JUNTAS ADESIVADAS EM AÇOS DE ALTA RESISTÊNCIA
|
|
|
- Alexandre do Amaral Cipriano
- 6 Há anos
- Visualizações:
Transcrição
1 JUNTAS ADESIVADAS EM AÇOS DE ALTA RESISTÊNCIA Aluno: Thais Bastos de Castro; Guilherme Werner Castelo Branco Orientador: Ivani de S. Bott Introdução As vantagens oferecidas pelos adesivos estruturais são muitas. No entanto existe sempre a perspectiva da melhora contínua das propriedades das juntas unidas por adesão e da aplicação destes adesivos para atender as necessidades industriais. Uma das principais vantagens dos adesivos em geral é poder unir materiais similares e dissimilares sem deixar de fornecer rigidez às juntas. Mas, para que a resistência das juntas atendam as novas demandas, é preciso conhecer as propriedades do adesivo, o processo de cura durante o processo de colagem e levar em conta fatores que possam limitar a utilização da junta e/ou do adesivo, ou seja, as condições do ambiente. Tão importante quanto conhecer o adesivo, é a necessidade de se conhecer o aderente, isto é, a superfície na qual será aplicado o adesivo. A condição da superfície do aderente influencia diretamente a qualidade da união e durabilidade das juntas [1, 2]. No caso da produção da carroceria de automóveis, na qual são utilizadas chapas de aço cuja espessura pode variar entre,5 a 2, mm, pode-se utilizar a colagem para formar uma unidade que permita gerar o automóvel como um todo. Essa colagem (Adhesive Bonding) de aços é o objeto de estudo deste trabalho, o qual aborda a relação aderente/adesivo de forma a avaliar a resistência ao cisalhamento da junta em diversas condições de superfície do aderente, assim como avalia a influência da temperatura e da umidade. Métodos e Materiais Estão sendo estudadas juntas de dois aços da classe DP (Dual Phase), o DP6 e o DP78, cuja composição química está listada na Tabela 1, em três condições de superfície: lixamento com lixa de granulometria 1; atacados com Nital 2%; e lixados (lixa 1) e atacados. A Tabela 2 resume as condições das superfícies dos aderentes. Em todas as juntas foi usado o adesivo BETAMATE 7335GB. Aço C Mn Si Cr Ni Al Cu Ti V Nb DP DP Tabela 1: Composição Química dos Aços Duplex ( % em pêso) Superfície Condição 1 Lixamento com Lixa #1 2 Lixamento com Lixa #1 + Ataque com Reagente Nital 2% 3 Ataque com Reagente Nital 2% Tabela 2: Condições da Superfície 1
2 Metodologia Experimental para a Caracterização das Superfícies Aderentes Determinação da Rugosidade A rugosidade é um parâmetro de relevância significativa para a adesão. Isto ocorre porque existe uma correlação entre a rugosidade das superfícies e a resistência da junta. A rugosidade superficial apresenta-se como um parâmetro micro geométrico importante na busca de melhores desempenhos de processos e produtos, onde a rugosidade pode representar um fator fundamental do desempenho da junta adesiva. Para o teste de rugosidade, é importante saber que a linha média de medida é disposta paralelamente à direção geral do perfil, de modo que as áreas superiores e inferiores à linha média sejam iguais. As médias aritmética (Ra roughness arithmetic) e quadrática (Rq roughness quadratic) são medidas importantes, que ajudam a avaliar a rugosidade de uma superfície. A média aritmética é o parâmetro geralmente utilizado para medição de rugosidade, em que grandes picos e vales não são destacados com muita importância. Já na média quadrática, a detecção de picos e vales na superfície analisada é evidenciada, visto que o desvio envolve um termo quadrado, o que acentua as discrepâncias. Os dados de rugosidade obtidos para as amostras dos aços em estudo foram realizadas em um Microscópio óptico motorizado, que permite controlar os movimentos x-y-z do deslocamento da amostra, de modo que é possível obter representações da topografia da superfície em 3D. Neste caso, a rugosidade é medida pela reflexão da radiação eletromagnética, em que radiações de diferentes comprimentos de onda são refletidas de formas distintas, de acordo com a rugosidade da superfície avaliada. Metodologia de preparo dos Corpos de Prova Ensaio de Cisalhamento das Juntas Foram usinadas 24 peças com dimensões 25 mm x 1 mm de cada substrato, conforme mostrado na Figura 1. A partir dessas peças foram fabricadas e ensaiadas 12 amostras do DP6 e 12 amostras do DP78. 1mm 25mm Figura 1: Geometria de dimensões dos substratos As juntas sobrepostas foram preparadas, posicionando duas peças (Figura 2a) com dimensões de 25 mm x 1 mm utilizando-se um gabarito (Figura 2b) com oito parafusos. A sobreposição foi mantida com uma distância de 1 mm uma da outra, distância esta preenchida com o adesivo BETAMATE 7335GB. Foi aplicado um torque igual (com a utilização de um torquímetro) para todos os oito parafusos do gabarito a fim de tornar a colagem a mais uniforme possível. A área de colagem foi demarcada por um quadrado de área 25 mm², medido com um paquímetro. 2


 (b) Figura 3: Molde de silicone (a) e corpo de prova obtido (b) a partir da aplicação e cura do adesivo BETAMATE 7335GB dentro das")

3 (a) (b) Figura 2: Preparação da junta sobreposta (a), e gabarito utilizado (b) Ensaio de Tração do Adesivo Para a obtenção das amostras do adesivo BETAMATE 7335GB, foi necessário fabricar um molde de silicone. Este molde de silicone foi obtido utilizando uma caixa de papelão de fundo plano, na qual cinco amostras de resina epoxi, com o formato do corpode prova, foram dispostas lado a lado. Sobre este arranjo espalhou-se a borracha de silicone. Após cura da borracha, o molde de silicone (Figura 3a) ficou pronto para a obtenção dos corpos de prova do adesivo (Figura 3b). (a) (b) Figura 3: Molde de silicone (a) e corpo de prova obtido (b) a partir da aplicação e cura do adesivo BETAMATE 7335GB dentro das cavidades do molde de silicone. Resultados As imagens 3D, Figuras 4 e 5, foram geradas através de um Microscópio Óptico Axio Imager M2m, 1com resolução 1292 x 968 pixels, objetiva de 2x e uma câmera Axiocam MRc5. As imagens 3D foram construídas pela sobreposição de imagens com distâncias focais diferentes. Nessas imagens pode-se observar os picos e vales de cada amostra em sua respectiva condição. 3


4 Lixamento com lixa #1. Ataque com Nital 2% Lixa #1 e ataque com Nital 2% Figura 4: Imagem e medidas da rugosidade da superfície do aço DP 6 Em cada amostra foram realizadas três medidas em regiões distintas, em pontos aleatórios e distantes uns dos outros, a fim de estimar-se a rugosidade nas superfícies; sendo então tirada uma média para dos valores obtidos. A superfície do aço DP6 mostrou uma maior rugosidade quando submetida somente ao ataque químico, com uma média de 2,62 µm. Já o mesmo material submetido somente a lixa apresentou um valor de rugosidade de 2,21µm e quando lixado e atacado de 2,13 µm. Lixamento com lixa #1. Ataque com Nital 2% Lixa #1 e ataque com Nital 2% Figura 5: Imagem e medidas da rugosidade da superfície do aço DP78 A superfície do aço DP78 também se destacou em termos de rugosidade quando submetida ao ataque químico, apresentando uma média de 2,4 µm, enquanto a mesma somente lixada apresentou 2,26 µm e quando lixada e atacada 2,29 µm. Com esses dados, pode-se observar que quando submetidos ao lixamento com a lixa #1, tanto sozinha quanto combinada com o ataque químico, a amostra DP78 se mostrou mais rugosa que 4
5 a DP6; enquanto que na presença do ataque somente, a amostra DP6 obteve uma rugosidade maior (Figura 6). No entanto, em termos de classificação de metrologia, esta diferença de rugosidade entre os dois aços não é relevante. Ambos possuem um grau de acabamento que se encaixa na classe de rugosidade N8 [3], classe que abrange rugosidades aritméticas de até 3,2 µm RA RQ RA RQ Rugosidade m Rugosidade m Lixa #1 NItal 2% Lixa #1+ Nital 2% Lixa #1 NItal 2% Lixa #1+ Nital 2% Condição da superfície DP6 (a) (b) Figura 6: Rugosidade aritimética e quadrática das superfície dos aços DP6 (a) e DP78 (b) nas três condições estudadas Os ensaios de tração foram realizados com auxílio de um extensômetro; tendo sido geradas as curvas tensão-deformação tanto das 5 amostras do adesivo, como também das 24 juntas adesivadas. A partir dessas curvas foram obtidos valores das tensões e deformações máximas de cada junta e do adesivo. A Figura 7 mostra as curvas obtidas para as juntas e a Figura 8 para o adesivo.. Condição da superfície DP78 Figura 7: Gráficos tensão x deformação das juntas de aço coladas nas condições: (a) como recebidas; (b) lixadas com lixa 1; (c) atacadas com uma solução Nital 2%e (d) lixadas (lixa 1) e atacadas (Nital 2%). 5
6 Quanto ao aço DP6, observa-se que as amostras na condição de como recebida apresentam tensão máxima média de aproximadamente 2 MPa e deformação máxima média de aproximadamente,4. Utilizando esses valores e essa condição como referencia, os valores encontrados para as demais condições foram analisados. Pode-se perceber que todas as condições apresentaram uma redução do valor da tensão máxima, sendo a que apresentou maior e menor redução, respectivamente, foram as condições lixada e atacada quimicamente. Quanto à deformação máxima, pode-se observar que as condições lixada e atacada e só atacada quimicamente apresentaram deformação máxima semelhante a condição de referencia ( como recebida ), enquanto a amostra condição de lixada apresentou uma deformação máxima menor. Já para o aço DP78, as amostras na condição como recebida apresentam tensão máxima média de aproximadamente 215 MPa e deformação máxima média de aproximadamente,4. Utilizando esses valores e essa condição como referencia, os valores encontrados para as demais condições foram analisados. Pode-se observar que em todas as condições ocorreu uma redução do valor da tensão máxima média, sendo a que apresentou maior e menor redução, respectivamente, foram as condições atacada quimicamente e lixada e atacada. Quanto à deformação máxima média, observa-se que a amostra na condição lixada possuiu deformação máxima média semelhante a condição de referencia ( como recebida ), enquanto as demais possuíram deformação máxima média superior. A amostra que possuiu maior deformação máxima média foi a amostra na condição atacada quimicamente, aproximadamente,,7mm Corpo1 Corpo2 Corpo3 Corpo4 Corpo ,,1,2,3,4,5 Deformação (mm) Figura 8: Gráfico tensão x deformação representando o comportamento de cada corpo de prova feito com o adesivo no molde supracitado. Molhabilidade A molhabilidade é avaliada pelo ângulo de contato do líquido com a superfície sólida e quanto maior for esse ângulo, melhor é a molhabilidade, i. é, mais o fluido molha se espalha sobre a amostra. Nos ensaios realizados foi avaliada a molhabilidade do adesivo em três (3) amostras por condição de superfície para cada aço, totalizando 24 amostras de dimensão 2 mm x 2 mm. 6
 através de uma câmera acoplada ao equipamento.")
7 Os ensaios de medida da molhabilidade foram realizados em uma lupa. O procedimento para medir os ângulos consistiu em capturar a imagem da gota de adesivo curado na superfície de interesse (Figura 9) através de uma câmera acoplada ao equipamento. O ângulo de contato entre a amostra e a gota do adesivo foi medido manualmente. Figura 9: Imagem dos ângulos de contato. As medidas foram realizadas para cada lado da gota e o valor utilizado corresponde a média dos dois ângulos de contato para três (3) amostras de cada condição de superfície para cada aço, obtendo-se assim um resultado mais confiável. A Tabela 3 lista os ângulos de contato obtidos. Amostra Medida DP 6A 29,4 DP 6L 23,89 DP 6LA 23,23 DP 6N 29,2 DP 78A 26,21 DP 78L 25,12 DP 78LA 24,93 DP 78N 27,5 Tabela 3: Ângulos de contatos medidos. Quanto ao aço DP6, pode-se observar que as amostras nas condições de como recebida e atacada com reagente nital 2% (Condição 3) apresentaram maiores ângulos de contato, enquanto as amostras nas condições lixada com lixa #1 e atacada com reagente nital 2% (Condição 2) e lixada com lixa #1 (Condição 1) apresentaram ângulos menores. Assim, comparativamente às condições iniciais de como recebida percebe-se que as amostras nas condições 1 e 2 se espalharam mais na superfície metálica, conforme mostrado na Tabela 3. A partir dos valores presentes na Tabela 3 referentes ao aço DP78, pode-se perceber que as amostras na condição 1 e 2 possuíram resultados semelhantes dos ângulos de contato. Já as amostras nas condições como recebida e 3 apresentaram valores maiores em relação as 7
8 condições citadas anteriormente. Assim, observa-se que as amostras nas condições 1 e 2 se espalharam mais na superfície metálica, conforme mostrado na Tabela 3. Influência de Umidade e Temperatura No atual estágio do trabalho, foram fabricadas amostras de dois aços DP (Dual Phase) de aplicação para a indústria automobilística, mais especificamente: DP6 e DP78. Busca-se determinar o comportamento de juntas adesivadas em diversas condições variando o tipo de ambiente. Deste modo, poderão ser determinadas as condições nas quais haverá maior resistência da junta. Metodologia de preparo dos Novos Corpos de Prova Ensaio de Cisalhamento das Novas Juntas Adesivadas Para a confecção das amostras foram usinadas 12 chapas, para cada tipo de aço cujas dimensões estão mostradas no desenho da figura 1: Essas chapas foram pesadas em pares em uma balança graduada em centigramas. Após a pesagem foi realizada a colagem numa área de 25 mm 2, como mostrado pela área hachurada na figura 2a, para criar a junta sobreposta. O adesivo utilizado nesta etapa foi do tipo BETAMATE TM 7335GB com cura à frio. Após a colagem as juntas foram colocadas em uma estufa para serem curadas, na temperatura de 175 o C, durante aproximadamente 5 (cinquenta) minutos. As juntas foram pesadas novamente para se obter a quantidade por massa de adesivo utilizado, em função da pesagem, as juntas adesivadas foram divididas em três grupos para cada tipo de aço conforme a quantidade de adesivo utilizado. DP6 DP78 Junta Antes (g) Depois (g) Diferença(g) Antes (g) Depois (g) Diferença(g) 1 55,3 55,22,19 54,91 55,17, ,93 55,27,34 55,9 55,52, ,44 55,81,37 55,53 55,8, ,69 56,97,28 52,39 52,75, ,15 54,38,23 54,41 55,59, ,48 54,66,18 57,71 57,92, ,1 56,28,27 57,26 57,52, ,36 59,72,36 58,6 58,84, ,6 55,41,35 57,78 58,13, ,33 INUTILIZADA INUTILIZADA 57,57 57,86, ,92 56,14,22 56,92 57,14, ,26 54,51,25 57,64 57,88, ,4 54,31,27 55,3 55,58, ,15 54,4,25 58,83 59,7, ,23 57,52,29 56,91 57,15, ,75 55,2,27 55,93 56,11, ,6 55,83,23 57,87 58,11, , 56,26,26 55,92 56,14, ,28 58,5,22 59, 59,26,26 8
9 2 53,7 53,85,15 57,9 58,18, ,36 54,61,25 58,47 58,66, ,17 54,62,45 58,75 58,99, ,64 54,83,19 59,5 59,34, ,38 53,64,26 58,2 58,41, ,21 53,45,24 57,5 57,25, ,41 54,72,31 59,3 59,49, ,82 54,1,28 53,8 54,2, ,6 55,29,23 58,36 58,54, ,4 57,57,17 59,95 6,8, ,63 56,86,23 58,49 58,63, ,15 57,35,2 54,8 54,26, ,54 56,77,23 56,32 56,49, ,4 57,18,14 56,69 56,87, ,15 57,45,3 59,2 59,4, ,73 53,91,18 55,57 55,75, ,33 55,64,31 51,66 51,84, ,14 54,36,22 56,24 56,43, ,1 56,29,19 56,8 57,1, ,82 56,15,33 5,93 51,17, ,21 55,49,28 5,9 51,12, ,1 54,22,21 56,69 56,91, ,75 52,95,2 58,37 58,62, ,63 58,8,17 58,68 58,89, ,73 55,9,17 57,3 57,53, ,63 57,78,15 58,97 59,17, ,59 54,76,17 58,59 58,79, ,1 55,27,17 58,62 58,93, ,66 56,84,18 58,1 58,3, ,46 56,65,19 57,96 58,13, ,55 55,77,22 55,85 56,7, ,8 56,17,37 53,89 54,8, ,7 54,88,18 53,54 53,74, ,48 56,63,15 56,56 56,75, ,51 58,73,22 55,72 55,9, ,62 56,76,14 53,87 54,6, ,1 55,28,17 55,98 56,13, ,8 56,39,31 57,5 57,29, ,47 56,79,32 57,17 57,39, ,65 57,94,29 57,23 57,41, ,26 56,59,33 57,73 58,1,28 Média,24,22 Tabela 4: Pesagem das chapas de aço antes e depois de coladas: Média final da massa de adesivo nas chapas de aço de,23g. 9
10 DP6 Variação menor ou igual que,2 g. Variação entre,2 g e,28 g. Variação maior ou igual que,28 g. DP78 Variação menor ou igual que,19 g. Variação entre,19 g e,24 g. Variação maior ou igual que,24 g. Divisão e Agrupamento das Juntas Adesivadas DP6 As juntas do aço DP6 foram numeradas de 1 a 6. Em seguida, foram separadas em grupos pela massa de adesivo presente. As juntas que apresentavam pouco adesivo em relação às outras, ou seja, quantidade menor ou igual a,2 gramas foram identificadas com o número 1. Resultando em 21 juntas identificadas com número 1. Essas juntas com pouco adesivo foram divididas em três condições: 1. Imersas em água por seis horas, sendo identificadas como Água, resultando em sete juntas identificadas como Água1. 2. Aquecidas à 2 C por seis horas, sendo identificadas como Temp, resultando em sete juntas identificadas como Temp1. 3. Mantidas nas Condições de Temperatura e Umidade Ambiente por 24 horas, sendo identificadas como UT, resultando em sete juntas identificadas como UT1. As juntas que apresentavam média quantidade de adesivo em relação às outras, ou seja, quantidade entre,2 gramas e,28 gramas foram identificadas com o número 2. Resultando em 2 juntas identificadas com número 2. Essas juntas com média quantidade de adesivo foram divididas em três condições: 1. Imersas em água por seis horas, sendo identificadas como Água, resultando seis juntas identificadas como Água2. 2. Aquecidas à 2 C por seis horas, sendo identificadas como Temp, resultando em sete juntas identificadas como Temp2. 3. Mantidas nas Condições de Temperatura e Umidade Ambiente por 24 horas, sendo identificadas como UT, resultando em sete juntas identificadas como UT2. As juntas que apresentavam mais adesivo em relação às outras, ou seja, quantidade maior ou igual a,28 gramas foram identificadas com o número 3. Resultando em 18 juntas identificadas com número 3. Essas juntas com pouco adesivo foram divididas em três condições: 1. Imersas em água por seis horas, sendo identificadas como Água, resultando seis juntas identificadas como Água3. 2. Aquecidas à 2 C por seis horas, sendo identificadas como Temp, resultando em seis juntas identificadas como Temp3. 1
11 3. Mantidas nas Condições de Temperatura e Umidade Ambiente por 24 horas, sendo identificadas como UT, resultando em seis juntas identificadas como UT3. DP78 As juntas do aço DP78 foram numeradas de 1 a 6. Em seguida, foram separadas em grupos pela massa de adesivo presente. As juntas que apresentavam pouco adesivo em relação às outras, ou seja, quantidade menor ou igual a,19 gramas foram identificadas com o número 1. Resultando em 2 juntas identificadas com número 1. Essas juntas com pouco adesivo foram divididas em três condições: 1. Imersas em água por seis horas, sendo identificadas como Água, resultando em sete juntas identificadas como Água1. 2. Aquecidas à 2 C por seis horas, sendo identificadas como Temp, resultando em sete juntas identificadas como Temp1. 3. Mantidas nas Condições de Temperatura e Umidade Ambiente por 24 horas, sendo identificadas como UT, resultando em sete juntas identificadas como UT1. As juntas que apresentavam média quantidade de adesivo em relação às outras, ou seja, quantidade entre,2 gramas e,28 gramas foram identificadas com o número 2. Resultando em 2 juntas identificadas com número 2. Essas juntas com média quantidade de adesivo foram divididas em três condições: 1. Imersas em água por seis horas, sendo identificadas como Água, resultando seis juntas identificadas como Água2. 2. Aquecidas à 2 C por seis horas, sendo identificadas como Temp, resultando em sete juntas identificadas como Temp2. 3. Mantidas nas Condições de Temperatura e Umidade Ambiente por 24 horas, sendo identificadas como UT, resultando em sete juntas identificadas como UT2. As juntas que apresentavam mais adesivo em relação às outras, ou seja, quantidade maior ou igual a,28 gramas foram identificadas com o número 3. Resultando em 18 juntas identificadas com número 3. Essas juntas com pouco adesivo foram divididas em três condições: 1. Imersas em água por seis horas, sendo identificadas como Água, resultando seis juntas identificadas como Água3. 2. Aquecidas à 2 C por seis horas, sendo identificadas como Temp, resultando em seis juntas identificadas como Temp3. 3. Mantidas nas Condições de Temperatura e Umidade Ambiente por 24 horas, sendo identificadas como UT, resultando em seis juntas identificadas como UT3. 1 a Condição: Imersos em água por 6 horas. Juntas do Aço DP6: Juntas com quantidade de adesivo menor ou igual a,2g: 1, 6, 2, 23, 29, 31 e 33. Juntas com quantidade de adesivo entre,2g e,28g: 5, 7, 11, 12, 13, 14 e 16. Juntas com quantidade de adesivo maior ou igual a,28g: 2, 3, 4, 8, 9 e

12 Juntas do Aço DP78: Juntas com quantidade de adesivo menor ou igual a,19g: 5, 16, 21, 26, 28, 29 e 3. Juntas com quantidade de adesivo entre,19g e,24g: 6, 11, 18, 24, 25 e 27. Juntas com quantidade de adesivo maior ou igual a,24g: 1, 2, 3, 4, 7, 8 e 9. 2 a Condição: Aquecidos a 2 o C por 6 horas. Juntas do Aço DP6: Juntas com quantidade de adesivo menor ou igual a,2g: 35, 38, 42, 43, 44, 45 e 46. Juntas com quantidade de adesivo entre,2g e,28g: 17, 18, 19, 21, 24 e 25. Juntas com quantidade de adesivo maior ou igual a,28g: 22, 26, 27, 34, 36 e 39. Juntas do Aço DP78: Juntas com quantidade de adesivo menor ou igual a,19g: 31, 32, 33, 35, 36 e 37. Juntas com quantidade de adesivo entre,19g e,24g: 34, 38, 4, 41, 43 e 44. Juntas com quantidade de adesivo maior ou igual a,24g: 1,12, 13, 14, 15, 17 e a Condição: Condições de Temperatura e Umidade Ambiente por 24 horas. Juntas do Aço DP6: Juntas com quantidade de adesivo menor ou igual a,2g: 47, 48, 49, 52, 53, 55 e 56. Juntas com quantidade de adesivo entre,2g e,28g: 28, 3, 32, 37, 41, 5 e 54. Juntas com quantidade de adesivo maior ou igual a,28g: 4, 51, 57, 58, 59, 6. Juntas do Aço DP78: Juntas com quantidade de adesivo menor ou igual a,19g: 49, 51, 53, 54, 55, 56 e 59. Juntas com quantidade de adesivo entre,19g e,24g: 45, 46, 47, 48, 5, 52 e 58. Juntas com quantidade de adesivo maior ou igual a,24g: 2, 22, 23, 39, 42, 57 e 6. Ensaio de Tração dos Novos Adesivos Para a obtenção das amostras do adesivo BETAMATE 7335GB foi necessário um molde de base metálica e para impedir a cura entre o molde e o adesivo foi aplicado um lubrificante. Foi espalhado o adesivo no molde e após 3 minutos, sob uma temperatura aproximada de 18 o C, os cinco corpos de prova estavam curados. Figura 1: Imagem dos corpos de prova antes de serem curados. 12

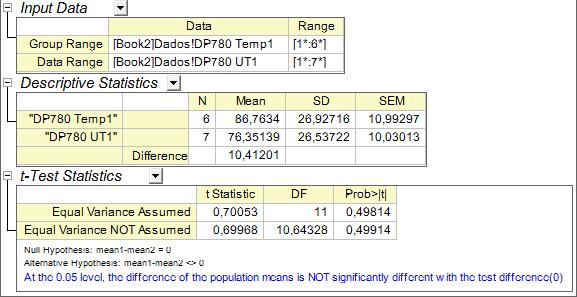
13 Resultados Ensaio de Cisalhamento das Juntas Adesivadas As amostras das juntas foram ensaiadas na máquina de tração Instron do ITUC, PUC-Rio, regulada com velocidade de 1 mm/min. Os dados referentes às tensões aplicadas por cisalhamento às juntas foram obtidos em MPa e deformação. A deformação foi obtida a partir da razão do deslocamento do travessão da máquina, pelo comprimento inicial da junta medido com um paquímetro. Os gráficos de cada junta estão representados nos Anexo 1 e Anexo 2. A partir dos valores das tensões máximas (MPa) suportadas em cada junta de cada subgrupo foi obtida a tabela 5 com as médias desses valores. Figura 11: Ensaio de cisalhamento da junta Classificações Utilizadas: Aço Dual Phase (DP)6 ou 78 diferenciando as chapas de aço utilizadas Juntas imersas em água por 6 horas (Água) Juntas sujeitas à temperatura de 2 C por 6 horas (Temp) Juntas sujeitas à umidade e temperatura ambiente por 24 horas (UT) Juntas com menos ou igual a,2 gramas de adesivo para o aço DP6 (1) Juntas com a quantidade de adesivo entre,2 e,28 gramas de adesivo para o aço DP6 (2) Juntas com mais ou igual a,28 gramas de adesivo para o aço DP6 (3) Juntas com menos ou igual a,19 gramas de adesivo para o aço DP78 (1) Juntas com a quantidade de adesivo entre,19 e,24 gramas de adesivo para o aço DP78 (2) Juntas com mais ou igual a,24 gramas de adesivo para o aço DP78 (3) CONDIÇÃO AÇO DP6 AÇO DP78 ÁGUA1 65,568 57,234 ÁGUA2 16, ,962 ÁGUA3 113,652 17, TEMP1 15,114 86,763 TEMP2 9,36 13,815 TEMP3 129, ,261 UT1 52,81 76,351 UT2 12,668 98,551 UT3 134,938 12,756 Tabela 5 Média das tensões suportadas em MPa por subgrupo. 13
14 A partir das máximas tensões suportadas por cada junta, foi feito, também, um BoxPlot, figura 12, fornecendo medianas, quartis e valores máximos e mínimos para os ensaios de cisalhamento de cada subgrupo: Tensão Máxima (MPa) DP6 Água1 DP6 Água2 DP6 Água3 DP6 Temp1 DP6 Temp2 DP6 Temp3 DP6 UT1 DP6 UT2 DP6 UT3 DP78 Água1 DP78 Água2 DP78 Água3 DP78 Temp1 DP78 Temp2 DP78 Temp3 DP78 UT1 DP78 UT2 DP78 UT3 Figura 12 BoxPlot dos valores de máxima tração suportada em cada junta. A partir da tabela 5, os testes estatísticos Two-Sample t-test nos Anexos de 3 a 1 e o BoxPlot, figura 12, foram realizadas quatro análises dos resultados. A primeira análise refere-se à resistência de tensões por diferentes chapas de aço expostas à mesma condição e com quantidades semelhantes de adesivo. Essa afirmação pode ser verificada pela Tabela 5, comparando o resultado de um modelo de chapa de aço com quantidade equivalente de adesivo com outro modelo, exposto à mesma condição de influência. Por exemplo, verificando que nos casos (Água1, Temp1, Temp3, UT2 e UT3) as que tiveram maior média de resistência foram as chapas de aço DP6, enquanto nas condições (Água 2, Água3, Temp2 e UT1) essas foram de aço DP78. Concluindo que não há um modelo de chapa de aço que tenha obtido um resultado melhor do que a outra; A segunda, dos Anexos de 5 a 1 é possível concluir, que, em geral, não existem expressivas diferenças em comparações entre condições de exposição diferentes para mesmas chapas de aço sujeitas às mesmas proporções de adesivo. Exceto no caso de DP6TEMP1 e DP78ÁGUA3 que obteve melhores resultados, em relação à DP6ÁGUA1, DP6UT1 e, no caso da DP78ÁGUA3, que obteve melhores resultados, em relação à DP78TEMP3 e DP78UT3. A terceira, obtida pela quantidade de adesivo utilizado. Pode ser verificado baseando-se nos Anexos 3 e 4, que retratam estatísticas entre chapas de aço do mesmo modelo, sob influência da mesma condição, com quantidades diferentes de adesivo. Retratando, em geral, que dentre as quantidades de pouco (1) e médio (2), de médio (2) e grande (3), não há uma grande diferença na resistência. Porém, ao comparar as de pouco (1), com as de muito adesivo (3), se conclui que 14

15 existe uma maior diferença entre suas resistências. Também, evidente no BoxPlot e na Tabela 5. Concluindo que a tendência a ter maior resistência é proporcional à quantidade de adesivo. Vale ressaltar que não foram feitos ensaios suficientes para averiguar o limite de adesivo para a veracidade da afirmação. A quarta, referente ao subgrupo que obteve a maior resistência dentre todos os subgrupos. Demonstrado pela Figura12, BoxPlot, que o subgrupo DP78ÁGUA3 obteve os melhores resultados, devido aos constantes e elevados valores obtidos nos ensaios de cisalhamento dessas juntas. Ensaios de Tração dos Novos Adesivos Os cinco corpos de prova foram submetidos a testes de tração para análise da resistência do adesivo BETAMATE 7335GB, figura 14. Obtendo o seguinte gráfico de Tensão por Deformação, figura 13, e a tabela com os máximos e a média desses valores, tabela 6: Figura 13: Ensaio de tração dos novos corpos de prova do adesivo Adesivo 1 Adesivo 2 Adesivo 3 Adesivo 4 Adesivo 5 Tensão x Deformação Adesivos 1,,2,4,6,8,1 Figura 14: Ensaio de tração dos novos adesivos. 15
16 Corpo de Prova Tensão Máxima (MPa) 1 25, , , , ,3561 Média 24,9692 Tabela 6 Máximas tensões e média para os corpos de prova dos novos adesivos. Conclusão Entre todas as juntas e condições estudadas, a junta que apresentou a maior resistência foi a do aço DP 78 com 17MPa na condição de imerssão em água por 6 horas e contendo,28g de adesivo. E no caso do aço DP 6 a maior resistência MPa, foi na condição de umidade e temperatura ambiente para a mesma quantidade de adesivo. Estes resultados indicam que a quantidade de adesivo pode ser o fator determinante da resistência da junta. 16
17 Anexo 1: Ensaios de Cisalhamento das Juntas Adesivadas do Aço DP Tensão x Deformação DP6 Agua1 DP6 1 DP6 6 DP6 2 DP6 23 DP6 29 DP6 31 DP Tensão x Deformação DP6 Agua2 DP6 5 DP6 7 DP6 11 DP6 12 DP6 13 DP6 14 DP Tensão x Deformação DP6 Agua3 DP6 2 DP6 3 DP6 4 DP6 8 DP6 9 DP ,,1,2,3,,1,2,3,,1,2, Tensão x Deformação DP6 Temp1 DP6 35 DP6 38 DP6 42 DP6 43 DP6 44 DP6 45 DP Tensão x Deformação DP6 Temp2 DP6 17 DP6 18 DP6 19 DP6 21 DP6 24 DP Tensão x Deformação DP6 Temp3 DP6 22 DP6 26 DP6 27 DP6 34 DP6 36 DP ,,1,2,3,,1,2,3,,1,2,3 2 Tensão x Deformação DP6 UT1 2 Tensão x Deformação DP6 UT2 2 Tensão x Deformação DP6 UT DP6 47 DP6 48 DP6 49 DP6 52 DP6 53 DP6 55 DP DP6 28 DP6 3 DP6 32 DP6 37 DP6 41 DP6 5 DP DP6 4 DP6 51 DP6 57 DP6 58 DP6 59 DP ,,1,2,3,,1,2,3,,1,2,3 17
18 Anexo 2: Ensaios de Cisalhamento das Juntas Adesivadas do Aço DP Tensão x Deformação DP78 Agua1 DP78 5 DP78 16 DP78 21 DP78 26 DP78 28 DP78 29 DP Tensão x Deformação DP78 Agua2 DP78 6 DP78 11 DP78 18 DP78 24 DP78 25 DP Tensão x Deformação DP78 Agua3 DP78 1 DP78 2 DP78 3 DP78 4 DP78 7 DP78 8 DP ,,1,2,3,,1,2,3,,1,2,3 2 Tensão x Deformação DP78 Temp1 2 Tensão x Deformação DP78 Temp2 2 Tensão x Deformação DP78 Temp DP78 31 DP78 32 DP78 33 DP78 35 DP78 36 DP DP78 34 DP78 38 DP78 4 DP78 41 DP78 43 DP DP78 1 DP78 12 DP78 13 DP78 14 DP78 15 DP78 17 DP ,,1,2,3,,1,2,3,,1,2,3 2 Tensão x Deformação DP78 UT1 2 Tensão x Deformação DP78 UT2 2 Tensão x Deformação DP78 UT DP78 49 DP78 51 DP78 53 DP78 54 DP78 55 DP78 56 DP DP78 45 DP78 46 DP78 47 DP78 48 DP78 5 DP78 52 DP DP78 2 DP78 22 DP78 23 DP78 39 DP78 42 DP78 57 DP ,,1,2,3,,1,2,3,,1,2,3 18


19 Anexo 3: Testes estatísticos considerando a relação de adesivo para DP6 Anexo 4: Testes estatísticos considerando a relação de adesivo para DP78 19


20 Anexo 5: Testes estatísticos considerando as diferentes condições a que foram expostas as chapas DP6 1 Anexo 6: Testes estatísticos considerando as diferentes condições a que foram expostas as chapas DP78 1 Anexo 7: Testes estatísticos considerando as diferentes condições a que foram expostas as chapas DP6 2 2
21 Anexo 8: Testes estatísticos considerando as diferentes condições a que foram expostas as chapas DP78 2 Anexo 9: Testes estatísticos considerando as diferentes condições a que foram expostas as chapas DP6 3 Anexo 1: Testes estatísticos considerando as diferentes condições a que foram expostas as chapas DP
22 Referências 1 - MONTEIRO, Delfim Ferreira. Análise do comportamento a fractura de juntas de aço efectuadas com adesivos estruturais. Universidade do Porto. Porto MARRA, Kleiner Marques, ALVARENGA, Evandro de Azevedo e VIEIRA, Sérgio Luiz, Adesividade de Aços Laminados a Frio da Usiminas Destinados a Indústria Automobilística,XXXVII Seminário de Laminação TALATI, Jigar. Surface Roughness Significance and symbol interpretation in drawing. Hexagon DesignCentre,Vadodara, acessado em maio de
COLAGEM APLICADA A INDÚSTRIA AUTOMOBILÍSTICA.
 COLAGEM APLICADA A INDÚSTRIA AUTOMOBILÍSTICA. Alunos: Antonio Rodrigues e Vitor Antoniazzi. Orientador: Ivani de S. Bott. Co-Orientador: José Roberto D Almeida. Introdução A ideia de se unir corpos sólidos
COLAGEM APLICADA A INDÚSTRIA AUTOMOBILÍSTICA. Alunos: Antonio Rodrigues e Vitor Antoniazzi. Orientador: Ivani de S. Bott. Co-Orientador: José Roberto D Almeida. Introdução A ideia de se unir corpos sólidos
7 Technological Constraints. est of tructural dhesives. connections. resistance. high
 Oct. >> Dec. Jan. >> Apr. Apr. >> Sep. 7 Technological Constraints est of tructural dhesives high connections resistance 1 INTRODUÇÃO E OBJECTIVOS... 82 1.1 COLAGEM COM ADESIVOS ESTRUTURAIS... 82 2 ESTUDO
Oct. >> Dec. Jan. >> Apr. Apr. >> Sep. 7 Technological Constraints est of tructural dhesives high connections resistance 1 INTRODUÇÃO E OBJECTIVOS... 82 1.1 COLAGEM COM ADESIVOS ESTRUTURAIS... 82 2 ESTUDO
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL
 3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
4 Materiais e Métodos
 44 4 Materiais e Métodos 4.1 Materiais utilizados Foram utilizadas para esta pesquisa as seguintes membranas de PTFE: Gore-Tex, Bionnovation e dois tipos diferentes de membranas produzidas durante a pesquisa,
44 4 Materiais e Métodos 4.1 Materiais utilizados Foram utilizadas para esta pesquisa as seguintes membranas de PTFE: Gore-Tex, Bionnovation e dois tipos diferentes de membranas produzidas durante a pesquisa,
3 Materiais e métodos
 3 Materiais e métodos O trabalho em estudo foi desenvolvido em diversos laboratórios, são eles: Laboratório de Estruturas e Materiais LEM - do Departamento de Engenharia Civil da PUC-Rio; Laboratório de
3 Materiais e métodos O trabalho em estudo foi desenvolvido em diversos laboratórios, são eles: Laboratório de Estruturas e Materiais LEM - do Departamento de Engenharia Civil da PUC-Rio; Laboratório de
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
TÉCNICO EM ELETROMECÂNICA METROLOGIA. Prof. Fábio Evangelista Santana, MSc. Eng.
 TÉCNICO EM ELETROMECÂNICA METROLOGIA Prof. Fábio Evangelista Santana, MSc. Eng. fsantana@cefetsc.edu.br PROGRAMAÇÃO Aula 1 2 Data 07/11 14/11 Conteúdo Correção da avaliação, blocos-padrão, calibradores,
TÉCNICO EM ELETROMECÂNICA METROLOGIA Prof. Fábio Evangelista Santana, MSc. Eng. fsantana@cefetsc.edu.br PROGRAMAÇÃO Aula 1 2 Data 07/11 14/11 Conteúdo Correção da avaliação, blocos-padrão, calibradores,
A Tabela 2 apresenta os valores médios de porosidade e o desvio padrão para as amostras dos Painéis de Fibra de Coco definidos nesta etapa.
 Figura 5 Amostras do teste de Porosidade. A Tabela 2 apresenta os valores médios de porosidade e o desvio padrão para as amostras dos Painéis de Fibra de Coco definidos nesta etapa. Tabela 2 Valores medidos
Figura 5 Amostras do teste de Porosidade. A Tabela 2 apresenta os valores médios de porosidade e o desvio padrão para as amostras dos Painéis de Fibra de Coco definidos nesta etapa. Tabela 2 Valores medidos
COLA PARA FUNDIÇÃO DETERMINAÇÃO DA RESISTÊNCIA À TRAÇÃO IMEDIATA E APÓS CÂMARA ÚMIDA DE CORPOS DE PROVA COLADOS EM ESTUFA
 Método de Ensaio Folha : 1 de 11 SUMÁRIO 1_ Objetivo 2_ Documentos a consultar 3_ Princípio do método 4_ Definição 5_ Aparelhagem 6_ Execução do ensaio 7_ Resultados 8_ Anexos A, B, C, D, E e F 1_ OBJETIVO
Método de Ensaio Folha : 1 de 11 SUMÁRIO 1_ Objetivo 2_ Documentos a consultar 3_ Princípio do método 4_ Definição 5_ Aparelhagem 6_ Execução do ensaio 7_ Resultados 8_ Anexos A, B, C, D, E e F 1_ OBJETIVO
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
5 Resultados Experimentais
 5 Resultados Experimentais 5.1. Introdução Neste capítulo são apresentados os resultados medidos dos dois testes experimentais em escala real realizados para a comparação dos resultados teóricos. 5.2.
5 Resultados Experimentais 5.1. Introdução Neste capítulo são apresentados os resultados medidos dos dois testes experimentais em escala real realizados para a comparação dos resultados teóricos. 5.2.
Dureza Vickers. Vários pesquisadores tentaram encontrar uma solução para superar essas dificuldades.
 A UU L AL A Dureza Vickers Na aula anterior, você ficou sabendo que o ensaio de dureza Rockwell representou um avanço em relação ao ensaio Brinell, já que possibilitou avaliar a dureza de vários metais,
A UU L AL A Dureza Vickers Na aula anterior, você ficou sabendo que o ensaio de dureza Rockwell representou um avanço em relação ao ensaio Brinell, já que possibilitou avaliar a dureza de vários metais,
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
3. MÉTODOS EXPERIMENTAIS
 3. MÉTODOS EXPERIMENTAIS 43 Para a realização dos experimentos, foram realizadas as etapas de definição e preparação das amostras da matéria prima com a variação das propriedades mecânicas (dureza do material),
3. MÉTODOS EXPERIMENTAIS 43 Para a realização dos experimentos, foram realizadas as etapas de definição e preparação das amostras da matéria prima com a variação das propriedades mecânicas (dureza do material),
COLA PARA FUNDIÇÃO DETERMINAÇÃO DA RESISTÊNCIA À TRAÇÃO APÓS CÂMARA ÚMIDA DE CORPOS DE PROVA COLADOS AO AR
 Método de Ensaio Folha : 1 de 10 SUMÁRIO 1_ Objetivo 2_ Documentos a consultar 3_ Princípio do método 4_ Definição 5_ Aparelhagem 6_ Execução do ensaio 7_ Resultados 8_ Anexos A, B, C, D, E e F. 1_ OBJETIVO
Método de Ensaio Folha : 1 de 10 SUMÁRIO 1_ Objetivo 2_ Documentos a consultar 3_ Princípio do método 4_ Definição 5_ Aparelhagem 6_ Execução do ensaio 7_ Resultados 8_ Anexos A, B, C, D, E e F. 1_ OBJETIVO
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS
 ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
ESTUDO DA INFLUÊNCIA DOS PARÂMETROS DE USINAGEM NO ACABAMENTO SUPERFICIAL E NA TOLERÂNCIA GEOMÉTRICA DE PEÇAS TORNEADAS Daniel Fabião Setti 1, José Eduardo Ferreira de Oliveira 2, Luiz Roberto Oliveira
Figura Elemento Solid 187 3D [20].
![Figura Elemento Solid 187 3D [20].](/thumbs/66/56081663.jpg "Figura Elemento Solid 187 3D [20].") 4 Modelagem numérica Neste capítulo são apresentados os parâmetros utilizados nos modelos numéricos, os quais são: condições de contorno, critérios de ruptura, tipo e ordem de malha. Foi usado o programa
4 Modelagem numérica Neste capítulo são apresentados os parâmetros utilizados nos modelos numéricos, os quais são: condições de contorno, critérios de ruptura, tipo e ordem de malha. Foi usado o programa
2 Procedimento experimental
 2 Procedimento experimental 2.1 Medição de viscosidade dinâmica A viscosidade dinâmica foi medida em um reômetro modelo DV-III da marca Brookfield, com geometria de cilindro-copo. O aquecimento do fluido
2 Procedimento experimental 2.1 Medição de viscosidade dinâmica A viscosidade dinâmica foi medida em um reômetro modelo DV-III da marca Brookfield, com geometria de cilindro-copo. O aquecimento do fluido
Ensaio de fluência. Nas aulas anteriores de ensaios de materiais, Nossa aula. O que é a fluência
 A U A UL LA Ensaio de fluência Introdução Nossa aula Nas aulas anteriores de ensaios de materiais, estudamos que todo corpo submetido a um esforço mecânico sofre uma deformação elástica, em maior ou menor
A U A UL LA Ensaio de fluência Introdução Nossa aula Nas aulas anteriores de ensaios de materiais, estudamos que todo corpo submetido a um esforço mecânico sofre uma deformação elástica, em maior ou menor
MÉTODO NUMÉRICO PARA A DETERMINAÇÃO DO MÓDULO DE TENACIDADE DE MATERIAIS A PARTIR DE ENSAIOS DE TRAÇÃO
 MÉTODO NUMÉRICO PARA A DETERMINAÇÃO DO MÓDULO DE TENACIDADE DE MATERIAIS A PARTIR DE ENSAIOS DE TRAÇÃO Autores: Pedro Henrique Gwiggner SERIGHELLI 1, Cristiano José TURRA 2, David Roza JOSÉ 3. 1 Graduando
MÉTODO NUMÉRICO PARA A DETERMINAÇÃO DO MÓDULO DE TENACIDADE DE MATERIAIS A PARTIR DE ENSAIOS DE TRAÇÃO Autores: Pedro Henrique Gwiggner SERIGHELLI 1, Cristiano José TURRA 2, David Roza JOSÉ 3. 1 Graduando
3URFHGLPHQWR([SHULPHQWDO
 3URFHGLPHQWR([SHULPHQWDO /LJD(VWXGDGD A liga estudada neste trabalho foi produzida pela firma francesa Pechiney Recherche na forma de placas laminadas de dimensões 270 mm de comprimento por 210 mm de largura
3URFHGLPHQWR([SHULPHQWDO /LJD(VWXGDGD A liga estudada neste trabalho foi produzida pela firma francesa Pechiney Recherche na forma de placas laminadas de dimensões 270 mm de comprimento por 210 mm de largura
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
ANOVA - parte I Conceitos Básicos
 ANOVA - parte I Conceitos Básicos Erica Castilho Rodrigues 9 de Agosto de 2011 Referências: Noções de Probabilidade e Estatística - Pedroso e Lima (Capítulo 11). Textos avulsos. Introdução 3 Introdução
ANOVA - parte I Conceitos Básicos Erica Castilho Rodrigues 9 de Agosto de 2011 Referências: Noções de Probabilidade e Estatística - Pedroso e Lima (Capítulo 11). Textos avulsos. Introdução 3 Introdução
ANÁLISE EXPERIMENTAL COMPARATIVA DE LAJES UNIDIRECIONAIS NERVURADAS PARA DIFERENTES PROCESSOS CONSTRUTIVOS.
 ANÁLISE EXPERIMENTAL COMPARATIVA DE LAJES UNIDIRECIONAIS NERVURADAS PARA DIFERENTES PROCESSOS CONSTRUTIVOS. RESUMO Ricardo frazzetto Guetner (1), Alexandre Vargas (2). UNESC Universidade do Extremo Sul
ANÁLISE EXPERIMENTAL COMPARATIVA DE LAJES UNIDIRECIONAIS NERVURADAS PARA DIFERENTES PROCESSOS CONSTRUTIVOS. RESUMO Ricardo frazzetto Guetner (1), Alexandre Vargas (2). UNESC Universidade do Extremo Sul
AVALIAÇÃO MECÂNICA DE TERMINAIS E BARRAS DE DIREÇÃO DE ACORDO COM
 Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 AVALIAÇÃO MECÂNICA DE TERMINAIS E BARRAS DE DIREÇÃO DE ACORDO COM A NORMA ABNT NBR 16130 Felipe Rollo 1, Celso R. Ribeiro 1 SGS Labmat
Blucher Engineering Proceedings Agosto de 2014, Número 2, Volume 1 AVALIAÇÃO MECÂNICA DE TERMINAIS E BARRAS DE DIREÇÃO DE ACORDO COM A NORMA ABNT NBR 16130 Felipe Rollo 1, Celso R. Ribeiro 1 SGS Labmat
BOLETIM TÉCNICO LAMINADOS
 A BOLETIM TÉCNICO LAMINADOS Última atualização Dez/2009 VERSÃO DEZ/2009 ACABAMENTOS NATURAL: O acabamento padrão da chapa possui baia reflectância e pode apresentar variações de brilho. BRILHANTE: Esse
A BOLETIM TÉCNICO LAMINADOS Última atualização Dez/2009 VERSÃO DEZ/2009 ACABAMENTOS NATURAL: O acabamento padrão da chapa possui baia reflectância e pode apresentar variações de brilho. BRILHANTE: Esse
CONJUNTOS MECÂNICOS. Figura 1. Representação de conjunto mecânico usando vistas ortográficas.
 CONJUNTOS MECÂNICOS Tão importante quanto conhecer os elementos de máquinas e projetá-los, é saber representar graficamente e interpretar esses elementos em desenhos técnicos. Máquinas (torno mecânico,
CONJUNTOS MECÂNICOS Tão importante quanto conhecer os elementos de máquinas e projetá-los, é saber representar graficamente e interpretar esses elementos em desenhos técnicos. Máquinas (torno mecânico,
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
DISPOSITIVO PARA AVALIAÇÃO DA PROFUNDIDADE DE CORROSÃO LOCALIZADA POR INSPEÇÃO RADIOGRÁFICA
 DISPOSITIVO PARA AVALIAÇÃO DA PROFUNDIDADE DE CORROSÃO LOCALIZADA POR INSPEÇÃO RADIOGRÁFICA Maurício de Oliveira Marcos Rodrigues Técnicos de Inspeção de Equipamentos e Instalações da Refinaria Presidente
DISPOSITIVO PARA AVALIAÇÃO DA PROFUNDIDADE DE CORROSÃO LOCALIZADA POR INSPEÇÃO RADIOGRÁFICA Maurício de Oliveira Marcos Rodrigues Técnicos de Inspeção de Equipamentos e Instalações da Refinaria Presidente
Foram realizados nos corpos de prova prismáticos com base no método A da norma ASTM
 54 4.4.2 Ensaio de impacto Foram realizados nos corpos de prova prismáticos com base no método A da norma ASTM D 256-03 (método Izod), na temperatura de 28 C, em um equipamento de impacto por pêndulo conforme
54 4.4.2 Ensaio de impacto Foram realizados nos corpos de prova prismáticos com base no método A da norma ASTM D 256-03 (método Izod), na temperatura de 28 C, em um equipamento de impacto por pêndulo conforme
3. Descrição dos Testes Experimentais
 36 3. Descrição dos Testes Experimentais Neste capítulo serão descritos todos os testes experimentais realizados. 3.1. Considerações Iniciais O sistema estrutural construído consiste em uma laje mista
36 3. Descrição dos Testes Experimentais Neste capítulo serão descritos todos os testes experimentais realizados. 3.1. Considerações Iniciais O sistema estrutural construído consiste em uma laje mista
Palavras chave: Aço-carbono, Tratamento Térmico, Propriedade Mecânica.
 Caracterização Mecânica e Microestrutural de um Aço AISI 1060 submetido a diferentes Meios de Resfriamentos Angela de Jesus Vasconcelos 1, Daniele Cristina de Brito Lima Soares 1, Adriano Matos Mendes
Caracterização Mecânica e Microestrutural de um Aço AISI 1060 submetido a diferentes Meios de Resfriamentos Angela de Jesus Vasconcelos 1, Daniele Cristina de Brito Lima Soares 1, Adriano Matos Mendes
Aplicação da Estatística de Weibull na Avaliação da Tensão de Ruptura a Flexão de Revestimento Cerâmico
 Aplicação da Estatística de Weibull na Avaliação da Tensão de Ruptura a Flexão de Revestimento Cerâmico Bruno Carlos Alves Pinheiro 1, Gustavo Matias Estevão 2, Ricardo da Rocha Vitor 3 1 Introdução Devido
Aplicação da Estatística de Weibull na Avaliação da Tensão de Ruptura a Flexão de Revestimento Cerâmico Bruno Carlos Alves Pinheiro 1, Gustavo Matias Estevão 2, Ricardo da Rocha Vitor 3 1 Introdução Devido
Estudo teórico-experimental sobre a estabilidade estrutural de painéis de cisalhamento ( Shear Wall ) do sistema construtivo Light Steel Framing
 do sistema construtivo Light Steel Framing") Estudo teórico-experimental sobre a estabilidade estrutural de painéis de cisalhamento ( Shear Wall ) do sistema construtivo Light Steel Framing Arq. Sabrina Moreira Villela Prof. Dr. Francisco Carlos
Estudo teórico-experimental sobre a estabilidade estrutural de painéis de cisalhamento ( Shear Wall ) do sistema construtivo Light Steel Framing Arq. Sabrina Moreira Villela Prof. Dr. Francisco Carlos
Medição de Deformação e Força I.B De Paula
 INTRODUÇÃO O projeto de componentes sujeitos a carga para máquinas e estruturas requer informações sobre as distribuições de forças e deformações a que esses componentes estão submetidos. A mecânica dos
INTRODUÇÃO O projeto de componentes sujeitos a carga para máquinas e estruturas requer informações sobre as distribuições de forças e deformações a que esses componentes estão submetidos. A mecânica dos
Caracterização microestrutural do aço ASTM-A soldado por GMAW.
 UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007
 8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 CARACTERIZAÇÃO DA RESINA TERMOPLÁSTICA DE POLIPROPILENO UTILIZADA NA FABRICAÇÃO DE CADEIRAS PLÁSTICAS Parmentier Carvalho,
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 CARACTERIZAÇÃO DA RESINA TERMOPLÁSTICA DE POLIPROPILENO UTILIZADA NA FABRICAÇÃO DE CADEIRAS PLÁSTICAS Parmentier Carvalho,
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
IV Seminário de Iniciação Científica
 ESTUDO DE LIGAÇOES DE PEÇAS DE BAMBU REFORÇADAS COM GRAUTE Josiane Elidia de Faria 1,4 ; José Dafico Alves 2,4 ; Alba Pollyana Silva 3,4. 1 Bolsista PIBIC/CNPq 2 Pesquisadora - Orientadora 3 Voluntário
ESTUDO DE LIGAÇOES DE PEÇAS DE BAMBU REFORÇADAS COM GRAUTE Josiane Elidia de Faria 1,4 ; José Dafico Alves 2,4 ; Alba Pollyana Silva 3,4. 1 Bolsista PIBIC/CNPq 2 Pesquisadora - Orientadora 3 Voluntário
NOTA 1: 7,0. Medidas Físicas de volume
 1 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIAS E TECNOLOGIA DA BAHIA IFBA - CAMPUS PAULO AFONSO UNIDADE ACADÊMICA DE ENGENHARIA ELÉTRICA DISCIPLINA FÍSICA EXPERIMENTAL I NOTA 1: 7,0 Experimento:Teoria do erro
1 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIAS E TECNOLOGIA DA BAHIA IFBA - CAMPUS PAULO AFONSO UNIDADE ACADÊMICA DE ENGENHARIA ELÉTRICA DISCIPLINA FÍSICA EXPERIMENTAL I NOTA 1: 7,0 Experimento:Teoria do erro
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
DETERMINATION OF MOISTURE IN TOBACCO LEAVES DE TABACO ATRAVÉS DA TÉCNICA DE MICRO ONDAS
 DETERMINATION OF MOISTURE IN TOBACCO LEAVES THROUGHTHE THE MICROWAVE TECHNIQUE DETERMINAÇÃO DO TEOR DE UMIDADE EM FOLHAS DE TABACO ATRAVÉS DA TÉCNICA DE MICRO ONDAS Prof. Dr.Carlos Alberto Klimeck Gouvea,
DETERMINATION OF MOISTURE IN TOBACCO LEAVES THROUGHTHE THE MICROWAVE TECHNIQUE DETERMINAÇÃO DO TEOR DE UMIDADE EM FOLHAS DE TABACO ATRAVÉS DA TÉCNICA DE MICRO ONDAS Prof. Dr.Carlos Alberto Klimeck Gouvea,
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
CALIBRAÇÕES. Goniômetro º 04. Nível de Bolha até 20 mm/m 0,0029 mm/m (0,6") Nível Eletrônico até 20 mm/m 0,0029 mm/m (0,6")
 Nível Eletrônico até 20 mm/m 0,0029 mm/m (0,6)") CALIBRAÇÕES DESCRIÇÃO DO SERVIÇO DIMENSIONAL INSTRUMENTOS E GABARITOS DE MEDIÇÃO DE ÂNGULO Goniômetro 360 00º 04 Nível Goniômetro 360 Nível de Bolha até 20 mm/m 0,0029 mm/m (0,6") Nível Eletrônico até
CALIBRAÇÕES DESCRIÇÃO DO SERVIÇO DIMENSIONAL INSTRUMENTOS E GABARITOS DE MEDIÇÃO DE ÂNGULO Goniômetro 360 00º 04 Nível Goniômetro 360 Nível de Bolha até 20 mm/m 0,0029 mm/m (0,6") Nível Eletrônico até
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
Scotch-Weld MR DP-105 Adesivo Estrutural
 Scotch-Weld MR DP-105 Adesivo Estrutural Dados Técnicos Agosto/99 Descrição do Produto O produto é um adesivo epoxi bi-componente com uma proporção de mistura de 1:1 em volume. Sua flexibilidade, quando
Scotch-Weld MR DP-105 Adesivo Estrutural Dados Técnicos Agosto/99 Descrição do Produto O produto é um adesivo epoxi bi-componente com uma proporção de mistura de 1:1 em volume. Sua flexibilidade, quando
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
ESCOAMENTOS UNIFORMES EM CANAIS
 ESCOAMENTOS UNIFORMES EM CANAIS Nome: nº turma INTRODUÇÃO Um escoamento em canal aberto é caracterizado pela existência de uma superfície livre. Esta superfície é na realidade uma interface entre dois
ESCOAMENTOS UNIFORMES EM CANAIS Nome: nº turma INTRODUÇÃO Um escoamento em canal aberto é caracterizado pela existência de uma superfície livre. Esta superfície é na realidade uma interface entre dois
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
RELATÓRIO DE ENSAIO LCP
 Empresa: Bérkel Chapas Acrílicas Ltda. Endereço: Av. Presidente Arthur Bernardes, 46/66 - Rudge Ramos. S Bernardo do Campo SP CEP: 09618-000. Tel.: (11) 4362-1300 Fax: (11) 4362-1300 A/C: Patrícia Greco.
Empresa: Bérkel Chapas Acrílicas Ltda. Endereço: Av. Presidente Arthur Bernardes, 46/66 - Rudge Ramos. S Bernardo do Campo SP CEP: 09618-000. Tel.: (11) 4362-1300 Fax: (11) 4362-1300 A/C: Patrícia Greco.
Soluções em Adesão Estrutural, Fixação e Vedação para Indústria Náutica
 Engineered Polymers Soluções em Adesão Estrutural, Fixação e Vedação para Indústria Náutica Polymers Sealants Polymers Adhesives PP&F Asia Polymers South America Aperfeiçoando a produção de barcos com
Engineered Polymers Soluções em Adesão Estrutural, Fixação e Vedação para Indústria Náutica Polymers Sealants Polymers Adhesives PP&F Asia Polymers South America Aperfeiçoando a produção de barcos com
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada. Columbus Stainless. Nome X2CrNil2. Elementos C Mn Si Cr Ni N P S
 Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Material e Métodos 46
 Material e Métodos 46 Figura 10: Apalpador do rugosímetro percorrendo a superfície do fio. O apalpador, a partir do ponto central, foi programado para percorrer 2.5mm em direção à extremidade esquerda.
Material e Métodos 46 Figura 10: Apalpador do rugosímetro percorrendo a superfície do fio. O apalpador, a partir do ponto central, foi programado para percorrer 2.5mm em direção à extremidade esquerda.
MATEMÁTICA PLANEJAMENTO 4º BIMESTRE º B - 11 Anos
 PREFEITURA MUNICIPAL DE IPATINGA ESTADO DE MINAS GERAIS SECRETARIA MUNICIPAL DE EDUCAÇÃO DEPARTAMENTO PEDAGÓGICO/ SEÇÃO DE ENSINO FORMAL Centro de Formação Pedagógica CENFOP MATEMÁTICA PLANEJAMENTO 4º
PREFEITURA MUNICIPAL DE IPATINGA ESTADO DE MINAS GERAIS SECRETARIA MUNICIPAL DE EDUCAÇÃO DEPARTAMENTO PEDAGÓGICO/ SEÇÃO DE ENSINO FORMAL Centro de Formação Pedagógica CENFOP MATEMÁTICA PLANEJAMENTO 4º
5 Análise Experimental
 5 Análise Experimental 5.1. Base de dados para testes Foram gravados diversos vídeos que serviram para realizar os testes realizados nesta dissertação. Cada um dos vídeos gerados para medir qualidade da
5 Análise Experimental 5.1. Base de dados para testes Foram gravados diversos vídeos que serviram para realizar os testes realizados nesta dissertação. Cada um dos vídeos gerados para medir qualidade da
José Santos * Marques Pinho ** DMTP - Departamento Materiais
 ** José Santos * Marques Pinho ** * DMTP - Departamento Materiais Apresentação em 3 partes I - Considerações teóricas sobre o módulo de elasticidade II - Descrição de ensaios laboratoriais III - Novas
** José Santos * Marques Pinho ** * DMTP - Departamento Materiais Apresentação em 3 partes I - Considerações teóricas sobre o módulo de elasticidade II - Descrição de ensaios laboratoriais III - Novas
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL
 UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL SALÃO DE INICIAÇÃO CIENTÍFICA 2014 Análise da Resistência à Compressão Simples e Diametral de Misturas com Areia, Metacaulim e Cal Aluno: Ricardo José Wink de
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL SALÃO DE INICIAÇÃO CIENTÍFICA 2014 Análise da Resistência à Compressão Simples e Diametral de Misturas com Areia, Metacaulim e Cal Aluno: Ricardo José Wink de
FIGURA 40 Geometria 7 utilizada para teste do sistema. TABELA 21 Programas CNC que foram utilizados para produzir a geometria da figura 40
 111 FIGURA 40 Geometria 7 utilizada para teste do sistema TABELA 21 Programas CNC que foram utilizados para produzir a geometria da figura 40 Programa CNC G90 x100 g3 x86.61 y49.98 r27 g90 x100.79 y37.01
111 FIGURA 40 Geometria 7 utilizada para teste do sistema TABELA 21 Programas CNC que foram utilizados para produzir a geometria da figura 40 Programa CNC G90 x100 g3 x86.61 y49.98 r27 g90 x100.79 y37.01
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
AGRUPAMENTO DE ESCOLAS DR. VIEIRA DE CARVALHO DEPARTAMENTO DE MATEMÁTICA E CIÊNCIAS EXPERIMENTAIS MATEMÁTICA PLANIFICAÇÃO ANUAL 7.
 AGRUPAMENTO DE ESCOLAS DR. VIEIRA DE CARVALHO DEPARTAMENTO DE MATEMÁTICA E CIÊNCIAS EXPERIMENTAIS MATEMÁTICA PLANIFICAÇÃO ANUAL 7.º ANO ANO LECTIVO 2009/2010 DOMÍNIO TEMÁTICO: NÚMEROS E CÁLCULO 1.º PERÍODO
AGRUPAMENTO DE ESCOLAS DR. VIEIRA DE CARVALHO DEPARTAMENTO DE MATEMÁTICA E CIÊNCIAS EXPERIMENTAIS MATEMÁTICA PLANIFICAÇÃO ANUAL 7.º ANO ANO LECTIVO 2009/2010 DOMÍNIO TEMÁTICO: NÚMEROS E CÁLCULO 1.º PERÍODO
Adesivos Estruturais Jet-Weld TM TE-030 TE-031 TE-100 TS-230
 Dados Técnicos Agosto/99 Descrição do Produto TE-030 TE-031 TE-100 TS-230 Produto extrusivo, com rápido tempo de cura inicial, utilizado para colagem de madeira. Produto extrusivo com rápido tempo de cura
Dados Técnicos Agosto/99 Descrição do Produto TE-030 TE-031 TE-100 TS-230 Produto extrusivo, com rápido tempo de cura inicial, utilizado para colagem de madeira. Produto extrusivo com rápido tempo de cura
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO
 TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
APRIMORAMENTO DOS MÉTODOS DE MEDIDA DA EPU DE REVESTIMENTOS CERÂMICOS
 APRIMORAMENTO DOS MÉTODOS DE MEDIDA DA EPU DE REVESTIMENTOS CERÂMICOS Suelen Nastri*, Lisandra R. S. Conserva*, Dr. Fábio G. Melchiades** Prof. Dr. Anselmo O. Boschi* * PPGCEM / DEMa / UFSCar ** CRC -
APRIMORAMENTO DOS MÉTODOS DE MEDIDA DA EPU DE REVESTIMENTOS CERÂMICOS Suelen Nastri*, Lisandra R. S. Conserva*, Dr. Fábio G. Melchiades** Prof. Dr. Anselmo O. Boschi* * PPGCEM / DEMa / UFSCar ** CRC -
ANÁLISE DAS PROPRIEDADES MECÂNICAS DE UM COMPÓSITO NATURAL DESENVOLVIDO COM FIBRA DE CARNAÚBA
 ANÁLISE DAS PROPRIEDADES MECÂNICAS DE UM COMPÓSITO NATURAL DESENVOLVIDO COM FIBRA DE CARNAÚBA M. H. de F. Fonseca, U. P. de Lucena Junior, R. O. C. Lima Universidade Federal Rural do Semi-Árido Rua José
ANÁLISE DAS PROPRIEDADES MECÂNICAS DE UM COMPÓSITO NATURAL DESENVOLVIDO COM FIBRA DE CARNAÚBA M. H. de F. Fonseca, U. P. de Lucena Junior, R. O. C. Lima Universidade Federal Rural do Semi-Árido Rua José
Deslizamento aparente no escoamento de fluidos viscoplásticos através de um canal de placas paralelas
 Deslizamento aparente no escoamento de fluidos viscoplásticos através de um canal de placas paralelas Aluno: Ricardo Teixeira Leite Orientador: Paulo Roberto de Souza Mendes Introdução Devido a sua aplicação
Deslizamento aparente no escoamento de fluidos viscoplásticos através de um canal de placas paralelas Aluno: Ricardo Teixeira Leite Orientador: Paulo Roberto de Souza Mendes Introdução Devido a sua aplicação
1. Introdução. 1.1.Objetivo
 1. Introdução 1.1.Objetivo O objetivo desta dissertação é desenvolver um sistema de controle por aprendizado acelerado e Neuro-Fuzzy baseado em técnicas de inteligência computacional para sistemas servo-hidráulicos
1. Introdução 1.1.Objetivo O objetivo desta dissertação é desenvolver um sistema de controle por aprendizado acelerado e Neuro-Fuzzy baseado em técnicas de inteligência computacional para sistemas servo-hidráulicos
CAPÍTULO 5 RESULTADOS. São apresentados neste Capítulo os resultados obtidos através do programa Classific, para
 CAPÍTULO 5 RESULTADOS São apresentados neste Capítulo os resultados obtidos através do programa Classific, para as imagens coletadas no verão II, período iniciado em 18/01 e finalizado em 01/03 de 1999,
CAPÍTULO 5 RESULTADOS São apresentados neste Capítulo os resultados obtidos através do programa Classific, para as imagens coletadas no verão II, período iniciado em 18/01 e finalizado em 01/03 de 1999,
Preparação e determinação da resistividade elétrica de blendas de silicone e polianilina dopada com ácido cítrico
 Preparação e determinação da resistividade elétrica de blendas de silicone e polianilina dopada com ácido cítrico Guilherme H. S. Alves¹* (PG), Olacir A. Araujo¹ (PQ). guilherme-hsa@hotmail.com ¹Universidade
Preparação e determinação da resistividade elétrica de blendas de silicone e polianilina dopada com ácido cítrico Guilherme H. S. Alves¹* (PG), Olacir A. Araujo¹ (PQ). guilherme-hsa@hotmail.com ¹Universidade
4. RESULTADOS OBTIDOS E DISCUSSÃO
 4. RESULTADOS OBTIDOS E DISCUSSÃO 78 4 - RESULTADOS OBTIDOS E DISCUSSÃO A metodologia utilizada neste trabalho, possibilitou a quantificação do grau do dano de cada um dos edifícios estudados, possibilitando
4. RESULTADOS OBTIDOS E DISCUSSÃO 78 4 - RESULTADOS OBTIDOS E DISCUSSÃO A metodologia utilizada neste trabalho, possibilitou a quantificação do grau do dano de cada um dos edifícios estudados, possibilitando
EXPERIMENTO I MEDIDAS E ERROS
 EXPERIMENTO I MEDIDAS E ERROS Introdução Na leitura de uma medida física deve-se registrar apenas os algarismos significativos, ou seja, todos aqueles que a escala do instrumento permite ler mais um único
EXPERIMENTO I MEDIDAS E ERROS Introdução Na leitura de uma medida física deve-se registrar apenas os algarismos significativos, ou seja, todos aqueles que a escala do instrumento permite ler mais um único
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
AJUSTE DE DADOS EXPERIMENTAIS DA SOLUBILIDADE DA UREIA EM SOLUÇÕES DE ISOPROPANOL+ÁGUA COM O USO DE EQUAÇÕES EMPÍRICAS
 AJUSTE DE DADOS EXPERIMENTAIS DA SOLUBILIDADE DA UREIA EM SOLUÇÕES DE ISOPROPANOL+ÁGUA COM O USO DE EQUAÇÕES EMPÍRICAS L. G. FONSECA 1, J. B. RODRIGUES 1 e R. A. MALAGONI 1 1 Universidade Federal de Uberlândia,
AJUSTE DE DADOS EXPERIMENTAIS DA SOLUBILIDADE DA UREIA EM SOLUÇÕES DE ISOPROPANOL+ÁGUA COM O USO DE EQUAÇÕES EMPÍRICAS L. G. FONSECA 1, J. B. RODRIGUES 1 e R. A. MALAGONI 1 1 Universidade Federal de Uberlândia,
METROLOGIA II. Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões O. L. Agostinho.
 METROLOGIA II Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões. Samuel Sander de Carvalho samuel.carvalho@ifsudestemg.edu.br Juiz de Fora - MG Introdução: Nesse capítulo, falaremos
METROLOGIA II Livro Texto adotado: Tolerâncias, Ajustes, Desvios e Análise de Dimensões. Samuel Sander de Carvalho samuel.carvalho@ifsudestemg.edu.br Juiz de Fora - MG Introdução: Nesse capítulo, falaremos
2º EXAME DE TECNOLOGIA MECÂNICA
 2º EXAME DE TECNOLOGIA MECÂNICA Mestrado Integrado em Engenharia Mecânica 10 de Julho de 2009 Número: 1. Aspectos fenomenológicos de elasticidade e plasticidade. 1.1 Escolha a opção correcta: a) as extensões
2º EXAME DE TECNOLOGIA MECÂNICA Mestrado Integrado em Engenharia Mecânica 10 de Julho de 2009 Número: 1. Aspectos fenomenológicos de elasticidade e plasticidade. 1.1 Escolha a opção correcta: a) as extensões
3 Materiais e Métodos
 41 3 Materiais e Métodos Serão apresentados neste capitulo os materiais e os métodos que foram utilizados no desenvolvimento deste trabalho. Durante a experiência foram utilizados cinco eletrodos oxi-rutílicos
41 3 Materiais e Métodos Serão apresentados neste capitulo os materiais e os métodos que foram utilizados no desenvolvimento deste trabalho. Durante a experiência foram utilizados cinco eletrodos oxi-rutílicos
4. RESULTADOS EXPERIMENTAIS. Após a preparação metalográfica das amostras, foi realizado o ataque Behara
 4. RESULTADOS EXPERIMENTAIS 4.1. Caracterização microestrutural 4.1.1. Microscopia óptica Após a preparação metalográfica das amostras, foi realizado o ataque Behara modificado (conforme item 3.3), para
4. RESULTADOS EXPERIMENTAIS 4.1. Caracterização microestrutural 4.1.1. Microscopia óptica Após a preparação metalográfica das amostras, foi realizado o ataque Behara modificado (conforme item 3.3), para
Para a preparação do PVC, original e reciclado, conforme descrito anteriormente, - Granuladora Dupla Rosca Paralela. - Pulverizador Turborotor G-90
 48 - Preparação dos materiais Para a preparação do PVC, original e reciclado, conforme descrito anteriormente, foram utilizados os seguintes equipamentos: - Granuladora Dupla Rosca Paralela - Pulverizador
48 - Preparação dos materiais Para a preparação do PVC, original e reciclado, conforme descrito anteriormente, foram utilizados os seguintes equipamentos: - Granuladora Dupla Rosca Paralela - Pulverizador
TORÇÃO. Prof. Dr. Carlos A. Nadal
 TORÇÃO Prof. Dr. Carlos A. Nadal Tipo de esforços a) Tração b) Compressão c) Flexão d) Torção e) Compressão f) flambagem Esforços axiais existe uma torção quando uma seção transversal de uma peça está
TORÇÃO Prof. Dr. Carlos A. Nadal Tipo de esforços a) Tração b) Compressão c) Flexão d) Torção e) Compressão f) flambagem Esforços axiais existe uma torção quando uma seção transversal de uma peça está
Ensaio de cisalhamento
 A U A UL LA Ensaio de cisalhamento Introdução Pode ser que você não tenha se dado conta, mas já praticou o cisalhamento muitas vezes em sua vida. Afinal, ao cortar um tecido, ao fatiar um pedaço de queijo
A U A UL LA Ensaio de cisalhamento Introdução Pode ser que você não tenha se dado conta, mas já praticou o cisalhamento muitas vezes em sua vida. Afinal, ao cortar um tecido, ao fatiar um pedaço de queijo
5. Resultados e Discussão
 47 5. Resultados e Discussão 5.1.1. Faixa de trabalho e Faixa linear de trabalho As curvas analíticas obtidas são apresentadas na Figura 14 e Figura 16. Baseado no coeficiente de determinação (R 2 ) encontrado,
47 5. Resultados e Discussão 5.1.1. Faixa de trabalho e Faixa linear de trabalho As curvas analíticas obtidas são apresentadas na Figura 14 e Figura 16. Baseado no coeficiente de determinação (R 2 ) encontrado,
UTILIZAÇÃO DE PÓ DE SERRA PARA CURA DO CONCRETO
 Resumo UTILIZAÇÃO DE PÓ DE SERRA PARA CURA DO CONCRETO Célio Sebastião Rigo Discente do C. S. de Tecnologia em Controle de Obras, IFMT Campus Cuiabá Marcos de Oliveira Valin Jr Prof. Esp. do IFMT, Campus
Resumo UTILIZAÇÃO DE PÓ DE SERRA PARA CURA DO CONCRETO Célio Sebastião Rigo Discente do C. S. de Tecnologia em Controle de Obras, IFMT Campus Cuiabá Marcos de Oliveira Valin Jr Prof. Esp. do IFMT, Campus
a-) o lado a da secção b-) a deformação (alongamento) total da barra c-) a deformação unitária axial
 o lado a da secção b-) a deformação (alongamento) total da barra c-) a deformação unitária axial") TRAÇÃO / COMPRESSÃO 1-) A barra de aço SAE-1020 representada na figura abaixo, deverá der submetida a uma força de tração de 20000 N. Sabe-se que a tensão admissível do aço em questão é de 100 MPa. Calcular
TRAÇÃO / COMPRESSÃO 1-) A barra de aço SAE-1020 representada na figura abaixo, deverá der submetida a uma força de tração de 20000 N. Sabe-se que a tensão admissível do aço em questão é de 100 MPa. Calcular
Medidas de Dispersão. Prof.: Joni Fusinato
 Medidas de Dispersão Prof.: Joni Fusinato joni.fusinato@ifsc.edu.br jfusinato@gmail.com 1 Dispersão Estatística As medidas de posição (média, mediana, moda) descrevem características dos valores numéricos
Medidas de Dispersão Prof.: Joni Fusinato joni.fusinato@ifsc.edu.br jfusinato@gmail.com 1 Dispersão Estatística As medidas de posição (média, mediana, moda) descrevem características dos valores numéricos
Técnicas Laboratoriais Ensaios Destrutivos
 UFCD 5817 09-02-2015 Técnicas Laboratoriais Ensaios Destrutivos Reflexão Nesta UFCD começamos por abordar os diferentes tipos de ensaios destrutivos, interpretar as normas e tabelas para cada um dos ensaios
UFCD 5817 09-02-2015 Técnicas Laboratoriais Ensaios Destrutivos Reflexão Nesta UFCD começamos por abordar os diferentes tipos de ensaios destrutivos, interpretar as normas e tabelas para cada um dos ensaios
6 Conclusões e Sugestões
 6 Conclusões e Sugestões 6.1. Conclusões Este trabalho permitiu a modelagem e a avaliação do processo de corte em rocha bidimensional, através de um modelo numérico baseado no método dos elementos discretos.
6 Conclusões e Sugestões 6.1. Conclusões Este trabalho permitiu a modelagem e a avaliação do processo de corte em rocha bidimensional, através de um modelo numérico baseado no método dos elementos discretos.
Prof. Dr. André Paulo Tschiptschin ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO
 ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO SETEMBRO DE 2010 Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3. Figura 1- Cilindro
ANÁLISE DE FRATURA DE CILINDRO BACK-UP DE LAMINAÇÃO SETEMBRO DE 2010 Introdução Um cilindro de laminação sofreu fratura em serviço, na região do pescoço, como mostram as Figuras 1 a 3. Figura 1- Cilindro
Linha central e Limites de controle
 Linha central e Limites de controle Os gráficos de controle, sejam de que tipo for, são estruturados a partir da linha central e dos limites inferior e superior de controle em geral utilizando o limite
Linha central e Limites de controle Os gráficos de controle, sejam de que tipo for, são estruturados a partir da linha central e dos limites inferior e superior de controle em geral utilizando o limite
Ensaio de embutimento
 A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
UNIVERSIDADE FEDERAL DE JUIZ DE FORA Faculdade de Engenharia Engenharia Mecânica
 UNIVERSIDADE FEDERAL DE JUIZ DE FORA Faculdade de Engenharia Engenharia Mecânica Procedimentos do Laboratório de Metalografia Baseado no Procedimento Metalografia para preparação de amostra Juiz de Fora
UNIVERSIDADE FEDERAL DE JUIZ DE FORA Faculdade de Engenharia Engenharia Mecânica Procedimentos do Laboratório de Metalografia Baseado no Procedimento Metalografia para preparação de amostra Juiz de Fora
Tensão Superficial INTRODUÇÃO
 Tensão Superficial INTRODUÇÃO enômenos de superfície têm interesse multidisciplinar e são importantes tanto para a ísica quanto para a Química, a Biologia e as Engenharias. Além disso, há vários efeitos
Tensão Superficial INTRODUÇÃO enômenos de superfície têm interesse multidisciplinar e são importantes tanto para a ísica quanto para a Química, a Biologia e as Engenharias. Além disso, há vários efeitos
Operações Unitárias Experimental I PENEIRAMENTO
 Operações Unitárias Experimental I PENEIRAMENTO Tamisação Separação sólido - sólido A tamisação (peneiramento) trata da separação de uma mistura de materiais sólidos granulados de diversos tamanhos em
Operações Unitárias Experimental I PENEIRAMENTO Tamisação Separação sólido - sólido A tamisação (peneiramento) trata da separação de uma mistura de materiais sólidos granulados de diversos tamanhos em
PRI 638/311 DETERMINAÇÃO DA RESISTÊNCIA AO IMPACTO SEGUNDO ISO INSTITUTO SENAI DE INOVAÇÃO EM ENGENHARIA DE POLÍMEROS
 PRI 638/311 DETERMINAÇÃO DA RESISTÊNCIA AO IMPACTO SEGUNDO ISO 14607 INSTITUTO SENAI DE INOVAÇÃO EM ENGENHARIA DE POLÍMEROS REVISÃO 02 PÁGINA 1 DE 5 DOCUMENTO DO SISTEMA DE GESTÃO DA QUALIDADE - PROCEDIMENTO
PRI 638/311 DETERMINAÇÃO DA RESISTÊNCIA AO IMPACTO SEGUNDO ISO 14607 INSTITUTO SENAI DE INOVAÇÃO EM ENGENHARIA DE POLÍMEROS REVISÃO 02 PÁGINA 1 DE 5 DOCUMENTO DO SISTEMA DE GESTÃO DA QUALIDADE - PROCEDIMENTO
APLICAÇÃO DA TÉCNICA DE TERMOGRAFIA ATIVA NA INSPEÇÃO NÃO-DESTRUTIVA DE TAMBORES DE REJEITO NUCLEAR
 APLICAÇÃO DA TÉCNICA DE TERMOGRAFIA ATIVA NA INSPEÇÃO NÃO-DESTRUTIVA DE TAMBORES DE REJEITO NUCLEAR Aluno: Igor Szczerb Orientador: Marcos Venicius Soares Pereira Introdução A termografia ativa é um método
APLICAÇÃO DA TÉCNICA DE TERMOGRAFIA ATIVA NA INSPEÇÃO NÃO-DESTRUTIVA DE TAMBORES DE REJEITO NUCLEAR Aluno: Igor Szczerb Orientador: Marcos Venicius Soares Pereira Introdução A termografia ativa é um método
CLASSIFICAÇÃO AUTOMÁTICA DE FRAÇÕES DE FASE EM UM AÇO BIFÁSICO
 CLASSIFICAÇÃO AUTOMÁTICA DE FRAÇÕES DE FASE EM UM AÇO BIFÁSICO Aluno: Mayara Guilherme Marzano Orientadores: Sidnei Paciornik e Marcos Henrique de Pinho Maurício Resumo Desenvolver procedimentos automáticos,
CLASSIFICAÇÃO AUTOMÁTICA DE FRAÇÕES DE FASE EM UM AÇO BIFÁSICO Aluno: Mayara Guilherme Marzano Orientadores: Sidnei Paciornik e Marcos Henrique de Pinho Maurício Resumo Desenvolver procedimentos automáticos,
Título: Comportamento mecânico de materiais compósitos FRP a temperatura elevada. Orientador: João Ramôa Correia
 Título: Comportamento mecânico de materiais compósitos FRP a temperatura elevada Os materiais compósitos de polímero reforçado com fibras (FRP) apresentam diversas vantagens face aos materiais tradicionais
Título: Comportamento mecânico de materiais compósitos FRP a temperatura elevada Os materiais compósitos de polímero reforçado com fibras (FRP) apresentam diversas vantagens face aos materiais tradicionais
Variação de Tonalidade em Revestimentos Decorados por Cilindros de Silicone Gravados à Laser
 Variação de Tonalidade em Revestimentos Decorados por Cilindros de Silicone Gravados à Laser http://dx.doi.org/10.4322/cerind.2014.080 Fabio Ferraço a, Anselmo O. Boschi a,b * a Programa de Pós-graduação
Variação de Tonalidade em Revestimentos Decorados por Cilindros de Silicone Gravados à Laser http://dx.doi.org/10.4322/cerind.2014.080 Fabio Ferraço a, Anselmo O. Boschi a,b * a Programa de Pós-graduação
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
MT DEPARTAMENTO NACIONAL DE ESTRADAS DE RODAGEM. Avaliação da resistência do concreto por ensaio de luva expansível
 Procedimento Página 1 de 7 RESUMO Este documento, que é uma norma técnica, estabelece um procedimento para determinar a resistência do concreto endurecido. Contém a relação de normas complementares, referências
Procedimento Página 1 de 7 RESUMO Este documento, que é uma norma técnica, estabelece um procedimento para determinar a resistência do concreto endurecido. Contém a relação de normas complementares, referências