OS MECANISMOS DE DESGASTE DO AÇO RÁPIDO AISI M2 NITRETADO A PLASMA 01
|
|
|
- Victoria Igrejas de Sequeira
- 6 Há anos
- Visualizações:
Transcrição
1 OS MECANISMOS DE DESGASTE DO AÇO RÁPIDO AISI M2 NITRETADO A PLASMA 01 Marco Antônio Durlo Tier 02 Telmo Roberto Strohaecker 03 Thomas Bell 04 Michele de Almeida Pessin 05 RESUMO As ferramentas de corte estão sujeitas a uma grande variedade de tensões térmicas e mecânicas em função de suas aplicações. Desta forma a sua estabilidade térmica e resistência ao desgaste são de grande importância, assim como a tenacidade. A nitretação à plasma é efetuada para aumentar a resistência ao desgaste do gume de corte e reduzir a tendência do material usinado em aderir e soldar na face de saída. A superfície enriquecida em nitrogênio oferece menor atrito proporcionando um corte mais fácil em mais baixas temperaturas. Maiores velocidades de corte, considerável aumento na vida da ferramenta e redução nos custos são alcançados deste modo. No presente trabalho o efeito de diferentes processos de nitretação a plasma no aço rápido AISI M2 foram investigados, comparando-se a performance em desgaste e associando-se os mecanismos de desgaste com a microestrutura da camada nitretada. Amostras foram nitretadas em temperaturas entre 450 C e 550 C, tempos entre 0,3 a 2 horas e composição do gás 25% de N 2, balanço H 2. O ensaio de desgaste foi realizado em uma máquina Amsler usando-se a configuração do tipo disco x superfície plana. As amostras nitretadas em temperaturas de 550 C apresentaram lascamento durante os testes de desgaste indicando uma camada frágil, enquanto amostras nitretadas por 1 hora (450 C e 500 C, 25% N 2 ) demonstraram um baixo coeficiente de fricção e reduzido desgaste adesivo. Palavras Chave: Resistência ao Desgaste, Nitretação a Plasma, Aços Rápidos (01) Trabalho a ser apresentado no IV Seminário de Desgaste, São Paulo SP, 20 a 22 de Julho de (02) Doutorando do PPGEM/LAMEF UFRGS (marco@jupiter.demet.ufrgs.br). (03) Professor PPGEM/UFRGS, Osvaldo Aranha 99/610, Porto Alegre, RS (04) Professor, School of Metallurgy and Materials, The University of Birmingham. (05) Aluna de mestrado PPGEM/LAMEF UFRGS.
2 1.0 - Introdução O desgaste em ferramentas de usinagem ocorre devido a acentuada carga normal na superfície de corte e ao deslocamento da peça usinada e cavaco que aplicam esta carga. A ação de corte e fricção presente na superfície de contato elevam a temperatura da ferramenta, acelerando o processo físico-químico associado ao desgaste 01. As tensões normais n são causadas pelas forças normais atuando ao longo da superfícies de saída, do gume cortante e de folga. A tensão de cizalhamento está associada com a adesão e deslizamento. Adicionalmente, o cavaco tende a aderir na ferramenta. Massas estáveis de material de adesão, conhecidas como gume postiço, alteram a geometria da ferramenta, dificultam o corte e aceleram o desgaste. A magnitude da velocidade de corte e da velocidade do cavaco, juntamente com tensão de cizalhamento associada nas interfaces, determinam o conteúdo de energia térmica liberada por unidade de área de contato. Altas taxas de deformação local e o volume de material deformado também liberam uma energia térmica adicional. O alto gradiente de temperatura acarreta que porções da ferramenta estejam em níveis perigosos, bem acima da temperatura geral. Trent 02 reporta a ocorrência de regiões em ferramentas que durante usinagem atingem temperaturas tão altas quanto 950 C. A combinação da temperatura com o estado de tensões, a taxa de deformação e o deslocamento de material, faz da superfície de uma ferramenta um complexo campo de batalhas que disparam os mecanismos de desgaste. A seleção de material, em geral, conduz aos aços rápidos por atender a três requisitos básicos: resistência ao desgaste, estabilidade térmica e tenacidade. Os carbetos na matriz martensítica proporcionam a resistência ao desgaste característica enquanto um grão refinado melhora a tenacidade. A estabilidade térmica é alcançada pela precipitação de finos carbetos na martensita, durante o revenido em temperatura de endurecimento secundário. Essas partículas endurecem o aço por impedir o movimento de discordâncias e a baixa difusão de alguns átomos no ferro, especialmente W e Mo, dificultam a coalescência. A eficiência de uma ferramenta de aço rápido não se altera mesmo quando a temperatura do gume, por efeito do atrito, atinge 550 C. A nitretação é realizada em aços rápidos para melhorar a resistência ao desgaste do gume de corte e reduzir a tendência de adesão do material usinado. A camada nitretada apresenta um reduzido coeficiente de fricção, permitindo então um corte mais suave, em temperaturas menores. Maiores velocidades de corte, considerável aumento na vida da ferramenta e redução de custos são alcançados deste modo. Comparado aos processos tradicionais de nitretação a gás e banho de sais, a nitretação a plasma apresenta algumas vantagens. O tratamento é limpo e não poluente e permite um maior controle do processo pois o monitoramento pode ser realizado unicamente por parâmetros elétricos como corrente e voltagem. Da mesma forma um grande número de parâmetros como composição do gás, temperatura e pressão, permitem produzir camadas com diferentes estruturas. A possibilidade de processar componentes em temperaturas inferiores a 500 C é outra propriedade importante. No processo a plasma os átomos de nitrogênio na atmosfera são ionizados e, sob a influência de um campo elétrico, eles são bombardeados para a superfície de trabalho. Não existe dependência entre a temperatura e nitrogênio ativo. Por essa razão o
3 processo de nitretação a plasma pode ser realizado em temperaturas tão baixas quanto 350 C. O único fator que restringe o uso de temperaturas ainda menores é o grande decréscimo na taxa de difusão do nitrogênio no material tratado. Estudos tem sido efetuados mostrando que a nitretação pode produzir considerável melhora na vida de ferramentas de aços rápidos. Smith 03 reporta que a nitretação a plasma pode aumentar significativamente a performance de machos empregados para trabalhar em aços de baixa dureza, resultando numa redução de torque de 40%. Bejar 04 publicou resultados de um estudo da influência da nitretação a plasma na vida de ferramentas de corte do aço AISI M2 mostrando que o tratamento pode aumentar significativamente a vida de ferramentas operando em corte contínuo e intermitente. Em trabalho anterior 05 conseguiu-se um aumento de 80% na vida de fresas nitretadas enquanto Edenhofer 06 apresenta resultados indicando a melhora da resistência ao desgaste de aços rápidos especialmente em fresas. Estes e outros trabalhos foram efetuados mostrando as vantagens da nitretação a pasma em aços rápidos. Contudo o processo ainda não foi testado extensivamente. Embora existam muitas investigações em aços carbono e ligas binárias de ferro, estudos da microestrutura da camada nitretada, produzida por processos a plasma, em aços alta liga e aços rápidos são raros. O interesse do presente trabalho é o de investigar a performance sob desgaste de aços rápidos plasma nitretados, relacionando a microestrutura da camada com os mecanismos de desgaste. Como existe uma tendência em se formar uma camada frágil, especial atenção é dada para os fatores que ocasionam a fragilização e como evitá-la Procedimento Experimental Material e Amostras O material usado como substrato para o tratamento de nitretação a plasma foi o aço rápido AISI M2. A composição está indicada na tabela 1. As amostras usadas para os experimentos apresentaram uma geometria cilíndrica ( 16mm x 12mm), após usinagem. Antes da nitretação o aço foi temperado a 1200 C e submetido a um duplo revenido de 1 hora cada em 550 C para alcançar uma dureza de HV 0.2 Tabela 1 - Composição química das amostras do aço rápido AISI M2 C Cr Mo V W Si Mn Ni Fe bal Nitretação O tratamento de nitretação foi realizado em um reator comercial a plasma Klockner de 45 kw de potência (fig. 1). As amostras foram desengraxadas em acetona e inseridas em um dispositivo (fig. 2) de modo que somente as faces ficaram expostas durante tratamento, evitando-se o efeito de borda. Para o controle da temperatura utilizou-se uma amostra falsa com a mesma geometria das demais, possuindo um furo no centro onde foi inserido o termopar. O vácuo empregado foi de 0,1 mbar. No aquecimento foi usado somente hidrogênio e, após o material atingir a temperatura de
4 tratamento, o nitrogênio foi adicionado na composição desejada. O resfriamento foi realizado sob atmosfera controlada até uma temperatura inferior a 60 C. O efeito da temperatura e tempo de tratamento foram investigados. As temperaturas empregadas variaram de 450 C a 550 C, tempos de 0,3 até 2 horas, pressão de 4 mbar e composição do gás 25%N 2, balanço H Ensaio de Desgaste O comportamento do aço AISI M2 plasma nitretado foi investigado frente ao desgaste adesivo em um equipamento Amsler com a configuração disco x superfície plana (fig. 3). Os parâmetros do teste foram ajustados de modo a produzir adesão. A adesão resulta em altas tensões de cizalhamento na região próxima a superfície permitindo, desta forma, comparações da tenacidade de camadas nitretadas. O disco usado como par de contato foi usinado de aço En 19 ( AISI 4140) apresentando dureza após têmpera e revenido de 40 HRC. Para o ensaio foram utilizados os seguintes parâmetros: Velocidade: 20 m/s, Carga: 30Kgf, Teste a seco A avaliação do desempenho foi feita através da comparação da perda de peso, coeficiente de fricção e dos mecanismos de desgaste observados em MEV Nanoteste Foi utilizado um modelo Nanotest 300 da Micro Materials. Para as medições, o indentador lentamente penetra a superfície e a aquisição contínua da deformação x carga permite que o módulo de elasticidade e dureza sejam derivados Difração de Raios X Um difratômetro Philips foi empregado usando-se como radiação incidente cromo K. O ângulo de varredura variou de 30 a Metalografia e Microdureza Amostras nitretadas foram seccionadas normal a superfície. Uma eletro-deposição de níquel foi efetuada para evitar arredondamento da borda durante preparação. Após ataque com reativo nital ou picral examinou-se as amostras em microscopia óptica e eletrônica de varredura. A espessura da camada nitretada foi determinada por GDOS Espectroscopia de Emissão óptica por Descarga Incandescente (GDOS) Para determinar o perfil de composição através da camada empregou-se um equipamento Leco GDS-750QDP. Uma área de 4mm de diâmetro foi bombardeada e analisada. Os elementos investigados foram N, C, Fe, W, Mo, V e Cr Microscopia Eletrônica de Transmissão (MET) Foi utilizado um microscópio Jeol 4000 FX 400KV equipado com um detector Link e analisador de raios X AN mais um sistema de perda de energia de elétrons (EELS). Na preparação de amostras o polimento eletroquímico não funcionou de maneira adequada devido a heterogeneidade do aço M2 sendo necessário o emprego de polimento iônico com um equipamento PIPS.
 Configuração do teste (1) Dispositivo para fixação da amostra (2) Amostra (3) Par de desgaste (B) Disco feito de aço En 19 Figura 03 - Configuração do ensaio de")
5 12 Figura 01 - Equipamento usado para a nitretação das amostras A B Dispositivo 16 Amostra Figura 02 - Dispositivo para nitretação e Geometria das Amostras (A) Configuração do teste (1) Dispositivo para fixação da amostra (2) Amostra (3) Par de desgaste (B) Disco feito de aço En 19 Figura 03 - Configuração do ensaio de desgaste
6 3.0 - Resultados Difração de Raios X Para as amostras nitretadas por 18 minutos a camada de compostos não foi detectada (fig.4, E 1 ). Na amostra D 3 (450 C/1h) observa-se uma camada monofásica. Em 1 h de tratamento, com o aumento da temperatura de tratamento para 500 C (E 3 ) e 550 C (F 3 ), uma camada polifásica + ' se forma. Maiores temperaturas e tempos mais longos indicam uma maior concentração da fase ' de modo que em amostras nitretadas em 550 C/2 h (F 4 ) observa-se a formação de uma camada monofásica '. Não foi possível identificar picos provenientes da camada de difusão pois uma fase para ser detectada por difração de raios-x deve apresentar uma concentração mínima de 5%. Conforme é verificado na amostra E 1 os picos presentes no espectro são provenientes de carbetos do tipo M 6 C e da martensita. Durante nitretação em 450 C por 1 hora verifica-se a presença do nitreto de ferro devido ao pico proveniente da direção [1 0 0] "d" 2.34 e também devido ao deslocamento do pico da martensita para a esquerda. A martensita revenida apresenta um espaçamento interplanar "d" [1 0 1] de 2.04 enquanto que fase [1 0 1] apresenta um "d" de Assim quando a fase se forma tem-se um deslocamento do pico próximo de 68 resultante da presença de martensita e nitretos de ferro. A presença da fase ' é indicada pelos picos em 63 e 74. A ocorrência da fase ' e a redução da fase também é evidenciada pelo deslocamento do pico [1 0 1] para a direita. Na amostra nitretada em 550 C/2h (F 4 )onde se forma a camada de compostos monofásica ' o pico [101] da martensita está em sua posição original (d = 2.04) Metalografia e Microdureza As figuras 5 e 6 mostram metalografias da seção transversal, em microscópio óptico, das amostras F 3 (550 C/1h) e F 4 (550 C/2h). A profundidade da camada nitretada e a microdureza superficial Vickers estão indicados nas tabelas 2 e Nanoteste A figura 9 apresenta os resultados da nano análise. São apresentadas as curvas para amostra virgem, camada de compostos '-Fe 4 N e -Fe 2-3 N e camada de difusão. Para a realização do ensaio, uma carga é aplicada gradualmente. Após atingir o valor máximo ( 30 mn) a carga começa a ser removida até o valor nulo. Desta forma obtêm-se uma curva com o valor da carga aplicada (abcissa) e da deformação correspondente (ordenada). A curva inferior é proveniente do primeiro estágio (aplicação da carga) e a curva superior do segundo estágio quando a carga é removida gradualmente. Assim a deformação plástica máxima é medida no ponto aonde a curva intercede o eixo das ordenadas. A deformação elástica é obtida pela diferença entre a deformação máxima e a deformação plástica. Após a nitretação ocorre uma redução da deformação máxima assim como do trabalho plástico, enquanto que a deformação no regime elástico aumenta. Observa-se que a camada de compostos e ' apresentam curvas similares enquanto a camada de difusão apresenta os menores valores para a deformação total e deformação plástica.


7 Intensidade M 6C F4 M 6C M 6C M 6C F3 E3 E2 D3 E Theta Figura 04 - Espectro de Raios X (Radiação de Cromo) Fig C, 1hora, 25% N 2 Fig C, 2 horas, 25% N 2
8 Profundidade (nm) Profundidade (nm) Profundidade (nm) Profundidade (nm) Virgem Carga (mn) Camada de Compostos (Fe2-3N) carga (mn) Camada de Compostos (Fe4N) Carga (mn) Camada de Difusão Carga (mn) Fig Resultados do ensaio de Nano Indentações
9 Tabela 2 - Profundidade da Camada Nitretada medida por GDOS Tempo Temperatura 450 C 500 C 550 C 18 min D1 24 m E1 32 m F1 44 m 30 min D2 30 m E2 38 m F2 54 m 60 min D3 36 m E3 57 m F3 77 m 120 min F4 104 m Tabela 3 - Microdureza Superficial Vickers (200 g) Tempo Temperatura 450 C 500 C 550 C 18 min D E F min D E F min D E F min F Ensaio de Desgaste Para uma melhor compreensão os resultados foram divididos em 3 grupos: Grupo I - Amostras nitretadas para possuírem somente uma zona de difusão ou amostras que não foram nitretadas. A adesão foi intensa ( =0.95) como é verificado nas figuras 8, 9 e 10. É interessante ressaltar que a adesão irá resultar em tensões de cizalhamento mais elevadas e maiores temperatura durante usinagem. Grupo II- Amostras nitretadas em altas temperaturas (550 C) a camada apresentou tenacidade inadequada. Lascamentos ocorreram logo após o início do ensaio resultando em uma perda significativa de material das amostras. (fig. 11, 12 e 13). Grupo III - Amostras com camadas de compostos produzidas em baixas temperaturas (450 C e 500 C, 1 h). Nesta condição a tenacidade foi adequada e o baixo coeficiente de fricção ( =0.25) resultou em uma redução significativa do desgaste adesivo (fig. 14 e 15) Os mecanismos de desgaste podem ser melhor compreendidos comparando-se a perda de peso do disco de contato e amostra, depois do ensaio de desgaste (tabela 4). Para amostras não nitretadas ou nitretadas para formar somente a zona de difusão, a adesão foi intensa indicada pela significativa perda de material do disco de contato. A redução de material da amostra não foi significativa devido a transferência de material do disco. Para o caso da amostra sem tratamento houve, inclusive, um leve aumento de peso, indicado pelo sinal (-). Para amostras nitretadas em altas temperaturas (550 C) que resultaram em uma camada frágil, houve uma significativa perda de peso da amostra. Os lascamentos aumentam a rugosidade superficial e, desta forma, elevam o coeficiente de fricção resultando em um perda de peso intermediária no disco de contato.







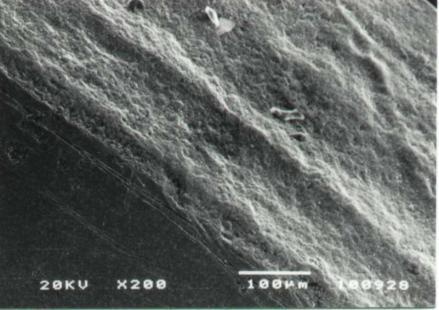
10 Fig. 8 Amostra não nitretada Fig. 9 Amostra não nitretada Fig. 10 Amostra D 1 Fig. 11 Amostra F 2 Fig. 12 Amostra F 4 Fig. 13 Amostra F 4 Fig. 14 Amostra E 3 Fig. 15 Amostra D 3
11 Os melhores tratamentos de nitretação foram aqueles com a presença da camada de compostos para evitar a adesão e perda de material do disco de contato, e realizada em baixas temperaturas para uma boa tenacidade, evitando assim, lascamentos na amostra. Nesta situação a perda de material na amostra e disco de contato foi relativamente pequena como indicado para as amostras D 3 e E 3. Tabela 4 - Perda de peso da amostra e disco de contato Amostra Perda de Peso (g) Amostra Perda de Peso (g) Amostra Disco Amostra Disco Virgem E D F D F D F E F E Discussão dos Resultados A menor deformação observada para camadas de difusão na Nanoanálise pode ser explicada pela fina precipitação de nitretos de liga, com o conseqüente aumento de dureza. Os finos precipitados impedem o movimento dos planos de escorregamento resultando em uma menor deformação plástica. Da mesma forma com a redução da deformação plástica ocorre a elevação do limite de escoamento. Para a camada de compostos a presença predominante de nitretos de ferro resultou em uma deformação plástica e deformação total superiores as da zona de difusão. No caso da amostra virgem, sem a presença de nitretos precipitados e portanto com um nível de dureza mais baixo, são observados os valores mais elevados de deformação total e plástica. Como conseqüência verificou-se os menores valores para o limite de escoamento. A profundidade e dureza da camada demonstraram não ser determinantes para o comportamento em desgaste. Amostras com a mesmo nível de dureza e espessura da camada apresentaram diferentes comportamentos durante ensaio. As amostras E 2 e D 3 são um bom exemplo para ilustrar essa situação. A presença de uma camada polifásica + ' seria uma possibilidade para explicar a fragilização. Alguns autores 07 reportam que existem elevadas tensões residuais na interface das fases + '. Enquanto a fase apresenta uma célula unitária hexagonal, a fase ' é cúbica 08. Desta forma acredita-se que exista um desajuste entre as duas fases o que resultaria em uma altas tensões residuais na interface resultando em arrancamento da camada durante solicitação. Para o aço M2 a camada de compostos é monofásica após nitretação em 450 C, enquanto tratamentos realizados em 550 C por 1 hora apresentam uma camada polifásica + '. Desta forma a presença de uma camada polifásica em altas temperaturas poderia ocasionar a fragilização. Contudo verifica-se que a amostra E 3 possuindo uma camada polifásica apresentou um resultado satisfatório durante o ensaio de desgaste. Também é observado que a amostra F 4, que
12 apresentou um mecanismo de desgaste frágil resultando na maior perda de peso entre todas as amostras analisadas, possui uma camada monofásica '. Deste modo a presença de uma camada polifásica não é uma explicação suficiente para a fragilização em altas temperaturas. Acredita-se que para componentes que são nitretados por longos tempos, apresentando camadas polifásicas espessas e interfaces bem definidas, possa ocorrer um descolamento da camada durante solicitação. Contudo para o presente caso em que a camada de compostos não possui interfaces bem definidas, a presença de uma camada polifásica não é adequada para explicar a fragilização. Desse modo para um maior esclarecimento sobre a questão, foram nitretadas três amostras com tempos prolongados de tratamento. A primeira em 550 C, 10 h, 25% N 2 a segunda em 500 C,10 h, 25% N 2 e a última em 450 C, 20 h, 75% N 2. A secção transversal das amostras em MEV estão apresentada nas figuras 16 a 21. Uma significante precipitação em contornos de grãos está presente na amostra nitretada em 550 C enquanto para a amostra nitretada em 500 C o nível de precipitação em contornos de grãos é pequeno. Em 450 C, mesmo usando 75% N 2 e 20 horas de tratamento, o nível de precipitação em contornos de grãos é insignificante. Análises WDX da região dos precipitados indicam que eles são ricos em carbono indicando que são carbetos. Da mesma forma análises em microscopia eletrônica de transmissão indicam parâmetros de rede semelhantes ao da cementita. Resultados semelhantes foram observados na nitretação de aços baixa liga 09. Acredita-se que durante a nitretação o nitrogênio desestabilize os carbetos de liga para formar nitretos. Assim, carbono é liberando e, em altas temperaturas, possui suficiente mobilidade para migrar para as bordas de grãos e precipitar como cementita. O carbono liberado atua então como uma força motora para a precipitação. Sob a ação de tensões compressivas, a cementita se forma como um filme contínuo nos contornos de grãos paralelos a tensão compressiva. A fratura intergranular observada nas figuras 22 e 23 para a amostra F 4 nitretada por 2 horas, 550 C, 25% N 2, indica que os contornos de grãos estavam fragilizados após a nitretação. Em baixas temperaturas com a redução da taxa de difusão do carbono e a maior dificuldade de nucleação da cementita (menor energia livre), a precipitação da cementita nos contornos de grãos é dificultada, resultando em uma camada nitretada com maior tenacidade. Ensaios de desgaste adicionais realizados em 400 C apresentaram excelentes resultados confirmando que o uso de baixas temperaturas é indicado para aços rápidos. Os resultados em MET confirmam o que foi exposto anteriormente. Na fig. 24 observa-se que ocorre uma transformação de carbetos durante a nitretação. Na superfície do precipitado surgem agulhas identificadas como nitretos de molibdênio do tipo Mo 16 N 7. A figura 25 apresenta um espectro de difração da martensita na zona de difusão em amostra nitretada em 550 C. Observa-se um espectro duplo com os pontos mais finos provenientes da cementita e os pontos maiores e mais brilhantes resultantes da martensita. Verifica-se, então, que na nitretação em altas temperaturas ocorre a precipitação de cementita não somente nos contornos de grãos mas também nas agulhas da martensita. A formação da cementita foi observada em 550 C mas não foi detectada em 450 C.





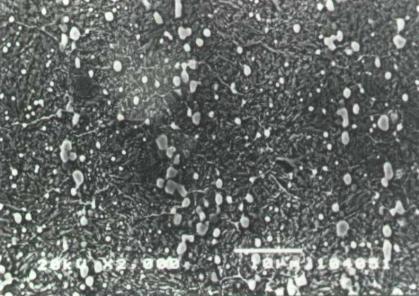


13 Fig ºC, 25%N 2 Fig ºC, 25%N 2 Fig ºC, 25%N 2 Fig ºC, 25%N 2 Fig ºC, 25%N 2 Fig ºC, 25%N 2 Fig. 22 Amostra F 4 (550ºC/2h) Fig. 23 Amostra F 4 (550ºC/2h)
 formadas na Superfície de um Carbeto")
 para amostra nitretada em 550")
14 Figura 24 - Agulhas de Nitretos(Mo 16 N 7 ) formadas na Superfície de um Carbeto Fig Espectro duplo (martensita + cementita) para amostra nitretada em 550 C
15 4.6 - Conclusões A partir dos resultados apresentados verifica-se que com o uso de parâmetros adequados, o tratamento de nitretação é benéfico para o aço rápido AISI M2, indicando potencial para aplicação em ferramentas de corte. Temperaturas de tratamento na faixa de 400 C a 500 C, especialmente as mais baixas, resultaram benéficas enquanto temperaturas de 550 C produziram uma camada frágil. A camada de compostos é efetiva na redução de material em aderir e soldar nas amostras indicando potencial para um corte mais suave em mais baixas temperaturas. Somente a zona de difusão sem a presença da camada de compostos apresenta pequeno efeito em reduzir o coeficiente de fricção. Depois da nitretação em altas temperaturas existe uma precipitação significativa de cementita nos contornos de grãos. Materiais tratados nessa condição falham durante ensaio de desgaste através de uma fratura frágil intergranular. Existe. desta forma, uma forte indicação de que a precipitação nos contornos de grãos exerce uma importante influência no comportamento tribológico do aço rápido AISI M2 nitretado a plasma Referências Bibliograficas (01) Metals Handbook, Ninth Edition, Volume 16 Machining (02) Trent EM, Metal cutting, p e 83, Editora Butterworths. (03) Smith AP and Gane N, The coating of high speed steel by ion nitriding, Australian conference on manufacturing engineering (17-19 August 77), pg (04) Bejar MA and Vranjican N, On the life of an ion nitrided hss cutting tools, Journal of materials processing technology 35 (1992), pg (05) Tier MA, Estudo do Processo de Nitretação em Ferramentas de Aços Rápidos, Dissertação de Mestrado, PPGEM, Março (06) Edenhofer B, Ionitriding of Tools, translate from Frachberichte Fur Oberfla chentechnik, /8, pg (07) Edenhofer B, Physical and metallurgical aspects of ionitriding, Heat treatment of metals pg (08) Jack KH, Iron-nitrogen system: the crystal structures of and phase iron nitrides, Acta Crystallography (1952/5), pg (09) Mridha S and Jack DH, Characterisation of 3% Chromium steel, Metals Science 16 (1982), pg Agradecimentos À empresa Micro Materials, UK pelo uso de equipamentos de Nanoanálise. Os autores Marco Tier e Michele Pessin agradecem a CAPES e CNPq por suporte financeiro para a realização de seus projetos.
16 THE WEAR MECHANISMS OF PLASMA NITRIDED HIGH SPEED STEEL AISI M2 ABSTRACT Cutting tools are subject to widely varying mechanical and thermal stresses according to their application, therefore their thermal stability and resistance to wear are of great importance as, of course, is toughness. Plasma nitriding is carried out on high speed steel (HSS) tools to increase the wear resistance of the cutting edge and to reduce the tendency of the work material to pick-up on the tool. The surface enriched in nitrogen has better slip properties and thus gives easier cutting, resulting in operation at lower temperatures. The possibilities of higher speeds, improvement in tool life and cost savings can be achieved in this way. In the present work the effect of different plasma nitriding processes on the high speed steel AISI M2 have been investigated, comparing the wear performance and the microstructure of the steel. Samples have been nitrided at temperatures between 450 C to 550 C from 18 minutes to 2 hours using a gas composition of 25% of nitrogen, balance hydrogen. The wear test was carried out using an Amsler machine using a wheel-flat type test. The samples nitrided at temperatures of 550 C have shown spalling in wear tests indicating a brittle surface, while the samples nitrided for 1 hour at temperatures of 450 C and 500 C demonstrated reduced friction coefficients and adhesive wear. Key-words: Wear resistance, Plasma nitriding, Tool steel
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
NITRETAÇÃO POR PLASMA DE AÇO ABNT 1020: INFLUÊNCIA DA RELAÇÃO N 2 /(N 2 +H 2 ) SOBRE AS PROPRIEDADES DA CAMADA NITRETADA
 SOBRE AS PROPRIEDADES DA CAMADA NITRETADA") NITRETAÇÃO POR PLASMA DE AÇO ABNT 1020: INFLUÊNCIA DA RELAÇÃO N 2 /(N 2 +H 2 ) SOBRE AS PROPRIEDADES DA CAMADA NITRETADA Marley Anuciação Magella Ingeborg Kühn-Arroyo Universidade Federal de Santa Catarina,
NITRETAÇÃO POR PLASMA DE AÇO ABNT 1020: INFLUÊNCIA DA RELAÇÃO N 2 /(N 2 +H 2 ) SOBRE AS PROPRIEDADES DA CAMADA NITRETADA Marley Anuciação Magella Ingeborg Kühn-Arroyo Universidade Federal de Santa Catarina,
AVALIAÇÃO DA RESISTÊNCIA AO DESGASTE DO AÇO AISI M2 NITRETADO A PLASMA
 MINISTÉRIO DA EDUCAÇÃO E DO DESPORTO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais PPGEM AVALIAÇÃO DA RESISTÊNCIA
MINISTÉRIO DA EDUCAÇÃO E DO DESPORTO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL ESCOLA DE ENGENHARIA Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e de Materiais PPGEM AVALIAÇÃO DA RESISTÊNCIA
ENRIQUECIMENTO SUPERFICIAL COM CROMO E NITRETAÇÃO DO AÇO IF EM DESCARGA ELÉTRICA EM REGIME ANORMAL
 ENRIQUECIMENTO SUPERFICIAL COM CROMO E NITRETAÇÃO DO AÇO IF EM DESCARGA ELÉTRICA EM REGIME ANORMAL S. R. Meira¹, E. A. Bernardelli², P. C. Borges¹ sabrina.r.meira@gmail.com ¹Universidade Tecnológica Federal
ENRIQUECIMENTO SUPERFICIAL COM CROMO E NITRETAÇÃO DO AÇO IF EM DESCARGA ELÉTRICA EM REGIME ANORMAL S. R. Meira¹, E. A. Bernardelli², P. C. Borges¹ sabrina.r.meira@gmail.com ¹Universidade Tecnológica Federal
Tratamentos Térmicos
 Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
Influência do tempo e temperatura de nitretação a plasma na microestrutura do aço ferramenta ABNT H13
 Influência do tempo e temperatura de nitretação a plasma na microestrutura do aço ferramenta ABNT H13 Leandro J. de Paula Mario Vitor Leite Amilton Sinatora 1 SUMÁRIO 1. INTRODUÇÃO 2. OBJETIVO 3. MATERIAIS
Influência do tempo e temperatura de nitretação a plasma na microestrutura do aço ferramenta ABNT H13 Leandro J. de Paula Mario Vitor Leite Amilton Sinatora 1 SUMÁRIO 1. INTRODUÇÃO 2. OBJETIVO 3. MATERIAIS
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
Palavras-chave: aço inoxidável martensítico, nitretação sob plasma.
 TRATAMENTO TÉRMICO E SUPERFICIAL DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 420 DESTINADO A MOLDES PARA INJEÇÃO DE POLÍMEROS PARTE II TRATAMENTO SUPERFICIAL 1 Carlos E. Pinedo 2 Aliada a sua capacidade de endurecimento
TRATAMENTO TÉRMICO E SUPERFICIAL DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 420 DESTINADO A MOLDES PARA INJEÇÃO DE POLÍMEROS PARTE II TRATAMENTO SUPERFICIAL 1 Carlos E. Pinedo 2 Aliada a sua capacidade de endurecimento
MARTENSITA DE NITROGÊNIO OBTIDA PELO PROCESSO DE SHTPN EM AÇOS INOXIDÁVEIS FERRITICOS
 MARTENSITA DE NITROGÊNIO OBTIDA PELO PROCESSO DE SHTPN EM AÇOS INOXIDÁVEIS FERRITICOS Roberto Luís de Assumpção (R. L. de Assumpção), Paulo Cesar Borges (P. C. Borges), Marcio Mafra (M. Mafra) Av. Sete
MARTENSITA DE NITROGÊNIO OBTIDA PELO PROCESSO DE SHTPN EM AÇOS INOXIDÁVEIS FERRITICOS Roberto Luís de Assumpção (R. L. de Assumpção), Paulo Cesar Borges (P. C. Borges), Marcio Mafra (M. Mafra) Av. Sete
NITRETAÇÃO ASSISTIDA POR PLASMA DO AÇO INOXIDÁVEL AUSTENÍTICO AISI 316L SOB INFLUÊNCIA DO ARGÔNIO
 NITRETAÇÃO ASSISTIDA POR PLASMA DO AÇO INOXIDÁVEL AUSTENÍTICO AISI 316L SOB INFLUÊNCIA DO ARGÔNIO Amanda de Angelis Vitoi 1* e Adonias Ribeiro Franco Júnior 2 1 Aluna do Programa de Pós Graduação em Engenharia
NITRETAÇÃO ASSISTIDA POR PLASMA DO AÇO INOXIDÁVEL AUSTENÍTICO AISI 316L SOB INFLUÊNCIA DO ARGÔNIO Amanda de Angelis Vitoi 1* e Adonias Ribeiro Franco Júnior 2 1 Aluna do Programa de Pós Graduação em Engenharia
ESTUDO DA INFLUÊNCIA DO TEOR DE NITROGÊNIO NA NITRETAÇÀO A PLASMA DO AÇO INOXIDÁVEL AISI 420
 ESTUDO DA INFLUÊNCIA DO TEOR DE NITROGÊNIO NA NITRETAÇÀO A PLASMA DO AÇO INOXIDÁVEL AISI 420 L. Teichmann, L. A. Piana, T. R. Strohaecker Rua Almirante Câmara, 145. Bairro Tristeza, Porto Alegre/ RS, CEP
ESTUDO DA INFLUÊNCIA DO TEOR DE NITROGÊNIO NA NITRETAÇÀO A PLASMA DO AÇO INOXIDÁVEL AISI 420 L. Teichmann, L. A. Piana, T. R. Strohaecker Rua Almirante Câmara, 145. Bairro Tristeza, Porto Alegre/ RS, CEP
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
Tratamentos Termoquímicos [23]
![Tratamentos Termoquímicos [23]](/thumbs/59/44044732.jpg "Tratamentos Termoquímicos [23]") [23] Projeto mecânico resistência ao desgaste + tenacidade Visualização das tensões no contato mecânico entre engrenagens cilíndricas i de dentes retos (efeito fotoelástico). formação de uma superfície
[23] Projeto mecânico resistência ao desgaste + tenacidade Visualização das tensões no contato mecânico entre engrenagens cilíndricas i de dentes retos (efeito fotoelástico). formação de uma superfície
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Características de Endurecimento Superficial na Nitretação por Plasma de um Aço com 13,5% de Cromo
 Características de Endurecimento Superficial na Nitretação por Plasma de um Aço com 13,5% de Cromo Carlos Eduardo Pinedo Núcleo de Pesquisas Tecnológicas da Universidade de Mogi das Cruzes Waldemar Alfredo.
Características de Endurecimento Superficial na Nitretação por Plasma de um Aço com 13,5% de Cromo Carlos Eduardo Pinedo Núcleo de Pesquisas Tecnológicas da Universidade de Mogi das Cruzes Waldemar Alfredo.
Efeito da temperatura de tratamento térmico sobre a dureza de um ferro fundido branco multicomponente com alto teor de molibdênio
 Efeito da temperatura de tratamento térmico sobre a dureza de um ferro fundido branco multicomponente com alto teor de molibdênio T. R. Paula 1, C. R. Serantoni 2, A. V. Correa 1 1 Laboratório de Fundição,
Efeito da temperatura de tratamento térmico sobre a dureza de um ferro fundido branco multicomponente com alto teor de molibdênio T. R. Paula 1, C. R. Serantoni 2, A. V. Correa 1 1 Laboratório de Fundição,
Nitretação à Plasma de Aços Inoxidáveis
 1 Nitretação à Plasma de Aços Inoxidáveis Luiz Carlos Casteletti e Amadeu Lombardi Neto Universidade de São Paulo, Brasil Jorge E. Totten Portland State University, Portland, Ore. Aços inoxidáveis são
1 Nitretação à Plasma de Aços Inoxidáveis Luiz Carlos Casteletti e Amadeu Lombardi Neto Universidade de São Paulo, Brasil Jorge E. Totten Portland State University, Portland, Ore. Aços inoxidáveis são
EFEITOS DO TRATAMENTO CRIOGÊNICO DE 24 E 36 HORAS EM AÇOS D2 E D6
 EFEITOS DO TRATAMENTO CRIOGÊNICO DE 24 E 36 HORAS EM AÇOS D2 E D6 1. INTRODUÇÃO O interesse sobre custo-benefício no setor metalmecânico é algo que vem crescendo nas últimas décadas, isso porque, qualquer
EFEITOS DO TRATAMENTO CRIOGÊNICO DE 24 E 36 HORAS EM AÇOS D2 E D6 1. INTRODUÇÃO O interesse sobre custo-benefício no setor metalmecânico é algo que vem crescendo nas últimas décadas, isso porque, qualquer
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
ESTUDO TERMOQUÍMICO DA ATIVIDADE DO CARBONO SUPERFICIAL NA NITRETAÇÃO GASOSA DO FERRO LIGADO 1
 ESTUDO TERMOQUÍMICO DA ATIVIDADE DO CARBONO SUPERFICIAL NA NITRETAÇÃO GASOSA DO FERRO LIGADO 1 RESUMO Nestor Cezar Heck 2 A termodinâmica dos materiais é uma ferramenta apropriada para o estudo sistemático
ESTUDO TERMOQUÍMICO DA ATIVIDADE DO CARBONO SUPERFICIAL NA NITRETAÇÃO GASOSA DO FERRO LIGADO 1 RESUMO Nestor Cezar Heck 2 A termodinâmica dos materiais é uma ferramenta apropriada para o estudo sistemático
Tratamentos Termoquímicos [9]
![Tratamentos Termoquímicos [9]](/thumbs/59/44044823.jpg "Tratamentos Termoquímicos [9]") [9] Projeto mecânico resistência ao desgaste + tenacidade Visualização das tensões no contato mecânico entre engrenagens cilíndricas de dentes retos (efeito fotoelástico). formação de uma superfície dura
[9] Projeto mecânico resistência ao desgaste + tenacidade Visualização das tensões no contato mecânico entre engrenagens cilíndricas de dentes retos (efeito fotoelástico). formação de uma superfície dura
TTT VI Conferência Brasileira sobre Temas de Tratamento Térmico 17 a 20 de Junho de 2012, Atibaia, SP, Brasil
 INFLUÊNCIA DA TEMPERATURA DE NITRETAÇÂO A PLASMA NA ESPESSURA E RESISTÊNCIA AO DESGASTE DE CAMADAS DE AUSTENITA EXPANDIDA FORMADAS EM AÇO INOXIDÁVEL AISI 316L E. B. de Bôrtoli, A.A. Vitoi e A.R. Franco
INFLUÊNCIA DA TEMPERATURA DE NITRETAÇÂO A PLASMA NA ESPESSURA E RESISTÊNCIA AO DESGASTE DE CAMADAS DE AUSTENITA EXPANDIDA FORMADAS EM AÇO INOXIDÁVEL AISI 316L E. B. de Bôrtoli, A.A. Vitoi e A.R. Franco
EFEITO DA NITRETAÇÃO GASOSA NAS PROPRIEDADES MECÂNICAS DOS AÇOS FERRAMENTA PARA TRABALHO A FRIO AISI D2 E D6
 EFEITO DA NITRETAÇÃO GASOSA NAS PROPRIEDADES MECÂNICAS DOS AÇOS FERRAMENTA PARA TRABALHO A FRIO AISI D2 E D6 Jan Vatavuk* Adayr Bôrro Jr ** Waldemar A. Monteiro*** Egberto Gomes Franco**** Resumo A nitretação
EFEITO DA NITRETAÇÃO GASOSA NAS PROPRIEDADES MECÂNICAS DOS AÇOS FERRAMENTA PARA TRABALHO A FRIO AISI D2 E D6 Jan Vatavuk* Adayr Bôrro Jr ** Waldemar A. Monteiro*** Egberto Gomes Franco**** Resumo A nitretação
CARACTERIZAÇÃO DE BROCAS COMERCIAIS DE AÇO RÁPIDO - HSS
 Congresso Técnico Científico da Engenharia e da Agronomia CONTECC 2017 Hangar Convenções e Feiras da Amazônia - Belém - PA 8 a 11 de agosto de 2017 CARACTERIZAÇÃO DE BROCAS COMERCIAIS DE AÇO RÁPIDO - HSS
Congresso Técnico Científico da Engenharia e da Agronomia CONTECC 2017 Hangar Convenções e Feiras da Amazônia - Belém - PA 8 a 11 de agosto de 2017 CARACTERIZAÇÃO DE BROCAS COMERCIAIS DE AÇO RÁPIDO - HSS
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy. Resultados: - Microestruturas diferentes; - Durezas diferentes.
 Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN
 Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
Torneamento de aço endurecido com superfícies interrompidas usando ferramentas de CBN 1 INTRODUÇÃO As principais vantagens em se tornear peças de material endurecido ao invés de retificá-las são a alta
João Carmo Vendramim 1 Jan Vatavuk 2 Thomas H Heiliger 3 R Jorge Krzesimovski 4 Anderson Vilele 5
 O tratamento térmico de têmpera e revenimento a vácuo de um bloco de aço AISI H13, dimensões 300x300x300 mm, monitorado com quatro termopares de contato João Carmo Vendramim 1 Jan Vatavuk 2 Thomas H Heiliger
O tratamento térmico de têmpera e revenimento a vácuo de um bloco de aço AISI H13, dimensões 300x300x300 mm, monitorado com quatro termopares de contato João Carmo Vendramim 1 Jan Vatavuk 2 Thomas H Heiliger
DEFINIÇÃO DE PARÂMETROS DE TRATAMENTO QUE TORNEM O PERFIL DE DUREZAS DO AÇO SAE 4140 SIMILAR AO DE UM FERRO FUNDIDO NODULAR TEMPERADO E NITRETADO
 DEFINIÇÃO DE PARÂMETROS DE TRATAMENTO QUE TORNEM O PERFIL DE DUREZAS DO AÇO SAE 4140 SIMILAR AO DE UM FERRO FUNDIDO NODULAR TEMPERADO E NITRETADO Lucas Biazon Cavalcanti [Bolsista Fundação Araucária] 1,
DEFINIÇÃO DE PARÂMETROS DE TRATAMENTO QUE TORNEM O PERFIL DE DUREZAS DO AÇO SAE 4140 SIMILAR AO DE UM FERRO FUNDIDO NODULAR TEMPERADO E NITRETADO Lucas Biazon Cavalcanti [Bolsista Fundação Araucária] 1,
11 Resultados (Parte 08)
") Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13
 AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13 Laura Rodrigues de Novaes 1 ; Susana M. Giampietri Lebrão 2 1 Aluna de Iniciação Científica da Escola de Engenharia Mauá (EEM/CEUN-IMT);
AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13 Laura Rodrigues de Novaes 1 ; Susana M. Giampietri Lebrão 2 1 Aluna de Iniciação Científica da Escola de Engenharia Mauá (EEM/CEUN-IMT);
5.3. ANÁLISE QUÍMICA 5.4. ENSAIO DE DUREZA
 35 5.3. ANÁLISE QUÍMICA A composição química dos parafusos foi determinada por Espectrometria de Emissão Óptica. A Tabela 04 apresenta a composição percentual dos elementos mais relevantes. A Norma SAE
35 5.3. ANÁLISE QUÍMICA A composição química dos parafusos foi determinada por Espectrometria de Emissão Óptica. A Tabela 04 apresenta a composição percentual dos elementos mais relevantes. A Norma SAE
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA
 PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
Influência da pressão em propriedades de amostras nitretadas a plasma do aço inoxidável AISI 316L usado como biomaterial
 doi: 10.17563/rbav.v31i1-2.859 Influência da pressão em propriedades de amostras nitretadas a plasma do aço inoxidável AISI 316L usado como biomaterial Influence of pressure on properties of plasma nitrited
doi: 10.17563/rbav.v31i1-2.859 Influência da pressão em propriedades de amostras nitretadas a plasma do aço inoxidável AISI 316L usado como biomaterial Influence of pressure on properties of plasma nitrited
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Beneficiamento de Aços [21]
![Beneficiamento de Aços [21]](/thumbs/50/27312966.jpg "Beneficiamento de Aços [21]") [21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
[21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
 EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
TRATAMENTOS TERMOQUÍMICOS A PLASMA EM AÇOS CARBONO PLASMA TERMOCHEMICAL TREATMENTS ON CARBON STEELS
 TRATAMENTOS TERMOQUÍMICOS A PLASMA EM AÇOS CARBONO A. J. Abdalla (1) (*) e V. H. Baggio-Scheid (1) trabalho submetido em Agosto de 2005 e aceite em Junho de 2006 RESUMO Foram utilizados neste trabalho
TRATAMENTOS TERMOQUÍMICOS A PLASMA EM AÇOS CARBONO A. J. Abdalla (1) (*) e V. H. Baggio-Scheid (1) trabalho submetido em Agosto de 2005 e aceite em Junho de 2006 RESUMO Foram utilizados neste trabalho
PLASMA NITRIDING AISI M2 STEEL THROUGH DIFFERENT PROCESS
 NITRETAÇÃO A PLASMA DO AÇO AISI M2 A PARTIR DE DIFERENTES PROCESSOS* Lucas Travi 1 Vanessa Moura de Souza 2 Alexandre da Silva Rocha 3 Resumo Um dos tratamentos superficiais mais conhecidos é a nitretação
NITRETAÇÃO A PLASMA DO AÇO AISI M2 A PARTIR DE DIFERENTES PROCESSOS* Lucas Travi 1 Vanessa Moura de Souza 2 Alexandre da Silva Rocha 3 Resumo Um dos tratamentos superficiais mais conhecidos é a nitretação
Departamento de Engenharia Mecânica. Prof. Carlos Henrique Lauro
 Departamento de Engenharia Mecânica Tipos de Tratamentos Térmicos Termoquímicos 2 Termoquímicos Os tratamentos termoquímicos têm por objetivo alterar as propriedades superficiais do aço. Adição de elementos
Departamento de Engenharia Mecânica Tipos de Tratamentos Térmicos Termoquímicos 2 Termoquímicos Os tratamentos termoquímicos têm por objetivo alterar as propriedades superficiais do aço. Adição de elementos
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
Estudo de três distintas rotas de têmpera a vácuo e revenimento para o aço AISI H13
 Estudo de três distintas rotas de têmpera a vácuo e revenimento para o aço AISI H13 João Carmo Vendramim 1 R Jorge Krzesimovski 2 Thomas H Heiliger 3 Jan Vatavuk 4 Resumo Esta contribuição descreve três
Estudo de três distintas rotas de têmpera a vácuo e revenimento para o aço AISI H13 João Carmo Vendramim 1 R Jorge Krzesimovski 2 Thomas H Heiliger 3 Jan Vatavuk 4 Resumo Esta contribuição descreve três
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
TRATAMENTO TÉRMICO E DE NITRETAÇÃO SOB PLASMA DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 420
 doi: 10.4322/tmm.2011.014 TRATAMENTO TÉRMICO E DE NITRETAÇÃO SOB PLASMA DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 420 Carlos Eduardo Pinedo 1 Waldemar Alfredo Monteiro 2 Resumo O processo de nitretação tem sido
doi: 10.4322/tmm.2011.014 TRATAMENTO TÉRMICO E DE NITRETAÇÃO SOB PLASMA DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 420 Carlos Eduardo Pinedo 1 Waldemar Alfredo Monteiro 2 Resumo O processo de nitretação tem sido
ESFEROIDIZAÇÃO DO AÇO SAE 1080*
 ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
Aula 20: Transformações Martensíticas. - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria.
 - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
- Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
INFLUÊNCIA DA PRESSÃO DE NITRETAÇÃO A PLASMA NA RESISTÊNCIA AO DESGASTE MICROABRASIVO DO AÇO API 5L X70
 INFLUÊNCIA DA PRESSÃO DE NITRETAÇÃO A PLASMA NA RESISTÊNCIA AO DESGASTE MICROABRASIVO DO AÇO API 5L X70 Henver Effgen Ludovico Ramos¹; Adonias R. Franco Jr¹; Estéfano A. Vieira henvereffgen@hotmail.com
INFLUÊNCIA DA PRESSÃO DE NITRETAÇÃO A PLASMA NA RESISTÊNCIA AO DESGASTE MICROABRASIVO DO AÇO API 5L X70 Henver Effgen Ludovico Ramos¹; Adonias R. Franco Jr¹; Estéfano A. Vieira henvereffgen@hotmail.com
INFLUÊNCIA DO PROCESSO DE ELETROEROSÃO A FIO NAS PROPRIEDADES DO AÇO AISI D6.
 INFLUÊNCIA DO PROCESSO DE ELETROEROSÃO A FIO NAS PROPRIEDADES DO AÇO AISI D6. Piter Alves Sousa 1 RESUMO Atualmente, a elevada competitividade dentro do setor metal-mecânico exige, além da qualidade do
INFLUÊNCIA DO PROCESSO DE ELETROEROSÃO A FIO NAS PROPRIEDADES DO AÇO AISI D6. Piter Alves Sousa 1 RESUMO Atualmente, a elevada competitividade dentro do setor metal-mecânico exige, além da qualidade do
NITRETAÇÃO IÔNICA DE FERRO FUNDIDO NODULAR
 NITRETAÇÃO IÔNICA DE FERRO FUNDIDO NODULAR F. S. Silva 1, W. L. Guesser 2, C. E. Costa 3, L. C. Fontana 4 1,2,3 Depto. de Engenharia Mecânica, 4 Depto. de Física, Centro de Ciências Tecnológicas, Universidade
NITRETAÇÃO IÔNICA DE FERRO FUNDIDO NODULAR F. S. Silva 1, W. L. Guesser 2, C. E. Costa 3, L. C. Fontana 4 1,2,3 Depto. de Engenharia Mecânica, 4 Depto. de Física, Centro de Ciências Tecnológicas, Universidade
Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13
 Universidade de São Paulo Escola de Engenharia de São Carlos Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13 Renata Neves Penha (EESC/USP) João C. Vendramim
Universidade de São Paulo Escola de Engenharia de São Carlos Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13 Renata Neves Penha (EESC/USP) João C. Vendramim
Têmpera. Lauralice Canale
 Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1
 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
Aços Ferramenta. A.S.D Oliveira
 Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
APLICAÇÃO DE NITRETAÇÃO A PLASMA EM AÇO INOXIDÁVEL 17-4PH. Ricardo Reppold Marinho CENPES - PETROBRAS. Luciano André Piana LAMEF - UFRGS
 APLICAÇÃO DE NITRETAÇÃO A PLASMA EM AÇO INOXIDÁVEL 17-4PH Ricardo Reppold Marinho CENPES - PETROBRAS Luciano André Piana LAMEF - UFRGS Telmo Roberto Strohaecker LAMEF - UFRGS 6 COTEQ Conferência de Tecnologia
APLICAÇÃO DE NITRETAÇÃO A PLASMA EM AÇO INOXIDÁVEL 17-4PH Ricardo Reppold Marinho CENPES - PETROBRAS Luciano André Piana LAMEF - UFRGS Telmo Roberto Strohaecker LAMEF - UFRGS 6 COTEQ Conferência de Tecnologia
CARACTERIZAÇÃO DAS PROPRIEDADES MECÂNICAS E MICROESTRUTURAIS E ANÁLISE DAS TENSÕES RESIDUAIS EM TUBOS SOLDADOS DE AÇO P110 E N80Q
 CARACTERIZAÇÃO DAS PROPRIEDADES MECÂNICAS E MICROESTRUTURAIS E ANÁLISE DAS TENSÕES RESIDUAIS EM TUBOS SOLDADOS DE AÇO P110 E N80Q Gabriel Vianna de Macedo, Raphael José Elino da Silveira, Mateus Campos
CARACTERIZAÇÃO DAS PROPRIEDADES MECÂNICAS E MICROESTRUTURAIS E ANÁLISE DAS TENSÕES RESIDUAIS EM TUBOS SOLDADOS DE AÇO P110 E N80Q Gabriel Vianna de Macedo, Raphael José Elino da Silveira, Mateus Campos
INFLUÊNCIA DOS PARÂMETROS DA TÊMPERA SUPERFICIAL A LASER POR DIODO NA DUREZA DO AÇO FERRAMENTA PARA TRABALHO A FRIO VF 800AT
 Programa de Pós Graduação em Engenharia Mecânica e de Materiais www.ppgem.ct.utfpr.edu.br www.utfpr.edu.br II MOPP 21 II Mostra de Pesquisa e Pós-Graduação da UTFPR 3 de agosto a 3 de Setembro de 21 Curitiba
Programa de Pós Graduação em Engenharia Mecânica e de Materiais www.ppgem.ct.utfpr.edu.br www.utfpr.edu.br II MOPP 21 II Mostra de Pesquisa e Pós-Graduação da UTFPR 3 de agosto a 3 de Setembro de 21 Curitiba
AÇO FERRAMENTA PARA TRABALHO A FRIO AISI D6 TRATADO TERMICAMENTE E NITRETADO EM PLASMA COM GAIOLA CATÓDICA
 Revista Brasileira de Aplicações de Vácuo, v. 27, n. 4, 223-227, 28. 28 AÇO FERRAMENTA PARA TRABALHO A FRIO AISI D6 TRATADO TERMICAMENTE E NITRETADO EM PLASMA COM GAIOLA CATÓDICA R.R.M. Sousa 1* ; M.L.M.
Revista Brasileira de Aplicações de Vácuo, v. 27, n. 4, 223-227, 28. 28 AÇO FERRAMENTA PARA TRABALHO A FRIO AISI D6 TRATADO TERMICAMENTE E NITRETADO EM PLASMA COM GAIOLA CATÓDICA R.R.M. Sousa 1* ; M.L.M.
AVALIAÇÃO DA REPRODUTIBILIDADE DA NITRETAÇÃO POR PLASMA NUMA DETERMINADA CONDIÇÃO DE TEMPERATURA, PRESSÃO E ATMOSFERA
 XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica AVALIAÇÃO DA REPRODUTIBILIDADE DA NITRETAÇÃO POR PLASMA NUMA DETERMINADA
XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica AVALIAÇÃO DA REPRODUTIBILIDADE DA NITRETAÇÃO POR PLASMA NUMA DETERMINADA
FADIGA DE CONTATO DE FERRO FUNDIDO NODULAR NITRETADO POR PLASMA
 Inserir o Logo do Programa Programa de Pós Graduação em XXXX www.xxx.ct.utfpr.edu.br www.utfpr.edu.br II MOPP 2010 II Mostra de Pesquisa e Pós-Graduação da UTFPR 30 de agosto a 03 de Setembro de 2010 Curitiba
Inserir o Logo do Programa Programa de Pós Graduação em XXXX www.xxx.ct.utfpr.edu.br www.utfpr.edu.br II MOPP 2010 II Mostra de Pesquisa e Pós-Graduação da UTFPR 30 de agosto a 03 de Setembro de 2010 Curitiba
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO Tool life testing in milling
 DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
DETERIORAÇÃO DAS FERRAMENTAS DE CORTE REF.: ISO 8688 - Tool life testing in milling LASCAMENTOS AVARIAS QUEBRAS DA ARESTA QUEBRAS DO INSERTO DETERIORAÇÕES DEFORMAÇÃO PLÁSTICA FLANCO DESGASTES CRATERA ENTALHE
AVALIAÇÃO COMPARATIVA ENTRE A NITRETAÇÃO EM BANHOS DE SAL E A NITRETAÇÃO GASOSA, ATRAVÉS DE ENSAIOS DE DESGASTE POR DESLIZAMENTO E ROLAMENTO.
 AVALIAÇÃO COMPARATIVA ENTRE A NITRETAÇÃO EM BANHOS DE SAL E A NITRETAÇÃO GASOSA, ATRAVÉS DE ENSAIOS DE DESGASTE POR DESLIZAMENTO E ROLAMENTO. Bernardo Loeb* José Francisco de Oliveira* Manoel Mendes* Tatsuo
AVALIAÇÃO COMPARATIVA ENTRE A NITRETAÇÃO EM BANHOS DE SAL E A NITRETAÇÃO GASOSA, ATRAVÉS DE ENSAIOS DE DESGASTE POR DESLIZAMENTO E ROLAMENTO. Bernardo Loeb* José Francisco de Oliveira* Manoel Mendes* Tatsuo
NITRETAÇÃO A PLASMA DOS AÇOS INOXIDÁVEIS AISI 304L E AISI 316L: EFEITO DO TEMPO NA FORMAÇÃO DA FASE S E DOS NITRETOS DE CROMO
 Revista Brasileira de Aplicações de Vácuo, v. 28, n. 3-4, 39-43, 2009. 2009 NITRETAÇÃO A PLASMA DOS AÇOS INOXIDÁVEIS AISI 304L E AISI 316L: EFEITO DO TEMPO NA FORMAÇÃO DA FASE S E DOS NITRETOS DE CROMO
Revista Brasileira de Aplicações de Vácuo, v. 28, n. 3-4, 39-43, 2009. 2009 NITRETAÇÃO A PLASMA DOS AÇOS INOXIDÁVEIS AISI 304L E AISI 316L: EFEITO DO TEMPO NA FORMAÇÃO DA FASE S E DOS NITRETOS DE CROMO
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL
 3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
TÍTULO: EFEITOS DA IMPLANTAÇÃO IÔNICA POR IMERSÃO EM PLASMA SOBRE PROPRIEDADES FÍSICO-QUÍMICAS DO AÇO INOXIDÁVEL 304
 TÍTULO: EFEITOS DA IMPLANTAÇÃO IÔNICA POR IMERSÃO EM PLASMA SOBRE PROPRIEDADES FÍSICO-QUÍMICAS DO AÇO INOXIDÁVEL 304 CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO:
TÍTULO: EFEITOS DA IMPLANTAÇÃO IÔNICA POR IMERSÃO EM PLASMA SOBRE PROPRIEDADES FÍSICO-QUÍMICAS DO AÇO INOXIDÁVEL 304 CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO:
Propriedades dos Aços e sua Classificação
 O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido Propriedades dos Aços e sua Classificação Objetivo Conhecer as características mecânicas, principalmente em termos de tensões e deformações Propriedades
O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido Propriedades dos Aços e sua Classificação Objetivo Conhecer as características mecânicas, principalmente em termos de tensões e deformações Propriedades
FIGURA 34 Superfície de falha CP5. Formação de rebarba na superfície de falha devido à haste permanecer em trabalha (rotação) após a fratura.
 após a fratura.") 27 FIGURA 34 Superfície de falha CP5. Formação de rebarba na superfície de falha devido à haste permanecer em trabalha (rotação) após a fratura. Todos os corpos de provas apresentaram porosidades, no entanto,
27 FIGURA 34 Superfície de falha CP5. Formação de rebarba na superfície de falha devido à haste permanecer em trabalha (rotação) após a fratura. Todos os corpos de provas apresentaram porosidades, no entanto,
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
ESTUDO DO PERFIL DE CARBONO NA CAMADA NITRETADA DO AÇO AISI M2
 ESTUDO DO PERFIL DE CARBONO NA CAMADA NITRETADA DO AÇO AISI M2 doi: 10.4322/tmm.00402002 Resumo Marco Antônio Durlo Tier 1 Flávio Kieckow 2 Telmo Roberto Strohaecker 3 Alexandre da Silva Rocha 4 Jorge
ESTUDO DO PERFIL DE CARBONO NA CAMADA NITRETADA DO AÇO AISI M2 doi: 10.4322/tmm.00402002 Resumo Marco Antônio Durlo Tier 1 Flávio Kieckow 2 Telmo Roberto Strohaecker 3 Alexandre da Silva Rocha 4 Jorge
ESTUDO DA CORRELAÇÃO ENTRE A ENERGIA DE IMPACTO ABSORVIDA E A ESPESSURA DOS CORPOS DE PROVA DE CHARPY-V*
 ESTUDO DA CORRELAÇÃO ENTRE A ENERGIA DE IMPACTO ABSORVIDA E A ESPESSURA DOS CORPOS DE PROVA DE CHARPY-V* Diego Moisés Maciel Vieira 1 Lucas Giacomelli Ranzi 2 Bill Paiva dos Santos 3 Vagner Machado Costa
ESTUDO DA CORRELAÇÃO ENTRE A ENERGIA DE IMPACTO ABSORVIDA E A ESPESSURA DOS CORPOS DE PROVA DE CHARPY-V* Diego Moisés Maciel Vieira 1 Lucas Giacomelli Ranzi 2 Bill Paiva dos Santos 3 Vagner Machado Costa
ESTUDO DO DESGASTE ABRASIVO DE AÇO CARBONITRETADO EM DIFERENTES RELAÇÕES AMÔNIA/PROPANO
 UNIVERSIDADE FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA E CIÊNCIAS DOS MATERIAIS PIPE ENGENHARIA E CIÊNCIAS DOS MATERIAIS - SETOR DE TECNOLOGIA SÉRGIO ZAGONEL ESTUDO DO DESGASTE ABRASIVO
UNIVERSIDADE FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA E CIÊNCIAS DOS MATERIAIS PIPE ENGENHARIA E CIÊNCIAS DOS MATERIAIS - SETOR DE TECNOLOGIA SÉRGIO ZAGONEL ESTUDO DO DESGASTE ABRASIVO
Tabela 4.1: Relação entre carga aplicada, dureza e módulo de elasticidade em uma amostra Q4.
 45 4 Análise e Discussão dos Resultados 4.1 Nanoindentação 4.1.1 Influência da Carga Para analisar a influência da carga nos resultados de dureza e módulo de elasticidade, uma amostra da liga Q4 (alto
45 4 Análise e Discussão dos Resultados 4.1 Nanoindentação 4.1.1 Influência da Carga Para analisar a influência da carga nos resultados de dureza e módulo de elasticidade, uma amostra da liga Q4 (alto
ANÁLISE DE SIMILARES: ESTUDO DE PARAFUSOS M10 CLASSE 8.8*
 ANÁLISE DE SIMILARES: ESTUDO DE PARAFUSOS M10 CLASSE 8.8* Vagner Machado Costa 1 Marcelo Moussalle Macedo 2 Vanessa Fischer da Silveira Fischer 3 Anderson Kramer Pelufa 4 Afonso Reguly 5 Resumo O presente
ANÁLISE DE SIMILARES: ESTUDO DE PARAFUSOS M10 CLASSE 8.8* Vagner Machado Costa 1 Marcelo Moussalle Macedo 2 Vanessa Fischer da Silveira Fischer 3 Anderson Kramer Pelufa 4 Afonso Reguly 5 Resumo O presente
INFLUÊNCIA DA NITRETAÇÃO PRÉVIA EM AÇO M2 COM REVESTIMENTO DE TIN
 INFLUÊNCIA DA NITRETAÇÃO PRÉVIA EM AÇO M2 COM REVESTIMENTO DE TIN G. B. Praxedes M. S. Libório E. O. de Almeida S. M. Alves T. H. C. Costa Escola de Ciência e Tecnologia UFRN, Campus Universitário, 59072-970
INFLUÊNCIA DA NITRETAÇÃO PRÉVIA EM AÇO M2 COM REVESTIMENTO DE TIN G. B. Praxedes M. S. Libório E. O. de Almeida S. M. Alves T. H. C. Costa Escola de Ciência e Tecnologia UFRN, Campus Universitário, 59072-970
A108 Broca, HSS, para Aços Inoxidáveis
 A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
A108 Broca, HSS, para Aços Inoxidáveis ÍNDICE Usinagem de Aços Inoxidáveis 3 Por que os Aços Inoxidáveis são considerados como difíceis de usinar? 3 Pontos Importantes na usinagem de Aços Inoxidáveis 3
FORMAÇÃO DE FERRITA EXPANDIDA NA NITRETAÇÃO DE UM AÇO INOXIDÁVEL FERRÍTICO *
 104 FORMAÇÃO DE FERRITA EXPANDIDA NA NITRETAÇÃO DE UM AÇO INOXIDÁVEL FERRÍTICO * Carlos Eduardo Pinedo 1 Rodrigo Magnabosco 2 Wanderson Rodrigues da Silva 3 Resumo A nitretação dos aços inoxidáveis tem
104 FORMAÇÃO DE FERRITA EXPANDIDA NA NITRETAÇÃO DE UM AÇO INOXIDÁVEL FERRÍTICO * Carlos Eduardo Pinedo 1 Rodrigo Magnabosco 2 Wanderson Rodrigues da Silva 3 Resumo A nitretação dos aços inoxidáveis tem
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
ESTUDO DE TRATAMENTO TERMOQUÍMICO SUPERFICIAL POR PLASMA EM AMOSTRAS COM GRADIENTE DE TEMPERATURA
 Revista Brasileira de Aplicações de Vácuo, v. 27, n. 2, 51-55, 8. 8 ESTUDO DE TRATAMENTO TERMOQUÍMICO SUPERFICIAL POR PLASMA EM AMOSTRAS COM GRADIENTE DE TEMPERATURA D.R. Irala 1 ; M.J. Cinelli 1 ; A.P.
Revista Brasileira de Aplicações de Vácuo, v. 27, n. 2, 51-55, 8. 8 ESTUDO DE TRATAMENTO TERMOQUÍMICO SUPERFICIAL POR PLASMA EM AMOSTRAS COM GRADIENTE DE TEMPERATURA D.R. Irala 1 ; M.J. Cinelli 1 ; A.P.
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
ANÁLISE DAS PROPRIEDADES DO AÇO NITRETADO POR PLASMA UTILIZADO EM BUCHAS PARA SISTEMA DE ARTICULAÇÃO DE EIXO
 ANÁLISE DAS PROPRIEDADES DO AÇO NITRETADO POR PLASMA UTILIZADO EM BUCHAS PARA SISTEMA DE ARTICULAÇÃO DE EIXO Rocha Júnior, E. R.(1) ; Vitoriano, J. O. (2) ; Barbosa, J. C. P. (1) ; Araújo, F. O. (1) ;
ANÁLISE DAS PROPRIEDADES DO AÇO NITRETADO POR PLASMA UTILIZADO EM BUCHAS PARA SISTEMA DE ARTICULAÇÃO DE EIXO Rocha Júnior, E. R.(1) ; Vitoriano, J. O. (2) ; Barbosa, J. C. P. (1) ; Araújo, F. O. (1) ;
MARTEMPERA. Cesar Edil da Costa e Eleani Maria da Costa. O resfriamento é temporariamente interrompido, criando um passo isotérmico
 MARTEMPERA O resfriamento é temporariamente interrompido, criando um passo isotérmico rmico, no qual toda a peça atinga a mesma temperatura. A seguir o resfriamento é feito lentamente de forma que a martensita
MARTEMPERA O resfriamento é temporariamente interrompido, criando um passo isotérmico rmico, no qual toda a peça atinga a mesma temperatura. A seguir o resfriamento é feito lentamente de forma que a martensita
3 Materiais e Métodos
 42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
Carbonitretação Por Plasma do Aço Ferramenta AISI H13. R. M. M. Riofano, L. C. Casteletti, E. D. Francisco
 Carbonitretação Por Plasma do Aço Ferramenta AISI H13 R. M. M. Riofano, L. C. Casteletti, E. D. Francisco Universidade de São Paulo, Escola de Engenharia de São Carlos, Departamento de Engenharia de Materiais,
Carbonitretação Por Plasma do Aço Ferramenta AISI H13 R. M. M. Riofano, L. C. Casteletti, E. D. Francisco Universidade de São Paulo, Escola de Engenharia de São Carlos, Departamento de Engenharia de Materiais,
5 Resultados (Parte 02)
") 5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
Material conforme recebido (CR) e/ou metal base (MB)
 e/ou metal base (MB)") 85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
SOLDA POR FRICÇÃO EM AÇO CARBONO
 SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
ANÁLISE DE FALHA EM VIRABREQUIM DE MOTOR V8
 Jornadas SAM - CONAMET - AAS 2001, Septiembre de 2001 773-778 ANÁLISE DE FALHA EM VIRABREQUIM DE MOTOR V8 T. Renck a, R.A.Hoppe b, S.Pecantet b, S.Griza c e T.R.Strohaecker d a UFRGS, Graduando em Engenharia
Jornadas SAM - CONAMET - AAS 2001, Septiembre de 2001 773-778 ANÁLISE DE FALHA EM VIRABREQUIM DE MOTOR V8 T. Renck a, R.A.Hoppe b, S.Pecantet b, S.Griza c e T.R.Strohaecker d a UFRGS, Graduando em Engenharia
CAA Avarias e Desgastes das Ferramentas SUMÁRIO / SUMMARY. Corte por Arranque de Apara (CAA) Cutting or Machining
 Cutting or Machining") Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Corte por Arranque de Apara (CAA) Cutting (Machining) SUMÁRIO / SUMMARY Corte por Arranque de Apara (CAA) Cutting or Machining Avarias e Desgastes das Ferramentas Cutting or Machining As forças e tensões
Campus Caxias do Sul. Caxias do Sul, RS, Brasil. *Orientador
 1 Os efeitos da taxa de resfriamento e tratamento criogênico sobre a tenacidade à fratura do aço ferramenta ABNT D2 Effects of cooling rate and cryogenic treatment on fracture toughness of tool steel ABNT
1 Os efeitos da taxa de resfriamento e tratamento criogênico sobre a tenacidade à fratura do aço ferramenta ABNT D2 Effects of cooling rate and cryogenic treatment on fracture toughness of tool steel ABNT
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
EFEITO DA NITRETAÇÃO A PLASMA NO ENDURECIMENTO POR PRECIPITAÇÃO NO AÇO 15-5 PH
 EFEITO DA NITRETAÇÃO A PLASMA NO ENDURECIMENTO POR PRECIPITAÇÃO NO AÇO 15-5 PH Adriano Moreno CEFET PR / Av. Sete de Setembro, 3165; CEP 80230-901- Curitiba-PR; Fone 0-41 310 4499; FAX 0-41 310 4787 adriano_moreno@uol.com.br
EFEITO DA NITRETAÇÃO A PLASMA NO ENDURECIMENTO POR PRECIPITAÇÃO NO AÇO 15-5 PH Adriano Moreno CEFET PR / Av. Sete de Setembro, 3165; CEP 80230-901- Curitiba-PR; Fone 0-41 310 4499; FAX 0-41 310 4787 adriano_moreno@uol.com.br