ENCONTRO DE USUÁRIOS MAGMA 2013
|
|
|
- Ayrton Viveiros Coimbra
- 6 Há anos
- Visualizações:
Transcrição





 na")


1 Forging & Casting Expertise Combined ENCONTRO DE USUÁRIOS MAGMA 2013 Estudo de diferentes tipos de massalotes (luvas) na obtenção do ferro fundido nodular Engenheiro de Processos: Geicimar Ismael 1
2 Ano GRUPO BRASIL Timeline Evento 2000 É criado o Grupo Brasil, com o objetivo de adquerir empresas focadas no segmento de auto peças Primeira empresa adquirida pelo Grupo Brasil: MTP Metalúrgica Tubos de Precisão Ltda. tubos de aço sem costura 2002 Aquisição da Sifco, peças forjadas e usinadas para caminhões e ônibus, e também de sua subsidiária Westport Axle Corp que vende eixos pesados para caminhões e outros componentes usinados da Sifco na América do Norte Aquisição da Vulcan Material Plástico Ltda, plásticos laminados Aquisição da Alujet Industrial e Comercial Ltda., rodas de liga leve Aquisição da ThyssenKrupp Fundições Ltda., nomeada BR Metals Fundições Ltda., peças de ferro fundido cinzento e nodular Aquisição da Karmann Guia, ferramentaria de estampos. 2






3 Localização Planta Matozinhos - MTZ Capacidade: 2,000 Ton / mês MG SP RJ MG MTZ Plant BH Sifco Jundiaí Capacidade: Ton / mês SP RJ SP BP Plant Sifco Plant RJ Planta Barra do Piraí - BP Capacidade: 8,000 Ton / mês 3

4 Planta Barra do Piraí Área total: Área Construída: Capacidade Produção: 3.8 M m2 45,000 m2 8,000 t/ Mo N Empregados: 1,480 Materiais: Cinzento 30% Nodular 70% Linhas moldação II III IV V Processo Green Sand Künkel & Wagner No Bake Shell molding Green Sand Künkel & Wagner Peso (kg) 30 a 300 Até a a 80 Tamanho Caixa (mm) x 950 x 400/400 Customized 450 x 350 x x 700 x 300/300 Capacidade 60 moldes / h 7 moldes / dia 2,5 M pçs / ano 110 moldes / h 4
 Tamanho Caixa (mm) Capacidade Linha Leve No Bake 300 a 2.")
5 Planta Matozinhos Área: Área construída: Área disponível para usinagem 225,000 m2 18,000 m2 1,325 m2 Capacidade Produção: 2,000 t/ Mo N Empregados: 460 Materiais: Cinzento 15% Nodular 85% Linhas moldação Processo Peso (kg) Tamanho Caixa (mm) Capacidade Linha Leve No Bake 300 a Customizado 120 moldes / dia Linha Pesada No Bake 2,000 a 30,000 Customizado 10 moldes / dia 5




6 Mercados Estratégicos Barra do Piraí Matozinhos 6










7 Linha de Produtos : Automóveis Virabrequim 1.8l 12 kg Virabrequim 2.3l Peso: 20 kg Virabrequim 1.2l 9 kg Virabrequim 2.5l 20 kg Virabrequim 1.4l 12 kg 7







8 Linha de Produtos: Caminhões e Ônibus Quinta Roda 104 kg Tambor de Freio 70 kg Volante 30 kg 8











9 Linha de Produtos: Construção e Mineração Carcaça Semi Eixo 132 kg Munhão do Eixo 18 kg Braço do Levantador 81 kg Cubo 220 kg Carc. Conversor Torque 180 kg Roda Traseira kg 9











10 Linha de Produtos: Agrícola Carcaça de Transmissão 152 kg Carcaça do Semi-eixo 63 kg Carcaça Central 84 kg Carcaça do Diferencial 346 kg 10





11 Linha de Produtos: Energia Eólica Matozinhos Base Suporte kg Rotor kg Eixo kg Base Suporte kg 11











12 Linha de Produtos: Industrial Bloco do Motor kg Rotor kg Carcaça da Bomba Estampos Bloco do Compressor 700 kg 12
13 Objetivo do trabalho Objetivo Principal: -Correlacionar a prática com o MAGMA Objetivos secundários: -Verificar a luva de melhor rendimento metalúrgico -Verificar a influência do material das luvas na alimentação -Verificar a influência do tipo da luva na alimentação 13
 ou com a utilização de luvas em")
14 Definição de massalote Função do massalote: -Reserva de metal líquido com o objetivo de compensar a contração do metal líquido. -Deve possuir módulo maior que a região a ser alimentada -Deve possuir volume suficiente para alimentar a região solicitada -Podem ser feitos naturais (areia) ou com a utilização de luvas em diferentes materiais e dimensões: Material isolante Material exotérmico Material super exotérmico 14
15 Cálculo Módulo da peça Peça Cálculo do volume V= 15x15x15 V= cm³ Cálculo da área A= 15x15x6 A= cm² Cálculo do módulo M= V/A M= 3.375/1350 M= 2,5 cm 15

16 Cálculo do volume necessário para o massalote com luva Regra da contração Esta regra avalia se o(s) massalote(s) tem volume de metal suficiente para compensar a contração volumétrica da peça ou parte da peça que esta sendo alimentada. Assim o massalote deve atender a seguinte relação: Vm Vc x K x r, onde: Vm = somatória dos volumes dos massalotes; Vc = volume da cavidade do molde correspondente à peça ou parte de peça a ser alimentada; r = taxa de contração volumétrica K = coeficiente de eficiência do massalote. Coeficiente de eficiência do massalote: K O quadro abaixo apresenta valores para o coeficiente de eficiência do massalote em função do tipo de massalote, da liga e do uso ou não de produtos exotérmicos. 16
17 Cálculo do volume necessário para o massalote com luva Taxa de Contração Volumétrica: r O quadro a seguir, apresenta valores para taxa de contração volumétrica (r) em função do tipo de liga, do sobreaquecimento do metal e tipo de moldes. O sobreaquecimento é a diferença entre a temperatura de vazamento da liga e a do liquidus. 17

18 Cálculo do volume necessário para o massalote com luva Valores de ds e dq e relação ds/dq Como o volume da cavidade do molde é maior que o volume da peça sólida, no momento de verificar a suficiência do volume do massalote, é necessário estabelecer uma correção. Para encontrar este fator de correção, dividi-se a densidade sólida pela densidade líquida do material a ser fundido. Este volume corrigido é encontrado empregando a seguinte relação: Vc = Vp x ds/dq, onde: Vc = volume da cavidade; ds = densidade do metal sólido; dq = densidade do metal líquido. O quadro abaixo, apresenta valores para ds, dq e da relação ds/dq 18
19 Cálculo do volume necessário para o massalote com luva Cálculo do volume necessário para o massalote Com todos estes dados, temos o seguinte volume necessário para o massalote: Vm Vc x K x r, sendo: Vc = x 1,058 Vc = 3.570,75 cm³ K = 4 (massalotes cobertos com luvas e/ou pó exotérmico r = 0,03 (sobreaquecimento de 150ºC acima do liquidus, molde rígido para ferro fundido nodular) Vm 3.570,75 x 4 x 0,03 Vm 428,49 cm³ r = 0,1 (sobreaquecimento de 150ºC acima do liquidus, molde não rígido para ferro fundido nodular) Vm 3.570,75 x 4 x 0,1 Vm 1.428,30 cm³ OBS: para molde não rígido teoricamente,o volume do massalote deve ser 70% maior. 19
20 Cálculo do massalote direto cego sem luva Cálculo do massalote direto cego sem luva Mp = 2,5 cm Mm = Mp x K Mm = 2,5x1,2 Mm = 3,0 cm O quadro abaixo apresenta os valores para K em função do tipo de massalote, da liga e do uso ou não de produtos exotérmicos Dm = 4,5xMm Dm = 4,5x3,0 Dm = 135 mm Hm = 1,5xDm Hm = 1,5x135 Hm = 202,5 mm Vm = 3.570,75 x 6 x 0,03 Vm = 642,735 cm³ Lm = 0,5xDm Lm = 0,5x135 Lm = 67,5 mm 20

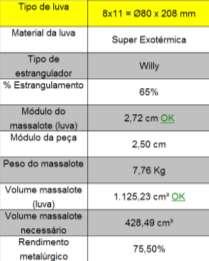
21 Cálculo do massalote direto cego com luva Cálculo do massalote direto cego com luva Mp = 2,5 cm Mm = Mp x K Mm = 2,5x0,9 Mm = 2,25 cm O quadro abaixo apresenta os valores para K em função do tipo de massalote, da liga e do uso ou não de produtos exotérmicos Dm = 4,0xMm Dm = 4,0x2,25 Dm = 90 mm Luva 9x12 super exotérmica Hm = 1,0xDm Hm = 1,0x90 Hm = 90 mm Vm = π/4 x Dm² x Hm Vm = 572,55 cm³ 21

22 Comparativo massalotes - luvas Massalote 1 Massalote 2 Massalote 3 Massalote 4 22
23 Comparativo massalotes - luvas Massalote 5 Massalote 6 Massalote 7 Massalote 8 23





24 Comparativo massalotes - luvas Peça 1 Peça 2 Peça 3 Modificada a seção de 60% para 50% conforme as demais. Peça 4 Peça 5 Peça 6 Peça 7 24

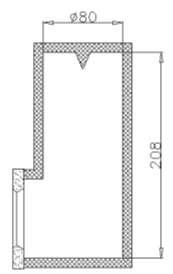
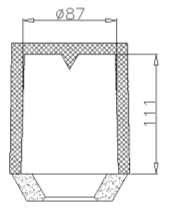
25 Luvas de mesma geometria Comparativo massalotes - luvas -Luva 12x15 ISO120 -Luva 10x13 EXO130 -Luva 9x12 EXO200 -Luva 80D EXO200 -Luva Ø105 EXO200 -Luva 8x11 EXO200 -Luva 9x12 EXO200 -Isolante -Exotérmica -Super exotérmica -Super exotérmica -Super exotérmica -Super exotérmica -Super exotérmica -Peso metal: 9,69Kg -Peso metal: 5,98Kg -Peso metal: 4,66Kg -Peso metal: 3,53Kg -Peso metal: 3,96Kg -Peso metal: 7,76Kg -Peso metal: 5,01Kg Peça 1 Peça 2 Peça 3 Peça 4 Peça 5 Peça 6 Peça 7 25
26 Projeto 2D 26
27 Dados do Teste Stable mold: molde rígido Dados do teste: -Peso / peça: 23,95 Kg -Peso total: 271,15 Kg Luva 1: Iso x15, macho estrangulador Willy -Luva 2: Exo x13 macho estrangulador Willy -Luva 3: Exo 200-9x12, macho estrangulador Willy -Luva 4: Exo D, macho estrangulador Willy -Luva 5: Exo 200 Ø105, macho estrangulador Willy -Luva 6: Exo 200 8x11 RBI, macho estrangulador Willy -Luva 7: Exo 200 9x12, macho estranguladro cônico -Sem luva






28 Teste prático Modelo superior Molde superior Peças + massalotes Peça sem massalote
29 Dados práticos do vazamento e Parâmetros MAGMA Parâmetros MAGMA e dados prático do vazamento: Prática: -Temperatura de vazamento: 1390 C -Tempo de vazamento: 23s Magma: -Inoculação: good -Eficiência da inoculação: 50% -Precipitação de grafita: 8 Encontro de usuários MAGMA

30 Módulo térmico peça 1-4 Peça 1 Luva 12x15 Isolante Peça 2 Luva 10x13 exotérmica Maior módulo dentro do massalote Maior módulo dentro do massalote Peça 3 Luva Luva 9x12 9x12 super super exotérmica Peça 4 Luva Luva 80D 80D super super exotérmica Maior módulo dentro do massalote Maior módulo dentro do massalote 30

31 Módulo térmico peça 5-8 Peça 5 Luva Ø105 super exotérmica Peça 6 Luva 8x11 super exotérmica Maior módulo dentro do massalote Maior módulo dentro do massalote Peça 7 Luva 9x12 super exotérmica Peça 8 Sem luva Maior módulo dentro do massalote Maior módulo próximo da seção de ligação 31

32 Ponto quente MAGMA peça 1-4 Peça 1 Luva 12x15 Isolante Peça 2 Luva 10x13 exotérmica Ponto quente no massalote Ponto quente no massalote Peça 3 Luva Luva 9x12 9x12 super super exotérmica Peça 4 Luva Luva 80D 80D super super exotérmica Ponto quente no massalote Ponto quente no massalote 32

33 Ponto quente MAGMA peça 5-8 Peça 5 Luva Ø105 super exotérmica Peça 6 Luva 8x11 super exotérmica Ponto quente no massalote Ponto quente no massalote Peça 7 Luva 9x12 super exotérmica Peça 8 Sem luva Ponto quente no massalote Ponto quente na seção de ligação do massalote 33
34 Precipitação de grafita x Tendência a porosidade MAGMA Precipitação de grafita 6 PÇ 1 PÇ 2 PÇ 3 PÇ 4 PÇ 5 PÇ 6 PÇ 7 PÇ 8 PÇ 9 Precipitação de grafita 7 PÇ 1 PÇ 2 PÇ 6 PÇ 1 PÇ 2 PÇ 6 PÇ 1 PÇ 2 PÇ 6 PÇ 1 PÇ 2 PÇ 3 PÇ 4 PÇ 5 PÇ 6 PÇ 7 PÇ 8 PÇ 9 Precipitação de grafita 8 PÇ 1 PÇ 2 PÇ 3 PÇ 4 PÇ 5 PÇ 6 PÇ 7 PÇ 8 PÇ 9 34





35 Tendência a porosidade MAGMA peça sem massalote Sem LP Com LP 35





36 Tendência a porosidade MAGMA x prática Peça 1 Luva 12x15 Isolante Peça 2 Luva 10x13 exotérmica Peça 3 Luva 9x12 super exotérmica Peça 4 Luva 80D super exotérmica 36







37 Tendência a porosidade MAGMA x prática Peça 5 Luva Ø105 super exotérmica Peça 6 Luva 8x11 RBI super exotérmica Peça 7 Luva 9x12 super exotérmica Peça 8 sem luva 37





38 Redução de altura no massalote contração líquida Peça 1 Luva 12x15 Isolante Peça 2 Luva 10x13 exotérmica Peça 3 Luva 9x12 super exotérmica Peça 4 Luva 80D super exotérmica Altura interna luva Altura massalote Diferença de altura Altura interna luva Altura massalote Diferença de altura Altura interna luva Altura massalote Diferença de altura Altura interna luva Altura massalote Diferença de altura 135 mm 127 mm - 8 mm 118 mm 102 mm - 16 mm 111 mm 102 mm - 9 mm 115 mm 107 mm - 8 mm Peça 5 Luva Ø105 super exotérmica Peça 6 Luva 8x11 RBI super exotérmica Peça 7 Luva 9x12 super exotérmica Peça 8 sem luva Altura interna luva Altura massalote Diferença de altura Altura interna luva Altura massalote Diferença de altura Altura interna luva Altura massalote Diferença de altura Altura interna luva Altura massalote Diferença de altura 85 mm 97 mm - 12 mm 208 mm 197 mm - 11 mm 111 mm 105 mm - 6 mm 202 mm 187 mm - 15 mm 38

39 Comparativo geral massalotes e luvas Maior Custo de Produção OBS: Para o cálculo do preço do metal dos massalotes foi considerado o preço do metal base de R$ 1,65/Kg. MAIOR 39
40 Comentários finais: -Para que se tenha um menor custo de produção, fica mais viável a utilização de luvas com material super exotérmico. -O maior custo é o com a utilização de massalote sem luva. -O melhor rendimento metalúrgico foram das luvas 80D domada e da luva esférica Ø105 mm, ambas produzidas com material super exotérmico. -O tipo de luva a ser utilizado será em função do tipo da peça, da região a ser alimentada, o tipo de linha de produção, o tipo de moldação, tipo de areia etc. -Descobrimos que para cada tipo de material das luvas, isolante, exotérmico e super exotérmico, para definirmos o Ø do massalote direto cego, devemos utilizar um fator multiplicativo diferenciado: Super exotérmico: Dm = 4,0 x Mm Exotérmico: Dm = 4,4 x Mm Isolante: Dm = 5,3 x Mm OBS: Nas apostilas técnicas não temos estas informações, temos apenas a equação: Dm = 4,0 x Mm -Mantendo a relação da seção de ligação de 50% do Ø massalote para todos os massalotes do trabalho, temos para as luvas com material super exotérmico uma menor seção de ligação, com isto uma maior facilidade de quebra do massalote e um menor tempo de rebarbação. -Parâmetros de processo, principalmente inoculação, deve ser bem controlado. Com inoculação insuficiente o sistema de alimentação (massalotes), pode tornar-se insuficiente. 40
41 Oportunidades de trabalhos: -Desenvolvimento de luvas específicas para determinados tipos de peças. -Desenvolvimento de luvas de menor altura e em consequência menor volume e peso. -Fazer um trabalho mantendo apenas 1 tipo de material para luva e variar o estrangulamento da seção de ligação do massalote, verificando a influência na alimentação. -Fazer um trabalho modificando o tipo da areia de moldação, com o objetivo de verificar na prática a influência da resistência do molde na alimentação: Areia aglomerada com resina, sem compactação: Die mold Areia aglomerada com resina, com compactação: Stable mold Areia aglomerada com bentonita, com compactação: Weak mold -Verificar a influência da cunha atmosférica na eficiência dos massalotes. -Fazer parceria com escolas técnicas para o desenvolvimento destes trabalhos, SENAI de Itaúna. -Verificar a influência da inoculação na alimentação. 41
42 Mensagem Final Fundição não é uma arte! É um campo do conhecimento tecnológico, bastante complexo e com grande número de variáveis. Exige pois do fundidor o saber e a sensibilidade de um artista! MUITO OBRIGADO!!! 42
Catálogo de Produto - Filtragem
 Descrição do Produto Catálogo de Produto - Filtragem Direct pouring system for steel casting é um sistema de vazamento direto, uma combinação de copo de vazamento, filtro de espuma cerâmica, luva isolante
Descrição do Produto Catálogo de Produto - Filtragem Direct pouring system for steel casting é um sistema de vazamento direto, uma combinação de copo de vazamento, filtro de espuma cerâmica, luva isolante
Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran. Aula 07 Contração e Alimentação de Peças Fundidas
 dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
Defeitos de Fundição Porosidades de contração (rechupe)
") Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Fundidos e usinados. Peças Fundidas e Usinadas
 Fundidos e usinados Peças Fundidas e Usinadas Fundição Romi Excelência na produção de fundidos e usinados 1 2 A Fundição Romi é uma divisão das Indústrias Romi S.A., uma empresa brasileira líder de mercado
Fundidos e usinados Peças Fundidas e Usinadas Fundição Romi Excelência na produção de fundidos e usinados 1 2 A Fundição Romi é uma divisão das Indústrias Romi S.A., uma empresa brasileira líder de mercado
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran. Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais
 Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
Propriedades típicas e algumas aplicações das ligas de alumínio conformadas
 1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
O teor de C (>2%) está acima do teor que pode ser retido em solução sólida na austenita. " Consequência
 está acima do teor que pode ser retido em solução sólida na austenita. Consequência") 1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
Gabarito da Lista de exercícios Entrega dia 23/10/09
 Gabarito da Lista de exercícios Entrega dia 23/10/09 Ricardo Fuoco IPT - Instituto de Pesquisas Tecnológicas Fone: (011)3767-4617 Email: ricfuoco@ipt.br Conceitos utilizados nestes exemplos Ligas que solidificam
Gabarito da Lista de exercícios Entrega dia 23/10/09 Ricardo Fuoco IPT - Instituto de Pesquisas Tecnológicas Fone: (011)3767-4617 Email: ricfuoco@ipt.br Conceitos utilizados nestes exemplos Ligas que solidificam
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
PROELEVA. proeleva.com. Soluções em peças de reposição que produzem RESULTADOS positivos CONJUNTO DE MECANISMO DE DIREÇÃO TALHA AN
 CONJUNTO DE MECANISMO DE DIREÇÃO TALHA AN Acionamento indireto, roda paralela ou cônica, para talha altura construtiva normal Conjunto de mecanismo de direção da talha AN regulável em 3 tamanhos, padronizado
CONJUNTO DE MECANISMO DE DIREÇÃO TALHA AN Acionamento indireto, roda paralela ou cônica, para talha altura construtiva normal Conjunto de mecanismo de direção da talha AN regulável em 3 tamanhos, padronizado
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
Materiais Usados na Concepção de um Automóvel
 Materiais Usados na Concepção de um Automóvel Materiais Metálicos e Respectivos Componentes Grupo MMM504: Ana Pereira António Ribeiro Bruno Maia Inês Neves Projecto FEUP Pedro Moreira Outubro de 2010 1
Materiais Usados na Concepção de um Automóvel Materiais Metálicos e Respectivos Componentes Grupo MMM504: Ana Pereira António Ribeiro Bruno Maia Inês Neves Projecto FEUP Pedro Moreira Outubro de 2010 1
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
Na busca pela eficiência energética veicular, o uso de alumínio em componentes de suspensão mostra ser um caminho de muitos benefícios.
 + Entrevista: A vez do Alumínio + Materiais: As vantagens da suspensão em alumínio + Transportes: Pronta para crescer + Alumínio: Volkswagen adota metal leve na fabricação de motores As vantagens da suspensão
+ Entrevista: A vez do Alumínio + Materiais: As vantagens da suspensão em alumínio + Transportes: Pronta para crescer + Alumínio: Volkswagen adota metal leve na fabricação de motores As vantagens da suspensão
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
Fundição. Projetos de Moldes
 Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
CATÁLOGO 2017
 2017 www.capo.ind.br CATÁLOGO 2017 Missão Missão Desenvolver, produzir e comercializar peças e acessórios para engates e reboques, utilizando a criatividade na busca de soluções que proporcionem segurança
2017 www.capo.ind.br CATÁLOGO 2017 Missão Missão Desenvolver, produzir e comercializar peças e acessórios para engates e reboques, utilizando a criatividade na busca de soluções que proporcionem segurança
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica
 UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica Elementos de Máquinas II - Engrenagens 61 6.1. Aplicações Moinhos 1 61 6.1. Aplicações Redutores mistos 2 estágios 3 estágios
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Departamento de Engenharia Mecânica Elementos de Máquinas II - Engrenagens 61 6.1. Aplicações Moinhos 1 61 6.1. Aplicações Redutores mistos 2 estágios 3 estágios
Previsão Automática de Propriedades de Material para a Simulação de Processos de Fundição e Sua Influência nos Resultados Obtidos (1)
") Previsão Automática de Propriedades de Material para a Simulação de Processos de Fundição e Sua Influência nos Resultados Obtidos (1) Arthur Camanho (2) Um dos desafios da simulação de processos é a disponibilidade
Previsão Automática de Propriedades de Material para a Simulação de Processos de Fundição e Sua Influência nos Resultados Obtidos (1) Arthur Camanho (2) Um dos desafios da simulação de processos é a disponibilidade
Ferramenta de reparação de roscas
 Ferramenta de reparação de roscas Insertos roscados Versão standard, em aço inoxidável, movimento livre. Para a blindagem de rosca de materiais com resistência a cisalhamento reduzida, por ex., ligas de
Ferramenta de reparação de roscas Insertos roscados Versão standard, em aço inoxidável, movimento livre. Para a blindagem de rosca de materiais com resistência a cisalhamento reduzida, por ex., ligas de
Tecnologia dos Materiais Outras ligas metálicas não ferrosas
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
CIRCULADORES ELETRÔNICOS COM FLANGES (Simples e Duplas) Ego (T) 50 H, (T) 65 (H), (T) 80 (H), 100 H
 Ego (T) 50 H, (T) 65 (H), (T) 80 (H), 100 H") Ego (T) 5 H, (T) 65 (H), (T) 8 (H), H AplICAÇõEs Circuladores eletrônicos de eficiência energética elevada ideal para sistemas de aquecimento e ar condicionado residenciais e industriais. MODOs DE regulação
Ego (T) 5 H, (T) 65 (H), (T) 8 (H), H AplICAÇõEs Circuladores eletrônicos de eficiência energética elevada ideal para sistemas de aquecimento e ar condicionado residenciais e industriais. MODOs DE regulação
SMM SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO. Prof. José B. Marcomini
 SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos Processo Processo é um método de dar forma, união ou acabamento para um material. É muito importante
SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos Processo Processo é um método de dar forma, união ou acabamento para um material. É muito importante
Leandro Garbin Diretor Comercial Tel: /
 Leandro Garbin Diretor Comercial Tel: 11 4229-1349 / 9.9698-6930 leandro@vitualcae.com.br Representamos soluções especializadas em Simulação Virtual de Produto (CAE) atuando no desenvolvimento, comercialização
Leandro Garbin Diretor Comercial Tel: 11 4229-1349 / 9.9698-6930 leandro@vitualcae.com.br Representamos soluções especializadas em Simulação Virtual de Produto (CAE) atuando no desenvolvimento, comercialização
RELATÓRIO DE VISITA TÉCNICA NAS EMPRESAS FUNDIFER, CISER, HUBNER E ALTONA
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO RIO GRANDE DO SUL CAMPUS CAXIAS DO SUL RELATÓRIO DE VISITA TÉCNICA NAS EMPRESAS FUNDIFER, CISER, HUBNER E ALTONA ALUNO: Fernando dos Santos DISCIPLINA:
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO RIO GRANDE DO SUL CAMPUS CAXIAS DO SUL RELATÓRIO DE VISITA TÉCNICA NAS EMPRESAS FUNDIFER, CISER, HUBNER E ALTONA ALUNO: Fernando dos Santos DISCIPLINA:
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
Série: EDOT MANUAL TÉCNICO. - Bomba de óleo térmico BOMBA DE ÓLEO TÉRMICO EDOT. Aplicação
 MANUAL TÉCNICO Série: EDOT - Bomba de óleo térmico Aplicação Desenvolvida para trabalhar no bombeamento de óleos térmicos orgânicos. Pode ser utilizada na indústria farmacêutica, química, alimentícia,
MANUAL TÉCNICO Série: EDOT - Bomba de óleo térmico Aplicação Desenvolvida para trabalhar no bombeamento de óleos térmicos orgânicos. Pode ser utilizada na indústria farmacêutica, química, alimentícia,
Seminário em Projeto de Ferramentas
 Revista fundição e serviços Abril de 2015 Autores: Timotheus Kaiser, Siegfried Botch e Karl WeissKopf Seminário em Projeto de Ferramentas Aluno: Marcelo Veiga O artigo traz uma opção à liga de aço DIN
Revista fundição e serviços Abril de 2015 Autores: Timotheus Kaiser, Siegfried Botch e Karl WeissKopf Seminário em Projeto de Ferramentas Aluno: Marcelo Veiga O artigo traz uma opção à liga de aço DIN
Estrutura Cristalina dos Metais
 Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste de Canto
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de MFN88 Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de MFN88 Insertos Econômicos com 8 Arestas de Corte. Reduz o Custo no Desbaste
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira PLANEJAMENTO DE ENSINO MATÉRIAS PRIMAS para moldes não permanentes. Controle de qualidade das matérias primas. AREIAS BASE: Componentes das areia de fundição (areia base,
MOLDAGEM Prof. Ivanir L. Oliveira PLANEJAMENTO DE ENSINO MATÉRIAS PRIMAS para moldes não permanentes. Controle de qualidade das matérias primas. AREIAS BASE: Componentes das areia de fundição (areia base,
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Processos de Macharia
 Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Disciplina: Projeto de Ferramentais I
 Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
FERROS FUNDIDOS NODULARES. Ferros fundidos nodulares
 FERROS FUNDIDOS NODULARES Ferros fundidos nodulares Cinzentos vs. nodulares Cinzento Nodular CE 3,5 a 4,4 4,0 a 4,8 Si 1,5 a 2,4 2 a 3,5 (5!) Grafita Lamelar, A Nodular defeitos D, B, C desvios da nodular
FERROS FUNDIDOS NODULARES Ferros fundidos nodulares Cinzentos vs. nodulares Cinzento Nodular CE 3,5 a 4,4 4,0 a 4,8 Si 1,5 a 2,4 2 a 3,5 (5!) Grafita Lamelar, A Nodular defeitos D, B, C desvios da nodular
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Fundição: um bom começo
 Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
Defeitos de Fundição Inclusões
 Defeitos de Fundição Inclusões Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.2 Inclusões Inclusões
Defeitos de Fundição Inclusões Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.2 Inclusões Inclusões
Uma empresa Randon; Fornece para principais montadoras de caminhões, ônibus e semirreboques do país;
 Uma empresa Randon; Fornece para principais montadoras de caminhões, ônibus e semirreboques do país; Amplo portfólio de peças para suspensões e eixos de semirreboques; Produtos com alta qualidade, segurança
Uma empresa Randon; Fornece para principais montadoras de caminhões, ônibus e semirreboques do país; Amplo portfólio de peças para suspensões e eixos de semirreboques; Produtos com alta qualidade, segurança
Motobombas Centrífugas Submersíveis Séries BCS-365 e BCS-475
 Motobombas Centrífugas Submersíveis Séries BCS-65 e BCS-75 Pedestal Motobombas para líquidos com sólidos em suspensão, conforme tamanho especificado na tabela. Aplicações Gerais Estações de tratamento
Motobombas Centrífugas Submersíveis Séries BCS-65 e BCS-75 Pedestal Motobombas para líquidos com sólidos em suspensão, conforme tamanho especificado na tabela. Aplicações Gerais Estações de tratamento
Ligas de alumínio para fundição
 Ligas de alumínio para fundição Relações entre o processo de fundição e a microestrutura Marcelo F. Moreira Instituto de Pesquisas Tecnológicas IPT Escola de Engenharia Mauá (011) 37674170 e-mail: mfmoreir@ipt.br
Ligas de alumínio para fundição Relações entre o processo de fundição e a microestrutura Marcelo F. Moreira Instituto de Pesquisas Tecnológicas IPT Escola de Engenharia Mauá (011) 37674170 e-mail: mfmoreir@ipt.br
Fundição de Precisão Investment Casting. Disciplina: Fundição. Aula 15 : Processo de Fundição de Precisão. 01: Introdução
 01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
Nas Usinagens Especiais e de Precisão atendemos todo tipo de indústria, em qualquer segmento que
 APRESENTAÇÃO Nas Usinagens Especiais e de Precisão atendemos todo tipo de indústria, em qualquer segmento que necessite de peças especiais e para reposição. Elaboramos os produtos Selftrak através de um
APRESENTAÇÃO Nas Usinagens Especiais e de Precisão atendemos todo tipo de indústria, em qualquer segmento que necessite de peças especiais e para reposição. Elaboramos os produtos Selftrak através de um
Gestão de Fundição em Tempos de Crise
 Gestão de Fundição em Tempos de Crise Publicado em 15 de novembro de 2016 Ricardo Fuoco Consultor-- Especialista em Fundição, Gestão Estratégica, P&D&I. A produção brasileira de peças fundidas é composta
Gestão de Fundição em Tempos de Crise Publicado em 15 de novembro de 2016 Ricardo Fuoco Consultor-- Especialista em Fundição, Gestão Estratégica, P&D&I. A produção brasileira de peças fundidas é composta
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
MFPN66 MFPN66. Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de 66
 Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Fresa de Alta Eficiência com Ângulo da Aresta de Corte de Fresa de Alta Eficiência com um Ângulo da Aresta de Corte de Insertos Econômicos com 10 Arestas de Corte. Reduz a Vibração com Design de Baixo
Equação Geral da Condução
 Equação Geral da Condução Para um sistema unidimensional demonstrouse: q x = k A T x x Para um sistema multidimensional o fluxo de calor é vetorial: q,, =q x,, i q y,, j q z,, k = k T i k T j k T k =k
Equação Geral da Condução Para um sistema unidimensional demonstrouse: q x = k A T x x Para um sistema multidimensional o fluxo de calor é vetorial: q,, =q x,, i q y,, j q z,, k = k T i k T j k T k =k
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
Código ET AGRALE S.A. Data ESPECIFICAÇÕES TÉCNICAS 04/03/2015 MA9000VL - ABS. OBS: Foto apenas ilustrativa.
 AGRALE S.A. ESPECIFICAÇÕES TÉCNICAS Código ET 650.103 Data 04/03/2015 MA9000VL - ABS OBS: Foto apenas ilustrativa. AGRALE ESPECIFICAÇÕES TÉCNICAS PRODUTO: CHASSI MODELO: VOLARE V9L CÓDIGO 6025.000.500.00.0
AGRALE S.A. ESPECIFICAÇÕES TÉCNICAS Código ET 650.103 Data 04/03/2015 MA9000VL - ABS OBS: Foto apenas ilustrativa. AGRALE ESPECIFICAÇÕES TÉCNICAS PRODUTO: CHASSI MODELO: VOLARE V9L CÓDIGO 6025.000.500.00.0
TENNANT METALLURGICAL GROUP LTD INFORMAÇÃO DO PRODUTO
 TENNANT METALLURGICAL GROUP LTD INFORMAÇÃO DO PRODUTO Estabelecida em 1794, a principal atividade da Tennant Metallurgical Group s (TMG) é a captação, importação, venda e distribuição de minérios metálicos,
TENNANT METALLURGICAL GROUP LTD INFORMAÇÃO DO PRODUTO Estabelecida em 1794, a principal atividade da Tennant Metallurgical Group s (TMG) é a captação, importação, venda e distribuição de minérios metálicos,
Disciplina: Projeto de Ferramentais I
 Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Fundição sob Pressão Die Casting
 Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
E = 70GPA σ e = 215MPa. A = 7500mm 2 I x = 61,3x10 6 mm 4 I y = 23,2x10 6 mm 4
 Lista 1 1. A coluna de alumínio mostrada na figura é engastada em sua base e fixada em seu topo por meios de cabos de forma a impedir seu movimento ao longo do eixo x. Determinar a maior carga de compressão
Lista 1 1. A coluna de alumínio mostrada na figura é engastada em sua base e fixada em seu topo por meios de cabos de forma a impedir seu movimento ao longo do eixo x. Determinar a maior carga de compressão
Grupo I Caso Prático (9.0 valores)
") 2º Teste 12 de Dezembro de 2007 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2007/2008 Duração: 1h30 Grupo I Caso Prático (9.0 valores)
2º Teste 12 de Dezembro de 2007 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2007/2008 Duração: 1h30 Grupo I Caso Prático (9.0 valores)
Eixos sem freio COMPACT
 Eixos sem freio COMPACT 750 kg, 100x4, 112x5 Tecnologia Modelo: ubr 700 Tipo de eixo: 700-5 Carga de eixo: EA 750 kg Suspensão: Suspensão de borracha sextavada Braço de suspensão: 145 mm Furação de roda:
Eixos sem freio COMPACT 750 kg, 100x4, 112x5 Tecnologia Modelo: ubr 700 Tipo de eixo: 700-5 Carga de eixo: EA 750 kg Suspensão: Suspensão de borracha sextavada Braço de suspensão: 145 mm Furação de roda:
O irmão do aço. Obtendo o ferro fundido
 O irmão do aço Na segunda aula deste módulo, quando nós estudamos a classificação dos materiais, você aprendeu que eles são divididos em dois grupos: os materiais ferrosos e os materiais não-ferrosos.
O irmão do aço Na segunda aula deste módulo, quando nós estudamos a classificação dos materiais, você aprendeu que eles são divididos em dois grupos: os materiais ferrosos e os materiais não-ferrosos.
NEW HOLLAND PROMOSAFRA 2013/2014
 NEW HOLLAND PROMOSAFRA 2013/2014 Código Atual Outubro 2013 a Março / 2014 PREÇO PÚBLICO Linha Peça Descrição Atual Promocional Desconto 1 30009 CORRENTE DE AÇO ESTEIRA 685,54 548,43 20,0% 2 40242 ELO DE
NEW HOLLAND PROMOSAFRA 2013/2014 Código Atual Outubro 2013 a Março / 2014 PREÇO PÚBLICO Linha Peça Descrição Atual Promocional Desconto 1 30009 CORRENTE DE AÇO ESTEIRA 685,54 548,43 20,0% 2 40242 ELO DE
Série: FBOT MANUAL TÉCNICO. - Bomba de óleo térmico BOMBA DE ÓLEO TÉRMICO FBOT. Aplicação
 MANUAL TÉCNICO Série: FBOT - Bomba de óleo térmico Aplicação Desenvolvida para trabalhar no bombeamento de óleos térmicos orgânicos. Pode ser utilizada na indústria farmacêutica, química, alimentícia,
MANUAL TÉCNICO Série: FBOT - Bomba de óleo térmico Aplicação Desenvolvida para trabalhar no bombeamento de óleos térmicos orgânicos. Pode ser utilizada na indústria farmacêutica, química, alimentícia,
GERDAU AÇOS ESPECIAIS
 AÇOS ESPECIAIS GERDAU AÇOS ESPECIAIS A Gerdau está entre os maiores fornecedores mundiais de aços especiais, com diversas usinas localizadas no Brasil, na Espanha, nos Estados Unidos e na Índia. Essa diversificação
AÇOS ESPECIAIS GERDAU AÇOS ESPECIAIS A Gerdau está entre os maiores fornecedores mundiais de aços especiais, com diversas usinas localizadas no Brasil, na Espanha, nos Estados Unidos e na Índia. Essa diversificação
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
Sopradores Série Omega
 www.kaeser.com Sopradores Série Omega Vazão de 0,5 a 160m³/min Pressão até 1000, vácuo -500 Sopradores KAESER Eficientes e Duráveis Mundialmente renomados por sua eficiência e durabilidade, os sopradores
www.kaeser.com Sopradores Série Omega Vazão de 0,5 a 160m³/min Pressão até 1000, vácuo -500 Sopradores KAESER Eficientes e Duráveis Mundialmente renomados por sua eficiência e durabilidade, os sopradores
MOTORES ELÉCTRICOS. Cat Out / 11. Telef: Mail:
 MOTORES ELÉCTRICOS Cat 021 - Out 2015 1 / 11 Motores com rotor em gaiola de esquilo, fechados, com ventilação exterior. Esta série compreende 16 alturas de veios: de 56 a 355mm. Isolamento classe "F",
MOTORES ELÉCTRICOS Cat 021 - Out 2015 1 / 11 Motores com rotor em gaiola de esquilo, fechados, com ventilação exterior. Esta série compreende 16 alturas de veios: de 56 a 355mm. Isolamento classe "F",
Ciência dos materiais Aula 8. Profª Mª Patrícia Cristina Costa Ladeira
 Ciência dos materiais Aula 8 Profª Mª Patrícia Cristina Costa Ladeira patricialadeira@aedu.com patricia.ladeira@yahoo.com.br Materiais metálicos e ligas 2 Ferrosos Materiais e ligas que possuem o Fe como
Ciência dos materiais Aula 8 Profª Mª Patrícia Cristina Costa Ladeira patricialadeira@aedu.com patricia.ladeira@yahoo.com.br Materiais metálicos e ligas 2 Ferrosos Materiais e ligas que possuem o Fe como
INNOVATION SPEED DATING
 Demanda 1 ÁREA DE Maquinas e Equipamentos / Construção Cívil, Engenharia e Arquitetura Infraestrutura para automação Busca-se por potenciais parceiros com expertise em projetos de desenvolvimento de equipamentos
Demanda 1 ÁREA DE Maquinas e Equipamentos / Construção Cívil, Engenharia e Arquitetura Infraestrutura para automação Busca-se por potenciais parceiros com expertise em projetos de desenvolvimento de equipamentos
VM 4x2R. Raio de giro
 Dimensões (mm) Cabine L1H1 L1H1 L1H1 L1H1 A - Entre-eixos 3650 4550 4800 5150 B - Balanço traseiro 1275 / 1795 2245 2395 2570 C - Distância eixo dianteiro - implemento (mín) 503 503 503 503 Raio de giro
Dimensões (mm) Cabine L1H1 L1H1 L1H1 L1H1 A - Entre-eixos 3650 4550 4800 5150 B - Balanço traseiro 1275 / 1795 2245 2395 2570 C - Distância eixo dianteiro - implemento (mín) 503 503 503 503 Raio de giro
Divisão Clássica dos Materiais de Moldagem
 Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
FUNDIÇÃO. https://www.youtube.com/watch?v=pt6tb1wf1da. Técnico em Mecânica Processo de Fundição
 FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
MOLDAGEM. Prof. Ivanir L. Oliveira. Carga Horária: 4 horas -17 semanas (17 faltas)
") MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) PLANEJAMENTO DE ENSINO /Processos PLANEJAMENTO DE ENSINO Processos em moldes não permanentes. Conceito de areias de fundição
MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) PLANEJAMENTO DE ENSINO /Processos PLANEJAMENTO DE ENSINO Processos em moldes não permanentes. Conceito de areias de fundição
Transmissão. Generalidades
 Transmissão Generalidades Prefácio Este módulo de treinamento refere-se aos conceitos introdutóreos de transmissão. O módulo de treinamento é parte de uma série de módulos destinados ao Treinamento Básico
Transmissão Generalidades Prefácio Este módulo de treinamento refere-se aos conceitos introdutóreos de transmissão. O módulo de treinamento é parte de uma série de módulos destinados ao Treinamento Básico
( * ) Engenheiro metalurgista. Diretor e sócio da Foundry Cursos e Orientação Ltda. e da Romanus Tecnologia e Representações Ltda.
 Engenheiro metalurgista. Diretor e sócio da Foundry Cursos e Orientação Ltda. e da Romanus Tecnologia e Representações Ltda.") Luvas Exotérmicas: Problemas e Soluções ( * ) Arnaldo Romanus Introdução As luvas exotérmicas são utilizadas com a finalidade principal de reduzir o tamanho dos massalotes, visando aumentar o rendimento
Luvas Exotérmicas: Problemas e Soluções ( * ) Arnaldo Romanus Introdução As luvas exotérmicas são utilizadas com a finalidade principal de reduzir o tamanho dos massalotes, visando aumentar o rendimento
HTC - SERVIÇOS TÉCNICOS E PERÍCIAS AUTOMOTIVAS LTDA
 HTC - SERVIÇOS TÉCNICOS E PERÍCIAS AUTOMOTIVAS LTDA HTC - SERVIÇOS TÉCNICOS E PERÍCIAS AUTOMOTIVAS LTDA Empresa criada em 2007, especializada em laudos de causas de danos mecânicos e nexos causais de sinistros
HTC - SERVIÇOS TÉCNICOS E PERÍCIAS AUTOMOTIVAS LTDA HTC - SERVIÇOS TÉCNICOS E PERÍCIAS AUTOMOTIVAS LTDA Empresa criada em 2007, especializada em laudos de causas de danos mecânicos e nexos causais de sinistros
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMAS DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMAS DE AULAS TEMA 15/02 Apresentação : Princípios
VM 8x2R. Raio de giro
 Dimensões (mm) Cabine L2H1 L2H1 L2H1 L2H1 A - Entre-eixos 4800 5150 5900 6700 B - Balanço traseiro 2371 2571 1771 1771 C - Distância eixo dianteiro - implemento (mín) 826 826 826 826 Raio de giro 11700
Dimensões (mm) Cabine L2H1 L2H1 L2H1 L2H1 A - Entre-eixos 4800 5150 5900 6700 B - Balanço traseiro 2371 2571 1771 1771 C - Distância eixo dianteiro - implemento (mín) 826 826 826 826 Raio de giro 11700
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
MOLDAGEM. Prof. Ivanir L. Oliveira. Carga Horária: 4 horas -17 semanas (17 faltas)
") MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,