para (a) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGD. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento REC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação. (c) Figura de pólo inversa de referência para (d) FIG Varredura de EBSD realizada em uma região da amostra DEF. (a) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação da mesma região FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento ECG1. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d)
16 FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento ECG2. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento ECG3. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG Espectro de EDS de um dos carbonetos precipitados durante a etapa de recristalização FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento REC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura do Inconel 625 submetido a baixa deformação após a recristalização, amostra DEF. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento ECGA. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento ECGB. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento ECGC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Micrografia obtida no MEV da microestrutura no estado deformado (ε = 40%) após alívio de tensão (1.000º C por 35 minutos). (b) Detalhe da micrografia anterior FIG Micrografias e análises de EBSD de 2 campos da amostra deformada pelo processo de forjamento rotativo (ε = 40%). (a) e (d) imagem de elétrons secundários. (b) e (e) mapa de orientação. (c) e (f) mapa de qualidade FIG Micrografias obtidas no MEV dos tratamentos realizados no Inconel 600. (a) REC, (b) ECGA1, (c) ECGA2, (d) ECGA3, (e) ECGB e (f) ECGC FIG Micrografias obtidas por MEV com maior aumento dos tratamentos realizados no Inconel 600. (a) REC, (b) ECGA1, (c) ECGA2, (d) ECGA3, (e) ECGB e (f) ECGC FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento REC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura do Inconel 600 na condição DEF. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência
17 FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGA1. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGA2. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGA3. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGB. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d) FIG Tempo de ruptura dos ensaios de fluência realizados sob tensão de 300MPa e temperatura de 550ºC. As cores refletem a análise de variância realizada: as condições iluminadas em vermelho possuem média significativamente diferente da condição REC iluminada em azul FIG Superfície de fratura obtida em fluência de CP no estado REC. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final FIG Superfície de fratura obtida em fluência de CP no estado ECGA1. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final FIG Superfície de fratura obtida em fluência de CP no estado ECGA2. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final FIG Superfície de fratura obtida em fluência de CP no estado ECGA3. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final FIG Superfície de fratura obtida em fluência de CP no estado ECGB. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final FIG Superfície de fratura obtida em fluência de CP no estado ECGC. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final
18 FIG (a) Seção longitudinal de um corpo de prova no estado ECGA2 após o ensaio de fluência. (b) Detalhe das trincas próximo à região de fratura. As setas brancas indicam o sentido de carregamento FIG Análises de EBSD das amostras ECGA1, ECGA2 e ECGA3 após o ensaio de fluência, respectivamente. (a), (d) e (g): imagem de elétrons secundários; (b), (e) e (h): mapa de qualidade; (c), (f) e (i): mapa de orientação FIG (a) Microestrutura do Inconel 600 submetido ao tratamento ECGA1 e ensaiado sob fluência. (b) Sinal de vídeo sobreposto a contornos de alto ângulo em azul e contornos CSL em vermelho. (c) Mapa de orientação. (d) Figura de pólo inversa de referência para (c) FIG (a) Microestrutura do Inconel 600 submetido ao tratamento ECGA1 e ensaiado sob fluência. (b) Sinal de vídeo sobreposto a contornos de alto ângulo em azul e contornos CSL em vermelho. (c) Mapa de orientação. (d) Figura de pólo inversa de referência para (c) FIG (a) Mapa de orientação de uma amostra de latão recristalizada e submetida à baixa deformação; encontra-se marcado por uma linha preta o percurso da curva de desorientação apresentada em (b) FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no latão-α FIG (a) Mapa de orientação de uma amostra de chumbo duplamente recristalizada e submetida à baixa deformação; encontra-se marcado por uma linha preta o percurso da curva de desorientação apresentada em (b) FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no chumbo FIG Contornos de grão de alto ângulo (preto) e contornos CSL (vermelho) de um campo da amostra de chumbo ECG3. A tolerância na classificação como contorno CSL utilizada é de (a)15º, (b) 20º e (c) 25º FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no Inconel FIG (a) Mapa de orientação de uma amostra de Inconel 625 recristalizada e submetida à baixa deformação; encontra-se marcado por uma linha preta o percurso da curva de desorientação apresentada em (b) FIG (a) Mapa de contornos em Inconel 625 submetido ao tratamento ECGC. Contornos randômicos em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. (b) Desorientação sobre perpendicular às maclas indicadas pela seta FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no Inconel FIG Contornos de grão de alto ângulo (preto) e contornos CSL (vermelho) de um campo da amostra de Inconel 600 recristalizada e submetida à baixa deformação (amostra DEF). A tolerância na classificação como contorno CSL utilizada é de (a)15º, (b) 20º e (c) 25º FIG Dois campos, (a) e (b), analisados por EBSD no Inconel 600 submetido ao tratamento ECGA1 e ensaiado sob fluência, sendo apresentado o sinal de 18
19 vídeo com os contornos de alto ângulo sobrepostos em azul e os contornos CSL em vermelho FIG Contribuição da maclagem para a distribuição de contornos CSL FIG Tratamentos ECGB4 (a e d), ECGC (b e e) e ECGD (c e f) do latão. Em (a), (b) e (c), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (d), (e) e (f), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde FIG Tratamento ECG1 do chumbo. Em (a), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (b), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde FIG Tratamento ECGC do Inconel 625. Em (a), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (b), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde FIG Tratamento ECGC do Inconel 600. Em (a), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (b), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde
20 LISTA DE TABELAS TAB Pares eixo-ângulo correspondentes aos contornos CSL até S=29 nos sistemas cúbicos (MYKURA, 1979) TAB Energia de falha de empilhamento experimental e calculada segundo o método de ligações próximas e tendência a maclar de alguns materiais CFC (BERSTEIN e TADMOR, 2004 e HUMPHREYS e HATHERLY, 1995) TAB Seqüência de laminação anterior à etapa de recristalização do latão-α.107 TAB Tratamento termomecânicos realizados no latão-α TAB Análise semi-quantitativa da composição da liga de chumbo da grade da bateria TAB Seqüência de laminação anterior à etapa de recristalização do chumbo TAB Seqüência de laminação anterior segunda recristalização do chumbo. 112 TAB Tratamento termomecânicos realizados no chumbo TAB Composição química da liga Inconel TAB Seqüência de laminação anterior à etapa de recristalização do Inconel TAB Tratamentos termomecânicos realizados na liga Inconel TAB Composição química da liga Inconel TAB Tratamento termomecânicos realizados na liga Inconel TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL em latão-α TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL no chumbo TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL no Inconel TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL em Inconel TAB Valores individuais dos ensaios acelerados de fluência TAB Tratamentos termomecânicos realizados no latão-α e diâmetro médio de grão e percentagem de contornos CSL obtidos em latão-α TAB Tratamentos termomecânicos realizados no chumbo e diâmetros médio de grão e percentagens de contornos CSL obtidos TAB Tratamentos termomecânicos realizados na liga Inconel 625 e diâmetros médio de grão e percentagens de contornos CSL obtidos TAB Tratamentos termomecânicos realizados na liga Inconel 600 e diâmetros médio de grão e percentagens de contornos CSL obtidos
21 LISTA DE SÍMBOLOS SÍMBOLOS a A o Parâmetro de rede Fração superficial inicial de cavidades no contorno de grão A a b c eq c j d D D b D v Área de ativação Vetor de Burgers Concentração de equilíbrio das lacunas Concentração de degraus nas discordâncias Tamanho de grão Coeficiente de difusão das lacunas Coeficiente de difusão através dos contornos de grão Coeficiente de autodifusão δ Δθ Espessura efetiva do contorno de grão Desvio angular permitido para classificar um contorno com determinado Σ ε Deformação de engenharia ε Derivada da deformação em relação ao tempo 21
22 gbs ε Taxa de deformação no contorno de grão ε acc Taxa de deformação por acomodação no interior dos grãos ε f Deformação para a fratura E γ Energia superficial de fratura ε n Constante relativa à nucleação S ε Taxa de deformação no estágio secundário de fluência ε o Deformação no zero absoluto F f v G γ Força de arraste causada pelos átomos de soluto Fração volumétrica de inclusões Módulo de cisalhamento Fase CFC das ligas a base de Ni γ Precipitado CFC coerente com a matriz γ do tipo Ni 3 (Al,Ti) γ h h max {hkl} Precipitado CCC coerente com a matriz do tipo Ni 3 Nb Taxa de encruamento Altura da trinca no ponto tríplice Índices de uma família de planos cristalinos {hkl}<uvw> Família de componentes de textura (hkl) (hkl)[uvw] Índices de um plano cristalográfico Componente de textura 22
23 l Espaçamento médio entre cavidades no contorno de grão J v k L Fluxo de lacunas Constante de Boltzmann Espaçamento entre obstáculos à movimentação de discordâncias n Ω r r S Coeficiente de encruamento Volume das lacunas Taxa de recuperação Espaçamento entre discordâncias σ σ i Tensão aplicada Tensão interna entre as discordâncias σ e Tensão efetiva σ max Limite de resistência à tração Σ T t Densidade volumétrica recíproca de sítios de coincidência Temperatura absoluta Tempo t γ Tempo para fratura <uvw> [uvw] Índices de uma família de direções cristalinas Índices de Miller de uma direção cristalográfica 23
24 LISTA DE SIGLAS CCC CFC CI Cúbico de Corpo Centrado Cúbico de Face Centrada Índice de confiabilidade da identificação do padrão de Kikuchi ( confidence index ) CSL DEF Coincidence Site Lattice (rede de sítios de coincidência) amostra deformada DSCL Dislocation Step Character Lattice (rede de discordâncias características associada ao contorno) EBSD Electron Backscatering Difraction (Difração de Elétrons Retroespalhados) EBSP Electron Backscatering Pattern (Padrão Resultante de Elétrons Retroespalhados) ECG Engenharia do Contorno de Grão EDS Energy Dispersive Spectroscopy (análise de energia de raios X) FIG IME IQ OFE MEV MET Figura Instituto Militar de Engenharia Índice de Qualidade do padrão de Kikuchi Oxygen Free Electrolitic (eletrolítico livre de oxigênio) Microscópio Eletrônico de Varredura Microscópio Eletrônico de Transmissão 24
25 MIO REC TCP Microscopia de Imagem por Orientação Recristalizado Topological Compact Phase (fase topologicamente compacta) 25
26 RESUMO A engenharia microestrutural busca a adequação das propriedades macroscópicas às necessidades de aplicação em engenharia através do controle das fases presentes, sua morfologia e orientação cristalográfica. A engenharia de contorno de grão constitui mais uma alternativa de projeto microestrutural através do controle da cristalografia dos contornos de grão. Em particular, tem-se utilizado a classificação de contornos especiais CSL ( coincidence site lattice ) para definir contornos de alta simetria cristalina capazes de apresentar propriedades diferenciadas em comparação com contornos randômicos. Em ligas metálicas cúbicas de face centrada, este controle microestrutural tem sido realizado principalmente através de processamentos termomecânicos que aumentem a quantidade de maclas no material. Neste trabalho, foram estudados tratamentos termomecânicos capazes de alterar a distribuição de contornos especiais de alta simetria cristalina em latão-α, liga de chumbo, Inconel 625 e Inconel 600. Optou-se por realizar tratamentos de baixa deformação e recozimento e sobre uma microestrutura recristalizada a partir de deformações intermediárias. As microestruturas obtidas foram detalhadamente analisadas por microscopia eletrônica, o que permitiu estabelecer o mecanismo de funcionamento dos tratamentos termomecânicos estudados. Os parâmetros de recristalização empregados geraram apreciável quantidade de maclas. A realização da etapa de baixa deformação, por sua vez, gerou finas maclas no interior dos grãos para acomodar a deformação imposta. Finalmente, o recozimento posterior fez com que os contornos incoerentes de macla se movimentassem, alcançando o contorno de grão oposto e eventualmente alterando também a sua cristalografia. O comportamento sob fluência da liga Inconel 600 também foi avaliado, tendo-se conseguido efetivamente aumentar a sua resistência à fluência. A análise microestrutural após os ensaios de fluência levou à constatação de que as trincas desviam dos contornos de macla, estabelecendo como objetivo dos tratamentos a serem desenvolvidos no futuro a completa quebra da continuidade dos contornos randômicos. 26
27 ABSTRACT Microstructural engineering may be defined as the effort to achieve the macroscopic properties requested by engineering applications through the control of the phases present in the microstructure, of its morphology and of its crystallographic orientation. Grain boundary engineering constitutes another alternative to microstructural projects through the control of the grain boundary crystallography. Coincidence site lattice theory has been largely used in the classification of boundaries in terms of crystal symmetry. Boundaries with low values of Σ the reciprocal of the volumetric density of coincidence sites have distinctive properties with respect to random counterparts. In face centered cubic metallic alloys, the microstructural control has been exerted mainly through twinning of the microstructure via thermomechanical treatments. In this work, treatments capable of altering the CSL boundaries distribution of alpha brass, lead, Inconel 625 and Inconel 600 have been obtained. Full recrystallization of the microstructure after medium deformation was employed together with cycles of low deformation and annealing. Microstructures thus obtained were examined in detail through electron microscopy, which enhanced the knowledge about the mechanism involved. The strain, time and temperature chosen for the recrystallization have generated large amounts of twins. The low deformation cycle has given birth to a large amount of thin twins crossing the interior of the grains and the annealing has put the incoherent twin boundaries in motion. Once these twins have achieved the opposite grain boundary, it seems that some of them have eventually had their crystallography altered, thus, further increasing the total amount of CSL boundaries. Creep tests were performed in order to evaluate the behaviour of the Inconel 600 alloy. The creep resistance has actually been enhanced and the analysis of the microstructure has shown that cracks avoid twin boundaries. So, the aim for future thermomechanical treatments should be that of completely breaking random boundaries continuity. 27
28 1 Introdução O termo engenharia microestrutural, originalmente empregado na ciência metalúrgica, tem sido utilizado para descrever o controle da microestrutura em função das propriedades desejadas para um determinado material. Tal controle é possível a partir da determinação da rota de processamento termomecânico imposta ao material, a qual controla as fases presentes, sua morfologia e orientação cristalina. Se, por outro lado, for possível estabelecer as relações entre estas características microestruturais e as propriedades mecânicas, torna-se possível projetar a microestrutura e determinar a rota de processamento necessária para tal. Este é o trinômio microestrutura-processamento-propriedades que tem servido de base para os desenvolvimentos realizados em engenharia de materiais. De forma geral, constitui uma preocupação constante na metalurgia a busca de tratamentos termomecânicos capazes de melhorar as propriedades de engenharia das diversas ligas em uso, de modo a ampliar a sua aplicabilidade. Neste sentido, normalmente procura-se aumentar as seguintes propriedades: limite de resistência à tração, limite de escoamento, tenacidade, resistência à corrosão, resistência à fadiga, resistência à fluência, condutividade elétrica e conformabilidade. Tais propriedades nem sempre podem ser aumentadas sem prejuízo de outras, o que leva a uma procura contínua de tratamentos termomecânicos que viabilizem soluções de compromisso entre algumas das propriedades citadas. Tradicionalmente os diversos tratamentos têm buscado alcançar os seus objetivos através da alteração das seguintes características físicas: fases dominantes presentes na temperatura de trabalho, controle das precipitações e segregações ocorrentes durante o tratamento termomecânico e a vida em serviço do material, controle da morfologia das fases presentes, controle da distribuição de orientação dos grãos (textura cristalográfica). O estudo de interfaces, por outro lado, tem se constituído numa das mais básicas preocupações científicas, o que vem resultando em amplos desdobramentos tecnológicos nos mais diversos campos. Dentre estas, as interfaces homofásicas, ou 28
29 contornos de grão, são aquelas correspondentes à fronteira entre domínios cristalinos de uma mesma fase. Estas interfaces desempenham um papel fundamental na formação da microestrutura e controle das propriedades de materiais policristalinos através de sua interação com outros elementos microestruturais tais como discordâncias e átomos de soluto. O papel do contorno nas propriedades macroscópicas dependerá de sua densidade específica, textura cristalográfica e composição química. Embora este seja o tipo mais básico de interface, a sua compreensão mais ampla, bem como o adequado tratamento estatístico de sua natureza, carecem ainda de pesquisas mais aprofundadas. WATANABE (1984) foi o primeiro a propor o controle da cristalografia do contorno de grão como mais uma alternativa de engenharia microestrutural. Embora um sistema de caracterização do contorno de grão completo sob o ponto de vista físico e acessível com técnicas de análise simples ainda precise ser estabelecido, muitos pesquisadores têm realizado trabalhos relevantes onde fica patente a sua capacidade de controlar a cristalografia do contorno com a intenção de melhorar alguma propriedade de interesse. Assim nasceu o conceito de engenharia de contorno de grão, projeto do contorno de grão ou otimização do contorno de grão. Tais idéias atraíram muito interesse da comunidade científica e industrial, já tendo sido aplicadas a diversos materiais com sucesso. Contudo, os mecanismos básicos que ditam as propriedades de engenharia obtidas e a física dos processos termomecânicos empregados continuam ainda insuficientemente explicados. Este trabalho tem por objetivo obter tratamentos termomecânicos capazes de alterar o perfil de distribuição de contornos especiais do tipo CSL em ligas metálicas CFC, caracterizar a estrutura dos contornos de grão obtidos e avaliar o impacto da presença desta densidade de contornos especiais em propriedades sensíveis a fenômenos ocorridos no contorno de grão, tal como a fluência e a corrosão intergranular. Tem-se a intenção ainda de utilizar os resultados obtidos através dos métodos de caracterização para compreender os mecanismos físicos atuantes durante os tratamentos termomecânicos realizados e durante a solicitação imposta nos ensaios de fluência. Neste trabalho em particular buscou-se obter tratamentos termomecânicos capazes de alterar o perfil de distribuição de contornos especiais do tipo CSL 29
30 através da geração de contornos de macla. Na medida em que os mecanismos através dos quais isto é possível ainda não são claros, procurou-se investigar a evolução da microestrutura em diferentes estágios do seu processamento. Esta investigação, aliada à necessidade de avaliar a efetividade dos tratamentos propostos, levou ao emprego combinado de microscopia ótica e microscopia eletrônica de varredura com análise de orientação por difração de elétrons retroespalhados. Por outro lado, tentou-se avaliar a efetividade dos tratamentos propostos em algumas propriedades sensíveis a fenômenos intergranulares. Para tal, optou-se por avaliar o comportamento em fluência de uma liga a base de níquel. De modo a levar a cabo as idéias propostas, decidiu-se trabalhar ao longo da tese com quatro diferentes materiais CFC de baixa e média energia de falha de empilhamento: latão-α, liga de chumbo, Inconel 625 e Inconel 600. Os tratamentos termomecânicos empregados obedeceram ao conceito geral de realizar ciclos iterativos de baixa deformação e recozimento sobre uma microestrutura recristalizada. Na etapa de recristalização, buscou-se utilizar deformação média (em torno de 40%), de modo a obter como microestrutura de partida e de referência para análise, uma microestrutura de grão equiaxiais com as maclas de recristalização naturalmente advindas deste tratamento. A seguir, realizou-se uma deformação baixa (em torno de 6%) seguida de dois tratamentos distintos, recozimento repetitivo em temperatura elevada (~0,9T M ) por curto tempo e recozimento em temperatura baixa (~0,3-0,4T M ) por longo tempo. O latão-α foi utilizado neste trabalho por ser um material já amplamente estudado pela linha de pesquisa de materiais metálicos, além de apresentar grande ductilidade e ser monofásico. Os tratamentos realizados neste trabalho foram inicialmente testados nesta liga. Destes tratamentos, foram empregados nas demais ligas aqueles que mostraram efetiva potencialidade para aumentar a quantidade de contornos CSL em latão-α. O chumbo é utilizado na estrutura de sustentação do anodo positivo de baterias automotivas. Estas baterias perdem eficiência no processo de carga e descarga com o uso, gerando degradação de seus materiais componentes. A reação PbO 2 PbSO 4 resulta em alteração de volume no anodo, o que causa corrosão intergranular na liga de chumbo. A falha final da placa pode se dar por fluência ou trincamento devido ao ataque intergranular. Uma das formas de minimizar este 30
31 problema é adicionar elementos de liga como Ca, Sn, Ba e Ag. Outra alternativa seria aumentar a quantidade de contornos CSL em ligas de chumbo, o que pode, eventualmente, levar a uma aplicação direta na indústria com significativa redução de custos com matéria-prima. Já o Inconel 625 é uma liga níquel-cromo caracterizada por sua alta resistência e excelentes conformabilidade e soldabilidade aliada à boa resistência à corrosão. Suas propriedades tornam esta liga muito utilizada nas indústrias naval, química e nuclear. Em particular, merece nota o fato desta liga ser utilizada em diversos componentes de turbinas e câmara de combustão de foguetes. No caso específico deste trabalho, o real motivo de seu emprego residiu apenas na disponibilidade deste material na época em que foram finalizados os testes com latão-α. Assim, foi possível verificar de imediato a viabilidade de repetição dos tratamentos anteriormente desenvolvidos através da manutenção das mesmas deformações e temperaturas homólogas de tratamento térmico. A liga Inconel 600 foi o material escolhido para verificar os efeitos da engenharia de contorno de grão sobre alguma propriedade mecânica. Tal escolha reside primeiramente na alta aplicabilidade desta liga em tecnologias críticas como a indústria nuclear (como tubo de água pressurizada em geradores de vapor) e a indústria do petróleo como corpo ou revestimento de válvulas que operem em temperaturas elevadas. No campo aeronáutico, este material é aplicado em uma grande variedade de componentes da turbina e da estrutura sujeitos a altas temperaturas. A escolha deste material para estas aplicações deve-se à excelente resistência à corrosão desta liga aliada a boas propriedades mecânicas em temperaturas elevadas. Além disso, esta é uma superliga que tem na solução sólida do ferro no níquel, o seu principal mecanismo de reforço mecânico, o que torna a sua microestrutura bastante simples para uma superliga, sem fase γ ou precipitados secundários. A engenharia de contorno de grão, como realizada neste trabalho consistiu basicamente da busca de tratamentos termomecânico capazes de gerar maclas no material. A etapa de baixa deformação mostrou a peculiaridade de gerar finas maclas no interior da microestrutura recristalizada de todas as ligas, exceto no caso do chumbo, tendo os tratamentos subseqüentes promovido o deslocamento dos contornos incoerentes de macla e aumentado a quantidade total de contornos CSL. 31
32 As máximas percentagens de contornos CSL obtidos no latão, chumbo, Inconel 625 e Inconel 600 foram, respectivamente, 63%, 57%, 80% e 61%. Constatou-se ainda o efetivo aumento da resistência à fluência do Inconel 600, tendo-se observado que as trincas surgidas na microestrutura mudavam de direção ao encontrar um contorno CSL. 32
33 2 REVISÃO BIBLIOGRÁFICA 2.1 Estrutura do Contorno de Grão Segundo o histórico levantado por VITEK et al. (1979) e RALPH (1979), a primeira tentativa de definir a natureza dos contornos de grão pode ser atribuída a ROSENHAIM e HUMPHREY (1913) em sua proposta de que os contornos de grão fossem na verdade uma camada de líquido superresfriado e amorfo entre os grãos. Entretanto, não existe evidência experimental para tal afirmação em materiais metálicos, embora este modelo tenha sido utilizado para explicar algumas interfaces em materiais cerâmicos. HARGREAVES e HILL (1924) propuseram um modelo de transição de rede que considerava o contorno de grão como uma estreita região de uma ou duas camadas atômicas de espessura, onde os átomos ocupariam posições de compromisso entre as duas redes vizinhas. MOTT (1948) sugeriu que o contorno de grão poderia ser visto como sendo composto por regiões de mau acoplamento entre as redes circundando ilhas de bom acoplamento. SMOLUCHOWSKI (1952) propôs um modelo de discordâncias para explicar a difusão através do contorno, o qual se reduziria ao modelo de Mott para altos ângulos. Já KÊ (1949) considerou o contorno como um conjunto de lacunas da rede ou grupos desordenados. Ao longo da história da ciência, diversos outros modelos foram propostos, os mais significativos serão analisados a seguir. Somente com o trabalho de READ e SHOCKLEY (1950) chegou-se a um modelo de maior aceitação e aplicabilidade, neste caso o contorno foi considerado como um empilhamento de discordâncias responsável pela rotação entre as redes cristalinas vizinhas. A figura clássica proposta neste modelo para contornos de rotação simétricos é apresentada na FIG. 2.1(a), a qual baliza o uso da expressão seguinte para determinação do angulo de inclinação entre as redes cristalinas: b θ EQ. 2.1 h 33
 buscou estender ainda mais este conceito imaginando um contorno assimétrico e um contorno de torção como")



34 onde é o vetor de Burgers e h é espaçamento entre as discordâncias. READ (1953) buscou estender ainda mais este conceito imaginando um contorno assimétrico e um contorno de torção como mostrado na FIG. 2.1 (b). Estes modelos obtiveram ampla evidência experimental de sua ocorrência através de microscopia eletrônica de transmissão (HULL, 1965), como é possível observar na FIG No entanto, observou-se que contornos com diferença angular maior do que 18 o teriam uma densidade tão alta de discordâncias que levaria ao colapso da estrutura, tornando sem sentido a teoria de interação entre as mesmas. Assim, não constitui surpresa que as evidências experimentais permanecessem dentro desta faixa de desorientação. (a) (b) (c) FIG (a) Desenho esquemático de um contorno simétrico de rotação resultante do empilhamento de discordâncias. (b) Desenho esquemático de um contorno assimétrico de discordâncias. (b) Desenho esquemático de um contorno de torção READ (1953). 34


35 (a) (b) FIG (a) CG de baixo ângulo em NiO; (b) Subgrão de torção em Al (escala de 0,25 μm) (HULL, 1965). A natureza complexa das forças interatômicas e dos mecanismos de relaxação em contornos de grão e contornos de fase motivou o desenvolvimento de critérios geométricos simples associados a contornos de baixa energia (SUTTON e BALLUFFI, 1987). Por critério geométrico, quer-se dizer que não se está levando em conta a interação física entre os átomos da interface. A rigor, a descrição geométrica total de um contorno de grão é um problema com cinco graus de liberdade que pode ser descrito por: Um eixo comum às redes cristalinas adjacentes juntamente com um ângulo de rotação que leva uma rede a coincidir com a outra; Um vetor normal ao plano do contorno. Deve-se notar que, no sistema cúbico, cada par eixo-ângulo pode ser descrito por 24 diferentes pares, correspondentes aos 24 elementos de simetria do sistema cúbico. Desta forma, a caracterização completa do contorno de grão não pode ser feita somente através da relação de orientação entre redes cristalinas vizinhas. É necessário também determinar a inclinação do plano de contorno, tal como mostrado no exemplo da FIG
 nasceram modelos baseados no espaçamento médio de planos da")
, Σ. A FIG. 2.")


36 FIG Representação genérica de um contorno de grão. A partir de experiências com bicristais e modelos de esferas (SUTTON, 1987) nasceram modelos baseados no espaçamento médio de planos da rede paralelos ao contorno, na densidade planar de sítios de coincidência, Γ, e na densidade volumétrica recíproca de sítios de coincidência ( coincidence site lattice CSL), Σ. A FIG. 2.4 mostra a interpenetração de duas redes cristalinas vizinhas que formam um contorno de Σ=5, através da qual é possível avaliar a densidade planar de sítios de coincidência. A FIG. 2.5 mostra um contorno Σ=5 efetivamente observado por microscopia eletrônica de transmissão. A TAB. 2.1 mostra os possíveis pares eixo ângulo para contornos até Σ=29. É importante ressaltar que os contornos de macla primários, secundários e terciários correspondem, respectivamente, a Σ3, Σ9 e Σ27. FIG Contorno de Σ=5 formado a partir de duas redes cúbicas rodadas de 36,9o em torno do eixo <001>. Os círculos negros denotam os sítios de coincidência entre as redes branca e cinza (HUMPHREYS e HATHERLY, 1995). 36

37 FIG Contorno CSL (Σ=5) em TiO 2 (WILLIAMS e CARTER, 1996). TAB Pares eixo-ângulo correspondentes aos contornos CSL até S=29 nos sistemas cúbicos (MYKURA, 1979). Σ θ Eixo Σ θ Eixo 1 0 Qualquer 19a 26,53 <110> 3 60 <111> 19b 46,83 <111> 5 36,87 <100> 21a 21,79 <111> 7 38,21 <111> 21b 44,40 <211> 9 38,94 <110> 23 40,45 <311> 11 50,48 <110> 25a 16,25 <100> 13a 22,62 <100> 25b 51,68 <331> 13b 27,80 <111> 27a 31,58 <110> 15 48,19 <210> 27b 35,42 <210> 17a 28,07 <100> 29a 43,61 <100> 17b 61,93 <221> 29b <221> É importante, contudo, distinguir entre o aspecto cristalográfico de contornos de sítios de coincidência da rede (CSL) e o chamado modelo CSL. O contorno CSL descreve uma relação cristalográfica precisa de translação no espaço de grupo. Desta forma, qualquer contorno de grão ou contorno de fase poderia ser visto como um contorno CSL com valor finito de Σ, desde que uma determinada distorção da rede, na forma de uma rede de discordâncias associadas ao contorno (GBD grain boundary dislocations ) (BONNET e DURAND, 1975 e BALLUFFI et al., 1982), seja 37
, o qual define uma tolerância, Δθ, em torno da desorientação ideal para a classificação de um contorno como CSL, qual seja: 1 2")
38 admitida para acomodar as diferenças com respeito ao contorno real. Isto normalmente é denominado contorno quase CSL. Esta acomodação é dada pelo critério de BRANDON (1966), o qual define uma tolerância, Δθ, em torno da desorientação ideal para a classificação de um contorno como CSL, qual seja: 1 2 o Δθ 15 Σ EQ. 2.2 Em geral, considera-se que esta acomodação em torno da desorientação ideal é feita por discordâncias intrínsecas ao contorno, como mostrado esquematicamente na FIG É importante observar que a estrutura do contorno de grão em si não depende apenas da relação de orientação, mas também do material em questão. Deve-se ainda notar que longos contornos periódicos podem não ser favoráveis energeticamente, levando à formação de degraus de discordâncias, como ilhas de mau acoplamento (BISHOP e CHALMERS, 1968). Da mesma forma, a inclinação dos contornos CSL fora do plano de maior simetria é atribuída a estruturas de discordâncias intrínsecas, como no mostrado esquematicamente na FIG BALLUFFI et al. (1972) realizaram experiências com bicristais de ouro e observaram um aumento da densidade de discordâncias intrínsecas com o afastamento da relação de orientação CSL ideal, o que foi determinado através da medição do espaçamento das discordâncias, como mostrado na FIG FIG Acomodação de um contorno Σ11 feita por discordâncias intrínsecas (BRANDON,1966). 38
 Espaçamento entre discordâncias em função da desorientação entre dois cristais de ouro (BALLUFFI et al., 1972). 39")
39 FIG Acomodação da inclinação de um contorno Σ11 por discordâncias intrínsecas (BRANDON,1966). (a) (b) FIG (a) Discordâncias intrínsecas apontadas por setas em um contorno Σ13. (b) Espaçamento entre discordâncias em função da desorientação entre dois cristais de ouro (BALLUFFI et al., 1972). 39
40 Deve-se observar que definir um contorno como CSL não é uma aproximação mais falsa do que atribuir um espaço de grupo a um cristal. A questão fundamental é avaliar até que ponto o critério CSL tem algum sentido físico. O valor máximo que tem sido geralmente considerado para caracterizar um contorno como especial é de Σ=29. A adoção do critério de Brandon não permite descrever qualquer tipo de contorno de grão, embora cubra uma porção significativa do espaço de desorientações em sistemas CCC e CFC (BRANDON,1966) Error! Bookmark not defined., como é mostrado na FIG FIG Eixos de desorientação para CSL com Σ 19 entre grãos vizinhos, mostrando a tolerância na qual a coincidência é mantida segundo o critério de Brandon (1966). Recentemente, observou-se que a caracterização dos contornos através do critério de Brandon levava à classificação de contornos especiais alguns contornos que efetivamente não apresentavam propriedades especiais. Tal fato levou à proposição de um critério um pouco mais restritivo, qual seja, o critério de Palumbo para classificação de um contorno como CSL: 5 6 o Δθ 15 Σ EQ. 2.3 Considerando a FIG. 2.3, ADAMS (1993) propôs a combinação da desorientação cristalina com a orientação da normal ao contorno de grão através de uma função que estimasse a fração de área superficial por unidade de volume de cada par orientação do CG-desorientação, f: f ( n Δg) S ( n, Δg) V, = EQ. 2.4 S V 40
41 onde S V (n, Δg) é a área ocupada pelo par orientação do CG-desorientação e S V é a área de CG em um volume. Combinando agora esta formulação com a definição de contornos CSL é possível, por exemplo, determinar a fração esperada de contornos CSL a partir da formulação (MORAWIEC et al., 1993) : 2 λ N Σ = Σ c F ( Δθ sen Δθ ) EQ. 2.5 πn( Σ) onde F Σ é a freqüência da desorientação Σ, Nc é a ordem do subgrupo de simetria (24 para cúbicos),n(σ) é a multiplicidade do grupo (superposição entre as simetrias dos cristais formadores do contorno) e λ Σ é o fator de superposição das simetrias (1, exceto para Σ=39b, quando o valor é 2). Também a partir da expressão 5 é possível obter a freqüência esperada para cada desorientação na ausência de componente forte de textura, a qual proporciona o gráfico exposto na FIG FIG Freqüência de cada desorientação em uma amostra sem textura (MORAWIEC et al., 1993). Devido à dificuldade de prever propriedades de equilíbrio (como energia, entropia, volume livre e segregação) e propriedades fora do equilíbrio (como mobilidade, propriedades de transporte ou resistência ao deslizamento) com os 41
42 modelos geométricos, novas abordagens têm sido propostas. Uma delas é a descrição do contorno de grão como um empacotamento de poliedros (ASHBY et al., 1978), o qual permite visualizar as estruturas eventualmente formadas no contorno. Estruturas cristalinas são geralmente descritas em termos de uma rede unitária regularmente repetida. Esta abordagem enfatiza a periodicidade de longo alcance, mas apresenta problemas quando a perfeição cristalina diminui, ou quando se tenta descrever materiais sólidos amorfos. Uma forma alternativa é descrever cristais como um empacotamento de interstícios poliédricos. Este tipo de descrição dos contornos é fruto direto das experiências realizadas para caracterizar contornos bidimensionais, ou seja, uma camada de esferas de aço entre duas placas de vidro. Embora tais experimentos não tenham relação direta com materiais reais, permitiram o desenvolvimento da teoria como um todo e serão apresentados aqui para facilitar o entendimento do modelo tridimensional a ser apresentado posteriormente. Neste caso, existem somente três diferentes tipos de configurações para os interstícios canônicos, ou possíveis arranjos de esferas que não permitam a inserção de uma nova esfera em seu interior: triângulos, quadriláteros e pentágonos; como mostrado na FIG Todos os demais tipos de interstícios entre átomos podem ser descritos por combinações destas três formas básicas. Desenhos esquemáticos, como os mostrados na FIG e na FIG. 2.13, apresentam os diferentes arranjos de buracos surgidos em contornos de grão bidimensionais. FIG Possíveis interstícios entre átomos em redes bidimensionais: (a) triângulos; (b) quadriláteros e (c) pentágonos (ASHBY et al., 1978). 42
43 FIG Interstícios triangulares, quadrangulares e pentagonais em contornos bidimensionais entre redes com espaçamento triangular. Seqüência de empacotamento no contorno com períodos de: (a) (5, 3, 5, 4, 3), (b) (5, 3, 5, 3), (c) (5, 3, 4) e (d) infinito (ASHBY et al., 1978). 43
 (5, 4, 3, 5, 3), (b) (5, 3, 5, 3), (c) (5, 3, 4) e (d) infinito (ASHBY et al., 1978).")
44 FIG Interstícios triangulares, quadrangulares e pentagonais em contornos bidimensionais entre redes com espaçamento quadrangular. Seqüência de empacotamento no contorno com períodos de: (a) (5, 4, 3, 5, 3), (b) (5, 3, 5, 3), (c) (5, 3, 4) e (d) infinito (ASHBY et al., 1978). A partir das idéias básicas estabelecidas pelos modelos bidimensionais, foi proposto um modelo tridimensional baseado em poliedros cujas faces fossem triângulos eqüiláteros, os deltaedros. O conjunto de poliedros mostrados na FIG é capaz de descrever qualquer tipo de interstício presente em contornos de grão. Deve-se ressaltar que este tipo de arranjo intersticial entre átomos não é apenas uma abstração, mas efetivamente observado ao se fundir borracha em um modelo de átomos construído com esferas de aço, como mostrado na FIG Já na FIG. 2.16, FIG e FIG são mostrados os principais interstícios surgidos em contornos Σ3, Σ5, Σ17 e Σ25. Este tipo de representação esquemática foi fundamental na análise da micrografia de MET do contorno de grão Σ5 em Au (KRAKOV, 1991) mostrada na FIG Embora inovador na época em que foi proposto, o modelo de empacotamento de poliedros tem sido pouco utilizado para explicar fenômenos intergranulares, talvez devido à impossibilidade de relacioná-lo 44

45 diretamente com o modelo CSL na ausência de informações sobre o plano de contorno. Se a energia e a entropia vibracional associada a cada um dos interstícios canônicos for conhecida, a energia associada ao contorno pode ser calculada. FIG Poliedros básicos para a descrição de interstícios formados em contornos de grão (POND et al., 1978b). FIG Foto sobreposta ao arranjo esquemático dos principais interstícios entre átomos obtido com borracha fundida em um modelo de esferas de aço (ASHBY et al., 1978). 45
 Contorno simétrico Σ3 de rotação em torno do eixo [110], (b) Contorno assimétrico Σ3 de rotação em torno do eixo [110] (ASHBY et al.")
46 (a) (b) (c) FIG (a) Representação esquemática bidimensional dos diferentes tipos de poliedros observados na simulações de contornos CFC. (b) Contorno simétrico Σ3 de rotação em torno do eixo [110], (b) Contorno assimétrico Σ3 de rotação em torno do eixo [110] (ASHBY et al., 1978 e POND e VITEK, 1977). 46
47 (a) (b) FIG (a) Contorno simétrico Σ5 de rotação em torno do eixo [100] e (b) contorno assimétrico Σ5 de rotação em torno do eixo [100] (ASHBY et al., 1978). 47
48 (a) (b) FIG (a) Contorno simétrico Σ17 de rotação em torno do eixo [100] e (b) contorno simétrico Σ25 de rotação em torno do eixo [100] (ASHBY et al., 1978). 48
 com uma estrutura de interstícios semelhante à")
")


49 FIG Contorno de grão Σ5 observado em Au (CFC) com uma estrutura de interstícios semelhante à mostrada na figura anterior (KRAKOV, 1991). 2.2 Propriedades Especiais de Contornos CSL Tem-se afirmado (GOODHEW, 1979 e AUST e PALUMBO, 1991) que os contornos de baixo CSL (Σ 29) possuem estruturas bem ordenadas e geralmente apresentam propriedades especiais em relação aos contornos randômicos, tais como: menor suscetibilidade à segregação de soluto para o contorno; menor energia de contorno em metais puros; menor difusividade pelo contorno; maior resistência ao deslizamento do contorno de grão e cavitação em condições de fluência; menor susceptibilidade à fratura intergranular; menor resistividade elétrica intrínseca; maior resistência à iniciação de corrosão localizada. 49
50 Em conseqüência, o controle da distribuição de contornos de grão de baixo CSL pode, em princípio, levar a materiais policristalinos com propriedades diferenciadas (VARIN, 1979). Parece interessante, contudo, ressaltar que a simples observação de gráficos como o da FIG levantado por HASSON e GOUX (1971) levou à afirmação genérica de que contornos CSL possuem baixa energia (cúspides observadas) associada aos mesmos, o que ficou conhecido como modelo CSL. SUTTON e BALLUFFI (1987) realizaram um ampla revisão dos trabalhos que deram origem a esta noção, buscando reproduzir alguns experimentos e avaliar o que se costuma chamar de critérios geométricos de classificação dos contornos de grão. A partir deste trabalho, concluíram que os critérios geométricos não são genericamente aplicáveis a qualquer interface, no que aliás coincidem com a proposição inicial feita por BRANDON (1966). Concluíram ainda que a afirmação de que contornos especiais possuem menor energia não pode ser genericamente aplicada a qualquer material cristalino ou a qualquer interface, mas apenas vista como um princípio geral válido para contornos de grão de metais puros. Talvez, mais importante ainda sejam as observações realizadas anteriormente por HASSON (1972) quando indicaram que a menor energia dos contornos não implica obrigatoriamente em propriedades especiais; tal noção equivocada advém do caráter marcadamente particular dos contornos coerentes de macla. FIG Energia medida do contorno de grão x Ângulo de inclinação entre grãos vizinhos (HASSON, 1972). 50
51 Por outro lado algumas afirmações efetivamente consolidadas podem ser feitas com relação a contornos CSL, quais sejam: a menor periodicidade observada no plano de contorno é dada por Σ; possuem uma estrutura em degraus dependente do ângulo entre o plano do contorno e o plano de empacotamento denso da rede de coincidência, sendo a altura destes degraus associada a discordâncias interfaciais perfeitas e determinada por Σ; a rede de discordâncias características associada ao contorno ( Dislocation Step Character Lattice DSCL) define vetores de Burgers de discordâncias perfeitas no contorno de grão. Surgem então como corolários destas, as seguintes características de contornos quase CSL: o contorno é anisotrópico, regiões de desordem se alternando com regiões de coincidência; o contorno não é um plano perfeito, contendo degraus que constituem regiões desordenadas; existe um campo de deformação elástica associado ao contorno devido à presença de uma rede de discordâncias. PALUMBO e AUST (1995) mostraram o efeito da segregação de soluto nos contornos de grão diminuindo a diferença de energia entre contornos especiais e contornos randômicos, como é mostrado na FIG Neste mesmo trabalho, ficou claro que a presença de segregação de soluto aumenta a difusividade pelos contornos CSL além de aumentar a sua resistividade. 51
52 FIG Energia do contorno de grão x Diferença de inclinação entre grãos vizinhos com e sem segregação de soluto (PALUMBO e AUST, 1995). De fato, vários estudos têm comprovado o comportamento diferenciado dos contornos CSL frente a vários fenômenos com aplicação de engenharia, como será visto em maior detalhe na Seção 2.6. Entre as propriedades diferenciadas já observadas estão a maior resistência à corrosão intergranular (LEHOCKEY et al., 1997a) e a menor susceptibilidade ao trincamento em fluência (WAS et al., 1998). Observou-se ainda que contornos CSL são menos suscetíveis à fragilização durante o trabalho a frio de aços microligados (LEHOCKEY et al., 1998). Embora as trincas surgidas durante o embutimento profundo destes materiais possam ser tanto transgranulares quanto intergranulares, acredita-se que a nucleação seja intergranular, o que pode ser observado através de análise metalográfica. Efetivamente, a fração de contornos especiais trincados mostra-se muito menor do que a fração de contornos randômicos trincados. Contornos de grão com orientação próxima a relações CSL apresentam linhas de discordâncias, denominadas intrínsecas, necessárias para acomodar este desvio, como mostrado na FIG Em oposição a estas, as discordâncias presentes no interior dos grãos podem interagir com o plano de contorno, sendo então denominadas de discordâncias extrínsecas, por estarem superpostas à estrutura do contorno (HORTON et al., 1984), como mostrado na FIG As discordâncias da rede são mais facilmente absorvidas em contornos CSL de alto valor de Σ, o que foi comprovado pela maior redução de energia na absorção de discordâncias por contornos de maiores valores de CSL (KOKAWA et al., 1983). 52

53 FIG Empilhamento de discordâncias extrínsecas em um contorno de grão observado em CuTi (HORTON et al., 1984). No que tange aos efeitos das maclas sobre o deslizamento de discordâncias, há evidências (POULAT et al., 1998) de que a transferência de discordâncias através do plano de macla não é um processo direto, na medida em que empilhamentos e decomposições de discordâncias podem ser observados nos contornos de macla. Uma manifestação macroscópica deste efeito pode ser observada ao se acompanhar a evolução da dureza com a área de contornos de macla (RANDLE, 1999), como mostrado na FIG Nesta figura, fica evidente que os contornos de macla também possuem a sua parcela de contribuição para o endurecimento do material, na medida em que são obstáculos ao deslizamento, ainda que sejam obstáculos mais facilmente superáveis do que os contornos de grão. Os contornos coerentes de maclas são contornos particularmente especiais, pois não apresentam discordâncias intrínsecas ao contorno de grão, de outra forma necessárias para acomodar os desvios das relações exatas de contornos CSL. Além disso, o plano de maclagem é o plano {111}, justamente o plano de deslizamento das discordâncias. 53
54 FIG Dureza do latão em função da área de contornos de grão e contornos de macla (RANDLE, 1999). POND e SMITH (1977) estudaram a incorporação de discordâncias extrínsecas a um contorno CSL gerando um degrau no contorno. Tal incorporação mostrou-se distinta daquela observada em contornos randômicos (PUMPHREY e GLEITER, 1974) por envolver um processo de dissociação e rotação da linha de discordância, como mostrado de forma esquemática na FIG para um contorno Σ5. A dissociação envolvida na é a seguinte: a 2 a a a [ 1 1 0] [ 310] + [ 130] + [ 130] EQ A redução de energia envolvida nesta dissociação é de aproximadamente 40%. Este processo envolve a escalagem de discordâncias, logo necessita de ativação térmica e tempo para ocorrer (VARIN, 1979 e CLARK e SMITH, 1979). 54
55 (a) (b) (c) FIG Representação esquemática da dissociação de uma discordância de vetor de Burgers a/2[1-1 0] num contorno Σ5 na seqüência (a), (b) e (c) (POND e SMITH, 1977) Error! Bookmark not defined.. Pond e Smith (1977) analisaram ainda a incorporação de discordâncias a contornos quase CSL, cujo desvio da relação ideal é acomodado por uma rede regularmente espaçada de discordâncias - um requisito para minimizar os campos 55
56 elásticos de longo alcance. Neste caso a incorporação envolve um rearranjo da rede de discordâncias de modo a recuperar o espaçamento regular. Ao avaliarem a quantidade total de escalagem necessária, estes pesquisadores chegaram à conclusão que a mesma independe da densidade inicial de discordâncias, ou do desvio da relação CSL ideal. O fator limitante para este fenômeno continuou sendo a escalagem. No caso de contornos randômicos, estes autores consideram que a dissociação compreende dois estágios: a componente paralela ao plano de contorno dissocia imediatamente por deslizamento e a componente perpendicular ao plano do contorno dissocia por escalagem. Considera-se, então, que a incorporação de discordância a contornos é muito mais fácil em contornos randômicos do que em contornos CSL; assim como, o desvio da relação CSL ideal também facilita a incorporação de discordâncias ao contorno. Quando o material solicitado em temperaturas elevadas possui contornos coerentes de macla, subestruturas semelhantes às de recuperação são formadas nos contornos de macla (HOWELL et al., 1978). Embora tal processo implique numa distorção do próprio contorno de macla, é importante notar que estes autores acreditam que não ocorre a aniquilação de discordâncias, mas apenas uma incorporação à rede de distorção formada. Assim, as discordâncias extrínsecas subseqüentes terão pela frente um campo de tensão repulsivo cada vez mais intenso. De forma semelhante, a menor suscetibilidade ao trincamento em fluência (KOKAWA et al., 1981 e POND et al., 1978a) tem sido explicada pela menor taxa de aniquilação de discordâncias nos contornos CSL devido ao seu grande ordenamento. Assim, discordâncias que se aproximam destes contornos ficariam presas na primeira discordância previamente aprisionada ao contorno, criando um campo de tensões internas de longo alcance, o qual inibiria o movimento das discordâncias subseqüentes. O contrário aconteceria com contornos randômicos, os quais teriam tais tensões relaxadas pela aniquilação de discordâncias. 56
57 2.3 Distribuição de Pontos Triplos Para que os contornos especiais CSL possam levar a alterações significativas de propriedades suscetíveis a fenômenos intergranulares, é necessário não só aumentar a sua quantidade em relação aos contornos randômicos, mas também controlar a sua distribuição espacial. Uma das formas de avaliação da distribuição de pontos triplos na microestrutura baseia-se na quantidade de contornos Σ3 n (Σ3, Σ9 e Σ27) participando do ponto triplo (DAVIES, 2002): três contornos Σ3 n CSL ponto triplo especial; dois contornos Σ3 n CSL ponto triplo especial; um contorno Σ3 n CSL ponto triplo comum; nenhum contorno Σ3 n CSL ponto triplo comum; Nesta classificação encontram-se embutidas as seguintes pressuposições: somente contornos Σ3 n apresentam propriedades diferenciadas; para garantir reforço microestrutural é necessário quebrar a conectividade de contornos randômicos. Davies (2002) observou uma linearidade entre a quantidade de contornos Σ3 n e a quantidade de pontos triplos especiais, como é mostrado na FIG FIG Relação entre a proporção de contornos Σ3 n e pontos triplos especiais em latão e cobre (DAVIES, 2002). 57
58 2.4 Tratamentos Termomecânicos para Alteração do Perfil de Distribuição de Contornos de Grão Na medida em que os contornos especiais efetivamente proporcionem melhores propriedades aos materiais policristalinos, a questão fundamental passa a ser como aumentar a quantidade de contornos CSL. Muitos trabalhos realizados recentemente têm sido alvo do depósito de patentes, o que leva à impossibilidade não só de reproduzir os resultados obtidos, como de compreender os mecanismos envolvidos. Deve-se notar que o próprio desenvolvimento de determinados componentes de textura pode levar à alteração da cristalografia dos contornos de grão, contudo há outras formas como isto pode acontecer (THOMSON e RANDLE, 1997): Maclagem Pode-se obter uma população de contornos mais favorável através da formação de maclas de recozimento. Sob condições adequadas, pode-se deflagrar a formação de maclas em contornos de grão orientados de forma favorável, o que resulta na formação de dois novos contornos, correspondentes aos contornos coerentes de maclas, e eventualmente um incoerente de macla no caso desta não cortar o grão totalmente. Deve-se notar que uma macla somente será formada se a energia livre associada com a configuração após a maclagem for menor do que a configuração original. Esta tem sido a rota mais utilizada nos processos de engenharia de contorno de grão. Crescimento de grão O crescimento de grão é a forma clássica de redução da energia de contorno de grão de um sistema. Entretanto, a força motriz para o crescimento de grão é a redução da energia superficial total dos contornos, ao invés da energia livre de cada contorno. Ou seja, o crescimento de grão não garante o aumento da proporção de contornos especiais, além violar um requisito comum do projeto da microestrutura que é a diminuição do tamanho de grão. 58
59 Rotação do grão A rotação dos grãos tem sido observada tanto em materiais bidimensionais (como filmes finos) como em materiais volumétricos durante tratamentos térmicos curtos a baixa temperatura. Contudo, este costuma ser um fenômeno apenas superficial devido às constrições envolvidas. Rotações locais da rede Durante a deformação plástica, observa-se rotação e curvatura da rede no interior dos grãos, bem como regiões de acomodação das constrições próximas aos contornos de grão em policristais. A efetiva observação deste efeito somente se tornou possível a partir do desenvolvimento das técnicas de EBSD e canalização de elétrons. Rotação e recuperação do contorno de grão A orientação de um contorno de grão dentro de uma determinada desorientação entre grãos vizinhos tem um grande efeito sobre a energia livre do contorno e, conseqüentemente, sobre o potencial de rotação do plano do contorno, ao invés do grão, em posições que minimizem a energia. A rotação do contorno de grão pode ser assistida pela recuperação do contorno de grão, onde discordâncias da rede serão assimiladas à estrutura do contorno de grão, causando a própria rotação do plano do contorno. Dentre as opções de tratamento térmico que têm sido tentadas e propostas para aumentar o número de maclas em materiais CFC de baixa energia de falha de empilhamento pode-se ressaltar os seguintes (RANDLE, 1999): Recristalização repetitiva Neste caso procura-se realizar recristalizações sucessivas mantendo o tamanho de grão pequeno e textura quase randômica. Por exemplo, para a superliga Inconel 600 um tratamento composto por 5 passos seqüenciais sucessivos de 20% de deformação seguidos de recristalização a o C por 3 minutos resultou em 47% de Σ3 e 10% de Σ9, o dobro do normalmente obtido. Em cobre, um tratamento de três passos seqüenciais sucessivos de 30% de deformação seguidos de recristalização a 375 o C por 59
60 10 minutos resultou em 58% de Σ3; um tratamento de 5 passos seqüências sucessivos de 20% de deformação seguidos de recristalização a 750 o C por 5 minutos resultou em 45% de Σ3 e 7% de Σ9 (RANDLE et al., 1999). Recristalização em uma etapa Um recozimento curto após deformações médias também pode gerar uma grande quantidade de maclas, em alguns casos superior à recristalização interativa. Em cobre, a recristalização realizada em uma etapa a o C por 1min após deformação de 50% foi mais eficiente do que a recristalização repetitiva (RANDLE et al., 1999). Recozimento repetitivo após deformação Quando uma pequena deformação é imposta, por exemplo, 6%, observa-se um aumento da quantidade de Σ3 ao se realizar um recozimento sem recristalização. Para a liga superliga Inconel 600, deformações de 2-5% seguidas de recozimentos na faixa de o C por 1 a 20 horas apresentaram resultados satisfatórios (RANDLE, 1999). Em cobre, o tratamento de 6% de deformação seguido de 14 horas a 275 o C e 7 horas a 375 o C apresentou resultados satisfatórios (RANDLE et al., 1999). Recozimento após deformação em uma etapa A realização de apenas um recozimento também já mostrou (THOMSON e RANDLE, 1997) ser capaz de alterar a cristalografia do contorno de grão, tanto no que tange ao alinhamento de planos do contorno de grão quanto no ajuste fino de contornos Σ3 n. ALEXANDREANU et al. (2001) estudaram tratamentos termomecânicos capazes de aumentar a resistência à corrosão sob tensão de ligas Ni-16Cr-9Fe-xC em água à 360 o C através do aumento da quantidade de contornos do tipo CSL e da precipitação de carbonetos em contornos de alto ângulo. A partir destes estudos, ficou claro que os contornos de alto ângulo trincam mais do que os contornos CSL e que a corrosão intergranular é reduzida com o aumento da fração de contornos CSL. Estes pesquisadores partiram do pressuposto de que contornos CSL possuem 60
61 menor energia e, em conseqüência, são menos suscetíveis à corrosão sob tensão. Por outro lado, neste material a precipitação de carbonetos no contorno de grão se mostra capaz também de reduzir a corrosão intergranular. Logo, buscaram-se tratamentos termomecânicos capazes aumentar a quantidade de contornos CSL e a precipitação de carbonetos em contornos de alto ângulo. Como os contornos de alto ângulo apresentam maior energia, os carbonetos devem nuclear preferencialmente nestes contornos. Contudo, se a força motriz para nucleação é muito elevada em comparação com a diferença de energia entre contornos CSL e de alto ângulo, então haverá pequena diferença de precipitação. Logo a discriminação será maior em temperaturas elevadas, pois uma menor quantidade de carbonetos será precipitada a partir da solução sólida. Baixas temperaturas resultarão em maior precipitação e menor partição dos carbonetos, logo existe uma solução de compromisso a ser buscada. Para uma liga com 0,0022% de C o tratamento que apresentou melhores resultados quanto à fração de contornos CSL e partição dos carbonetos foi o seguinte: recristalização por 20min a 1025 o C seguido de 40% de deformação e 70min a 800 o C para precipitação dos carbonetos; três ciclos de 3% de deformação e recristalização por 7,5 min a 925 o C para aumento da fração de contornos CSL. SCHWARTZ e KING (1998) conseguiram aumentar a fração de contornos CSL em cobre OFE através de dois diferentes tipos de tratamentos: deformaçãorecozimento (6% de deformação seguido de 14h / 275 o C e 7h / 375 o C) e deformação-recristalização (30% de deformação seguido de 10min / 375 o C). A percentagem de contornos especiais inicial era de 15% e os percentuais obtidos nos tratamentos realizados foram de 85% e 75%, respectivamente, sem alteração significativa da textura. 61
62 2.5 Mecanismos envolvidos nos tratamentos para aumentar a quantidade de contornos do tipo CSL Embora seja possível notar, a partir dos artigos citados anteriormente, que as maclas de recristalização desempenham um papel central no alcance de melhores propriedades intergranulares em materiais de média e baixa energia de falha de empilhamento, os mecanismos através dos quais isto ocorre ainda são assunto passível de discussão. Neste ponto, uma breve discussão sobre a tendência a maclar dos materiais CFC deve ser realizada. Tradicionalmente, esta tendência é associada a baixas energias de falha de empilhamento (EFE), entretanto o alumínio deveria maclar segundo este enfoque o que somente é observado em altas taxas de deformação. BERSTEIN e TADMOR (2004) recentemente avaliaram esta questão sob a ótica de modelos de Ligações-próximas ( tight-binding, TB). Este modelo permite calcular não só a energia de falha de empilhamento como também a tendência a maclar de materiais puros a partir das configurações eletrônicas dos átomos. A TAB. 2.2 mostra a EFE experimental, a EFE calculada e a tendência a maclar, τ a, dos materiais estudados neste trabalho. Quanto menor τ a, maior a tendência a maclar. A EFE experimental de alguns outros materiais também é apresentada nesta tabela. É importante notar que não há uma relação direta entre energia de falha de empilhamento e tendência a maclar, mas que o modelo de ligações-próximas parece estimar bem esta tendência. Infelizmente, modelos capazes de lidar com ligas ainda não estão disponíveis. 62
63 TAB Energia de falha de empilhamento experimental e calculada segundo o método de ligações próximas e tendência a maclar de alguns materiais CFC (BERSTEIN e TADMOR, 2004 e HUMPHREYS e HATHERLY, 1995). Material EFE experimental (mj/m 2 ) EFE calculada (mj/m 2 ) τ a Pt ,042 Al ,038 Ir ,018 Au ,001 Ni 128 Cu ,965 Pd ,943 Pb ,930 Ag ,890 Latão-α 20 Cu9Si 5 Aço INOX No que tange às maclas de recristalização, deve-se notar que as maclas de sobre o plano {1 1 1} não fazem parte da estrutura de contornos de grão. Não se deve esquecer também que contornos coerentes de macla são eminentemente imóveis. Entretanto, outros contornos Σ3 podem estar presentes, tais como: contornos incoerentes de maclas que não cruzam os grãos, encontro entre grãos vizinhos que respeitem a relação Σ3 ou como fruto de reações de união ou dissociação de contornos em pontos triplos: ( A B) Σ A + ΣB Σ EQ. 2.7 A ΣA + ΣB Σ EQ. 2.8 B onde A/B deve obrigatoriamente ser um número inteiro. O trabalho tradicional de referência em maclas de recristalização, escrito por FULLMAN e FISHER (1951) afirma que existem dois motivadores básicos para a formação de uma macla de recristalização. O primeiro é a redução de energia interfacial quando a soma da energia associada ao contorno de macla e à interface 63
64 entre a região maclada e o grão vizinho for menor do que a energia associada ao contorno de grão original. O segundo está na reorientação de parte do grão de modo a facilitar a absorção e a mobilidade de discordâncias durante a recristalização. A condição básica para a formação de uma macla como a mostrada na FIG A condição básica para que tal macla tenha lugar: s A' Bσ A' B + s A' Cσ A' C + stσ t < s ABσ AB + s ACσ AB EQ. 2.9 onde s e σ são, respectivamente, a área e a energia interfacial correspondente aos contornos indicados pelos subscritos. O subscrito t refere-se ao contorno de macla coerente surgido no grão A. A partir desta consideração básica, diversos possíveis mecanismos podem levar à formação de maclas. Na FIG é mostrada a formação de uma macla devido ao surgimento de um novo contorno de grão DB de alta energia. Já na FIG é representada a formação de uma macla próximo a um ponto triplo quando um contorno de grão em movimento encontra uma macla pré-existente. Por outro lado, a presença de uma macla pode, em alguns casos, influenciar a movimentação de um contorno de grão, retardando-o, como mostrado na FIG Quanto à presença de contornos incoerentes de macla, estes autores imaginaram dois diferentes mecanismos: avanço de um contornos de grão além do ponto de tangência da macla formada próximo ao ponto triplo (FIG. 2.30) e alta energia de um contorno de grão entre a região maclada e o grão vizinho (FIG. 2.31). Este último caso teria lugar caso: s AB σ + AB + stσ t < s A' Bσ A' B stσ t EQ FIG Representação esquemática das mudanças na energia livre associada a formação de uma macla A' em um grão A em crescimento. Os contornos de alta energia são representados por linhas mais grossas (FULLMAN e FISHER, 1951). 64
65 FIG Representação esquemática do desaparecimento do contorno de grão AC e surgimento do contorno DB levando ao surgimento da macla B' (FULLMAN e FISHER, 1951). FIG Representação esquemática da macla formada próximo a um ponto triplo quando um contorno de grão em movimento encontra uma macla pré-existente (FULLMAN e FISHER, 1951). 65
66 FIG Representação esquemática da possível influência de uma macla na migração de um contorno de grão. A associação das maclas A' e B' pode retardar a migração do contorno de grão A/B (FULLMAN e FISHER, 1951). FIG Representação esquemática da formação de um contorno incoerente de macla após a formação de uma macla próximo a um ponto triplo (FULLMAN e FISHER, 1951). 66
67 FIG Representação esquemática da dissociação de uma macla do contorno de grão, levando à formação de um contorno incoerente de macla (FULLMAN e FISHER, 1951). Entretanto, deve-se ter em mente que os tratamentos relatados na seção anterior não envolvem obrigatoriamente crescimento de grão, mas recozimento e migração de contornos de grão induzida por deformação. Além disso, os mecanismos propostos por FULLMAN e FISHER (1951) consideram apenas a energia interfacial, sem efetivamente considerar o gradiente de orientação da rede no interior dos domínios cristalinos, exceto como propulsor da movimentação dos contornos de grão. RANDLE e DAVIES (2002), ao analisar os tratamentos iterativos de deformação e recristalização realizados em latão-α (25% de deformação e 5min a 665 o C), concluem existir somente quatro possibilidades quando da movimentação de contornos durante a recristalização para absorção das discordâncias introduzidas pela deformação: migração de contornos randômicos sem nova maclagem; migração de contornos randômicos com nova maclagem; migração de contornos Σ3 móveis (contornos incoerentes de macla); interação de contornos Σ3. Para explicar as interações entre contornos de macla, RANDLE (1999) propôs um modelo que depende da seguinte consideração: a partir do encontro entre um contorno Σ3 e um contorno Σ9, um novo contorno Σ3 será gerado ao invés de um contorno Σ27. Este pressuposto parece razoável na medida em que os diversos trabalhos que buscam realizar engenharia de contorno de grão sempre relatam uma pequena quantidade de contornos Σ27 e uma grande quantidade de contornos Σ3. Outro argumento para tal pressuposto está na menor energia e na maior mobilidade das discordâncias nos contornos Σ3. Deste argumento pode-se concluir que o 67
68 encontro de um contorno Σ9 com um contorno Σ27 resultará num contorno Σ3 e não num contorno Σ243. De forma geral pode-se considerara relação geral: Σ3 n + Σ3 n+ 1 Σ3 EQ A FIG mostra de forma esquemática este modelo, na qual são mostrados dois grãos recém nucleados em crescimento ao se encontrarem. Ambos os grãos já se encontravam maclados de modo a gerar superfícies com maior mobilidade devido à maior capacidade de absorção de discordâncias. Segundo este modelo, o encontro dos contornos de macla de cada um dos grãos vizinhos gerará um contorno Σ9. Entretanto, deve-se ressaltar que, a menos que os grãos em questão já dispusessem de uma relação de orientação particular, não existe uma explicação para o trecho de contorno entre as regiões macladas em 31(d) assumir a relação de orientação Σ3 como mostrado. Tal fato permanece carente de explicação no artigo em questão. 68
69 FIG Modelo para a geração de contornos Sigma 3 durante e logo após a recristalização a partir do encontro entre dois grãos vizinhos maclados (RANDLE, 1999). KUMAR et al. (2002) estudou diversos materiais CFC de média e baixa energia de falha de empilhamento, tendo efetivamente encontrado grãos recristalizados já maclados avançando sobre uma região deformada, como mostrado na FIG

70 Este grupo mostrou ainda que além da movimentação de contornos induzida por deformação, os contornos CSL parecem sofrer reações de decomposição em contornos de maior simetria e menor energia, conforme apresentado na FIG Tais reações são do tipo: Σ 27 Σ9 + Σ3 EQ Especula-se ainda que o fato dos contornos parecerem retos próximo ao ponto de dissociação indicaria que esta somente ocorre quando o contorno aproxima-se do plano comum {1 1 1}. FIG Exemplo de grão recristalizado com baixa densidade de discordâncias avançando sobre uma região deformada em Inconel 600 (KUMAR et al., 2002). 70
 e (b) imagem de MET de contornos de grão esquematizados")
71 FIG (a) e (b) imagem de MET de contornos de grão esquematizados em (c) observados em Inconel 600 (KUMAR et al., 2002). 71
72 2.6 Propriedades de Materiais com Grande Quantidade de Contornos do Tipo CSL A alteração do perfil de distribuição dos contornos CSL tem sido realizada em diversos materiais CFC (PALUMBO et al., 1998b e REITZ, 1998), com resultados marcantes em diversas propriedades de interesse em engenharia. Infelizmente, nem todo esforço empreendido neste sentido, encontra-se claramente descrito na literatura supostamente devido ao depósito de patentes, o que dificulta a reprodução dos experimentos realizados. Será vista, a seguir, uma série de aplicações da engenharia de contorno de grão em diferentes materiais com a avaliação de seu efeito sobre algumas propriedades de interesse. Talvez um dos fenômenos com maior aplicação em engenharia seja a menor susceptibilidade à corrosão intergranular dos contornos CSL. PALUMBO e AUST (1990) avaliaram a susceptibilidade à corrosão intergranular de Ni de alta pureza. Neste trabalho ficou claro que os contornos CSL eram muito mais resistentes à corrosão intergranular, como fica claro a partir da FIG A explicação dada para tal fenômeno residiu na quebra do filme de óxido passivante em contornos de alto ângulo. Já CRAWFORD e WAS (1992) mostraram o mesmo tipo de característica para a liga Ni16Cr9Fe de alta pureza. Os tratamentos termomecânicos realizados foram: recristalização a 1.200ºC por 1 hora; recristalização seguida de 5% de deformação em tração e recozimento a 945ºC por 75 minutos, 2% de deformação em tração e recozimento a 890ºC por 15 horas, 3% de deformação em tração e recozimento a 890ºC por 20 horas; recristalização seguida de 5% de deformação em tração e recozimento a 890ºC por 16 horas, 3% de deformação em tração e recozimento a 890ºC por 20 horas; A susceptibilidade ao trincamento foi avaliada em testes de tração com deslocamento constante em água deaerada e em argônio. No estado recristalizado a percentagem de contornos trincados variou entre 7 e 10%, enquanto que nos tratamentos para aumento da quantidade de contornos CSL variou entre 1 e 8%. 72

73 Além disso, observou-se que tanto em água quanto em argônio a percentagem de contornos randômicos trincados era maior do que a percentagem de contornos CSL trincados. Ainda mais significativo foi o fato de algumas trincas terem passado a uma propagação transgranular ao encontrar contornos CSL. A diferença de comportamento entre os contornos CSL e randômicos é explicada a partir do empilhamento de discordâncias nos contornos de grão. Em contornos CSL, este empilhamento pode ser tal que deslizamento secundário seja induzido no grão vizinho. Entretanto, em contornos randômicos, como o empilhamento será reduzido devido ao aniquilamento de discordâncias no contorno, a indução de deslizamento secundário será menor, estando estes contornos mais aptos a reduzir a sua energia de deformação através de cavitação, migração e recristalização. FIG Micrografias de MEV mostrando a dependência da estrutura do contorno na morfologia da corrosão em Ni-0,3S em potenciais de (a) 1225 mv, (b) 1200 mv, (c) 1175 mv e (d) 1150mV (CRAWFORD e PALUMBO, 1992). 73
74 LIN et al. (1995) e PALUMBO et al. (1998B) mostraram a eficiência de um tratamento patenteado capaz de aumentar a quantidade de contornos especiais (Σ 29) para percentagens entre 63% e 71% em Inconel 600 (Ni15Cr10Fe), enquanto os tratamentos convencionais proporcionam percentuais em torno de 37%. Os tratamentos termomecânicos não se encontram adequadamente descritos nos artigos; relata-se apenas que houve uma etapa de deformação de 65% seguida de recozimento a 1.000ºC por 5 minutos em atmosfera de argônio, embora três diferentes tratamentos sejam mencionados nos gráficos deste trabalho (LIN et al, 1995). A FIG mostra o efeito deste tratamento sobre a sensitização e corrosão segundo a norma ASTM G-28 (1997), através de imersão em uma solução de sulfato férrico e ácido sulfúrico. É importante ressaltar que o tratamento empregado tornou o material mais randômico sob o aspecto da textura cristalográfica, o que foi considerado como uma conseqüência da grande tendência à formação de maclas de recristalização face à baixa EFE. Os resultados de ensaios de corrosão sob tensão deste material são apresentados na FIG O mesmo grupo conseguiu melhoria equivalente de propriedades em diversas superligas (PALUMBO et al., 1998b), tais como Inconel 625, Inconel 738, V-57 e Inconel 800 (Fe-35Ni-25Cr). Nos três primeiros materiais, conseguiu-se, através da engenharia de contorno de grão, reduzir em mais de 50% a profundidade de ataque em tiossulfato de sódio a temperaturas de 500ºC para o Inconel 625 e V-57 e 800ºC para o Inconel 738. Em Inconel 800 (Fe35Ni25Cr), a percentagem de contornos CSL foi elevada de 43% para 83% através de tratamentos não descritos, fazendo com que o material passasse de uma taxa de corrosão de 2,2 mm/ano para 0,2 mm/ano, além de ter-se conseguido alcançar imunidade à corrosão intergranular, como mostra a FIG
75 FIG Ataque intergranular da liga Inconel 600 através do teste G28 em função da percentagem de contornos especiais para amostras solubilizadas e sensitizadas (PALUMBO et al., 1998b). FIG Profundidade máxima de trincas intergranulares como função da percentagem de contornos especiais CSL. Dados obtidos em Inconel 600 (Ni15Cr10Fe) sob a forma de anéis em C com deformação nominal de 0,5% e 3.000h de exposição a 10% de NaOH a 350 o C (LIN et al., 1995). 75
 Material convencional com 44% de contornos CSL e (b) material com 83% de contornos CSL (PALUMBO et al., 1998b). Resultados semelhantes foram obtidos por ALEXANDREANU et al.")
76 FIG Micrografias ópticas da seção transversal da liga Inconel 800 sensitizada (600 o C por 1 h) e exposta às condições da ASTM G28 por 120h. (a) Material convencional com 44% de contornos CSL e (b) material com 83% de contornos CSL (PALUMBO et al., 1998b). Resultados semelhantes foram obtidos por ALEXANDREANU et al. (2001) através dos tratamentos já descritos na Seção 2.4. Os ensaios de corrosão sob tensão foram conduzidos num autoclave montado num sistema de deslocamento constante (CERT constant extension rate tensile ) com taxa de deformação de 3x10-7 s -1 a 360ºC. A simulação da água primária de um reator nuclear foi realizada através do fluxo de água desaerada (<5 ppb O 2 ) de alta pureza (18 MΩcm) com adição de 0,001 M LiOH + 0,01 M H 3 BO 3 e uma sobrepressão de hidrogênio de 0,10MPa. A deformação foi interrompida em 10, 15, 20 e 25% para avaliar a propensão ao trincamento através de análises de MEV e EBSD. Estes 76

77 pesquisadores observaram que as trincas intergranulares eram barradas pela presença de contornos CSL, como demonstra a FIG Os resultados apontaram para uma clara diminuição da percentagem total de contornos de grãos trincados para três diferentes partidas da liga Inconel 600 com 22, 65 e 109 wppm de carbono. FIG Micrografias de MEV demonstrando a interrupção do caminho das trincas por contornos CSL em amostras submetidas à corrosão sob tensão a 360 o C (ALEXANDREANU et al., 2001). Algumas tentativas foram realizadas no sentido de construir modelos para relacionar a percentagem de contornos CSL e algumas propriedades relacionadas à corrosão intergranular. As duas manifestações mais comuns da corrosão intergranular são o surgimento de trincas intergranulares e o descolamento de grãos dos materiais. CHEUNG et al. (1994) propuseram um modelo para calcular a probabilidade de ocorrência de trincas intergranulares, X, num material com uma fração de contornos CSL, F CSL : 77
78 X Crack = FCSL + FCSL (1 FCSL ) EQ Da mesma forma, LEHOCKEY et al. (1997) criaram um modelo para avaliar a probabilidade de ocorrência de descolamento de grãos a uma profundidade de ataque, L, a partir da fração de contornos CSL, F CSL, e do diâmetro médio de grão: X Drop ou na sua versão simplificada: 2L [( 1 F ) ] ( 1 F ) + ( 1 F ) d = CSL CSL CSL EQ *6,5 L ( 1 ) d X Simp = F CSL EQ Ambos os modelos baseiam-se na modelagem da microestrutura como um conjunto de tetracaedecaedros, sendo a ocorrência de corrosão admitida apenas em contornos randômicos. Estes modelos deram origem aos gráficos apresentados na FIG e na FIG Estes pesquisadores obtiveram uma excelente correspondência entre o modelo de descolamento de grão e as observações experimentais na avaliação da profundidade de ataque da liga Inconel 600 nas condições da norma ASTM G28 (1997), como mostra a FIG FIG Variação da probabilidade de ocorrência de descolamento de grão em função da fração de contornos CSL em profundidades entre 1 e 4 diâmetros de grão LEHOCKEY et al. (1997). 78
.")
79 FIG Profundidade média de ataque como função da quantidade de contornos CSL (LEHOCKEY, et al., 1997). FIG Comparação entre o modelo de descolamento de grão e resultados experimentais para diferentes percentagens de contornos CSL (LEHOCKEY et al., 1997). 79
 buscaram realizar uma otimização microestrutural do aço AISI 304 para aumentar a sua resistência à corrosão intergranular através de um sofisticado uso dos conceitos de engenharia de contorno")
80 SHIMADA et al. (2002) buscaram realizar uma otimização microestrutural do aço AISI 304 para aumentar a sua resistência à corrosão intergranular através de um sofisticado uso dos conceitos de engenharia de contorno de grão. Os tratamentos que revelaram maior sucesso foram compostos de solubilização a 1323 K por 30 min seguido de baixa deformação (5%) em laminação seguida de recozimento a 1200K por 48 h e 72 h. É interessante notar que estes pesquisadores avaliaram o efeito do grau de deformação, conforme mostrado na FIG. 2.43, daí a opção pela deformação de 5%. No primeiro caso, uma interessante microestrutura foi originada, na qual a região próxima ao cilindro de laminação alcançou alta percentagem de contornos CSL, quebrando a continuidade dos contornos randômicos, como mostrado na FIG No segundo caso, a percentagem de contornos CSL chegou a 86,5% de forma homogênea ao longo da espessura, fazendo com os poucos segmentos de contornos randômicos permanecessem isolados no interior da microestrutura. Neste trabalho observou-se de forma nítida como a presença de uma macla interceptando um contorno randômico pode alterar radicalmente a sua natureza, como ressaltado na FIG Ora, este tipo de estrutura já é suficiente para quebrar a continuidade dos contornos randômicos, com mostrado na FIG. 2.46, o que é decisivo para o aumento da resistência à corrosão intergranular. FIG Efeito do grau de redução em laminação (0-60%) na percentagem de contornos CSL alcançada ao final dos tratamentos e engenharia de contorno de grão (SHIMADA et al., 2002). 80

.")
81 FIG Distribuição da característica de contorno de grão próximo à superfície com uma camada de elevada percentagem de contornos CSL no aço AISI 304 deformado 5% e recozido a 1200K por 48h (SHIMADA et al., 2002). FIG Macla interceptando um contorno randômico e transformando o segmento entre os seus contornos em (a) um contorno Σ9 e em (b) um contorno Σ29 (SHIMADA et al., 2002). 81
82 FIG Diagrama esquemático mostrando a interrupção de uma trinca de corrosão intergranular por segmentos de contornos CSL (SHIMADA et al., 2002). A primeira aplicação de engenharia de contorno de grão a levar ao depósito de uma patente foi realizada por LEHOCKEY et al. (1999, 2000) ao aumentarem a resistência à corrosão intergranular da rede positiva de baterias ácidas de chumbo para uso veicular. Este desenvolvimento tem grandes aplicações devido ao aumento da temperatura de operação das baterias causada pela diminuição do espaço de alojamento do motor, o que aumentou a tendência à corrosão intergranular das baterias. As formas tradicionais de evitar este problema têm sido através da adição de elementos de liga, o que implica em aumento do custo e diminuição do desempenho elétrico. O tratamento patenteado utilizado aumentou a fração de contornos especiais do tipo CSL de 12% para mais de 65%. Tal tratamento foi aplicado a diversas composições utilizadas comercialmente, tendo sido avaliado em células de corrosão com solução de H 2 SO 4 a o C por períodos de mais de 20 dias e em baterias submetidas à ciclagem entre 0,8V e 1,4 V a taxa de 2 ciclos por dia por 35 dias. A perda de peso em função do tempo dos materiais submetidos ao tratamento proprietário foi 75% menor do que a dos materiais fundidos e 16% menor do que a dos materiais laminados. No caso dos experimentos de ciclagem a redução foi de 16 a 46% na perda de massa por corrosão. A FIG mostra a foto de duas redes submetidas a 40 ciclos de carga e descarga, uma com microestrutura convencional e a outra com a microestrutura proporcionada pelo tratamento 82
 realizou tratamentos de alta deformação em laminação (70-90%) e recristalização (270ºC/10min) seguidos de ciclos de média deformação (30%) e recristalização (270ºC/10min)")
 (b) FIG. 2.")
 tratamento convencional e (b) tratamento proprietário (LEHOCKEY et al., 1999).")
83 proprietário. Tais resultados levam a previsão da possibilidade de extensão da vida de operação das baterias automotivas em 30 a 75%. Recentemente, um outro grupo (LEE et al., 2003) realizou tratamentos de alta deformação em laminação (70-90%) e recristalização (270ºC/10min) seguidos de ciclos de média deformação (30%) e recristalização (270ºC/10min) com uma liga Pb0,09Ca1,8Sn, tendo alcançado a impressionante marca de 96% de contornos especiais com a combinação da recristalização a partir da mais alta deformação com dois ciclos de média deformação e recristalização. (a) (b) FIG Redes positivas de baterias ácidas de chumbo de uma liga Pb-Ca-Sn-Ag submetida a 40 ciclos de carga e descarga (1-1,781V em corrente contínua) em H 2 SO 4 a 70 o C. (a) tratamento convencional e (b) tratamento proprietário (LEHOCKEY et al., 1999). Outra aplicação com grandes perspectivas em engenharia do contorno de grão é o aumento da resistência à fluência. LEHOCKEY e PALUMBO (1997) partiram de Ni puro (99,99%) fundido e realizaram laminação a frio de 60% seguida de 83
84 recristalização a temperaturas entre 950 e 1150 o C por tempos entre 1 e 15 minutos. Neste trabalho, os autores omitem as condições que os levaram às maiores percentagens de contornos especiais CSL e utilizam apenas a fração destes contornos, S f, para se referenciar às propriedades obtidas. A FIG mostra uma comparação do comportamento em fluência de uma material fundido (S f = 13%) e dois materiais processados com fração de contornos especiais de 45% e 66%. Foi realizada ainda a observação da microestrutura em ensaios interrompidos. No material com 45% de contornos especiais, 70% dos microvazios de cavitação observados em contornos de grão corresponderam a contornos randômicos, sendo que apenas 8% de todos contornos CSL observados apresentavam sinais de cavitação. Por outro lado, em níveis de deformação equivalentes à observação anterior, não foram observados microvazios no material com S f = 66%. Em conseqüência, os autores concluíram que todos os mecanismos que contribuem para o deslizamento de contorno de grão e fluência de Coble foram suprimidos nas interfaces de baixo Σ. Presume-se que isto se deva à inibição da movimentação de discordâncias por escalagem devido ao menor volume livre, assim como da absorção e dissociação de discordâncias extrínsecas necessárias ao deslizamento de contornos de grão e formação de microvazios. Resultados semelhantes foram observados pelo mesmo grupo na realização de engenharia de contorno de grão na superliga V-57, os quais são mostrados na FIG
85 FIG Curvas de fluência de Ni puro fundido e processado para elevar a fração de contornos especiais do tipo CSL (Sf) (LEHOCKEY et al., 1997). FIG Curvas de fluência da liga V-57 a 62 MPa e 800 o C na condição como recebida (21% dos contornos CSL) e processado (65% de contornos CSL) (PALUMBO et al., 1998b) Error! Bookmark not defined.. Alguns grupos vêem estudando a relação entre a estrutura do contorno de grão e a fluência em aço inoxidável 304. DON e MAJUMDAR (1986) estudaram a 85
86 ocorrência de microcavidades, ou cavitação, no contorno de grão de aço 304 submetido à fluência, tendo observado grande variação entre diferentes contornos similarmente orientados com relação à direção de solicitação. Entretanto, as diferenças realmente significativas foram observadas nos casos de contornos de grão interceptados por contornos de macla, os quais apresentaram pequenas quantidades ou mesmo ausência de microcavidades. É importante ressaltar que nesse estudo a distribuição de carbonetos pelos contornos de grão era homogênea, a única diferença entre os contornos era a presença ou não de contornos CSL. A observação dos contornos de grão em ensaios de fluência interrompidos revelou a ausência de estruturas de discordâncias em contornos randômicos com microcavidades. Por outro lado, nos contornos CSL observou-se uma rede de discordâncias intrínsecas ao contorno de grão como previsto pelo modelo de PUMPHREY (1972). SPIGARELLI et al. (2003) avaliaram o comportamento em fluência de um aço 304 submetido a tratamento patenteado e não descrito no artigo com 63% de contornos CSL. O desempenho em fluência foi superior àquele relatado na literatura para este material, como mostrado na FIG Estes pesquisadores concluíram que este comportamento diferenciado deve-se à supressão da precipitação intergranular devido à natureza dos contornos de grão, o que levou a um aumento da precipitação intragranular. 86
87 FIG Comparação entre a taxa mínima de fluência do aço AISI 304L obtida pelo trabalho de Spigarelli et al. (2003) e os valores relatados na literatura. WATANABE e TSUREKAWA (1999), em um trabalho relativamente recente, mostraram a aplicabilidade deste conceito de engenharia de contorno de grão para diferentes materiais. Em particular, o aumento da resistência ao fenômeno de fragilização dinâmica parece ser um objetivo particularmente adequado a este conceito. Este fenômeno pode ocorrer quando átomos fragilizantes difundem para o contorno de grão sob a ação de tensão normal ao plano do contorno, podendo levar o trincamento se a tensão for elevada o suficiente para promover a decoesão dos grãos. Os elementos fragilizantes podem vir do ambiente ou da própria liga. Em molibdênio, adequado a aplicações estruturais em altas temperaturas, observa-se uma grande fragilidade a temperatura ambiente devido à segregação de impurezas intersticiais. A fratura neste caso é sempre intergranular, justamente por isso, nucleando e percorrendo preferencialmente através de contornos randômicos, como mostrado de forma esquemática na FIG Justamente por isso, foram desenvolvidos tratamentos capazes elevar a quantidade de contornos CSL de 10% para 54%, o que levou a melhorias significativas das propriedades mecânicas. A FIG mostra o aspecto totalmente diverso apresentado pela curva Tensão- 87
88 Deformação para os dois tratamentos, enquanto que a FIG mostra o efeito da percentagem de contornos CSL sobre a tensão de ruptura, sendo possível identificar uma clara mudança de comportamento face alteração do mecanismo de fratura. Observando-se o percurso da superfície de fratura transversalmente fica ainda mais claro o efeito do tratamento, como mostrado na FIG FIG Representação esquemática de um processo de fratura dependente da estrutura do contorno de grão em um policristal. O caminho A combinou processos intergranulares e transgranulares, enquanto que o caminho B foi exclusivamente intergranular (WATANABE e TSUREKAWA, 1999). FIG Curvas Tensão-Deformação para Mo com (a) 10% e (b) 54% de contornos CSL (WATANABE et al., 1999). 88
.")
89 FIG Tensão de ruptura x Percentagem de contornos CSL para Mo policristalino a 77K (WATANABE e TSUREKAWA, 1999). FIG Micrografia ótica mostrando o percurso da superfície de fratura em Mo com (a) 10% e (b) 54% de contornos CSL (WATANABE e TSUREKAWA, 1999). 89
90 O intermetálico Ni 3 Al é muito frágil, o que inviabiliza a sua conformação mecânica (WATANABE e TSUREKAWA, 1999). A adição de B foi uma das alternativas tentadas, contudo na ocorrência de recristalização secundária este material torna-se frágil novamente, tornando esta uma solução incompleta. O controle da cristalografia do contorno de grão oferece uma nova alternativa para este problema, como torna-se claro a partir da observação da FIG. 2.55, onde R é a percentagem de contornos randômicos. FIG Curvas Tensão x Deformação para diferentes tratamentos aplicados a Ni 3 Al policristalino livre de B. R indica a percentagem de contornos randômicos (WATANABE e TSUREKAWA, 1999). Outra aplicação citada por WATANABE e TSUREKAWA (1999) é a diminuição da fragilidade e aumento de trabalhabilidade de ligas AlLiCuMgZr superplásticas. A superplasticidade costuma ser atribuída ao deslizamento de contornos de grão, entretanto, em materiais policristalinos pode ocorrer fratura devido a concentradores de tensão em pontos triplos ou irregularidades dos contornos de grão. Também neste caso, tem-se observado que o controle da distribuição de características do contorno de grão pode alterar significativamente o comportamento mecânico. A FIG. 90
91 2.56 mostra como as curvas Tensão x Deformação apresentam aspectos bastante distintos para 55,8% (Tipo A) e 27,10% (Tipo B) de contornos CSL. FIG Curvas Tensão x Deformação para os Tipos (a) A e (b) B de tratamentos termomecânicos realizados em uma liga Al-Li (WATANABE e TSUREKAWA, 1999). A superliga Inconel 718 também é suscetível à fragilização dinâmica, tendo-se recentemente aplicado a engenharia de contorno de grão para melhorar o seu desempenho sob carregamento dinâmico e estático (KRUPP et al., 2003). O material já solubilizado (1323K/1h) e envelhecido (993K/12h resfriado até 893K/12h 91
92 e resfriado ao ar), condição AR, foi submetido a ciclos de deformação de 20% em laminação e recozimento (1323K/1h). A percentagem de contornos CSL chegou a 41% com quatro ciclos de tratamento. Corpos de flexão foram solicitados a quente (650ºC ao ar) até uma carga fixa, registrando-se então a queda de carga para deslocamento constante. O ensaio foi interrompido de forma incremental para acompanhamento da propagação da trinca. A FIG mostra o efeito do processamento termomecânico sobre a relaxação da carga, enquanto a FIG mostra o efeitos dos tratamentos sobre a taxa de propagação da trinca. A FIG. 2.59, por sua vez mostra a superfície de fratura de um ensaio interrompido e posteriormente fraturado sob impacto. A efetividade deste tratamento é atribuída à menor difusividade do oxigênio nos contornos CSL, criando barreiras à difusão do mesmo pelo material. FIG Curvas de relaxamento de carga em deslocamento fixo a 650 o C em ar de amostras como recebidas, AR, e processadas termomecanicamente, TMP (KRUPP et al., 2003). 92
. LEHOCKEY et al. (1998) estudaram as trincas surgidas durante embutimento de aços microligados, como mostrado na FIG. 2.60.")
93 FIG Taxa de Propagação da Trinca x Fator de Concentração de Tensão para a liga Inconel 718 como recebida, AR, e processada termomecanicamente, TMP (KRUPP et al., 2003). FIG Superfície de fratura de Inconel 718 mostrando sinais de trincamento induzido por oxigênio entre área ainda íntegras estrutura (KRUPP et al., 2003). LEHOCKEY et al. (1998) estudaram as trincas surgidas durante embutimento de aços microligados, como mostrado na FIG O material possuía entre 14 e 20% de contornos especiais, valores estes próximos à ocorrência randômica de 93


94 contornos CSL. Foi observado que as trincas são predominantemente intergranulares, sendo que a realização de análises de EBSD nas regiões trincadas mostrou que a fração de contornos CSL trincados é muito menor do que a fração de contornos randômicos trincados, como mostrado na FIG Nenhuma tentativa foi feita no sentido de controlar a percentagem de contornos CSL, mas os autores acreditam que talvez esta seja uma forma alternativa de combater a fragilidade a frio destes materiais. FIG Micrografia óptica mostrando a morfologia das trincas surgidas durante o embutimento profundo (LEHOCKEY et al., 1998). FIG Histograma da percentagem relativa de contornos randômicos e contornos CSL trincados (LEHOCKEY et al., 1998). 94
95 2.7 Fluência Micromecanismos de Fluência no Estágio Secundário A literatura na área de fluência permitiu a identificação de diversos mecanismos de deformação em temperaturas elevadas, dentre os quais ressalta-se: deslizamento de discordâncias, fluência de discordâncias, fluência por difusão e deslizamento de contorno de grão. Tais mecanismos são considerados para estabelecer relações matemáticas capazes de descrever a deformação no estágio secundário da fluência com respeito ao tempo, à tensão aplicada e à temperatura. A deformação em fluência por deslizamento de discordâncias ocorre em altos níveis de tensão em comparação com aqueles normalmente considerados em condições de aplicação prática no regime de fluência (LE MAY, 1981). O movimento das discordâncias está condicionado à interação com obstáculos tais como precipitados, contornos de grão, átomos em solução e interação com outras discordâncias. Entretanto, em temperaturas elevadas as discordâncias podem superar seus obstáculos devido à ativação térmica. A taxa de deformação resultante pode ser descrita (EVANS e RAWLINGS, 1969) através da relação de Boltzmann:. Gb ba a σ exp L ε = ε o EQ kt onde b é o vetor de Burgers, L o espaço entre obstáculos, G o módulo de cisalhamento, A a a área de ativação, σ a tensão aplicada, T a temperatura absoluta, ε o a deformação inicial e k a constante de Boltzmann. A maior parte das teorias desenvolvidas para tratar da fluência de discordâncias tem por base o trabalho de BAILEY (1926) e OROWAN (1946), os quais consideraram a fluência no estágio secundário como uma conseqüência de efeitos competitivos de encruamento e recuperação. A taxa de deformação pode ser então ser considerada como dependente do número de discordâncias aptas a deslizar quando um sistema de tensões específico é aplicado, ou seja, depende da densidade de discordâncias móveis. Estas irão se mover sob efeito da tensão 95
96 efetiva: σ = σ EQ e σ i onde σ é a tensão aplicada, e σ i é a tensão interna agindo entre as discordâncias e inibindo o seu movimento. É importante notar que a tensão interna é responsável pelo encruamento e pela recuperação através da formação de arranjos e aniquilação de discordâncias, enquanto que o deslizamento resultante é controlado pela tensão efetiva. Assim, pode-se escrever a equação de Bailey-Orowan para o estado estacionário: σ r t ε s = = e σ i ε. σ, ε, T σ, t, T EQ onde r e e representam as taxas de recuperação e encruamento, respectivamente. A partir desta consideração, muitas formulações teóricas foram propostas para descrever a forma da curva de deformação em fluência no estágio secundário. Para tal, deve-se tomar a natureza viscosa do deslizamento como o fator dominante. Considera-se, assim, a existência de uma tensão de fricção que a discordância deve superar para se mover através da rede, ou uma força de arraste, F, resultado da presença de átomos de soluto e partículas de segunda fase. A tensão necessária para mover a discordância passa a ser: Gb σ = F + EQ π r s onde r S é o espaçamento entre discordâncias dado por: 1 2 r = ρ EQ s sendo ρ a densidade de discordâncias. Assim, tem-se que: ( σ F ) 3 16π 3 c j DvGb ε s = EQ kt G onde D v é o coeficiente de auto-difusão e c j é a densidade de degraus nas discordâncias. Pode-se escrever uma formulação semelhante à anterior, porém mais 96
97 genérica, de modo a acomodar diferentes mecanismos de movimentação de discordâncias: n DvGb σ s ε = B EQ kt G Na fluência por difusão transcristalina do tipo Nabarro-Herring (NABARRO, 1947 e HERRING, 1950), considera-se que as lacunas movam-se como na FIG. 2.62, desde contornos sob tensão trativa até aqueles sob tensão compressiva. Se o fluxo de lacunas, J v, for dado por: D c 2Dceq Ωσ J v = EQ x LΩ kt onde D é o coeficiente de difusão das lacunas, L é o comprimento médio entre AB e AD e Ω e c eq são, respectivamente, o volume das lacunas e a concentração de equilíbrio das lacunas. FIG Desenho esquemático da fluência por difusão com o percurso das lacunas indicado pelas linhas tracejadas (LE MAY, 1981). Considerando-se Ω como aproximadamente b 3, que L esteja diretamente ligado ao tamanho de grão, d, e que Dc eq seja substituído por D v, o coeficiente de autodifusão, pode-se então definir a fluência por difusão como: 2 DvGb b σ ε = A1 EQ kt d G Na fluência por difusão de COBLE (1963), a difusão através do contorno de grão 97
98 é dominante. Este tipo de difusão é dominante para pequenos tamanhos de grão, enquanto que a difusão de Nabarro-Herring é predominante para grandes tamanhos de grão. Considerando-se D b como o coeficiente de difusão através do contorno de grão e δ como a largura efetiva do contorno de grão, tem-se a seguinte expressão para a difusão de Coble: 3 DbGb b σ ε = A2 EQ kt d G Um terceiro mecanismo de fluência por difusão pode ocorrer em altas temperaturas sob baixas tensões, onde fontes e sumidouros podem surgir dentro dos grãos. Este mecanismo é denominado de fluência por difusão de Harper-Dorn (HARPER e DORN, 1957) e pode ocorrer em materiais com grandes tamanhos de grão, dotados de estruturas de discordâncias, nos quais discordâncias que estejam realizando escalagem podem atuar como fontes ou sumidouros de lacunas. O caminho de difusão (L) se torna o espaçamento entre discordâncias, podendo-se escrever a equação de Nabarro-Herring como: DvGb σ ε = A3 EQ kt G Pode-se ainda considerar o mecanismo de deslizamento de contornos de grão, neste caso será ignorada inicialmente, por simplificação, a necessidade de deformação intragranular para acomodação de materiais policristalinos quando uns grãos deslizam sobre os outros. Tal processo pode ser considerado como um escoamento de natureza viscosa newtoniana, neste caso o coeficiente de difusão relevante será aquele referente aos contornos de grão, D b. A taxa de deslizamento será proporcional ao número de contornos de grão presentes, ou ao inverso do tamanho de grão. A taxa de deslizamento do contorno de grão pode então ser escrita como (LE MAY, 1981): DbGb b σ ε gbs = A4 EQ kt d G O deslizamento do contorno de grão é acompanhado por uma acomodação do interior dos grãos próximo aos contornos, a qual ocorre normalmente por escalagem de discordâncias, mas poderá, em alguns casos ocorrer por difusão atômica pelo contorno de grão. Tal acomodação pode ser vista como um processo seqüencial sendo ditado genericamente pela expressão: 98
99 n DvGb b σ acc ε = A5 EQ kt d G A expressão final que descreve a taxa de deformação associada a este mecanismo é dada então por: ε gbs ε acc ε = EQ ε gbs ε acc Deve-se notar que, na maioria dos casos práticos de engenharia, o deslizamento de contornos de grão desempenha um papel minoritário no estágio secundário da fluência. Entretanto, este mecanismo apresenta um papel determinante na fratura do estágio terciário, onde a acomodação não ocorre na taxa necessária e trincas intercristalinas se desenvolvem. Todos estes mecanismos aqui descritos não ocorrem de forma isolada, contudo, cada um será dominante em função do tamanho de grão, da temperatura e do nível de tensão. A identificação do mecanismo dominante sob determinadas condições permite a previsão do comportamento através de uma das equações constitutivas apresentadas. Para facilitar este trabalho, mapas de deformação foram desenvolvidos por ASHBY (1972). Além dos mecanismos já mencionados, um caso limite é incluído: o escoamento sem defeitos. Neste caso, considera-se a ocorrência de cisalhamento através dos planos de deslizamento sem a ajuda de defeitos, o que leva à taxa de fluência: ε = ε = 0 σ σ max EQ G G σ σ < max EQ G G O mecanismo dominante é determinado a partir das equações constitutivas de cada mecanismo para as condições específicas de tamanho de grão, tensão e temperatura, usando valores conhecidos para as constantes envolvidas. Nestes mapas, como mostrado na FIG. 2.63, a tensão é expressa sob a forma normalizada (σ/g) e a temperatura considerada é a homóloga (T/T F ). Os contornos entre as áreas de cada mecanismo dominante representam as condições nas quais dois mecanismos proporcionam valores semelhantes para a taxa de fluência. O limite 99
100 entre deformação elástica e fluência normalmente considerado é uma taxa de 10-8 /s. FIG Mapa de deformação em fluência de ASHBY (1972) Micromecanismos de Fluência no Estágio Terciário A fluência terciária está associada ou com a redução da seção resistente através do empescoçamento ou, o que é mais comum, com a nucleação e crescimento de microvazios no contorno de grão. Estes microvazios podem ocorrer em pontos tríplices ou ao longo do contorno de grão e, em geral, surgem ainda no estágio secundário. Sua freqüência depende da tensão e temperatura envolvidas, sendo em geral formados em altas temperaturas sob baixa tensão. Assim, a fratura intergranular sob fluência é comum sob baixas tensões e altas temperaturas, sendo a fratura transgranular observada sob altas tensões e baixas temperaturas, como, por exemplo, nas condições de fluência acelerada. 100
101 A fratura transgranular em fluência é similar à fratura dúctil a baixa temperatura, envolvendo nucleação de microvazios em inclusões e partículas de segunda fase, os quais crescem e coalescem levando à fratura. Para todas as deformações ocorrendo no estágio estacionário, tem-se que o tempo para a fratura será dado por: t r ε f = ε s EQ onde a deformação para a fratura, ε f, é composto por deformações de nucleação e crescimento. Ignorando o efeito do empescoçamento tem-se: t r 1 1 n 2 ε n + ln 0,7 f v 1 1,8 n 1 = ε s EQ onde f v é a fração volumétrica de inclusões, n é o coeficiente de encruamento e ε n é uma constante relativa à nucleação. Ao se considerar microvazios em pontos tríplices na fratura intergranular, podese tratá-los como trincas em cunha sob tensão trativa com deslizamento de contorno de grão concomitante, como na FIG A taxa de mudança da altura com relação ao tempo é dada por: dh ε gbs d EQ dt A instabilidade da trinca ocorre quando: hσ 2E γ EQ onde E γ é a energia superficial de fratura. 101
102 FIG Microvazio em ponto tríplice crescendo sob tensão trativa (ASHBY, 1972). Assim, t r 2γ σd = ε gbs 102 EQ O crescimento de cavidades no contorno de grão pode ser considerado como um processo contínuo durante a deformação em fluência. O crescimento, por sua vez, pode ser resultado do escoamento difusional de lacunas ou da fluência de discordâncias. Pode-se considerar que as lacunas se movam ao longo do contorno de grão em direção à cavidade. O que equivale a dizer que os grãos são puxados através de um fluxo de retorno dos átomos. Pode-se, então, prever o tempo para ruptura, considerando um número constante de cavidades, através da expressão: t r ktl = δd b σω 3 EQ onde l é o espaçamento médio entre cavidades no contorno de grão e δ é a espessura efetiva do contorno de grão. Quando a fluência de discordâncias for dominante, tem-se que: t r = ( 1 A ) o s ε 1,48 onde A o é a fração superficial inicial de cavidades no contorno de grão. EQ. 2.38
103 3 PROCEDIMENTOS EXPERIMENTAIS A partir da revisão bibliográfica realizada, ficou clara a viabilidade da realização de engenharia de contorno de grão em ligas CFC. Neste trabalho em particular buscou-se obter tratamentos termomecânicos capazes de alterar o perfil de distribuição de contornos especiais do tipo CSL, principalmente contornos de macla. Na medida em que os mecanismos através dos quais isto é possível ainda não são claros, procurou-se investigar a evolução da microestrutura em diferentes estágios do seu processamento. Esta investigação, aliada à necessidade de avaliar a efetividade dos tratamentos propostos levou ao emprego combinado de microscopia ótica e microscopia eletrônica de varredura com análise de orientação por difração de elétrons retroespalhados. Por outro lado, tentou-se avaliar a efetividade dos tratamentos propostos em algumas propriedades sensíveis a fenômenos intergranulares. Para tal, optou-se por avaliar o comportamento em fluência e corrosão sob tensão em Inconel 600, uma liga níquel-cromo-ferro caracterizada por sua grande resistência à fluência e corrosão. O latão-α foi utilizado para testar os diversos tratamentos termomecânicos e estudar os mecanismos envolvidos. A partir destas experiências, os tratamentos que mostraram maior potencialidade para aumentar a quantidade de contornos CSL foram empregados nas demais ligas. Ligas de chumbo são utilizadas na estrutura de sustentação do anodo positivo de baterias automotivas. Estas baterias perdem eficiência no processo de carga e descarga com o uso, gerando degradação de seus materiais componentes. A reação PbO 2 PbSO 4 resulta em alteração de volume no anodo, o que causa corrosão intergranular na liga de Pb. A falha final da placa pode se dar por fluência ou trincamento devido ao ataque intergranular. Uma das formas de minimizar este problema é adicionar elementos de liga como Ca, Sn, Ag e Ba. Outra alternativa seria aumentar a quantidade de contornos CSL em ligas de chumbo o que pode, eventualmente, levar a uma aplicação industrial. Já o Inconel 625 é uma liga níquel-cromo caracterizada por sua alta resistência e excelentes conformabilidade e soldabilidade aliada à boa resistência à corrosão. 103
104 Suas propriedades tornam esta liga muito utilizada nas indústrias naval, química e nuclear. Em particular, merece nota o fato desta liga ser utilizada em diversos componentes de turbina e câmara de combustão de foguetes (SPECIAL METALS, 2004b). Neste trabalho, o real motivo de seu emprego residiu apenas na disponibilidade deste material na época em que foram finalizados os testes com latão-α. Assim, foi possível verificar de imediato a viabilidade da repetição dos tratamentos anteriormente desenvolvidos através da manutenção das mesmas deformações e temperaturas homólogas de tratamento térmico. A liga Inconel 600 foi o material escolhido para verificar os efeitos da engenharia de contorno de grão sobre alguma propriedade mecânica. Tal escolha reside primeiramente na alta aplicabilidade desta liga em tecnologias críticas como indústria nuclear (como tubo de água pressurizada em geradores de vapor nucleares) e a indústria do petróleo como corpo ou revestimento de válvulas que operem em temperatura elevada (SPECIAL METALS, 2004a). No campo aeronáutico, este material em uma variedade de componentes da turbina e da estrutura sujeitos a altas temperaturas. A escolha deste material para estas aplicações deve-se à excelente resistência à corrosão desta liga aliada a boas propriedades mecânicas em temperaturas elevadas. Além disso, esta é uma superliga que tem na solução sólida do ferro no níquel, o seu principal mecanismo de reforço mecânico, o que torna a sua microestrutura bastante simples para uma superliga, sem fase γ ou precipitados secundários. Inicialmente, buscou-se realizar tratamentos térmicos capazes e alterar o perfil de distribuição de contornos CSL em materiais CFC de baixa energia de falha de empilhamento. Os tratamentos termomecânicos empregados obedecem ao conceito geral de realizar ciclos iterativos de baixa deformação e recozimento sobre uma microestrutura recristalizada. Optou-se genericamente pelo seguinte procedimento: Média deformação (~40%) seguida de recristalização para eliminação da microestrutura anterior, considerando-se, assim, como microestrutura de partida e de referência para análise, a microestrutura de grão equiaxiais com as maclas de recristalização advindas deste tratamento. 104

105 Baixa deformação (~6%) seguida de dois tratamentos distintos, recozimento em temperatura elevada (~0,9T M ) por curto tempo e recozimento em temperatura baixa (~0,3-0,4T M ) por longo tempo. Os tratamentos relatados não refletem todo o esforço despendido, pois boa parte da avaliação dos vários tratamentos testados deu-se apenas por observação no microscópio ótico, sem registro fotográfico. As linhas de tratamento que foram consideradas promissoras foram aquelas efetivamente relatadas. Da mesma forma, as deformações e temperaturas de recristalização escolhidas foram fruto de diversas tentativas iniciais para, na medida do possível, trabalhar com tamanhos de grão próximos nos diversos materiais. 3.1 Latão-α O material de partida (amostra CR) foi uma placa fundida com microestrutura dendrítica de latão-α, como mostrado na FIG. 3.1Error! Reference source not found.. FIG Micrografia ótica da placa de latão-α com microestrutura dendrítica utilizada. Os tratamentos termomecânicos empregados com o intuito de controlar a quantidade de contornos CSL foram os seguintes: 105
106 De modo a eliminar esta microestrutura, realizou-se uma laminação cruzada de 43% de deformação seguida de recristalização a 450 o C por 2 horas, doravante denominado REC. A partir do estado REC, deformação de 7% seguida de recozimento por 1 min a 800 o C (temperatura homóloga de 0,9T M ), doravante denominado ECGA. A partir do estado REC, deformação de 7% seguida de recozimento por 5 min a 800 o C (temperatura homóloga de 0,9T M ), doravante denominado ECGB1. As repetições de novos ciclos consecutivos de baixa de deformação e recozimento foram chamadas de ECGB2, ECGB3 e ECGB4. A partir do estado REC, deformação de 7% seguida de recozimento por 168h a 300 o C (temperatura homóloga de 0,5 T M ), doravante denominado ECGC. A partir do estado REC, deformação de 70% seguida de recristalização a 450ºC por 30min e duas etapas de deformação de 7% seguida de recozimento por 10 min a 800 o C. Este tratamento foi chamado de ECGD. A TAB. 3.2 mostra os tratamentos realizados. É importante ressaltar que todos os resfriamentos foram realizados em água de modo a interromper a evolução da microestrutura. Todos os tratamentos térmicos realizados após etapas de deformação foram resfriados em água de modo a melhor controlar seu efeito sobre a microestrutura. Todos os passes de laminação foram realizados em laminador Fenn com cilindro de laminação de 135 mm, tendo-se tido o cuidado de preservar sempre a direção de laminação nas amostras preparadas para análise metalográfica. Na etapa de deformação que precedeu a recristalização, a seqüência de deformação exposta na TAB. 3.1 foi utilizada. As baixas deformações aplicadas posteriormente à recristalização foram sempre realizadas em um só passe sempre no sentido tomado como referência (0º). A deformação de 70% utilizada no tratamento de dupla recristalização também foi aplicada no sentido tomado como referência (0º). 106
107 TAB Seqüência de laminação anterior à etapa de recristalização do latão-α. Etapa Espessura Deformação Sentido (mm) de Engenharia D 0 12, D 1 11,15 9,7% 0º D 2 10,20 8,5% 90º D 3 9,00 11,8% 0º D 4 8,00 11,1% 90º D 5 7,00 12,5% 0º Amostras obtidas em cada etapa dos tratamentos mencionados foram então preparadas para análise metalográfica e análise de EBSD no MEV através dos seguintes passos: lixamento até a lixa 600 mesh; polimento eletrolítico com reagente próprio (VOORT, 1984) (250 ml de ácido fosfórico, 250 ml de etanol, 50 ml de propanol, 500 ml de água destilada, 3 g de uréia) a 10 V, com 8A/cm 2 por 30 s; ataque com o reagente de Duggan (DUGGAN et al., 1978) (5 g de cloreto de ferro, 10 ml de ácido clorídrico e 100 ml de água destilada) por 5 a 10s. 107
108 TAB Tratamento termomecânicos realizados no latão-α. Nomenclatura Deformação Temperatura Tempo REC 43% 450ºC 2 h ECGA 43% 7% 450ºC 800ºC 2 h 1 min ECGB1 43% 7% 450ºC 800ºC 2 h 5 min ECGB2 43% 7% 7% 450ºC 800ºC 800ºC 2 h 5 min 5 min ECGB3 43% 7% 7% 7% 450ºC 800ºC 800ºC 800ºC 2 h 5 min 5 min 5 min ECGB4 43% 7% 7% 7% 7% 450ºC 800ºC 800ºC 800ºC 800ºC 2 h 5 min 5 min 5 min 5 min ECGC 43% 7% 450ºC 300ºC 2 h 168 h ECGD 43% 70% 7% 7% 450ºC 450ºC 800ºC 800ºC 2 h 30 min 5 min 5 min 108




109 3.2 Chumbo Na medida em que o estudo das ligas de chumbo visava estudar a aplicabilidade do conceito de engenharia de contorno de grão à rede de sustentação do anodo positivo de baterias de chumbo, buscou-se avaliar o que acontecia com as baterias incapazes de serem recarregadas de modo a compreender o motivo desta perda de função. Para tal, foram obtidas por doação de oficinas mecânicas baterias inservíveis, as quais tiveram o seu ácido sulfúrico escorrido e o encapsulamento plástico retirado. A FIG. 3.2 mostra o esquema geral de uma bateria automotiva. Ao se desmontar as mesmas, notou-se que as grades de sustentação da pasta que funcionam como anodo positivo estavam totalmente degradadas, os fragmentos ainda íntegros eram extremamente friáveis, algumas vezes esfarelando com o simples manuseio. Ao observar estes fragmentos, foi possível identificar claros indícios de descolamento dos grãos por corrosão intergranular, como pode ser observado na FIG FIG Esquema geral de uma bateria automotiva. 109

 removida através de lavagem, sendo utilizadas para a fundição posterior.")
110 (a) (b) FIG Superfície de um fragmento da rede de sustentação de uma bateria incapaz de ser recarregada. Aumentos de (a) 400x e (b) 2.000x. Adquiriu-se também uma bateria nova com o objetivo de caracterizar a microestrutura inicial do material destas grades de sustentação e obter a matériaprima para os estudos a serem realizados. A bateria teve sua parte superior (tampa plástica) serrada, e do seu interior foi extraída toda solução ácida (H 2 SO 4 ). As grades foram, então, retiradas do suporte, serrando-se seus contatos. As grades tiveram toda a pasta eletrolítica (óxido de chumbo - PbO 2, elemento ativo durante o processo de geração de carga) removida através de lavagem, sendo utilizadas para a fundição posterior. A microestrutura original das grades de chumbo como recebidas (amostra CR) desta bateria é mostrada na FIG Percebe-se uma grande irregularidade na morfologia e tamanho dos grãos, caracterizando uma microestrutura ainda correspondente ao lingotamento contínuo. Na Error! Reference source not found. é apresentado o resultado da análise semiquantitativa da composição química da grade, enquanto que o espectro de EDS de uma região da grade observada com baixo aumento no MEV é mostrado na FIG

111 FIG Microestrutura da grade de chumbo ao microscópio ótico. TAB Análise semi-quantitativa da composição da liga de chumbo da grade da bateria. Pb Sn Ca EDS 98,5 1,4 0,1 FIG Espectro de EDS da grade de liga de chumbo utilizada como matériaprima neste trabalho. 111
112 As grades foram então refundidas na forma de blocos para realização dos tratamentos termomecânicos. De modo a garantir uma boa qualidade inicial do produto fundido confeccionou-se uma coquilha que gerou blocos maciços com as seguintes medidas: 9,0 cm X 3,0 cm X 1,5 cm. Após a obtenção do bloco chumbo fundido, foi realizada uma laminação cruzada com 40% de deformação e posterior recristalização em estufa a uma temperatura de C por 12 minutos. A seqüência de passes desta laminação cruzada é exposta na TAB Em seguida, foi realizada uma segunda laminação com mesma deformação de 40%, agora aplicada apenas no sentido de referência (0º), seguido de uma segunda recristalização com temperatura de C por 10 minutos. A seqüência de passes desta segunda deformação é mostrada na TAB Em todos os tratamentos realizados o resfriamento foi feito em água de modo a interromper o crescimento de grão. Observou-se que a microestrutura do chumbo pode evoluir a temperatura ambiente após a deformação devido ao seu baixo ponto de fusão, justamente por isso foi necessário que o material fosse mantido a 5 o C entre os tratamentos. TAB Seqüência de laminação anterior à etapa de recristalização do chumbo. Etapa Espessura Deformação Sentido (mm) de Engenharia D 0 9, D 1 8,00 11,6% 0º D 2 7,05 11,9% 90º D 3 6,10 13,5% 0º D 4 5,40 11,5% 90º TAB Seqüência de laminação anterior segunda recristalização do chumbo. Etapa Espessura Deformação Sentido (mm) de Engenharia D 0 5, D 1 4,10 24,1% 0º D 2 3,20 22,0% 0º 112
113 Após a dupla recristalização, a amostra passou por uma nova laminação, dessa vez com 7% de deformação e então levada a estufa a uma temperatura de 120ºC durante 4 minutos (ECG1). Essa mesma amostra depois de ter passado por ECG1 foi laminada novamente (7% de deformação) e então aquecida a uma temperatura de 120ºC na mesma estufa durante 4 minutos (ECG2). Após passar por ECG2 a amostra foi novamente aquecida a uma temperatura de 120ºC na mesma estufa durante 4 minutos (ECG3). A TAB. 3.6 mostra os tratamentos realizados. Todos os tratamentos térmicos realizados após etapas de deformação foram resfriados em água de modo a melhor controlar seu efeito sobre a microestrutura. TAB Tratamento termomecânicos realizados no chumbo. Nomenclatura Deformação Temperatura Tempo REC 40% 40% ECG1 40% 40% 7% ECG2 40% 40% 7% 7% ECG3 40% 40% 7% 7% 7% 150ºC 120ºC 150ºC 120ºC 120ºC 150ºC 120ºC 120ºC 120ºC 150ºC 120ºC 120ºC 120ºC 120ºC 12 min 10 min 12 min 10 min 4 min 12 min 10 min 4 min 4 min 12 min 10 min 4 min 4 min 4 min Todos os passes de laminação foram realizados em laminador Fenn com cilindro de laminação de 135 mm, tendo-se tido o cuidado de preservar sempre a direção de laminação nas amostras preparadas para análise metalográfica. Na preparação da amostra para observação metalográfica e realização de EDS e EBSD os seguintes passos foram seguidos: Lixamento: 600, 1200 e 4000 mesh (2 min em cada lixa); 113
114 Polimento: diamante 3μm e 1/4 μm (15 minutos com pouca pressão sobre a amostra ); Ataque: Ácido acético (conc.) 10 ml. Peróxido de hidrogênio (30%) 25 ml Tempo de 3 a 7 s Repetir o processo de polimento e ataque 3 a 4 vezes, lavando a amostra entre cada ataque realizando a observação da microestrutura através do microscópio ótico. 3.3 Liga Inconel 625 O material de partida, cuja composição nominal é mostrada na TAB. 3.7, foi obtido a partir de uma deposição por soldagem de Inconel 625 sobre um componente de aço. A análise de EDS não detectou a presença de ferro como é possível observar no espectro apresentado na FIG A microestrutura de partida (amostra CR) é mostrada na FIG TAB Composição química da liga Inconel 625. Liga Inconel Ni Cr Mo Nb Al Ti Fe Mn 625 Especificada 58,0 min 20,0 23,0 8,0 10,0 3,15 4,15 0,4 max 0,4 max 5,0 max 0,5 max Co C P S Si 1,0 max 0,10 max 0,015 max 0,015 max 0,50 max EDS Ni Cr Mo Nb Al Ti Fe Mn 77,49 18,37 2,75 1,15 0,05 0, Co C P S Si


115 (a) (b) FIG Microestrutura dendrítica inicial da liga Inconel 625 mostrada em (a) uma micrografia óptica (b) e em uma imagem obtida no MEV. FIG Espectro de EDS da Liga Inconel 625. De modo a eliminar a microestrutura dendrítica, realizou-se uma laminação cruzada de 41% de deformação seguida de recristalização a o C por 2 horas. A TAB. 3.8 mostra a seqüência de deformação em laminação realizada. A partir daí, amostras foram retiradas e laminadas com 6% de deformação. Três diferentes tratamentos foram realizados: recristalização por 1 min a o C (T/T F =0,9), 115
116 doravante denominado ECGA, por 168h a 500 o C (T/T F =0,4), doravante denominado ECGB e 10 min a o C, doravante denominado ECGC. A TAB. 3.9 mostra os tratamentos realizados. Todos os tratamentos térmicos realizados após etapas de deformação foram resfriados em água de modo a melhor controlar seu efeito sobre a microestrutura. TAB Seqüência de laminação anterior à etapa de recristalização do Inconel 625. Etapa Espessura (mm) Deformação de Engenharia Sentido D 0 11, D 1 10,50 4,6% 0º D 2 9,70 7,6% 90º D 3 9,00 7,2% 0º D 4 8,40 6,7% 90º D 5 8,00 4,8% 90º D 6 7,40 7,5% 0º D 7 7,00 5,4% 0º D 8 6,5 7,1% 0º Todos os passes de laminação foram realizados em um laminador duo Fenn com cilindro de laminação de 135 mm, tendo-se tido o cuidado de preservar sempre a direção de laminação nas amostras preparadas para análise metalográfica. Amostras obtidas em cada etapa dos tratamentos mencionados foram então preparadas para análise metalográfica e análise de EBSD através dos seguintes passos: lixamento até a lixa 600 mesh; polimento com pasta de diamante de 1 μm; polimento eletrolítico com uma solução de 10% de ácido perclórico em metanol a 8V por 8 s; ataque em solução de 10% de ácido nítrico em metanol por 5 a 10 s. 116
117 TAB Tratamentos termomecânicos realizados na liga Inconel 625. Nomenclatura Deformação Temperatura Tempo REC 41% 1.000ºC 2 h ECGA 41% 6% 1.000ºC 1.100ºC 2 h 1 min ECGB 41% 6% 1.000ºC 1.100ºC 2 h 10 min ECGC 41% 6% 1.000ºC 500ºC 2 h 168 h 3.4 Liga Inconel 600 A liga Inconel 600 comercial utilizada neste trabalho foi produzida pela empresa ENGEMASA, a qual processou este material num forno a arco elétrico em vácuo. A composição química especificada pela Norma ASTM B168 (2001) para a liga é apresentada na TAB. 3.10, juntamente com a análise química realizada por via úmida. TAB Composição química da liga Inconel 600. Liga Ni Cr Fe Mn Mo Al Si S C Inconel 600 Espec. 72,0 min 14,0 17,0 6,00 10,00 1,00 max - - 0,50 max 0,015 max 0,15 max Análise Química Bal. 15,40 8,80 1,00 0,05 0,08 0,03-0,08 A microestrutura inicial do tarugo de Inconel 600 revelou-se dendrítica, com comprimento de 10 mm. A FIG. 3.8 foi obtida em microscópio ótico e mostra que existe uma estrutura de precipitados interdendríticos e uma estrutura de finos 117


118 precipitados dispersos no material de partida (amostra CR). A observação da FIG. 3.9, referente à composição química geral da amostra, e da FIG e FIG. 3.11, referentes respectivamente aos espectros dos carbonetos interdendríticos e finamente dispersos, mostra que ambos os precipitados eram carbonetos de cromo. (a) (b) FIG (a) Micrografia obtida em microscópio ótico do material no estado fundido, mostrando os precipitados presentes no contorno das dendritas e irregularmente dispersos no seu interior. (b) Detalhe da micrografia anterior. FIG Espectro de EDS de uma região observada em baixo aumento no MEV. 118
119 FIG Espectro de EDS dos precipitados interdendríticos. FIG Espectro de EDS dos precipitados finamente dispersos pela matriz. 119
120 A partir do tarugo original fundido com microestrutura dendrítica, retirou-se uma barra cilíndrica com as dimensões de 21,7mm de diâmetro por 290mm de comprimento, a qual foi submetida a um alívio de tensões a 1000ºC por 35 minutos e resfriamento ao ar. A temperatura de dissolução dos precipitados é de 1.150ºC, enquanto que a temperatura de precipitação situa-se na faixa entre 560ºC e 980ºC. Como os tratamentos térmicos seriam realizados justamente na faixa de precipitação, a qual é predominantemente intergranular e a condição solubilizada apresenta crescimento de grão acentuado quando tratada, decidiu-se não realizar a solubilização, mas apenas um alívio de tensões. Optou-se por realizar a deformação através de forjamento rotativo devido ao grande encruamento da liga durante a deformação, o que resultou em trincamento nas tentativas de laminação. Além disso, o resultado final era uma microestrutura com grande heterogeneidade ao longo da espessura. A barra retirada do tarugo fundido foi submetida, então, a forjamento rotativo em máquinas Fenn 6F e 3F capazes de alcançar taxas de deformação da ordem de 10 2 /s. Tanto a deformação em forjamento rotativo como os tratamentos térmicos subseqüentes foram realizados nas instalações do Departamento de Engenharia de Materiais da FAENQUIL em Lorena. A barra foi sucessivamente deformada até um diâmetro de 13,1 mm (ε = 0,40), passando pelos diâmetros intermediários de 20,0mm, 18,7 mm, 17,8 mm, 16,6 mm, 15,1 mm e 14,4 mm. Realizou-se então a recristalização a 1.000ºC por 35 minutos, sendo esta condição denominada REC. A seguir, a barra foi deformada até o diâmetro de 12,1 mm (ε = 0,08) e levada ao forno a 850ºC por 5 minutos; a esta condição deu-se o nome de ECGA1. Algumas barras deformadas até o diâmetro de 12,1 mm foram mantidas no o forno por um tempo de 10 minutos, gerando o tratamento ECGB. Outras barras foram levadas ao forno a 1.000ºC por 5 minutos, tratamento este denominado de ECGC. Uma nova deformação até o diâmetro de 11,1 mm (ε = 0,09) foi realizada e mais uma vez levou-se a barra à 850ºC por 5 minutos; ECGA2 foi o nome dado a esta condição. Outra deformação até o diâmetro de 10,0 mm (ε = 0,10) foi realizada e pela última vez levou-se a 850ºC por 5 minutos; ECGA3 foi o nome desta última condição. A TAB resume os tratamentos realizados. Todos os tratamentos térmicos realizados após etapas de deformação foram resfriados em água de modo a melhor controlar seu efeito sobre a microestrutura. 120
121 Amostras obtidas em cada etapa dos tratamentos mencionados foram então preparadas para análise metalográfica e a análise de EBSD no MEV através dos seguintes passos: lixamento até a lixa mesh, buscando-se sempre observar as amostras através da seção longitudinal de modo a poder notar qualquer irregularidade ao longo da seção transversal ou do comprimento; polimento com pasta de diamante de 6 μm, 3 μm e 1 μm. Em algumas amostras realizou-se polimento com sílica coloidal ao invés do polimento em diamante com rotação de 50 rpm e carga de 3 kgf; ataque metalográfico por cerca de 2 minutos com o reagente de Marble: 4 g de CuSO 4, 20 ml de HCl e 20 ml de H 2 O. 121
122 TAB Tratamento termomecânicos realizados na liga Inconel 600. Nomenclatura Deformação Temperatura Tempo REC ECGA1 ECGA2 ECGA3 ECGB ECGC 40% 40% 8% 40% 8% 9% 40% 8% 9% 10% 40% 8% 40% 8% 1.000ºC 850ºC 1.000ºC 850ºC 850ºC 1.000ºC 850ºC 850ºC 850ºC 1.000ºC 850ºC 850ºC 850ºC 850ºC 1.000ºC 850ºC 850ºC 1.000ºC 850ºC 1.000ºC 35 min 30 min 35 min 30 min 5 min 35 min 30 min 5 min 5 min 35 min 30 min 5 min 5 min 5 min 35 min 30 min 10 min 35 min 30 min 5 min 3.5 Observação em MEV EBSD A observação das amostras em MEV com auxílio da técnica de EBSD constituiu a ferramenta básica para avaliação da eficiência dos tratamentos térmicos realizados no que tange a sua capacidade de aumentar a quantidade de contornos CSL. Tal escolha deve-se à facilidade de classificar os contornos como CSL ou randômico. Ainda que se desejasse considerar somente os contornos de macla como especiais, a tarefa de avaliar a sua quantidade apenas por microscopia ótica é 122
123 praticamente inviável, na medida em que numa microestrutura altamente maclada muitos contornos de grão passam a ser efetivamente maclas como será possível observar ao longo deste trabalho. Teve-se ainda a intenção de realizar varreduras detalhadas nas amostras deformadas de modo a estudar o mecanismo de aumento da quantidade de contornos CSL. As amostras submetidas ao ensaio de fluência foram analisadas também por esta técnica de modo a avaliar o papel destes contornos especiais no aumento da resistência à fluência. Todas as análises de EBSD, assim como todas as micrografias de MEV, foram realizadas em um Microscópio Eletrônico de Varredura Jeol JSM 5800 LV (mostrado na FIG. 3.2) do Laboratório de Microscopia Eletrônica (LME) do IME equipado com um acessório de EBSD marca TSL e programa para análise de dados OIM Orientation Imaging Microscopy. Cabe aqui uma breve descrição da técnica de EBSD e das metodologias de análise de dados empregadas, uma visão um pouco mais detalhada pode ser encontrada no trabalho de PINTO e LOPES (2003). A técnica de EBSD consiste basicamente no uso dos padrões de Kikuchi oriundos da difração de elétrons retroespalhados para identificar a fase cristalina e a posição da célula unitária em qualquer material cristalino (RANDLE et al., 1988 e RANDLE, 1992). A FIG mostra um padrão de Kikuchi com os seus pólos identificados, enquanto que a FIG mostra o esquema básico de funcionamento deste acessório do MEV, deve-se notar que a amostra é inclinada de 70º de modo a aumentar o contraste dos elétrons retroespalhados em relação ao ruído de fundo sobre a tela fosforescente. No sistema automatizado do IME, pode-se delimitar uma área a ser percorrida pelo feixe de elétrons com passo escolhido pelo usuário, como mostrado de forma esquemática na FIG Em cada ponto, o padrão é identificado com relação a sua rede cristalina e orientação com relação aos eixos da amostra. O resultado final da análise é um arquivo com as seguintes informações para cada ponto: coordenadas (X,Y) do ponto, ângulos de Euler da célula unitária com relação aos eixos da amostra, índice de qualidade (IQ) da imagem do padrão de Kikuchi, índice de confiança (CI) da identificação do padrão, tom de cinza do coletado pelo detector de elétrons usado e fase cristalina. O índice de qualidade é uma medida da nitidez das bandas de Kikuchi através da altura das gaussianas identificadas no espaço de Hough, enquanto que o índice de confiança é uma medida criada pela empresa TSL 123



124 segundo um sistema de votação entre as diversas soluções possíveis para cada padrão. Encontra-se bem documentado (WRIGHT e ADAMS, 1992) que pontos com CI 0,2 são corretamente identificados 99,9% das vezes. FIG Microscópio Eletrônico de Varredura Jeol JSM 5800-LV equipado com EDS e acessório de EBSD. FIG Padrão de Kikuchi (a) como coletado pela câmera e (b) após identificação com a indicação dos eixos de zona responsáveis pelos pólos presentes. 124

125 FIG Esquema geral do acessório de EBSD (PAREDES, 1999). FIG Representação esquemática da realização da análise de EBSD em um campo de uma amostra policristalina. Na medida em que os dados obtidos sempre possuem uma certa percentagem de pontos equivocadamente identificados seja devido a irregularidades na amostra seja devido à presença de um pólo de alta simetria justamente no centro da tela de fósforo é conveniente realizar um tratamento dos dados coletados. Tal tratamento corresponde basicamente a eliminar todos os pontos com CI < 0,1 e lhes conferir a orientação da média entre a orientação de seus vizinhos; este procedimento lastreiase no fato de que com CI 0,1, 95% das identificações dos padrões de Kikuchi são 125
126 corretas (FIELD, 1997). A seguir, estabelece-se que nenhum grão poderá ser composto por menos do que uma certa quantidade de pixels (normalmente 4) com variação menor do que 15º entre eles; tais grãos são eliminados e realiza-se um processo de dilatação dos grãos vizinhos. Evidentemente, tal procedimento de limpeza dos dados deve ser não só ajustado para cada conjunto de dados, mas principalmente, deve-se sempre buscar uma verificação se a microestrutura descrita por EBSD corresponde àquela observada na imagem de elétrons secundários daquela região. Uma vez obtido um conjunto de dados confiável, uma série de análises pode ser realizada (ADAMS, 1993, WRIGHT et al., 1993 e ENGLER et al., 1994). Uma das mais básicas é a construção de um mapa de qualidade da região analisada sobre o qual se pode sobrepor os contornos de alto e baixo ângulo ou os contornos CSL segundo o critério de BRANDON (1966). Em boa parte dos mapas apresentados neste trabalho estarão sobrepostos a este mapa os contornos de alto ângulo em preto e os contornos CSL em vermelho, como mostrado na FIG Deve-se notar que a amostra encontra-se inclinada de 70º, no entanto ao se realizar a reconstrução do mapa citado anteriormente o efeito desta inclinação é corrigido; logo varreduras realizadas em áreas aparentemente quadradas na imagem de elétrons secundários são na realidade retangulares e assim serão apresentadas. Outro mapa básico para a maior parte das análises é o mapa de orientação, no qual a cada pixel é dada uma cor correspondente ao plano cristalino paralelo ao plano de análise, segundo uma referência de cores apresentada numa figura de pólos inversa. Um exemplo deste último tipo de mapa é mostrado na FIG para apresentar o efeito do procedimento de limpeza. 126
 Imagem de elétrons secundários de uma região onde foi realizada")
 mapa de qualidade da região apresentada em (a) com os contornos de")
 (b) (c) FIG. 3.17 - (a) Mapa de orientação de latão como coletado.")
127 (a) (b) FIG (a) Imagem de elétrons secundários de uma região onde foi realizada análise de EBSD. (b) mapa de qualidade da região apresentada em (a) com os contornos de grão realçados em preto e os contornos CSL realçados em vermelho. (a) (b) (c) FIG (a) Mapa de orientação de latão como coletado. (b) Mapa de orientação de (a) após a realização do procedimento de limpeza. (c) Figura de pólo inversa de referência para (a) e (b). 127
128 Ainda no que tange a análises microestruturais é possível construir um histograma da percentagem de cada tipo de contorno CSL em relação à quantidade total de contornos de grão observada num determinado campo, determinar a distribuição de tamanho de grão de uma determinada região ou estabelecer o tamanho de grão médio de um campo segundo a norma ASTM E112 (ASTM, 1996). Realizou-se ainda de forma manual a contagem de pontos triplos com 0, 1, 2, 3 e 4 contornos CSL como componentes; evidentemente foram observados pontos quádruplos em pequena quantidade parte dos quais totalmente compostos por contornos CSL. Além destas análises, pode-se ainda avaliar a textura do material por qualquer tipo de representação desejada, figuras de pólos ou função de distribuição de orientação como mostrado na FIG Neste trabalho, o foco das análises foi a microtextura, tendo-se optado por não apresentar as figuras relativas à evolução da textura com os tratamentos termomecânicos realizados. 128
 Figura de pólo direta para cobre deformado e recristalizado; (b) função de")

129 (a) (b) FIG (a) Figura de pólo direta para cobre deformado e recristalizado; (b) função de distribuição de orientação cristalina do mesmo material. 3.6 Ensaios Acelerados de Fluência A realização de ensaios de fluência em corpos de prova da liga Inconel 600 teve por objetivo, não só verificar se os tratamentos termomecânicos empregados eram 129
130 efetivamente capazes de aumentar a resistência à fluência, mas principalmente estudar o mecanismo através do qual os contornos CSL influem nesta propriedade. Os corpos de prova para o ensaio de fluência foram confeccionados em consonância com a norma ASTM E8 (ASTM, 2003), utilizando-se corpos de seção circular com cabeça rosqueada. As dimensões dos corpos de prova utilizados são apresentadas na FIG FIG Corpo de prova utilizado nos ensaios de fluência acelerados (dimensões em mm). Para a realização dos ensaios de fluência, utilizou-se uma máquina de ensaios de fluência Amsler de 5 postos pertencente ao Laboratório de Fluência do Programa de Engenharia Metalúrgica e de Materiais (PEMM) da COPPE/UFRJ, a qual é mostrada na FIG Todo o controle de temperatura dos ensaios era realizado de forma automática através dos controladores mostrados na FIG. 3.21, sendo o aquecimento interrompido quando do rompimento do corpo de prova. A temperatura no interior dos fornos era medida com termopares tipo K (cromel-alumel) e monitorada continuamente durante toda a duração do ensaio, pelo sistema Field Logger mostrado na FIG Este sistema de monitoramento era alimentado por um sistema no-break de fornecimento de energia, o que permitiu monitorar as eventuais interrupções de energia e descontar este tempo de interrupção da duração total do ensaio. A FIG mostra o resultado do monitoramento de um dos ensaios realizados. 130



131 FIG Máquina de ensaio de fluência utilizada para realizar os ensaios acelerados de fluência. FIG Sistema de controle automático dos fornos de ensaios de fluência. 131
 600 500 400 300 200 100 0 28/02/04 29/02/04 01/03/04 02/03/04 03/03/04 04/03/04 05/03/04 06/03/04 07/03/04 08/03/04 09/03/04 10/03/04")

132 FIG Sistema de monitoramento e captura contínua de dados (Field logger). Monitoramento do Ensaio de Fluência Acelerado Temperatura (oc) /02/04 29/02/04 01/03/04 02/03/04 03/03/04 04/03/04 05/03/04 06/03/04 07/03/04 08/03/04 09/03/04 10/03/04 Data-hora (dd/mm/aa) FIG Monitoramento do ensaio de fluência acelerado de um corpo de prova de Inconel 600 na condição ECGA3. Anteriormente ao início dos ensaios, havia sido feito o levantamento do perfil de temperatura dos fornos. O procedimento de verificação consistiu da medida da temperatura de cada forno em três regiões distintas (superior, central e inferior). O forno foi considerado calibrado, na medida em que a diferença de temperatura entre as regiões não excedeu 10ºC. Realizou-se também a calibração do equipamento quanto à carga aplicada ao corpo de prova. Como visto na ilustração do equipamento FIG. 3.20, o sistema de aplicação de carga consiste de um braço de alavanca que amplifica a carga aplicada de um determinado fator. Esta carga é 132
133 então transmitida ao corpo de prova. A aferição do equipamento foi feita utilizandose uma célula de carga com capacidade nominal de (300 kgf), a qual havia sido previamente calibrada para determinação de sua constante. Os ensaios de fluência com carregamento constante realizados utilizaram tensão de 300 MPa e temperatura de 550 o C em ar sem monitoramento da deformação. Justamente devido à combinação de temperatura e tensão elevadas, estes ensaios são denominados de acelerados. Os ensaios de fluência foram conduzidos segundo a norma ASTM E139 (ASTM, 2000). Como os ensaios de fluência sempre apresentam uma grande variância no tempo médio de ruptura, realizaram-se testes de significância com o dados obtidos. O objetivo da realização de testes estatísticos é definir os resultados estatisticamente diferentes, avaliando a diferença real entre eles. Para esta avaliação utilizamos a análise da variância ou ANOVA, para testar a hipótese nula de que os tempos médios de ruptura são todos iguais. A análise da variância deve ser conduzida para dados que seguem uma distribuição normal. Como este não é o caso dos dados obtidos nos ensaios, realizou-se uma conversão dos tempos de ruptura em seu logaritmo. Feita esta transformação, utilizou-se a análise da variância do programa Matlab 6.1. Esta análise consiste no cálculo de diversas grandezas tais como: a média de cada conjunto de dados, a média geral de todos os dados, a variação entre os conjuntos de dados, a variação dentro de cada conjunto de dados e a variação total. Para completar a ANOVA e obter uma resposta para a questão sobre a diferença entre as médias, testa-se a hipótese nula referida, tendo-se utilizado o teste F, que relaciona as grandezas calculadas e compara o valor encontrado com um valor tabelado da distribuição F, para um dado grau de confiança. Sendo neste caso estimado em 95%. Após os ensaios, os corpos foram seccionados de modo a realizar análises de relação entre as trincas e a desorientação entre grãos vizinhos à mesma. As superfícies de fratura geradas também foram observadas no MEV de modo a verificar eventuais alterações nos mecanismos de fratura por efeito dos tratamentos termomecânicos. 133
134 4 RESULTADOS 4.1 Latão Como mencionado no Capítulo Procedimentos Experimentais, o material de partida para as análises realizadas em latão-α foi uma placa com microestrutura dendrítica. A FIG. 4.1 mostra uma análise de EBSD numa destas regiões. O intuito de realizar este tipo de análise na amostra como recebida (CR) foi verificar se sua microestrutura dendrítica poderia ocasionar algum tipo de localização da textura relacionada à microestrutura dendrítica inicial. Na FIG. 4.1b, cada cor corresponde a um plano (hkl) paralelo à superfície da amostra, o qual pode ser identificado por comparação com o triângulo estereográfico unitário de referência exposto em 1c. Não foram observados contornos CSL nesta microestrutura dendrítica. A FIG. 4.2 mostra a microestrutura da amostra recristalizada (43% de deformação, 450 o C por 2 horas), REC, no MEV, numa região onde se realizaram análises de EBSD. O resultado destas análises também é mostrado na FIG. 4.2d. Pode-se observar que praticamente não há alteração de cor dentro dos grãos, o que indica ausência de gradiente de orientação na rede. O diâmetro médio de grão observado foi de 25 μm, embora tenha sido observada uma certa heterogeneidade entre os vários campos. Foi possível observar uma razoável quantidade de maclas de recristalização; a percentagem de contornos especiais CSL nesta amostra foi de 44%, sendo a sua distribuição mostrada na FIG. 4.2b. A FIG. 4.2c mostra um mapa de qualidade onde os contornos de grão de alto ângulo (desorientação superior a 15º) são marcados em preto e os contornos especiais CSL são marcados em vermelho (Σ 29). Especial atenção foi dada ao processamento que levou à amostra ECGA (recristalização, deformação de 7% e recozimento por 1 min a 800 o C). Na medida em que se tem a intenção de buscar uma melhor compreensão dos mecanismos envolvidos na engenharia de contorno de grão, decidiu-se analisar esta amostra após ter sofrido a deformação de 7% e antes de realizar o recozimento. Estas 134



135 amostras foram denominadas de DEF. Como se desejava uma descrição mais detalhada das distorções sofridas pela rede, utilizou-se um maior aumento e resolução nestas análises. A FIG. 4.3 mostra uma análise de EBSD desta amostra. É interessante notar o surgimento de algumas finas maclas perpendiculares aos contornos de grão, as quais são responsáveis pelo ligeiro acréscimo na fração de contornos especiais, o qual ficou em torno de 51%. É marcante o gradiente de orientação da rede no interior dos grãos devido à deformação imposta, o que é evidenciado pela variação de tonalidades das cores em cada grão, fruto da rotação da rede cristalina. Os mapas de orientação e mapas de índice de qualidade apresentados na FIG. 4.4, mostram com mais detalhe a microestrutura em outras regiões. (a) (b) (c) FIG (a) Microestrutura obtida no MEV de latão-α como recebido (CR) numa região onde se realizou mapeamento por EBSD. (b) Mapa de orientação obtido por EBSD. (c) Figura de pólo inversa de referência para (b). 135
 Microestrutura obtida no MEV de latão-α")
 Fração de contornos CSL.")

136 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α recristalizado (REC). (b) Fração de contornos CSL. (c) Mapa de índice de qualidade com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 136
 Microestrutura obtida no MEV de latão-α")
 Fração de contornos CSL.")
 Mapa de orientação.")
137 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α recristalizado e deformado de 7%, amostra DEF. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 137

 e (d) de outras")

138 (a) (b) (c) (d) FIG Mapas de orientação (a) e (c) e mapas de IQ (b) e (d) de outras regiões da amostra DEF, recristalizada e deformada de 7%. 138
139 Ao se observar a microestrutura da amostra submetida ao tratamento ECGA, a qual é apresentada na FIG. 4.5, nota-se uma grande quantidade de finas maclas perpendiculares ao contorno de grão. A observação dos mapas de orientação mostra que a rede permanece distorcida no interior dos grãos. A fração de contornos CSL obtida foi de 55%, sendo a maior parte constituída por maclas primárias (Σ=3). O diâmetro médio dos grãos chega a 35 μm. Um pequeno aumento no tempo de recozimento, como em ECGB1 (recristalização, deformação de 7% e recozimento por 5 min a 800 o C), provoca uma situação já bastante diferente. Na FIG. 4.6, observa-se que já não há indícios de que a rede esteja deformada. A quantidade de contornos CSL sobe para 58% e o diâmetro médio dos grãos sobe para 47 μm. Na FIG. 4.7 e na FIG. 4.8 são mostradas composições de três campos de varredura de EBSD em áreas contíguas, de modo a melhor observar a evolução microestrutural. Deve-se notar a presença de finas maclas no interior dos grãos. Nestas figuras, encontram-se indicadas por A, B, e C três regiões onde a maclagem transformou os contornos de grão em contornos CSL. Em D pode-se notar uma localização da distorção da rede e em E pode-se notar o efeito da localização da deformação sendo acomodada pelo surgimento de maclas. Após mais um tratamento de baixa deformação e recozimento, ECGB2 (recristalização e dois ciclos de deformação de 7% e recozimento por 1 min a 800 o C), o diâmetro médio de grão passa para 86 μm mas a quantidade de contornos CSL permanece a mesma, 58%. A microestrutura de um campo com este tratamento é apresentada na FIG. 4.9, juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL. Ao se passar para o terceiro tratamento repetitivo de baixa deformação, ECGB3 (recristalização e três ciclos de deformação de 7% e recozimento por 1 min a 800 o C), a quantidade de contornos CSL cai para 53%, embora o diâmetro médio de grão chegue a 117 μm. A microestrutura de um campo deste tratamento é apresentada na FIG. 4.10, juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL. Entretanto deve-se ressaltar que em diversas regiões foram observadas finas maclas partindo do contorno de grão, como observado no primeiro ciclo de baixa deformação, o que é mostrado em detalhe na FIG
140 Finalmente no quarto ciclo de baixa deformação e recozimento, ECGB4 (recristalização e quatro ciclos de deformação de 7% e recozimento por 1 min a 800 o C), a quantidade de contornos CSL chega a 63%, enquanto o diâmetro médio dos grãos chega 156 μm. Na FIG. 4.12, é apresentada a microestrutura deste material, juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL. Um aspecto importante a ressaltar neste ponto é que a observação visual dos mapas de orientação, com os contornos CSL iluminados em vermelho, não permite comparar a percentagem de contornos CSL entre duas condições diretamente. Tal impossibilidade reside no fato de o tamanho de grão aumentar e os campos avaliados possuírem aproximadamente a mesma dimensão; como a observação visual estima a quantidade de contornos CSL através da quantidade de contornos vermelhos, as condições que proporcionam menor tamanho de grão dão a impressão de maior quantidade de contornos CSL. No entanto, a percentagem de contornos CSL depende da relação entre contornos CSL e a quantidade total de contornos observados em cada campo de análise. 140
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
141 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGA. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 141
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
142 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB1. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 142



 Mapa de orientação.")
143 FIG Composição de três varreduras de uma amostra submetida ao tratamento ECGB1. Mapa de índice de qualidade com os contornos especiais CSL marcados em vermelho. (a) (b) FIG Composição de três campos de varredura de uma amostra submetida ao tratamento ECGB1. (a) Mapa de orientação. (b) Figura de pólo inversa de referência para (a). 143
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
144 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB2. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 144
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
145 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB3. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 145


146 (a) (b) FIG Varredura de EBSD realizada em uma região com finas maclas surgindo do contorno de grão de uma amostra submetida ao tratamento EGB3. (a) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação da mesma região. 146
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
147 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGB4. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 147
148 No caso do tratamento ECGC (recristalização, deformação de 7% e recozimento por 168h a 300 o C), em que a temperatura foi menor, mas o tempo de tratamento foi de uma semana, a quantidade de contornos CSL chegou a 63% e o diâmetro médio dos grão manteve-se em 25 μm. A FIG mostra a microestrutura de um dos campos deste tratamento, juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL, enquanto as composições apresentadas na FIG e na FIG permitem avaliar em maior detalhe a microestrutura obtida por este tratamento. Nestas figuras encontra-se indicado por A um contorno de grão transformado em contorno CSL pela maclagem no interior do grão, enquanto que em B pode-se notar que ainda há distorção da rede após tantas horas de tratamento e que a mesma parece tender a se localizar. A microestrutura gerada pelo tratamento ECGD2 (recristalização, deformação de 70%, recristalização a 450ºC por 30 min e dois ciclos de deformação de 7% e recozimento por 10 min a 800 o C), resultante de dupla recristalização seguida de dois ciclos de deformação e recozimento, é mostrada na FIG. 4.16, juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL. A quantidade de contornos CSL também chegou a 63% com este tratamento, sendo que o diâmetro médio de tamanho de grão foi de 116 μm. Realizou-se ainda a contagem dos pontos triplos com um, dois três e até quatro contornos CSL aportando ao vértice em cada um dos campos analisados por EBSD. O resultado resultou na média para cada tratamento relatada na TAB
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
149 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão- α submetido ao tratamento ECGC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 149


150 FIG Composição de quatro varreduras de uma amostra submetida ao tratamento ECGC. Mapa de índice de qualidade com os contornos especiais CSL marcados em vermelho. 150

 Mapa de orientação.")
151 (a) (b) FIG Composição de quatro varreduras de uma amostra submetida ao tratamento ECGC. (a) Mapa de orientação. (b) Figura de pólo inversa de referência para (a). 151
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
152 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de latão-α submetido ao tratamento ECGD. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 152
153 TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL em latão-α. Tratamento CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 REC 24,04 48,68 14,30 12,98 0,00 DEF 14,63 40,42 33,80 11,15 0,00 ECGA 15,68 59,00 17,09 7,84 0,39 ECGB1 15,24 47,72 16,51 20,53 0,00 ECGB2 14,54 53,55 12,94 18,97 0,00 ECGB3 17,89 52,39 15,87 13,85 0,00 ECGB4 13,48 55,06 13,48 17,98 0,00 ECGC 14,68 46,34 15,34 22,74 0,90 ECGD 18,75 52,42 16,13 12,70 0, Chumbo Na primeira etapa do processamento dos blocos fundidos de chumbo teve por intenção quebrar a microestrutura resultante do lingotamento contínuo, foram feitas duas laminações cruzadas (40% de deformação) alternadas com tratamentos térmicos para recristalização (120ºC / 10 minutos), amostra REC. Como resultado deste tratamento, obteve-se um percentual de contornos CSL de 36% e um diâmetro médio de grão de 43 μm. A FIG mostra a microestrutura obtida ao MEV bem como o resultado das análises de EBSD. 153
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
154 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento REC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação. (c) Figura de pólo inversa de referência para (d). 154
. Os mapas apresentados na FIG. 4.")
 Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação da mesma região.")
155 Procurou-se analisar a microestrutura após a baixa deformação (7%) subseqüente à dupla recristalização, denominada de amostra DEF. Desta forma, buscou-se acompanhar a evolução do tratamento ECG1 (dupla recristalização seguida de baixa deformação e recozimento). Os mapas apresentados na FIG mostram uma macla diante da rede distorcida pela deformação imposta. (a) (b) FIG Varredura de EBSD realizada em uma região da amostra DEF. (a) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (b) Mapa de orientação da mesma região. O tratamento ECG1 elevou o percentual de contornos CSL para 57% e o diâmetro médio de grão para 54 μm. Sua microestrutura pode ser observada na FIG. 4.19, juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL. As setas nesta figura indicam regiões onde um contorno randômico entre grãos vizinhos parece ter sido transformado em um contorno CSL devido à maclagem do material. Na etapa seguinte, com mais um ciclo de baixa deformação e recozimento, amostra ECG2, a quantidade de contornos CSL observada foi de 45%, enquanto que o diâmetro médio de grão foi de 41 μm. A FIG mostra a 155
156 microestrutura observada e as análises de EBSD na amostra submetida ao tratamento ECG2. Finalmente, a FIG mostra as análises realizadas na amostra ECG3 (dupla recristalização e três ciclos de baixa deformação e recozimento), juntamente com os mapas de orientação e qualidade e o histograma de contornos CSL, a qual proporcionou um quantidade de contornos CSL de 32% e um diâmetro médio de 47 μm. Realizou-se ainda a contagem dos pontos triplos com um, dois três e até quatro contornos CSL aportando ao vértice em cada um dos campos analisados por EBSD. O resultado resultou na média para cada tratamento relatada na Error! Reference source not found.. TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL no chumbo. Tratamento CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 REC 36,18 48,87 9,34 5,61 0,00 ECG1 27,86 51,74 16,17 4,23 0,00 ECG2 19,71 52,33 17,21 10,75 0,00 ECG3 14,91 46,98 17,02 21,09 0,00 156
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
157 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento ECG1. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 157
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
158 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento ECG2. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 158
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
159 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de chumbo submetido ao tratamento ECG3. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 159
160 4.3 Inconel 625 Também neste material, a amostra recristalizada foi considerada como referência inicial para a avaliação dos tratamentos termomecânicos realizados quanto ao aumento da quantidade de contornos CSL. O tamanho de grão observado após a recristalização foi de 13 μm, podendo-se observar uma razoável quantidade de maclas de recristalização e muitos carbonetos finamente dispersos. A análise de EDS revelou que estes carbonetos são ricos em Nb e Ti, como mostrado na FIG A análise de EBSD mostrada na FIG mostra que não há um gradiente de orientação no interior da rede da amostra recristalizada. A percentagem de contornos especiais CSL nesta amostra foi de 42%, a quase totalidade de contornos Σ3. FIG Espectro de EDS de um dos carbonetos precipitados durante a etapa de recristalização. 160
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
161 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento REC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 161
162 Buscou-se avaliar o processamento que levou à amostra ECGA (recristalização, deformação de 6% e recozimento por 1 min a o C). Decidiu-se, então, analisar esta amostra após ter sofrido a deformação de 6% e antes de realizar o recozimento, amostra DEF. Os resultados da análise de EBSD desta amostra podem ser observados na FIG Assim como no caso do latão-α, observaram-se finas maclas no interior de grãos com a rede distorcida. A análise da amostra submetida ao tratamento ECGA mostrou que a rede ainda encontra-se distorcida, como se pode observar na FIG A fração de contornos CSL aumentou ligeiramente em relação à amostra recristalizada, alcançando 48%, sendo que o diâmetro médio de contorno de grão permaneceu em 15 μm. Em função deste resultado, decidiu-se realizar outro tratamento na mesma temperatura, por um tempo mais longo (10 min), amostra ECGB. Pode-se observar, através da análise de EBSD, que em ECGB o interior do grão não apresenta mais distorções (FIG. 4.26), embora a percentagem de contornos CSL tenha permanecido em 49%. Observou-se ainda um pequeno aumento do tamanho de grão para 19 μm. Já o tratamento ECGC, de baixa temperatura e longo tempo, foi o que conduziu aos maiores percentuais de contornos CSL, 80%. O diâmetro médio do contorno de grão chegou a 52 μm. A FIG mostra as análises realizadas em uma região desta condição. Nesta figura, podem-se observar regiões, como assinalado em A, onde contornos de grão foram transformados em contornos CSL. Em B, nota-se um caso claro de maclagem primária e secundária. Realizou-se ainda a contagem dos pontos triplos com um, dois três e até quatro contornos CSL aportando ao vértice em cada um dos campos analisados por EBSD. O resultado resultou na média para cada tratamento relatada na TAB
 Microestrutura do Inconel 625 submetido a")
 Fração de contornos CSL.")
 Mapa de orientação.")
163 (a) (b) (c) (d) (e) FIG (a) Microestrutura do Inconel 625 submetido a baixa deformação após a recristalização, amostra DEF. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 163
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
164 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento ECGA. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 164
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
165 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento ECGB. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 165
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
166 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 625 submetido ao tratamento ECGC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 166

 (b) FIG. 4.")
167 TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL no Inconel 625. Tratamento CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 REC 23,05 48,79 20,21 7,95 0,00 ECGA 20,52 55,79 14,41 9,28 0,00 ECGB 18,91 57,63 15,10 8,21 0,15 ECGC 4,89 35,85 15,33 43,48 0, Inconel Microestrutura As micrografias obtidas por MEV apresentadas na FIG mostram a microestrutura da liga Inconel 600 após o tratamento de alívio de tensões (1.000º C por 35 minutos) e a deformação de 40% em forjamento rotativo. É interessante notar a grande quantidade de precipitados dispostos em bandas por toda a seção longitudinal. (a) (b) FIG (a) Micrografia obtida no MEV da microestrutura no estado deformado (ε = 40%) após alívio de tensão (1.000º C por 35 minutos). (b) Detalhe da micrografia anterior. 167
168 A realização de análises de EBSD nas amostras deformadas permitiu observar o modo como a presença de uma grande quantidade de precipitados dispersos na matriz afetou a deformação mecânica imposta, tornando-a heterogênea. A FIG apresenta os resultados desta análise em dois diferentes campos da amostra deformada. As micrografias apresentadas na FIG e na FIG apresentam a microestrutura obtida em cada um dos tratamentos realizados com a intenção de aumentar a quantidade de contornos CSL. Em todos os casos, é mantido o bandeamento da microestrutura sob efeito do bandeamento inicial dos precipitados. Nas regiões onde a densidade de precipitados era maior, os grãos permaneceram menores. 168
 FIG. 4.")



 e (d) imagem de")
 e (e) mapa de")
169 (a) (b) (c) (d) (e) (f) FIG Micrografias e análises de EBSD de 2 campos da amostra deformada pelo processo de forjamento rotativo (ε = 40%). (a) e (d) imagem de elétrons secundários. (b) e (e) mapa de orientação. (c) e (f) mapa de qualidade. 169
 (e) (f)")




")
170 (a) (b) (c) (d) (e) (f) FIG Micrografias obtidas no MEV dos tratamentos realizados no Inconel 600. (a) REC, (b) ECGA1, (c) ECGA2, (d) ECGA3, (e) ECGB e (f) ECGC. 170
 (d)")

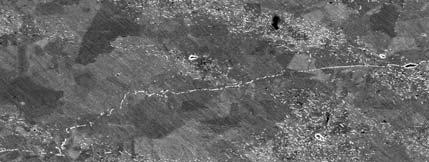

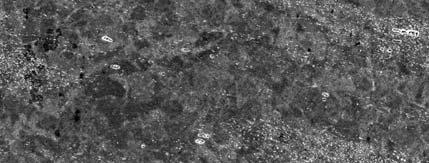
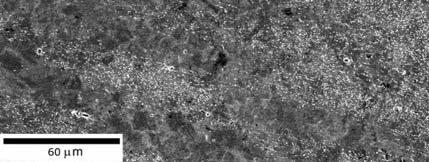
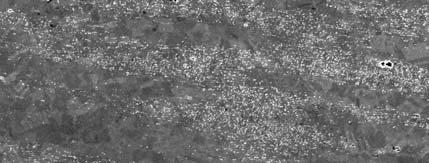
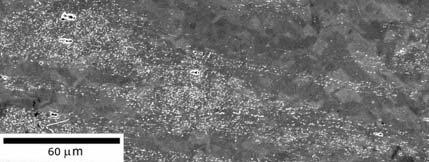



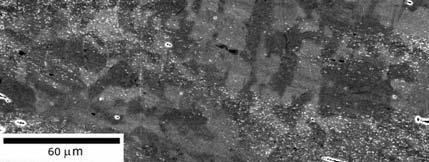
171 (a) (b) (c) (d) (e) (f) FIG Micrografias obtidas por MEV com maior aumento dos tratamentos realizados no Inconel 600. (a) REC, (b) ECGA1, (c) ECGA2, (d) ECGA3, (e) ECGB e (f) ECGC. 171
172 O tratamento de recristalização, amostra REC (deformação de 40% e recristalização a 1.000ºC por 35 minutos), conduziu a um diâmetro médio de grão de 12 μm e uma percentagem de contornos CSL de 47%. Deve-se observar, entretanto, que a presença dos precipitados em bandas como observado na FIG tornou o tamanho de grão altamente heterogêneo, o que teve reflexos também sobre a distribuição de contornos CSL, a qual também foi bastante heterogênea. A FIG apresenta as análises realizadas em um campo da amostra REC. Buscou-se avaliar também o efeito da baixa deformação sobre a microestrutura recristalizada. Decidiu-se, então, analisar esta amostra após ter sofrido a deformação de 6% e antes de realizar o recozimento, amostra DEF. O resultado desta análise pode ser observado na FIG A quantidade relativa de contornos CSL após a deformação mostrou-se um pouco inferior àquela do estado recristalizado, assumindo o valor de apenas 25% dos contornos. O diâmetro médio de grão obtido foi de 9 μm. Observa-se nesta figura que a baixa deformação não gerou uma grande quantidade de finas maclas como nos casos do latão e do Inconel 625. Os tratamentos de engenharia de contorno de grão compostos de ciclos repetitivos de baixa deformação e recozimento não se mostraram tão eficientes como nos outros materiais. No caso do tratamento ECGA1 (recristalização, deformação de 8% e recozimento a 850ºC por 5 min) com um ciclo de tratamento, o diâmetro médio de grão permaneceu em 9 μm, enquanto que a percentagem de contornos CSL subiu um pouco, alcançando 33%. Nota-se uma grande distorção da rede e poucos contornos incoerentes de macla. Com dois ciclos de tratamento, condição ECGA2 (tratamento ECGA1, deformação de 9% e recozimento a 850ºC por 5 min), o diâmetro médio de grão continuou em 9 μm e a quantidade relativa de contornos CSL subiu para 50%. Observa-se ainda uma significativa redução da distorção da rede. Finalmente, com três ciclos de tratamento, condição ECGA3 (tratamento ECGA2, deformação de 10% e recozimento a 850ºC por 5 min), o diâmetro médio de grão permaneceu o mesmo, enquanto a percentagem de contornos CSL caiu para 42%. As análises de ESBD destes tratamentos são mostradas, respectivamente, na FIG. 4.34, FIG e FIG Na medida em que os tratamentos repetitivos não se mostraram tão eficientes, decidiu-se aumentar o tempo na etapa de recozimento, condição ECGB 172
173 (recristalização, deformação de 8% e recozimento a 850ºC por 10 min), e a temperatura, condição ECGC. A FIG e a FIG apresentam, respectivamente as análises de EBSD correspondente às condições ECGB e ECGC. No primeiro caso, o diâmetro médio de grão e a percentagem de contornos CSL permaneceram rigorosamente iguais à condição ECGA1, 9 μm e 33%. No caso da maior temperatura, tratamento ECGC (recristalização, deformação de 8% e recozimento a 1.000ºC por 5 min), a quantidade relativa de contornos CSL subiu para 61%, às custas de um crescimento de grão até o diâmetro médio de 19 μm. Realizou-se ainda a contagem dos pontos triplos com um, dois três e até quatro contornos CSL aportando ao vértice em cada um dos campos analisados por EBSD. O resultado resultou na média para cada tratamento relatada na TAB
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
174 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento REC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 174
 Microestrutura do Inconel 600 na")
 Mapa de IQ com os contornos especiais")
 Mapa de orientação.")
175 (a) (b) (c) (d) (e) FIG (a) Microestrutura do Inconel 600 na condição DEF. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência. 175
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
176 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGA1. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 176
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
177 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGA2. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 177
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
178 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGA3. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 178
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
179 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGB. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 179
 Microestrutura obtida no MEV de")
 Fração de contornos CSL.")
 Mapa de orientação.")
180 (a) (b) (c) (d) (e) FIG (a) Microestrutura obtida no MEV de Inconel 600 submetido ao tratamento ECGC. (b) Fração de contornos CSL. (c) Mapa de IQ com os contornos especiais CSL marcados em vermelho. (d) Mapa de orientação. (e) Figura de pólo inversa de referência para (d). 180
181 TAB Percentual de pontos triplos com 0 (CSL-0), 1 (CSL-1), 2 (CSL-2), 3 (CSL-3) e 4 (CSL-4) contornos CSL em Inconel 600. Tratamento CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 REC 19,53 47,88 16,93 13,84 1,82 DEF 35,72 49,16 12,38 2,74 0,00 ECGA1 26,61 55,68 12,68 4,92 0,00 ECGA2 17,52 47,18 14,20 21,10 0,00 ECGA3 20,54 52,26 17,43 8,54 1,23 ECGB 24,40 50,56 15,26 9,78 0,00 ECGC 9,11 39,77 15,59 33,36 2, Ensaios Acelerados de Fluência Os ensaios de fluência acelerados realizados geraram os resultados apresentados na TAB. 4.5, os quais são apresentados na forma gráfica na FIG. 4.39, onde está apresentado o tempo de ruptura versus a amostra ensaiada. Os círculos correspondem ao tempo médio de ruptura, mostrado juntamente com a dispersão dos dados; encontram-se realçadas em vermelho as condições que apresentaram média significativamente diferente da condição REC, assinalada em azul. As condições em cinza não são significativamente diferentes da condição REC. As superfícies de fratura dos corpos rompidos em fluência foram detalhadamente analisadas com o intuito de identificar os mecanismos de fratura envolvidos. A série compreendida entre a FIG e a FIG mostra as superfícies de fraturas tipicamente observadas nos corpos de fluência submetidos aos diferentes tratamentos termomecânicos realizados. Em todos os casos, a região inicial da fratura (retratada nas micrografias a e b) encontrava-se oxidada. O aspecto da superfície de fratura até o terço final da seção parece uma mistura de fratura intergranular e microcavidades. Já no terço final da seção, o aspecto é exclusivamente de microcavidades, denotando a ductilidade do material. 181
182 TAB Valores individuais dos ensaios acelerados de fluência. REC ECGA1 ECGA2 ECGA3 ECGB ECGC FIG Tempo de ruptura dos ensaios de fluência realizados sob tensão de 300MPa e temperatura de 550ºC. As cores refletem a análise de variância realizada: as condições iluminadas em vermelho possuem média significativamente diferente da condição REC iluminada em azul. 182


 Aspecto geral")


 na ,")
")
183 (a) (b) (c) (d) FIG Superfície de fratura obtida em fluência de CP no estado REC. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final. 183


 Aspecto geral da")


 no")
184 (a) (b) (c) (d) FIG Superfície de fratura obtida em fluência de CP no estado ECGA1. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final. 184


 Aspecto geral da")



")
185 (a) (b) (c) (d) FIG Superfície de fratura obtida em fluência de CP no estado ECGA2. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final. 185


 Aspecto geral da")



")
186 (a) (b) (c) (d) FIG Superfície de fratura obtida em fluência de CP no estado ECGA3. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final. 186


 Aspecto geral")


 na ,")
")
187 (a) (b) (c) (d) FIG Superfície de fratura obtida em fluência de CP no estado ECGB. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final. 187


 próximo ao seu final.")




188 (a) (b) (c) (d) FIG Superfície de fratura obtida em fluência de CP no estado ECGC. (a) Aspecto geral da fratura com a região de iniciação no topo da micrografia. Detalhes da superfície (b) na região de iniciação, (c) no centro da superfície e (d) próximo ao seu final. Alguns corpos rompidos em fluência tiveram a sua microestrutura analisada na seção longitudinal de modo a melhor compreender a relação entre os danos causados pela conjunção de temperatura e tensão por longo tempo e a microestrutura. Na FIG é mostrada a microestrutura da amostra ECGA1 após o ensaio de fluência, pode-se observar uma grande quantidade de trincas intergranulares próximo à região de fratura; a mesma característica foi observada para todos os tratamentos termomecânicos. A seta branca nesta figura indica o sentido de carregamento em tração. Justamente nas proximidades da região de fratura, foram realizadas análises de EBSD de modo a verificar a relação entre o 188


189 percurso das trincas e a cristalografia dos contornos de grão. Na FIG são apresentadas análises de EBSD realizadas nas microestruturas dos tratamentos ECGA1, ECGA2 e ECGA3, respectivamente, com o mesmo aumento e passo utilizado anteriormente para descrever a microestrutura. Observando-se estas análises, nota-se que não há grandes modificações na microestrutura quanto a tamanho de grão e morfologia dos grãos. Na FIG e na FIG são apresentadas algumas análises de EBSD realizadas em uma amostra submetida ao tratamento ECGA1, com maior aumento e menor passo, de modo a obter maior detalhamento da microestrutura. As setas brancas indicam o sentido de carregamento em tração, enquanto que a seta azul indica a trinca posicionada no centro da análise por EBSD. A característica mais evidente destas análises é a grande distorção da rede cristalina. Entretanto, o aspecto mais relevante a ressaltar nestas análises é o fato da trinca parecer evitar os contornos CSL. (a) (b) FIG (a) Seção longitudinal de um corpo de prova no estado ECGA2 após o ensaio de fluência. (b) Detalhe das trincas próximo à região de fratura. As setas brancas indicam o sentido de carregamento. 189
 (e) (f)")





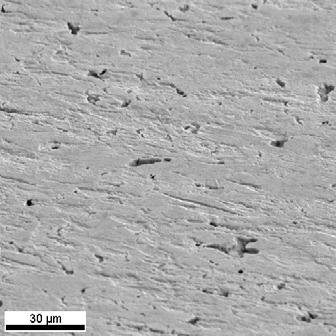
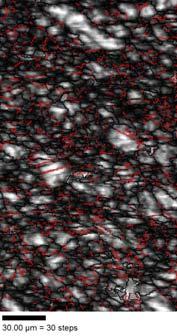

190 (a) (b) (c) (d) (e) (f) (g) (h) (i) FIG Análises de EBSD das amostras ECGA1, ECGA2 e ECGA3 após o ensaio de fluência, respectivamente. (a), (d) e (g): imagem de elétrons secundários; (b), (e) e (h): mapa de qualidade; (c), (f) e (i): mapa de orientação. 190
 Microestrutura do Inconel 600 submetido")
 Sinal de vídeo sobreposto a contornos de")
 Mapa de orientação.")
191 (a) (b) (c) (d) FIG (a) Microestrutura do Inconel 600 submetido ao tratamento ECGA1 e ensaiado sob fluência. (b) Sinal de vídeo sobreposto a contornos de alto ângulo em azul e contornos CSL em vermelho. (c) Mapa de orientação. (d) Figura de pólo inversa de referência para (c). 191
 Microestrutura do Inconel 600 submetido")
 Sinal de vídeo sobreposto a contornos de")
 Mapa de orientação.")
192 (a) (b) (c) (d) FIG (a) Microestrutura do Inconel 600 submetido ao tratamento ECGA1 e ensaiado sob fluência. (b) Sinal de vídeo sobreposto a contornos de alto ângulo em azul e contornos CSL em vermelho. (c) Mapa de orientação. (d) Figura de pólo inversa de referência para (c). 192
193 5 DISCUSSÃO Neste Capítulo serão discutidos inicialmente os resultados apresentados no Capítulo anterior separando os mesmos por material estudado. A seguir, os mesmos serão discutidos como um todo, buscando-se traçar as semelhanças e diferenças entre os vários materiais. 5.1 Latão A escolha do latão-α como material de referência para o teste de tratamentos termomecânicos com o objetivo de aumentar a percentagem relativa de contornos CSL revelou-se uma excelente opção. Além da facilidade de preparação metalográfica, a conjunção de baixa temperatura de fusão, baixo limite de escoamento e baixo encruamento, juntamente com a experiência prévia na avaliação textural e microtextural deste material no seio da Linha de Pesquisa de Materiais Metálicos, permitiu a rápida adaptação dos tradicionais estudos de deformação e recristalização aos novos conceitos de engenharia de contorno de grão. Observou-se inicialmente que a realização de laminação cruzada seguida de recristalização foi capaz eliminar as grandes dendritas observadas no material de partida (FIG. 4.1). A recristalização, mostrada na FIG. 4.2, foi total, o que pode ser inferido pela ausência de variação de cor no interior de cada grão. Esta continuidade de tons indica justamente ausência de um gradiente de orientação local da rede. Ao se observar os contornos marcados no mapa de qualidade, conclui-se que os contornos CSL existentes são basicamente maclas de recristalização, o que é confirmado pela predominância de contornos Σ=3 no histograma de contornos CSL. A reforçar esta idéia está a observação de que os contornos CSL observados encontram-se todos no interior dos grãos sendo rara a presença de um destes contornos a separar grãos vizinhos. 193
194 A realização de análises de EBSD em amostras recristalizadas e submetidas à baixa deformação, amostra DEF, foi reveladora para o aumento da compreensão da evolução microestrutural durante os tratamentos de engenharia de contorno de grão. Inicialmente, deve-se observar o aparecimento de finas maclas no interior dos grãos após a deformação, as quais não estavam presentes no estado simplesmente recristalizado. Os trabalhos que estudaram a evolução das microestruturas de deformação surgidas em latão-α (PAREDES, 1999) e ligas CFC (HUMPHREYS, 1995 e BASSON e DRIVER, 2000) indicaram a seguinte ordem de microestruturas de deformação com o aumento da deformação imposta: linhas de deslizamento, bandas de deformação, maclas e bandas de cisalhamento. A maclagem, como mecanismo de deformação, dando origem a maclas de deformação, normalmente só ocorre a partir de deformações próximas a 40%. Entretanto, o resfriamento em água após a recristalização parece ter gerado acúmulo de tensões residuais, as quais fazem com que este mecanismo ocorra de forma preferencial ao surgimento das bandas de deformação. A FIG. 5.1 é uma reprodução daquelas apresentadas na FIG. 4.4, mas com uma linha sobre a qual é avaliada a curva de desorientação no interior de uma região não maclada. Esta desorientação é justamente o que permitirá ao contorno incoerente de macla presente no meio do grão avançar em direção ao contorno de grão oposto quando do fornecimento de ativação térmica. Para facilitar a discussão, os tratamentos termomecânicos realizados são reapresentados juntamente com os resultados de tamanho de grão, percentagem de contornos CSL na TAB Na FIG. 5.2, é apresentado o gráfico correspondente à distribuição percentual de pontos triplos obtida nos diversos tratamentos. 194
195 (a) (b) (b) FIG (a) Mapa de orientação de uma amostra de latão recristalizada e submetida à baixa deformação; encontra-se marcado por uma linha preta o percurso da curva de desorientação apresentada em (b). 195
196 TAB Tratamentos termomecânicos realizados no latão-α e diâmetro médio de grão e percentagem de contornos CSL obtidos em latão-α. Nomenclatura Deformação Temperatura Tempo Diâmetro médio de grão Percentage m de Contornos CSL REC 40% 450ºC 2 h 25 μm 44% ECGA 40% 7% 450ºC 800ºC 2 h 1 min 35 μm 55% ECGB1 40% 7% 450ºC 800ºC 2 h 5 min 47 μm 58% ECGB2 40% 7% 7% 450ºC 800ºC 800ºC 2 h 5 min 5 min 86 μm 58% ECGB3 40% 7% 7% 7% ECGB4 40% 7% 7% 7% 7% ECGC 40% 7% ECGD 40% 70% 7% 7% 450ºC 800ºC 800ºC 800ºC 450ºC 800ºC 800ºC 800ºC 800ºC 450ºC 300ºC 450ºC 450ºC 800ºC 800ºC 2 h 5 min 5 min 5 min 117 μm 53% 2 h 5 min 5 min 5 min 5 min 156 μm 63% 2 h 168 h 25 μm 63% 2 h 30 min 5 min 5 min 116 μm 63% 196
197 Distribuição de Pontos Triplos Percentual (%) CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 REC DEF ECGA ECGB1 ECGB2 ECGB3 ECGB4 ECGC ECGD FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no latão-α. É interessante notar que todos os tratamentos testados resultaram em uma percentagem de contornos CSL maior do que no estado recristalizado. Na condição REC, os contornos CSL estão distribuídos entre maclas primárias, secundárias e terciárias, Σ=3, 9 e 27, respectivamente, como é possível observar da FIG. 4.2b. O tratamento ECGA levou a um pequeno aumento no tamanho de grão e na quantidade de contornos CSL, basicamente através da maclagem do material, como é possível inferir da FIG. 4.5b, sendo que, na verdade, isto já era observado na FIG. 4.3b relativa à condição DEF. Ao se observar o mapa de orientação da condição ECGA (FIG. 4.5), nota-se uma grande variação nas cores no interior de cada grão, o que indica que o potencial de evolução da microestrutura não foi integralmente aproveitado. Na verdade, se considerarmos que após a deformação de 6% a percentagem de contornos CSL havia alcançado 51%, como medido na amostra DEF, torna-se claro que a etapa de recozimento subseqüente foi pouco eficiente. É interessante notar como a simples deformação, condição DEF, reduziu a quantidade de pontos triplos CSL-0, embora a quantidade de pontos triplos CSL-1 tenha caído. Cabe ressaltar que a quantidade de pontos triplos CSL-0 do estado REC foi a mais alta de todos os tratamentos avaliados. Observando-se, agora, o efeito de ECGA, nota-se que se o efeito sobre a quantidade total de contornos CSL tenha sido baixa, o perfil de distribuição de pontos triplos foi bastante distinto, privilegiando CSL
198 Uma pequena elevação no tempo de tratamento de 1 para 5 min, como em ECGB1, parece ter resultado em um aproveitamento da distorção da rede para evolução da microestrutura, gerando um aumento na quantidade de contornos CSL basicamente através da geração de maclas secundárias (Σ=9 em FIG. 4.6b). Ao se analisarem os mapas de orientação apresentados na FIG. 4.6 e na FIG. 4.8, nota-se que não há mais um gradiente de orientação na rede. Tal fato diminui o potencial de deslocamento dos contornos incoerentes de macla, deixando como única rota para o aumento da quantidade de contornos CSL com o crescimento de grão. Os ciclos de repetição de baixa deformação e recozimento subseqüentes deixam então de fazer crescer a quantidade total de contornos CSL. A energia potencial para o deslocamento de contornos é esgotada, tornando necessários mais três ciclos de deformação e recozimento para que, em ECGB4, a quantidade de contornos CSL possa mais uma vez crescer, fruto do acúmulo de energia de deformação nos ciclos de ECGB2 e ECGB3 e agora com novo aumento da quantidade de Σ=3 (FIG. 4.12). Quanto à distribuição de pontos triplos, embora o aumento do tempo tenha diminuído a quantidade de pontos CSL-1 em ECGB1, não houve grande alteração da distribuição de pontos triplos entre os tratamentos repetitivos. Os resultados obtidos com o tratamento ECGC apresentam uma faceta interessante dos tratamentos de engenharia de contorno de grão aplicados ao latãoα: recozimentos por tempos longos a baixa temperatura foram capazes de proporcionar a mesma quantidade de contornos CSL que os tratamentos repetitivos, com a particularidade de terem apresentado um menor tamanho de grão. Deve-se notar que, no que tange à distorção da rede cristalina, aparentemente o processo de criação e movimentação de contornos de macla parece ter consumido a maior parte da energia de deformação imposta, já que as cores observadas no interior dos grãos nas análises de EBSD são bastante homogêneas (FIG. 4.15). Os contornos CSL encontram-se distribuídos principalmente entre maclas primárias e secundárias (Σ=3 e Σ=9 em FIG. 4.13) É interessante notar que a quantidade de pontos do tipo CSL-1 é baixa enquanto que a quantidade de contornos CSL-3 é a mais alta de todos os tratamentos. Por outro lado, o tratamento ECGD, com sua dupla recristalização seguida de dois ciclos de deformação e recozimento, levou a excelentes percentuais de contornos CSL, embora o tamanho de grão tenha sido mais elevado. Mais uma vez 198
199 deve-se notar que a rede apresenta-se sem um gradiente de deformação da rede acentuado, denotando um bom aproveitamento da energia de deformação fornecida. A distribuição de pontos triplos é equivalente àquelas obtidas pelos tratamentos repetitivos. Um fato interessante a notar neste tratamento é que praticamente só há contornos CSL Σ=3 (FIG. 4.16b), indicando a presença quase exclusiva de maclas primárias. 5.2 Chumbo O chumbo revelou-se como o material de trabalho mais difícil neste esforço por realizar engenharia de contorno de grão em materiais CFC. Embora seu baixíssimo ponto de fusão permitisse retornar ao estado fundido a cada seqüência de tratamentos infrutífera, recuperando o material, esta mesma propriedade física foi a responsável pela acentuada instabilidade microestrutural das amostras produzidas. Somente a conservação das amostras a 5ºC foi capaz de produzir resultados consistentes. Sob o ponto de vista prático, a instabilidade microestrutural a temperatura ambiente não interfere nos resultados obtidos, se estes forem considerados sob o ponto de vista comparativo, pois, após um tempo de evolução microestrutural a temperatura ambiente, as microestruturas parecem estabilizar devido ao esgotamento da energia potencial proporcionada pela distorção da rede. Cabe ainda ressaltar que, devido ao baixo ponto de fusão, a deformação a temperatura ambiente deve ser considerada como deformação a quente, daí os resultados dos tratamentos de engenharia de contorno de grão terem sido tão diferentes dos demais materiais utilizados neste trabalho. Vale ainda a ressalva de que as percentagens de contornos CSL obtidas neste caso não devem ser consideradas em seu valor absoluto, na medida em que a própria preparação metalográfica, embora realizada de forma cuidadosa, pode ter propiciado a evolução microestrutural. A importância das análises realizadas reside no fato comprovar a validade da proposta de engenharia de contorno de grão para este material, o que pode vir a ser uma alternativa tecnológica importante no aumento da vida útil de baterias automotivas. 199
200 Primeiramente deve-se ressaltar que o simples fato de deformar e recristalizar o material já proporcionou contornos CSL, sendo que após a dupla recristalização realizada o percentual de contornos CSL chegou a 36%. A observação da amostra submetida à baixa deformação após a dupla recristalização parece sugerir os mesmos mecanismos de evolução da microestrutura, embora praticamente não sejam observadas finas maclas no interior dos grãos, já que a deformação a temperatura ambiente para o chumbo significa deformação a quente. Daí o fato da resposta aos tratamentos de engenharia de contorno de grão ser tão diferenciada nesta liga. Não obstante tal fato, a FIG. 5.3 mostra a desorientação à frente de um contorno incoerente de macla, a qual deverá motivar a sua movimentação no recozimento subseqüente. A TAB. 5.2 reapresenta os tratamentos realizados juntamente com os diâmetros de médios de grão e percentagens de contornos CSL obtidos. Na FIG. 5.4, é apresentada o gráfico correspondente à distribuição de pontos triplos obtida nos diversos tratamentos. 200
201 (a) (b) FIG (a) Mapa de orientação de uma amostra de chumbo duplamente recristalizada e submetida à baixa deformação; encontra-se marcado por uma linha preta o percurso da curva de desorientação apresentada em (b). 201
202 TAB Tratamentos termomecânicos realizados no chumbo e diâmetros médio de grão e percentagens de contornos CSL obtidos. Nomenclatura Deformação Temperatura Tempo Diâmetro médio de grão Percentagem de Contornos CSL REC 40% 150ºC 12 min 40% 120ºC 10 min 43 μm 36% ECG1 40% 40% 150ºC 120ºC 12 min 10 min 7% 120ºC 4 min 54 μm 57% ECG2 40% 40% 7% 150ºC 120ºC 120ºC 12 min 10 min 4 min 7% 120ºC 4 min 41 μm 45% ECG3 40% 40% 7% 7% 150ºC 120ºC 120ºC 120ºC 12 min 10 min 4 min 4 min 7% 120ºC 4 min 47 μm 32% 202
203 Distribuição de Pontos Triplos Percentual (%) REC ECG1 ECG2 ECG3 0 CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no chumbo. No tratamento ECG1 o mecanismo de baixa deformação seguida de recozimento funcionou perfeitamente levando aos maiores percentuais de contornos CSL, a despeito de um pequeno crescimento de grão. Entretanto, os tratamentos repetitivos subseqüentes foram gradativamente reduzindo o percentual de contornos CSL. Aparentemente, a baixa deformação parece ter feito com que alguns contornos de macla perdessem a exata relação CSL, o que fez com que estes contornos anteriormente desprezados como contornos de grão na avaliação do tamanho de grão passassem a ser contabilizados, gerando esta diminuição do seu diâmetro médio. Isto pode ser ilustrado na FIG. 5.5, onde é mostrada a estrutura de contornos de alto ângulo e contornos CSL de um campo da amostra ECG3. Nesta figura, encontram-se ressaltados em preto os contornos de alto ângulo e em vermelho os contornos CSL. Em FIG. 5.5a, a tolerância para classificar um contorno como CSL foi de 15º, enquanto que em FIG. 5.5b esta tolerância foi ampliada para 20º e para 25º em FIG. 5.5c. A quantidade de contornos CSL mostra-se evidentemente ampliada, o que indica que diversos contornos estavam próximos da região de classificação CSL. Mais interessante é o fato de alguns contornos serem gradativamente iluminados em toda a sua extensão com o aumento da tolerância. Se somarmos a isto o fato de praticamente só existirem contornos Σ=3 e Σ=9 nesta 203

204 microestrutura, parece razoável que a diminuição de tamanho de grão observada seja fruto do desvio da exata relação CSL. A análise da distribuição de pontos triplos mostrou apenas que os tratamentos com maior percentual de contornos CSL proporcionaram uma maior quantidade de pontos triplos CSL-1. Deve-se ressaltar, entretanto que o tratamento ECG3, embora não tenha conduzido a altos valores de contornos CSL, proporcionou pequena quantidade de pontos triplos CSL-0 e grandes quantidades de pontos triplos CSL-3 o que pode vir a ser útil na melhoria de propriedades suscetíveis a fenômenos intergranulares. (a) (b) (c) FIG Contornos de grão de alto ângulo (preto) e contornos CSL (vermelho) de um campo da amostra de chumbo ECG3. A tolerância na classificação como contorno CSL utilizada é de (a)15º, (b) 20º e (c) 25º. Observa-se então que em ligas de chumbo, diferentemente do latão, a repetição do ciclo de processamento composto por baixa deformação e recozimento não leva a uma otimização dos contornos especiais CSL. O melhor tratamento foi observado foi a dupla recristalização seguida de um ciclo de deformação e recozimento. 204
205 5.3 Inconel 625 Apesar da pequena quantidade de Inconel 625 obtida do revestimento depositado por solda, os estudos neste material foram fundamentais para realizar a transição entre os tratamentos desenvolvidos para o latão-α e o Inconel 600. A idéia básica era apenas verificar se o conceito geral de baixa deformação seguida de recozimento funcionaria com este tipo de liga. Assim, as análises realizadas neste material serviram principalmente para estabelecer parâmetros de tempo e temperatura para os tratamentos térmicos. A TAB. 5.3 reapresenta os tratamentos analisados juntamente com um quadro geral dos resultados obtidos no que tange ao tamanho de grão e percentagem de contornos CSL. Na FIG. 5.6, é apresentado o gráfico correspondente à distribuição de pontos triplos obtida nos diversos tratamentos. TAB Tratamentos termomecânicos realizados na liga Inconel 625 e diâmetros médio de grão e percentagens de contornos CSL obtidos. Nomenclatura Deformação Temperatura Tempo Diâmetro médio de grão Percentagem de Contornos CSL REC 41% 1.000ºC 2 h 13 μm 42% ECGA 41% 6% 1.000ºC 1.100ºC 2 h 1 min 15 μm 48% ECGB 41% 6% 1.000ºC 1.100ºC 2 h 10 min 19 μm 49% ECGC 41% 6% 1.000ºC 500ºC 2 h 168 h 52 μm 80% 205
206 Distribuição de Pontos Triplos Percentual (%) REC ECGA ECGB ECGC 0 CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no Inconel 625. A recristalização com laminação cruzada parece ter sido eficiente na eliminação da microestrutura anterior, dando origem a uma microestrutura sem distorções de rede apreciáveis, mas com alguma heterogeneidade no tamanho de grão provavelmente devido aos precipitados presentes. É importante notar que algumas finas maclas que terminavam no interior dos grãos já se faziam presentes após a recristalização, o que não havia sido observado neste grau em nenhum dos materiais anteriormente analisados. A observação de amostras recristalizadas e submetidas à baixa deformação, condição DEF mostrada na FIG. 4.24, revelou uma estrutura de finas maclas semelhante àquela observada no caso do latão-α com este mesmo tipo de processamento. Como observado nos demais materiais, o gradiente de orientação à frente das maclas parece propiciar o seu movimento até o contorno de grão oposto. A FIG. 5.7 mostra este gradiente, devendo-se assinalar que a quantidade de finas maclas foi tão grande que em alguns campos a percentagem de contornos CSL chegou a 70%. Entretanto, como esta não é uma microestrutura estável em temperaturas medianamente altas, isto não é realmente importante sob o ponto de vista de tratamento termomecânico de uma superliga. A microestrutura do tratamento ECGA continuou apresentando algumas finas maclas no interior dos grãos, embora em quantidade muito inferior à etapa de baixa 206
207 deformação. O interior dos grãos continua apresentando evidências de distorção da rede, o que sugere que o tempo de apenas 1 min foi insuficiente para aproveitar o potencial de evolução microestrutural proporcionado pela deformação. Com tempos de 10 minutos, como em ECGB, além da distorção da rede ser menor, as maclas são nitidamente mais largas, sendo bem mais raro encontrar finas maclas interrompidas no interior dos grãos. Não obstante, a percentagem de contornos CSL permanece quase a mesma do tratamento anterior. Ambos os tratamentos levaram a um aumento da quantidade de ponto triplos CSL-1 quando comparada à quantidade do estado recristalizado. 207
208 (a) (b) FIG (a) Mapa de orientação de uma amostra de Inconel 625 recristalizada e submetida à baixa deformação; encontra-se marcado por uma linha preta o percurso da curva de desorientação apresentada em (b). 208
209 Finalmente, o tratamento ECGC, empregando baixa temperatura (500ºC) e tempos longos (1 semana), gerou as maiores quantidades de contornos CSL alcançadas nesta liga. É interessante notar que a despeito do interior dos grãos não mais apresentar sinais de um acentuado gradiente de orientação da rede, algumas finas maclas continuam a existir no interior de alguns grãos. A FIG. 5.8 apresenta uma reconstrução da FIG. 4.27, mas sem os tons de cinza do mapa de qualidade, com os contornos de alto ângulo ainda em preto, os contornos Σ=3 em vermelho, Σ=9 em azul escuro, Σ=27 em azul claro e os demais contornos CSL em verde. Esta figura mostra como os contornos CSL existentes são basicamente contornos de macla, primárias em sua maioria e secundárias em menor quantidade. As finas maclas indicadas com uma seta apresentam contornos de macla Σ=3 com o grão matriz, entretanto entre si apresentam um contorno Σ=9. A avaliação da desorientação numa linha perpendicular aos contornos coerentes (mostrada em 5a) revela justamente uma rotação de 60º com relação a matriz e uma rotação de 39º entre as maclas. Deve-se ressaltar ainda que, embora este tratamento tenha levado a uma menor quantidade de pontos triplos CSL-1, proporcionou um aumento significativo da quantidade de contornos CSL-3. Os tratamentos realizados com a liga Inconel 625 permitiram o embasamento prático para os tratamentos posteriormente empregados na liga Inconel 600. Assim, foi possível verificar a efetiva validade dos conceitos gerais de engenharia de contorno de grão aplicado a ligas de Ni a partir de tratamentos que haviam sido desenvolvidos em latão-α. 209

210 (a) (b) FIG (a) Mapa de contornos em Inconel 625 submetido ao tratamento ECGC. Contornos randômicos em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. (b) Desorientação sobre perpendicular às maclas indicadas pela seta. 210
211 5.4 Inconel 600 A liga Inconel 600 utilizada neste trabalho foi produzida em escala industrial, não possuindo nenhum tipo de controle especial sobre sua composição. Se por um lado isto é interessante sob o ponto de vista de aplicabilidade dos tratamentos e das análises realizadas à realidade industrial, por outro a grande quantidade de precipitados e segregações (FIG e FIG. 4.29) influenciou bastante na microestrutura, com isso a interpretação dos resultados tornou-se um pouco mais complexa. O motivo original para a escolha desta liga era optar por uma superliga que tivesse reforço apenas por solução sólida, sem fase γ, de tal sorte que os fenômenos intergranulares pudessem ser estudados de forma isolada. Em todo caso, a avaliação dos tratamentos realizados teve sempre como foco a matriz CFC, tomando-se o devido de cuidado de avaliar a existência de eventuais alterações na estrutura de precipitados. Em nenhum dos tratamentos aqui relatados pôde-se perceber qualquer indício de solubilização ou coalescimento de precipitados. Um dos efeitos da grande quantidade de precipitados foi o elevado encruamento do material sob deformação. Este foi o motivador para a utilização de forjamento rotativo como forma de deformação nos tratamentos de engenharia de contorno de grão. Em laminação, somente deformações de até 30% eram possíveis, a partir daí o material começava a gerar trincas visíveis a olho nu no material. Assim, o uso de forjamento rotativo permitiu contornar esta dificuldade e reproduzir no Inconel 600 tratamentos semelhantes aos realizados nas demais ligas. Ainda assim, a presença de precipitados interdendríticos fez com que a deformação imposta pelo forjamento embora tenha se mostrado razoavelmente homogênea a nível macroscópico através da seção transversal, fosse bastante heterogênea a nível microestrutural (FIG. 4.29). As análises de EBSD de amostras deformadas mostraram como a deformação foi heterogênea, acumulando maior distorção da rede cristalina na estrutura de finos precipitados. Evidentemente, tal situação teve desdobramentos sobre a recristalização, cuja microestrutura possuía, a rigor, uma distribuição bimodal de tamanho de grão (FIG. 4.32). Da mesma forma, as avaliações da percentagem de contornos CSL também se mostraram mais heterogêneas do que nos demais materiais estudados. Não obstante tal 211
212 heterogeneidade, foi obtida uma microestrutura totalmente recristalizada sem gradientes de orientação da rede cristalina significativos no interior dos grãos. Os tratamentos termomecânicos realizados no Inconel 600 são reapresentados na TAB. 5.4 juntamente com os diâmetros médios de grão e percentagem de contornos CSL obtidos com os diversos tratamentos. TAB Tratamentos termomecânicos realizados na liga Inconel 600 e diâmetros médio de grão e percentagens de contornos CSL obtidos. Nomenclatura Deformação Temperatura Tempo Diâmetro médio de grão Percentagem de Contornos CSL REC 40% 1.000ºC 850ºC 35 min 30 min 12 μm 47% ECGA1 40% 8% 1.000ºC 850ºC 850ºC 1 h 30 min 5 min 9 μm 33% ECGA2 40% 8% 8% 1.000ºC 850ºC 850ºC 850ºC 35 min 30 min 5 min 5 min 9 μm 50% ECGA3 40% 8% 8% 8% 1.000ºC 850ºC 850ºC 850ºC 850ºC 35 min 30 min 5 min 5 min 5 min 9 μm 42% ECGB 40% 8% 1.000ºC 850ºC 850ºC 1 h 30 min 10 min 9 μm 33% ECGC 40% 8% 1.000ºC 850ºC 1.000ºC 35 min 30 min 5 min 19 μm 61% 212
213 Na FIG. 5.9, é apresentada o gráfico correspondente à distribuição de pontos triplos obtida nos diversos tratamentos. Distribuição de Pontos Triplos 60 Percentual (%) REC DEF ECGA1 ECGA2 ECGA3 ECGB ECGC 0 CSL-0 CSL-1 CSL-2 CSL-3 CSL-4 FIG Gráfico comparativo de pontos triplos do tipo CSL-0, CSL-1, CSL-2, CSL-3 e CSL-4 para os diversos tratamentos termomecânicos realizados no Inconel 600. Ao se observar as análises de EBSD das amostras submetidas à baixa deformação, condição DEF, não é possível observar as finas maclas no interior dos grãos na mesma abundância com que eram observadas nos demais materiais. Por outro lado, observação da FIG. 4.33c sem os níveis de cinza do mapa de qualidade, como mostrado na FIG. 5.10, somada a variação do nível de tolerância da classificação CSL pode levar a conclusões interessantes. Percebe-se assim que muitos contornos de grão ficaram um pouco além da classificação CSL. O efeito conjunto destes dois fatores ausência de finas maclas e desvio da relação CSL ideal fez com que o percentual de contornos CSL e o tamanho de grão fossem inferiores àqueles do estado recristalizado. 213
15º, (b) 20º e (c) 25º.")
214 (a) (b) (c) FIG Contornos de grão de alto ângulo (preto) e contornos CSL (vermelho) de um campo da amostra de Inconel 600 recristalizada e submetida à baixa deformação (amostra DEF). A tolerância na classificação como contorno CSL utilizada é de (a)15º, (b) 20º e (c) 25º. O tratamento ECGA1 sofreu diretamente os efeitos do baixo valor de contornos CSL observado após a baixa deformação. Ainda sob este efeito, o tamanho de grão mostrou-se inferior ao do estado recristalizado. A observação cuidadosa do mapa de orientação deste tratamento mostra não só que a rede cristalina no interior dos grãos ainda se encontra distorcida, mas também uma maior presença de finas maclas. Já no tratamento ECGA2 a energia de deformação acumulada parece ter sido suficiente para a evolução das finas maclas e rearranjo de contornos próximos à relação CSL. Já no tratamento ECGA3, os efeitos da ineficiência de novo ciclo de baixa deformação em gerar novas maclas parece ter sido preponderante, levando a uma pequena redução da percentagem de contornos CSL. A baixa eficiência dos tratamentos repetitivos levou à idéia de testar tratamentos com maior tempo e temperatura de recozimento. Ao se observar os resultados do tratamento ECGB, nota-se que a distorção da rede cristalina no interior dos grãos foi 214
215 menor, mas os valores de tamanho de grão e percentagem de contornos CSL foram rigorosamente idênticos aos do tratamento ECGA1, mostrando que talvez um tempo ainda maior fosse mais eficiente. Por outro lado o uso de uma temperatura mais alta, mantendo-se o mesmo tempo de tratamento, como em ECGC revelou-se mais eficiente, a despeito do crescimento do tamanho de grão. Entretanto, se o tamanho de grão for calculado com a inclusão das maclas como contornos, o diâmetro de grão de todos os tratamentos permanece em torno de 9 μm, já que o crescimento de grão é acompanhado de uma maior subdivisão dos grãos em contornos de macla. Na medida em que as maclas permaneçam eficientes como barreiras à movimentação de discordâncias em temperaturas elevadas, todos os tratamentos teriam um mesmo tamanho de grão ao início do ensaio de fluência. No ensaio de fluência, o tratamento ECGA1 levou a bons resultados, superiores ao estado recristalizado. O tratamento ECGA2, por outro lado, levou a resultados apenas equiparáveis aos do estado recristalizado. Por fim, o tratamento ECGA3 foi o que apresentou melhores resultados em fluência dentre os tratamentos repetitivos, embora a dispersão de resultados tenha sido considerável. Ao se utilizar maiores tempos de recozimento, como em ECGB, os resultados não foram satisfatórios em fluência, na verdade apenas equivalentes ao estado recristalizado. No entanto, o uso de temperaturas mais elevadas de tratamento, cmo em ECGC, mostrou-se mais adequado, conduzindo aos melhores resultados em fluência dentre os tratamentos realizados. A existência de um gradiente de orientação da rede cristalina em princípio permite à microestrutura evoluir durante o ensaio de fluência nos longos tempos de duração dos ensaios. Se esta consideração for verdade, o que parece razoável ao se observarem as análises realizadas após o ensaio de fluência, os melhores resultados obtidos com os tratamentos ECGA1 e ECGA3 poderiam ser explicados, da mesma forma como, por analogia, os resultados inferiores de ECGA2 e ECGB. Quanto a ECGC, o maior tamanho de grão e alta percentagem de contornos CSL contribuíram concomitantemente para seu bom desempenho. A observação das superfícies de fratura não revelou muita informação sobre as diferenças de comportamento entre os diversos tratamentos de engenharia de contorno de grão. Diversas trincas surgem e crescem por todo o material sempre perpendiculares ao sentido de solicitação trativa. Aparentemente, uma região do 215
216 material conecta estas microtrincas primeiro, liberando um caminho até a superfície isto explicaria o fato de uma parte da superfície de fratura sempre apresentar um aspecto oxidado. A fratura final dá-se por sobrecarga, o que dá origem às microcavidades. Por outro lado, a observação do percurso de trincas próximas à superfície de fratura, como reapresentado na FIG. 5.11, mostrou que as trincas parecem evitar os contornos CSL. Tal fato constitui evidência adicional da validade da engenharia de contorno de grão no aumento da resistência à fluência. Notou-se ainda que contornos CSL são encontrados em qualquer orientação relativa ao sentido de carregamento, muitas vezes inclusive paralelos às trincas observadas, caracterizando que o percurso preferencial das trincas de fluência observadas não se deve a uma orientação preferencial dos planos de contornos CSL. (a) (b) FIG Dois campos, (a) e (b), analisados por EBSD no Inconel 600 submetido ao tratamento ECGA1 e ensaiado sob fluência, sendo apresentado o sinal de vídeo com os contornos de alto ângulo sobrepostos em azul e os contornos CSL em vermelho. 216
217 5.5 Mecanismos Envolvidos na Engenharia de Contorno de Grão Os mecanismos envolvidos nos tratamentos termomecânicos de engenharia de contorno de grão têm sido objeto de alguma discussão, a qual será aqui resumida de modo a permitir a sua efetiva verificação nas condições exploradas neste trabalho e discussão dos resultados obtidos. O amplo trabalho realizado por RANDLE (1999) busca aplicar a proposição original de FULLMAN e FISCHER (1951), concebida originalmente para o surgimento de maclas de recristalização durante o estágio de crescimento de grão. Assim, contornos CSL avançariam sobre uma microestrutura deformada eventualmente se decompondo em contornos de menor Σ e gerando contornos CSL no encontro entre grãos vizinhos maclados. Observou-se (THOMSON e RANDLE, 1997) ainda que tratamentos com tempo de recozimento crescente reduzem a distância dos contornos CSL à relação Σ ideal através da rotação da rede. Tal rotação parece se dar principalmente através da rotação local da rede nas proximidades dos contornos CSL como fruto da combinação da deformação anterior ao recozimento e do próprio recozimento. Outras possibilidades (RANDLE, 1999) ainda sem evidência experimental seriam a rotação dos grãos em si e a rotação do plano de contorno. KUMAR et al. (2002) avaliaram a evolução microestrutural de materiais submetidos à engenharia de contorno de grão por MET e apresentam evidências experimentais da efetiva decomposição e combinação de contornos CSL no sentido de gerar contornos de menor Σ, bem como da movimentação de contornos induzida por deformação (SIBM strain induced boundary migration ). Ressaltam, entretanto, que os processamentos de engenharia de contorno de grão são totalmente distintos da recristalização e crescimento de grão ocorrentes na recristalização primária de uma estrutura deformada, na qual a migração de contornos se dá sob a influência competitiva da energia de deformação e da minimização da curvatura. Segundo estes autores a movimentação destes contornos não deve ser vista como um processo de redução da curvatura, ou da área superficial de contorno, tendo como força motriz a energia de deformação. Tanto a recristalização como o crescimento de grão conduzem a uma aniquilação de contornos de grão, enquanto que nos tratamentos de engenharia de contorno de 217
218 grão geralmente se nota um aumento no número de subdivisões da rede através da introdução de contornos CSL. LIN et al. (1997), por outro lado, buscaram avaliar o efeito da maclagem sobre os tratamentos de engenharia de contorno de grão, além de terem tentado estabelecer o limite máximo de contornos CSL passíveis de obtenção através dos tratamentos concebidos até agora. O seu limite superior de contribuição da maclagem seria dado pela expressão: 3 f ( Σ 29) = f isp + f ( Σ3) EQ onde f(σ 29) seria a fração de contornos CSL, f(σ3), a fração de contornos de macla e f isp seria a fração de contornos CSL presente numa microestrutura randômica de um material (12%) (WARRINGTON e BOON, 1975). Considera-se, então que o limite superior corresponderia ao caso em que cada macla gerada conduziria a um novo contorno CSL na interface com o grão vizinho, daí 3/2f(Σ3). O limite inferior de contribuição da maclagem corresponderia exatamente ao caso oposto em que as maclas geradas não gerariam nenhum novo contorno CSL, resultando na expressão: ( Σ 29) = f + f ( Σ3) f isp EQ. 5.2 É interessante notar que a presença de tratamentos situados acima do limite inferior constitui uma indicação de que os contornos de macla promovem a geração de contornos CSL adicionais. No caso dos resultados obtidos neste trabalho, a FIG mostra a relação entre os contornos Σ3 e o percentual total de contornos CSL em cada tratamento termomecânico de cada um dos materiais estudados. Deve-se notar que o percentual de 12% de contornos CSL naturalmente presentes numa microestrutura randômica, mostrado em azul, não se mostrou adequado para os materiais e tratamentos aqui estudados; um percentual de 4%, mostrado em vermelho, parece se ajustar melhor aos menores valores de contornos CSL. Notase, então, que o principal mecanismo presente na engenharia de contorno de grão com os tratamentos aqui avaliados é, de fato, a maclagem. 218
219 FIG Contribuição da maclagem para a distribuição de contornos CSL. Nos tratamentos que alcançaram maior sucesso na geração de contornos CSL, indícios de que parte do contorno randômico entre grãos vizinhos torna-se um contorno CSL devido à maclagem foram sempre observados, como ressaltado em FIG. 4.7 e FIG. 4.8, para o latão, FIG. 4.19, no chumbo, FIG. 4.27, no Inconel 625 e FIG. 4.38, no Inconel 600. A seguir são mostrados alguns campos dos melhores tratamentos de engenharia de contorno de grão de cada material analisado. Duas diferentes análises serão mostradas: na primeira, somente os contornos randômicos em preto; na segunda, contornos randômicos em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. A FIG apresenta estas análises nos tratamentos ECGB4, ECGC e ECGD do latão, a FIG apresenta o tratamento ECG1 do chumbo, a FIG apresenta o tratamento ECGC do Inconel 625 e a FIG apresenta o tratamento ECGC do Inconel 600. As setas indicam regiões onde são observados encontros de contornos CSL. Devido à combinação da morfologia dos contornos com a resolução empregada nestas 219
220 análises torna difícil a constatação da direção na qual os contornos estariam se movendo durante os tratamentos térmicos. Em algumas regiões, pode-se especular que reações Σ27 Σ3+Σ9 estariam acontecendo; em outras como na FIG. 5.14, nota-se um ponto triplo formados por contornos Σ9, Σ11 e Σ15, para os quais não há uma reação plausível. Observa-se ainda como o aumento da quantidade de contornos CSL contribui para a quebra da continuidade dos contornos randômicos, o que aparentemente é alcançado para o Inconel 625, FIG Pode-se, então, inferir que o mecanismo pelo qual os tratamentos termomecânicos aumentam a quantidade de contornos CSL pode ser separado nas seguintes parcelas de contribuição: Formação de maclas de recristalização. Geração de finas maclas durante a imposição de baixa deformação como forma de aliviar as tensões térmicas geradas pelo resfriamento rápido (em menor grau no chumbo e Inconel 600). Progressão dos contornos incoerentes de macla até o contorno de grão oposto devido ao gradiente de orientação da rede à frente do contorno incoerente de macla, aumentando assim a região de menor energia no contorno propiciada pela região maclada. Recristalização secundária, a qual leva os contornos CSL a aumentarem a sua quantidade devido à menor energia de contorno de grão envolvida. 220
, ECGC (b e")
, (b) e (c), os contornos randômicos")


221 (a) (b) (c) (d) (e) (f) FIG Tratamentos ECGB4 (a e d), ECGC (b e e) e ECGD (c e f) do latão. Em (a), (b) e (c), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (d), (e) e (f), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. 221
, os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde.")
222 (a) (b) FIG Tratamento ECG1 do chumbo. Em (a), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (b), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. 222
223 (a) (b) FIG Tratamento ECGC do Inconel 625. Em (a), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (b), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. 223
, os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde.")
224 (a) (b) FIG Tratamento ECGC do Inconel 600. Em (a), os contornos randômicos encontram-se em preto e os demais estão omitidos. Em (b), os contornos randômicos estão em preto, Σ3 em vermelho, Σ9 em azul escuro, Σ27 em azul claro e demais contornos CSL em verde. 224
Fundamentos de Ciência e Engenharia de Materiais. DEFEITOS CRISTALINOS Prof. Dr. André Paulo Tschiptschin
 Fundamentos de Ciência e Engenharia de Materiais DEFEITOS CRISTALINOS Prof. Dr. André Paulo Tschiptschin Defeitos cristalinos Defeito cristalino: imperfeição do reticulado cristalino Classificação dos
Fundamentos de Ciência e Engenharia de Materiais DEFEITOS CRISTALINOS Prof. Dr. André Paulo Tschiptschin Defeitos cristalinos Defeito cristalino: imperfeição do reticulado cristalino Classificação dos
DEFEITOS CRISTALINOS
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de 2005
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de 2005
Instituto Militar de Engenharia
 Instituto Militar de Engenharia Microtextura Aplicada à Ciência dos Materiais André Luiz Pinto IME e o Pão de Açúcar Por que estudar textura? R = Coeficiente de anisotropia plástica R = ε w / ε t Anisotropia
Instituto Militar de Engenharia Microtextura Aplicada à Ciência dos Materiais André Luiz Pinto IME e o Pão de Açúcar Por que estudar textura? R = Coeficiente de anisotropia plástica R = ε w / ε t Anisotropia
COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
Aula 17 - Transformações no estado sólido. Transformações Estruturais a nível de tamanho e formato dos grãos
 Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
Microestrutura. Fernando JG Landgraf
 Microestrutura Fernando JG Landgraf 1 Materiais são policristalinos A grande maioria dos materiais são policristalinos: contém muitos cristais ( grãos ). Alguns são amorfos, outros monocristalinos. Tamanho
Microestrutura Fernando JG Landgraf 1 Materiais são policristalinos A grande maioria dos materiais são policristalinos: contém muitos cristais ( grãos ). Alguns são amorfos, outros monocristalinos. Tamanho
FLUÊNCIA I. Generalidades II. Comportamento em Fluência deformação X tempo
 Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO
 DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio
 Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
VÂNIA DA SILVA VIEIRA
 MINISTÉRIO DA DEFESA EXÉRCITO BRASILEIRO DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA INSTITUTO MILITAR DE ENGENHARIA CURSO DE MESTRADO EM CIÊNCIAS DOS MATERIAIS VÂNIA DA SILVA VIEIRA OTIMIZAÇÃO DAS PROPRIEDADES
MINISTÉRIO DA DEFESA EXÉRCITO BRASILEIRO DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA INSTITUTO MILITAR DE ENGENHARIA CURSO DE MESTRADO EM CIÊNCIAS DOS MATERIAIS VÂNIA DA SILVA VIEIRA OTIMIZAÇÃO DAS PROPRIEDADES
4- IMPERFEIÇÕES CRISTALINAS
 ASSUNTO 4- IMPERFEIÇÕES CRISTALINAS - Defeitos pontuais - Defeitos de linha (discordâncias) - Defeitos de interface (grão e maclas) - Defeitos volumétricos (inclusões, precipitados) Eleani Maria da Costa
ASSUNTO 4- IMPERFEIÇÕES CRISTALINAS - Defeitos pontuais - Defeitos de linha (discordâncias) - Defeitos de interface (grão e maclas) - Defeitos volumétricos (inclusões, precipitados) Eleani Maria da Costa
INSTRUMENTAÇÃO DE NANOTECNOLOGIAS APLICADAS À MATERIAIS AVANÇADOS
 INSTRUMENTAÇÃO DE NANOTECNOLOGIAS APLICADAS À MATERIAIS AVANÇADOS Aluna: Maria Helena Sother C. Ribeiro Orientador: Guillermo Solórzano Introdução Foi feito um estudo de diferentes modos de precipitação
INSTRUMENTAÇÃO DE NANOTECNOLOGIAS APLICADAS À MATERIAIS AVANÇADOS Aluna: Maria Helena Sother C. Ribeiro Orientador: Guillermo Solórzano Introdução Foi feito um estudo de diferentes modos de precipitação
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
Defeitos cristalinos. (monocristais) Ponto. Superfície
 Ponto. Superfície") [7] Defeitos cristalinos 1> Ligações atômicas propriedades resistência teórica (monocristais) causa da discrepância > resistência experimental defeitos cristalinos Ponto Defeitos cristalinos Linha Superfície
[7] Defeitos cristalinos 1> Ligações atômicas propriedades resistência teórica (monocristais) causa da discrepância > resistência experimental defeitos cristalinos Ponto Defeitos cristalinos Linha Superfície
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais.
 Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
ENSAIO DE TRAÇÃO EM-641
 ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
Textura Cristalográfica. Fernando JG Landgraf
 Textura Cristalográfica Fernando JG Landgraf 1 Impressão 3D (Manuf. Aditiva) em metais: Microestrutura mostrando poça de fusão do laser e grãos. Amostra F (300 W, 1000 mm/s) aumento de 1000x. Imagem de
Textura Cristalográfica Fernando JG Landgraf 1 Impressão 3D (Manuf. Aditiva) em metais: Microestrutura mostrando poça de fusão do laser e grãos. Amostra F (300 W, 1000 mm/s) aumento de 1000x. Imagem de
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
28/09/2017. Ewaldo Luiz de Mattos Mehl. Departamento de Engenharia Elétrica
 Ewaldo Luiz de Mattos Mehl Departamento de Engenharia Elétrica mehl@ufpr.br 1 Agenda: Arranjos atômicos Estrutura cristalina Tipos de estruturas Influência nas propriedades Defeitos na estrutura cristalina
Ewaldo Luiz de Mattos Mehl Departamento de Engenharia Elétrica mehl@ufpr.br 1 Agenda: Arranjos atômicos Estrutura cristalina Tipos de estruturas Influência nas propriedades Defeitos na estrutura cristalina
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Ensaio de Fluência. aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas (para metais T > 0,4 T fusão)
") Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
IMPERFEIÇÕES EM SÓLIDOS. Bento Gonçalves, 2014.
 IMPERFEIÇÕES EM SÓLIDOS Bento Gonçalves, 2014. O QUE É UM DEFEITO? É uma imperfeição ou um "erro" no arranjo cristalino dos átomos em um cristal. Podem envolver uma irregularidade: Na posição dos átomos
IMPERFEIÇÕES EM SÓLIDOS Bento Gonçalves, 2014. O QUE É UM DEFEITO? É uma imperfeição ou um "erro" no arranjo cristalino dos átomos em um cristal. Podem envolver uma irregularidade: Na posição dos átomos
Estudo da recristalização da superliga PM 1000
 Estudo da recristalização da superliga PM 1000 H. R. Z. Sandim *, A. O. F. Hayama*, A. F. Padilha**, D. Raabe *** * Departamento de Engenharia de Materiais, Escola de Engenharia de Lorena, Universidade
Estudo da recristalização da superliga PM 1000 H. R. Z. Sandim *, A. O. F. Hayama*, A. F. Padilha**, D. Raabe *** * Departamento de Engenharia de Materiais, Escola de Engenharia de Lorena, Universidade
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA. SMM0193 Ciência e Engenharia dos Materiais
 TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais 2009.2 Ana Sofia C. M. D Oliveira Introdução aos materiais O que determina o comportamento/propriedades dos materiais? Composição química e microestrutura Cada uma destas
TM229 - Introdução aos Materiais 2009.2 Ana Sofia C. M. D Oliveira Introdução aos materiais O que determina o comportamento/propriedades dos materiais? Composição química e microestrutura Cada uma destas
MECANISMOS DE ENDURECIMENTO DE METAIS
 1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
III metal-base, onde o metal não é afetado pelo processo de soldagem e permanece na mesma condição anterior ao processo.
 51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
51 4 Resultados 4.1 Caracterização Microestrutural 4.1.1 Macrografias As macrografias das seis condições de soldagem são mostradas da Figura 21 à Figura 26. O tamanho do ponto de solda pode ser visualmente
TECNOLOGIA DE PONTA NO IME
 Pesquisa TECNOLOGIA DE PONTA NO IME Andréa Machado Lopes * André Luiz Pinto * * Carlos Sérgio da Costa Viana*** RESUMO o presente trabalho tem por objetivo apresentar o equipamento de tecnologia mais avançada
Pesquisa TECNOLOGIA DE PONTA NO IME Andréa Machado Lopes * André Luiz Pinto * * Carlos Sérgio da Costa Viana*** RESUMO o presente trabalho tem por objetivo apresentar o equipamento de tecnologia mais avançada
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
11 - FALHA OU RUPTURA NOS METAIS
 11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
Ligações químicas e estrutura dos materiais
 Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 02 Revisão de alguns conceitos fundamentais da Ciência dos Materiais Ligações químicas e estrutura dos materiais Conceitos
Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 02 Revisão de alguns conceitos fundamentais da Ciência dos Materiais Ligações químicas e estrutura dos materiais Conceitos
Falhas. Fraturas. Tipos de fraturas: a) Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil
 Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil") Falhas Fraturas Tipos de fraturas: a) Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil Estágios da fratura dúctil, tipo taça e cone: a) Empescoçamento inicial b) Formação de cavidades c)
Falhas Fraturas Tipos de fraturas: a) Fratura Dúctil b) Fratura moderadamente dúctil c) Fratura frágil Estágios da fratura dúctil, tipo taça e cone: a) Empescoçamento inicial b) Formação de cavidades c)
Mini-Curso Fabricação e Caracterização de Nanoestruturas. Antônio J. Ramirez Laboratório Nacional de Luz Síncrotron
 Mini-Curso Fabricação e Caracterização de Nanoestruturas CBPF - Rio de Janeiro, 20-24 Março, 2006 Unidade 2: Técnicas de Aula 2 Difração de Elétrons Por: Laboratório Nacional de Luz Síncrotron 2006/2-1
Mini-Curso Fabricação e Caracterização de Nanoestruturas CBPF - Rio de Janeiro, 20-24 Março, 2006 Unidade 2: Técnicas de Aula 2 Difração de Elétrons Por: Laboratório Nacional de Luz Síncrotron 2006/2-1
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
EFEITO DO RECOZIMENTO NA MICROESTRUTURA DE AÇO ELÉTRICO SEMI-PROCESSADO 1
 EFEITO DO RECOZIMENTO NA MICROESTRUTURA DE AÇO ELÉTRICO SEMI-PROCESSADO 1 Fernando J.G. Landgraf 2 Nicolau A. Castro 2, Ivan G.S. Falleiros Taeko Yonamine 2 Marcos F. de Campos 4 Resumo O objetivo desse
EFEITO DO RECOZIMENTO NA MICROESTRUTURA DE AÇO ELÉTRICO SEMI-PROCESSADO 1 Fernando J.G. Landgraf 2 Nicolau A. Castro 2, Ivan G.S. Falleiros Taeko Yonamine 2 Marcos F. de Campos 4 Resumo O objetivo desse
Prova escrita de: 2º Exame de Ciência de Materiais. Lisboa, 14 de Julho de Resolução
 Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Mecanismos de endurecimento em aços [16]
![Mecanismos de endurecimento em aços [16]](/thumbs/58/41498062.jpg "Mecanismos de endurecimento em aços [16]") [16] projetos Engenheiro Mecânico mecânicos propriedades mecânicas materiais de engenharia módulo de elasticidade limite de escoamento dureza resistência mecânica e tenacidade adequadas 1> Principais mecanismos
[16] projetos Engenheiro Mecânico mecânicos propriedades mecânicas materiais de engenharia módulo de elasticidade limite de escoamento dureza resistência mecânica e tenacidade adequadas 1> Principais mecanismos
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais UNIDADE 6 DEFEITOS DO SÓLIDO CRISTALINO
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais UNIDADE 6 DEFEITOS DO SÓLIDO CRISTALINO PMT 3110 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais UNIDADE 6 DEFEITOS DO SÓLIDO CRISTALINO PMT 3110 - Introdução à Ciência dos Materiais para Engenharia
ESTADOS EXCITADOS: fonões, electrões livres
 Capítulo III.1 DEFEITOS (IMPERFEIÇÕES) NOS SÓLIDOS CRISTALINOS ESTADOS EXCITADOS: fonões, electrões livres DEFEITOS TRANSIENTES: fotões, electrões, neutrões tõ IMPERFEIÇÕES ESTRUTURAIS IMPORTÂNCIA DEFEITOS
Capítulo III.1 DEFEITOS (IMPERFEIÇÕES) NOS SÓLIDOS CRISTALINOS ESTADOS EXCITADOS: fonões, electrões livres DEFEITOS TRANSIENTES: fotões, electrões, neutrões tõ IMPERFEIÇÕES ESTRUTURAIS IMPORTÂNCIA DEFEITOS
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO*
 INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
ESTRUTURA DOS SÓLIDOS CRISTALINOS CAP. 03 Parte II
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS - PGCEM ESTRUTURA DOS SÓLIDOS
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS - PGCEM ESTRUTURA DOS SÓLIDOS
METALOGRAFIA QUANTITATIVA
 METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
ENSAIO DE FADIGA EM-641
 ENSAIO DE FADIGA 1 Ensaio de Fadiga DEFINIÇÃO: Aplicação de carga cíclica em um CP; Extremamente empregado na indústria automobilística e aeronáutica Mais empregado é o de flexão rotativa Fornece dados
ENSAIO DE FADIGA 1 Ensaio de Fadiga DEFINIÇÃO: Aplicação de carga cíclica em um CP; Extremamente empregado na indústria automobilística e aeronáutica Mais empregado é o de flexão rotativa Fornece dados
AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J , SAE J E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS*
 ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS
 AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa
 PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa Título do Projeto: Estudo do Processo de Envelhecimento Dinâmico do Aço AISI 439 Área de Concentração/Linha de Pesquisa: Metalurgia Física / Estrutura,
PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa Título do Projeto: Estudo do Processo de Envelhecimento Dinâmico do Aço AISI 439 Área de Concentração/Linha de Pesquisa: Metalurgia Física / Estrutura,
Resumo: Palavras chave. Aço elétrico de grão orientado, macla de deformação, propriedades magnéticas.
 Efeito de pequenas deformações e do recozimento em chapas de aço elétrico de grão orientado Nicolau Apoena Castro 1,2, Fernando Jose Gomes Landgraf 1, Marcos Flávio de Campos 3 Resumo: Chapas de aço elétrico
Efeito de pequenas deformações e do recozimento em chapas de aço elétrico de grão orientado Nicolau Apoena Castro 1,2, Fernando Jose Gomes Landgraf 1, Marcos Flávio de Campos 3 Resumo: Chapas de aço elétrico
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
ESTABILIDADE ESTRUTURAL DA LIGA Al-Li-Cu-Mg (8090) SUBMETIDA A TRATAMENTOS DE RETROGRESSÃO E REENVELHECIMENTO
 SUBMETIDA A TRATAMENTOS DE RETROGRESSÃO E REENVELHECIMENTO") RESUMO ESTABILIDADE ESTRUTURAL DA LIGA Al-Li-Cu-Mg (8090) SUBMETIDA A TRATAMENTOS DE RETROGRESSÃO E REENVELHECIMENTO A.L. A. Rocha, I. G. Solórzano, F.A. Darwish Rua Marquês de São Vicente, 225 DCMM, PUC-Rio.
RESUMO ESTABILIDADE ESTRUTURAL DA LIGA Al-Li-Cu-Mg (8090) SUBMETIDA A TRATAMENTOS DE RETROGRESSÃO E REENVELHECIMENTO A.L. A. Rocha, I. G. Solórzano, F.A. Darwish Rua Marquês de São Vicente, 225 DCMM, PUC-Rio.
Frederico A.P. Fernandes
 Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
CARACTERIZAÇÃO DA MESOTEXTURA DE UM AÇO INOXIDÁVEL AUSTENÍTICO UNS LAMINADO A QUENTE UTILIZANDO A DIFRAÇÃO DE ELÉTRONS RETROESPALHADOS (EBSD)
") CARACTERIZAÇÃO DA MESOTEXTURA DE UM AÇO INOXIDÁVEL AUSTENÍTICO UNS 30409 LAMINADO A QUENTE UTILIZANDO A DIFRAÇÃO DE ELÉTRONS RETROESPALHADOS (EBSD) R. P. de Siqueira 1, J. F. C. Lins 1, C. C. D. Silva
CARACTERIZAÇÃO DA MESOTEXTURA DE UM AÇO INOXIDÁVEL AUSTENÍTICO UNS 30409 LAMINADO A QUENTE UTILIZANDO A DIFRAÇÃO DE ELÉTRONS RETROESPALHADOS (EBSD) R. P. de Siqueira 1, J. F. C. Lins 1, C. C. D. Silva
DEFEITOS CRISTALINOS. Conceitos Gerais
 DEFEITOS CRISTALINOS Conceitos Gerais CAPA 1 CAPA 2 1 Defeitos atômicos usados para reduzir a emissão de poluentes 2 Conversor catalítico poluente é retido pelo material que tem esta capacidade em função
DEFEITOS CRISTALINOS Conceitos Gerais CAPA 1 CAPA 2 1 Defeitos atômicos usados para reduzir a emissão de poluentes 2 Conversor catalítico poluente é retido pelo material que tem esta capacidade em função
Tabela 4. Composição química dos aços API5LX80 (% em peso).
.") 41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I
 APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I Normalização na construção civil Normalizar: É padronizar atividades específicas e repetitivas. Normas técnicas: Documentos aprovados por instituições
APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I Normalização na construção civil Normalizar: É padronizar atividades específicas e repetitivas. Normas técnicas: Documentos aprovados por instituições
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
Materiais de Engenharia Michel Ashby e David Jones Copyright Elsevier, 2018
 Lista de Exercícios Por Prof. Pedro Nascente (Revisor Técnico) 1. Considere um fio de uma liga de níquel com 5 m de comprimento e diâmetro de 0,75 mm. Os valores do módulo de Young e do coeficiente de
Lista de Exercícios Por Prof. Pedro Nascente (Revisor Técnico) 1. Considere um fio de uma liga de níquel com 5 m de comprimento e diâmetro de 0,75 mm. Os valores do módulo de Young e do coeficiente de
Ensaios Mecânicos dos Materiais
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
Universidade Estadual de Ponta Grossa PRÓ-REITORIA DE GRADUAÇÃO DIVISÃO DE ENSINO
 Universidade Estadual de Ponta Grossa PRÓ-REITORIA DE GRADUAÇÃO DIVISÃO DE ENSINO PROGRAMA DE DISCIPLINA SETOR: Ciências Agrárias e de Tecnologia DEPARTAMENTO: Engenharia de Materiais DISCIPLINA: Ciência
Universidade Estadual de Ponta Grossa PRÓ-REITORIA DE GRADUAÇÃO DIVISÃO DE ENSINO PROGRAMA DE DISCIPLINA SETOR: Ciências Agrárias e de Tecnologia DEPARTAMENTO: Engenharia de Materiais DISCIPLINA: Ciência
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
CAP 11 - MICROESTRUTURAS
 CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
Materiais e sua propriedades Aula 5
 Materiais e sua propriedades Aula 5 Prof a. Dr a. Vânia Trombini Hernandes Imperfeições nos sólidos cristalinos 2 º Q - 2017 Defeitos Cristalinos Até agora, ao estudar os materiais cristalinos, tem-se
Materiais e sua propriedades Aula 5 Prof a. Dr a. Vânia Trombini Hernandes Imperfeições nos sólidos cristalinos 2 º Q - 2017 Defeitos Cristalinos Até agora, ao estudar os materiais cristalinos, tem-se
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
OXIDAÇÃO INTERGRANULAR DE LIGAS DE NÍQUEL EM ALTAS TEMPERATURAS USANDO EBSD
 a Artigo Original http://dx.doi.org/10.4322/2176-1523.1156 OXIDAÇÃO INTERGRANULAR DE LIGAS DE NÍQUEL EM ALTAS TEMPERATURAS USANDO EBSD Vicente Braz Trindade 1 Ulrich Krupp 2 Resumo Em geral, ligas a base
a Artigo Original http://dx.doi.org/10.4322/2176-1523.1156 OXIDAÇÃO INTERGRANULAR DE LIGAS DE NÍQUEL EM ALTAS TEMPERATURAS USANDO EBSD Vicente Braz Trindade 1 Ulrich Krupp 2 Resumo Em geral, ligas a base
Propagação de trincas por fadiga:
 O contorno de grão também pode se tornar uma importante posição para a nucleação de trincas em carregamentos de grandes amplitudes de deformação. Além disso, impurezas que induzam a fragilização localizada
O contorno de grão também pode se tornar uma importante posição para a nucleação de trincas em carregamentos de grandes amplitudes de deformação. Além disso, impurezas que induzam a fragilização localizada
MECANISMOS DE ENDURECIMENTO DA SUPERLIGA INCONEL 718
 1 MECANISMOS DE ENDURECIMENTO DA SUPERLIGA INCONEL 718 Marcos Domingos Xavier (1) RESUMO O presente texto traz uma avaliação qualitativa dos mecanismos de aumento da resistência mecânica da superliga Inconel
1 MECANISMOS DE ENDURECIMENTO DA SUPERLIGA INCONEL 718 Marcos Domingos Xavier (1) RESUMO O presente texto traz uma avaliação qualitativa dos mecanismos de aumento da resistência mecânica da superliga Inconel
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
Aula 15 Solubilização e Precipitação. Mecanismos de Endurecimentos por:
 Aula 15 Mecanismos de Endurecimentos por: Solução Sólida Precipitação O Sistema Al-Cu O Sistema Al-Si-Mg liga 356 Endurecimento por Solutos - A efetividade do soluto depende da diferença do tamanho (com
Aula 15 Mecanismos de Endurecimentos por: Solução Sólida Precipitação O Sistema Al-Cu O Sistema Al-Si-Mg liga 356 Endurecimento por Solutos - A efetividade do soluto depende da diferença do tamanho (com
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Nome:
 Nome:") Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
Metalografia e tratamento térmico do cobre e suas ligas
 PMT-2402 Metalografia e Tratamentos Térmicos dos Metais Metalografia e tratamento térmico do cobre e suas ligas André Paulo Tschiptschin Histórico Primeiro metal a ser utilizado pelo homem Facas de cobre
PMT-2402 Metalografia e Tratamentos Térmicos dos Metais Metalografia e tratamento térmico do cobre e suas ligas André Paulo Tschiptschin Histórico Primeiro metal a ser utilizado pelo homem Facas de cobre
SEQUÊNCIAS TERMOMECÂNICAS E FRONTEIRAS DO TIPO CSL NO AÇO API 5L X80
 SEQUÊNCIAS TERMOMECÂNICAS E FRONTEIRAS DO TIPO CSL NO AÇO API 5L X80 Renato Soares de Castro 1 ; Yogendra Prasad Yadava 2 ; Ricardo Artur Sanguinetti Ferreira 2,*, 1 Instituto Federal de Ciência e Tecnologia
SEQUÊNCIAS TERMOMECÂNICAS E FRONTEIRAS DO TIPO CSL NO AÇO API 5L X80 Renato Soares de Castro 1 ; Yogendra Prasad Yadava 2 ; Ricardo Artur Sanguinetti Ferreira 2,*, 1 Instituto Federal de Ciência e Tecnologia
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA
 PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
Propriedades Mecânicas: O Ensaio de Tração Uniaxial
 Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Dependendo da habilidade do material em deformar plasticamente antes da fratura, dois tipos de fratura pode ocorrer: Dúctil Frágil.
 Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
Introdução aos Materiais Imperfeições em Sólidos Metais DEMEC TM229 Prof Adriano Scheid
 Introdução aos Materiais Imperfeições em Sólidos Metais DEMEC TM229 Prof Adriano Scheid Introdução Os sólidos contém inúmeras imperfeições nas estruturas cristalinas e muitas propriedades são alteradas
Introdução aos Materiais Imperfeições em Sólidos Metais DEMEC TM229 Prof Adriano Scheid Introdução Os sólidos contém inúmeras imperfeições nas estruturas cristalinas e muitas propriedades são alteradas
EFEITO DE PEQUENAS DEFORMAÇÕES E DO RECOZIMENTO EM CHAPAS DE AÇO ELÉTRICO DE GRÃO ORIENTADO 1
 EFEITO DE PEQUENAS DEFORMAÇÕES E DO RECOZIMENTO EM CHAPAS DE AÇO ELÉTRICO DE GRÃO ORIENTADO 1 Nicolau Apoena Castro 2 Fernando Jose Gomes Landgraf 3 Marcos Flávio de Campos 4 Resumo Chapas de aço elétrico
EFEITO DE PEQUENAS DEFORMAÇÕES E DO RECOZIMENTO EM CHAPAS DE AÇO ELÉTRICO DE GRÃO ORIENTADO 1 Nicolau Apoena Castro 2 Fernando Jose Gomes Landgraf 3 Marcos Flávio de Campos 4 Resumo Chapas de aço elétrico
FUNDAMENTOS DE MATERIAIS METÁLICOS I. Engenharia de Materiais 7º Período. Mecanismos de Endurecimento
 FUNDAMENTOS DE MATERIAIS METÁLICOS I Engenharia de Materiais 7º Período Mecanismos de Endurecimento Correlação Estrutura-Propriedade-Aplicação- Processamento Mecânicas Magnéticas Térmicas Corrosão Fadiga
FUNDAMENTOS DE MATERIAIS METÁLICOS I Engenharia de Materiais 7º Período Mecanismos de Endurecimento Correlação Estrutura-Propriedade-Aplicação- Processamento Mecânicas Magnéticas Térmicas Corrosão Fadiga
Cap. 1: INTRODUÇÃO AO ESTUDO DA FADIGA. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 Cap. 1: INTRODUÇÃO AO ESTUDO DA FADIGA John Braithwaite (1797-1870) OS PIONEIROS August Wöhler (1819-1914) OS PIONEIROS OS PIONEIROS James Alfred Ewing (1855-1935) O FENÔMENO DA FADIGA Ocorrência - Processo
Cap. 1: INTRODUÇÃO AO ESTUDO DA FADIGA John Braithwaite (1797-1870) OS PIONEIROS August Wöhler (1819-1914) OS PIONEIROS OS PIONEIROS James Alfred Ewing (1855-1935) O FENÔMENO DA FADIGA Ocorrência - Processo
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
O EFEITO DE DIFERENTES ROTAS DE PROCESSAMENTO ASSOCIADAS A ENGENHARIA DE CONTORNO DE GRÃO E MELHORIA DAS PROPRIEDADES MECÂNICAS *
 O EFEITO DE DIFERENTES ROTAS DE PROCESSAMENTO ASSOCIADAS A ENGENHARIA DE CONTORNO DE GRÃO E MELHORIA DAS PROPRIEDADES MECÂNICAS * Melânea Almeida Ramalho Medeiros 1 Clarissa Hadad de Melo 2 Alessandra
O EFEITO DE DIFERENTES ROTAS DE PROCESSAMENTO ASSOCIADAS A ENGENHARIA DE CONTORNO DE GRÃO E MELHORIA DAS PROPRIEDADES MECÂNICAS * Melânea Almeida Ramalho Medeiros 1 Clarissa Hadad de Melo 2 Alessandra
Temperatura (T, 0 C)
") Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
Alumínio e suas ligas. A.S.D Oliveira
 Alumínio e suas ligas Características do Al: - Cor prata - baixa densidade - Estrutura cristalina: CFC - Tfusão- 660C - maleável - Resistência a corrosão - Boa condutividade térmica e elétrica - Elevada
Alumínio e suas ligas Características do Al: - Cor prata - baixa densidade - Estrutura cristalina: CFC - Tfusão- 660C - maleável - Resistência a corrosão - Boa condutividade térmica e elétrica - Elevada
Estágios da fluência
 Fluência Fluência é a deformação permanente que ocorre em um material em função do tempo, quando o mesmo está sujeito a cargas (ou tensões) constantes em temperaturas elevadas (T > 0,4T M ). # carga (ou
Fluência Fluência é a deformação permanente que ocorre em um material em função do tempo, quando o mesmo está sujeito a cargas (ou tensões) constantes em temperaturas elevadas (T > 0,4T M ). # carga (ou
CTM P OBS: Esta prova contém 7 páginas e 6 questões. Verifique antes de começar. VOCÊ DEVE ESCOLHER APENAS 5 QUESTÕES PARA RESOLVER.
 Nome: Assinatura: CTM P1 2014.2 Matrícula: Turma: OBS: Esta prova contém 7 páginas e 6 questões. Verifique antes de começar. VOCÊ DEVE ESCOLHER APENAS 5 QUESTÕES PARA RESOLVER. VOCÊ DEVE RISCAR NA TABELA
Nome: Assinatura: CTM P1 2014.2 Matrícula: Turma: OBS: Esta prova contém 7 páginas e 6 questões. Verifique antes de começar. VOCÊ DEVE ESCOLHER APENAS 5 QUESTÕES PARA RESOLVER. VOCÊ DEVE RISCAR NA TABELA
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
3URFHGLPHQWR([SHULPHQWDO
 3URFHGLPHQWR([SHULPHQWDO /LJD(VWXGDGD A liga estudada neste trabalho foi produzida pela firma francesa Pechiney Recherche na forma de placas laminadas de dimensões 270 mm de comprimento por 210 mm de largura
3URFHGLPHQWR([SHULPHQWDO /LJD(VWXGDGD A liga estudada neste trabalho foi produzida pela firma francesa Pechiney Recherche na forma de placas laminadas de dimensões 270 mm de comprimento por 210 mm de largura
Correlação entre Microestrutura, Resistência à Tração e Resistência à Corrosão. Campinas, 2010.
 Correlação entre Microestrutura, Resistência à Tração e Resistência à Corrosão Campinas, 2010. INTRODUÇÃO Uma liga metálica é a mistura homogênea de dois ou mais metais. Ligas Metálicas possuem propriedades
Correlação entre Microestrutura, Resistência à Tração e Resistência à Corrosão Campinas, 2010. INTRODUÇÃO Uma liga metálica é a mistura homogênea de dois ou mais metais. Ligas Metálicas possuem propriedades
Física dos Materiais FMT0502 ( )
") Física dos Materiais FMT0502 (4300502) 1º Semestre de 2010 Instituto de Física Universidade de São Paulo Professor: Antonio Dominguesdos Santos E-mail: adsantos@if.usp.br Fone: 3091.6886 http://plato.if.usp.br/~fmt0502n/
Física dos Materiais FMT0502 (4300502) 1º Semestre de 2010 Instituto de Física Universidade de São Paulo Professor: Antonio Dominguesdos Santos E-mail: adsantos@if.usp.br Fone: 3091.6886 http://plato.if.usp.br/~fmt0502n/