UNIVERSIDADE FEDERAL DE MINAS GERAIS
|
|
|
- Diogo Brunelli
- 5 Há anos
- Visualizações:
Transcrição
1 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de Mestrado SUBSTITUIÇÃO PARCIAL DO TITÂNIO PELO NIÓBIO EM UM AÇO ASTM 409: EFEITO NA MICROESTRUTURA, TEXTURA E ESTAMPABILIDADE. Autor: Ricardo José Gonçalves Costa Orientador: Prof a. Berenice Mendonça Gonzalez Coorientador: MSc. Hélio José Batista Alves Belo Horizonte, fevereiro de 2017.
2 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Ricardo José Gonçalves Costa SUBSTITUIÇÃO PARCIAL DO TITÂNIO PELO NIÓBIO EM UM AÇO ASTM 409: EFEITO NA MICROESTRUTURA, TEXTURA E ESTAMPABILIDADE. Dissertação de Mestrado Apresentada ao Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas da Universidade Federal de Minas Gerais Área de concentração: Metalurgia Física Orientador: Prof a. Berenice Mendonça Gonzalez Coorientador: MSc. Hélio José Batista Alves Belo Horizonte Escola de Engenharia da UFMG 2017
3 Folha de aprovação iii
4 iv Agradecimentos Agradeço a Deus por me conceder força e saúde para a realização deste trabalho. Agradeço à Maria Regina B. Mendes por toda confiança e ajuda neste caminho. Agradeço ao Dr. Tarcísio Oliveira pela ideia e indicação do projeto, pela confiança e todo o apoio para realização deste sonho. Agradeço à professora Berenice Gonzalez pela confiança, paciência, e pelo acolhimento ao longo desses anos. Sem dúvidas, fui agraciado e foi, para mim, um honra tê-la como orientadora. Agradeço ao colega de trabalho e coordenador Hélio Alves pelos ensinamentos, apoio e dedicação neste e outros trabalhos realizados. Agradeço ao professor Dagoberto por me acolher em minha primeira disciplina do curso de mestrado na UFMG. Agradecimento especial à aluna de doutorado Daniela Rodrigues pelo apoio, paciência e disponibilidade em ajudar sempre que solicitada. Aos demais colegas de trabalho do Centro de Pesquisa da Aperam South America pela contribuição e ajuda. Agradecimentos especiais à minha esposa, Luciana, e filhos, Lucas e Mateus, pela paciência, compreensão, ajuda e palavras de conforto, incentivo e apoio nos momentos mais difíceis.
5 v Agradeço à minha mãe pelas palavras de conforto e incentivo. À empresa Aperam South America pela oportunidade. Agradeço a todos que, de alguma forma contribuíram para a realização deste projeto e que não tenham sidos citados diretamente. À CAPES e ao CNPq pelo fomento.
6 vi Resumo A estabilização do aço inoxidável ferrítico ASTM 409 na aplicação em sistemas de exaustão de automóveis é cada vez mais exigida em função do aumento das garantias, de desempenho e particularmente das temperaturas mais elevadas dos gases de escape. O Ti é um dos elementos mais utilizados para estabilizar a estrutura ferrítica. No entanto, teores elevados deste elemento têm aumentado a complexidade e dificuldade para produzir este aço na aciaria, principalmente devido a problemas de obstrução da válvula submersa e defeitos na superfície de bobinas laminadas a frio (esfoliação). Neste sentido, a estabilização com Ti+Nb é uma alternativa para substituir parte do teor de titânio pelo nióbio mantendo a mesma resistência a corrosão intergranular do aço com alto teor de Ti. O objetivo desse estudo foi de investigar os efeitos da substituição parcial de titânio por nióbio na microestrutura e textura de recristalização do aço inoxidável ferrítico ASTM 409 estabilizado ao titânio e correlacioná-los com as variações nas propriedades mecânicas e estampabilidade, através dos coeficientes de anisotropia normal médio, R, e de anisotropia planar, r. Os resultados mostraram que a adição de nióbio conduz a uma microestrutura mais deformada após laminação a quente com forte componente Goss {110}(001). No estado deformado, ambos os aços apresentaram fibra α, no entanto, o aço inoxidável ferrítico bi estabilizado mostrou fibra com maior intensidade. No recozimento final, a mudança na textura, provocada pela adição do nióbio, levou a um maior incremento de fibra e maior coeficiente de anisotropia normal médio, (R ). Desta forma, demonstrou-se que a substituição parcial do titânio pelo nióbio no aço inoxidável ferrítico 409 acarretou mudanças na textura de recristalização que resultaram em uma melhor estampabilidade.
7 vii Abstract The ferritic stainless steel ASTM 409 stabilization in automotive exhaust systems application is increasing, demanding a high stabilization in order to avoid premature intergranular corrosion failures caused by sensitization. Ti is one of the most common elements used to stabilize the ferritic structure. However more elevated Ti content increases the industrial complexity mainly at Melt Shop. Two possible problems are the submerged valve obstruction in the Melt Shop and the lamination which is a superficial defect on the cold rolled coils. On this way, the stabilization with Ti+Nb is an alternative to replace part of Ti content for Nb maintaining the same intergranular corrosion resistance. The objective of this study was to investigate the effects of the Ti partial replacement for Nb in the microstructure and recrystallization texture, of the ASTM 409 stainless steel, and correlate them with the mechanical and drawing properties modifications. The results have shown that the addition of Nb leads to a deformed microstructure after hot rolling with a strong Goss component {110} 001. In the deformed condition, both steels have shown α-fiber. However, the dual-stabilized steel has shown more -fiber intensity. After final annealing, the texture modification, caused by the Nb addition, led to a -fiber increase and a better average coefficient of anisotropy (R ). Thus, it was demonstrated that the partial replacement of the Ti for Nb in the ASTM 409 stainless steel caused modifications in the recrystallization texture resulting in better drawing properties.
8 viii Lista de Figuras Figura 3.1 Desenho esquemático camada passiva Figura 3.2 Diagrama de fase Fe-Cr Figura 3.3 Sistema de exaustão automotivo Figura 3.4 Desenho esquemático do mecanismo de sensitização Figura 3.5 Desenho esquemático do mecanismo de sensitização Figura 3.6 Ocorrência de corrosão intergranular no aço ASTM Figura 3.7 Temperaturas de solubilização dos elementos estabilizantes Figura 3.8 Desenho esquemático adaptado de um processo de lingotamento contínuo Figura 3.9 Válvula submersa com destaque para obstrução parcial Figura 3.10 Defeito superficial do tipo esfoliação Figura 3.11 Desenho esquemático da produção dos aços inoxidáveis Figura 3.12 Representação esquemática da distribuição de deslocações no interior de um grão deformado Figura Desenho esquemático de microestruturas no estado encruado Figura 3.14 Estágios na recuperação de um material plasticamente deformado Figura Chapa com orientação dos cristais ao acaso (sem textura) Figura 3.16 Relação entre o sistema de coordenadas XYZ (ou DL, DT, DN para um material laminado) e o sistema de coordenadas 100, 010, 001 de uma célula unitária Figura 3.17 Representação das Funções de Distribuição e Orientações Cristalinas Figura 3.18 Textura típica de um aço IF microligado ao Ti e Nb - 90% de redução Figura Desenho esquemático de amostragem para ensaio de anisotropia Figura 4.1 Obtenção dos valores de LDRn e LDRc Figura 5.1 Mapas ao longo da espessura da bobina laminada a quente do aço 409Ti Figura 5.2 Mapas ao longo da espessura da bobina laminada a quente do aço 409TiNb.. 51 Figura 5.3 Seção das chapas laminadas a quente - ODF φ2 = 45º Figura Fração de contorno de baixo e alto ângulo Figura 5.5 Resultados de ensaio de impacto - Charpy V Figura 5.6 Microestruturas das bobinas laminadas a frio (60% de redução)... 55
9 ix Figura 5.7 Seção ODF φ 2 = 45º dos aços após laminados a frio (60% de redução) Figura Microestruturas do aço 409Ti Figura Microestrutura do aço 409TiNb Figura Microestrutura do aço 409Ti recozido a 850 C Figura Microestrutura do aço 409Ti recozido a 880 C Figura Microestrutura do aço 409TiNb recozido a 850 C Figura Microestrutura do aço 409TiNb recozido a 880 C Figura Microestrutura do aço 409Ti recozido a 1080 C Figura Microestrutura do aço 409Ti recozido a 1100 C Figura Microestrutura do aço 409TiNb recozido a 1080 C Figura Microestrutura do aço 409TiNb recozido a 1100 C Figura Evolução do tamanho médio do grão Figura 5.19 Microestrutura das chapas após recozimento Figura 5.20 Seção ODF φ 2 = 45º dos aços após recozimento Figura 5.21 Resultados de ensaio de embutimento (LDR) Figura 5.22 Condições das amostras após ensaio de embutimento (LDR) Figura 5.23 Resultados de ensaios mecânicos... 71
10 x Lista de Tabelas Tabela I - Fibras para os metais e ligas CCC Tabela II Composição química dos aços estudados Tabela III - Temperaturas de tratamento térmico em Laboratório Tabela IV - Resultados do cálculo dos teores de Ti e Nb em solução sólida Tabela V - Fator Kaltenhauser (FK) Tabela VI Coeficiente de anisotropia normal médio, R, coeficiente de anisotropia planar, r, e razão /θ
11 xi Lista de Abreviações e Siglas BQB: Bobina laminada a quente e decapada BFE: Bobina laminada a frio encruada BQP: Bobina laminada a quente e não decapada BFR: Bobina laminada a frio e recozida BQ: Bobina laminada a quente CCC : Estrutura cúbica de corpo centrado CFC : Estrutura cúbica de face centrada DDW: Densas paredes de deslocações DL : Direção de laminação DN : Direção normal ao plano da chapa DT : Direção transversal de laminação EBSD: Electron Backscatter Diffraction Difração de Elétrons Retroespalhados EFE: Energia de Falha de Empilhamento FDOC: Função de Distribuição de Orientações Cristalinas LDRn: Limit Drawing Ratio - Taxa limite de embutimento - normal LDRc: Limit Drawing Ratio - Taxa limite de embutimento - calculado MB: Microbandas MO: Microscopia Ótica ODF: Orientation Distribution Function - Função de Distribuição de Orientação TTDF: Temperatura de transição dúctil-frágil
12 xii Listas de Símbolos α: Ferro-alfa (uma das formas alotrópicas do ferro), ferrita ou fase alfa α: Fibra alfa γ : Austenita (uma das formas alotrópicas do ferro) ou fase austenítica γ : Fibra gama R: Coeficiente de Lankford R 0 : Coeficiente de anisotropia a 0 com a direção de laminação R 45 : Coeficiente de anisotropia a 45 com a direção de laminação R 90 : Coeficiente de anisotropia a 90 com a direção de laminação R : Coeficiente de anisotropia normal médio r: Coeficiente de anisotropia planar w 0 : Largura inicial w f : Largura final t 0 : Espessura inicial t f : Espessura final φ 1, Φ, φ 2: Ângulos de Euler
13 xiii Sumário Resumo... vi Lista de Figuras... viii Lista de Tabelas... x Lista de Abreviações e Siglas... xi 1 INTRODUÇÃO OBJETIVOS REVISÃO BIBLIOGRÁFICA Aços Inoxidáveis Aços Inoxidáveis Ferríticos Estabilização dos aços inoxidáveis ferríticos Estabilização com titânio Estabilização com nióbio Estabilização com titânio e nióbio Produção dos Aços Inoxidáveis Ferríticos Evolução da Microestrutura Estado Deformado Estado Recozido Textura Cristalográfica dos Aços Inoxidáveis Ferríticos Textura de Deformação Textura de Recristalização Coeficiente de Anisotropia METODOLOGIA Materiais Bobina Laminada a Quente (BQB) Bobina Laminada a Frio Encruada (BFE) Bobina Laminada a Frio e Recozida (BFR) Métodos... 45
14 xiv Microscopia ótica (MO) Microscopia eletrônica de varredura (EBSD) Difração de Raios-X Ensaio de Dureza Ensaio de Tração Ensaio de Impacto (Charpy) Ensaio de Embutimento (Swift) RESULTADOS Bobina laminada a quente (BQB) Microestrutura e Microtextura Tenacidade Bobinas Laminadas a Frio (BFE) Microestrutura e macrotextura Bobinas Laminadas a Frio e Recozidas (BFE) Microestruturas após recozimento em laboratório Microestrutura e microtextura após recozimento industrial Propriedades Mecânicas DISCUSSÃO CONCLUSÕES RELEVÂNCIA DOS RESULTADOS SUGESTÕES PARA TRABALHOS FUTUROS REFERÊNCIAS BIBLIOGRÁFICAS... 79
15 15 1 INTRODUÇÃO A cada dia os aços inoxidáveis vêm obtendo espaço no mercado em função da sua versatilidade, desempenho e resistência à corrosão. Na indústria automotiva, o aço inoxidável ferrítico 409 foi desenvolvido há mais de 30 anos especificamente para aplicação em sistema de exaustão de automóveis, onde é amplamente utilizado (1). As primeiras versões deste aço atendiam às especificações de estabilização com teores de titânio exigidos pela norma. No entanto, não eram suficientes para evitar falhas devido a problemas de corrosão intergranular. O titânio por possuir maior afinidade pelo C e N do que o cromo, e também pelo menor custo, é um dos elementos mais utilizados como estabilizante da estrutura ferrítica (2). Por ser um forte elemento formador de Ti(C,N), quando em teores bem balanceados, ele evita a precipitação de carbonetos e nitretos de cromo do tipo Cr 23 (C,N) 6 prevenindo a ocorrência de sensitização, evitando que o material sofra falhas por corrosão intergranular (3). O teor de titânio é especificado conforme estequiometria estabelecida pela Norma ASTM A240, segundo a qual, deve satisfazer a relação: %Ti=6(C+N) (4). Com 11% de cromo, baixos teores de carbono e nitrogênio, e estabilizado com titânio, o aço 409 apresenta um bom desempenho na maioria dos casos. No entanto, nos últimos anos, a temperatura do sistema de exaustão tem sido cada vez maior, principalmente em novas aplicações como escapamentos para motocicletas. Esta maior temperatura do sistema de exaustão, contribui para que o conversor catalítico (catalisador) reduza a quantidade de gases nocivos como NOx, SOx, e HC, que vem sendo cada vez mais exigida para a redução de emissões nos veículos. Entretanto, o ambiente resultante se torna mais agressivo (corrosivo) para o material (5), exigindo uma maior resistência à corrosão do aço, principalmente em aplicações que requerem soldagem. Desta forma é necessário materiais com teores mais
16 16 elevados de elementos estabilizantes, prevenindo assim a possibilidade de ocorrência de sensitização na zona afetada pelo calor, e consequentemente levar o material a sofrer falhas por corrosão intergranular (3). A partir de 2009 foi desenvolvido pela empresa Aperam South America, o aço 409H (UNS S40920), também estabilizado com Ti, porém, com teores mais elevados visando garantir um maior nível de estabilização exigida pela sua nova aplicação para o sistema de exaustão de motos. No entanto, de acordo com SILVA (6), teores elevados de Ti no aço ferrítico 409, podem comprometer a produção e a qualidade superficial deste aço, bem como a sua lingotabilidade e provocar a ocorrência de defeitos superficiais do tipo esfoliação na superfície das chapas. Uma alternativa é fazer uso da bi estabilização utilizando Ti + Nb, que é uma solução que vem sendo desenvolvida pela Aperam, visando reduzir o teor de titânio e adicionando pequena quantidade de nióbio. O projeto de liga deste aço, denominado 409S, é concebido de modo a garantir as propriedades adequadas para as suas aplicações no mercado, principalmente no que diz respeito à estabilização para evitar corrosão intergranular: (Ti+Nb) > 0,08 + 8(C+N) (4). A presente dissertação de mestrado se insere dentro do desenvolvimento deste projeto de liga.
17 17 2 OBJETIVOS O objetivo geral deste estudo é avaliar o efeito da substituição parcial do Ti por nióbio no aço inoxidável ferrítico ASTM 409 estabilizado ao titânio comparando suas propriedades. Os objetivos específicos são: Determinar o efeito da substituição parcial de titânio por nióbio na microestrutura e textura de recristalização do aço inoxidável ferrítico ASTM 409 estabilizado ao titânio. Comparar as propriedades mecânicas em tração e de conformação do aço ASTM 409 estabilizado ao titânio e nióbio, através dos coeficientes de anisotropia normal médio, R, e de anisotropia planar, r, desses aços.
.")
18 18 3 REVISÃ O BIBLIOGRÁFICA 3.1 Aços Inoxidáveis Os aços inoxidáveis são ligas de Fe-Cr com teor mínimo de 10,5% de cromo em sua composição entre outros elementos. É considerado inoxidável por possuir boa resistência a corrosão, sendo o cromo, o principal elemento que lhe confere esta característica (7,8). Por possuir elevada afinidade pelo oxigênio, o cromo reage com o oxigênio do meio ambiente formando um filme de óxido de Cr na superfície do aço que o torna resistente a corrosão devido à formação de uma camada fina e aderente, denominada camada passiva. Esta camada protege o material de subsequentes ataques corrosivos (8). A Figura 3.1 mostra um desenho esquemático da camada passiva. Figura 3.1 Desenho esquemático camada passiva (9) Uma das características da camada passiva é a autorregeneração. A camada é recomposta quase que instantaneamente, quando a superfície do aço inoxidável é danificada por um arranhão (10). Existe uma grande variedade de aços inoxidáveis com diferentes propriedades específicas de resistência mecânica, soldabilidade, tenacidade e corrosão para diferentes aplicações.
, sendo, basicamente, uma liga Fe-Cr, com teores de cromo que podem variar entre 10,5 à 30% (8).")
19 19 São classificados como ferríticos, austeníticos, martensíticos e duplex, sendo diferenciados em função da composição química e estrutura cristalina de sua fase ou fases. 3.2 Aços Inoxidáveis Ferríticos Os aços ferríticos possuem uma estrutura cúbica de corpo centrado (CCC), sendo, basicamente, uma liga Fe-Cr, com teores de cromo que podem variar entre 10,5 à 30% (8). O teor de carbono é mantido baixo, o que resulta em uma limitada resistência mecânica. Outros elementos são adicionados com o propósito de obter propriedades específicas (11). Usualmente, esses aços não são endurecíveis por tratamento térmico. São aços magnéticos e apresentam boa resistência à corrosão em meios menos agressivos, boa ductilidade e razoável soldabilidade (2). A Figura 3.2 apresenta o diagrama de fases Fe-Cr com destaque na faixa dos aços ferríticos. Figura 3.2 Diagrama de fase Fe-Cr (12)
.")
20 20 A partir do diagrama binário Fe-Cr, pode-se observar que o campo de domínio da fase austenítica (γ) é restringido pelo Cr, sendo o campo bifásico (α + γ) limitado pelo teor de cromo até 13% em massa e pela temperatura. Para teores de cromo acima de 13%, a estrutura é completamente ferrítica até a curva solidus (13). Para teores acima de 25% pode ocorrer precipitação da fase sigma (σ), com estrutura tetragonal e com o comportamento frágil. Uma das principais aplicações dos aços inoxidáveis ferríticos é no sistema de exaustão de automóveis, Figura 3.3, onde o aço inoxidável ferrítico ASTM 409 é amplamente utilizado. Figura 3.3 Sistema de exaustão automotivo (14) Este aço foi desenvolvido em 1961, pela empresa Allegheny Ludlum, com objetivo de propiciar melhor resistência à corrosão e oxidação no sistema de exaustão automotivo. No entanto, casos de falhas de uso na aplicação mostram que esta liga pode apresentar sensitização em juntas soldadas, causada pela formação de carbonetos e/ou nitretos ricos em cromo nos contornos de grãos, resultando em regiões adjacentes empobrecidas que favorecem a corrosão intergranular (1).
21 Estabilização dos aços inoxidáveis ferríticos Os aços inoxidáveis quando submetidos a trabalho a quente, tratados termicamente ou soldados, e expostos numa faixa de temperatura entre 400 a 870 C estão sujeitos à formação de precipitados nos contornos de grão (3). Como a solubilidade do carbono e do nitrogênio é muito pequena na estrutura ferrítica (0,004 %C e 0,006 %N em aços 18%Cr) nesta faixa de temperatura, o cromo, por possuir alta afinidade com o carbono e nitrogênio, se combina para formar carbonetos e nitretos de cromo do tipo Cr 23 C 6 e Cr 2 N (15). Desta forma é criada uma região empobrecida em cromo próxima ao contorno de grão, caracterizando o mecanismo denominado sensitização (16). A Figura 3.4 e a Figura 3.5 mostram desenhos esquemáticos deste mecanismo. Cr 23 C 6 Contorno de grão Região empobrecida de cromo Figura 3.4 Desenho esquemático do mecanismo de sensitização Com o teor de cromo atingindo valores inferiores a 10,5%, a passividade dessas regiões fica comprometida e o material deixa de possuir as propriedades do aço inoxidável, ficando susceptível à corrosão intergranular quando submetido a ambiente corrosivo (17).


22 22 Figura 3.5 Desenho esquemático do mecanismo de sensitização A corrosão intergranular compromete a aplicação do material e pode provocar danos irreparáveis. A Figura 3.6 mostra um exemplo de ocorrência de corrosão intergranular na aplicação do aço ASTM 409 pela degradação de alguns grãos em um sistema de exaustão automotivo. Corrosão intergranular Figura 3.6 Ocorrência de corrosão intergranular no aço ASTM 409
23 23 Yan et al (18), relatam que existem duas formas de reduzir o risco de ocorrência de corrosão intergranular: 1) produção do aço com menores teores possíveis de carbono e nitrogênio. 2) adição de elementos formadores de carbonetos e nitretos, tais como Ti, Nb, Zr, Ta e V. A primeira forma apresenta dificuldades de produção no processo siderúrgico, além disto, níveis de baixos teores de carbono e nitrogênio atrasam a sensitização mas não a impede (18). A segunda é uma técnica mais viável e de menor custo pela adição de elementos com forte afinidade pelo carbono e nitrogênio, tornando assim, o aço estabilizado (18). O objetivo da estabilização é retirar de solução sólida os elementos intersticiais. Assim, pelo fato do carbono e nitrogênio possuírem maior afinidade pelos elementos estabilizantes (Ti, Nb, Zr, Ta e V) em relação ao Cr, formam precipitados mais estáveis do tipo Cr 23 C 6 e CrN 2, sendo obtidos em temperaturas mais elevadas que os precipitados de cromo (16,19). A Figura 3.7 mostra as temperaturas de solubilização destes precipitados com os elementos estabilizantes.
24 24 Figura 3.7 Temperaturas de solubilização dos elementos estabilizantes MX (M = metal, X = C ou N) (20) A estabilização melhora a resistência à corrosão, já que elimina a formação de gradientes de concentração de cromo nas regiões próximas ao contorno de grão e não deixa o carbono reduzir o teor de cromo livre na matriz. Além disso, contribui para a estabilização da ferrita, o que permite haver uma estrutura ferrítica desde a temperatura de fusão até a temperatura ambiente não ocorrendo transformação de fase tanto no aquecimento quanto no resfriamento (20). Segundo Gordon e Bennekom (20), o tântalo (Ta) é pouco utilizado devido ao seu custo em função de sua raridade na natureza enquanto o vanádio (V) forma precipitados estáveis em temperaturas não muito elevadas. Já o zircônio (Zr) é tão eficaz quanto o titânio, porém possui um custo muito elevado. Assim, dentre os elementos estabilizantes mais utilizados ficam sendo o Ti e o Nb, podendo ser usados sozinhos ou combinados e são objetos deste trabalho de mestrado.
25 Estabilização com titânio Tradicionalmente, os aços inoxidáveis ferríticos são estabilizados somente com adições de titânio, principalmente em função de seu custo frente aos outros elementos estabilizantes. A adição deste elemento no aço ferrítico forma um precipitado muito estável, acima da temperatura liquidus, o TiN (Figura 3.7), cujas partículas atuam como sítios de nucleação para solidificação heterogênea, resultando em estruturas de grão mais finos (21). A utilização do Ti possui algumas desvantagens para o material como redução da tenacidade e ductilidade devido à presença de grandes precipitados cúbicos (16). Além disso, por possuir afinidade pelo S e P, o titânio está sujeito a combinar-se com estes elementos formando precipitados do tipo TiS, Ti 4 C 2 S e/ou FeTiP (22). A formação destes compostos impede que todos os elementos intersticiais (C e N) sejam retirados de solução sólida pelo titânio, sendo necessária adição de maior quantidade deste elemento, além do valor estequiométrico calculado, para garantir a estabilização. Um dos grandes desafios de produção do aço ASTM 409 estabilizado somente com titânio se dá durante o processo de lingotamento deste aço. O Ti possui também grande afinidade pelo nitrogênio e oxigênio, promovendo formação de nitretos e óxidos de titânio. Estes compostos, segundo SILVA (6), em função do teor elevado de Ti, aderem à parede interna da válvula submersa provocando sua obstrução parcial ou total durante o processo de lingotamento contínuo, dificultando a passagem do fluxo do metal liquido. Esta condição compromete a produção deste aço e, além disto, provoca a ocorrência de defeitos superficiais do tipo esfoliação na superfície das chapas. A Figura 3.8 e Figura 3.9 mostram os desenhos esquemáticos do lingotamento contínuo e da válvula submersa com obstrução parcial, respectivamente. A Figura 3.10 mostra um exemplo de defeito superficial do tipo esfoliação.

 Figura 3.")
")
26 26 Figura 3.8 Desenho esquemático adaptado de um processo de lingotamento contínuo (6) Figura 3.9 Válvula submersa com destaque para obstrução parcial (6) (material de coloração mais clara)
 Este tipo de defeito, por não haver recuperação, pode provocar perdas de qualidade e rendimento na linha de produção, uma vez que é detectável somente")
27 27 Figura 3.10 Defeito superficial do tipo esfoliação (6) Este tipo de defeito, por não haver recuperação, pode provocar perdas de qualidade e rendimento na linha de produção, uma vez que é detectável somente quando o produto já está nas etapas finais de acabamento, causando o seu sucateamento. 3.5 Estabilização com nióbio Apesar de se tornar uma adição popular, a principal razão do uso de nióbio foi a de complementar o efeito do Ti na estabilização. Porém, estudos mostram que a adição do nióbio pode favorecer benefícios além da estabilização, resistência à fluência e ao desgaste, resistência ao estiramento, resistência à oxidação e melhoria da qualidade superficial (5).
28 28 O nióbio, por ser menos oxidante, não forma óxidos assim como o titânio e é muito eficaz para controlar o tamanho de grão (23). Além disto, não possui afinidade com enxofre e o fósforo, não sendo necessárias adições a mais deste elemento como o Ti. São em geral, precipitados mais finos podendo causar endurecimento por precipitação, comprometendo menos a tenacidade do material quando comparado aos precipitados de Ti, que são bem maiores (20). DeArdo (15) relata que o nióbio apresenta uma forte tendência para formar carbonitretos, porém, pouca tendência para formar óxidos e sulfetos, se comportando neste caso, de forma semelhante ao vanádio. Já o titânio, não atua como um carboneto até que todo nitrogênio, oxigênio e enxofre sejam consumidos pelas adições iniciais. Desta forma, o nióbio pode superar algumas das deficiências associadas à estabilização de titânio, mas é menos eficaz porque forma carbonetos a temperaturas mais baixas. Isto, aparentemente, explica por que dupla estabilização é mais vantajosa (16). 3.6 Estabilização com titânio e nióbio A garantia de produtividade e qualidade superficial do aço inoxidável ferrítico ASTM 409 pode ser melhorada com a adição de elementos estabilizantes que não possuem tanta afinidade com nitrogênio e oxigênio durante o processo de lingotamento contínuo. Durante as últimas décadas, vários trabalhos vêm mostrando benefícios importantes que podem ser realizados quanto à estabilização com o uso de titânio e nióbio (24). A dupla estabilização propicia melhores propriedades em relação à estabilização somente com titânio ou com nióbio. O uso do nióbio é mais efetivo em refinar o grão e reduz o efeito dos grandes precipitados de titânio na tenacidade (25).
29 29 A estabilização com titânio e nióbio pode ser uma alternativa para minimizar os problemas que ocorrem nos aços estabilizados com um ou outro elemento, uma vez que a quantidade de cada elemento é menor, minimizando possíveis efeitos nocivos de cada um deles. Reduzindo o teor de titânio e adicionando pequena quantidade de Nb no aço, os problemas de produção e qualidade superficial do material podem ser reduzidos ou eliminados. 3.7 Produção dos Aços Inoxidáveis Ferríticos Na Aperam, os aços inoxidáveis ferríticos são produzidos a partir de metal líquido (gusa) proveniente dos altos fornos. Na Aciaria, este metal, juntamente com a carga de sucata fundida no forno elétrico, sofre acerto de composição química com adições de elementos de liga que irão transformá-lo em aço inoxidável ferrítico. No caso do aço inoxidável ASTM 409 estabilizado, é adicionado o Ti durante as etapas de elaboração com os processos de AOD (Convertedor), VOD (Desoxidação a vácuo) e FP (ajuste fino de composição química e temperatura), sendo posteriormente lingotado formando placas com espessura de 200 mm. Essas placas são destinadas à laminação a quente, etapa em que são reaquecidas em temperaturas próximas de 1100 C e laminadas através de laminador de desbaste para espessura de aproximadamente 28 mm. Na sequência, são laminadas em laminador acabador do tipo Steckel (quadruo) reversível para espessuras de 3,0 a 8,0 mm, em temperatura acima de 1000 C que é mantida por fornos localizados na entrada e saída do laminador. Após todo o processo, o material é bobinado recebendo a nomenclatura de BQP (bobina laminada a quente e não decapada). A Figura 3.11 mostra o desenho esquemático de produção dos aços ferríticos.
 Na condição de BQP, o material é decapado em uma linha contínua com objetivo de retirar todo o óxido formado na superfície, sendo")
30 30 Bobina laminada a quente para venda Figura 3.11 Desenho esquemático da produção dos aços inoxidáveis (26) Na condição de BQP, o material é decapado em uma linha contínua com objetivo de retirar todo o óxido formado na superfície, sendo denominado nesta condição BQB (bobina laminada a quente e decapada). Essas BQBs são laminadas a frio através de laminadores Sendzimir, podendo sofrer reduções de até 85% e são denominadas BFE (bobina laminada a frio encruada). O material deformado é destinado ao processo de recozimento contínuo e decapagem. Após este o processo, o material é denominado BFR (bobina laminada a frio e recozida). 3.8 Evolução da Microestrutura Durante o processo de fabricação a microestrutura do material sofre sucessivas mudanças com a deformação plástica. Os grãos sofrem mudanças de forma, aumentando consideravelmente a área total de contorno de grão, incorporando deslocações que são criadas continuamente durante o processo de deformação. Além disto, em nível de subestrutura, há a formação de células (estrutura celular) dentro do
31 31 grão, resultando em acúmulo de deslocações nas paredes das células (27). Essas mudanças ao longo do processo de fabricação do material promovem alterações nas propriedades mecânicas e no desempenho do aço. 3.9 Estado Deformado A deformação a frio provoca várias alterações na microestrutura dos metais. Além de modificar a forma dos grãos, promove um aumento substancial da área de contorno através da incorporação de deslocações que são continuamente criadas durante o processo de deformação. Essa deformação provoca aumento da energia interna e desempenha um papel fundamental na evolução microestrutural e na formação de textura (28). No entanto, a maior parte do trabalho realizado sobre o material durante o processo de deformação a frio é dissipado em forma de calor e somente uma pequena quantidade (em torno de 1%) é armazenada no material como energia interna (29)(30). Existem dois mecanismos de deformação plástica para metais na temperatura ambiente: maclação e escorregamento. O que determina o modo preferencial é a energia de falha de empilhamento. Em materiais com baixa EFE, como o caso de certos metais de estrutura CFC, as deslocações dissociadas (parciais) têm baixa mobilidade por estarem muito afastadas umas das outras. Consequentemente, tenderão a ter uma distribuição homogênea na microestrutura. Por outro lado, em materiais de alta EFE, como o caso de metais de estrutura CCC, as deslocações têm alta mobilidade por não estarem dissociadas ou muito próximas. No caso de estarem dissociadas, o metal desenvolve durante a deformação plástica estruturas celulares com células que são regiões de menor densidade de deslocações, separadas por arranjos de deslocações de alta densidade (29). A Figura 3.12 mostra esquematicamente a representação de um grão e da subestrutura de deslocações para metais de energia de falha de empilhamento e de alta energia de falha de empilhamento.
 e microbandas de deformação (MBmicrobandas) após pequenas e médias deformações.")

32 32 (a) (b) Figura 3.12 Representação esquemática da distribuição de deslocações no interior de um grão deformado (28) (a) Material de baixa EFE - (b) Material de alta EFE. Os grupos de células de deslocações são separados por densas paredes de deslocações (DDW- dense dislocation walls) e microbandas de deformação (MBmicrobandas) após pequenas e médias deformações. Com o aumento da deformação, as células de deslocações tornam-se mais achatadas e as DDWs e MBs são substituídas por estruturas lamelares, e o material é considerado encruado. A Figura 3.13 mostra um desenho esquemático de microestrutura no estado encruado após deformações intermediárias e após grandes deformações. Figura Desenho esquemático de microestruturas no estado encruado (29) (a) Após deformações intermediárias (ɛ = 0,06 a 0,80) (b) Após grandes deformações (ɛ >1)


33 33 Em materiais cristalinos, a energia livre aumenta durante a deformação pelo aumento na concentração de defeitos pontuais, na densidade de deslocações, da área de contornos de grão e das falhas de empilhamento. E este aumento na quantidade de defeitos torna o material termodinamicamente instável Estado Recozido Embora a termodinâmica determine que os defeitos devem desaparecer espontaneamente, na prática os mecanismos necessários são frequentemente muito lentos a baixas temperaturas. Se o material é posteriormente aquecido a uma temperatura elevada, processos termicamente ativados, tal como difusão em estado sólido, fornecem mecanismos pelos quais a quantidade de defeitos gerados na deformação plástica diminui e também estes defeitos podem ser arranjados em configurações de menor energia tornando o material recristalizado (31). A Figura 3.14 mostra um desenho esquemático dos estágios de recristalização de um material plasticamente deformado. (a) (b)
 a) Estado deformado b) Recuperado c) Parcialmente recristalizado d) Totalmente recristalizado No recozimento de um metal")
 (28). 3.")
34 34 (c) (d) Figura 3.14 Estágios na recuperação de um material plasticamente deformado (28) a) Estado deformado b) Recuperado c) Parcialmente recristalizado d) Totalmente recristalizado No recozimento de um metal deformado a frio a uma temperatura elevada, a microestrutura e as propriedades podem ser parcialmente restauradas pelos processos de recuperação e recristalização que envolve aniquilação, rearranjo das deslocações e nucleação e crescimento de regiões com densidade de deslocações característica de metais não deformados (núcleos recristalizados) (28) Textura Cristalográfica dos Aços Inoxidáveis Ferríticos Os materiais policristalinos são constituídos por um grande número de grãos ou cristais com diferentes orientações que são separados um dos outros por fronteiras denominadas contornos de grãos. Durante a deformação plástica, os grãos tendem a assumir uma mesma orientação. Esta orientação cristalográfica preferencial é definida como textura e de maneira geral, pode estar concentrada em maior ou menor escala para alguma direção preferencial ou textura cristalográfica (27).
35 35 As propriedades magnéticas, térmicas e mecânicas são também dependentes da textura, sendo muitas vezes explorada para se obter melhores resultados e melhor desempenho do material na aplicação (32,33). Isto significa que o desempenho do material pode ser melhorado através de obtenção de textura mais favorável para determinada propriedade (34). A Figura 3.15 mostra desenho esquemático de uma chapa com orientação aleatória (sem textura). Figura Chapa com orientação dos cristais ao acaso (sem textura) A textura de chapa laminada é determinada pela orientação da maioria dos grãos com um determinado plano cristalográfico {hkl} paralelo ao plano da chapa e uma determinada direção <uvw> paralela à direção de laminação. A orientação de um cristal é definida por três ângulos de Euler, indicando as rotações que constituem o sistema de coordenadas do material em relação à direção de laminação (DL - Direção Longitudinal, DT - Direção Transversal e DN - Direção Normal) de forma que se tornam coincidentes com o sistema de coordenadas cristalográficas ([100], [010] e [001]) da célula cristalina (35). A Figura 3.16 mostra a relação entre o sistema de coordenadas de um material laminado e um sistema de coordenadas de uma célula unitária.
36 36 Direção Normal [001] [100] Direção Transversal Direção de Longitudinal [010] Figura 3.16 Relação entre o sistema de coordenadas XYZ (ou DL, DT, DN para um material laminado) e o sistema de coordenadas 100, 010, 001 de uma célula unitária (35). A representação da textura e das Funções de Distribuição de Orientações (Orientation Distribuition Function - ODF) é bastante complexa sendo que até recentemente, o método padrão de representar texturas foi através de figuras de pólo, Figura 3.17a. Atualmente, as ODF são representadas através de seções do Espaço Euler em que o ângulo φ 2 (um dos vetores do espaço Euler) é constante, Figura 3.17b. (a) (b) Figura 3.17 Representação das Funções de Distribuição e Orientações Cristalinas (31) (a) Representação em um espaço tridimensional definido pelos Ângulos de Euler: φ 1,Φ,φ 2 (b) Representação esquemática das principais orientações em materiais CCC: φ 2 =45
37 37 Os aços inoxidáveis ferríticos desenvolvem duas importantes texturas de fibras entre as várias existentes no espaço de Euler que se destacam por melhor caracterizar as propriedades mecânicas do material (35,36). A fibra alfa (α), que compreende a orientação <110>//DL (direção paralela à direção de laminação), geralmente mais pronunciada e a fibra gama (γ), que compreende a orientação {111} (paralela à direção normal de laminação) a qual dá origem a elevada anisotropia normal e, consequentemente, favorece boas propriedades de estampabilidade (37). Essas fibras são canais de orientação contínua que percorre através do espaço Euler. A Tabela I apresenta as características de cada fibra e a Figura 3.18 mostra uma textura típica de um aço IF microligado ao Ti e Nb com 90% de redução (36). Tabela I - Fibras para os metais e ligas CCC Fibra Eixo da fibra Componentes α <011> DL {001}<110>, {112}<110>, {111}<110> γ <111> DN {111}<110>, {111}<112> η <001> DL {001}<100>, {011}<100> ϛ <110> DN {110}<112>, {110}<110> ε <110> DT {001}<110>, {112}<111>, {4 4 11}< >, {111}<112>, { }<4 4 11>, {011}<100>
 (a) Representação da seção φ 2 = 45 com a intensidade de distribuição de orientações (ODF) das fibras α e fibra γ (b)")
38 38 (a) (b) Figura 3.18 Textura típica de um aço IF microligado ao Ti e Nb - 90% de redução (35) (a) Representação da seção φ 2 = 45 com a intensidade de distribuição de orientações (ODF) das fibras α e fibra γ (b) Representação esquemática das mais importantes orientações de materiais CCC na seção φ 2 = Textura de Deformação O controle da formação de textura através dos processos de conformação (laminação, trefilação e extrusão) é importante pela influência que exerce nas propriedades mecânicas dos materiais metálicos. Entretanto, os processos de conformação são frequentemente constituídos por etapas de trabalho a quente e etapas de trabalho a frio, intercalados por tratamento de recozimento para recristalização, dependendo do tipo de processo de conformação adotado. Em decorrência desse fato, as texturas de deformação estão intimamente ligadas às texturas de recozimento, e uma das maneiras mais comum de controlar uma textura de recristalização é por meio da textura de deformação (38). Segundo Liu et al (39), os aços ferríticos laminados à quente apresentam forte gradiente de microestrutura e textura ao longo da espessura da chapa, o que deteriora a aptidão à estampabilidade e qualidade superficial do produto laminado a frio e recozido.
39 39 Yan et al (40) relatam em seus estudos que chapas laminadas a quente e a frio de uma aço inoxidável com 11,5% de Cr estabilizado ao Ti e Nb, apresentaram textura de fibra α no centro da espessura e textura de orientação Goss próximo à superfície que foi atribuída à textura de cisalhamento. Segundo Raabe e Lücke (36), a heterogeneidade do tamanho dos grãos através da espessura do aço laminado a frio e recristalizado é devido ao perfil de textura herdada da laminação a quente. Raabe (36) relata em seus estudos que a textura típica encontrada nos aços inoxidáveis ferríticos estabilizados com nióbio corresponde à componente Goss {011}<001> próximo a linha da superfície, e no centro intensa fibra e fraca fibra Textura de Recristalização A textura de recristalização de fibra γ, típica dos materiais CCC, é atribuída à formação preferencial de núcleos recristalizados nos contornos de alto ângulo preexistentes entre os grãos deformados, em que as condições ótimas para a nucleação prevalecem (35). Pode-se afirmar que a textura de recristalização depende da microestrutura e textura inicial herdada da laminação a frio (36). Os aços inoxidáveis ferríticos mostram uma correlação positiva entre a intensidade da textura de recristalização {111} e o valor de anisotropia normal médio (R ) (41,42), denotando que o controle da textura é de fundamental importância para definição das propriedades finais e comportamento da peça conformada. A textura de recristalização típica dos metais de estrutura CCC apresenta componentes pertencentes às fibras alfa (α) e fibra gama (γ).
40 40 Assim, métodos para controle da textura de recristalização {111}<uvw> nos aços inoxidáveis ferrítico foram desenvolvidos. Segundo Yazamawa (41), estes métodos incluem a redução do teor de carbono e nitrogênio em solução sólida, refinamento da microestrutura de chapas laminadas a quente e recozidas, controle de tamanho de grão nas chapas laminadas a frio e recozidas, e otimização da deformação a frio Coeficiente de Anisotropia A anisotropia das propriedades mecânicas de uma chapa é avaliada através do coeficiente R de Lankford, e pode ser do tipo normal, R, ou planar, r. O primeiro parâmetro mede a resistência à deformação na espessura da chapa e o segundo mede a variação de R entre as direções longitudinal e transversal de laminação, indicando tendência à formação de orelhamento. O coeficiente R de Lankford é medido através da razão entre a deformação na largura (ε ω ) e a deformação na espessura (ε t ), medida em um corpo de prova em um ensaio de tração com deformação da ordem de 15 a 20%, conforme equação 3.1: R = (ε ω ) (ε t ) (3.1) Nesta equação, ε ω e ε t são deformações verdadeira na largura e espessura, respectivamente. Como a deformação na direção da espessura é de difícil medição, além de apresentar erros relativamente maiores, utiliza-se a deformação longitudinal.
41 41 Sabendo-se que o volume se conserva constante durante a deformação plástica, deduz-se que: R = ln ln w 0 w ƒ l 0 w 0 l ƒ w ƒ (3.2) Onde w 0 e w f são, respectivamente, as larguras iniciais e finais; l 0 e l f são, respectivamente, os comprimentos iniciais e finais. Os corpos de prova para teste de tração são retirados da chapa a 0, 45 e 90 com a direção de laminação, conforme Figura 3.19: Figura Desenho esquemático de amostragem para ensaio de anisotropia O cálculo do coeficiente de anisotropia normal médio (R ) e planar ( r) são calculados através das equações 3.3 e 3.4.
42 42 Coeficiente de anisotropia normal médio (R ) R = ( R DL + 2R 45 + R DT ) / 4 (3.3) Coeficiente de anisotropía planar ( r) ( r) = ( R DL - 2R 45 + R DT ) / 2 (3.4) O que se deseja para um aço de boa estampabilidade é que este tenha um elevado R, ou seja, que se deforme facilmente no plano da chapa e apresente dificuldade de deformação na espessura, e r próximo de zero, que é o mínimo de variação de R no plano da chapa. Em resumo, quanto menor for r e maior for R, melhor será o desempenho do material nas operações por embutimento. Du et al. (43) mostraram em seus estudos, que os aços inoxidáveis ferríticos estabilizados com Ti e Nb formam vários tipos de precipitados durante os diferentes processos termomecânicos, e que provocam profundo efeito na textura de recristalização final.
43 43 4 METODOLOGIA 4.1 Materiais Os materiais estudados são os aços inoxidáveis ferríticos ASTM 409 (UNS S40920) (4), aqui denominado 409Ti, mono estabilizado com titânio, e o ASTM 409 (UNS S40930) (4), denominado 409TiNb, bi estabilizado com titânio e nióbio. As composições químicas dos aços são apresentadas na Tabela II. Tabela II Composição química dos aços estudados %C %Cr % Ni %Ti %Nb %Mn %Si %N 409Ti 0, ,05 0,17 0,17 0,02 0,17 0,46 0, TiNb 0, ,00 0,11 0,15 0,06 0,11 0,49 0,0090 O teor de nióbio para o aço 409H é considerado residual proveniente de sucata utilizada na produção deste aço na Aciaria. A amostragem dos materiais estudados foi realizada ao fim das seguintes etapas do processo de fabricação: Laminação a quente, laminação a frio e recozimento final Bobina Laminada a Quente (BQB) A amostragem da bobina a quente, cuja espessura é de 3,0 mm, foi realizada após a etapa de laminação a quente (BQB) e posteriormente submetida à decapagem química. Essas etapas foram realizadas industrialmente.
44 Bobina Laminada a Frio Encruada (BFE) A amostragem da bobina laminada a frio encruada (BFE) foi realizada na linha industrial após laminação a frio com a mesma taxa de redução (60%). Parte deste material foi tratado termicamente (recozido) em laboratório em de forno mufla em várias temperaturas com objetivo de verificar a evolução da microestrutura. Outra parte foi caracterizada na condição encruada. A Tabela III mostra as temperaturas utilizadas no tratamento térmico realizado em laboratório. Tabela III - Temperaturas de tratamento térmico em Laboratório Temperatura 409Ti 409TiNb ( C) Tempo encharque (s) H1 S H2 S H3 S H4 S H5 S H6 S H7 S H8 S H9 S H10 S H11 S H12 S
45 Bobina Laminada a Frio e Recozida (BFR) As amostras da bobina laminada e recozida a 940 o C (BFR) foram obtidas na linha industrial após recozimento contínuo nas mesmas condições para os dois aços. 4.2 Métodos A textura das chapas como laminadas e as amostras recozidas em laboratório foram caracterizadas para avaliar as mudanças microestruturais em função da temperatura de recozimento em laboratório, e as processadas industrialmente foram caracterizadas para avaliação microestrutural, evolução da textura e as propriedades de conformação Microscopia ótica (MO) As análises da microestrutura, tamanho e forma dos grãos, foram realizadas através do Microscópio Ótico Leica DMRM utilizando software Leco IA3001, na seção longitudinal da chapa dos aços nas condições de BQB, BFE e BFR. Para revelar a microestrutura foi utilizado reativo Vilella com tempo de 50 segundos de ataque, sendo o tamanho de grão medido através do método de três círculos concêntricos, conforme norma ASTM E112/ Microscopia eletrônica de varredura (EBSD) A avaliação da microtextura foi feita a partir da identificação e quantificação das componentes de textura na BQ, BFE e BFR ao longo da espessura.
46 46 Foi utilizado o equipamento EBSD ( Electron Back Scattered Diffraction ), acoplado ao Microscópio Eletrônico de Varredura (MEV), marca PHILIPS, modelo XL-30. Os dados foram analisados no software OIM Analysis Difração de Raios-X Em função da impossibilidade da quantificação das componentes de textura na condição BFE no microscópio eletrônico de varredura (MEV), foi determinada a macro textura utilizando-se o equipamento difratômetro X Pert PRO MPD da marca Philips, equipado com um goniômetro Theta-Theta de alta performance e berço de textura ATC-3 Prefix. A FDOC foi calculada a partir das figuras de pólo inversa dos planos (110), (200), (211) usando o método de series de expansão de Bunge (lmax_22). Os dados foram analisados no software OIM Ensaio de Dureza Para determinação da dureza foi utilizado o durômetro marca INSTRON WOLPERT, modelo Testor 930 do Centro de Pesquisa da Aperam South América. O resultado da dureza (HV- carga de 5 kgf) foi obtido pela média de 3 medidas Ensaio de Tração Para determinação do limite de escoamento, limite de resistência, alongamento uniforme e alongamento total, além dos coeficientes de anisotropia normal médio (R ) e planar ( r), foram realizados três ensaios e calculados os valores médios de cada parâmetro dos aços
47 47 na condição BFR. Os corpos de prova de secção retangular foram confeccionados conforme norma ASTM E8M. O equipamento utilizado foi uma máquina de ensaios, marca INSTRON, modelo 5583, com capacidade de 15 toneladas (150 KN) equipada com vídeo extensômetro AVE marca Instron. Os corpos-de-prova de secção retangular foram confeccionados conforme a norma ASTM E8M. Para determinação do coeficiente de anisotropia normal médio, (R ), e do coeficiente de anisotropia planar, ( r), de acordo com a norma ASTM E517. As amostras foram retiradas tomando como referência o plano de direção de laminação longitudinal, transversal e ângulo de 45º. Estas amostras foram ensaiadas nas mesmas condições citadas acima para o ensaio de tração até a deformação de 15% Ensaio de Impacto (Charpy) A curva de temperatura de transição dúctil-frágil (TTDF) foi determinada na condição BQB com espessura de 3,0mm, sendo utilizados 5 corpos de provas para cada uma das 5 temperaturas ensaiadas, sendo calculado o valor médio de energia absorvida após fratura. Foi utilizada a máquina de ensaio de impacto OTTO WOLPERT WERKE GMBH, tipo PW 30/15, pelo método Charpy V conforme norma ASTM E23-07, sendo os corpos de prova confeccionados conforme a mesma norma.
48 Ensaio de Embutimento (Swift) O comportamento dos aços ao embutimento foi avaliado através do método de ensaio Swift com fundo plano, utilizando punção de 33 mm com velocidade de deslocamento de 600 mm/min e blanques variando de 64 a 78 mm. A carga da prensa chapa foi de 7 kn, sendo os ensaios realizados em temperatura ambiente com utilização de lubrificação de graxa de bissulfeto de molibdênio (Molikote) nos dois lados da chapa. Os ensaios foram realizados em máquina de fabricação Erichsen, modelo 142/40. Foram ensaiados cinco amostras para cada aço na condição laminado e recozido com espessura de 1,20 mm. Com base no diâmetro do último esboço estampado sem fratura e no diâmetro do punção utilizado, calculou-se a relação LDR. Há casos em que os resultados de LDRn (LDR normal) apresentam o mesmo valor para materiais distintos, pois a variação pode estar na faixa entre o diâmetro do blanque que estampou sem fratura e o diâmetro posterior que apresentou falha. Nestes casos, calcula-se o LDRc (LDR calculado) interpolando os valores de cargas finais crescentes antes da fratura e os valores decrescentes após a fratura na forma exemplificada na Figura 4.1. Figura 4.1 Obtenção dos valores de LDRn e LDRc (44)
49 49 5 RESULTADOS 5.1 Bobina laminada a quente (BQB) Microestrutura e Microtextura As Figura 5.1 e Figura 5.2 mostram as características das microestruturas e micro texturas das amostras provenientes da laminação a quente através do mapa de orientação e GOS (Grain Orientation Spread), onde N.D. é a direção normal ao plano da chapa e R.D a direção de laminação. Na Figura 5.1a, é possível perceber que a microestrutura e a textura do aço 409Ti apresenta uma maior heterogeneidade ao longo da espessura. Próximo à superfície, a microestrutura é formada por grãos finos onde a textura predominante é {011} // N.D. (textura de cisalhamento). Na região do centro da espessura, os grãos são alongados com orientação de textura {111} // N.D. e {001} // N.D.. Além disso, como se pode observar pelo mapa GOS, Figura 5.1b, os grãos recuperados são predominantes na região do centro da espessura, enquanto os grãos recristalizados se localizam na região próxima à superfície da chapa. Pode-se observar no aço 409TiNb, Figura 5.2a, que o desenvolvimento da microestrutura é mais homogêneo ao longo da espessura. O tamanho dos grãos na proximidade da superfície é maior do que aqueles indicados no aço 409Ti, Figura 5.1a. A textura é composta por grãos com orientação {011} // N.D. nas proximidades da região de superfície e {111} // N.D. e {001} // N.D. na região central, da mesma forma que no aço 409Ti. Além disso, o aço 409TiNb não apresentou nenhum grão recristalizado, Figura 5.2b, ao contrário do aço 409Ti.

 Mapa de orientação b)")
50 N.D 50 R.D a) b) N.D Figura 5.1 Mapas ao longo da espessura da bobina laminada a quente do aço 409Ti (a) Mapa de orientação b) Mapa GOS
 Mapa GOS A Figura 5.")
 do aço 409Ti, o desenvolvimento da textura foi fibra α com pico na componente {112}<110>.")
51 N.D 51 R.D a) b) N.D Figura 5.2 Mapas ao longo da espessura da bobina laminada a quente do aço 409TiNb Mapa de orientação - b) Mapa GOS A Figura 5.3 mostra a microtextura global da bobina laminada a quente. Na ODF φ 2 = 45º (Figura 5.3a) do aço 409Ti, o desenvolvimento da textura foi fibra α com pico na componente {112}<110>. O máximo de f(g) ocorreu na componente Goss {110}<001>. Como pode ser observado no aço 409TiNb, Figura 5.3b, o pico ocorreu na componente Goss {110}<001> com f(g) ~ 3.6. Entre as componentes da fibra α, a mais intensa foi {223}<110>, f(g) ~ 1.5.
52 52 Em ambos os aços, a fibra γ foi fracamente desenvolvida. Além disso, pode-se notar que a fibra α foi ligeiramente mais intensa no aço 409Ti =45º 2.4 a) b) 3.6 Figura 5.3 Seção das chapas laminadas a quente - ODF φ2 = 45º a) Aço 409Ti - b) Aço 409TiNb Além disto, a fração de contornos de baixo ângulo (2-15 ) para o aço 409TiNb é da ordem de 10% maior em relação ao 409Ti, o que mostra estado mais deformado, conforme resultados obtidos por EBSD, mostrados na Figura 5.4. Por outro lado, o aço 409Ti apresenta uma fração 11% maior de contorno de alto ângulo ( ) compatível com o estado menos deformado.
53 Fração de Contorno (%) % 90% 80% 70% 60% 62% 73% 50% 40% 30% 20% 10% 38% 27% 0% Aço mono estabilizado Aço bi estabilizado Ângulo do contono (graus) Figura Fração de contorno de baixo e alto ângulo Os teores de titânio e de nióbio em solução sólida (ΔNb e ΔTi) podem ser um dos fatores responsáveis pela diminuição da mobilidade dos contornos de grão. Sendo assim, os teores destes elementos em solução sólida foram calculados usando as equações 5.1 e 5.2 (45) : Ti = Ti 3,42N - (0,3 x 4C) Aço bi estabilizado (5.1) Nb = Nb - (0,70 x 7,74%C) Aço bi estabilizado (5.2) Os resultados dos cálculos são apresentados na Tabela IV. Tabela IV - Resultados do cálculo dos teores de Ti e Nb em solução sólida Aço %Ti %Nb %C %N Nb Ti 409Ti 0,17 0,02 0,007 0,008 0,000 0, TiNb 0,15 0,06 0,007 0,009 0,023 0,111
54 54 Apesar de considerado aço mono estabilizado ao Ti, o aço 409Ti possui teor de Nb residual que não pode ser negligenciado para efeito de cálculo, por isso as equações utilizadas para calcular o ΔNb e ΔTi foram as mesmas utilizadas para o aço 409TiNb. Estes resultados mostram que o aço 409TiNb possui maior quantidade de nióbio em solução sólida em relação ao aço 409Ti. Isto explica a dificuldade na migração dos contornos de grãos, devido ao drag effect (dificuldade de arraste de impurezas pelo contorno de grão) Tenacidade Os resultados de ensaio de impacto (Charpy -V) para avaliação da tenacidade dos materiais na condição BQ são mostrados na Figura 5.5. Figura 5.5 Resultados de ensaio de impacto - Charpy V Os resultados mostram que o aço 409TiNb possui temperatura de transição dúctil-frágil (TTDF) superior ao do aço 409Ti, o que pode estar relacionado com a microestrutura mais


55 N.D 55 deformada na condição BQ. Para o aço 409Ti, a TTDF está em torno de 43 C enquanto para o aço 409TiNb, aproximadamente 50 C. No passado houve a intensão do uso do aço inoxidável ASTM 409 na fabricação de tanques para o setor petrolífero, porém, sem sucesso. Contudo, o objetivo deste ensaio é de obter informações de tenacidade deste aço em caso de alguma eventual aplicação neste setor futuramente. 5.2 Bobinas Laminadas a Frio (BFE) Microestrutura e macrotextura A Figura 5.6 mostra as microestruturas ao longo da espessura na seção longitudinal de ambos os aços após laminados a frio. As análises dos aços deformados mostraram uma microestrutura semelhante, com grãos deformados e alongados na direção de laminação, como pode ser visto nas Figura 5.6a e Figura 5.6b. a) 100 m b) 100 m R.D Figura 5.6 Microestruturas das bobinas laminadas a frio (60% de redução) a) Aço 409Ti - b) Aço 409TiNb
56 56 A Figura 5.7 mostra as seções ODF φ 2 = 45º dos aços após laminados a frio. Como pode ser visto, a macro textura foi heterogênea ao longo da espessura para ambos os aços. A fibra α foi mais intensa que a fibra γ em ambas as amostras. Na região do centro a fibra α foi mais intensa, com pico na componente {001}<011> em ambos os aços. O aço 409TiNb apresentou fibra γ mais intensa em relação ao aço 409Ti, tanto na região próxima a superfície quanto no centro, como pode ser visto nas Figura 5.7c e Figura 5.7d. Na fibra γ a componente mais desenvolvida foi a componente {111}<011>, f(g) = 6.1, Figura 5.7d a) b) =45º c) d) Figura 5.7 Seção ODF φ 2 = 45º dos aços após laminados a frio (60% de redução) a) Superfície e b) Centro do aço 409Ti b) Superfície e d) Centro do aço 409TiNb


 5.3.")
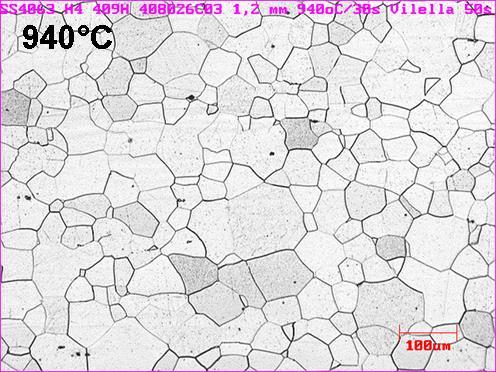







57 Bobinas Laminadas a Frio e Recozidas (BFE) Microestruturas após recozimento em laboratório As Figura 5.8 e Figura 5.9 mostram a evolução da microestrutura dos aços na condição de BFE que foram tratadas termicamente em laboratório. Figura Microestruturas do aço 409Ti










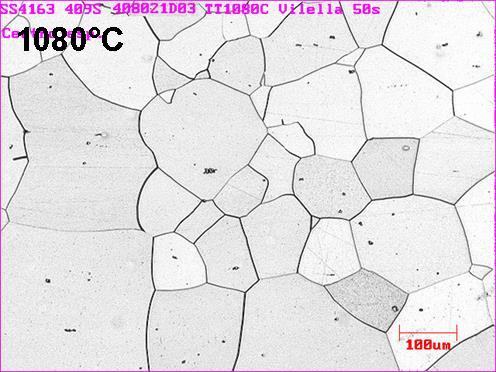
58 58 Figura Microestrutura do aço 409TiNb As análises mostram que o aço 409Ti apresenta grãos ainda deformados à temperatura de 850 C, Figura 5.10, e grãos totalmente recristalizados à temperatura de 880 C, Figura Por outro lado, o aço 409TiNb apresenta grãos já recristalizados à temperatura 850 C e 880 C, Figura 5.12 e Figura 5.13, respectivamente.


59 59 Figura Microestrutura do aço 409Ti recozido a 850 C com destaque de grãos ainda deformados Figura Microestrutura do aço 409Ti recozido a 880 C com destaque de pequenos grãos alinhados.


60 60 Figura Microestrutura do aço 409TiNb recozido a 850 C com grãos recristalizados Figura Microestrutura do aço 409TiNb recozido a 880 C com grãos recristalizados equiaxiais
 relata que a recristalização é impulsionada pela alta energia acumulada na estrutura deformada pelo trabalho a frio.")
61 61 Segundo Humphreys (28), quanto maior a deformação prévia, menor será a temperatura de recristalização. Adicionalmente, Krauss (2) relata que a recristalização é impulsionada pela alta energia acumulada na estrutura deformada pelo trabalho a frio. A evolução do crescimento de grão em função da temperatura se mostra bastante semelhante para os dois aços. No entanto, o aço 409TiNb apresenta tamanho de grão ligeiramente superior em relação ao aço 409Ti. Além disso, foi observado que a partir da temperatura de 1080ºC, o aço 409Ti apresenta martensita na microestrutura, o que não foi observado no aço 409TiNb. As Figura 5.14 a Figura 5.17 mostram as microestruturas dos aços recozidos nas temperaturas de 1080ºC e 1100ºC. Figura Microestrutura do aço 409Ti recozido a 1080 C com destaque para formação martensítica


62 62 Figura Microestrutura do aço 409Ti recozido a 1100 C com destaque para formação martensítica Figura Microestrutura do aço 409TiNb recozido a 1080 C sem presença de martensita
, apresentado na Tabela V, que faz um balanço entre os")
63 63 Figura Microestrutura do aço 409TiNb recozido a 1100 C sem presença de martensita O Fator de Ferrita, também conhecido como Fator Kaltenhauser (FK), apresentado na Tabela V, que faz um balanço entre os elementos alfagêneos e gamagêneos indicando a estabilidade da ferrita em alta temperatura, foi calculado utilizando a equação 5.3 (46). FK = Cr + 6Si + 8Ti + 4Mo + 2Al + 4Nb - 40(C+N) - 2Mn - 4Ni + 2Cu (5.3) Tabela V - Fator Kaltenhauser (FK) FK 409Ti 409TiNb 13,7 14,1 Os resultados mostram que ambos os aços possuem uma estequiometria balanceada de forma a não permitir formação de fase austenítica em alta temperatura, uma vez que o fator Kaltenhauser acima de 13,5 garante uma estrutura completamente ferrítica (46). No entanto, a partir de 1080 C, o aço 409Ti apresentou indícios de formação martensítica na microestrutura, indicando que o material entrou na fase bifásica (γ + α) nesta temperatura.
64 64 A Figura 5.18 mostra a evolução dos valores do tamanho médio de grão para os dois aços tratados termicamente (recozidos) em laboratório. Figura Evolução do tamanho médio do grão As análises das microestruturas, Figura 5.8 e Figura 5.9, juntamente com o gráfico da evolução do tamanho médio do grão, Figura 5.18, reforça que existe uma tendência de recristalização antecipada para o aço 409TiNb. Após a recristalização primária e crescimento de grãos, alguns grãos crescem as expensas dos outros, o que caracteriza crescimento anormal dos grãos (recristalização secundária) (28) observado com a mudança de patamar mostrada na Figura Este fenômeno ocorre para ambos os aços a partir da temperatura de 970 C, porém, com maior intensidade no aço 409TiNb.

.")
65 N.D Microestrutura e microtextura após recozimento industrial As microestruturas dos materiais após recozimento são mostradas na Figura 5.19 pelo mapa de orientação. Ambos os aços possuem microestrutura totalmente ferrítica e tamanho médio dos grãos com 38 ± 1 m e 37 ± 1 m para os aços 409Ti e 409TiNb, respectivamente. Como pode ser visto na Figura 5.19b, o aço 409TiNb exibe maior predominância de grãos com orientação preferencial de fibra γ em relação ao aço 409Ti. A fração volumétrica de fibra γ dos aços após recozimento foi 0,40 e 0,56 para o aço 409Ti e 409TiNb, respectivamente. Ambos os aços mostraram pequena fração de grãos com fibra θ, ({001}//N.D.). a) b) N.D R.D Figura 5.19 Microestrutura das chapas após recozimento a) Aço 409Ti - b) Aço 409TiNb
66 66 A Figura 5.20 mostra as seções de ODF φ 2 = 45º para ambos os aços após recozimento. Nota-se que a fibra γ foi fortemente desenvolvida com intensidade variada ao longo de φ 1. O máximo na fibra γ (f(g) = 6.4) ocorreu na componente {111}<121>, Figura 5.20b. Como pode ser visto, as componentes deslocadas como {332}<113> e {445}<334> foram desenvolvidas em ambas as amostras. Nota-se que a fibra θ e fibra α foram fracamente desenvolvidas =45º a) b) Figura 5.20 Seção ODF φ 2 = 45º dos aços após recozimento a) Aço 409Ti - b) Aço 409TiNb Propriedades Mecânicas A Tabela VI mostra os resultados dos coeficientes de anisotropia (normal médio e planar) e a relação /θ para os dois aços. Tabela VI Coeficiente de anisotropia normal médio, R, coeficiente de anisotropia planar, r, e razão /θ. Aços R r /θ 409Ti TiNb
67 67 Os valores obtidos mostram que o aço 409TiNb apresenta melhores resultados de coeficientes de anisotropia em relação ao aço 409Ti. O maior valor de R obtido no aço 409TiNb indica que o aço possui maior resistência à deformação na espessura da chapa em relação o aço 409Ti, favorecendo melhor desempenho nas operações envolvendo embutimento. A Figura 5.22 mostra os resultados do ensaio Swift (LDR-Limit Drawing Ratio) para os dois aços, e a Figura 5.22 mostra as condições das amostras após ensaio. O valor de LDR (normal) foi o mesmo para ambos os aços, no entanto, como a variação pode estar na faixa entre o diâmetro do blank que estampou sem fratura e o diâmetro posterior que apresentou falha, foi calculado o LRDc (calculado) interpolando o maior valor de carga crescente antes da ruptura e o valor decrescente após a fratura. Os resultados evidenciam o melhor desempenho do aço 409TiNb. Os valores dos coeficientes de anisotropia normal médio, R, e planar, Δr, são compatíveis com a maior profundidade de estampagem alcançada e menor nível de orelhamento. LDRn = 2,18 LDRc = 2,25 (a)
 a) Aço 409Ti - b) Aço 409TiNb (b) 1 2 1 2 1 Orelhamento")
 a) Aço 409Ti - b) Aço 409TiNb A Figura 5.")
68 68 LDRn = 2,18 LDRc = 2,31 Figura 5.21 Resultados de ensaio de embutimento (LDR) a) Aço 409Ti - b) Aço 409TiNb (b) Orelhamento (a) (b) 2 Profundidade de embutimento (a) (b) 1 - Earing 2 - Depth of cupping Figura 5.22 Condições das amostras após ensaio de embutimento (LDR) a) Aço 409Ti - b) Aço 409TiNb A Figura 5.23 mostra os resultados de ensaio de dureza e ensaio de tração para os dois aços:
")

69 69 (a) (b)
")
70 70 (c) (d)
 Dureza (b) Limite de escoamento - (c) Limite de Resistência (d) Alongamento uniforme - (e) Alongamento total (e) Os resultados apresentam valores muito")
71 71 Figura 5.23 Resultados de ensaios mecânicos (a) Dureza (b) Limite de escoamento - (c) Limite de Resistência (d) Alongamento uniforme - (e) Alongamento total (e) Os resultados apresentam valores muito semelhantes para os dois aços. Tanto os valores de limite de escoamento, limite de resistência mecânica quanto alongamento (uniforme e total), se mostraram praticamente os mesmos. Estes resultados mostram que a redução do teor de titânio e a adição de pequena quantidade de nióbio no aço não alteraram significativamente as propriedades mecânicas.
Aula 17 - Transformações no estado sólido. Transformações Estruturais a nível de tamanho e formato dos grãos
 Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1
 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO*
 INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
AÇOS INOXIDÁVEIS (Fe-Cr-(Ni))
)") AÇOS INOXIDÁVEIS (Fe-Cr-(Ni)) Ligas à base de Fe, com um mínimo de 11%Cr em solução para prevenir a corrosão Podem apresentar estrutura ferrítica, austenítica, martensítica, ou mista, consoante às % de
AÇOS INOXIDÁVEIS (Fe-Cr-(Ni)) Ligas à base de Fe, com um mínimo de 11%Cr em solução para prevenir a corrosão Podem apresentar estrutura ferrítica, austenítica, martensítica, ou mista, consoante às % de
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
Soldadura de Aços Inoxidáveis e Resistentes ao Calor
 Soldadura de Aços Inoxidáveis e Resistentes ao Calor Cn > 11% Resistência à corrosão Forma-se uma película de óxido de crómio superficial que não permite a oxidação do material no interior. Ni, Mo, Cu,
Soldadura de Aços Inoxidáveis e Resistentes ao Calor Cn > 11% Resistência à corrosão Forma-se uma película de óxido de crómio superficial que não permite a oxidação do material no interior. Ni, Mo, Cu,
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA. SMM0193 Ciência e Engenharia dos Materiais
 TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
METALOGRAFIA QUANTITATIVA
 METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
Identificação das fases e evolução da microdureza durante a formação de fase sigma em aço inoxidável dúplex SAF 2205
 Projeto de iniciação científica Identificação das fases e evolução da microdureza durante a formação de fase sigma em aço inoxidável dúplex SAF 2205 Relatório Final Bolsista: Clemente Kuntz Sutto e-mail:
Projeto de iniciação científica Identificação das fases e evolução da microdureza durante a formação de fase sigma em aço inoxidável dúplex SAF 2205 Relatório Final Bolsista: Clemente Kuntz Sutto e-mail:
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
DEFORMAÇÃO PLÁSTICA. Materiais Metálicos. Profa. Dra. Lauralice Canale
 DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
(1) (2) A equação 2 define um conjunto de equações lineares que pode ser resolvida dentro de condições adequadas para fornecer valores da FDOC [4].
![(1) (2) A equação 2 define um conjunto de equações lineares que pode ser resolvida dentro de condições adequadas para fornecer valores da FDOC [4].](/thumbs/83/87555748.jpg "(1) (2) A equação 2 define um conjunto de equações lineares que pode ser resolvida dentro de condições adequadas para fornecer valores da FDOC [4].") Comparação entre Diferentes Métodos de Cálculo da Função de Distribuição de Orientação Cristalográfica quando Aplicados em Aços Inoxidáveis Duplex Souza Junior,C.M; Abreu, H.F.G; Teodósio, J.R Resumo Vários
Comparação entre Diferentes Métodos de Cálculo da Função de Distribuição de Orientação Cristalográfica quando Aplicados em Aços Inoxidáveis Duplex Souza Junior,C.M; Abreu, H.F.G; Teodósio, J.R Resumo Vários
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
Tratamentos térmicos de aços inoxidáveis
 Tratamentos térmicos de aços inoxidáveis Aços inoxidáveis Aços de alta liga contendo ao menos 10% Cr Originados no início do século XX Stainless Steel Aço sem mancha Principal característica: resistência
Tratamentos térmicos de aços inoxidáveis Aços inoxidáveis Aços de alta liga contendo ao menos 10% Cr Originados no início do século XX Stainless Steel Aço sem mancha Principal característica: resistência
Textura Cristalográfica. Fernando JG Landgraf
 Textura Cristalográfica Fernando JG Landgraf 1 Impressão 3D (Manuf. Aditiva) em metais: Microestrutura mostrando poça de fusão do laser e grãos. Amostra F (300 W, 1000 mm/s) aumento de 1000x. Imagem de
Textura Cristalográfica Fernando JG Landgraf 1 Impressão 3D (Manuf. Aditiva) em metais: Microestrutura mostrando poça de fusão do laser e grãos. Amostra F (300 W, 1000 mm/s) aumento de 1000x. Imagem de
MECANISMOS DE ENDURECIMENTO DE METAIS
 1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA METALÚRGICA, MATERIAIS E DE MINAS - PPGEM. Dissertação de Mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA METALÚRGICA, MATERIAIS E DE MINAS - PPGEM Dissertação de Mestrado INFLUÊNCIA DA DEFORMAÇÃO A FRIO E RECOZIMENTO NA TEXTURA CRISTALOGRÁFICA
UNIVERSIDADE FEDERAL DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA METALÚRGICA, MATERIAIS E DE MINAS - PPGEM Dissertação de Mestrado INFLUÊNCIA DA DEFORMAÇÃO A FRIO E RECOZIMENTO NA TEXTURA CRISTALOGRÁFICA
Aços Inoxidáveis. A.S.D Oliveira
 Aços Inoxidáveis Aços inoxidáveis Aços de alta liga específicos para a resistencia a corrosão Principal elemento de liga: Cr normalmente superior a 12% Cr forma um fino filme de óxido de Cr aderente a
Aços Inoxidáveis Aços inoxidáveis Aços de alta liga específicos para a resistencia a corrosão Principal elemento de liga: Cr normalmente superior a 12% Cr forma um fino filme de óxido de Cr aderente a
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
Resolução do 2º Exame Final de Ciência de Materiais. Lisboa, 6 de Fevereiro de Resolução COTAÇÕES
 Resolução do 2º Exame Final de Ciência de Materiais Lisboa, 6 de Fevereiro de 2010 Resolução COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 1,00 2. (b) 1,00 2. (c) 1,00 2. (d) 0,50
Resolução do 2º Exame Final de Ciência de Materiais Lisboa, 6 de Fevereiro de 2010 Resolução COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 1,00 2. (b) 1,00 2. (c) 1,00 2. (d) 0,50
VALIDAÇÃO DO PARÂMETRO B. Linhas de Pesquisa: Metalurgia Física; Textura Cristalográfica; Comportamento Mecânico dos Metais; Propriedades Mecânicas.
 VALIDAÇÃO DO PARÂMETRO B Linhas de Pesquisa: Metalurgia Física; Textura Cristalográfica; Comportamento Mecânico dos Metais; Propriedades Mecânicas. Justificativa: Em linhas de produção industrial do tipo
VALIDAÇÃO DO PARÂMETRO B Linhas de Pesquisa: Metalurgia Física; Textura Cristalográfica; Comportamento Mecânico dos Metais; Propriedades Mecânicas. Justificativa: Em linhas de produção industrial do tipo
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono
 Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
AÇO-CARBONO AÇO-LIGA ALOTROPIA DO FERRO
 AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
Prova escrita de: 2º Exame de Ciência de Materiais. Lisboa, 14 de Julho de Resolução
 Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
4 Resultados e Discussão
 4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
Efeito dos elementos de liga nos aços
 Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
Efeito dos elementos de liga nos aços PMT-2402 Metalografia de Tratamentos Térmicos André Paulo Tschiptschin Amilton Sinatora Hélio Goldenstein Efeito dos elementos de liga nas transformações de fase no
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
Os aços inoxidáveis quando agrupados de acordo com suas estruturas metalúrgicas, apresentam-se em três grupos básicos:
 O que é Aço inox é o termo empregado para identificar uma família de aços contendo no mínimo 10,5% de cromo, elemento químico que garante ao material elevada resistência à corrosão. Distribuído de forma
O que é Aço inox é o termo empregado para identificar uma família de aços contendo no mínimo 10,5% de cromo, elemento químico que garante ao material elevada resistência à corrosão. Distribuído de forma
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio
 Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
UNIVERSIDADE FEDERAL DE MINAS GERAIS
 i UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalurgia e de Minas Dissertação de Mestrado Metalurgia Física EFEITO DA FRAÇÃO VOLUMÉTRiCA DE MARTENSITA, FORMADA NO RESFRIAMENTO
i UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalurgia e de Minas Dissertação de Mestrado Metalurgia Física EFEITO DA FRAÇÃO VOLUMÉTRiCA DE MARTENSITA, FORMADA NO RESFRIAMENTO
Processamento de materiais metálicos: o caso dos aços para fins eletromagnéticos
 Processamento de materiais metálicos: o caso dos aços para fins eletromagnéticos Prof. Fernando JG Landgraf Técnicas de processamento de materiais metálicos Extração dos metais (físico-química) Obter os
Processamento de materiais metálicos: o caso dos aços para fins eletromagnéticos Prof. Fernando JG Landgraf Técnicas de processamento de materiais metálicos Extração dos metais (físico-química) Obter os
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
CAP 11 - MICROESTRUTURAS
 CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
MICROESTRUTURA E PROPRIEDADE MECÂNICA DOS AÇOS INOXIDÁVEIS DUPLEX UNS S31803 E UNS S32304 APÓS LAMINAÇÃO A FRIO E RECOZIMENTO*
 MICROESTRUTURA E PROPRIEDADE MECÂNICA DOS AÇOS INOXIDÁVEIS DUPLEX UNS S31803 E UNS S32304 APÓS LAMINAÇÃO A FRIO E RECOZIMENTO* Karina Aparecida Martins Barcelos Gonçalves 1 Tarcísio Reis de Oliveira 2
MICROESTRUTURA E PROPRIEDADE MECÂNICA DOS AÇOS INOXIDÁVEIS DUPLEX UNS S31803 E UNS S32304 APÓS LAMINAÇÃO A FRIO E RECOZIMENTO* Karina Aparecida Martins Barcelos Gonçalves 1 Tarcísio Reis de Oliveira 2
Microdureza de fase sigma em aço inoxidável dúplex SAF 2205
 Projeto de iniciação científica Microdureza de fase sigma em aço inoxidável dúplex SAF 2205 Relatório final 27/02/2003 Bolsista: Luciane Emi Oiye e-mail: luciane_oiye@hotmail.com Orientador: Prof. Dr.
Projeto de iniciação científica Microdureza de fase sigma em aço inoxidável dúplex SAF 2205 Relatório final 27/02/2003 Bolsista: Luciane Emi Oiye e-mail: luciane_oiye@hotmail.com Orientador: Prof. Dr.
Seleção de Materiais
 METAIS Ferrosos Ligas de Aluminio Superligas - Aços carbono - Al puro - ligas Fe-Ni - Aços ferramenta - Al-Cu - ligas Ni - Ferros fundidos - Al-Mg - Ligas Co - Aços inoxdáveis - Al-Si Elevada resistência
METAIS Ferrosos Ligas de Aluminio Superligas - Aços carbono - Al puro - ligas Fe-Ni - Aços ferramenta - Al-Cu - ligas Ni - Ferros fundidos - Al-Mg - Ligas Co - Aços inoxdáveis - Al-Si Elevada resistência
Avaliação das propriedades mecânicas em ligas ferríticas com 5% de Mo e diferentes teores de Cr
 Avaliação das propriedades mecânicas em ligas ferríticas com 5% de Mo e diferentes teores de Cr Francisco Halyson Ferreira GOMES 1, Fernando Henrique da Costa SABÓIA 2, Rodrigo Freitas GUIMARÃES 3, Venceslau
Avaliação das propriedades mecânicas em ligas ferríticas com 5% de Mo e diferentes teores de Cr Francisco Halyson Ferreira GOMES 1, Fernando Henrique da Costa SABÓIA 2, Rodrigo Freitas GUIMARÃES 3, Venceslau
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
Cotações. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais 2º Teste (09.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas. Dissertação de Mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de Mestrado CINÉTICA DA RECRISTALIZAÇÃO E EVOLUÇÃO DA TEXTURA EM AÇO INOXIDÁVEL
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de Mestrado CINÉTICA DA RECRISTALIZAÇÃO E EVOLUÇÃO DA TEXTURA EM AÇO INOXIDÁVEL
Ciência e Engenharia de Materiais I Introdução aos Materiais
 Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO*
 EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
CORROSÃO INTERGRANULAR EM JUNTAS SOLDADAS - PARTE III
 CORROSÃO INTERGRANULAR EM JUNTAS SOLDADAS - PARTE III Eng. Ricardo Fedele, MSc. Engenheiro de Aplicação da Boehler Thyssen Técnica de Soldagem Ltda Prof. do Dep. de Eng. Mecânica e Metalúrgica da Escola
CORROSÃO INTERGRANULAR EM JUNTAS SOLDADAS - PARTE III Eng. Ricardo Fedele, MSc. Engenheiro de Aplicação da Boehler Thyssen Técnica de Soldagem Ltda Prof. do Dep. de Eng. Mecânica e Metalúrgica da Escola
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS
 AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
ANÁLISE DE TEXTURA CRISTALOGRÁFICA POR DIFRAÇÃO DE RAIOS X EM AÇOS IF COM DIFERENTES ADIÇÕES DE TITÂNIO, NIÓBIO E FÓSFORO
 ANÁLISE DE TEXTURA CRISTALOGRÁFICA POR DIFRAÇÃO DE RAIOS X EM AÇOS IF COM DIFERENTES ADIÇÕES DE TITÂNIO, NIÓBIO E FÓSFORO Andrea Pedroza da Rocha Santos Dissertação de Mestrado apresentada ao Programa
ANÁLISE DE TEXTURA CRISTALOGRÁFICA POR DIFRAÇÃO DE RAIOS X EM AÇOS IF COM DIFERENTES ADIÇÕES DE TITÂNIO, NIÓBIO E FÓSFORO Andrea Pedroza da Rocha Santos Dissertação de Mestrado apresentada ao Programa
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa
 PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa Título do Projeto: Estudo do Processo de Envelhecimento Dinâmico do Aço AISI 439 Área de Concentração/Linha de Pesquisa: Metalurgia Física / Estrutura,
PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa Título do Projeto: Estudo do Processo de Envelhecimento Dinâmico do Aço AISI 439 Área de Concentração/Linha de Pesquisa: Metalurgia Física / Estrutura,
CONFORMAÇÃO PLÁSTICA DOS METAIS LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Aço Inoxidável Ferrítico ACE P444A
 ArcelorMittal Inox Brasil Inoxidável Ferrítico ACE P444A transformando o amanhã 2 3 ACE P444A Tabela I Composição Química C Mn P S Si Cr Ni Outros 0,025 1,00 0,040 0,030 1,00 17,5-19,5 1,00 0,2+4(C+N)
ArcelorMittal Inox Brasil Inoxidável Ferrítico ACE P444A transformando o amanhã 2 3 ACE P444A Tabela I Composição Química C Mn P S Si Cr Ni Outros 0,025 1,00 0,040 0,030 1,00 17,5-19,5 1,00 0,2+4(C+N)
Processos de Conformação Metalúrgica
 Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Aços de Alta Liga resistentes à corrosão III
 Aços de Alta Liga resistentes à corrosão III O esquema a seguir mostra um levantamento sobre os tipos mais comuns de aços austeníticos resistentes a corrosão. Historicamente o primeiro aço austenitico
Aços de Alta Liga resistentes à corrosão III O esquema a seguir mostra um levantamento sobre os tipos mais comuns de aços austeníticos resistentes a corrosão. Historicamente o primeiro aço austenitico
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
ESTUDO DA SENSITIZA ÇÃO EM AÇOS INOXIDÁVEIS AISI 321 QUE OPERAM EM REFINARIA DE PETRÓLEO EM TEMPERATURAS ENTRE 500 E C.
 ESTUDO DA SENSITIZA ÇÃO EM AÇOS INOXIDÁVEIS AISI 321 QUE OPERAM EM REFINARIA DE PETRÓLEO EM TEMPERATURAS ENTRE 500 E 600 0 C. Gomes da Silva, M.J. Fortaleza, CE, Brasil, mgsilva@dem.ufc.br Mendes, M.P.
ESTUDO DA SENSITIZA ÇÃO EM AÇOS INOXIDÁVEIS AISI 321 QUE OPERAM EM REFINARIA DE PETRÓLEO EM TEMPERATURAS ENTRE 500 E 600 0 C. Gomes da Silva, M.J. Fortaleza, CE, Brasil, mgsilva@dem.ufc.br Mendes, M.P.
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
05 MATERIAIS DE CONSTRUÇÃO MECÂNICA. Engenharia Mecânica Prof. LuisFernando
 05 MATERIAIS DE CONSTRUÇÃO MECÂNICA Engenharia Mecânica Prof. LuisFernando FRATURA TIPO TAÇA-CONE Prof. Dr. Rodrigo Magnabosco 3 4 Liberty ships Liberty ships Liberty ships Liberty ships Liberty ships
05 MATERIAIS DE CONSTRUÇÃO MECÂNICA Engenharia Mecânica Prof. LuisFernando FRATURA TIPO TAÇA-CONE Prof. Dr. Rodrigo Magnabosco 3 4 Liberty ships Liberty ships Liberty ships Liberty ships Liberty ships
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada. Columbus Stainless. Nome X2CrNil2. Elementos C Mn Si Cr Ni N P S
 Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais.
 Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
Beneficiamento de Aços [21]
![Beneficiamento de Aços [21]](/thumbs/50/27312966.jpg "Beneficiamento de Aços [21]") [21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
[21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
ESFEROIDIZAÇÃO DO AÇO SAE 1080*
 ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
AÇOS INOXIDÁVEIS considerações sobre estampagem
 AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
Graduanda em Engenharia Metalúrgica, Centro Universitário do Leste de Minas Gerais - Unileste, Coronel Fabriciano, Minas Gerais, Brasil.
 CARACTERIZAÇÃO DE UM AÇO INOXIDÁVEL DUPLEX EM COMPARAÇÃO A AÇOS INOXIDÁVEIS FERRITICOS E AUSTENÍTICOS EM RELAÇÃO À MICROESTRUTURA E PROPRIEDADES MECÂNICAS EM TRAÇÃO* Marcela Alves Silva 1 Beatriz Araújo
CARACTERIZAÇÃO DE UM AÇO INOXIDÁVEL DUPLEX EM COMPARAÇÃO A AÇOS INOXIDÁVEIS FERRITICOS E AUSTENÍTICOS EM RELAÇÃO À MICROESTRUTURA E PROPRIEDADES MECÂNICAS EM TRAÇÃO* Marcela Alves Silva 1 Beatriz Araújo
APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I
 APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I Normalização na construção civil Normalizar: É padronizar atividades específicas e repetitivas. Normas técnicas: Documentos aprovados por instituições
APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I Normalização na construção civil Normalizar: É padronizar atividades específicas e repetitivas. Normas técnicas: Documentos aprovados por instituições
- Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval.
 Aço -Histórico - Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval. - Conversor Bessemer Fonte Infomet Processamento
Aço -Histórico - Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval. - Conversor Bessemer Fonte Infomet Processamento
Corrosão de aços alta liga II
 Corrosão de aços alta liga II Durante a laminação a quente de aços austeníticos, são precipitadas diferentes fases como carbonetos de cromo, fase sigma e etc., as quais não melhoram as propriedades do
Corrosão de aços alta liga II Durante a laminação a quente de aços austeníticos, são precipitadas diferentes fases como carbonetos de cromo, fase sigma e etc., as quais não melhoram as propriedades do
ESTUDO DA POROSIDADE EM AÇO INOXIDÁVEL DÚPLEX OBTIDO POR MOAGEM DE ALTA ENERGIA
 ESTUDO DA POROSIDADE EM AÇO INOXIDÁVEL DÚPLEX OBTIDO POR MOAGEM DE ALTA ENERGIA Angélica Cristina Mendes Corrêia (BIC/Araucária - UEPG), Osvaldo Mitsuyuki Cintho (Orientador), e-mail: omcintho@uepg.br.
ESTUDO DA POROSIDADE EM AÇO INOXIDÁVEL DÚPLEX OBTIDO POR MOAGEM DE ALTA ENERGIA Angélica Cristina Mendes Corrêia (BIC/Araucária - UEPG), Osvaldo Mitsuyuki Cintho (Orientador), e-mail: omcintho@uepg.br.
5.1.1.Região de grãos grosseiros inalterados (RGGI ZTA) 1200 C
 1200 C") 5. Discussão Neste capitulo serão avaliadas as diferenças entre as propriedades mecânicas e microestruturais existentes nas diferentes regiões da ZTA, correspondente a uma solda multipasse. Uma primeira
5. Discussão Neste capitulo serão avaliadas as diferenças entre as propriedades mecânicas e microestruturais existentes nas diferentes regiões da ZTA, correspondente a uma solda multipasse. Uma primeira
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP UEMG UFOP - CETEC - UEMG Dissertação de Mestrado "Influência de Tratamentos Térmicos de Recozimento na Precipitação de Fase Sigma e nas Propriedades
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP UEMG UFOP - CETEC - UEMG Dissertação de Mestrado "Influência de Tratamentos Térmicos de Recozimento na Precipitação de Fase Sigma e nas Propriedades
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS
 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Tese "Recristalização de aço inoxidável ferrítico estabilizado ao Nióbio durante a simulação por ensaios de torção da
REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Tese "Recristalização de aço inoxidável ferrítico estabilizado ao Nióbio durante a simulação por ensaios de torção da
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
12, foram calculados a partir das equações mostradas seguir, com base nas análises químicas apresentadas na Tabela 8.
 5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
Conformação Plástica.
 Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Aula 11: Estruturas de Solidificação
 Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
SUMÁRIO. 1 Introdução Obtenção dos Metais Apresentação do IBP... xiii. Apresentação da ABENDI... Apresentação da ABRACO...
 SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
Profa. Dra. Lauralice Canale
 Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
TRATAMENTO TÉRMICO PARTE 2
 TRATAMENTO TÉRMICO PARTE 2 Antes de falarmos sobre tratamento térmico, devemos conhecer estruturas cristalinas Estrutura Cristalina O que é uma Estrutura Cristalina? É a maneira segundo a qual os átomos,
TRATAMENTO TÉRMICO PARTE 2 Antes de falarmos sobre tratamento térmico, devemos conhecer estruturas cristalinas Estrutura Cristalina O que é uma Estrutura Cristalina? É a maneira segundo a qual os átomos,