UNIVERSIDADE FEDERAL DE MINAS GERAIS. Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas. Dissertação de Mestrado
|
|
|
- Alexandre Valente Azambuja
- 6 Há anos
- Visualizações:
Transcrição
1 UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado Influência do Passe de Encruamento sobre as Propriedades Magnéticas de um Aço Elétrico Semiprocessado Autor: Cleber Guimarães dos Santos Orientador: Prof. Ronaldo Antônio Neves Marques Barbosa Fevereiro/2008
2 Influência do Passe de Encruamento sobre as Propriedades Magnéticas de um Aço Elétrico Semiprocessado Dissertação de Mestrado apresentada ao Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas da Universidade Federal de Minas Gerais Autor: Cleber Guimarães dos Santos Orientador: Prof. Ronaldo Antônio Neves Marques Barbosa Área de concentração: Metalurgia Física Belo Horizonte Escola de Engenharia da UFMG 2008
3 iii A Deus, por tudo. À minha esposa, Cristina, pelo amor, apoio e companheirismo. Ao meu filho, Thales, por ter iluminado a minha vida. À minha mãe, por todo o esforço dedicado à minha criação e educação. Ao meu pai, que infelizmente não pôde compartilhar comigo este momento. À minha irmã, pelo carinho e amizade. Aos meus amigos, que sempre acreditaram em mim.
4 iv AGRADECIMENTOS Às Usinas Siderúrgicas de Minas Gerais (USIMINAS), nas pessoas de Marcelo Dantas Cypreste e Gileno Antônio de Oliveira, pela oportunidade da realização deste projeto. Ao Professor Ronaldo Antônio Neves Marques Barbosa e Kleiner Marques Marra pela orientação e preciosos ensinamentos. A Emerson Guimarães Melo, Rogério Carlos de Oliveira Fernandes e Adalto Verneck Costa, um especial agradecimento por possibilitarem a realização deste estudo. A Ricardo Miranda Alé, João Luiz Barros Antunes, José Geraldo de Souza, Ulisses Eduardo Barros, Carlaine Fonseca de Souza, Helton da Silveira Carvalho, William Francisco Leite, Paulo Huet Alípio, Fernando de Souza Costa, Tarcísio Carvalho Fonseca, Erwin Rômel de A. R. e Souza, Edson José Fagundes, Gustavo Nascimento Batista, José Geraldo Rodrigues, Wilton Pereira Nunes, Cleyde Regina Campos Silva, Lairton José de Araújo, Luiz Carlos Moreira, Walber Moreira e Silva, Dênis Antônio Ferreira, Elias Pereira da Silva, Marcus Antônio Bueno Borges e a todos que contribuíram direta ou indiretamente com este trabalho, o autor agradece pela imensa e fundamental colaboração, pelas sugestões e apoio.
5 v SUMÁRIO LISTA DE FIGURAS...VII LISTA DE TABELAS...XII LISTA DE NOTAÇÕES... XIII RESUMO...XIV ABSTRACT... XV 1. INTRODUÇÃO OBJETIVO REVISÃO BIBLIOGRÁFICA CONSIDERAÇÕES GERAIS Materiais Ferromagnéticos Processos de Magnetização de Materiais Ferromagnéticos Curva de Magnetização e Histerese Magnética ASPECTOS METALÚRGICOS DOS AÇOS ELÉTRICOS Os Aços Elétricos e as suas Propriedades Magnéticas Texturas Ideais Para os Aços Elétricos de Grão Não Orientado O PROCESSO DE PRODUÇÃO DO AÇO ELÉTRICO SEMIPROCESSADO ESPECIFICAÇÕES E APLICAÇÕES DOS AÇOS ELÉTRICOS SEMIPROCESSADOS INFLUÊNCIAS DOS PROCESSOS NA LAMINAÇÃO A FRIO SOBRE AS PROPRIEDADES MAGNÉTICAS DOS AÇOS ELÉTRICOS DE GRÃO NÃO ORIENTADO Influência da Deformação Plástica na Laminação a Frio e da Temperatura de Recozimento Sobre a Textura Final Influência da Deformação Plástica e da Rugosidade dos Cilindros de Encruamento Sobre a Textura Final METODOLOGIA COMPOSIÇÃO QUÍMICA PROCESSAMENTO E AMOSTRAGEM DO AÇO ELÉTRICO A Laminação de Encruamento ENSAIOS REALIZADOS Análise Metalográfica Ensaio de Tração Ensaio de Microdureza... 52
6 vi Difração de Raios-X Ensaio Epstein RESULTADOS OBTIDOS ANÁLISE QUÍMICA MICROESTRUTURA PROPRIEDADES MECÂNICAS Limite de Escoamento e Limite de Resistência Microdureza TEXTURA PROPRIEDADES MAGNÉTICAS DISCUSSÃO DOS RESULTADOS DESCARBONETAÇÃO NO TRATAMENTO TÉRMICO ANÁLISE DA MICROESTRUTURA PROPRIEDADES MECÂNICAS Limites de Escoamento e Resistência Microdureza ANÁLISE DA TEXTURA PROPRIEDADES MAGNÉTICAS CONSIDERAÇÕES FINAIS CONCLUSÕES SUGESTÕES PARA TRABALHOS FUTUROS REFERÊNCIAS BIBLIOGRÁFICAS...94
7 vii LISTA DE FIGURAS Figura Esquema de um material ferromagnético exibindo uma estrutura de domínios magnéticos. Figura Esquema ilustrativo de uma parede de domínio Figura Esquema ilustrando uma parede de 180º. Figura Curva esquemática de magnetização predominantemente reversível. Figura Curva esquemática de magnetização onde há processos irreversíveis caracterizando a formação de uma histerese. Figura Curvas de magnetização em 3 direções cristalográficas distintas de um monocristal de ferro. Figura Fluxograma esquemático do processo de produção dos aços elétricos semiprocessados. Figura Efeito da temperatura de recozimento primário sobre a fração recristalizada. Figura Micrografia óptica da chapa laminada a frio após recozimento primário a 640ºC. Figura Efeitos da temperatura de recozimento primário sobre a textura da chapa após o recozimento final, comparando amostras laminadas num único estágio e em dois estágios de laminação a frio. Figura Figura de pólo (100) da chapa após o recozimento final, que foi tratada no recozimento primário à temperatura de 640ºC. Figura Efeito da temperatura de recozimento primário sobre a indução magnética B 50. Figura Alterações da microtextura durante o recozimento final de uma amostra de aço processado num único estágio de laminação a frio, medidas por EBSD. Figura Alterações da microtextura durante o recozimento final de uma amostra de aço processado por dois estágios de laminação a frio, medidas por EBSD.
8 viii Figura Dependência da perda no núcleo com a redução e com a rugosidade dos cilindros de trabalho do laminador de encruamento. Figura Dependência do tamanho de grão com a redução aplicada na laminação de encruamento. Figura Dependência da permeabilidade com a redução e com a rugosidade dos cilindros de trabalho do laminador de encruamento. Figura Dependência da permeabilidade longitudinal e transversal com a redução e com a rugosidade dos cilindros de trabalho do laminador de encruamento. Figura Representação esquemática da metodologia a ser executada. Figura Representação esquemática das regiões da tira de aço elétrico a serem amostradas após a laminação de encruamento com reduções variando de 1,0%, 3,0%, 5,0% e 8,0%. Figura Força de laminação durante o passe de encruamento em função da redução visada e da rugosidade dos cilindros de trabalho utilizados. Figura Redução obtida na laminação de encruamento em função da rugosidade dos cilindros de trabalho. Figura Representação esquemática da retirada de corpos de prova na amostra de aço elétrico, para ensaio Epstein. Figura Metalografia do aço elétrico após o recozimento primário. Figura Metalografia das amostras do aço após a laminação de encruamento, em função da redução aplicada e da rugosidade média dos cilindros de trabalho. Figura Metalografia das amostras do aço elétrico após o tratamento térmico final, em função da redução aplicada e da rugosidade média dos cilindros de trabalho. Figura Comportamento do tamanho de grão médio obtido após o tratamento térmico final do aço elétrico em função da redução aplicada no passe de encruamento utilizando cilindros de trabalho com rugosidade Ra = 0,3µm (a), Ra = 2,6µm (b) e Ra = 4,2µm (c).
9 ix Figura Limite de escoamento (a) e limite de resistência (b) em função da redução aplicada no passe de encruamento e da rugosidade média dos cilindros de trabalho (Ra em µm) obtidos por ensaio de tração dos corpos de prova retirados na direção longitudinal à laminação. Figura Limite de escoamento (a) e limite de resistência (b) em função da redução aplicada no passe de encruamento e da rugosidade média dos cilindros de trabalho (Ra em µm) obtidos por ensaio de tração dos corpos de prova retirados na direção diagonal à laminação. Figura Limite de escoamento (a) e limite de resistência (b) em função da redução aplicada no passe de encruamento e da rugosidade média dos cilindros de trabalho (Ra em µm) obtidos por ensaio de tração dos corpos de prova retirados na direção transversal à laminação. Figura Microdureza Vickers (HV), medida a 10µm da superfície e no centro das amostras, em função da redução aplicada no passe de encruamento e da rugosidade dos cilindros, sendo: 0,3µm (a), 2,6 µm (b) e 4,2 µm (c). Figura Intensidade de orientação cristalográfica, medida no material após o recozimento primário, das texturas: fibra γ (a), fibra α (b), fibra <100>//DN (c) e fibra η (d). Figura Intensidade de orientação cristalográfica da fibra γ obtida para as condições: após a laminação de encruamento (a) e após o tratamento térmico final (b) do material laminado com cilindros de rugosidade Ra = 0,3µm; após a laminação de encruamento (c) e após o tratamento térmico final (d) do material laminado com cilindros de rugosidade Ra = 2,6µm; após a laminação de encruamento (e) e após o tratamento térmico final (f) do material laminado com cilindros de rugosidade Ra = 4,2µm. Onde: φ = 54,7º, 0 φ1 90º e φ2 = 45º.
10 x Figura Intensidade de orientação cristalográfica da fibra α obtida para as condições: após a laminação de encruamento (a) e após o tratamento térmico final (b) do material laminado com cilindros de rugosidade Ra = 0,3µm; após a laminação de encruamento (c) e após o tratamento térmico final (d) do material laminado com cilindros de rugosidade Ra = 2,6µm; após a laminação de encruamento (e) e após o tratamento térmico final (f) do material laminado com cilindros de rugosidade Ra = 4,2µm. Onde: 0 φ 90º, φ1 = 0 e φ2 = 45º. Figura Intensidade de orientação cristalográfica da fibra <100>//DN obtida para as condições: após a laminação de encruamento (a) e após o tratamento térmico final (b) do material laminado com cilindros de rugosidade Ra = 0,3µm; após a laminação de encruamento (c) e após o tratamento térmico final (d) do material laminado com cilindros de rugosidade Ra = 2,6µm; após a laminação de encruamento (e) e após o tratamento térmico final (f) do material laminado com cilindros de rugosidade Ra = 4,2µm. Onde: φ = 90º, 0 φ1 90º e φ2 = 90º. Figura Intensidade de orientação cristalográfica da fibra η obtida para as condições: após a laminação de encruamento (a) e após o tratamento térmico final (b) do material laminado com cilindros de rugosidade Ra = 0,3µm; após a laminação de encruamento (c) e após o tratamento térmico final (d) do material laminado com cilindros de rugosidade Ra = 2,6µm; após a laminação de encruamento (e) e após o tratamento térmico final (f) do material laminado com cilindros de rugosidade Ra = 4,2µm. Onde: 0 φ 90º, φ1 = 0, e φ2 = 0. Figura Permeabilidade magnética relativa, medida a 1,5T e 60Hz, em função da redução aplicada no passe de encruamento, da direção em relação à laminação e da rugosidade média dos cilindros de trabalho: 4,2µm (a), 2,6µm (b) e 0,3µm (c).
11 xi Figura Perda no núcleo, medida a 1,5T e 60Hz, em função da redução aplicada no passe de encruamento, da direção em relação à laminação e da rugosidade média dos cilindros de trabalho: 4,2µm (a), 2,6µm (b) e 0,3µm (c). Figura Campo coercivo em função do teor de carbono em aços de alta pureza.
12 xii LISTA DE TABELAS Tabela III.1 - Tabela III.2 - Perda no núcleo máxima, do aço elétrico estudado, após o tratamento térmico final de 760ºC durante 2h, em atmosfera de HN. Fibras representativas nos metais CCC. Tabela IV.1 - Faixa de composição química do aço elétrico estudado (em % em peso). Tabela IV.2 - Resumo do processamento e amostragem do aço elétrico. Tabela IV.3 - Resumo dos ensaios realizados. Tabela V.1 Tabela V.2 Tabela V.3 - Tamanho de grão médio, em µm, obtido após o recozimento em caixa, após a laminação de encruamento e após o tratamento térmico do aço elétrico. - Microdureza Vickers (HV), realizada em 10 grãos aleatórios a uma profundidade de 10µm da superfície e em 10 grão aleatórios no centro da espessura das amostras, em função da redução aplicada e da rugosidade dos cilindros utilizados no passe de encruamento. - Permeabilidade magnética relativa, medida a 1,5T e 60Hz, em função da redução aplicada na laminação de encruamento, da rugosidade dos cilindros de trabalho e da direção em relação à laminação. Tabela V.4 - Perda no núcleo (W/kg), medida a 1,5T e 60Hz, em função da redução Tabela V.5 Tabela V.6 aplicada na laminação de encruamento, da rugosidade dos cilindros de trabalho e da direção em relação à laminação. - Permeabilidade magnética relativa, medida a 1,0T e 60Hz, em função da redução aplicada na laminação de encruamento, da rugosidade dos cilindros de trabalho e da direção em relação à laminação. - Perda no núcleo (W/kg), medida a 1,0T e 60Hz, em função da redução aplicada na laminação de encruamento, da rugosidade dos cilindros de trabalho e da direção em relação à laminação. Tabela VI.1 - Testes de hipótese para as médias de dureza de grãos da superfície e do centro do aço elétrico, na condições: após o recozimento primário e após a laminação de encruamento com reduções de 1,0% e 5,0%.
13 xiii LISTA DE NOTAÇÕES B Indução magnética B 50 CCC DL DN DT //DN //DL EBSD GO GNO H HN J LE LR ODF / FDO Ra W W 15/50 Indução magnética medida num campo magnético de 50A/cm Sistema cúbico de corpo centrado Direção de laminação Direção normal (perpendicular à superfície da chapa) Direção transversal à direção de laminação Paralelo à direção normal Paralelo à direção de laminação Técnica de difração de elétrons retroespalhados Aço elétrico de grão orientado Aço elétrico de grão não orientado Campo magnético ou campo coercivo Gás constituído pela mistura de H 2 e N 2 numa certa proporção Polarização magnética Limite de escoamento Limite de resistência Função distribuição de orientação / Function distribution orientation Roughness average (Rugosidade média) Perda no núcleo Perda no núcleo medida a 15kG e 50Hz µ Permeabilidade magnética
14 xiv RESUMO Este estudo teve como finalidade verificar a dependência das propriedades magnéticas de um aço elétrico semiprocessado com os seguintes parâmetros da laminação de encruamento: rugosidade dos cilindros de trabalho e deformação plástica (redução). Foram feitas análises em três direções distintas do plano da chapa para determinar o comportamento da anisotropia das propriedades magnéticas em função do processamento termomecânico ao qual o material foi submetido. Deste modo, tornou-se necessário correlacionar as alterações dessas propriedades com o desenvolvimento da microestrutura e da textura obtidas no aço, pois a qualidade magnética do produto está diretamente relacionada a essas duas variáveis. O aço elétrico foi submetido ao processamento com três diferentes rugosidades dos cilindros de trabalho, onde foram aplicadas quatro diferentes deformações plásticas durante a laminação de encruamento, gerando dessa forma, doze condições distintas de processamento e subseqüentemente, as amostras foram tratadas termicamente sobre as mesmas condições. Os resultados obtidos para o aço elétrico estudado mostram que as propriedades magnéticas e a sua anisotropia possuem uma forte dependência com a deformação plástica e com a rugosidade dos cilindros de trabalho na laminação de encruamento onde, por sua vez, a variação destes parâmetros geram fortes alterações na sua microestrutura e na textura.
15 xv ABSTRACT The purpose of this study was verify the dependence between magnetic properties of a semi-processed electrical steel and the skin pass rolling parameters: work roll roughness and reduction (extension). Analyses in three distinct directions on the sheet plan was performed to determine the magnetic anisotropy behavior in function of the thermomechanical processing which the material was submitted. This way, it became necessary correlate changes of these properties with microstructure and texture development, because the magnetic quality of steel has direct relationship with these two variables. The skin pass rolling was performed with three different work roll roughness, where four different reduction was used, generating twelve distinct processing conditions and subsequently, the samples was thermally treated under the same conditions. The results show that the magnetic properties and magnetic anisotropy have a strong dependence with the reduction and work roll roughness at skin pass rolling, where the variation at these parameters generates great microstructure and texture modification.
16 16 1. INTRODUÇÃO Os aços elétricos semiprocessados são materiais laminados a frio, sem revestimento, destinados principalmente à fabricação de pequenos transformadores e de núcleos de motores de pequeno e médio porte. A sofisticação das máquinas elétricas e a conscientização dos consumidores, que estão cada vez mais exigindo bens duráveis e econômicos em relação ao consumo de energia elétrica, levam à busca do desenvolvimento dos aços para estes fins visando atingir propriedades magnéticas cada vez melhores, ou seja, menores perdas no núcleo e maiores permeabilidades magnéticas. Para que haja o aprimoramento constante destes aços, torna-se fundamental o estudo de características influentes nas propriedades finais, como a textura. Vários estudos já foram conduzidos a respeito da influência da composição química, da presença de impurezas e de precipitados, bem como, a influência do tamanho de grão sobre as propriedades magnéticas dos aços elétricos, mas a influência da textura ainda pode ser explorada. A textura é fortemente dependente do processamento termomecânico ao qual o aço foi submetido e com o intuito de enriquecer o conhecimento desta dependência, este trabalho foi conduzido no sentido de avaliar a influência de parâmetros da laminação de encruamento, tais como a deformação plástica no passe e a rugosidade dos cilindros de trabalho, sobre o desenvolvimento da qualidade magnética final dos aços elétricos semiprocessados.
17 17 2. OBJETIVO Avaliar a influência da deformação plástica (redução) e da rugosidade dos cilindros de trabalho, na laminação de encruamento, sobre as propriedades magnéticas (perda no núcleo e permeabilidade magnética) de um aço elétrico semiprocessado e determinar os valores destes parâmetros que garantam o desenvolvimento da melhor qualidade magnética final do aço em estudo. Este trabalho foi conduzido no sentido de se avaliar a anisotropia magnética da chapa em três direções distintas no seu plano, como também, de correlacionar as propriedades magnéticas obtidas com a microestrutura e a textura desenvolvidas após o passe de encruamento e o tratamento térmico final.
18 18 3. REVISÃO BIBLIOGRÁFICA 3.1 Considerações Gerais Materiais Ferromagnéticos Os materiais ferromagnéticos possuem uma característica marcante que é conhecida como magnetização espontânea, ou seja, eles se encontram com magnetização mesmo na ausência de um campo elétrico externo aplicado. Em geral pode-se classificá-los em dois grupos: materiais ferromagnéticos duros (imãs) e materiais ferromagnéticos moles ou doces. Normalmente esta classificação está associada à resposta magnética do material a um campo elétrico aplicado. Uma das propriedades que é utilizada para separar dois tipos de ferromagnetismo é a coercividade, ou seja, o campo magnético necessário para levar a magnetização do material a zero. Embora não exista uma linha divisória definida de maneira clara, assume-se que materiais ferromagnéticos que possuem uma coercividade alta sejam duros e aqueles que possuem coercividade baixa sejam classificados de moles ou doces (SINNECKER, 2000) Processos de Magnetização de Materiais Ferromagnéticos Os processos de magnetização em materiais ferromagnéticos estão intimamente ligados à sua estrutura magnética. Entende-se por estrutura magnética a descrição da forma como a magnetização está distribuída pelo volume do material. Embora se saiba que materiais ferromagnéticos exibem magnetização espontânea, encontram-se na natureza materiais ferromagnéticos que se apresentam num estado completamente desmagnetizado. Isso pode ser explicado com a introdução do conceito de domínio magnéticos. O interior de um material ferromagnético pode estar dividido em várias regiões magnetizadas e, em cada região destas, a intensidade da magnetização é a mesma, mas as direções podem ser diferentes. Cada região destas é chamada de domínio magnético. A figura 3.1 ilustra a idéia de domínios magnéticos. Como se pode perceber, existe uma fronteira entre dois domínios adjacentes. Nesta fronteira, a magnetização não muda de forma brusca, mas de forma suave, envolvendo vários
19 19 momentos magnéticos. Esta fronteira é chamada de parede de domínio e a sua representação é mostrada na figura 3.2. Quando dois domínios adjacentes têm direções opostas de magnetização, a parede que os divide é chamada de parede de 180º conforme ilustra a figura 3.3. Figura Esquema de um material ferromagnético exibindo uma estrutura de domínios magnéticos (SINNECKER, 2000). Figura Esquema ilustrativo de uma parede de domínio (SINNECKER, 2000).
20 20 Parede de 180º Figura Esquema ilustrando uma parede de 180º (SINNECKER, 2000). Os processos de magnetização em materiais ferromagnéticos podem ocorrer basicamente de duas formas: por deslocamento das paredes de domínios magnéticos e/ou por rotação da magnetização local dentro dos domínios. As mudanças na magnetização em ambos os casos dependem fortemente de imperfeições no material. Em um monocristal ferromagnético sem nenhuma imperfeição, um campo magnético aplicado ao material pode levar ao deslocamento das paredes de domínios existentes através do material sem encontrar nenhuma resistência. Portanto, a intensidade do campo necessária para causar o movimento pode ser muito pequena e, no caso de uma parede de 180º, a alteração da magnetização pode ser muito grande. Assim, esperam-se coercividades muito pequenas e permeabilidades e susceptibilidades muito grandes. Entretanto, até os monocristais podem possuir imperfeições de algum tipo e isso leva a um bloqueio parcial das paredes de domínio e, conseqüentemente, a uma diminuição da permeabilidade e a um aumento da coercividade. Este efeito é ainda maior em se tratando de materiais policristalinos, onde as fronteiras de grão são um obstáculo a mais para o movimento das paredes (SINNECKER, 2000).
21 Curva de Magnetização e Histerese Magnética Uma maneira de estudar os processos de magnetização em um material ferromagnético é submetê-lo a um campo externo variável e acompanhar o comportamento da magnetização total do material à medida que o campo aplicado se altera. Pode-se, então, traçar uma curva de magnetização em função do campo. Esta curva será uma somatória de todos os processos reversíveis e irreversíveis de magnetização que vão ocorrendo à medida que o campo varia. Na figura 3.4 tem-se um exemplo de como seria uma curva onde dominam processos reversíveis e na figura 3.5 tem-se um exemplo do que ocorre quando há processos irreversíveis. (H) Figura Curva esquemática de magnetização predominantemente reversível (SINNECKER, 2000). A curva mostrada na figura 3.5 é uma curva de histerese e decorre de perdas energéticas durante o processo de magnetização. Materiais com pouca histerese exibem poucas perdas durante o processo de magnetização (SINNECKER, 2000). A forma da curva apresentada na figura 3.5 mostra que, a partir de determinado ponto, aumentando-se o campo aplicado a indução ou magnetização permanece praticamente
22 22 constante. A relação B/H (magnetização/campo aplicado) é definida como sendo a permeabilidade magnética (µ), que varia ao longo da curva, passando por um máximo e caindo para mais altos campos magnéticos. Um material é tanto melhor quanto mais alto for o valor de B para um dado valor de H, isto é, quanto maior for a permeabilidade magnética. (B) (H) Figura Curva esquemática de magnetização onde há processos irreversíveis caracterizando a formação de uma histerese (SINNECKER, 2000). O ciclo de histerese ocorre pela irreversibilidade dos fenômenos magnéticos. Representa, na verdade, o consumo da energia dissipada na forma de calor, proporcional à área interna da curva do ciclo e ocorre a cada ciclo de tensão. A variação do campo magnético, por seu lado, gera correntes no núcleo, que também se dissipam na forma de calor. É a chamada perda por correntes de Foucault ou por correntes parasitas. Essas perdas, a par das condições elétricas (indução e freqüência) impostas e da espessura, sendo dependentes de propriedades físicas (densidade e resistividade), são função basicamente do material, isto é, da sua composição química.
23 Aspectos Metalúrgicos dos Aços Elétricos Os Aços Elétricos e as suas Propriedades Magnéticas As chapas de aço para fins elétricos são classificadas em dois tipos: aços de grãos não orientados (GNO) e aços de grãos orientados (GO). Os aços GO são utilizados principalmente em transformadores. Os aços GNO apresentam isotropia em suas propriedades e são utilizados em motores elétricos (KUMANO et al. apud CASTRO et al., 2002). Os aços de grãos não orientados podem ser classificados em três tipos: - Aços Totalmente Processados: são aços ao silício onde suas propriedades magnéticas são desenvolvidas plenamente pelo fabricante do aço, na maioria de suas aplicações, ele pode ser utilizado sem qualquer tratamento posterior. Possui excelente valor de permeabilidade em altas induções e baixo valor médio de perdas magnéticas; - Aços Semiprocessados: são aços de baixo carbono ao silício onde as propriedades magnéticas devem ser desenvolvidas pelo usuário através de um tratamento térmico de recozimento. São processados para se obter elevado crescimento de grão neste recozimento; - Aços Não Processados (ABNT 1006): com tratamento térmico de descarbonetação e crescimento de grão é possível obter redução de cerca de 50% nas perdas magnéticas. Mesmo com o tratamento térmico adequado as propriedades magnéticas não são tão boas quando comparadas aos semiprocessados em função da composição química diferenciada. São os aços de mais baixo custo. Nos motores elétricos, as chapas são selecionadas conforme seus custos e as necessidades de propriedades magnéticas, sendo posteriormente estampadas (operação de corte e furação) e recozida para serem utilizadas como pacotes no rotor e no estator.
24 24 Os aços semiprocessados são, como mencionado, aços de baixo carbono ao silício, geralmente acalmados ao alumínio, onde as propriedades magnéticas devem ser desenvolvidas através de um tratamento térmico de recozimento. Na laminação, durante o passe de encruamento, estes aços são deformados entre 5 e 10% para se obter um elevado crescimento de grão no recozimento. O crescimento de grão pode ser definido como um processo que envolve a migração dos contornos de grão quando a força motriz para esta migração é a redução da área de contorno (DOHERTY et al. apud CASTRO et al., 2002). Uma das maneiras de melhorar a eficiência dos motores de indução é reduzir as perdas magnéticas no aço e aumentar a sua permeabilidade. Essas perdas dependem das chapas de aço que compõem os pacotes dos rotores e estatores dos motores elétricos. Existem vários fatores que afetam estas propriedades magnéticas, dentre eles, conforme recém mencionados, estão a composição química e a microestrutura das chapas. O tamanho de grão é um fator determinante nas perdas por histerese do aço e na permeabilidade magnética. Uma das fontes de perdas por histerese é a nucleação e aniquilamento dos domínios magnéticos nos contornos de grão. Portanto, as perdas por histerese são altas para grãos pequenos, onde existem mais contornos de grãos, e são mais baixas para grãos grandes (STEPHENSON et al. apud CASTRO et al., 2002). Por outro lado, as perdas parasíticas aumentam com o aumento do tamanho de grão, o que leva à necessidade de se obter um tamanho de grão ótimo. O movimento das paredes de domínios tem comportamento semelhante, na maioria dos casos, ao de deslocações em movimento durante a deformação plástica. Características microestruturais que dificultam o movimento de deslocações dificultam também o movimento das paredes de domínio, endurecendo magneticamente o material. Assim, deslocações, precipitados e contornos de grãos, reduzem a mobilidade das paredes de domínios, reduzindo assim a permeabilidade magnética e aumentando a coercividade (GONÇALVES et al. apud CASTRO et al., 2002). A perda no núcleo é composta fundamentalmente pela soma das parcelas devidas à histerese (cerca de 70% das perdas) e às correntes de Foucault (ou correntes parasitas).
25 25 As perdas por histerese estão relacionadas com a resistência ao fluxo magnético e são, portanto, dependentes de aspectos cristalográficos e microestruturais, como a orientação de textura, tamanho de grão, inclusões e precipitados (cementita, inclusive). A perda por histerese é menor para teores decrescentes de carbono, para maior grau de limpidez e maior tamanho de grão após o tratamento térmico descarbonetante final Texturas Ideais Para os Aços Elétricos de Grão Não Orientado As chapas de aços elétricos são utilizadas na fabricação de núcleos de motores e transformadores. A fim de reduzir o consumo de energia destes equipamentos elétricos, é necessário melhorar as propriedades magnéticas destes aços. Sabe-se que a magnetização é mais fácil na direção <100> e mais difícil na direção <111> dos cristais de ferro α e que a textura cristalina tem, portanto, uma grande influência sobre as propriedades magnéticas destes materiais (figura 3.6). MÉDIA DIFÍCIL J FÁCIL Figura Curvas de magnetização em 3 direções cristalográficas distintas de um H monocristal de ferro (LANDGRAF e RODRIGUES, 1995). As chapas de aço elétrico de grão não orientado usadas em motores de tamanhos pequeno e médio são, geralmente, cortadas em forma de anéis e lamelas. Portanto, elas devem apresentar baixa perda e elevada indução magnética na direção circunferencial.
26 26 A textura cristalina <100>//DN é mais favorável às propriedades magnéticas circunferenciais. Isso se explica pelo fato de que, em cada domínio, os momentos magnéticos atômicos alinham-se paralelamente numa das direções de fácil magnetização, também conhecidas como direções espontâneas e no caso do ferro, estas direções são: <100>, <010> e <001>, nos dois sentidos opostos de cada direção. Logo, uma textura ideal para a aplicação acima citada é obtida minimizando-se os planos {111} e maximizando-se os planos {100}, paralelamente ao plano da chapa (TAKASHIMA et al., 1997). Esta textura pode ser obtida através do tratamento termomecânico destes aços, ou seja, através da combinação de deformação plástica a frio com tratamentos térmicos. Os métodos convencionais de produção destes aços elétricos semiprocessados são realizados segundo as seguintes etapas: laminação a frio, da tira laminada a quente, com uma redução de espessura da ordem de 75%, recozimento primário do material e passe de encruamento onde são aplicados reduções entre 5 e 10%. O recozimento final, onde será definida a qualidade magnética do material, é realizado pelo fabricante de equipamento elétrico.
27 O Processo de Produção do Aço Elétrico Semiprocessado O processo de produção dos aços elétricos semiprocessados, normalmente segue as etapas descritas no fluxograma mostrado na figura 3.7. FERRO GUSA LÍQUIDO ACIARIA Redução em Convertedor LD Desgaseificação a Vácuo Lingotamento Contínuo PLACAS LAMINAÇÃO A QUENTE Reaquecimento da Placa Laminação de Desbaste Laminação de Acabamento BOBINAS LAMINADAS A QUENTE LAMINAÇÃO A FRIO Decapagem Laminação a Frio Recozimento Laminação de Encruamento BOBINAS LAMINADAS A FRIO CORTE DAS BOBINAS EM SLITTERS USUÁRIO FINAL DO AÇO Corte das Lamelas Tratamento Térmico Final Montagem dos Núcleos Figura Fluxograma esquemático do processo de produção dos aços elétricos semiprocessados. No início da cadeia de produção, tem-se o processo de Aciaria onde a composição química do aço é ajustada. Esse processo compreende a fase de redução, onde o carbono em excesso no ferro gusa líquido será eliminado através do sopro de oxigênio, no
28 28 convertedor LD, transformando-o em aço. Esse processo também tem o objetivo de reduzir o teor de impurezas que são prejudiciais às propriedades magnéticas do aço e de adicionar elementos de liga, tais como o silício e o alumínio, que têm como principal função a de elevar a resistividade do material para que haja diminuição das perdas no núcleo. Em seguida, a panela contendo o aço líquido é transferida para a máquina de lingotamento contínuo onde o aço será vazado e solidificará dando origem a placas de 252mm de espessura por 1.180mm de largura, para este caso. As placas são então transportadas para a laminação a quente onde são reaquecidas a temperaturas superiores a 1.180ºC para serem laminadas. A operação de laminação a quente inicia-se com o desbaste, no laminador desbastador, que reduzirá a espessura da placa dando origem a um esboço que será novamente laminado no trem acabador. A temperatura de laminação deste aço, no trem acabador, é de 870ºC e a espessura final é de 2,50mm. O material laminado é bobinado a uma temperatura de 700ºC e a bobina sofre resfriamento natural. Após o seu resfriamento, a bobina é processada numa linha de decapagem que, normalmente, utiliza ácido clorídrico (HCl) como solução decapante. O objetivo da decapagem é eliminar os óxidos superficiais formados durante o processo de laminação a quente e resfriamento. Essa camada de óxidos é também conhecida como carepa e a bobina não pode ser laminada a frio antes da sua remoção, pois ela se desprende durante a laminação, podendo provocar marcas nos cilindros e até mesmo incrustações na superfície do aço, comprometendo a sua aplicabilidade. Já devidamente decapada, a bobina segue fluxo para o processo de laminação a frio onde a espessura será reduzida de 2,50mm para 0,53mm, com uma redução total de 79%.
29 29 A bobina laminada a frio deve ser recozida para que as tensões internas geradas pelo processo de laminação a frio sejam eliminadas através dos mecanismos de recuperação e recristalização dos grãos de ferrita. A força motriz para que haja a recristalização é proveniente da energia de deformação armazenada durante a laminação a frio. O processo de recozimento aplicado nesse caso é o BAF ( batch annealing furnace ) ou recozimento em caixa, no qual são formados empilhamentos de bobinas que são cobertos por um abafador no interior do qual será injetado um gás inerte (H 2 ) que tem com função eliminar o oxigênio através de purga, transferir calor para as bobinas e promover o arraste dos gases e impurezas gerados durante o recozimento. Após o resfriamento das bobinas, o próximo processo é o de laminação de encruamento ou skin pass. Esse processo é determinante para o desenvolvimento da qualidade magnética do aço. Na laminação de encruamento, aplicam-se nos aços elétricos reduções que variam entre 5 e 10% e o material é laminado com cilindros texturizados com uma determinada rugosidade para que parte desta rugosidade seja transferida à chapa. A deformação plástica aplicada na laminação de encruamento e a rugosidade impressa na chapa têm muita influência no crescimento de grão e formação de texturas favoráveis às propriedades magnéticas do aço elétrico, após o tratamento térmico final. Este tratamento térmico final, executado pelo fabricante de máquinas elétricas, no caso dos aços semiprocessados, é feito em forno contínuo após o corte das lamelas que formarão os núcleos dos motores. A atmosfera deste forno é controlada, a temperaturas entre 750 e 780ºC, e é constituída de uma mistura de gás H 2 e N 2, com H 2 entre 5 e 10%. Esta atmosfera deve ser levemente umedecida para que haja descarbonetação na superfície, reduzindo o teor de carbono, e para que haja uma certa oxidação superficial que promoverá um isolamento entre as lamelas.
30 30 O tempo de encharque desse tratamento térmico é de 2 horas e, como já foi mencionado, nessa etapa do processo ocorrerá o alívio de tensões, o crescimento dos grãos e o desenvolvimento de textura favorável e, desta forma, haverá uma melhoria das propriedades magnéticas, tais como a diminuição da perda no núcleo e a elevação da permeabilidade, tornando o material inteiramente apto à sua aplicação. 3.4 Especificações e Aplicações dos Aços Elétricos Semiprocessados Os aços para fins elétricos de alta e média perda (ou baixa e média eficiência), são materiais laminados a frio não revestidos utilizados basicamente na fabricação de núcleos (rotores e estatores) de motores destinados, principalmente, a eletrodomésticos e equipamentos elétricos de pequeno e médio porte como: compressores, máquinas de corrente contínua, motores de eletrodomésticos, dentre outros. Sua utilização objetiva aumentar o rendimento e a vida útil das máquinas elétricas. Quanto menor for a perda elétrica no núcleo de uma material utilizado num compressor de refrigerador, por exemplo, menor será o consumo de energia. O produto é comercializado em forma de bobinas, sendo todo o processamento final feito pelo fabricante de equipamentos elétricos, envolvendo corte longitudinal da tira em slitters, operação em prensa para o corte das lamelas, tratamento térmico descarbonetante e oxidante/isolante. Esses aços são qualificados de acordo com a sua perda no núcleo, propriedade que é medida em W/kg. Para os aços de alta perda é especificada uma perda no núcleo 4,0W/kg, para os de média perda, entre 2,0 e 4,0W/kg e para os de baixa perda, 2,0W/kg, (medidos a 1,0T e 50Hz) para espessuras entre 0,50 e 0,60 mm. O aço estudado nesta dissertação é um aço elétrico semiprocessado, com espessura em torno de 0,50mm e os seus valores máximos especificados de perda no núcleo são apresentados na tabela III.1.
31 31 Tabela III.1 - Perda no núcleo máxima (em W/kg), do aço elétrico estudado, após o tratamento térmico final de 760ºC durante 2h, em atmosfera de HN. Indução Magnética/Freqüência Espessura 1,0T/50Hz 1,0T/60Hz 1,5T/60Hz 0,50mm 2,30 2,80 5,40 Os ensaios de perdas magnéticas desses aços seguem o método JIS-C-2550 e o tamanho de grão desejado após o tratamento térmico final é de 2,0 a 3,0 ASTM (~110 a 160µm). 3.5 Influências dos Processos na Laminação a Frio Sobre as Propriedades Magnéticas dos Aços Elétricos de Grão Não Orientado Influência da Deformação Plástica na Laminação a Frio e da Temperatura de Recozimento Sobre a Textura Final As chapas de aço elétrico de grãos não orientados podem ser fabricadas por um estágio ou por dois estágios de laminação a frio e os grãos <111>//DN, indesejáveis para este caso, recristalizam preferencialmente durante o recozimento. Elevadas reduções de espessura na laminação a frio, da ordem de 97,5%, propiciam o desenvolvimento da textura {001}<210>, que é desejável para aços elétricos de grãos não orientados, porém, este grau de redução num único estágio de laminação não é praticável nos processos industriais de produção de chapas de aço. FISCHER e SCHNEIDER (2002) citam em seu trabalho que aços elétricos semiprocessados, de baixo teor de silício, com uma espessura de 0,50mm e elevada intensidade de textura cubo na face podem ser produzidos através de laminação a frio com grau de redução maior do que 86% e, após o recozimento primário, processamento na laminação de encruamento com redução 10%.
32 32 TAKASHIMA, KOMATSUBARA e MORITO (1997) investigaram os mecanismos de formação da textura {001}<210> no aço laminado através de dois estágios de laminação a frio intercalados pelo recozimento primário, comparando com o mesmo aço laminado com um único estágio de laminação a frio, ambos com tratamento de térmico de recozimento final. Sabe-se que os grãos recristalizados originam-se nas heterogeneidades dos grãos deformados e, portanto, a microtextura é muito importante para a compreensão da formação da textura recristalizada. Para isso, como os métodos clássicos de análise de textura, tais como figuras de pólo por difração de raio-x, não fornecem informações sobre a microtextura, foi necessária a análise através da técnica de difração de elétrons retroespalhados (EBSD) na avaliação da microtextura e suas alterações durante o recozimento. A figura 3.8 mostra os efeitos da temperatura de recozimento primário sobre a fração recristalizada. A recristalização iniciou-se a temperaturas acima de 600ºC e a fração recristalizada sofreu uma elevação com o aumento da temperatura de recozimento. A chapa recozida a 700ºC foi completamente recristalizada. A figura 3.9 mostra uma micrografia óptica da chapa após o recozimento primário a 640ºC e as sua microestrutura consiste de pequenos grãos recristalizados e grãos deformados alongados. A fração recristalizada, neste caso, foi estimada em 60%.
. DN DL Figura 3.")
33 33 Fração Recristalizada (%) Temperatura de Recozimento Primário (ºC) Figura Efeito da temperatura de recozimento primário sobre a fração recristalizada (TAKASHIMA et al., 1997). DN DL Figura Micrografia óptica da chapa laminada a frio após recozimento primário a 640ºC (TAKASHIMA et al., 1997). A figura 3.10 mostra os efeitos da temperatura de recozimento primário sobre a textura da chapa após o recozimento final. Para o recozimento primário a 640ºC, obteve-se o valor máximo de intensidade de pólo (100) após a segunda laminação e recozimento final da chapa. Isto foi devido ao desenvolvimento da textura {001}<210>, como mostra a figura 3.11.
34 34 Intensidade de pólo Método de um estágio de laminação a frio Temperatura de Recozimento Primário (ºC) Figura Efeitos da temperatura de recozimento primário sobre a textura da chapa após o recozimento final, comparando amostras laminadas num único estágio e em dois estágios de laminação a frio (TAKASHIMA et al., 1997).
35 35 DL DT {001}<210> >1,5 Figura Figura de pólo (100) da chapa após o recozimento final, que foi tratada no recozimento primário à temperatura de 640ºC (TAKASHIMA et al., 1997). A figura 3.12 mostra o efeito da temperatura do recozimento primário sobre a indução magnética B 50. Indução Magnética B50 (T) Método de um estágio de laminação a frio Temperatura de recozimento primário (ºC) Figura Efeito da temperatura de recozimento primário sobre a indução magnética B 50 (TAKASHIMA et al., 1997).
36 36 Nota-se que, para a chapa que sofreu recozimento primário à temperatura de 640ºC, obteve-se uma indução magnética máxima após a segunda laminação e recozimento final, que foi muito maior do que a indução obtida através das amostras produzidas por um único estágio de laminação a frio. Sabe-se que a textura {001} melhora as propriedades magnéticas circunferenciais, portanto esta máxima indução magnética obtida pode ter sido causada, principalmente, pelo desenvolvimento da textura {001}<210> após o recozimento final. Segundo CHEONG, HILINSKI e ROLLETT (2003a), as texturas de recristalização e de laminação de aços CCC tendem a desenvolver fibras com orientação característica. As texturas de deformação destes metais são freqüentemente descritas por fibras α e fibras γ. As fibras η são importantes indicadores para a previsão da qualidade magnética do aço elétrico em termos de desenvolvimento de textura, pois nelas há o alinhamento da direção <100> com a direção de laminação (DL). Além disso, estas fibras contêm duas importantes orientações cristalográficas para os aços elétricos, em Cubo {100}<001> e Goss {110}<001>. A tabela III.2 mostra as fibras representativas em metais CCC e as suas principais orientações cristalográficas. Tabela III.2 - Fibras representativas nos metais CCC (CHEONG et al., 2002). Fibra α <110>//DL {001}<110> - {112}<110> - {111}<110> Fibra γ <111>//DN {111}<110> - {111}<112> Fibra η <100>//DL {100}<001> - {110}<001> TAKASHIMA et al. (1997) também mostram que a maioria dos grãos recristalizados possui orientação <111>//DN e que a maioria dos grãos deformados possui orientação <110>//DL, após o recozimento primário.
, pode-se concluir que a maioria dos grãos <111>//DN originou-se dos grãos recristalizados que nuclearam durante o recozimento primário.")
37 37 A figura 3.13 mostra as alterações da microtextura durante o recozimento final das amostras do material que não sofreu o segundo processo de laminação a frio. Comparando-se as figuras 3.13(a) e 3.13(b), pode-se concluir que a maioria dos grãos <111>//DN originou-se dos grãos recristalizados que nuclearam durante o recozimento primário. Orientação <111>//DN < 15º <100>//DN < 15º Desorientação DN DT DL Figura Alterações da microtextura durante o recozimento final de uma amostra de aço processado num único estágio de laminação a frio, medidas por EBSD (TAKASHIMA et al., 1997). Em contrapartida, nas amostras do material que sofreu o segundo processo de laminação a frio, comparando-se as figuras 3.14(a) e 3.14(b) pode-se observar que alguns grãos recristalizados <100>//DN, tais como (p) e (q) na figura 3.14(b), nuclearam no interior dos grãos deformados, após o recozimento a 680ºC, cresceram dentro das áreas dos grãos deformados e dos pequenos grãos recristalizados <111>//DN e coalesceram após o recozimento a 710ºC.
.")
38 38 Orientação <111>//DN < 15º <100>//DN < 15º Desorientação θ DN DT DL Figura Alterações da microtextura durante o recozimento final de uma amostra de aço processado por dois estágios de laminação a frio medidas por EBSD (TAKASHIMA et al., 1997). Quando o segundo estágio de laminação a frio não é realizado, os grãos recristalizados <111>//DN crescem nas áreas deformadas e tornam-se a principal componente da textura após o recozimento final. Por outro lado, quando a segunda laminação é realizada após o recozimento primário, o crescimento dos grãos recristalizados <111>//DN dentro das regiões deformadas, é suprimido no recozimento final. Isto ocorre porque a segunda laminação diminui a diferença de energia armazenada entre os grãos <111>//DN recristalizados e os grãos deformados. Logo, não haverá recristalização de grãos <111>//DN durante o recozimento final e então, os grãos recristalizados <111>//DN serão substituídos por novos grãos {001}<210> recristalizados, que nuclearão nas regiões deformadas. Pode-se concluir deste estudo de um aço elétrico de grão não orientado produzido através de dois estágios de laminação a frio que, quando a fração recristalizada da chapa é de 60% após o recozimento primário, a formação da textura {001}<210> é favorecida durante o recozimento final e resulta na melhoria das propriedades magnéticas circunferenciais deste aço. A chapa, após o recozimento primário, consiste de pequenos grãos equiaxiais recristalizados <111>//DN e de áreas deformadas de grãos alongados
39 39 <110>//DL. Conclui-se, também, que grãos {001}<210> nucleiam dentro dos grãos deformados e crescem dentro dos pequenos grãos recristalizados <111>//DN e, conseqüentemente, dominam toda a textura da chapa após o recozimento final do material processado por dois estágios de laminação a frio (TAKASHIMA et al., 1997) Influência da Deformação Plástica e da Rugosidade dos Cilindros de Encruamento Sobre a Textura Final CHEONG et al. (2003a) analisaram a influência de parâmetros tais como a redução e a rugosidade dos cilindros de trabalho sobre o desenvolvimento de textura durante o tratamento térmico final de um aço elétrico. As melhores propriedades magnéticas para estes materiais são uma combinação de baixa perda no núcleo e uma elevada permeabilidade magnética, entretanto, a mais baixa perda nem sempre é obtida com os valores mais elevados de permeabilidade. Portanto, é importante estabelecer uma dependência da perda no núcleo e da permeabilidade com os parâmetros de laminação de encruamento citados, a fim de se obter as melhores propriedades magnéticas possíveis. A laminação de encruamento foi realizada pelos autores recém citados com três diferentes rugosidades dos cilindros de trabalho: 0,5µm (20µin), 0,8µm (30µin) e 2,7µm (105µin) sendo que para cada tipo de cilindro a redução aplicada foi variada em 1,5%, 3,0%, 6,0%, 8,0% e 10,0%. As propriedades magnéticas foram medidas na direção paralela e na transversal à direção de laminação. A perda no núcleo e a permeabilidade em função do alongamento e da rugosidade dos cilindros de trabalho, após o tratamento térmico final, são mostradas nas figuras 3.15 a A mais baixa perda foi obtida em aproximadamente 3,0% de redução e observa-se que não há uma alteração substancial desta perda à medida que a redução aumenta, para os três tipos de rugosidade dos cilindros (figura 3.15). A figura 3.16 mostra o tamanho de grão da chapa processada no laminador de encruamento, utilizando os cilindros de trabalho com 0,5µm de rugosidade, em função da redução aplicada. Nota-se que há uma alteração acentuada do tamanho de grão para reduções entre 0 e 3,0%.
40 40 Perda no núcleo em 0,47mm (W/lb) Cilindros 0,5µm Cilindros 0,8µm Cilindros 2,7µm Redução (%) Figura Dependência da perda no núcleo com a redução e com a rugosidade dos cilindros de trabalho do laminador de encruamento (CHEONG et al., 2003a). Tamanho de grão (µm) Redução (%) Figura Dependência do tamanho de grão com a redução aplicada na laminação de encruamento (CHEONG et al., 2003a).
41 41 A figura 3.17 indica que a permeabilidade magnética mínima encontrada foi a 3,0% de redução para os três tipos de rugosidade dos cilindros de trabalho, porém a sua taxa de elevação após 3,0% de redução foi sensível à condição superficial dos cilindros. Para o material processado com os cilindros de trabalho mais lisos, o aumento da permeabilidade iniciou-se após 6,0% de redução e a taxa de elevação foi maior do que para os outros casos. Permeabilidade a 15kG (G/Oe) Cilindros 0,5µm Cilindros 0,8µm Cilindros 2,7µm Redução (%) Figura Dependência da permeabilidade com a redução e com a rugosidade dos cilindros de trabalho do laminador de encruamento (CHEONG et al., 2003a). Os resultados apresentados na Figura 3.18 mostram uma significante anisotropia da permeabilidade magnética entre a direção longitudinal e a transversal à direção de laminação.
42 42 Permeabilidade a 15kG (G/Oe) 0,5µm 0,8µm 2,7µm 0,5µm 0,8µm 2,7µm Longitudinal Transversal Redução (%) Figura Dependência da permeabilidade longitudinal e transversal com a redução e com a rugosidade dos cilindros de trabalho do laminador de encruamento (CHEONG et al., 2003a). Isto pode ser analisado em termos da redução e da rugosidade dos cilindros. Primeiramente, a anisotropia magnética aumenta com o aumento da redução após os 6,0% e a taxa de elevação é maior para o material processado com os cilindros de trabalho mais lisos. De outro modo, a anisotropia aumenta com a diminuição da rugosidade dos cilindros. Para o material processado com os cilindros mais rugosos, não há uma elevação substancial da permeabilidade após os 6,0% de redução, tanto na direção longitudinal quanto na transversal. Para os três tipos de rugosidades, as melhores propriedades magnéticas, ou seja, baixa perda no núcleo e elevada permeabilidade magnética, foram obtidas em reduções elevadas, especialmente a 10,0%, que foi a maior redução aplicada. Embora a permeabilidade a 10,0% de redução tenha mostrado uma pequena diferença entre os três tipos de rugosidade, figura 3.17 e 3.18, a anisotropia entre as direções longitudinal e transversal à direção de laminação aumenta à medida que cilindros de trabalho se tornam mais lisos.
43 43 4. METODOLOGIA O processamento do material, as amostragens e os ensaios executados neste trabalho estão representados esquematicamente na figura Laminação a Seleção das Placas Quente das Placas (Mesma corrida Aciaria) Espessura final = 2,50 mm Decapagem Amostragem para Análise Composição Química 5 Recozimento em Caixa Atmosfera H 2 4 Laminação a Frio Espessura final = 0,54 mm Redução = 78% Amostragem para Análise Metalográfica, de Textura, Ensaio de Tração e Microdureza 6 7 Laminação de Encruamento Rugosidade dos Cilindros de Trabalho: 0,3; 2,6 e 4,2µm Redução: 1,0; 3,0; 5,0 e 8,0% Tratamento Térmico Final das Amostras Encruadas Temperatura Encharque: 760ºC Tempo: 2 horas Atmosfera N 2 Amostragem para Tratamento Térmico Final, Ensaios Mecânicos, Magnéticos, Microdureza, Análise Metalográfica e de Textura Ensaios Magnéticos, Mecânicos, Análise Metalográfica e de Textura Figura Representação esquemática da metodologia executada.
44 Composição Química O aço utilizado nos estudos dessa dissertação é um aço elétrico semiprocessado (aço de grão não orientado), com a faixa de composição química mostrada na tabela IV.1. Tabela IV.1 - Faixa de composição química do aço elétrico estudado (em % em peso). C Mn Si Al P S N 0,005 0,600 0,900 0,600 0,030 0,010 0, Processamento e Amostragem do Aço Elétrico O processamento e a amostragem do aço elétrico foram realizados em ambiente industrial da etapa 1 a 6 da figura 4.1 e a etapa 7, que consistiu no tratamento térmico final, foi realizada em ambiente laboratorial. A primeira etapa (etapa 1, figura 4.1) consistiu na seleção de seis placas que deram origem às bobinas que fizeram parte do experimento. A faixa de composição química do aço em estudo é apresentada na tabela IV.1. Foi realizada uma corrida deste aço, sendo que a corrida anterior e a posterior eram constituídas do mesmo aço e as placas selecionadas para a experiência foram retiradas de forma a não coincidirem com os extremos desta corrida. Estes cuidados foram tomados para minimizar as diferenças de composição química entre as placas e evitar variações de propriedades do aço que pudessem causar interferências e possíveis equívocos de interpretação dos resultados finais do estudo. Na etapa 2 (figura 4.1), as placas foram laminadas a quente (desbaste e acabamento) dando origem a seis bobinas com espessura de 2,50mm. A temperatura de média de reaquecimento das placas foi de 1210ºC, a temperatura média final dos esboços na laminação de desbaste foi de 1010ºC, a temperatura média na laminação de acabamento foi de 874ºC e a temperatura média de bobinamento de 742ºC. As seis bobinas
45 45 laminadas a quente foram, então, unidas duas a duas na linha de decapagem (etapa 3) e formaram três bobinas maiores que foram laminadas a frio para uma espessura de 0,54mm, com uma redução total de 78,4% (etapa 4). Na estapa 5, as três bobinas foram dispostas numa mesma base de recozimento em caixa, formando uma carga de kg que foi tratada a uma temperatura de 710ºC durante 12 horas em atmosfera de H 2. Após o processo de recozimento, antes da etapa de laminação de encruamento, foram retiradas amostras das três bobinas para análise metalográfica, de textura e propriedades mecânicas A Laminação de Encruamento O processo de laminação de encruamento (etapa 6, figura 4.1), que é o foco do trabalho, foi realizado com a aplicação de quatro diferentes reduções combinadas a três rugosidades distintas dos cilindros de trabalho, para avaliar a influência da deformação plástica e da rugosidade impressa na chapa sobre as propriedades magnéticas do aço após o tratamento térmico final. Cada uma das três bobinas foi laminada com um dos pares de cilindros de trabalho e rugosidade média (Ra) diferente das demais, sendo 0,3µm, 2,6µm e 4,2µm, nas quais foram aplicadas reduções de 1,0, 3,0, 5,0 e 8,0% gerando dessa forma 12 condições distintas. Vale ressaltar que os diâmetros dos três pares de cilindros de trabalho utilizados foram muito próximos: 512,3mm, 511,6mm e 513,0mm. A texturização dos cilindros com rugosidade 2,6µm e 4,2µm foi efetuada via EDT (Electric Discharge Texturing), que é um processo de texturização por descarga elétrica, enquanto a rugosidade de 0,3µm foi obtida através do processo de retífica dos cilindros. Após a obtenção da rugosidade todos os cilindros receberam uma camada de cromo que foi depositado através de um processo eletrolítico e que tem a função de elevar a resistência ao desgaste da superfície dos cilindros durante a laminação. A laminação de encruamento das bobinas foi realizada a úmido no laminador HCM da Usiminas, que possui capacidade para 10,0% de redução, velocidade máxima de 1200m/min e força máxima de 2.000t
46 46 As amostras para a realização das análises foram retiradas após o processo de laminação de encruamento e seguiram a representação da figura 4.2 para cada uma das rugosidades dos cilindros de trabalho, ou seja, para cada uma das três bobinas. Uma informação importante é que, durante a laminação de encruamento, no processamento do aço utilizando os cilindros de trabalho com rugosidade média de 2,6µm e 4,2µm houve anormalidades na aplicação da redução de 8,0%. Para o caso dos cilindros com rugosidade de 2,6µm, pôde-se perceber que a força de laminação já estava bastante elevada durante a aplicação da redução de 5,0% (figura 4.3) e optou-se por reduzir a rugosidade dos cilindros através do seu giro sem material e com aplicação de força para que fosse possível o passe de encruamento com redução de 8,0%. Contudo, esta prática afetou diretamente a rugosidade impressa na chapa. Já para o caso dos cilindros com rugosidade média de 4,2µm, não foi possível alcançar a redução de 8,0%, como mostra a Figura 4.4, atingindo um máximo de 6,8%. Portanto, essas anormalidades dificultam a comparação entre as propriedades obtidas no aço laminado nessas condições com as propriedades do aço laminado em condições normais (Ra cilindros = 0,3µm) durante a aplicação da redução de 8,0%.
47 47 Sentido de Laminação Tira de Aço Elétrico Região de 1,0% de redução Região de 3,0% de redução Região de 5,0% de redução Região de 8,0% de redução Regiões de Amostragem Figura Representação esquemática das regiões da tira de aço elétrico amostradas após a laminação de encruamento com reduções variando de 1,0%, 3,0%, 5,0% e 8,0%. Força de laminação ( t ) ,3 2,6 4, Rugosidade dos Cilindros de Trabalho - Ra (µm) Redução = 1,0% Redução = 3,0% Redução = 5,0% Redução = 8,0% Figura Força de laminação durante o passe de encruamento em função da redução visada e da rugosidade dos cilindros de trabalho utilizados.
48 48 Redução (%) 9,0 8,0 7,0 6,0 5,0 4,0 3,0 2,0 1,0 0,0 8,0 8,0 4,9 4,8 5,1 2,9 3,0 3,2 1,0 1,0 1,0 0,3 2,6 4,2 Rugosidade dos Cilindros de Trabalho - Ra (µm) 6,8 Figura Redução obtida na laminação de encruamento em função da rugosidade dos cilindros de trabalho. Foram retiradas amostras após a laminação de encruamento, para cada condição de processamento, a fim de se avaliar as modificações microestruturais e de textura provocadas por este processo, bem como, para avaliação das propriedades mecânicas (dureza, limite de escoamento e limite de resistência) e da rugosidade impressa no material pelos cilindros de laminação. Também foram retiradas amostras para a realização do tratamento térmico final (etapa 7). Nestas amostras foram avaliadas as propriedades mecânicas (Limite de escoamento e limite de resistência), as propriedades magnéticas (Perda no Núcleo e Permeabilidade Magnética), a microestrutura e a textura após o tratamento térmico. A temperatura deste tratamento foi de 760 ± 10ºC com um tempo de encharque de 120 minutos e a atmosfera do forno constituiu-se de nitrogênio industrial (N 2 ). Este tratamento térmico foi realizado simultaneamente nos corpos de prova para os ensaios magnéticos e de tração, retirados nas direções longitudinal, transversal e diagonal (45º) com a direção de laminação, e nos corpos de prova para análise
49 49 metalográfica e de difração de raios-x. O equipamento utilizado foi um forno elétrico Combustol modelo FECM, do Laboratório de Ensaios Mecânicos da USIMINAS, que possui câmara com dimensões de 400mm (A) x 600mm (L) x 800mm (C), potência de aquecimento de 39,6kW, temperatura máxima de 1.100ºC, vazão de gás máxima de 11Nm 3 /h e pressão de 4,5kgf/cm 2. A taxa de aquecimento do tratamento térmico foi de 150ºC/h, com temperatura de desenfornamento de 350ºC. A tabela IV.2 mostra o resumo do processamento e da amostragem do aço elétrico. Tabela IV.2 - Resumo do processamento e amostragem do aço elétrico. Processo Condição de Processamento Ensaios Lingotamento Contínuo (Aciaria) 6 placas Lingotamento de 6 placas da mesma corrida Análise química Local de Amostragem Em cada placa após o lingotamento contínuo Recozimento em Caixa 3 bobinas Recozimento das 3 bobinas, simultaneamente, em atmosfera H 2 Difração de RX, metalografia, ensaio de tração e microdureza Em cada bobina após o recozimento Laminação de Encruamento Bobina 1 Bobina 2 Bobina 3 Reduções de 1,0, 3,0, 5,0 e 8,0% com cilindros de rugosidade 0,3µm Reduções de 1,0, 3,0, 5,0 e 8,0% com cilindros de rugosidade 2,6µm Reduções de 1,0, 3,0, 5,0 e 8,0% com cilindros de rugosidade 4,2µm Antes do tratamento térmico final: Difração de RX, metalografia / tamanho de grão, ensaio de tração e microdureza. Após o tratamento térmico final: Difração de RX, metalografia / tamanho de grão e ensaios magnéticos (Epstein) Após a laminação de encruamento, em cada região de diferente redução
50 Ensaios Realizados A tabela IV.3 mostra o resumo dos ensaios realizados nesse estudo. Tabela IV.3 - Resumo dos ensaios realizados. Ensaios Local da Amostragem Corpos de Prova Análise Química Após lingotamento contínuo Em cada placa Tração Microdureza Após laminação de encruamento para cada condição de redução e rugosidade Após tratamento térmico final para cada condição de redução e rugosidade Após o recozimento em caixa após a laminação de encruamento Direção transversal, longitudinal e a 45º com a direção de laminação Direção transversal, longitudinal e a 45º com a direção de laminação Para 1 amostra recozida e para as reduções de 1,0% e 5,0% em cada rugosidade Após recozimento 1 amostra Metalografia Após laminação de encruamento Após tratamento térmico final Para cada condição de redução e rugosidade Para cada condição de redução e rugosidade Epstein Após tratamento térmico final para cada condição de redução e rugosidade Direção transversal, longitudinal e a 45º com a direção de laminação Difração de Raios X Após recozimento Após tratamento térmico final 1 amostra Para cada condição de redução e rugosidade
51 Análise Metalográfica Foi realizada na seção longitudinal dos corpos de prova com o objetivo de avaliar a evolução do tamanho de grão após o recozimento em caixa, após a laminação de encruamento e após o tratamento térmico final, para correlacioná-lo com os resultados de propriedades magnéticas obtidos. As amostras foram embutidas e a preparação da superfície foi realizada através do lixamento com granulometria de 100 a 1200# e posterior polimento com pasta de diamante com granulometria de 4 a 6µm seguido por outro polimento com pasta de granulometria de 1 a 2µm. O ataque químico da superfície foi feito através de solução reagente preparada com 20ml de picral, 20ml de nital, 20ml de álcool e 4 gotas de ácido fluorídrico. O método utilizado para a determinação do tamanho de grão foi o método dos interceptos lineares que seguiu a norma ASTM E 112:1996, revisão E2, através da contagem dos interceptos dos contornos de grãos sobre um segmento de teste de comprimento conhecido, sendo de 197,6µm para as amostras do material coletado após o recozimento primário e após laminação de encruamento e de 495,4µm para as amostras do material após o tratamento térmico final. O diâmetro médio de grão foi obtido através da contagem do número de interceptos na direção de laminação e os contados na direção normal (perpendicular à superfície da chapa), onde o número de contagens foi realizado dez vezes em cada direção na mesma amostra. O equipamento utilizado foi o microscópio óptico Zeiss Axio modelo Imager.M1m, do laboratório do Centro de Pesquisa e Desenvolvimento da USIMINAS. As micrografias foram avaliadas e fotografadas com ampliação de 200 vezes no microscópio óptico Zeiss Axio modelo Imager.A1m, também do laboratório do Centro de Pesquisa e Desenvolvimento da USIMINAS.
52 Ensaio de Tração Foi realizado nos corpos de prova retirados das amostras do aço elétrico após o recozimento primário, laminação de encruamento e após o tratamento térmico final, para que fosse possível avaliar o comportamento do limite de escoamento e do limite de resistência com os diferentes tipos de processamento deste aço no laminador de encruamento. Os ensaios foram executados em corpos de prova retirados longitudinalmente, transversalmente e a 45º com a direção de laminação e seguiram a norma NBR 6673:1981. O equipamento utilizado foi a máquina de tração Instron 4482, do Laboratório de Ensaios Mecânicos da USIMINAS Ensaio de Microdureza As medições de dureza Vickers foram feitas em 10 grãos aleatórios a 10µm da superfície e em 10 grãos aleatórios no centro dos corpos de prova retirados após o recozimento em caixa (condição original) e após a laminação de encruamento (sem tratamento térmico final) para o material processado com as três rugosidades dos cilindros de trabalho (4,2µm, 2,6µm e 0,3µm) e para as reduções de 1,0% e 5,0%. O objetivo do ensaio foi avaliar a existência de um gradiente de dureza entre a superfície e o centro das lâminas de aço provocado por um possível gradiente de deformação, bem como, avaliar se este gradiente de deformação estaria correlacionado à rugosidade impressa no aço pelos cilindros de trabalho. A carga utilizada nos ensaios foi de 10gf, o equipamento foi um microdurômetro Future-Tech modelo FM-700, do laboratório do Centro de Pesquisa e Desenvolvimento da USIMINAS, e os ensaios obedeceram à norma ABNT NBR NM-188/1 de 17/08/2005.
53 Difração de Raios-X Esta técnica foi utilizada para avaliar a evolução da textura do aço elétrico após as etapas de recozimento primário, laminação de encruamento e tratamento térmico final. A análise foi feita através da obtenção de figuras de pólo geradas pelos dados dos planos (200), (110) e (222) e da Função de Distribuição de Orientação (FDO) usando notação de Bunge, que foram completados pelo software Diffrac AT, da Siemens. O método empregado foi por reflexão de Schulz e a radiação de Mo-Kα com comprimento de onda de 0,70926Å utilizando tensão de 40kV e corrente de 40mA. O ensaio foi realizado em corpos de prova retirados após o recozimento primário (condição original), após a laminação de encruamento e após o tratamento térmico final, com dimensões: (0,49 a 0,54)mm x 50mm x 50mm, que foram preparados com um perfeito alinhamento com a direção de laminação. O equipamento utilizado foi o Difratômetro de raios-x Siemens, Modelo D 5000 equipado com goniômetro de textura, do Centro de Pesquisa e Desenvolvimento da USIMINAS. A varredura foi realizada na superfície dos corpos de prova sem qualquer ataque químico ou preparação para preservar as características da rugosidade impressa na chapa, e o tempo foi aumentado para propiciar uma contagem mais representativa dos grãos dos corpos de prova tratados termicamente Ensaio Epstein Este ensaio foi utilizado para avaliar as perdas no núcleo e a permeabilidade magnética do aço elétrico após o seu tratamento térmico final. Foram confeccionadas lamelas (copos de prova), a partir das amostras do aço encruado, com dimensões de (0,49 a 0,54)mm x 30mm x 280mm nas direções longitudinal, transversal e a 45º com a direção de laminação, conforme representado na figura 4.5, que posteriormente foram tratadas termicamente a 760ºC por 2h em atmosfera de N 2.
54 54 Após o tratamento térmico, estas lamelas foram então montadas no quadro de Epstein numa quantidade que variou entre 750 e 850g por ensaio (24 lamelas), onde foram medidas a perda no núcleo e a permeabilidade magnética com induções de 1,0T e 1,5T em freqüências de 20, 60 e 80Hz. Entretanto, os resultados deste trabalho serão considerados para a indução de 1,5T e freqüência de 60Hz, enquanto as propriedades medidas para as demais freqüências serão utilizadas somente para uma eventual necessidade de separação das componentes das perdas no núcleo. O ensaio foi realizado para cada uma das 12 condições em cada direção separadamente e também para as três direções misturadas no quadro de Epstein, num total de 48 medições. Os ensaios de Epstein foram realizados segundo o método JIS C 2550 e o equipamento (quadro de Epstein) utilizado foi o Brockhaus Messtechnik, modelo MPG 100 D, do Centro de Pesquisa e Desenvolvimento da USIMINAS. Amostra da chapa de aço elétrico Direção de Laminação L D 45º T L = Corpo de prova retirado na direção longitudinal da amostra D = Corpo de prova retirado na direção diagonal (a 45º) da amostra T = Corpo de prova retirado na direção tranversal da amostra Figura Representação esquemática da retirada de corpos de prova na amostra de aço elétrico para ensaio Epstein.
55 55 5. RESULTADOS OBTIDOS 5.1 Análise Química Foram feitas análises da composição química do material, antes e após o tratamento térmico, para avaliar possíveis alterações que pudessem interferir negativamente nos resultados após o tratamento térmico do aço. Comparando-se as análises das amostras do aço retiradas antes do tratamento térmico final com as amostras retiradas após o tratamento térmico final, percebeu-se que houve uma queda do teor de carbono da ordem de 30% nas amostras tratadas, indicando uma possível descarbonetação, enquanto o teor dos demais elementos químicos permaneceu praticamente inalterado. Os teores de carbono e de nitrogênio médios obtidos nas amostras analisadas após o tratamento térmico final foram inferiores a 20ppm. Conforme é difundido na literatura (HUGHES et al., CAHN apud Castro, S., 2006), o teor mais baixo de carbono em solução sólida é benéfico às propriedades magnéticas do aço porque quanto menor for a quantidade de carbono, menor será a sua influência sobre o crescimento de grão e também menor será a possibilidade de envelhecimento magnético do material durante a sua aplicação. 5.2 Microestrutura O tamanho de grão médio do material analisado após o recozimento em caixa, após a laminação de encruamento e após o tratamento térmico final é mostrado na tabela V.1, enquanto a figura 5.4 ilustra o seu comportamento em função da rugosidade dos cilindros de trabalho e da redução aplicada no passe de encruamento. A relação axial foi obtida através da relação entre o tamanho de grão médio obtido na direção de laminação e o tamanho de grão médio obtido na direção normal ao plano da chapa (na direção da espessura).
 O tamanho de grão médio obtido nestas condições não é representativo em função da grande heterogeneidade da microestrutura formada por grãos coalescidos e por grãos pequenos.")
 Relação axial Após Tratamento Térmico Tamanho de grão médio (µm) Relação axial 1,0 15,3 ± 4 1,4 56,3 ± 17 (*) 0,9 3,0 15,8 ± 4 1,4 130,5 ± 26 1,1 5,0 16,3 ± 6 1,8 112,8 ± 28 1,0 8,0 15,2 ± 5 1,6")
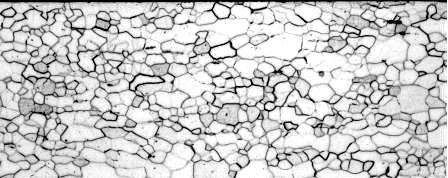
56 56 Tabela V.1 - Tamanho de grão médio, em µm, obtido após o recozimento em caixa, após a laminação de encruamento e após o tratamento térmico do aço elétrico. (*) O tamanho de grão médio obtido nestas condições não é representativo em função da grande heterogeneidade da microestrutura formada por grãos coalescidos e por grãos pequenos. Após Recozimento Primário Tamanho de grão médio (µm) Relação axial 16,8 ± 3 1,3 Rugosidade média dos cilindros, Ra (µm) 0,3 2,6 4,2 Redução (%) Após Laminação de Encruamento Tamanho de grão médio (µm) Relação axial Após Tratamento Térmico Tamanho de grão médio (µm) Relação axial 1,0 15,3 ± 4 1,4 56,3 ± 17 (*) 0,9 3,0 15,8 ± 4 1,4 130,5 ± 26 1,1 5,0 16,3 ± 6 1,8 112,8 ± 28 1,0 8,0 15,2 ± 5 1,6 130,1 ± 32 0,9 1,0 17,1 ± 4 1,3 54,8 ± 16 (*) 0,7 3,0 14,2 ± 3 1,3 132,5 ± 30 1,1 5,0 17,3 ± 6 1,8 131,3 ± 25 1,0 8,0 15,3 ± 5 1,7 102,3 ± 28 1,3 1,0 15,3 ± 4 1,4 116,7 ± 42 1,1 3,0 16,5 ± 3 1,4 145,7 ± 49 1,1 5,0 15,2 ± 3 1,5 117,7 ± 37 1,2 8,0 16,7 ± 6 1,8 122,9 ± 41 1,2 As figuras 5.1, 5.2 e 5.3 mostram a metalografia das amostras do aço após o recozimento, após a laminação de encruamento e após o tratamento térmico final, respectivamente. DN DL 100µm Figura Metalografia do aço elétrico após o recozimento primário.























57 57 Rugosidade média dos cilindros de trabalho ( µ m) Redução (%) 0,3 2,6 4,2 1,0 100µm 100µm 100µm 3,0 100µm 100µm 100µm 5,0 100µm 100µm 100µm 8,0 100µm 100µm 100µm DN DL Figura Metalografia das amostras do aço após a laminação de encruamento em função da redução aplicada e da rugosidade média dos cilindros de trabalho.
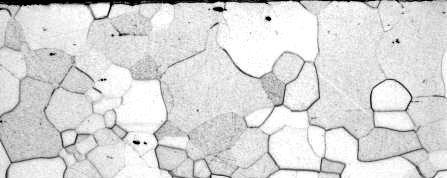























58 58 Rugosidade média dos cilindros de trabalho ( µ m) Redução (%) 0,3 2,6 4,2 1,0 200 µ m 200 µ m 200 µ m 3,0 200 µ m 200 µ m 200 µ m 5,0 200 µ m 200 µ m 200 µ m 8,0 200 µ m 200 µ m 200 µ m DN 100 µ m DL Figura Metalografia das amostras do aço elétrico após o tratamento térmico final em função da redução aplicada e da rugosidade média dos cilindros de trabalho.
Processamento de materiais metálicos: o caso dos aços para fins eletromagnéticos
 Processamento de materiais metálicos: o caso dos aços para fins eletromagnéticos Prof. Fernando JG Landgraf Técnicas de processamento de materiais metálicos Extração dos metais (físico-química) Obter os
Processamento de materiais metálicos: o caso dos aços para fins eletromagnéticos Prof. Fernando JG Landgraf Técnicas de processamento de materiais metálicos Extração dos metais (físico-química) Obter os
EFEITO DO RECOZIMENTO NA MICROESTRUTURA DE AÇO ELÉTRICO SEMI-PROCESSADO 1
 EFEITO DO RECOZIMENTO NA MICROESTRUTURA DE AÇO ELÉTRICO SEMI-PROCESSADO 1 Fernando J.G. Landgraf 2 Nicolau A. Castro 2, Ivan G.S. Falleiros Taeko Yonamine 2 Marcos F. de Campos 4 Resumo O objetivo desse
EFEITO DO RECOZIMENTO NA MICROESTRUTURA DE AÇO ELÉTRICO SEMI-PROCESSADO 1 Fernando J.G. Landgraf 2 Nicolau A. Castro 2, Ivan G.S. Falleiros Taeko Yonamine 2 Marcos F. de Campos 4 Resumo O objetivo desse
Engenheira de Produção. Engenheira de desenvolvimento. Centro de pesquisas, Companhia siderúrgica Nacional (CSN), Volta Redonda, RJ.
, Volta Redonda, RJ.") INFLUÊNCIA DAS VARIÁVEIS DE PROCESSO DE RECOZIMENTO EM CAIXA E LAMINAÇÃO DE ENCRUAMENTO NAS PROPRIEDADES MAGNÉTICAS DE AÇO AO CARBONO LAMINADO A FRIO * Rafael Masulck Santos 1 Eliane Guedes de Carvalho
INFLUÊNCIA DAS VARIÁVEIS DE PROCESSO DE RECOZIMENTO EM CAIXA E LAMINAÇÃO DE ENCRUAMENTO NAS PROPRIEDADES MAGNÉTICAS DE AÇO AO CARBONO LAMINADO A FRIO * Rafael Masulck Santos 1 Eliane Guedes de Carvalho
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
PÓ DE FERRO MICROENCAPSULADO: EFEITO DO TRATAMENTO TÉRMICO DE RECOZIMENTO NA REDUÇÃO DAS PERDAS MAGNÉTICAS.
 PÓ DE FERRO MICROENCAPSULADO: EFEITO DO TRATAMENTO TÉRMICO DE RECOZIMENTO NA REDUÇÃO DAS PERDAS MAGNÉTICAS. N. A. Castro 1, D. Rodrigues 2, F. J. G. Landgraf 2, T. Yonamine 2, M.L. Henrique 1 Av. Prof.
PÓ DE FERRO MICROENCAPSULADO: EFEITO DO TRATAMENTO TÉRMICO DE RECOZIMENTO NA REDUÇÃO DAS PERDAS MAGNÉTICAS. N. A. Castro 1, D. Rodrigues 2, F. J. G. Landgraf 2, T. Yonamine 2, M.L. Henrique 1 Av. Prof.
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
Processos de Conformação Metalúrgica
 Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Aula 17 - Transformações no estado sólido. Transformações Estruturais a nível de tamanho e formato dos grãos
 Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
EFEITO DO TAMANHO DE GRÃO DA BQ NA TEXTURA DE AÇOS ELÉTRICOS SEMIPROCESSADOS 1
 EFEITO DO TAMANHO DE GRÃO DA BQ NA TEXTURA DE AÇOS ELÉTRICOS SEMIPROCESSADOS 1 Nicolau Apoena Castro 2,3 Fernando Jose Gomes Landgraf 3 Verner Volfram Wolgien 4 Augusto César Lacerda de Oliveira 4,5 Marcos
EFEITO DO TAMANHO DE GRÃO DA BQ NA TEXTURA DE AÇOS ELÉTRICOS SEMIPROCESSADOS 1 Nicolau Apoena Castro 2,3 Fernando Jose Gomes Landgraf 3 Verner Volfram Wolgien 4 Augusto César Lacerda de Oliveira 4,5 Marcos
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
EFEITO DA RUGOSIDADE DO CILINDRO DE LAMINAÇÃO DE ENCRUAMENTO NA TEXTURA CRISTALOGRÁFICA DE AÇO ELÉTRICO SEMIPROCESSADO 1
 EFEITO DA RUGOSIDADE DO CILINDRO DE LAMINAÇÃO DE ENCRUAMENTO NA TEXTURA CRISTALOGRÁFICA DE AÇO ELÉTRICO SEMIPROCESSADO 1 Nicolau Apoena Castro 2, Cleber Guimarães dos Santos 3, Fernando de Souza Costa
EFEITO DA RUGOSIDADE DO CILINDRO DE LAMINAÇÃO DE ENCRUAMENTO NA TEXTURA CRISTALOGRÁFICA DE AÇO ELÉTRICO SEMIPROCESSADO 1 Nicolau Apoena Castro 2, Cleber Guimarães dos Santos 3, Fernando de Souza Costa
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO*
 EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
Aula 05 Materiais Magnéticos
 Universidade Federal de Santa Catarina Departamento de Engenharia Elétrica Materiais Elétricos - Teoria Aula 05 Materiais Magnéticos Clóvis Antônio Petry, professor. Florianópolis, outubro de 2006. Bibliografia
Universidade Federal de Santa Catarina Departamento de Engenharia Elétrica Materiais Elétricos - Teoria Aula 05 Materiais Magnéticos Clóvis Antônio Petry, professor. Florianópolis, outubro de 2006. Bibliografia
Microestrutura. Fernando JG Landgraf
 Microestrutura Fernando JG Landgraf 1 Materiais são policristalinos A grande maioria dos materiais são policristalinos: contém muitos cristais ( grãos ). Alguns são amorfos, outros monocristalinos. Tamanho
Microestrutura Fernando JG Landgraf 1 Materiais são policristalinos A grande maioria dos materiais são policristalinos: contém muitos cristais ( grãos ). Alguns são amorfos, outros monocristalinos. Tamanho
ESTUDO DA RECRISTALIZAÇÃO DO AÇO ABNT 1010 COM DIFERENTES GRAUS DE DEFORMAÇÃO
 1361 ESTUDO DA RECRISTALIZAÇÃO DO AÇO ABNT 1010 COM DIFERENTES GRAUS DE DEFORMAÇÃO H.G.Mathias (1), W. A.Monteiro (2), V.A. Rodrigues (2). (1)Escola de Engenharia da Universidade Mackenzie, Rua Itambé,
1361 ESTUDO DA RECRISTALIZAÇÃO DO AÇO ABNT 1010 COM DIFERENTES GRAUS DE DEFORMAÇÃO H.G.Mathias (1), W. A.Monteiro (2), V.A. Rodrigues (2). (1)Escola de Engenharia da Universidade Mackenzie, Rua Itambé,
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO*
 INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J , SAE J E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS*
 ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Nome:
 Nome:") Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
ELETROTÉCNICA -1 / 34. Dipolos magnéticos:
 ELETROTÉCNICA -1 / 34. Dipolos magnéticos Dipolos magnéticos: - Determinam o comportamento dos materiais num campo magnético; - Tem origem no momentum angular dos elétrons nos íons ou átomos que formam
ELETROTÉCNICA -1 / 34. Dipolos magnéticos Dipolos magnéticos: - Determinam o comportamento dos materiais num campo magnético; - Tem origem no momentum angular dos elétrons nos íons ou átomos que formam
Textura Cristalográfica. Fernando JG Landgraf
 Textura Cristalográfica Fernando JG Landgraf 1 Impressão 3D (Manuf. Aditiva) em metais: Microestrutura mostrando poça de fusão do laser e grãos. Amostra F (300 W, 1000 mm/s) aumento de 1000x. Imagem de
Textura Cristalográfica Fernando JG Landgraf 1 Impressão 3D (Manuf. Aditiva) em metais: Microestrutura mostrando poça de fusão do laser e grãos. Amostra F (300 W, 1000 mm/s) aumento de 1000x. Imagem de
Força Magnetizante, Histerese. e Perdas Magnéticas
 INICIAÇÃO À PRÁTICA PROFISSIONAL INSTALAÇÕES ELÉTRICAS PREDIAIS ELETRICIDADE BÁSICA Força_Magnetizante_Histerese-e-Perdas-Magnéticas -1-40. 18 Curso Técnico em Eletrotécnica Força Magnetizante, Histerese
INICIAÇÃO À PRÁTICA PROFISSIONAL INSTALAÇÕES ELÉTRICAS PREDIAIS ELETRICIDADE BÁSICA Força_Magnetizante_Histerese-e-Perdas-Magnéticas -1-40. 18 Curso Técnico em Eletrotécnica Força Magnetizante, Histerese
Curvas de Magnetização e Histerese Perdas Magnéticas Materiais Magnéticos
 Centro Federal de Educação Tecnológica de Santa Catarina Departamento de Eletrônica Retificadores Curvas de Magnetização e Histerese Perdas Magnéticas Materiais Magnéticos Clóvis Antônio Petry, professor.
Centro Federal de Educação Tecnológica de Santa Catarina Departamento de Eletrônica Retificadores Curvas de Magnetização e Histerese Perdas Magnéticas Materiais Magnéticos Clóvis Antônio Petry, professor.
Centro Federal de Educação Tecnológica de Santa Catarina Departamento de Eletrônica Retificadores. Prof. Clóvis Antônio Petry.
 Centro Federal de Educação Tecnológica de Santa Catarina Departamento de Eletrônica Retificadores Força Magnetizante, Histerese e Perdas Magnéticas Prof. Clóvis Antônio Petry. Florianópolis, setembro de
Centro Federal de Educação Tecnológica de Santa Catarina Departamento de Eletrônica Retificadores Força Magnetizante, Histerese e Perdas Magnéticas Prof. Clóvis Antônio Petry. Florianópolis, setembro de
Propriedades Magnéticas II
 Propriedades Magnéticas II INFLUÊNCIA DA TEMPERATURA NO COMPORTAMENTO MAGNÉTICO Ferromagnéticos e ferrimagnéticos Agitação Térmica: Enfraquece as forças de acoplamento entre dipolos, mesmo na presença
Propriedades Magnéticas II INFLUÊNCIA DA TEMPERATURA NO COMPORTAMENTO MAGNÉTICO Ferromagnéticos e ferrimagnéticos Agitação Térmica: Enfraquece as forças de acoplamento entre dipolos, mesmo na presença
Avaliação da qualidade e consumo de aços GNO na WEG Equipamentos Elétricos S.A. - Motores
 Painel Setorial Inmetro para Avaliação da Qualidade de Aços para Fins Eletromagnéticos. Avaliação da qualidade e consumo de aços GNO na WEG Equipamentos Elétricos S.A. - Motores Rubens Bernardes de Carvalho
Painel Setorial Inmetro para Avaliação da Qualidade de Aços para Fins Eletromagnéticos. Avaliação da qualidade e consumo de aços GNO na WEG Equipamentos Elétricos S.A. - Motores Rubens Bernardes de Carvalho
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Aços Elétricos de Grão Orientado de Grão Não-Orientado. TT catalogo acos eletricos.indd 1
 Aços Elétricos de Grão Orientado de Grão Não-Orientado 1 TT-0014-11-catalogo acos eletricos.indd 1 2 A Aperam Bioenergia administra um patrimônio de florestas de eucalipto no Vale do Jequitinhonha, em
Aços Elétricos de Grão Orientado de Grão Não-Orientado 1 TT-0014-11-catalogo acos eletricos.indd 1 2 A Aperam Bioenergia administra um patrimônio de florestas de eucalipto no Vale do Jequitinhonha, em
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
Aços elétricos semiprocessados para motores elétricos
 ABSTRACT Semi-processed electrical steel sheets are submitted, after stamping, to a Aços elétricos semiprocessados para motores elétricos A otimização da microestrutura dos aços elétricos é fundamental
ABSTRACT Semi-processed electrical steel sheets are submitted, after stamping, to a Aços elétricos semiprocessados para motores elétricos A otimização da microestrutura dos aços elétricos é fundamental
EVOLUÇÃO DA TEXTURA DE DEFORMAÇÃO DE UM AÇO ELÉTRICO GNO COM 1,2 5% SI 1
 EVOLUÇÃO DA TEXTURA DE DEFORMAÇÃO DE UM AÇO ELÉTRICO GNO COM 1,2 5% SI 1 Maria do Carmo Amorim da Silva 2 Fernando José Gomes Landgraf 3 Ivan Gilberto Sandoval Falleiros 4 RESUMO Um aço elétrico de grão
EVOLUÇÃO DA TEXTURA DE DEFORMAÇÃO DE UM AÇO ELÉTRICO GNO COM 1,2 5% SI 1 Maria do Carmo Amorim da Silva 2 Fernando José Gomes Landgraf 3 Ivan Gilberto Sandoval Falleiros 4 RESUMO Um aço elétrico de grão
DEFORMAÇÃO PLÁSTICA. Materiais Metálicos. Profa. Dra. Lauralice Canale
 DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica e de Minas. Dissertação de Mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado Efeito do perfil térmico de recozimento das bobinas laminadas a quente nas propriedades
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado Efeito do perfil térmico de recozimento das bobinas laminadas a quente nas propriedades
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TEXTURA DE RECRISTALIZAÇÃO DE AÇOS ELÉTRICOS SEMI-PROCESSADOS APÓS O PASSE DE ENCRUAMENTO 1
 TEXTURA DE RECRISTALIZAÇÃO DE AÇOS ELÉTRICOS SEMI-PROCESSADOS APÓS O PASSE DE ENCRUAMENTO 1 Marcos Flávio de Campos 2 Taeko Yonamine 2 Marcos Fukuhara 2 Fernando José Gomes Landgraf 3 Frank Patrick Missell
TEXTURA DE RECRISTALIZAÇÃO DE AÇOS ELÉTRICOS SEMI-PROCESSADOS APÓS O PASSE DE ENCRUAMENTO 1 Marcos Flávio de Campos 2 Taeko Yonamine 2 Marcos Fukuhara 2 Fernando José Gomes Landgraf 3 Frank Patrick Missell
PÓ DE FERRO MICROENCAPSULADO: EFEITO DO TRATAMENTO TÉRMICO DE RECOZIMENTO NA REDUÇÃO DAS PERDAS MAGNÉTICAS.
 PÓ DE FERRO MICROENCAPSULADO: EFEITO DO TRATAMENTO TÉRMICO DE RECOZIMENTO NA REDUÇÃO DAS PERDAS MAGNÉTICAS. N. A. Castro 1, D. Rodrigues 2, F. J. G. Landgraf 2, T. Yonamine 2. Resumo: Este trabalho tem
PÓ DE FERRO MICROENCAPSULADO: EFEITO DO TRATAMENTO TÉRMICO DE RECOZIMENTO NA REDUÇÃO DAS PERDAS MAGNÉTICAS. N. A. Castro 1, D. Rodrigues 2, F. J. G. Landgraf 2, T. Yonamine 2. Resumo: Este trabalho tem
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio
 Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas. Dissertação de Mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado "ESTUDO DA TEXTURA CRISTALOGRÁFICA EM UM AÇO DE GRÃO NÃO ORIENTADO COM 3,3% SI VIA
UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado "ESTUDO DA TEXTURA CRISTALOGRÁFICA EM UM AÇO DE GRÃO NÃO ORIENTADO COM 3,3% SI VIA
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
METALOGRAFIA QUANTITATIVA
 METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
Resolução do 2º Exame Final de Ciência de Materiais. Lisboa, 6 de Fevereiro de Resolução COTAÇÕES
 Resolução do 2º Exame Final de Ciência de Materiais Lisboa, 6 de Fevereiro de 2010 Resolução COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 1,00 2. (b) 1,00 2. (c) 1,00 2. (d) 0,50
Resolução do 2º Exame Final de Ciência de Materiais Lisboa, 6 de Fevereiro de 2010 Resolução COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 1,00 2. (b) 1,00 2. (c) 1,00 2. (d) 0,50
Cotações. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais 2º Teste (09.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA. SMM0193 Ciência e Engenharia dos Materiais
 TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
VALIDAÇÃO DO PARÂMETRO B. Linhas de Pesquisa: Metalurgia Física; Textura Cristalográfica; Comportamento Mecânico dos Metais; Propriedades Mecânicas.
 VALIDAÇÃO DO PARÂMETRO B Linhas de Pesquisa: Metalurgia Física; Textura Cristalográfica; Comportamento Mecânico dos Metais; Propriedades Mecânicas. Justificativa: Em linhas de produção industrial do tipo
VALIDAÇÃO DO PARÂMETRO B Linhas de Pesquisa: Metalurgia Física; Textura Cristalográfica; Comportamento Mecânico dos Metais; Propriedades Mecânicas. Justificativa: Em linhas de produção industrial do tipo
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
Aço na Construção Civil
 Aço na Construção Civil AÇO Liga Ferro-Carbono (0,006% < C < 2%) Denso; Bom condutor de eletricidade e calor; Opaco; Comportamento elasto-plástico. Estrutura cristalina polifásica (grãos com diferentes
Aço na Construção Civil AÇO Liga Ferro-Carbono (0,006% < C < 2%) Denso; Bom condutor de eletricidade e calor; Opaco; Comportamento elasto-plástico. Estrutura cristalina polifásica (grãos com diferentes
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
Projeto de Elementos Magnéticos Revisão de Eletromagnetismo
 Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina! Departamento Acadêmico de Eletrônica! Eletrônica de Potência! Projeto de Elementos Magnéticos Revisão de Eletromagnetismo Prof. Clovis
Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina! Departamento Acadêmico de Eletrônica! Eletrônica de Potência! Projeto de Elementos Magnéticos Revisão de Eletromagnetismo Prof. Clovis
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Tese de Doutorado "Influência do antimônio e do grau de deformação na laminação a frio sobre as propriedades magnéticas
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Tese de Doutorado "Influência do antimônio e do grau de deformação na laminação a frio sobre as propriedades magnéticas
Conversores CC-CC Não-Isolados Projeto de Indutores em Alta Freqüência
 Centro Federal de Educação Tecnológica de Santa Catarina Departamento Acadêmico de Eletrônica Conversores Estáticos Conversores CC-CC Não-Isolados Projeto de Indutores em Alta Freqüência Prof. Clóvis Antônio
Centro Federal de Educação Tecnológica de Santa Catarina Departamento Acadêmico de Eletrônica Conversores Estáticos Conversores CC-CC Não-Isolados Projeto de Indutores em Alta Freqüência Prof. Clóvis Antônio
TEXTURA DE RECRISTALIZAÇÃO DE UM AÇO COM TEXTURA (110) [001] LAMINADO EM DIFERENTES ÂNGULOS EM RELAÇÃO A DIREÇÃO DE LAMINAÇÃO
![TEXTURA DE RECRISTALIZAÇÃO DE UM AÇO COM TEXTURA (110) [001] LAMINADO EM DIFERENTES ÂNGULOS EM RELAÇÃO A DIREÇÃO DE LAMINAÇÃO](/thumbs/76/74327067.jpg "TEXTURA DE RECRISTALIZAÇÃO DE UM AÇO COM TEXTURA (110) [001] LAMINADO EM DIFERENTES ÂNGULOS EM RELAÇÃO A DIREÇÃO DE LAMINAÇÃO") Porto Alegre - RS de 28 de novembro a 02 de dezembro de 2004 TEXTURA DE RECRISTALIZAÇÃO DE UM AÇO COM TEXTURA (110) [001] LAMINADO EM DIFERENTES ÂNGULOS EM RELAÇÃO A DIREÇÃO DE LAMINAÇÃO Da Silva, M. C.
Porto Alegre - RS de 28 de novembro a 02 de dezembro de 2004 TEXTURA DE RECRISTALIZAÇÃO DE UM AÇO COM TEXTURA (110) [001] LAMINADO EM DIFERENTES ÂNGULOS EM RELAÇÃO A DIREÇÃO DE LAMINAÇÃO Da Silva, M. C.
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais.
 Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Projeto de Indutores para Alta Frequência
 Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina Departamento Acadêmico de Eletrônica Eletrônica de Potência Projeto de Indutores para Alta Frequência Prof. Clóvis Antônio Petry. Florianópolis,
Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina Departamento Acadêmico de Eletrônica Eletrônica de Potência Projeto de Indutores para Alta Frequência Prof. Clóvis Antônio Petry. Florianópolis,
EVOLUÇÃO DA TEXTURA E DAS PROPRIEDADES MAGNÉTICAS DE Fe-3,1% Si DURANTE DEFORMAÇÃO PLÁSTICA E RECOZIMENTO
 EVOLUÇÃO DA TEXTURA E DAS PROPRIEDADES MAGNÉTICAS DE Fe-3,1% Si DURANTE DEFORMAÇÃO PLÁSTICA E RECOZIMENTO Resumo Taeko Yonamine 1 Fernando José Gomes Landgraf 1 Ivan Gilberto Sandoval Falleiros 2 Leo Kestens
EVOLUÇÃO DA TEXTURA E DAS PROPRIEDADES MAGNÉTICAS DE Fe-3,1% Si DURANTE DEFORMAÇÃO PLÁSTICA E RECOZIMENTO Resumo Taeko Yonamine 1 Fernando José Gomes Landgraf 1 Ivan Gilberto Sandoval Falleiros 2 Leo Kestens
Revisão de Eletromagnetismo
 Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina Departamento Acadêmico de Eletrônica Eletrônica de Potência Revisão de Eletromagnetismo Prof. Clóvis Antônio Petry. Florianópolis,
Instituto Federal de Educação, Ciência e Tecnologia de Santa Catarina Departamento Acadêmico de Eletrônica Eletrônica de Potência Revisão de Eletromagnetismo Prof. Clóvis Antônio Petry. Florianópolis,
LAMINAÇÃO EM UM E DOIS PASSES DA LIGA AA1100 PARA FABRICAÇÃO DE EVAPORADORES ROLL BOND. Fernando Frias da Costa, Kátia Regina Cardoso
 LAMINAÇÃO EM UM E DOIS PASSES DA LIGA AA1100 PARA FABRICAÇÃO DE EVAPORADORES ROLL BOND Fernando Frias da Costa, Kátia Regina Cardoso UNIVAP Universidade do Vale do Paraíba FEAU, Av. Shishima Hifumi, 2911
LAMINAÇÃO EM UM E DOIS PASSES DA LIGA AA1100 PARA FABRICAÇÃO DE EVAPORADORES ROLL BOND Fernando Frias da Costa, Kátia Regina Cardoso UNIVAP Universidade do Vale do Paraíba FEAU, Av. Shishima Hifumi, 2911
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Dissertação de Mestrado "Influência do Recozimento Inicial na Evolução da Estrutura Durante o Recozimento Final e Propriedades
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Dissertação de Mestrado "Influência do Recozimento Inicial na Evolução da Estrutura Durante o Recozimento Final e Propriedades
Conversão de Energia II
 Departamento de Engenharia Elétrica Aula 1.2 Circuitos Magnéticos Prof. João Américo Vilela Bibliografia FITZGERALD, A. E., KINGSLEY Jr. C. E UMANS, S. D. Máquinas Elétricas: com Introdução à Eletrônica
Departamento de Engenharia Elétrica Aula 1.2 Circuitos Magnéticos Prof. João Américo Vilela Bibliografia FITZGERALD, A. E., KINGSLEY Jr. C. E UMANS, S. D. Máquinas Elétricas: com Introdução à Eletrônica
Prova escrita de: 2º Exame de Ciência de Materiais. Lisboa, 14 de Julho de Resolução
 Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Materiais Elétricos - Teoria. Aula 04 Materiais Magnéticos
 Materiais Elétricos - Teoria Aula 04 Materiais Magnéticos Bibliografia Nesta aula Cronograma: 1. Propriedades gerais dos materiais; 2. ; 3. Materiais condutores; 4. Materiais semicondutores; 5. Materiais
Materiais Elétricos - Teoria Aula 04 Materiais Magnéticos Bibliografia Nesta aula Cronograma: 1. Propriedades gerais dos materiais; 2. ; 3. Materiais condutores; 4. Materiais semicondutores; 5. Materiais
HISTERESE FERROMAGNÉTICA
 HISTERESE FERROMAGNÉTICA Introdução Um material magnetizado é descrito pelo seu vetor de magnetização M definido como o momento de dipolo magnético por unidade de volume. M = dm dv (1) De acordo com o
HISTERESE FERROMAGNÉTICA Introdução Um material magnetizado é descrito pelo seu vetor de magnetização M definido como o momento de dipolo magnético por unidade de volume. M = dm dv (1) De acordo com o
Materiais Magnéticos Utilizaveis: Ferromagnéticos e Ferrimagnéticos
 Materiais Magnéticos Utilizaveis: Ferromagnéticos e Ferrimagnéticos INFLUÊNCIA DA TEMPERATURA NO COMPORTAMENTO MAGNÉTICO Campo Molecular Dominante Estado ferromagnético M S magnetização de saturação T
Materiais Magnéticos Utilizaveis: Ferromagnéticos e Ferrimagnéticos INFLUÊNCIA DA TEMPERATURA NO COMPORTAMENTO MAGNÉTICO Campo Molecular Dominante Estado ferromagnético M S magnetização de saturação T
TM229 Introdução aos Materiais CONFORMABILIDADE
 CONFORMABILIDADE Um dos dados importantes quando se trabalha com processos de conformação, é o conhecimento de quanto se pode deformar o material sem que este sofra ruptura. A determinação da carga para
CONFORMABILIDADE Um dos dados importantes quando se trabalha com processos de conformação, é o conhecimento de quanto se pode deformar o material sem que este sofra ruptura. A determinação da carga para
Tamanho de grão e textura dos aços elétricos de grão não-orientado
 Tamanho de grão e textura dos aços elétricos de grão não-orientado Fernando J. G. Landgraf, Rubens Takanohashi e Marcos F. de Campos * Instituto de Pesquisas Tecnológicas do Estado de S. Paulo CEP 05508-901,
Tamanho de grão e textura dos aços elétricos de grão não-orientado Fernando J. G. Landgraf, Rubens Takanohashi e Marcos F. de Campos * Instituto de Pesquisas Tecnológicas do Estado de S. Paulo CEP 05508-901,
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
MR Simulação Aula 11 -
 MR 0720 - Simulação Aula 11 - Lógica nebulosa aplicada na determinação dos parâmetros de trabalho de fornos industriais de têmpera contínua para o aço CK75 Apresentação Cenário Motivação Metodologia Metalurgia
MR 0720 - Simulação Aula 11 - Lógica nebulosa aplicada na determinação dos parâmetros de trabalho de fornos industriais de têmpera contínua para o aço CK75 Apresentação Cenário Motivação Metodologia Metalurgia
Eduardo Cavalcante da Silva. A Influência do Recozimento Descarbonetante nas Propriedades Magnéticas de Aços para fins elétricos
 Eduardo Cavalcante da Silva A Influência do Recozimento Descarbonetante nas Propriedades Magnéticas de Aços para fins elétricos Dissertação apresentada à Escola Politécnica da Universidade de São Paulo
Eduardo Cavalcante da Silva A Influência do Recozimento Descarbonetante nas Propriedades Magnéticas de Aços para fins elétricos Dissertação apresentada à Escola Politécnica da Universidade de São Paulo
Conformação Plástica.
 Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESTUDO DA VARIAÇÃO DO LIMITE DE RESISTÊNCIA À TRAÇÃO AO LONGO DA BOBINA DE VERGALHÃO DE ALUMÍNIO 1350 AA*
 ESTUDO DA VARIAÇÃO DO LIMITE DE RESISTÊNCIA À TRAÇÃO AO LONGO DA BOBINA DE VERGALHÃO DE ALUMÍNIO 1350 AA* Renan Tavares Ruy 1 Resumo Esse trabalho tem como objetivo buscar um melhor entendimento dos fatores
ESTUDO DA VARIAÇÃO DO LIMITE DE RESISTÊNCIA À TRAÇÃO AO LONGO DA BOBINA DE VERGALHÃO DE ALUMÍNIO 1350 AA* Renan Tavares Ruy 1 Resumo Esse trabalho tem como objetivo buscar um melhor entendimento dos fatores
CONFORMAÇÃO PLÁSTICA DOS METAIS LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
PRODUÇÃO INDUSTRIAL DE AÇOS PLANOS COM GRÃO ULTRA-FINO
 PRODUÇÃO INDUSTRIAL DE AÇOS PLANOS COM GRÃO ULTRA-FINO ATRAVÉS S DE LAMINAÇÃO A QUENTE Antonio Augusto Gorni II Simpósio sobre Aços: A Novas Ligas Estruturais para a Indústria Automobilística São Paulo,
PRODUÇÃO INDUSTRIAL DE AÇOS PLANOS COM GRÃO ULTRA-FINO ATRAVÉS S DE LAMINAÇÃO A QUENTE Antonio Augusto Gorni II Simpósio sobre Aços: A Novas Ligas Estruturais para a Indústria Automobilística São Paulo,
Dissertação de Mestrado
 Dissertação de Mestrado "Determinação da temperatura de recristalização secundária do aço elétrico de grão orientado produzido com baixa temperatura de reaquecimento de placa" Autor: Afonso Vaz de Mello
Dissertação de Mestrado "Determinação da temperatura de recristalização secundária do aço elétrico de grão orientado produzido com baixa temperatura de reaquecimento de placa" Autor: Afonso Vaz de Mello
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
ESTADOS EXCITADOS: fonões, electrões livres
 Capítulo III.1 DEFEITOS (IMPERFEIÇÕES) NOS SÓLIDOS CRISTALINOS ESTADOS EXCITADOS: fonões, electrões livres DEFEITOS TRANSIENTES: fotões, electrões, neutrões tõ IMPERFEIÇÕES ESTRUTURAIS IMPORTÂNCIA DEFEITOS
Capítulo III.1 DEFEITOS (IMPERFEIÇÕES) NOS SÓLIDOS CRISTALINOS ESTADOS EXCITADOS: fonões, electrões livres DEFEITOS TRANSIENTES: fotões, electrões, neutrões tõ IMPERFEIÇÕES ESTRUTURAIS IMPORTÂNCIA DEFEITOS
3 MATERIAIS E MÉTODOS
 MATERIAIS E MÉTODOS 117. 3 MATERIAIS E MÉTODOS Neste capítulo são descritos os materiais pesquisados, os métodos experimentais e as principais técnicas de análise microestrutural, empregados neste trabalho.
MATERIAIS E MÉTODOS 117. 3 MATERIAIS E MÉTODOS Neste capítulo são descritos os materiais pesquisados, os métodos experimentais e as principais técnicas de análise microestrutural, empregados neste trabalho.
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS
 AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
CÁLCULO DE J 50 DE AÇOS ELÉTRICOS TOTALMENTE PROCESSADOS A PARTIR DE DADOS DE TEXTURA CRISTALOGRÁFICA
 CÁLCULO DE DE AÇOS ELÉTRICOS TOTALMENTE PROCESSADOS A PARTIR DE DADOS DE TEXTURA CRISTALOGRÁFICA Taeko Yonamine a, Marcos Fukuhara a, Frank P. Missell a,b, Carlos A. Achete a, Nicolau A. de Castro c e
CÁLCULO DE DE AÇOS ELÉTRICOS TOTALMENTE PROCESSADOS A PARTIR DE DADOS DE TEXTURA CRISTALOGRÁFICA Taeko Yonamine a, Marcos Fukuhara a, Frank P. Missell a,b, Carlos A. Achete a, Nicolau A. de Castro c e
Existem diversas técnicas e procedimentos empregados visando o aumento das propriedades
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG EVOLUÇÃO DA MICROESTRUTURA E TEXTURA COM A TEMPERATURA DE ACABAMENTO DE UM AÇO GNO COM 1,3%Si Dissertação de Mestrado
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG EVOLUÇÃO DA MICROESTRUTURA E TEXTURA COM A TEMPERATURA DE ACABAMENTO DE UM AÇO GNO COM 1,3%Si Dissertação de Mestrado
Barras e fios de aço para armaduras de concreto
 Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
TRATAMENTOS EMPREGADOS EM MATERIAIS METÁLICOS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
Tabela 4. Composição química dos aços API5LX80 (% em peso).
.") 41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
3. MÉTODOS EXPERIMENTAIS
 3. MÉTODOS EXPERIMENTAIS 43 Para a realização dos experimentos, foram realizadas as etapas de definição e preparação das amostras da matéria prima com a variação das propriedades mecânicas (dureza do material),
3. MÉTODOS EXPERIMENTAIS 43 Para a realização dos experimentos, foram realizadas as etapas de definição e preparação das amostras da matéria prima com a variação das propriedades mecânicas (dureza do material),
Frederico A.P. Fernandes
 Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Aula 11: Estruturas de Solidificação
 Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
8 Resultados (Parte 05)
") 8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
HISTERESE FERROMAGNÉTICA
 HISTERESE FERROMAGNÉTICA Introdução Um material magnetizado é descrito pelo seu vetor de magnetização M definido como o momento de dipolo magnético por unidade de volume. M = dm dv (1) De acordo com o
HISTERESE FERROMAGNÉTICA Introdução Um material magnetizado é descrito pelo seu vetor de magnetização M definido como o momento de dipolo magnético por unidade de volume. M = dm dv (1) De acordo com o