FUNDIÇÃO - INTRODUÇÃO
|
|
|
- Lídia Benke Cerveira
- 6 Há anos
- Visualizações:
Transcrição
1 FUNDIÇÃO - INTRODUÇÃO A história dos fundidos no mundo se confunde com a própria história e evolução da humanidade. A primeira peça fundida de que se tem registro é a de um sino, fundido na antiga China há mais de anos. A fundição é a indústria de base sobre a qual as outras indústrias foram erguidas. Grande parte dos componentes e peças de um equipamento continua sendo construída, atualmente, principalmente de fundidos, nas suas mais diferentes variações e combinações de ligas e materiais hoje disponíveis. Pesquisando continuamente, e utilizando todo o seu conhecimento técnico e know-how, a SINTO tornouse, hoje, um dos maiores e mais confiáveis fabricantes de equipamentos de fundição do mundo. Aliando projetos inovadores a uma avançada tecnologia de fundição, a SINTO expandiu-se rapidamente, atendendo às mais diferentes necessidades do setor de fundição. Um de seus principais objetivos é atender à demanda atual do segmento de fundição, antecipar-se às necessidades futuras da indústria de processamento de materiais e contribuir com o progresso desse importante setor industrial. Sua filosofia está voltada para a alta qualidade, produtos inovadores, e excelência dos padrões de manufatura e serviços. A rede mundial de engenharia e de serviços do grupo Sinto, à qual a subsidiária brasileira está ligada, possibilita o projeto e execução de quase toda combinação de equipamentos de fundição, inclusive sistemas integrados. Com foco em sistemas automatizados que reduzem o envolvimento humano, principalmente em áreas mais agressivas, os equipamentos da SINTO possibilitam a redução das oscilações e variações da qualidade e a melhoria da produtividade na indústria. FUNCIONAMENTO MOLDAGEM AREIA VERDE Dentre as técnicas de fundição, a mais comum é a moldagem em areia verde, que consiste em uso do molde feito em areia úmida e, em seguida, compactada. O Termo verde significa que a umidade foi acrescentada na areia e aglomerantes. Essa técnica é largamente utilizada devido à sua facilidade de uso, baixo custo e abundância de matéria-prima. A areia verde é a combinação da areia sílica com os agentes aglomerantes, em geral a argila, componentes estes normalmente baratos. Antes de moldar em areia verde é necessário determinar a resistência mecânica da areia, o formato do modelo, inclusive canal e massalote, bem como o metal que está sendo utilizado e a qualidade desejada do fundido. A areia é preparada através da adição de água e de aglomerantes, formando a areia verde. A caixa de moldagem (superior ou inferior) é colocada sobre o modelo a ser moldado e, em seguida, é preenchida com areia que é então compactada por meio de uma das várias técnicas de moldagem existentes. Caso seja necessário o uso de machos, os mesmos são inseridos nessa fase. Juntando-se as duas metades da caixa de moldagem (caixa superior e inferior) forma-se o molde completo com as respectivas cavidades. Após o vazamento do metal líquido na cavidade, o metal é resfriado, obtendo-se a solidificação do mesmo. Uma vez terminado o processo de resfriamento, o fundido é removido do molde no desmoldador. A areia usada é recondicionada para ser utilizada novamente no processo de moldagem.


2 MOLDAGEM CURA FRIO O método cura frio utiliza os agentes químicos misturados na areia para produzir o molde ou o macho. Alguns sistemas de cura frio utilizam a reação química, outros exigem gás ou calor para completar a cura. Recentemente, os processos No Bake com resinas furânica, fenólica, uretânica, álcali-fenólica, têm sido utilizados na moldagem. A areia, misturada com os agentes químicos, em misturador contínuo, é colocada na caixa de moldagem até cobrir completamente a mesma. Após a cura, o modelo é removido e juntam-se as duas partes da caixa (superior e inferior), possibilitando o vazamento do metal. Após o resfriamento o fundido é removido do molde no desmoldador. A areia usada no molde é, então, destorroada, passando pelo regenerador, onde a resina e os finos são removidos, ficando pronta para ser utilizada novamente. LINHA DE MOLDAGEM STANDARD COM CAIXA FIXA A LINHA CONTROLÁVEL Todos os passos de operação para a produção de moldes ocorrem em uma linha de fácil supervisão: A desmoldagem dos moldes resfriados, a separação e limpeza das caixas de moldagem, a produção de novos moldes, bem como a colocação dos machos e fechamento. Ou seja, todos os passos para retirar os moldes vazados da esteira transportadora de moldes até a recolocação dos novos moldes a serem vazados na esteira transportadora. E necessária apenas uma esteira transportadora de areia para fazer simultaneamente a desmoldagem e despejar a areia, em um único pit para retorno da areia sob a linha de moldagem. Os custos de fundação são baixos visto que todas as partes da linha são dispostas ao nível do chão, de uma forma facilmente acessível.



3 Os impactos são reduzidos. A linha de moldagem standard necessita apenas de uma pequena área e pequeno espaço. Isto é principalmente requerido pelo espaço necessário para resfriamento dos moldes vazados. LINHA DE MOLDAGEM AS VARIAÇÕES PARA O TÓPICO "MOLDAGEM, VAZAMENTO E RESFRIAMENTO Essencialmente, as linhas de moldagem standard consistem de uma linha de moldagem com a linha de colocação de machos, uma linha de vazamento e a linha de resfriamento com a desmoldagem. Ao projetar-se a linha, estas áreas podem ser mudadas e adaptadas conforme as necessidades individuais das fundições. Quando forem necessários tempos maiores de resfriamento, outras linhas de resfriamento poderão ser integradas na linha, como também as áreas de estocagem para tempos de resfriamento extremamente longos, para resfriamento dos moldes vazados pelo tempo desejado. MOLDAGEM E COLOCAÇÃO DE MACHOS



4 LINHA DE MOLDAGEM STANDARD (Primeiro o vazamento e depois o resfriamento) O VAZAMENTO Os moldes prontos para serem vazados são transportados para a linha de vazamento. Lá é efetuado o vazamento. O comprimento da linha de vazamento depende do tipo de equipamento de vazamento. O RESFRIAMENTO Os moldes são transportados da área de vazamento para a linha de resfriamento. Após a solidificação dos fundidos e o resfriamento, os moldes seguem para a estação de desmoldagem. O molde então é extraído para fora da caixa e o fundido é separado da areia. Em condições especiais limitadas, um resfriador de bolos pode ser designado para a linha de resfriamento. Lá os bolos distribuídos sobre diversas linhas, são estocados em carros de resfriamento antes de alcançar a desmoldagem. A ESTAÇÃO HIDRÁULICA Uma estação central hidráulica abastece os cilindros hidráulicos e motores com óleo comprimido. Ela é entregue completamente pronta para ser conectada e instalada em um local separado. Seus componentes: um tanque de óleo grande, dividido com aquecimento, bombas submersas, unidades de regulagem e controle, filtro de óleo, resfriador de óleo, e, se, necessário, um acumulador de óleo.


5 O CONTROLE DE PROGRAMAÇÃO LIVRE O controle de todas as linhas HWS é de última geração: livremente programável de acordo com a capacidade da fundição e da produção resultante da linha de moldagem. O sistema de comando eletrônico pode oferecer a possibilidade de supervisionar e registrar todas as funções da linha. O SERVIÇO PERFEITO O serviço de pós-venda da HWS assegura um continuo atendimento. Como parceiro dos nossos clientes ele auxilia de forma confiável e responsável na solução dos problemas que surgirem. OS ARGUMENTOS DEFINITIVOS - Boa possibilidade de supervisão: Todas as fases do trabalho ocorrem em uma linha bem controlável. - Necessidade de pouco espaço: A linha de moldagem standard necessita de área bem menor do que é necessário para o tempo de resfriamento dependendo da quantidade de moldes na área de resfriamento. - Baixo custo de fundações: Todas as partes da linha são montadas sobre o nível do chão, facilmente acessíveis. - Apenas uma esteira transportadora de areia para simultânea recepção da desmoldagem e da sobra de areia, requerendo, portanto apenas um pit para areia proveniente dos shake out sob a linha de moldar. O RESULTADO: FUNDIDOS PERFEITOS

 e Moldagem com AERAÇÃO.")
6 LINHA DE PRODUTOS MOLDAGEM INTRODUÇÃO - EQUIPAMENTOS PARA AREIA VERDE Em 1934, a Sintokogio Ltd., do Japão, iniciou suas atividades na indústria de fundição, produzindo os primeiros equipamentos de moldagem em areia verde. Ao longo dos anos a SINTO adquiriu vasta experiência, a qual é continuamente aplicada no desenvolvimento de novas técnicas e tecnologias nesse setor. Essa ênfase na pesquisa e criação resultou no desenvolvimento de duas principais técnicas de moldagem: Processo SEIATSU, Moldagem sem Caixa (Bolo) e Moldagem com AERAÇÃO. SEIATSU é um processo de moldagem com caixa, introduzido em 1979, e que, desde então, tem sido um dos mais utilizados processos de moldagem do mundo. O processo SEIATSU combina o fluxo de ar, a ventilação e compressão para produzir moldes consistentes e resistentes, resultando na fabricação de fundidos de melhor qualidade em todos os aspectos. O efeito complementar de fluxo de ar e compressão provoca uma redução na deformação do molde durante o vazamento, mantendo assim uma elevada precisão dimensional da peça fundida. Na técnica de Moldagem sem Caixa em areia verde, a caixa usada na preparação do molde faz parte da própria máquina de moldar, Dessa forma, a caixa individual para cada molde passa a ser desnecessária, tornando esse tipo de equipamento mais econômico. Nesse tipo de moldagem sem caixa a areia é introduzida na câmara de moldagem e, então, é comprimida. As seções superior e inferior da caixa são separadas, a placa modelo é removida e essas duas seções são novamente colocadas juntas. A seguir, o molde é extraído da caixa interna e colocado na linha de transporte para o processo de vazamento. A SINTO fabrica dois tipos básicos de máquinas de moldar sem caixa: Sopro Vertical FBO, Sopro Superior e Inferior e AERAÇÃO MOLDAGEM SEM CAIXA (BOLO) PARTIÇÃO HORIZONTAL MOLDAGEM SEM CAIXA POR SOPRO SUPERIOR E INFERIOR E AERAÇÃO PLACA MODELO & CAIXA INFERIOR CAIXA SUPERIOR CILINDRO DE ELEVAÇÃO CILINDRO DE COMPRESSÃO POSIÇÃO INICIAL SAÍDA DO MOLDE ENTRADA DA PLACA MODELO EXTRAÇÃO DO MOLDE FECHAMENTO DAS CAIXAS AERAÇÃO & COMPRESSÃO FECHAMENTO DO MOLDE SAÍDA DA PLACA MODELO





7


8 Observando o processo, é evidente que a moldadora com sopro superior e inferior possibilita produzir moldes com cavidades profundas. A máquina também produz fundidos com a espessura da parede uniforme devido a densidade uniforme do molde criado pela compressão posterior. O processo permite usar o modelo em, madeira, metal, resina e plástico. As características adicionais da moldadora de sopro superior e inferior são: - Não espalha areia. - Não requer placa inferior especial. - Altura variável independente dos moldes superior e inferior. - Controle e diagnóstico através do visor. MOLDAGEM COM CAIXA FIXA PROCESSO SEIATSU A Sintokogio Ltd., Japão, é a pioneira em tecnologia de moldagem de fluxo de ar. O processo SEIATSU foi desenvolvido e introduzido pela SINTO em 1979, e desde a sua introdução as moldadoras SEIATSU se tornaram os equipamentos mais utilizados em todo o mundo! Atualmente as máquinas de moldar SEIATSU são usadas diariamente em mais de 320 linhas de produção em 30 países, produzindo moldes de alta qualidade em vários tipos de fundidos. O processo SEIATSU é caracterizado basicamente por três efeitos que representam vantagens significativas sobre outros processos de moldagem: - Efeito do fluxo de ar - Efeito do respiro da placa modelo - Efeito de compressão

, onde a areia é preenchida por gravidade. A areia é medida afim de garantir a quantidade adequada que é depositada na caixa.")
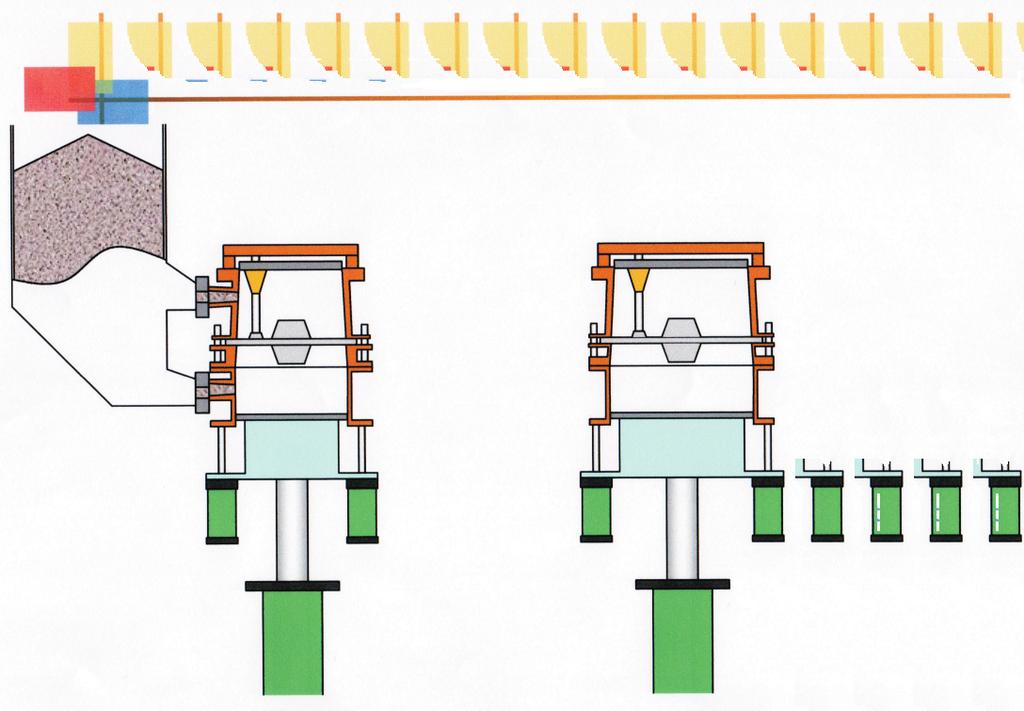
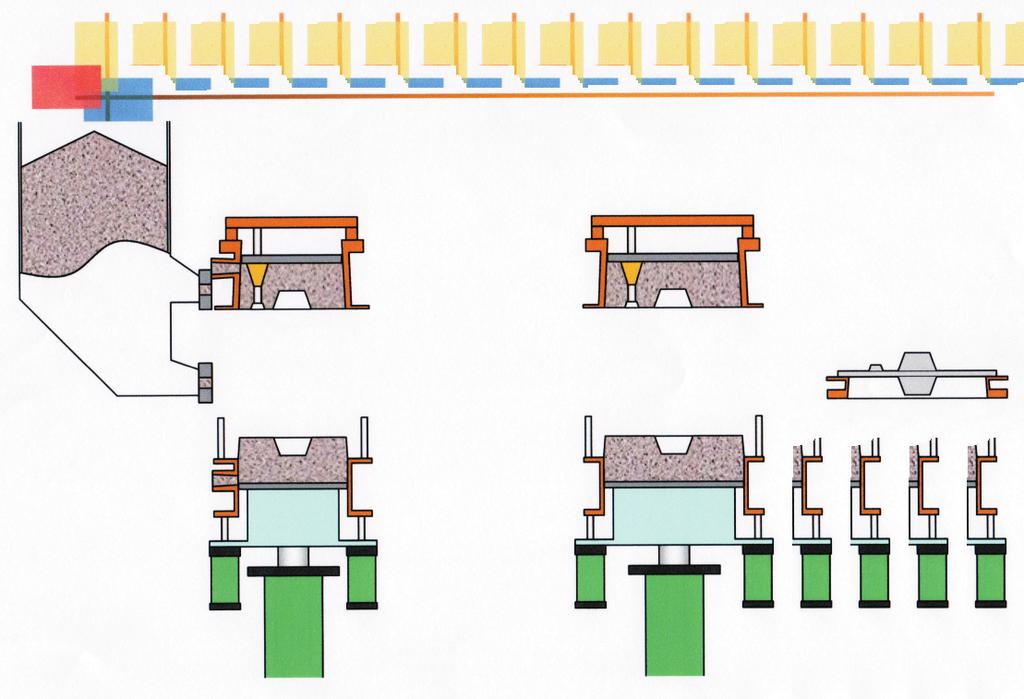
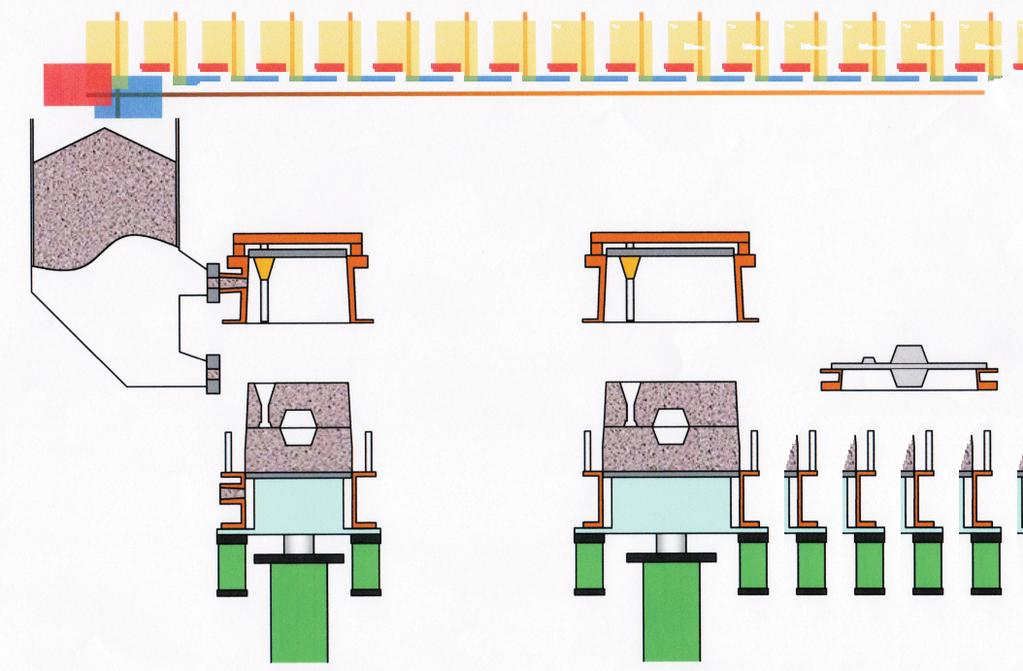
9 A combinação perfeita desses três efeitos: fluxo de ar, arejamento e compressão, leva à produção de moldes de alta qualidade. O processo de fluxo de ar e compressão, Seiatsu, domina hoje 60% do mercado mundial com caixa, devido à sua superioridade no método de moldagem. O processo de fluxo de ar produz o molde uniforme que requer menos macho, elimina alargamento e produz o fundido próximo ao produto acabado, reduz o peso do fundido e enorme redução do custo de usinagem. O processo inicia com a caixa sob o tanque de areia (ver figura), onde a areia é preenchida por gravidade. A areia é medida afim de garantir a quantidade adequada que é depositada na caixa. A caixa é removida para baixo do tanque de ar, onde abre a válvula e há fluxo de ar pela areia e placa modelo, saindo pelos orifícios de ventilação localizados na placa modelo. Em seguida, há o processo de compressão através dos cilindros segmentados que garantem a dureza homogênea do molde. A placa modelo é removida e próxima caixa é introduzida, dando sequência ao ciclo. A combinação das características do fluxo de ar, orifício de ventilação e compressão segmentada garantem o efeito multiplicador, criando o molde uniforme que não pode ser visto em nenhum outro método. PROCESSO SEIATSU - MÁQUINAS SINTOKOGIO (JAPÃO) MODELO APK A linha APK da SINTO produz moldes com relevos complexos e cavidades profundas. Isso somente é possível devido à combinação das variáveis fluxo de ar e compressão, resultado da tecnologia e engenharia superiores desenvolvidas pela empresa e que proporcionam inúmeras vantagens. Vantagens & Benefícios - Peças fundidas mais leves e de paredes mais finas - Uso reduzido do macho ou possibilidade de sua eliminação - Menor tempo de acabamento - Custos reduzidos de usinagem - Maior produtividade - Qualidade superior e peças com maior precisão dimensional - Maior segurança e controle ambiental

10 MODELO ACE A nova linha compacta ACE de máquinas de moldar com caixa da SINTO, sistema SEIATSU, foi desenvolvida para reduzir ou até mesmo eliminar a maioria dos problemas e objeções que às vezes são associados a equipamentos como as máquinas de moldar com caixa. As máquinas ACE proporcionam uma sensível economia e redução nas dimensões do equipamento, na velocidade ou duração do ciclo de produção do molde, no consumo de areia e de energia e outros fatores que afetam drasticamente o custo total de operação de uma máquina de moldar. A nova série de máquinas ACE representa, portanto, uma alternativa excelente e realista para um grande número de Fundições que pretendam atualizar e modernizar seus equipamentos com grande economia e uma série de outras vantagens. Vantagens & Benefícios - Moldes de excelente qualidade e elevada dureza, distribuída uniformemente em todo o molde - Excelente extração do molde, inclusive para peças de geometria complexa - Redução de 20% no tempo de duração do ciclo de produção do molde (maior velocidade de moldagem) - Redução no consumo de areia de 20 a 65% - Possibilidade de colocação de maior número de modelos por molde - Redução do consumo de energia em torno de 60% - Dispensa de fundações especiais (fosso / pit ) para montagem da máquina e redução aproximada de 50% das fundações para a linha de moldagem ( pit com profundidade aproximada do fosso de 1,0m) PROCESSO SEIATSU - MÁQUINAS HEINRICH WAGNER SINTO (ALEMANHA) MODELO HSP As caixas superior e inferior do molde são produzidas em seqüência. Para isso as máquinas de moldar HSP são equipadas com duas mesas arranjadas em posições diametralmente opostas, em torno de uma coluna central, de modo que cada uma possa girar As duas metades da caixa de moldagem trocam de posição seqüencialmente e, enquanto a alimentação de areia se processa em uma estação da máquina, a outra metade do molde está sendo compactada em outra parte da máquina. O sistema de movimentação das caixas de moldagem passa ao longo da parte frontal da máquina. A máquina de moldar HSP é usada em estações mecanizadas de moldagem relativamente simples, para pequenos e médios lotes de produção.


11 MODELO HSP-D As máquinas de moldar HSP-D são uma variação do modelo já bem consolidado das máquinas de moldagem HSP e são adequadas para operação em linhas de moldagem automatizadas. As caixas superior e inferior do molde são produzidas em seqüência. Para isso, as máquinas de moldar HSP-D são equipadas com uma mesa giratória, na qual as duas metades da caixa são mantidas. As caixas passam pela máquina, na linha de moldagem, sob o dispositivo de compactação. Para ser preenchida com areia, uma das caixas de moldagem vazia é girada para fora da máquina. Simultaneamente, a outra caixa de moldagem, já preenchida com areia e com a placa modelo, entra na máquina. A caixa é elevada, compactada e, após o modelo descer e ser retirado, ela é movimentada para a linha de moldagem. As máquinas de moldar HSP-D possuem o seu próprio sistema hidráulico e podem, portanto, ser operadas independentemente da ação de outros equipamentos associados, em linhas de moldagem com uma variedade de níveis de mecanização, chegando até a linhas totalmente automatizadas.

12 MODELO DAFM-S A DAFM-S é uma máquina para a produção automatizada de grandes moldes em uma velocidade de moldagem moderada. As caixas de moldar são direcionadas para a máquina na própria linha de moldagem. Para o enchimento com areia, uma caixa de molde vazia, com o modelo de fundição, é movimentada por roletes para a frente da máquina.isso permite uma intervenção manual na caixa de molde aberta. Esta máquina também pode ser equipada com um dispositivo de vaivém que p o s s i b i l i t a a p r o d u ç ã o a l t e r n a d a d a s c a i x a s d e m o l d a g e m s u p e r i o r e i n f e r i o r. A máquina de moldar DAFM-S pode ser usada em linhas de moldagem com os mais diferentes níveis de mecanização, incluindo até as linhas completamente automatizadas. SINTO BRASIL PRODUTOS LIMITADA SINTOKOGIO GROUP Rua Costa Barros, São Paulo - SP - Brasil - CEP Tel Fax fale@sinto.com.br
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Processos de Macharia
 Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Disciplina: Projeto de Ferramentais I
 Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Divisão Clássica dos Materiais de Moldagem
 Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Acesse:
 Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
MOLDAGEM. Prof. Ivanir L. Oliveira. Carga Horária: 4 horas -17 semanas (17 faltas)
") MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Food Processing Equipment FRITADEIRA CONTÍNUA
 Food Processing Equipment FRITADEIRA CONTÍNUA NEAEN MasterFry NEAEN MasterFry é uma fritadeira projetada para frituras com imersão total em óleo. Graças à sua grade dupla, também pode ser utilizada com
Food Processing Equipment FRITADEIRA CONTÍNUA NEAEN MasterFry NEAEN MasterFry é uma fritadeira projetada para frituras com imersão total em óleo. Graças à sua grade dupla, também pode ser utilizada com
Estrutura Cristalina dos Metais
 Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
( * ) Engenheiro metalurgista. Diretor e sócio da Foundry Cursos e Orientação Ltda. e da Romanus Tecnologia e Representações Ltda.
 Engenheiro metalurgista. Diretor e sócio da Foundry Cursos e Orientação Ltda. e da Romanus Tecnologia e Representações Ltda.") Areia de Moldagem a Verde: Tipos, Composições, Matérias-Primas e Variáveis de Processo. (Parte I / III) ( * ) Arnaldo Romanus Introdução Geralmente há muita confusão, nas fundições, quanto à escolha do
Areia de Moldagem a Verde: Tipos, Composições, Matérias-Primas e Variáveis de Processo. (Parte I / III) ( * ) Arnaldo Romanus Introdução Geralmente há muita confusão, nas fundições, quanto à escolha do
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Processos de Fundição do Alumínio. Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017
 Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Introdução aos materiais poliméricos. Profa. Dra. Daniela Becker
 Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
4 Desenvolvimento Experimental
 4 Desenvolvimento Experimental 4.1.Materiais Cimento O cimento utilizado na fabricação dos Cps (Corpos de Prova) para os ensaios de compressão, foi o CPII 32F (Cimento Portland Composto com adição de Filler).
4 Desenvolvimento Experimental 4.1.Materiais Cimento O cimento utilizado na fabricação dos Cps (Corpos de Prova) para os ensaios de compressão, foi o CPII 32F (Cimento Portland Composto com adição de Filler).
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
A Inkol Insaat começa a operar sua fábrica de dormentes de concreto protendido
 Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Tel: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de ADDITIONAL INFORMATION: Steffen Schmitt Phone: +49 7134 52-239 E-mail: steffen.schmitt@vollert.de
Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Tel: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de ADDITIONAL INFORMATION: Steffen Schmitt Phone: +49 7134 52-239 E-mail: steffen.schmitt@vollert.de
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz
 Prof. Oliveira, Ivanir Luiz") FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
Rendimentos em Transmissões Mecânicas
 Rendimentos em Transmissões Mecânicas NOME: Lucas Ribeiro Machado O que é Transmissões Mecânicas Transmissão mecânica são equipamentos ou mecanismo que tem a função de transmitir potência, torque ou rotação
Rendimentos em Transmissões Mecânicas NOME: Lucas Ribeiro Machado O que é Transmissões Mecânicas Transmissão mecânica são equipamentos ou mecanismo que tem a função de transmitir potência, torque ou rotação
TECNOLOGIA EM SOPRADORAS
 TECNOLOGIA EM SOPRADORAS UNIBOX UNIBOX-D UNIBOX-20 UNIBOX-D32 UNIBOX-10V A Sopradora UNIBOX-D utiliza somente um ferramental em sua mesa móvel. Com a tecnologia de sopro direto e deslocamento da parte
TECNOLOGIA EM SOPRADORAS UNIBOX UNIBOX-D UNIBOX-20 UNIBOX-D32 UNIBOX-10V A Sopradora UNIBOX-D utiliza somente um ferramental em sua mesa móvel. Com a tecnologia de sopro direto e deslocamento da parte
MOLDAGEM INJEÇÃO DE PLÁSTICOS INDÚSTRIA
 MOLDAGEM INDÚSTRIA MOLDAGEM INJEÇÃO DE PLÁSTICOS Atualmente, a moldagem por injeção é o processo mais requisitado para a transformação de termoplásticos dada a sua rapidez, a multiplicidade de peças que
MOLDAGEM INDÚSTRIA MOLDAGEM INJEÇÃO DE PLÁSTICOS Atualmente, a moldagem por injeção é o processo mais requisitado para a transformação de termoplásticos dada a sua rapidez, a multiplicidade de peças que
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Equipamento de laboratório inovador. Testes preliminares para definir a qualidade da mistura.
 Equipamento de laboratório inovador Testes preliminares para definir a qualidade da mistura. 02 03 Mais controle. Mais qualidade. O SISTEMA DE LABORATÓRIO DE ESPUMA DE ASFALTO REGISTRA, DE MANEIRA SIMPLES,
Equipamento de laboratório inovador Testes preliminares para definir a qualidade da mistura. 02 03 Mais controle. Mais qualidade. O SISTEMA DE LABORATÓRIO DE ESPUMA DE ASFALTO REGISTRA, DE MANEIRA SIMPLES,
Processo de Fabricação I. Fundição. Prof.: João Carlos Segatto Simões
 Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Laboratório de Sistemas Hidráulicos. Aula prática S25
 Laboratório de Sistemas Hidráulicos Aula prática S25 Relação entre áreas Vazão X Velocidade 1ª Verificação Aeração e Cavitação Cavitação Entende-se por cavitação a formação temporária de espaços vazios
Laboratório de Sistemas Hidráulicos Aula prática S25 Relação entre áreas Vazão X Velocidade 1ª Verificação Aeração e Cavitação Cavitação Entende-se por cavitação a formação temporária de espaços vazios
Disciplina: Motores a Combustão Interna. Principais Componentes Móveis Parte 2
 Disciplina: Motores a Combustão Interna Principais Componentes Móveis Parte 2 Tucho Hidráulico Em alguns projetos, um dispositivo hidráulico é usado para controlar a folga da válvula e, de fato, a folga
Disciplina: Motores a Combustão Interna Principais Componentes Móveis Parte 2 Tucho Hidráulico Em alguns projetos, um dispositivo hidráulico é usado para controlar a folga da válvula e, de fato, a folga
Fundição de Precisão Investment Casting. Disciplina: Fundição. Aula 15 : Processo de Fundição de Precisão. 01: Introdução
 01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Soldagem por fricção. Daniel Augusto Cabral -
 Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017
 Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
Dormentes de concreto protendido para o continente americano
 Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Tel: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de ADDITIONAL INFORMATION: Björn Brandt Phone: +49 7134 52 308 E-mail: bjoern.brandt@vollert.de
Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Tel: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de ADDITIONAL INFORMATION: Björn Brandt Phone: +49 7134 52 308 E-mail: bjoern.brandt@vollert.de
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
TubeInspect. Garantia de qualidade e eficiência na fabricação de tubos MEÇA A VANTAGEM
 TubeInspect Garantia de qualidade e eficiência na fabricação de tubos MEÇA A VANTAGEM TubeInspect Garantia de qualidade e eficiência na fabricação de tubos Sistema óptico para medições de tubos A demanda
TubeInspect Garantia de qualidade e eficiência na fabricação de tubos MEÇA A VANTAGEM TubeInspect Garantia de qualidade e eficiência na fabricação de tubos Sistema óptico para medições de tubos A demanda
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
Disciplina: Projeto de Ferramentais I
 Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
UNIVERSIDADE DE SÃO PAULO ENGENHARIA QUÍMICA LOQ 4017 OPERAÇÕES UNITÁRIAS EXPERIMENTAL II
 UNIVERSIDADE DE SÃO PAULO ENGENHARIA QUÍMICA LOQ 4017 OPERAÇÕES UNITÁRIAS EXPERIMENTAL II Profa. Lívia Chaguri E-mail: lchaguri@usp.br FILTRAÇÃO 1 Semestre de 2015 Introdução Filtração: separação de partículas
UNIVERSIDADE DE SÃO PAULO ENGENHARIA QUÍMICA LOQ 4017 OPERAÇÕES UNITÁRIAS EXPERIMENTAL II Profa. Lívia Chaguri E-mail: lchaguri@usp.br FILTRAÇÃO 1 Semestre de 2015 Introdução Filtração: separação de partículas
Moldagem por Injeção
 Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Food Processing Equipment O MISTURADOR PARA EMULSIFICAÇÃO E COZIMENTO A VÁCUO. Proficut
 Food Processing Equipment O MISTURADOR PARA EMULSIFICAÇÃO E COZIMENTO A VÁCUO Proficut O misturador para emulsificação e cozimento a vácuo ProfiCut é um sistema universal para a fabricação de uma ampla
Food Processing Equipment O MISTURADOR PARA EMULSIFICAÇÃO E COZIMENTO A VÁCUO Proficut O misturador para emulsificação e cozimento a vácuo ProfiCut é um sistema universal para a fabricação de uma ampla
Series. Rapid
 Series Rapid 200-24 200-36 200-48 200-60 Tamanho reduzido Gran A nova linha Rapid Série-200 de moinhos é ideal para a reciclagem direta de resíduos plásticos e refugos, principalmente provenientes de injeção
Series Rapid 200-24 200-36 200-48 200-60 Tamanho reduzido Gran A nova linha Rapid Série-200 de moinhos é ideal para a reciclagem direta de resíduos plásticos e refugos, principalmente provenientes de injeção
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
A Altendorf WA 6: pequena, potente, extraordinária.
 A Altendorf WA 6: pequena, potente, extraordinária. WA 6 em modelo não CE, mostrada com um carro de plataforma dupla de 2600 mm É pequena, mas é uma Altendorf. WA 6 em modelo CE, mostrada com um carro
A Altendorf WA 6: pequena, potente, extraordinária. WA 6 em modelo não CE, mostrada com um carro de plataforma dupla de 2600 mm É pequena, mas é uma Altendorf. WA 6 em modelo CE, mostrada com um carro
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
Refrigeração e Ar Condicionado
 Refrigeração e Ar Condicionado Câmaras Frigoríficas Filipe Fernandes de Paula filipe.paula@engenharia.ufjf.br Departamento de Engenharia de Produção e Mecânica Faculdade de Engenharia Universidade Federal
Refrigeração e Ar Condicionado Câmaras Frigoríficas Filipe Fernandes de Paula filipe.paula@engenharia.ufjf.br Departamento de Engenharia de Produção e Mecânica Faculdade de Engenharia Universidade Federal
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
Eficiência energética ambiental. Sistemas de ar comprimido. 2 º. semestre, 2017
 Eficiência energética ambiental Sistemas de ar comprimido 2 º. semestre, 2017 Aplicações de ar comprimido Ar comprimido é utilizado em virtualmente todos os campos na indústria e comércio, tanto na: Manufatura
Eficiência energética ambiental Sistemas de ar comprimido 2 º. semestre, 2017 Aplicações de ar comprimido Ar comprimido é utilizado em virtualmente todos os campos na indústria e comércio, tanto na: Manufatura
Modelação (Modelagem)
") 2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
MOLDAGEM EM CASCA (Shell Molding)
") MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
Sistemas de esteiras transportadoras de paletes
 Sistemas de esteiras transportadoras de paletes Sistemas de esteiras transportadoras de paletes Honeywell Intelligrated Automação que traz resultados A Honeywell Intelligrated oferece uma linha completa
Sistemas de esteiras transportadoras de paletes Sistemas de esteiras transportadoras de paletes Honeywell Intelligrated Automação que traz resultados A Honeywell Intelligrated oferece uma linha completa
BOLETIM TÉCNICO BOLETIM TÉCNICO
 BOLETIM TÉCNICO RESINA HEC 010 ENDURECEDOR HEH 2000 ENDURECEDOR HEH 2001 ENDURECEDOR HEH 2002 ENDURECEDOR HEH 2003 Resina HEC 010_Endurecedor HEH 2000_Endurecedor HEH 2001_Endurecedor HEH 2002_Endurecedor
BOLETIM TÉCNICO RESINA HEC 010 ENDURECEDOR HEH 2000 ENDURECEDOR HEH 2001 ENDURECEDOR HEH 2002 ENDURECEDOR HEH 2003 Resina HEC 010_Endurecedor HEH 2000_Endurecedor HEH 2001_Endurecedor HEH 2002_Endurecedor
lasertec Uma nova era na colagem de bordos HOMAG lasertec
 O sucesso da tecnologia original Uma campanha da VDMA MARTINI-werbeagentur.de 05/2011 Uma nova era na colagem de bordos Um membro do HOMAG Group HOMAG Holzbearbeitungssysteme GmbH Homagstraße 3 5 72296
O sucesso da tecnologia original Uma campanha da VDMA MARTINI-werbeagentur.de 05/2011 Uma nova era na colagem de bordos Um membro do HOMAG Group HOMAG Holzbearbeitungssysteme GmbH Homagstraße 3 5 72296
Cooperativismo em Materiais Compósitos
 PULTRUSÃO COMPOSITES INTRODUÇÃO Os compostos de fibras de vidro tem sido usados como material de construção nas áreas de: Marítima Construção civil Resistência química Elétrica Setores de transporte, etc.
PULTRUSÃO COMPOSITES INTRODUÇÃO Os compostos de fibras de vidro tem sido usados como material de construção nas áreas de: Marítima Construção civil Resistência química Elétrica Setores de transporte, etc.
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
Ecopaint RoDip EFICIÊNCIA E QUALIDADE ATRAVÉS DA ROTAÇÃO.
 Ecopaint RoDip EFICIÊNCIA E QUALIDADE ATRAVÉS DA ROTAÇÃO www.durr.com Ecopaint RoDip TOTALMENTE TOTALMENTE EFICIENTE EFICIENTE O processo de imersão rotativa Ecopaint RoDip representa a harmonização perfeita
Ecopaint RoDip EFICIÊNCIA E QUALIDADE ATRAVÉS DA ROTAÇÃO www.durr.com Ecopaint RoDip TOTALMENTE TOTALMENTE EFICIENTE EFICIENTE O processo de imersão rotativa Ecopaint RoDip representa a harmonização perfeita
TS TSC TSCR TC SÉRIE SÉRIE SÉRIE SÉRIE
 TS TSC TSCR TC TS PRENSA DE CORTE A nova linha de prensas de corte com uma série de soluções e inovações tecnológicas é resultante de uma investigação em estreita colaboração com o mundo da fundição, com
TS TSC TSCR TC TS PRENSA DE CORTE A nova linha de prensas de corte com uma série de soluções e inovações tecnológicas é resultante de uma investigação em estreita colaboração com o mundo da fundição, com
FILTRO PRENSA DE VIGA SUPERIOR GHT 4X4
 BILFINGER WATER TECHNOLOGIES FILTRO PRENSA DE VIGA SUPERIOR GHT 4X4 TECNOLOGIA DE SEPARAÇÃO SÓLIDO-LÍQUIDO PARA PROCESSOS INDUSTRIAIS GHT 4X4 - Filtro prensa de tração integral de alta confiabilidade e
BILFINGER WATER TECHNOLOGIES FILTRO PRENSA DE VIGA SUPERIOR GHT 4X4 TECNOLOGIA DE SEPARAÇÃO SÓLIDO-LÍQUIDO PARA PROCESSOS INDUSTRIAIS GHT 4X4 - Filtro prensa de tração integral de alta confiabilidade e
Pré-fabricados de concreto para a indústria da construção civil brasileira
 Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Phone: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de FURTHER INFORMATION: Frank Brost Phone: +49 7134 52 355 E-mail: frank.brost@vollert.de
Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Phone: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de FURTHER INFORMATION: Frank Brost Phone: +49 7134 52 355 E-mail: frank.brost@vollert.de
Defeitos de Fundição Defeitos superficiais
 Defeitos de Fundição Defeitos superficiais Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.4
Defeitos de Fundição Defeitos superficiais Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.4
Food Processing Equipment O COZEDOR UNIVERSAL EM LOTE. NEAEN Unicook
 Food Processing Equipment O COZEDOR UNIVERSAL EM LOTE NEAEN Unicook O cozedor universal em lote NEAEN Unicook é uma solução eficaz e acessível para a preparação de vários produtos alimentares, oferecendo
Food Processing Equipment O COZEDOR UNIVERSAL EM LOTE NEAEN Unicook O cozedor universal em lote NEAEN Unicook é uma solução eficaz e acessível para a preparação de vários produtos alimentares, oferecendo
A Tailândia opta por dormentes de ferrovia em concreto armado para projetos de grandes dimensões de construção ferroviária
 Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Phone: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de ADDITIONAL INFORMATION: Björn Brandt Phone: +49 7134 52 308 E-mail: bjoern.brandt@vollert.de
Vollert Anlagenbau GmbH Stadtseestrasse 12 74189 Weinsberg Phone: +49 7134 52-0 Fax: +49 7134 52-203 www.vollert.de ADDITIONAL INFORMATION: Björn Brandt Phone: +49 7134 52 308 E-mail: bjoern.brandt@vollert.de
UNIVERSIDADE FEDERAL DO PARANÁ SETOR DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA CURSO DE ESPECIALIZAÇÃO em ENGENHARIA INDUSTRIAL 4.
 UNIVERSIDADE FEDERAL DO PARANÁ SETOR DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA CURSO DE ESPECIALIZAÇÃO em ENGENHARIA INDUSTRIAL 4.0 Disciplina: Manufatura Inteligente Prof. Dalberto Dias da Costa
UNIVERSIDADE FEDERAL DO PARANÁ SETOR DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA CURSO DE ESPECIALIZAÇÃO em ENGENHARIA INDUSTRIAL 4.0 Disciplina: Manufatura Inteligente Prof. Dalberto Dias da Costa
Catálogo de Produto - Filtragem
 Descrição do Produto Catálogo de Produto - Filtragem Direct pouring system for steel casting é um sistema de vazamento direto, uma combinação de copo de vazamento, filtro de espuma cerâmica, luva isolante
Descrição do Produto Catálogo de Produto - Filtragem Direct pouring system for steel casting é um sistema de vazamento direto, uma combinação de copo de vazamento, filtro de espuma cerâmica, luva isolante
CONTROLE TECNOLÓGICO DO CONCRETO MCC2001 AULA 6 (parte 2)
") CONTROLE TECNOLÓGICO DO CONCRETO MCC2001 AULA 6 (parte 2) Disciplina: Materiais de Construção II Professora: Dr. a Carmeane Effting 1 o semestre 2014 Centro de Ciências Tecnológicas Departamento de Engenharia
CONTROLE TECNOLÓGICO DO CONCRETO MCC2001 AULA 6 (parte 2) Disciplina: Materiais de Construção II Professora: Dr. a Carmeane Effting 1 o semestre 2014 Centro de Ciências Tecnológicas Departamento de Engenharia