ESTUDO DO COMPORTAMENTO DA LIGA SAE HEV8 DURANTE DEFORMAÇÃO A QUENTE. David Delagostini Jarreta
|
|
|
- Vinícius Caldeira Alcaide
- 6 Há anos
- Visualizações:
Transcrição
1 UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ESTUDO DO COMPORTAMENTO DA LIGA SAE HEV8 DURANTE DEFORMAÇÃO A QUENTE David Delagostini Jarreta São Carlos 2010
2 UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ESTUDO DO COMPORTAMENTO DA LIGA SAE HEV8 DURANTE LAMINAÇÃO A QUENTE David Delagostini Jarreta Dissertação apresentada ao Programa de Pós-Graduação em Ciência e Engenharia de Materiais como requisito à obtenção do título de MESTRE EM ENGENHARIA DE MATERIAIS Orientador: Prof. Dr. Oscar Balancin São Carlos 2010
3
4 MEMBROS DA BANCA EXAMINADORA DA DISSERTAÇÃO DE MESTRADO DE DAVID DELAGOSTINI JARRETA APRESENTADA AO PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS DA UNIVERSIDADE FEDERAL DE SÃO CARLOS EM 16 DE JULHO DE 2010 BANCA EXAMINADORA: Prof. Dr. OSCAR BALANCIN ORINETADOR - UFSCar - DEMa Prof. Dr. ALBERTO MOREIRA JORGE JÚNIOR UFSCar DEMa Prof. Dr. RAFAEL AGNELLI MESQUITA UNINOVE - SP
5 Eu dedico essa dissertação à minha família, Gilmar, Ivana e Cláudio, que com sua convivência e amor, ensinaram-me tudo o que preciso para viver. VITAE DO CANDIDATO David Delagostini Jarreta é Gerente de Tecnologia na CBMM. Trabalhou como Pesquisador na Villares Metals S.A. ( ) com o desenvolvimento de aços, superligas e ligas especiais com implementação nas rotas de processo, estudo e controle dos processos metalúrgicos envolvidos na fabricação. Os trabalhos desenvolvidos contemplam desenvolvimentos de ligas a base Ni que atualmente são produzidas em larga escala e incorporam o principal seguimento de vendas da empresa, rendendo ainda 2 patentes depositadas no USPTO. Graduado Engenheiro de Materiais pela Universidade Federal de São Carlos, São Carlos (2004).
6 1 AGRADECIMENTOS Agradeço primeiramente aos meus pais Gilmar e Ivana, e ao meu irmão Cláudio, por seu amor, exemplo e companheirismo. Agradeço muito aos meus amigos e companheiros de trabalho Eduardo e Rafael por sua contribuição neste trabalho com suas experiências e discussões riquíssimas. Agradeço à equipe de técnicos do Centro de Pesquisa e Desenvolvimento da Villares Metals S.A., que contribuíram muito com o suporte operacional deste trabalho, além do fornecimento de amostras da liga SAE HEV8. Agradeço aos funcionários do PPGCEM DEMa UFSCar, por seu suporte e organização durante todo meu mestrado. Aos professores Alberto Moreira Jorge Jr. e Maurizio Ferrante, por sua contribuição ao trabalho. Ao professor Oscar Balancin por ter sido o orientador deste trabalho, pela flexibilidade e compreensão frente às dificuldades de tempo enfrentadas, pelos ensinamentos, riquíssimas discussões e indicações de leitura.
7 2 RESUMO Curvas de escoamento plástico foram levantadas a partir de ensaios de torção a quente isotérmicos contínuos para caracterizar e estudar o comportamento da liga SAE HEV8 durante a conformação a quente. Realizou-se a aquisição das curvas de escoamento plástico em diferentes condições de temperatura e taxa de deformação, de forma a incluir as condições reais de forjamento e laminação a quente da liga SAE HEV8. As curvas obtidas neste trabalho apresentaram um aspecto típico de materiais que sofrem amaciamento por recristalização dinâmica, e foram utilizadas para a determinação de variáveis como tensões e deformações de pico, tensões e deformações criticas e de estado estacionário, além do valor da energia de ativação aparente para deformação a quente da liga SAE HEV8, Q HW = 438 kj/mol. Além disso, foram encontrados valores para as constantes da equação de Sellars e Tergat, e calculado o parâmetro de Zener-Hollomon para cada condição de ensaio. Foram também obtidas equações empíricas que relacionam as características do material ao seu comportamento durante deformação a quente. A observação metalográfica dos corpos de prova utilizados nos ensaios permitiu o conhecimento do tamanho médio de grão da microestrutura resultante de cada uma das condições de ensaio, bem como do tamanho médio de grão inicial, antes da deformação imposta pelo ensaio de torção a quente D 0 = 145,0 m. Além disso, foram determinadas equações empíricas que relacionam os parâmetros de processo ao tamanho médio de grão obtido. Desta forma, este trabalho teve o objetivo de estudar o comportamento da liga SAE HEV8 durante deformação a quente, bem como seu resultado em termos microestruturais para diferentes condições de temperatura e taxa de deformação. Esses resultados são exatamente a base de dados metalúrgicos necessária para abastecer softwares de simulação numérica, que são capazes de simular tridimensionalmente a deformação a quente, calculando para cada instante do processo, elemento a elemento de uma malha de elementos finitos, a tensão máxima resultante, deformação total, taxa de deformação, temperatura, tamanho de grão e resistência mecânica, dentre outras variáveis programadas.
8 3 ABSTRACT Plastic flow stress curves were obtained from continuous isothermal hot torsion tests to characterize and study the behavior of the alloy SAE HEV8 during hot forming. The acquisition of the plastic flow stress curves was carried out in different conditions of temperature and strain rate, to include the real conditions involved in the forging and hot rolling of the alloy SAE HEV8. The curves obtained in this study showed a typical aspect of materials that undergo softening by dynamic recrystallization, and were used to determine variables such as peak stress and strain, critical and steady-state stress and strain, and the value of the apparent activation energy for SAE HEV8 hot forming, Q HW = 438 kj / mol. Furthermore, values for Sellars and Tergat equation constants were found, and calculated the Zener-Hollomon parameter for each test condition. Empirical equations that relate the material characteristics to its behavior during hot deformation were obtained. The metallographic observation of the specimens used in the tests revealed the average grain size of the resulting microstructure of each test, and the initial average grain size before deformation imposed by the hot torsion test D 0 = m. Other empirical equations for the alloy SAE HEV8 that relate process parameters to the average grain size were also obtained. Thus, this work was to study the behavior of the alloy SAE HEV8 during hot deformation and its outcome in terms of microstructure for different conditions of temperature and strain rate, to include the actual conditions of forging and rolling hot this league. These results are exactly the database needed to supply metallurgical numerical simulation software, which are capable of simulating three-dimensional deformation of hot, calculating for each moment of the process, element by element of a finite element mesh, the maximum stress resulting total strain, strain rate, temperature, grain size and strength, among other variables programmed.
9 4 PUBLICAÇÕES RELACIONADAS - JARRETA D. D., BALANCIN O., BARBOSA C. A., SOUZA E. N. Simulação Física da Conformação a Quente da Liga Inconel 718 para Base de Dados de Software de Simulação Numérica. ABM 62º Congresso Internacional, Vitória - ES, JARRETA D. D., BALANCIN O., BARBOSA C. A., SOUZA E. N. Simulação Física da Laminação a Quente da Superliga SAE HEV8. ABM 63º Congresso Internacional, Santos - SP, JARRETA D. D., BALANCIN O., BARBOSA C. A., SOUZA E. N. Análise Crítica da Base de Dados de Software de Simulação Numérica para Conformação a Quente da Liga 718. Revista Tecnologia em Metalurgia e Materiais, JARRETA D. D., BALANCIN O., BARBOSA C. A., SOUZA E. N. Controle Microestrutural em Laminação a Quente da Liga NIMONIC 80A. ABM 65º Congresso Internacional, Rio de Janeiro - RJ, 2010.
10 5 ÍNDICE AGRADECIMENTOS...1 RESUMO...2 ABSTRACT...3 PUBLICAÇÕES RELACIONADAS...4 ÍNDICE...5 ÍNDICE DE TABELAS...7 ÍNDICE DE FIGURAS INTRODUÇÃO REVISÃO BIBLIOGRÁFICA A Liga SAE HEV Deformação a Quente da Liga SAE HEV Endurecimento e Amaciamento Durante Deformação a Quente Recristalização Equações Constitutivas Utilizadas na Modelagem da Deformação a Quente Simulação Física da Deformação a Quente Ensaio de Torção a Quente Simulação Numérica da Deformação a Quente Ciência, Simulação e Aplicação MATERIAIS E MÉTODOS Liga SAE HEV Ensaios de Torção a Quente Curvas de Escoamento Plástico Simulação Física do Processo de Laminação Metalografia RESULTADOS E DISCUSSÃO Ensaios Isotérmicos de Carregamento Contínuo Curvas de Escoamento Plástico da Liga SAE HEV8...49
11 Determinação das Tensões e Deformações Críticas Determinação da Energia de Ativação Relações e Influência das Condições de Deformação nas Tensões Críticas, de Pico e de Estado Estacionário Metalografia Relação entre o Tamanho de Grão Médio e as Condições de Deformação Simulação Física do Processo de Laminação CONCLUSÕES SUGESTÕES PARA TRABALHOS FUTUROS REFERÊNCIAS BIBLIOGRÁFICAS...81
12 7 ÍNDICE DE TABELAS Tabela 2.1: Composição química da liga SAE HEV8 (Pyromet 31-V)...13 Tabela 3.1: Composição química da amostra da liga SAE HEV8 (Pyromet 31-V) utilizada para os ensaios...42 Tabela 3.2: Parâmetros de laminação da liga SAE HEV Tabela 4.1: Tensões e deformações críticas obtidas...56 Tabela 4.2: Valores obtidos para as tensões e deformações críticas, de pico e de estado estacionário e do parâmetro Z para cada uma das condições de deformação...60 Tabela 4.3: Valores dos diâmetros médios dos grãos recristalizados (d)...68
13 8 ÍNDICE DE FIGURAS Figura 2.1: Curvas tensão-deformação ilustrativas da ocorrência de encruamento, recuperação dinâmica e recristalização dinâmica...21 Figura 2.2: Curva tensão-deformação esquemática mostrando a recristalização dinâmica para (a) altas taxas de deformação e (b) baixas taxas de deformação...22 Figura 2.3: Curva de escoamento plástico característica de uma liga metálica onde ocorre a recristalização dinâmica...25 Figura 2.4: Esquema da evolução do processo de recristalização dinâmica pelo mecanismo de necklacing...27 Figura 2.5: Estado de tensões atuante na superfície de uma amostra cilíndrica submetida a um esforço de torção...33 Figura 2.6: Ilustração esquemática do ciclo térmico empregado nos ensaios isotérmicos contínuos...35 Figura 2.7: Ilustração esquemática do ciclo termomecânico empregado nos ensaios isotérmicos com duas etapas de deformação...36 Figura 2.8: Representação esquemática do ciclo termomecânico imposto em ensaios realizados com múltiplas deformações em resfriamento contínuo...37 Figura 2.9: Relacionamento entre os módulos de um software de elementos finitos...38 Figura 3.1: Dimensões dos corpos de prova do ensaio de torção a quente...43 Figura 3.2: Representação esquemática do ciclo termomecânico Imposto em ensaios realizados com múltiplas deformações em resfriamento contínuo...47 Figura 3.3: Representação esquemática das superfícies preparadas para observação microestrutural...48 Figura 4.1: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 0,01 s
14 9 Figura 4.2: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 0,1 s Figura 4.3: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 1,0 s Figura 4.4: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 20 s Figura 4.5: Curva vs. para T = 1100 C e ἑ = 20 s -1, junto à sua curva de ajuste polinomial com a equação...54 Figura 4.6: Curva (-d /ds) vs. para T = 1100 C e ἑ = 20 s -1 com seu ponto mínimo destacado pela seta...55 Figura 4.7: Gráfico log (ἑ) vs. log (senh( p )) para o cálculo da constante n...57 Figura 4.8: Gráfico ln (senh( p )) vs. (1000 / T ) para o cálculo de Q...58 Figura 4.9: Gráfico Ln(senh( p )) vs. Ln Z para o cálculo da constante A...59 Figura 4.10: Variação da tensão crítica com as condições de deformação...61 Figura 4.11: Variação da tensão crítica com o parâmetro Z...62 Figura 4.12: Variação da tensão de pico com as condições de deformação...63 Figura 4.13: Variação da tensão de pico com o parâmetro Z...64 Figura 4.14: Variação da tensão de estado estacionário com as condições de deformação...65 Figura 4.15: Variação da tensão de estado estacionário com o parâmetro Z...65 Figura 4.16: Microestrutura Inicial da liga SAE HEV8 imediatamente antes da deformação, com D 0 = 144,87 ± 5 mm...66 Figura 4.17: Microestrutura inicial da liga SAE HEV8 produzida industrialmente, imediatamente antes da laminação de acabamento. Ou seja, resfriada rapidamente imediatamente depois da laminação de desbaste e tempo de espera ou transferência entre desbaste e acabamento. D 0 = 149,76 ± 5 m...67
15 10 Figura 4.18: Microestruturas dos corpos de prova após ensaio de torção a quente...68 Figura 4.19: Evidências microestruturais da ocorrência do necklacing...69 Figura 4.20: Curva tensão-deformação equivalentes para o ensaio de torção a quente nas condições T = 1000 C e ἑ = 20 s -1, evidenciando a ocorrência do necklacing...70 Figura 4.21: variação da tensão de pico com diâmetro médio de grão (d RX )...71 Figura 4.22: Variação da tensão de estado estacionário com diâmetro médio de grão (d RX )...71 Figura 4.23: Variação do diâmetro médio de grão com o parâmetro Z...72 Figura 4.24: Simulação da laminação da liga SAE HEV8 por ensaio de torção...74 Figura 4.25: Relação entre as tensões de pico ( P ) e os valores do torque máximo atingido para acionamento dos cilindros de laminação de cada cadeira durante o processo de laminação industrial da liga SAE HEV8 (TqAct MAX ) e à área da superfície transversal da barra na zona de deformação (A DZ )...76 Figura 4.26: Microestrutura da liga SAE HEV8 produzida industrialmente, resfriada rapidamente imediatamente após laminação de acabamento. d = 15,87 ± 5 m...77 Figura 4.27: Microestrutura do corpo de prova da liga SAE HEV8 resfriada rapidamente imediatamente após ensaio de torção a quente com múltiplas deformações em resfriamento contínuo para simulação do processo de laminação. d = 17,54 ± 5 m...77
16 11 1. INTRODUÇÃO Os principais problemas enfrentados na indústria de conformação plástica de ligas especiais a base de níquel são a janela de trabalho estreita com relação à faixa de temperaturas e o controle microestrutural, principalmente no que toca o tamanho de grão final originado após o processo de conformação. A dificuldade no estabelecimento dos parâmetros de processo para laminação de ligas especiais devese à elevada resistência a quente e estreita faixa de temperaturas para processamento, levando à utilização dos limites do equipamento e extrema dificuldade no controle da microestrutura durante e após o processo de laminação. Projetos recentes na área de simulação numérica de processos termomecânicos têm sido focados no estudo do comportamento de ligas a base de níquel, devido a suas características estruturais de difícil conformabilidade e a crescente necessidade da obtenção do controle microestrutural. Atualmente, existem softwares de simulação numérica que reproduzem o processo de deformação e o desenvolvimento microestrutural da liga conformada, possibilitando a previsão do tamanho de grão do material conformado, bem como a otimização dos parâmetros de processo. O presente trabalho é um estudo das características de uma liga a base de níquel durante conformação a quente e geração de uma base de dados completa e confiável para um software de simulação numérica por elementos finitos. A implementação das simulações do processo de conformação mecânica a quente, bem como da evolução microestrutural da liga deformada, em um software de simulação numérica por elementos finitos, assim como suas análises, exigem a ciência dos fenômenos metalúrgicos envolvidos no processo e das corretas propriedades mecânicas do material envolvido. Somente assim será possível a reprodução verossímil, otimização dos parâmetros de processo e controle microestrutural. O objetivo deste trabalho é estudar o comportamento da liga SAE HEV8 durante deformação a quente, bem como seu resultado em termos microestruturais para diferentes condições de temperatura e taxa de deformação. Os resultados desse trabalho serão base de dados para abastecer um software de simulação numérica.
17 12 2. REVISÃO BIBLIOGRÁFICA 2.1. A Liga SAE HEV8 As ligas a base de níquel são as mais complexas, mais largamente utilizadas para aplicações em temperaturas elevadas [1,2] e, para muitos metalurgistas, as mais fascinantes de todas as superligas. Isso se deve à sua metalurgia física bastante complexa e sofisticada. As ligas de níquel utilizadas para aplicações em altas temperaturas foram muito estudadas para temperaturas entre 650 e 1100ºC, envolvendo principalmente microestrutura, propriedades mecânicas e resistência à corrosão, sobretudo oxidação a quente. Para suas aplicações em componentes críticos em condições extremas de solicitação mecânica, corrosão e temperatura, essas ligas precisam possuir uma microestrutura uniforme com tamanho de grão pré-definido para cada aplicação [1-19]. Em sua maioria, as ligas de níquel para altas temperaturas são constituídas por 10 a 20% em massa de cromo, até 8% de elementos formadores de fase (Al, Ti, Nb, Ta), teores variáveis de ferro, cobalto, molibdênio, tungstênio e pequenas quantidades de carbono, boro e zircônio. Além dos elementos residuais, como Mn, Si, P, S, N e O [1,2]. Sua microestrutura consiste basicamente de uma matriz austenítica (CFC) com precipitação de fases intermetálicas, principalmente e, que precipitam envolvendo os carbonetos, nos contornos de grão e dispersa nos grãos, e carbonetos e carbonitretos. Além disso, podem surgir fases indesejáveis na microestrutura dessas ligas, como é o caso das fases,, e Laves, que são danosas às propriedades mecânicas [1,2]. Essas ligas são endurecíveis por vários mecanismos, mas o mecanismo preponderante responsável por sua dureza e resistência mecânica, principalmente em temperaturas elevadas, é a precipitação das fases intermetálicas coerentes com a matriz e (do tipo Ni 3 (Al, Nb, Ti)), as quais precipitam em geral em temperaturas abaixo de 1000ºC [1,2]. Observa-se também o endurecimento por solução sólida de átomos como Co, Fe, Mo, W, V, Ti e Al [1,2].
18 13 A liga SAE HEV8 é uma liga Ni-Cr-Fe endurecida por precipitação utilizada para a fabricação de válvulas de exaustão para motores de combustão interna. A composição química básica da liga é mostrada na Tabela 2.1 abaixo. Tabela 2.1: Composição química da liga SAE HEV8 (VAT 31-V). C Cr Ni Fe Ti Al Mo Nb % Massa 0,045 22,50 56,50 Rest. 2,20 1,20 2,00 0,85 As principais propriedades são: elevada resistência mecânica acima de 800ºC, elevada resistência à fluência, elevada resistência à corrosão, oxidação a quente e sulfetação. A liga SAE HEV8 apresenta uma microestrutura composta por uma matriz austenítica rica em níquel (reticulado CFC) e com elevada quantidade de átomos em solução sólida, destacando-se o cromo, o ferro e o molibdênio. Os precipitados intermetálicos são, sobretudo, da forma Ni 3 (Al, Ti, Nb), os quais possuem reticulado CFC coerente com a matriz austenítica e praticamente todo o carbono presente está na forma de carbonetos primários do tipo MC ou carbonitretos de titânio. A microestrutura da liga SAE HEV8 oferece vários tipos de falha de empilhamento, incluindo as falhas usuais entre duas linhas de discordância parciais da matriz, falha de empilhamento em super-redes, região do contorno de anti-fase e outras complexas [1,2,20-22]. Entretanto, essa liga é laminada a quente em temperaturas acima da temperatura de dissolução das fases intermetálicas, prevalecendo o mecanismo de deformação da matriz nessas temperaturas [1,2,7,17-19,23,24]. A matriz austenítica apresenta energia de falha de empilhamento relativamente baixa, o que confere à liga, como na maioria das superligas, uma grande sensibilidade ao encruamento [20-25]. O principal mecanismo de amaciamento durante e após deformação é a recristalização [20-25]. A precipitação da fase não apenas endurece a liga, como também impede a recristalização, de modo que a deformação a quente dessas ligas deve ser realizada acima da temperatura solvus dessa fase intermetálica, que varia entre 900 e 930 C dependendo da composição química da liga [4,20-25].
19 Deformação a Quente da Liga SAE HEV8 A deformação plástica de metais, como método de fabricação de materiais metálicos, pode ser observada como uma deformação permanente de um policristal, o que pode ocorrer por meio de geração e movimentação de linhas de discordância ou maclação mecânica. A deformação plástica de um policristal metálico ocorre de modo a mudar a forma dos grãos (cristais), alterar a orientação dos grãos e, principalmente, elevando em várias ordens de grandeza a quantidade de defeitos cristalinos puntiformes (principalmente lacunas ou vacâncias) e defeitos de linha (sobretudo, linhas discordância e maclas) por unidade de volume [20,22]. O principal mecanismo de deformação plástica presente em processos industriais de fabricação de superligas a base de níquel por conformação plástica a quente é a geração e movimentação de linhas de discordância. Processos de conformação a quente são processamentos termomecânicos industriais que envolvem a aplicação de tensões e temperatura para deformar o metal em uma determinada geometria, de forma a predominarem os mecanismos microestruturais de amaciamento sobre os de endurecimento durante o processamento. Mecanismos de endurecimento ou aumento da resistência competem com os mecanismos de amaciamento durante a deformação a quente para a determinação da microestrutura final do material deformado, e a temperatura tem um papel fundamental nesta competição, de forma a ativar e acelerar processos de amaciamento dependentes da difusão atômica. Para um processo de deformação a quente, o encruamento é responsável pelo aumento na resistência da liga durante o processo, juntamente com qualquer outro fenômeno que possa gerar discordâncias ou bloquear o movimento das linhas de discordância durante o processo de deformação, como precipitação de novas fases e presença de átomos de soluto. Os mecanismos de amaciamento são a recuperação e a recristalização, os quais realizam a eliminação de defeitos cristalinos, sendo a recuperação também responsável pelo rearranjo das linhas de discordância e a recristalização responsável por alterar a microestrutura da liga, pela nucleação e crescimento de novos grãos [20,22].
20 15 No caso da liga SAE HEV8, processos como forjamento e laminação a quente ocorrem entre as temperaturas de 900 e 1200ºC, faixa de temperatura esta em que as fases intermetálicas foram previamente dissolvidas na matriz durante reaquecimento pré-laminação, de modo que o material a ser deformado é constituído apenas pela matriz austenítica (com todos os átomos dos elementos de liga em solução sólida) e partículas de carbonetos primários em pequena quantidade dispersos homogeneamente. Os mecanismos de endurecimento enfrentados pela carga de deformação no processo de laminação serão o encruamento pela geração de linhas de discordância a partir do cisalhamento imposto pelo próprio processo de deformação, e o endurecimento por solução sólida de átomos com diferentes raios atômicos, os quais distorcem a rede cúbica de face centrada da matriz [20,23-30] e geram campos de tensão que reduzem a mobilidade das linhas de discordância. No caso do endurecimento por solução sólida, a liga SAE HEV8 conta com quantidades significativas de poderosos átomos endurecedores a quente, como é o caso do molibdênio (2,0 % em massa), principal endurecedor a quente da liga, o cromo (22,5 % em massa) e o nióbio (0,85 % em massa). Além de outros elementos com influência menos pronunciada nas distorções do reticulado responsáveis pela redução na mobilidade das discordâncias e, portanto, pelo endurecimento por solução sólida [26-30]. Deste modo, a liga termina o processo de laminação em seu estado solubilizado [26,28,29]. Assim sendo, não há a preocupação com transformações de fase ou precipitações das fases intermetálicas durante o processo de laminação, de forma que as atenções são voltadas para a plasticidade da liga, resistência mecânica traduzida em esforço de máquina e aos fenômenos de recristalização e crescimento de grão, que irão determinar a microestrutura final da liga após deformação a quente. O controle do tamanho de grão final, bem como da homogeneidade do tamanho de grão ao longo de todo o material deformado, será realizado ao partir do controle da geometria de deformação, grau de deformação, taxa de deformação e temperatura aplicados em cada etapa do processo de conformação plástica a quente da liga. Desta forma, será controlado o fenômeno da recristalização a partir da nucleação e crescimento dos novos grãos durante e após o processo de deformação.
21 Para isso, é necessário conhecer e quantificar o comportamento da liga sob deformação plástica a quente Endurecimento e Amaciamento Durante Deformação a Quente Denomina-se encruamento o aumento da resistência do metal devido à elevação da densidade de linhas de discordância (quantidade de discordâncias por unidade de volume) [20,22,31-33]. O encruamento será maior quanto maior for a dificuldade de movimentação das linhas de discordância pelos planos de deslizamento da rede cristalina, superando os obstáculos e campos de tensão gerados pelos defeitos presentes previamente na rede, por exemplo, átomos de soluto, partículas, contornos de grão e outras linhas de discordância. O bloqueio da movimentação das discordâncias gera a elevação da resistência do material à deformação a partir da aplicação de tensões. A continuidade da aplicação de tensão irá promover a geração de novas linhas de discordância para a ocorrência da deformação, as quais irão caminhar até também ficaram bloqueadas. Esse mecanismo se processa até a saturação máxima de discordâncias por unidade de volume da liga, ou até se iniciar algum mecanismo de amaciamento [20,22,31-33]. A densidade e distribuição das discordâncias geradas no processo de deformação dependem de fatores como temperatura, microestrutura inicial, quantidade e taxa de deformação, estrutura cristalina da liga, átomos de soluto (elementos de liga dissolvidos na matriz durante a deformação) e a energia de falha de empilhamento (EFE) da liga [20,32]. Ligas com baixa energia de falha de empilhamento apresentam discordâncias com baixa mobilidade caminhando em sua rede durante o processo de deformação. Isso ocorre devido à grande distância entre os pares de discordâncias parciais, dificultando a ocorrência dos fenômenos de escalagem ( climb ) e deslizamento cruzado ( cross-slip ), e reduzindo sobremaneira a freqüência de ocorrência dos processos de recuperação (aniquilação e rearranjo de discordâncias) [20,31-33]. O resultado disso é que ligas com baixa EFE que sofreram uma mesma determinada quantidade de deformação em uma dada velocidade e temperatura apresentarão uma
22 17 maior densidade de discordâncias homogeneamente distribuídas nas zonas de deformação que ligas com alta EFE. A presença de átomos de soluto tendem a alterar a EFE da liga, além de interagirem diretamente com as discordâncias, reduzindo sua mobilidade [20]. O tamanho de grão inicial altera a densidade final de discordâncias do material após uma determinada deformação. Isso ocorre devido ao fato de os contornos de grão servirem como obstáculos à movimentação das linhas de discordância. Assim, para uma deformação em mesmas condições de grau, velocidade e temperatura em uma mesma liga com diferentes tamanhos de grão iniciais, ocorrerá maior densidade de discordâncias na amostra com menor tamanho de grão [20,34,35]. A temperatura eleva a taxa de difusão atômica e a movimentação de vacâncias, elevando por conseqüência a mobilidade das linhas de discordância, de forma que uma redução na temperatura restringe seu movimento. Além disso, a redução na temperatura pode ocasionar uma redução na EFE da liga, elevando ainda mais a sensibilidade da liga ao encruamento [22,36]. A elevação da taxa de deformação se comporta microestruturalmente como o abaixamento na temperatura da liga, uma vez que é gerado e forçado a se movimentar um número maior de discordâncias em um mesmo espaço de tempo [20]. É importante ser dito que a temperatura tem uma influência muito maior que a taxa de deformação na densidade final de discordâncias no material após deformação a quente, ou seja, pequenas alterações na temperatura equivalem a várias ordens de grandeza na taxa de deformação para um mesmo efeito microestrutural [20]. A sensibilidade de uma determinada liga ao encruamento durante deformação plástica pode ser quantificada a partir da análise de sua curva de escoamento plástico (tensão vs. deformação). A derivada primeira, ou seja, a inclinação dessa curva será a taxa de encruamento ou amaciamento da liga. A derivada da curva de escoamento plástico irá representar o aumento ou redução da tensão necessária para se obter uma determinada deformação [36-37]. Devido a suas características estruturais e baixa energia de falha de empilhamento, a liga SAE HEV8 terá como seu principal mecanismo de amaciamento o fenômeno da recristalização.
23 Recristalização A recristalização é o fenômeno de nucleação e crescimento de novos grãos isentos de deformação a partir de uma microestrutura encruada. Como os novos grãos estão isentos de deformação, as discordâncias tem elevada mobilidade nestas regiões, reduzindo a tensão necessária para a deformação do material. Por isso, a recristalização é dita mecanismo de amaciamento [20,22,36]. A recristalização é um mecanismo ativado termicamente, uma vez que depende da difusão atômica para a nucleação e crescimento dos novos grãos, mas a força motriz do fenômeno é a redução da energia livre do sistema pela redução da energia fornecida ao sistema durante a deformação na forma de defeitos cristalinos, sobretudo defeitos puntiformes e de linha, com as linhas de discordância. A termodinâmica diz que essa energia acumulada no sistema (rede cristalina do metal) deve ser reduzida, e isso pode ocorrer por meio de dois fenômenos: a recuperação e a recristalização. Na recuperação, ocorrem reações de aniquilação entre defeitos puntiformes e linhas discordância de sinais opostos, levando à redução da densidade dos mesmos, além da redução dos anéis de discordâncias, rearranjo e organização das discordâncias em configurações de menor energia (fenômeno da poligonização e formação de contornos de baixo e alto ângulo). No caso da recristalização, o que ocorre é a absorção de defeitos puntiformes e de linhas de discordância por movimentação de contornos de alto ângulo (novos grãos isentos de deformação em crescimento) [20,30-33]. Acerca da recristalização, é muito importante observar algumas diferenças básicas dos fenômenos termicamente ativados que ocorrem por nucleação e crescimento. O potencial termodinâmico para a transformação (energia armazenada na forma de defeitos cristalinos) é muito baixo em comparação com transformações de fase, por exemplo, além de a recristalização ser muito pouco dependente da temperatura da transformação. Como a energia de interface entre a região recristalizada e a matriz ainda não recristalizada (contorno de grão: alto ângulo) é muito alta, tem-se núcleos bem maiores que o que usualmente observado em outras transformações de nucleação e crescimento, sendo seu tamanho da ordem de 1 m [20].
24 19 Existem pelo menos três mecanismos de nucleação para a recristalização, mas todos convergem na formação e migração de contornos de alto ângulo nas regiões de concentração da deformação. Isso torna a recristalização um fenômeno que difere da teoria clássica da nucleação [20]. Além disso, o tamanho do grão recristalizado é muito sensível ao grau de deformação e pouco à temperatura de ocorrência da recristalização [20]. A recristalização pode ocorrer após a deformação plástica, quando é denominada recristalização estática, ou concomitantemente ao processo de deformação, quando é dita recristalização dinâmica. Existe ainda um outro modo de ocorrência de recristalização, denominada recristalização metadinâmica, a qual ocorre quando foi iniciada a recristalização dinâmica, mas a deformação em altas temperaturas foi interrompida de forma a ainda existirem núcleos formados e contornos de grão em movimentação, gerando regiões isentas de deformação na microestrutura da liga [20,38-43]. A recristalização estática é o mecanismo de amaciamento pela nucleação e crescimento de novos grãos isentos de deformação após finalizado o processo de deformação. Ocorre freqüentemente nos processos de deformação a quente entre os múltiplos passes de deformação ou após o último passe [41,44]. A recristalização estática também pode ocorrer durante o tratamento térmico de recozimento em metais deformados a frio. O amaciamento durante o descarregamento entre operações de deformação em altas temperaturas é tradicionalmente quantificado em termos de fração de amaciamento (X). A cinética de amaciamento pode ser descrita pela equação de Avrami [20,41,45] na forma: (2.1) Onde: n é uma constante e t 50 representa o tempo necessário para se ter 50% da fração recristalizada. O t 50 depende das condições durante e após a deformação e é dado por:
25 20 (2.2) Onde: D é o tamanho de grão inicial, ε é a deformação, Z é o parâmetro de Zener- Hollomon, Q S e T S são a energia de ativação e a temperatura de amaciamento e C, b, p e q constantes. A energia armazenada na forma de defeitos cristalinos devido à deformação plástica (densidade de discordâncias) necessária para iniciação da recristalização estática após finalizada a deformação de uma liga é menor que a necessária para iniciar a recristalização dinâmica Ou seja, a deformação crítica para início da recristalização estática é menor que a deformação crítica para início da recristalização dinâmica [47]. A recristalização dinâmica é o mecanismo de amaciamento pela nucleação e crescimento de novos grãos isentos de deformação durante o processo de deformação, sendo ativado termicamente e iniciado após superada a deformação crítica para seu início. Ou seja, só se processa acima de uma determinada temperatura para uma determinada liga, e somente se iniciará se uma dada elevada quantidade de energia for acumulada na forma de defeitos cristalinos devido à deformação mecânica ainda durante o processo de deformação a quente [20,41-49]. Esses defeitos não podem ser eliminados apenas por recuperação dinâmica devido à vários fatores, como altas taxas de deformação ou baixa EFE da liga, ou ambos simultaneamente, de forma a elevar o potencial termodinâmica e propiciar o início da recristalização dinâmica [41,49]. Como afirmado anteriormente, a recristalização dinâmica somente irá ocorrer quando a deformação aplicada superar a deformação crítica para início da recristalização dinâmica ( c ) ainda durante o processo de deformação a quente [41-52], provocando um amaciamento rápido e em larga escala no material [41]. Para taxas de deformação elevadas o suficiente, o encruamento irá provocar um aumento da tensão necessária para a deformação, e, a partir de quando for atingida a deformação crítica,
26 21 a recristalização dinâmica irá competir com o encruamento, reduzindo a taxa de encruamento até a formação de um pico de tensão ( p ) no valor de deformação denominado deformação de pico ( p ). A partir do pico, onde a taxa de encruamento é zero, a taxa de encruamento torna-se negativa, ou seja, o amaciamento por recristalização dinâmica é maior que o encruamento durante a deformação. Prosseguindo a deformação, a partir de uma dada deformação, denominada deformação de estado estacionário ( ss ), há um equilíbrio entre a geração e a aniquilação de discordâncias durante o processo de deformação a quente, de modo que a liga pode ser deformada sem alteração da tensão necessária para prosseguir com a deformação ( ss ) [20,41]. A Figura 2.1 ilustra esse mecanismo. Encruamento Recuperação Dinâmica Recristalização Dinâmica c P ss Figura 2.1: Curva tensão-deformação ilustrativas da ocorrência de encruamento, recuperação dinâmica e recristalização dinâmica [20].
27 22 Para taxas de deformação baixas suficientes, o amaciamento ocorre em ciclos de encruamento e recristalização dinâmica, gerando vários picos de tensão durante o prosseguimento da deformação [20,41]. Início da Recristalização (a) alta taxa de deformação (b) baixa taxa de deformação Figura 2.2: Curva tensão-deformação esquemática mostrando a recristalização dinâmica para (a) altas taxas de deformação e (b) baixas taxas de deformação [20]. A determinação exata da deformação crítica para o início da recristalização dinâmica ( c ) é necessária para o controle do processo de deformação a quente e para a previsão da microestrutura final, uma vez que o amaciamento rápido e o refino de grão intenso causados pela recristalização dinâmica modificam o grau de encruamento da liga, alterando a carga necessária para a deformação, e os mecanismos de amaciamento estáticos entre os passes ou após o final da deformação [41-52]. Como esse ponto não é aparente na curva tensão-deformação, a
28 23 presença de um pico de tensão na curva é o indicativo da ocorrência da recristalização dinâmica [53], motivo pelo qual é útil expressar a deformação crítica ( c ) em função da deformação de pico ( p ) [41]. O método proposto por Poliak e Jonas [51,54] indica o ponto mínimo no valor absoluto da inclinação do encruamento (- ) como o ponto crítico para início da recristalização dinâmica. Este valor pode ser obtido através do valor mínimo do gráfico da derivada da curva Taxa de Encruamento vs. Tensão Equivalente, em função da tensão. Termodinamicamente, o significado físico do ponto mínimo desta curva é um aumento de um grau de liberdade do sistema (liga metálica), o qual pode ser associado ao início da recristalização dinâmica [54]. Esta metodologia irá determinar a tensão crítica para início da recristalização dinâmica ( c ) para as condições de deformação aplicadas, com o qual pode ser obtido o valor da deformação crítica ( c ) na curva tensão-deformação equivalentes. Como já foi dito anteriormente, os eventos da recuperação dinâmica, como o rearranjo e a aniquilação de discordâncias, dependem muito da ocorrência dos fenômenos de escalagem ( climb ) e deslizamento cruzado ( cross-slip ), os quais são extremamente dificultados em ligas com baixa energia de falha de empilhamento, devido à grande distância entre as duplas de discordâncias parciais [20,31-33]. Desta forma, a liga SAE HEV8, como a grande maioria das superligas a base de níquel, tem como principal mecanismo de amaciamento a recristalização [3,4,11,55-61]. Por isso, esse trabalho irá focar-se na recristalização. A partir das curvas tensão-deformação determinadas para uma dada liga metálica, pode-se determinar a evolução da fração recristalizada (X V ) dinamicamente em função da deformação e o tamanho médio dos grãos (d) recristalizados em função das condições de processamento dessa liga. A fração recristalizada e o tamanho médio de grão recristalizado são dados por [62-67] :
29 24 (2.3) (2.4) Onde: k, k d, N d e q são constantes intrínsecas do material. Z = Parâmetro de Zener-Hollomon, que pode ser definido como a taxa de deformação, ἑ, juntamente com a influência exponencial negativa da temperatura de deformação, T, como expoente de Arrhenius. A equação 2.5 abaixo mostra o parâmetro Z [20] : (2.5) Onde: R = Constante dos Gases (R = 8,31 J/mol.K) T = Temperatura Absoluta (K) Q = Energia de Ativação para Deformação (kj/mol) Outras equações podem ser utilizadas para descrever a cinética da recristalização dinâmica, sendo que todos os modelos coincidem na dependência da temperatura e da taxa de deformação, a partir do parâmetro Z. Outro exemplo de modelo de equacionamento pode ser descrito pelas equações abaixo [41] : (2.1)
 Onde: R = Constante dos Gases (R = 8,31 J/mol.K) T = Temperatura Absoluta (K) Q = Energia de Ativação para Deformação (kj/mol) n, C e q são constantes intrínsecas do material. Figura 2.")
30 25 Onde n é uma constante do material, t é o tempo e t 50 representa o tempo necessário para se ter 50% da fração recristalizada. O t 50 depende das condições durante a deformação e é dado por: (2.6) Onde: R = Constante dos Gases (R = 8,31 J/mol.K) T = Temperatura Absoluta (K) Q = Energia de Ativação para Deformação (kj/mol) n, C e q são constantes intrínsecas do material. Figura 2.3: Curva de escoamento plástico característica de uma liga metálica onde ocorre a recristalização dinâmica [47].
31 26 A respeito da nucleação dos novos grãos durante a recristalização dinâmica, é importante ser dito que na maioria das condições de deformação essa nucleação irá ocorrer de maneira preferencial nas regiões correspondentes aos contornos de grão, caracterizando um fenômeno conhecido como necklacing [20,68-71]. Neste caso, surge inicialmente uma camada de grãos recristalizados nucleados em volta dos contornos de grão originais quando a deformação se aproxima da deformação de pico. Com a continuidade da deformação, novas camadas de grãos recristalizados são nucleados em direção ao centro do grão original até a recristalização ocorrer por completo em toda a área do grão original, o que acontece quando a deformação se aproxima da deformação de estado estacionário [69]. Esse mecanismo é bem ilustrado na Figura 2.4. O necklacing é favorecido em condições de elevadas taxas de deformação e baixas temperaturas, ou seja, altos valores para o parâmetro de Zenner-Hollomon (Z). Ficam então estabelecidos dois mecanismos de recristalização dinâmica, o convencional, onde a nucleação ocorre homogeneamente nas regiões deformadas após superada a deformação crítica, e o mecanismo por necklacing descrito acima. A recristalização dinâmica por necklacing ocorre para altos valores do parâmetro Z e gera granulação mais fina que o mecanismo convencional, característico de condições de deformação a quente para parâmetro Z baixo, ou seja, temperaturas elevadas e baixas taxas de deformação [20,70,71].
 Figura 2.4: Esquema da evolução do processo de recristalização dinâmica pelo mecanismo de necklacing, segundo Sellars [68].")
 Prosseguimento do processo de nucleação de novos")


32 27 Contorno de Grão Original Primeira Camada Novas Camadas (a) < c (b) p (c) > p Expansão do Processo Mecanismo Completo (e) ss (d) Figura 2.4: Esquema da evolução do processo de recristalização dinâmica pelo mecanismo de necklacing, segundo Sellars [68]. (a) Microestrutura inicial com a geometria original dos grãos antes da deformação atingir o ponto crítico; (b) Nucleação da primeira camada de grãos recristalizados nos contornos de grão originais; (c) Prosseguimento do processo de nucleação de novos grão no sentido do interior dos grãos originais; (d) Expansão da recristalização dinâmica com o prosseguimento da deformação; (e) Volume interno do grão inicial totalmente transformado em grãos recristalizados dinamicamente [68]. Como afirmado anteriormente, a recristalização metadinâmica é o mecanismo de amaciamento pela nucleação e crescimento de novos grãos isentos de deformação durante o processo de deformação que ocorre quando foi iniciada a recristalização dinâmica, mas a deformação em altas temperaturas foi interrompida de
33 28 forma a ainda existirem núcleos formados e contornos de grão em movimentação gerando regiões isentas de deformação na microestrutura da liga [20,38-43]. Essa situação é comumente observada em processos de deformação a quente nos quais as reduções aplicadas não atingem o estado estacionário, mas alcançam ou até ultrapassam a deformação crítica [20,41]. Deste modo, os grãos nucleados dinamicamente, após interrompida a deformação, crescem estaticamente durante o tempo entre passes ou após finalizada a seqüência de deformação. A cinética da recristalização metadinâmica é considerada rápida, o que é atribuído à ausência do período de incubação para a nucleação, a qual ocorre dinamicamente, a exemplo da recristalização dinâmica. Altas taxas de deformação produzem elevado acúmulo de linhas de discordâncias, gerando alta densidade de discordâncias na microestrutura do material, e, portanto, alta força motriz para a nucleação dinâmica de novos grãos. A dependência da temperatura também existe, apesar de menos pronunciada que a da taxa de deformação [38-43]. O tamanho de grão produzido pela recristalização metadinâmica é maior que o tamanho de grão originado pela recristalização dinâmica após deformação em mesmas condições Equações Constitutivas Utilizadas na Modelagem da Deformação a Quente A equação de Sellars e Tegart [72], conhecida como Lei do seno hiperbólico, descreve a ativação da deformação a quente, relacionando as condições de deformação (temperatura, taxa de deformação) com o esforço aplicado. Essa equação é utilizada para se obter o valor da energia de ativação para a deformação a quente (Q) referente à tensão de pico ( p ), a partir das curvas tensão-deformação equivalentes. (2.7)
34 29 Onde Z é o parâmetro de Zener-Hollomon, ἑ é a taxa de deformação (s -1 ), Q é a energia de ativação para a deformação a quente (kj\mol), R é a constante universal dos gases (8,31 J/mol.K), T é a temperatura absoluta (K) e p é a tensão de pico (MPa). A, e n são constantes do material. A solução gráfica da equação 2.7 fornece os valores de Q e das constantes intrínsecas do material. Uma vez obtidos os valores da energia de ativação e das constantes do material, obtém-se também a partir da equação 2.7 o valor de Z para cada condição de deformação a ser analisada. Em posse dos valores de Z, pode-se calcular relações importantes deste parâmetro com os pontos importantes das curvas tensão-deformação equivalentes [43,57,66,72,73] para cada curva gerada em cada uma das condições de temperatura e taxa de deformação, como mostrado abaixo: p = A p.z m p (2.8) ss = A ss.z m ss (2.9) p = B p.d 0 P p.z k p (2.10) ss = B ss.z k ss (2.11) c = B c.z k c (2.12) Onde D 0 é o tamanho de grão inicial, Z é o parâmetro de Zener-Hollomon, p é a tensão de pico (MPa), ss é a tensão de estado estacionário, p é a deformação de
35 30 pico, c é a deformação crítica e ss é a deformação de início do estado estacionário. A p, m p, A ss, m ss, B p, P p, k p, B ss, k ss, B c e k c são constantes intrínsecas do material. A deformação crítica pode ser relacionada à deformação de pico pela equação [48], onde k é uma constante do material: c k. p (2.13) O tamanho de grão recristalizado dinamicamente pode ser relacionado matematicamente com o parâmetro Z [66,67,74]. A equação abaixo mostra essa relação, onde D é o tamanho de grão recristalizado dinamicamente e Z é o parâmetro de Zener-Hollomon. m e k são constantes do material: D =k.z ( m) (2.14) O tamanho de grão recristalizado dinamicamente também pode ser relacionado matematicamente com as tensão de pico ( p ) e de estado estacionário ( ss ), como mostrado nas equações abaixo [75] : p = K p.d n p (2.15) ss = K ss.d n ss (2.16) Onde K p, n p, K ss e n ss são constantes intrínsecas do material.
36 Simulação Física da Deformação a Quente Os fenômenos metalúrgicos que ocorrem durante um processo industrial de conformação a quente, como a laminação e forjamento, podem ser estudados e compreendidos utilizando ensaios de laboratório. Experiências utilizando equipamentos reais de produção em larga escala seriam perfeitas para a realização de um estudo, uma vez que contemplam as dimensões, velocidades, geometria, trocas térmicas, tempos e movimentos reais do processo a ser estudado. Entretanto, essa prática é altamente dispendiosa e inviável economicamente [76,77]. Equipamentos industriais, como prensas e laminadores piloto e em escala laboratorial (miniaturização exata em escala dos equipamentos industriais) permitem a realização de estudos com a geometria proporcional e seqüências de passes similares, porém as condições de atrito/lubrificação e transferência de calor são drasticamente diferentes das envolvidas nos processos industriais. Deste modo, a impossibilidade e a inviabilidade de se replicar fielmente ou em menor escala um processo de fabricação levou ao estabelecimento da prática da simulação física. O objetivo da simulação física é utilizar um corpo de prova de dimensões reduzidas com geometria diferente dos materiais deformados industrialmente e imporlhe ciclos térmicos, mecânicos ou termomecânicos, que reproduzam fielmente os parâmetros reais de processamento, de forma a permitir a avaliação verossímil do comportamento do material durante a conformação termomecânica. O ensaio a ser realizado com o intuito de simular um processo industrial de deformação a quente necessita de um equipamento que consiga proporcionar ao corpo de prova uma extensa faixa de temperaturas, seja capaz de variar essa temperatura com extrema rapidez e, principalmente, controlá-la muito precisamente na região onde está ocorrendo a deformação. Além disso, o equipamento deve ser capaz de realizar esforços em uma vasta faixa de intensidades e velocidades, nunca perdendo o controle preciso da forma, medição e variação desses esforços. A aquisição de dados em taxa adequada (pontos/segundo) e o registro simultâneo dos dados da resposta do material é fator primordial da simulação física por meio de ensaios termomecânicos.
37 32 Outra variável que deve ser analisada em uma simulação física é a microestrutura do material, onde a microestrutura do corpo de prova deve ser examinada após a simulação, e o equipamento deve permitir a análise dessa microestrutura no maior número possível de etapas do processamento. Ensaios laboratoriais como o de tração, compressão e torção podem ser utilizados para o estudo do comportamento dos materiais em condições similares às das operações industriais. Nenhum dos ensaios acima citados apresenta a geometria de zona de deformação e interação ferramenta/material similar aos processos industriais a serem estudados, mas cada um apresenta suas vantagens e desvantagens para utilização como simulador físico. O presente trabalho utilizou o ensaio de torção a quente para estudar e simular os processos de deformação a quente da liga SAE HEV Ensaio de Torção a Quente O ensaio de torção a quente tem sido amplamente utilizado para o estudo e simulação de processos de deformação a quente devido ao fato de não gerar instabilidades geométricas na região útil do corpo de prova durante a deformação do ensaio [47,75,76,78] e possibilitar a imposição de grandes quantidades de deformação, quando comparado com os ensaios de tração e compressão. O ensaio de torção a quente consiste na aplicação de uma tensão de torção em uma das extremidades de um corpo de prova, enquanto a sua outra extremidade permanece fixa. O estado de tensão atuante na superfície de uma amostra cilíndrica submetida a um esforço de torção está ilustrado na Figura 2.5. A tensão cisalhante máxima ( máx. ) atua em dois planos mutuamente perpendiculares, ou seja, perpendicular e paralelamente ao eixo da amostra. As tensões principais σ 1 e σ 3 formam ângulos de 45 com o eixo do corpo de prova e são iguais em magnitude às tensões cisalhantes máximas. σ 1 é a tensão trativa, σ 3 é a tensão compressiva de igual valor e σ 2, que é igual a zero, é a tensão intermediária. Desta forma, temos que o ensaio de torção impõe ao material uma situação de cisalhamento puro.
38 33 3 máx 1 máx. 1 3 Figura 2.5: Estado de tensões atuante na superfície de uma amostra cilíndrica submetida a um esforço de torção [47]. O equipamento responsável pelo ensaio de torção gira o corpo de prova a uma velocidade constante, produzindo um gradiente de deformação verdadeira crescente do centro à superfície do corpo de prova [47]. Relações matemáticas simples de deslocamento angular podem calcular o valor da deformação em cada ponto do corpo de prova. As extremidades são mantidas de tal forma que o comprimento do corpo de prova não se altera durante o ensaio. Em conseqüência, o corpo de prova conserva a sua forma inicial e a deformação local corresponde exatamente ao movimento de rotação imposto. Este modo de deformação por torção a quente, por gerar um estado de tensão de cisalhamento puro e utilizar um corpo de prova com área útil na geometria cilíndrica reta, é capaz de atingir elevadas taxas de deformação (semelhantes às industriais) e elevadas deformações sem que aconteça a formação de instabilidades mecânicas ou geométricas, como a estricção ( necking ) do ensaio de tração. Além disso, com um dispositivo de injeção de meio para refrigeração, como água ou hélio, é possível a avaliação da microestrutura do material através do resfriamento rápido e congelamento da microestrutura em qualquer etapa do processo. Essas são algumas vantagens do ensaio de torção a quente em relação aos ensaios de tração e compressão [75,76,79]. Durante um ensaio de torção a quente, a temperatura pode ser medida por um termopar ou pirômetro ótico, e os esforços mecânicos aplicados às amostras podem ser medidos por uma célula de carga e convertidos em tensão equivalente. A
39 34 deformação e a taxa de deformação equivalentes são calculadas a partir de medidas do ângulo de rotação realizadas por um transdutor de rotação. A aquisição de dados é realizada por um computador interligado à máquina, que com um programa, controla os ensaios impondo o ciclo térmico, a quantidade de deformação, a taxa de deformação e o tempo de espera entre deformações. Os eventos e fenômenos metalúrgicos que ocorrem durante a simulação física são investigados utilizando-se as curvas de escoamento plástico e fazendo o acompanhando da evolução microestrutural. As curvas tensão equivalente vs. deformação equivalente para a superfície de amostras cilíndricas ensaiadas em torção são calculadas a partir do torque e ângulo de rotação medidos, utilizando-se as relações [46,47] : (2.17) (2.18) Onde: M é o torque aplicado, o θ ângulo de rotação, R e L são o raio e o comprimento útil do corpo de prova. Os coeficientes m e n representam a sensibilidade do material às mudanças na taxa de deformação e na deformação, respectivamente. Existe uma grande variedade de tipos de ensaios que podem ser realizados com uma máquina de ensaios de torção a quente. Com maior freqüência, realizam-se ensaios isotérmicos contínuos, ensaios isotérmicos interrompidos com duas deformações e ensaios com múltiplas deformações em resfriamento contínuo. Ensaios isotérmicos contínuos determinam as curvas de escoamento plástico dos materiais em diferentes temperaturas e taxas de deformação. Os corpos de prova são aquecidos até temperaturas de solubilização, resfriados até a temperatura de
40 ensaio e deformados continuamente até a fratura ou até níveis pré-determinados. O ciclo térmico empregado pode ser visto na Figura Figura 2.6: Ilustração esquemática do ciclo térmico empregado nos ensaios isotérmicos contínuos [47]. Ensaios isotérmicos interrompidos com dupla deformação são utilizados para investigar os fenômenos que ocorrem nos intervalos entre passes, como o amaciamento promovido pela recuperação e pela recristalização e o endurecimento gerado pela precipitação induzida por deformação. Nesse tipo de experimento, os testes são interrompidos após uma deformação predeterminada, mantendo-se a amostra na mesma temperatura por diferentes intervalos de tempo, e em seguida reiniciada a deformação. O ciclo termomecânico aplicado nesse tipo de ensaio é ilustrado pela Figura 2.7.
41 36 Figura 2.7: Ilustração esquemática do ciclo termomecânico empregado nos ensaios isotérmicos com duas etapas de deformação [47]. Ensaios com múltiplas deformações em resfriamento contínuo são utilizados para investigação do comportamento dos materiais em condições similares às do processamento industrial, investigação dos fenômenos induzidos pela deformação que ocorrem durante o resfriamento e para determinação das temperaturas críticas do processamento termomecânico, tais como a temperatura de não recristalização (T nr ) e as temperaturas de início e fim da transformação de fase. Nesses experimentos, as amostras são aquecidas e mantidas nas temperaturas de encharque e em seguida resfriadas continuamente com taxas similares às impostas industrialmente. Durante a etapa de resfriamento, as amostras são deformadas em seqüências de passes com graus de deformação, taxas de deformação, temperaturas e tempo entre passes iguais aos do processamento industrial. A Figura 2.8 mostra, esquematicamente, o ciclo termomecânico de uma seqüência de passes.
42 37 Figura 2.8: Representação esquemática do ciclo termomecânico imposto em ensaios realizados com múltiplas deformações em resfriamento contínuo [47] Simulação Numérica da Deformação a Quente A grande maioria dos processos industriais de conformação plástica a quente de metais não impõe níveis homogêneos de deformação ao longo de todos os pontos da geometria do material processado. Pelo contrário, a deformação imposta, dependendo da geometria de zona de deformação e do processo envolvido, será distribuída heterogeneamente de alguma forma ao longo do volume do material [8,13,14,80]. Isso implica a aplicação simultânea, em um mesmo processo, de diferentes níveis de deformação e diferentes taxas de deformação em cada ponto do volume do mesmo material. Além disso, é senso comum que a temperatura não será homogênea em todos os pontos do volume do material a partir da saída do forno. Desta forma, toda e qualquer simulação física para a reprodução de um processamento industrial a ser realizada por ensaios de tração, compressão ou torção a quente não irá contemplar essas heterogeneidades, sendo sempre necessária a definição de uma temperatura, taxa de deformação e deformação fixa para a realização do ensaio.
43 38 Softwares de elementos finitos foram desenvolvidos especificamente com o propósito de estudar a deformação plástica dos metais a partir de simulações numéricas. Esses softwares são capazes de modelar interações complexas entre deformação, temperatura, transformação de fases e difusão [80,81], como esquematizado na Figura 2.9. Malhas tridimensionais de elementos finitos são geradas em software com interface gráfica para representar peças com geometrias exatas e idênticas às geometrias dos materiais processados industrialmente. Cálculos de trocas térmicas, tensão, deformação, taxa de deformação ou qualquer outra variável que possa ser equacionada matematicamente, são realizados para cada elemento finito da malha e usam uma base de dados composta por equações, constantes do material, curvas tensão-deformação, propriedades físicas e termodinâmicas da liga, de forma a operar-se uma simulação numérica virtual em software do processo de deformação a quente. LIGA Figura 2.9: Relacionamento entre os módulos de um software de elementos finitos [80,81].
44 39 Depois de definidos os controles da simulação, definidos e desenhados os objetos e definidas as interações mecânicas e térmicas entre os objetos, os principais parâmetros de entrada para a simulação são as propriedades do material. A utilização de propriedades mecânicas e térmicas corretas são de fundamental importância para os resultados da simulação, demandando a necessidade de buscá-las em fontes confiáveis [17-19]. Deste modo, para a realização das simulações dos processos de deformação a quente, assim como suas análises, é necessário o levantamento das corretas propriedades mecânicas dos materiais envolvidos, de forma que o processo de deformação fique bem caracterizado. Por este motivo, deve-se conhecer profundamente propriedades como as curvas de escoamento plástico, o módulo de Young, a condutividade térmica, capacidade calorífica e coeficiente de expansão térmica para a correta determinação das propriedades mecânicas e térmicas em casos mais críticos [17-19]. As curvas de escoamento plástico são essenciais para a simulação da conformação mecânica. Elas podem ser definidas no software através de tabulações ou através de funções pré-definidas. Além de orientar o comportamento mecânico durante o processo de simulação, as curvas de escoamento definem o pico de tensão e a deformação crítica para início do processo de recristalização dinâmica, essenciais para a análise e formação das estruturas cristalinas [17,18]. Os bancos de dados dos softwares comerciais utilizam algumas propriedades dos materiais que não se aplicam exatamente às condições reais em estudo para sua execução, gerando, por conseguinte, resultados mais afastados da realidade do processo e muitas vezes errôneos. A fonte destes dados são publicações utilizadas pelos próprios fornecedores de softwares de elementos finitos, os quais sugerem que se façam ensaios específicos para as condições em estudo. Além desse fato, os softwares se utilizam de métodos de interpolação para definição de valores não tabulados e extrapolam valores baseados nos últimos pontos, o que pode levar à imprecisão [17]. Por isso, A colocação de dados mais precisos nos softwares de simulação é de extrema importância para que haja uma boa conformidade com a realidade do processo. Independente dos dados obtidos na literatura, é importante realizar ensaios precisos para se conhecer o comportamento real das curvas de
45 escoamento em função das variáveis do processo para a correta implementação em softwares de simulação [17] Ciência, Simulação e Aplicação Desafios da engenharia como componentes críticos em aplicações extremas exigem propriedades também extremas das ligas metálicas utilizadas, a exemplo de rotores e discos para turbinas a gás aeronáuticas, reatores nucleares, válvulas de exaustão e admissão de motores de combustão interna e componentes da indústria de óleo e gás. Propriedades como resistência mecânica em temperaturas elevadas, resistência à corrosão em altas temperaturas e ambientes hostis, elevada resistência à fadiga e alta tenacidade em temperaturas entre -80 C até 900 C são exigidas em intensidades cada vez maiores das ligas metálicas, fomentando o surgimento de novas ligas e, principalmente, o controle microestrutural preciso de superligas para alcançar as propriedades necessárias [3,8,13,14,17,18]. As superligas a base de níquel apresentam variações microestruturais particularmente sensíveis às condições da deformação a quente. A grande maioria dessas ligas possuem uma matriz austenítica rica em níquel com energia de falha de empilhamento considerada baixa, de modo que a recristalização é o mecanismo dominante de amaciamento durante a deformação a quente [17-19]. Novos grãos são nucleados, quando o material adquire, localmente, níveis suficientes de deformação (densidade de discordâncias) e temperatura. Deste modo, a tendência é a microestrutura apresentar grãos de diferentes tamanhos e níveis de deformação devido às heterogeneidades da deformação imposta no material pelo modo de conformação plástica aplicado. Superligas como Inconel 718, Nimonic 80A e SAE HEV8, particularmente, são materiais que apresentam dificuldades durante conformação a quente por possuírem uma janela de trabalho para deformação a quente bastante estreita [3,8,17-19]. Se a temperatura for muito elevada, o material perde sua trabalhabilidade a quente pela ocorrência dos fenômenos do superaquecimento ( over-heating ) e da fusão incipiente ( burning ), ou uma estrutura com grãos grosseiros é gerada [17,18]. Se a temperatura é
46 41 muito baixa, os níveis de força exigidos para deformar o material sobem muito, além de que fases que reduzem a trabalhabilidade a quente do material podem precipitar e provocar a ocorrência de trincas e até o sucateamento de todo o material. Por este motivo, deve-se conhecer profundamente o comportamento do material para primeiramente tornar possível a deformação a quente dessas ligas, e mais que isso, controlar o tamanho de grão em cada ponto do volume do material. A simulação numérica é um meio apropriado para investigações a respeito do comportamento do material durante deformação a quente, como laminação, forjamento, extrusão, etc [8]. Isso pode ser afirmado pelo fato de a simulação numérica ser uma ferramenta que, se utilizada com um banco de dados apropriado, consegue reproduzir fielmente o que ocorre em cada ponto da geometria do material durante qualquer processo de conformação a quente, gerando a oportunidade de alterações e melhorias nos parâmetros de processo. A utilização de softwares que utilizam o método dos elementos finitos é uma solução para identificar, entender e trabalhar com as heterogeneidades de deformação e transmissão de calor característicos de cada processo de deformação a quente, o que não é possível de ser feito com modelos fenomenológicos ou simulações físicas. Modelagem e simulação compõem uma área de conflito entre a ciência e a engenharia industrial, sendo extremamente estudado nos últimos anos pelo meio acadêmico, mas ainda pouco utilizada em sua plenitude de possibilidades e potencial pela indústria [82]. Todavia, a indústria já enxerga a simulação como uma ferramenta essencial para o entendimento e desenvolvimento dos processos de produção, e já investe em seu domínio. Isso ainda não pode ser considerado como a realidade da indústria siderúrgica brasileira, mas é também uma tendência no Brasil. A compreensão dos fenômenos envolvidos na distribuição da deformação e trocas térmicas ao longo do volume do material com o processo de deformação a quente, a compreensão do processo de recristalização do material, bem como precipitação de novas fases durante processamento a quente e suas correlações com o comportamento da evolução das curvas de escoamento é a chave para a determinação dos melhores parâmetros de processo para a conformação a quente dos metais [17]. Isso pode ser feito a partir da elaboração de um banco de dados preciso das propriedades mecânicas e físicas da liga e programação adequada de um software de simulação numérica.
47 42 3. MATERIAIS E MÉTODOS 3.1. Liga SAE HEV8 O material utilizado neste trabalho foi a liga Ni-Cr-Fe endurecida por precipitação SAE HEV8, utilizada para aplicações em altas temperaturas e ambientes corrosivos. A liga foi produzida pela Villares Metals SA e recebida na condição laminada a quente. A Villares Metals SA também forneceu a composição química da liga, a qual é mostrada na Tabela 3.1 abaixo: Tabela 3.1: Composição química da amostra da liga SAE HEV8 (Pyromet 31-V) utilizada para os ensaios. C Cr Ni Fe Ti Al Mo Nb % Massa 0,046 22,49 56,52 Rest. 2,21 1,22 2,01 0, Ensaios de Torção a Quente Foram usinados corpos de prova a partir de barras laminadas da liga SAE HEV8 com a geometria e as dimensões apresentadas pela Figura 3.1. Os ensaios foram conduzidos em uma máquina de torção a quente no Departamento de Engenharia de Materiais da Universidade Federal de São Carlos. Essa máquina consiste em um eixo torçor central (onde se instala o corpo de prova) acoplado a um servo motor elétrico de um dos lados, o qual gera o movimento (entre 0 e 1000 rpm) que impõe o esforço mecânico ao corpo de prova. Existe uma embreagem e um freio eletromagnéticos para controle do movimento, além de um encoder para medição da rotação e velocidade. Na outra extremidade do eixo torçor encontra-se instalada uma célula de carga com capacidade máxima de 100 Nm que mede a força aplicada.
48 43 Figura 3.1: Dimensões dos corpos de prova do ensaio de torção a quente. Como os ensaios são realizados em temperaturas e taxas de aquecimento e resfriamento controladas, utilizou-se um forno de radiação infravermelho acoplado ao eixo torçor da máquina. O corpo de prova é envolto em um tubo de quartzo para isolamento atmosférico e retenção da água no caso de resfriamento forçado após ensaio. Dentro do tubo de quartzo circula gás inerte (argônio) pressurizado. O controle térmico instrumental do ensaio é realizado a partir da medida de um termopar cromel-alumel tipo K que é introduzido diretamente em um orifício do corpo de prova, o qual é localizado no lado fixo do corpo de prova e feito especificamente com esse propósito. O sinal deste termopar é lido por um controlador que aciona a potência das lâmpadas do forno e assim impõe as taxas de aquecimento/resfriamento especificadas ou mantém constante a temperatura, conforme o programa de controle. Um computador ligado à máquina realiza o controle de todas as funções da máquina. Ele envia sinais para acionamento dos equipamentos de forma a aplicar os parâmetros do ensaio como tempo, temperatura, deformação, taxa de deformação e tipo de resfriamento. O computador também é responsável por receber, armazenar e processar os dados de carga e deslocamento gerados durante o ensaio pela
49 instrumentação. Com isso, são geradas as curvas de tensão e deformação equivalentes pelas equações 2.17 e Curvas de Escoamento Plástico Este estudo foi iniciado a partir da realização de uma sequência de 12 ensaios de torção a quente isotérmicos contínuos em três condições diferentes de temperatura (1000, 1100 e 1150ºC) e quatro situações diferentes de taxa de deformação (0,01 s -1 / 0,1 s -1 / 1 s -1 / 20s -1 ). O aquecimento foi realizado com taxa de 2ºC/s até 1180ºC. Depois de atingida esta temperatura o corpo de prova permanecia à 1180ºC por dez minutos e então era resfriado até a temperatura do ensaio à também 2ºC/s. Atingida a temperatura do ensaio, o corpo de prova era deformado na taxa especificada para cada ensaio até = 4,0. Depois de finalizada a deformação, os corpos de prova foram resfriados rapidamente em água com o objetivo de reter a microestrutura final obtida imediatamente após a deformação imposta para análise metalográfica. A partir desses 12 ensaios isotérmicos contínuos, foram levantadas as curvas de escoamento plástico do material e, a partir destas curvas experimentais, determinouse a energia de ativação aparente da deformação a quente (Q def. ) e as relações entre os valores das tensões nos pontos importantes das curvas com as condições de deformação a quente. A partir dos valores das constantes n e e da energia de ativação aparente da deformação a quente, utilizando a equação 2.7, foi possível determinar o parâmetro de Zenner-Hollomon (Z) para as condições de deformação estudadas. Além disso, pôde-se estabelecer relações entre as condições de deformação e os valores das tensões nos pontos importantes das curvas de escoamento plástico, como as tensões e deformações de pico, as tensões e deformações críticas e de estado estacionário.
50 Simulação Física do Processo de Laminação Tendo caracterizado o material em termos de energia de ativação aparente para deformação a quente, deformação crítica para recristalização, parâmetro Z, tensão de pico e tensão de estado estacionário, tamanho de grão final e inicial, foram realizados ensaios de torção a quente para simular um processo de laminação atualmente utilizado industrialmente para a laminação de barras longas com secção transversal redonda da liga SAE HEV8. Deste modo, foram geradas conclusões a respeito das grandezas envolvidas nas variáveis carga de laminação, temperatura de processamento, taxa de deformação e amaciamento em cada etapa do processamento real. A laminação de barras longas com secção transversal redonda compreende as etapas de laminação de um tarugo de secção transversal quadrada para oval, laminação de oval para outro oval e oval para redondo. Deste modo, além da deformação que se observa como redução em área da secção transversal da barra em cada passe, é necessário levar em conta a deformação redundante que é sofrida pelo material durante as alterações sequenciais de geometria da zona de deformação, visto que ocorre cisalhamento na rede de átomos do material. Essa deformação redundante é atribuída ao cálculo da deformação de cada passe pela multiplicação do fator 1,7 na deformação de cada passe [83,84]. A simulação física foi realizada a partir de ensaios de torção a quente com múltiplas deformações em resfriamento contínuo. O ensaio de torção a quente necessita de determinados parâmetros de processo para simular a conformação. Assim, a laminação da liga SAE HEV8 teve que ser modelada em termos de quantidade de deformação, taxa de deformação e temperatura de cada passe, e tempo de espera entre passes do processamento no laminador real utilizado pela indústria para a conformação da liga. Com base nos dados reais de laminação da liga provenientes da instrumentação do equipamento e do controle supervisório de automação do equipamento, foram calculados os parâmetros de deformação total em cada passe, taxa de deformação em cada passe e tempo entre passes [41,85,86]. A temperatura do material em cada
51 46 instante da laminação foi obtida pelo software centralizador de dados de processo, o qual obtém dados do sistema de instrumentação do equipamento, que por sua vez se constitui de pirômetros ópticos instalados em toda a linha de laminação. O equacionamento dos cálculos para os parâmetros deformação e taxa de deformação foram feitos com base nas fórmulas de deformação verdadeira(ε v ) e taxa de deformação [41], mostradas abaixo: (3.1) ( v = - Ln(l n /l 0 )) (3.2) As condições de contorno para simplificações dos cálculos foram: ferramental rígido, raio do cilindro de laminação muito maior que a redução a ser aplicada no material. A laminação parte de um tarugo de secção transversal quadrada e a dimensão final é uma barra de secção transversal circular com 22 mm de diâmetro. Os parâmetros de processo estão na Tabela 3.2. Tabela 3.2: Parâmetros Industriais de laminação da liga SAE HEV8. Cadeira V t (s -1 ) Temperatura ( C) t (interpass) 1 0, ,4 s 2 0, ,5 s 3 0, ,0 s 4 0, ,3 s 5 0, ,8 s 6 0, ,4 s 7 0, ,2 s 8 0, ,7 s 9 0, ,8 s 10 0, Foram realizados ensaios baseados em uma seqüência de dez carregamentos em torção a quente, intercalados pelo tempo de espera entre passes e nas temperaturas características de cada etapa da laminação da liga SAE HEV8, cujos parâmetros são descritos pela Tabela 3.2 e mostrados esquematicamente no Figura 3.2.
52 47 O corpo de prova é aquecido com taxa de 2ºC/s até 1180ºC, fica nesta temperatura por dez minutos e é resfriado até a temperatura de ensaio, também à 2 C/s. Após três minutos de espera, é imposta ao corpo de prova uma taxa de resfriamento de 4,5 C/s e o corpo de prova é ensaiado por torção até a deformação real do primeiro passe de laminação. Ocorre então o descarregamento, e a espera até que termine o tempo entre passes previsto para o início do segundo passe. Neste instante, o corpo de prova é ensaiado por torção até a deformação real do segundo passe. Desta forma, o ensaio se processa até o décimo e último passe, gerando uma série de curvas tensão vs. deformação característica da seqüência de passes na laminação C T =1050 C = 0,26 ἑ = 2 s -1 C = 0,19 ἑ = 2 s -1 t = 6,5 s C = 0,21 ἑ = 3 s -1 t = 9,3 s t = 5,4 s C = 0,30 ἑ = 4 s -1 C = 0,19 ἑ = 5 s -1 t = 2,3 s t = 3,0 s C = 0,29 ἑ = 7 s -1 C = 0,22 ἑ = 9 s -1 C = 0,18 ἑ = 8 s -1 t = 1,8 s t = 1,2 s C = 0,21 ἑ = 16 s -1 t = 0,8 s t = 3,7 s C = 0,18 ἑ = 14 s -1 Figura 3.2: Representação esquemática do ciclo termomecânico imposto em ensaios realizados com múltiplas deformações em resfriamento contínuo.
53 48 Paralelamente à simulação física, amostras foram retiradas da liga SAE HEV8 laminada industrialmente durante o estudo dos parâmetros de processo para simulação. Essas amostras eram cortadas imediatamente após a laminação da liga, ainda na mesa de saída do equipamento e resfriadas rapidamente em água. A idéia principal da retirada dessas amostras foi comparar a microestrutura obtida pelo processamento industrial com a microestrutura dos corpos de prova, obtida pelos ensaios de torção a quente de carregamento múltiplo em resfriamento contínuo para simulação do processo de laminação industrial. Os valores de torque elétrico para acionamento do movimento dos cilindros de laminação de cada uma das cadeiras de laminação são medidos em cada instante da laminação. Esses dados foram obtidos pelo software centralizador de dados de processo (o qual obtém a informação do sistema de instrumentação do equipamento, instalado em cada motor de acionamento elétrico da linha de laminação) e comparados com os valores da tensão de pico obtida em cada carregamento dos ensaios da simulação Metalografia Depois da realização dos ensaios, foi feita a observação microestrutural da liga nos corpos de prova ensaiados. A região dos corpos de prova deformada durante ensaio e a região fixa não deformada junto ao furo feito para medição da temperatura foram cortadas e preparadas metalograficamente para observação em microscópio óptico. As superfícies observadas são exibidas na Figura 3.3. O ataque químico utilizado para revelação dos contornos de grão das amostras foi o ataque por imersão em reagente Kallings. A observação metalográfica dos corpos de prova ensaiados em regime isotérmico contínuo revelou o tamanho de grão inicial, ou seja, antes da deformação, e o tamanho de grão após deformação a quente. O tamanho de grão inicial foi medido pelo método manual, utilizando um microscópio óptico laboratorial, aplicado na superfície de corte longitudinal ao eixo do corpo de prova imediatamente junto ao furo
54 49 para inserção do termopar, a qual não sofre deformação durante ensaio (ver Figura 3.3). O tamanho de grão após deformação a quente foi medido pelo mesmo método, aplicado à superfície da área útil do corpo de prova, que sofre 100% da deformação nominal do ensaio, no sentido longitudinal ao eixo do corpo de prova (ver Figura 3.3). Região não deformada observada Região deformada observada Figura 3.3: Representação esquemática das superfícies preparadas para observação microestrutural. 4. RESULTADOS E DISCUSSÃO 4.1. Ensaios Isotérmicos de Carregamento Contínuo Curvas de Escoamento Plástico da Liga SAE HEV8 Foi obtido um total de doze curvas de escoamento plástico, ou seja, curvas tensão-deformação equivalentes, as quais são mostradas pelas Figuras 4.1 até 4.4. Todas as curvas evidenciam características de materiais que apresentam o mecanismo de amaciamento por recristalização dinâmica, exibindo o aumento da tensão até a formação de um pico de tensão, seguido de amaciamento até o início de um estado estacionário, onde a tensão mantém-se constante com o progresso da deformação até o final do ensaio com ou sem a ruptura do corpo de prova. Pode ser observada claramente nestas figuras a influência da temperatura e da taxa de
55 50 deformação nos níveis de tensão exigidos para deformação plástica do material, sobretudo na tensão de pico, onde a tensão aumenta com a redução da temperatura e com o aumento da taxa de deformação. A Figura 4.1 mostra a evolução das curvas de escoamento plástico a 1000, 1100 e 1150 C com taxa de 0,01s -1. Os baixos níveis de tensão caracterizam a baixa velocidade de deformação aplicada. É importante observar a grande diferença na tensão de pico entre as curvas relativas às temperaturas de 1100 e 1150 C para a curva ensaiada a 1000 C, onde a tensão de pico sobe de tensões por volta de 70 à 80 MPa para 130 MPa. As tensões críticas e de estado estacionário têm o mesmo comportamento. A deformação para início do estado estacionário é maior para temperaturas mais baixas, com diferença muito grande entre a curva de temperatura 1000 C para as duas outras. Pode-se dizer que as formas das curvas relativas às três temperaturas são bastante semelhantes entre si, indicando mecanismo de deformação equivalentes nestas três temperaturas para esta taxa de deformação. Os ensaios foram interrompidos com deformação igual a 4, sem ruptura dos corpos de prova em todas as temperaturas C 1150 C 1100 C Determinação das Tensões e Deformações Críticas Figura 4.1: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 0,01 s -1.
56 C 1100 C Determinação da Energia de Ativação 1150 C Relações e Influência das Condições de Deformação nas Tensões Críticas, de Pico e de Estado Estacionário Figura 4.2: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 0,1 s C 1100 C 1150 C Figura 4.3: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 1,0 s -1.
57 C 1150 C 1100 C Figura 4.4: Curvas de escoamento plástico obtidas através de ensaio de torção a quente com taxa de deformação igual a 20 s -1. As Figura 4.2 e 4.3 mostram a evolução das curvas de escoamento plástico a 1000, 1100 e 1150 C com taxas de 0,1 s -1 e 1,0 s -1, respectivamente. Os níveis de tensão sobem com relação às curvas da Figura 4.1, progressivamente devido à maior velocidade de deformação aplicada, principalmente para as duas temperaturas mais baixas, 1000 e 1100 C. Além disso, as considerações a respeito das curvas da Figura 4.1 são também aplicáveis às curvas das Figuras 4.2 e 4.3. Observa-se na Figura 4.3 que a curva relativa ao ensaio realizado à 1000 C já apresenta uma forma diferenciada, com pico mais elevado e maior taxa de amaciamento após o pico. Os ensaios nas taxas de deformação 0,1 e 1,0 s -1 foram interrompidos com deformação igual a 4 sem ruptura dos corpos de prova em todas as temperaturas. A Figura 4.4 mostra a evolução das curvas de escoamento plástico a 1000, 1100 e 1150 C com taxa de 20 s -1. Os níveis de tensão são bastante mais elevados que os demais ensaios, o que se atribui à alta taxa de deformação. Isso é mais pronunciado para a temperatura mais baixa, 1000 C. A deformação para início do estado estacionário não é atingida em nenhumas das temperaturas dos ensaios realizados com a taxa 20 s -1 devido à ruptura dos corpos de prova antes de se alcançar o equilíbrio entre o encruamento e o amaciamento.
58 Determinação das Tensões e Deformações Críticas Foi adotado um procedimento analítico para obtenção matemática das tensões críticas para início da recristalização dinâmica, a partir dos dados obtidos nos ensaios de torção a quente. Este método consiste em obter-se o ponto mínimo da curva da derivada da taxa de encruamento vs. tensão aplicada (- vs., o qual será correspondente à tensão crítica. Os gráficos de Taxa de Encruamento vs. Tensão Equivalente ( vs. ) são obtidos calculando-se pela derivada da curva tensão vs. deformação equivalentes obtidas através dos ensaios de torção a quente. (4.1) É realizado um ajuste polinomial para parametrização das curvas vs., utilizando uma equação polinomial de terceira ordem (equação 4.2). Essa equação foi derivada para obtenção dos valores de (-, gerando uma equação de segunda ordem e elaborado o gráfico da derivada da curva da taxa de encruamento pela tensão aplicada (- vs.. A Figura 4.5 apresenta o exemplo de uma curva vs., e a sua curva de ajuste polinomial com a equação exibida junto ao gráfico, para o caso do ensaio com taxa de deformação 20 s -1 e temperatura 1100 C. É importante dizer que, a exemplo da curva apresentada na Figura 4.5, todos os ajustes polinomiais de terceira ordem para as curvas vs. foram realizados com R 2 > 0, B 2 + C + D (4.2) Onde é a taxa de encruamento, é a tensão de escoamento, A, B, C e D são os coeficientes da equação a serem determinados graficamente.
59 54 Figura 4.5: Curva vs. para T = 1100 C e ἑ = 20 s -1, junto à sua curva de ajuste polinomial com a equação. Com a derivada da equação 4.2 em relação à variável tensão ( ) obtém-se a equação 4.3, de segunda ordem. O ponto mínimo dessa equação equivale à tensão crítica para o início da recristalização dinâmica ( c ). Esse ponto pode ser obtido graficamente a partir da curva da derivada da taxa de encruamento pela tensão aplicada (- vs., como mostrado na Figura 4.6, que exibe um exemplo desta curva para o caso das condições de deformação T = 1100 C e ἑ = 20 s B + C (4.3) c + 2B c = -B/3A (4.4)
60 55 Figura 4.6: Curva vs. para T = 1100 C e ἑ = 20 s -1 com seu ponto mínimo destacado pela seta. Uma vez obtida a tensão crítica para o início da recristalização dinâmica, é possível utilizar as curvas tensão-deformação equivalentes para obtenção das deformações críticas para o início da recristalização dinâmica. Este método descrito cima foi aplicado para todos os dados experimentais das curvas de escoamento plástico levantadas neste trabalho. As equações obtidas e utilizadas neste trabalho, juntamente com as tensões e deformações críticas são mostradas na Tabela 4.1.
61 56 Tabela 4.1: Tensões e Deformações Críticas obtidas. ἑ(s -1 ) T( C) Equações Polinomiais de Terceira Ordem c c (Mpa) 0,01 0,1 1, = 1, , ,05 70, = 0, , , ,09 78, = 0, , , ,07 120, = 0, , , ,03 63, = 0, , , ,08 107, = 0, , , ,3 0,03 115, = 0, , , ,07 123, = 0, , ,12 174, = 0, , , ,5 0, , = 0, , , ,11 166, = 0, , , ,14 242, = 0, , , ,7 0,15 277, Determinação da Energia de Ativação Aparente A equação de Sellars e Tegart (equação 2.7) descreve a ativação da deformação a quente, relacionando as condições de deformação (temperatura, taxa de deformação) com o esforço aplicado. Essa equação é utilizada para se obter o valor da energia de ativação para a deformação a quente (Q) referente à tensão de pico ( p ), a partir das curvas tensão-deformação equivalentes. (2.7) Onde Z é o parâmetro de Zener-Hollomon, ἑ é a taxa de deformação (s -1 ), Q é a energia de ativação aparente para a deformação a quente (kj\mol), R é a constante universal dos gases (8,31 J/mol.K), T é a temperatura absoluta (K) e p é a tensão de pico (MPa). A, e n são constantes do material.
62 57 A solução gráfica da equação 2.7 fornece os valores de Q e das constantes intrínsecas do material. Uma vez obtidos os valores da energia de ativação e das constantes do material, pode-se obter, também a partir da equação 2.7, o valor de Z para cada condição de deformação a ser analisada. Utilizou-se um método computacional derivado da metodologia proposta por Uvira e Jonas [87,88] para calcular o valor da energia de ativação aparente para deformação a quente da liga SAE HEV8. Este método determina um valor para que melhor se ajusta à equação 2.7 e, após substituir os valores de p e ἑ de todos as condições de taxa de deformação e temperatura na equação 2.7, utiliza regressões lineares para determinar o valor para n para uma extensa variação de valores para. O valor de a ser utilizado será o valor que irá gerar o menor desvio padrão para os valores de n em todas as temperaturas ensaiadas, de forma a garantir que seja independente da temperatura. Ou seja, para todas as temperaturas ensaiadas, a inclinação da curva Log (ἑ) vs. Log (senh( p )) será aproximadamente a mesma. Figura 4.7: Gráfico Log (ἑ) vs. Log (senh( p )) para o cálculo da constante n.
63 58 Para a liga SAE HEV8, o valor de encontrado foi 0,0133. O gráfico Log (ἑ) vs. Log(senh( p )), mostrado na Figura 4.7 define o valor da constante n como n = 2,536. Não foram encontrados dados na literatura para as constantes e n da liga SAE HEV8, mas os valores obtidos são coerentes quando comparados com dados obtidos para outras superligas a base de níquel [3,4,9,11,12]. Em posse dos valores das constantes e n da liga, podemos utilizar a equação 4.5, que é um rearranjo da equação 2.7, para obter graficamente o valor da energia de ativação aparente (Q) a partir da curva de Ln(senh( p )) vs. 1000/T, mostrada na Figura 4.8. Q = n.r [ Ln(senh( p )) / (1/T) ] (4.5) Figura 4.8: Gráfico Ln(senh( p ))vs.(1000/t) para o cálculo de Q. O valor da energia de ativação aparente para a deformação quente da liga SAE HEV8 obtido é Q = 449 kj/mol. Não foram encontrados dados na literatura para a energia de ativação da deformação a quente da liga SAE HEV8, mas os valores
64 59 obtidos são coerentes quando comparados com dados obtidos para outras superligas a base de níquel de composição química e microestrutura semelhantes [3,4,9,11,12], os quais variam entre 400 e 480 kj/mol. A constante A para a liga SAE HEV8 da equação de Sellars e Tegart (equação 2.7) é obtida graficamente a partir das curvas Ln(senh( p )) vs. LnZ, mostrada na Figura 4.9. O valor encontrado para a constante foi de A = 1,57 x 10 15, também coerente com os valores encontrados na literatura para outras superligas a base de níquel de composição química e microestrutura semelhantes [3,4,9,11,12]. É muito importante observar que o ajuste linear para os pontos do gráfico Ln(senh( p )) vs. LnZ é praticamente exato, validando a adequação da equação de Sellars e Tegart para o cálculo da energia de ativação da liga SAE HEV8. Figura 4.9: Gráfico Ln(senh( p )) vs. Ln Z para o cálculo da constante A. Em posse dos valores de a, n, Q e A, é possível reescrever a equação de Sellars e Tegart, particularmente para a liga SAE HEV8 (equação 4.6), e calcular o valor de Z para cada uma das condições de deformação imposta nos ensaios. Z = ἑ.exp( /8,31.t ) = 1,57x [senh(0,0133 * P )] 2,536 (4.6)
65 Relações e Influência das Condições de Deformação nas Tensões Críticas, de Pico e de Estado Estacionário Após calculados os valores de Z para cada uma das condições de deformação impostas nos ensaios, encontrados os valores das tensões e deformações críticas para início da recristalização dinâmica, tensões e deformações de pico e de estado estacionário, pôde-se construir a Tabela 4.2 e estabelecer relações matemáticas entre as tensões e deformações de pico, críticas e de estado estacionário e as condições de deformação. Tabela 4.2: Valores obtidos para as tensões e deformações críticas, de pico e de estado estacionário e do parâmetro Z para cada uma das condições de deformação. T (ºC) έ (s -1 ) Z Ln Z c (MPa) c p (MPa) p ss (MPa) ss 0,01 2,72E+16 37,84 120,2 0,04 131,4 0,35 90,8 3,32 0,1 2,72E+17 40,14 132,2 0,03 180,0 0,30 139,8 3,28 1,0 2,72E+18 42,45 231,7 0,06 288,8 0,22 148,9 3,40 20,0 5,43E+19 45,44 277,2 0,15 397,1 0,51 Ruptura Ruptura 0,01 1,23E+15 34,75 78,1 0,09 80,3 0,20 53,9 1,68 0,1 1,23E+16 37,05 107,6 0,08 117,8 0,38 82,4 2,76 1,0 1,23E+17 39,35 174,8 0,12 186,3 0,30 118,4 3,34 20,0 2,47E+18 42,35 242,9 0,15 283,0 0,54 Ruptura Ruptura 0,01 3,10E+14 33,37 70,1 0,05 72,4 0,23 51,2 1,37 0,1 3,10E+15 35,67 63,7 0,03 80,0 0,34 48,4 1,64 1,0 3,10E+16 37,97 123,6 0,07 138,5 0,27 104,0 2,07 20,0 6,20E+17 40,97 166,6 0,11 205,4 0,44 Ruptura Ruptura A Figura 4.10 mostra a variação das tensões críticas com a temperatura para as quatro taxas de deformação aplicadas. Fica claro pelas curvas da Figura 4.10 que a tensão crítica para início da recristalização dinâmica diminui com a redução da taxa de deformação e com o aumento da temperatura. Pode-se atribuir esse fato à redução na taxa de encruamento e conseqüente aumento na mobilidade das linhas de
66 61 discordância nos sistemas de deslizamento da liga com menores taxas de deformação e maiores temperaturas. Destaca-se o comportamento da liga na taxa de deformação 0,01 s -1, onde a tensão crítica reduz-se muito pouco com o aumento da temperatura de 1100 para 1150 C. Figura 4.10: Variação da tensão crítica com as condições de deformação. A Figura 4.11 mostra novamente a variação das tensões críticas com as condições de deformação, mas desta vez as condições de deformação estão representadas pelo parâmetro Z. A partir da análise gráfica desses dados, pôde-se estabelecer uma relação matemática entre o parâmetro Z e a tensão crítica. É importante ressaltar que o ajuste linear dos dados do gráfico da Figura 4.11 é bastante acurado (R 2 = 0,91), de forma que a relação matemática entre a tensão crítica e o parâmetro Z aponta uma tendência de dependência entre essas grandezas. C = (0,7727). Z 0,1324
67 62 Figura 4.11: Variação da tensão crítica com o parâmetro Z. A mesma análise é realizada para as tensões de pico. A Figura 4.12 mostra a variação das tensões de pico com a temperatura para as quatro taxas de deformação aplicadas. Fica claro pelas curvas da Figura 4.12 que a tensão de pico aumenta com o aumento da taxa de deformação e com a redução da temperatura. Pode-se atribuir esse fato ao aumento na taxa de encruamento e conseqüente aumento na energia armazenada na forma de defeitos cristalinos e redução da mobilidade das linhas de discordância nos sistemas de deslizamento da liga, ocorrendo um aumento na energia necessária para nucleação de novos grãos. Destaca-se o comportamento da liga na taxa de deformação 0,01 s -1, onde a tensão de pico aumenta muito pouco com a redução da temperatura de 1150 para 1100 C.
68 63 Figura 4.12: Variação da tensão de pico com as condições de deformação. A Figura 4.13 mostra a variação das tensões de pico com o parâmetro Z. A partir da análise gráfica desses dados, pôde-se estabelecer uma relação matemática entre o parâmetro Z e a tensão de pico. É importante ressaltar que o ajuste linear dos dados do gráfico da Figura 4.13 é extremamente acurado (R 2 = 0,98), de forma que a relação matemática entre a tensão de pico e o parâmetro Z aponta uma fortíssima tendência de dependência entre essas grandezas. P = (0,38305). Z 0,1545
69 64 Figura 4.13: Variação da tensão de pico com o pparâmetro Z. A Figura 4.14 mostra a variação das tensões de estado estacionário com a temperatura para as quatro taxas de deformação aplicadas. Pode-se observar pelas curvas que a tensão de estado estacionário aumenta com o aumento da taxa de deformação e com a redução da temperatura. Pode-se atribuir esse fato ao menor tamanho dos grãos recristalizados dinamicamente em condições de maiores taxas de encruamento e menores temperaturas. Destaca-se o comportamento da liga na taxa de deformação 0,01 s -1, onde a tensão de estado estacionário aumenta muito pouco com a redução da temperatura de 1150 para 1100 C. A Figura 4.15 mostra a variação das tensões de estado estacionário com o parâmetro Z. A partir da análise gráfica desses dados, pôde-se estabelecer uma relação matemática entre o parâmetro Z e a tensão de estado estacionário. É importante ressaltar que o ajuste linear dos dados do gráfico da Figura 4.15 é bastante acurado (R 2 = 0,90), de forma que a relação matemática entre a tensão de estado estacionário e o parâmetro Z aponta uma tendência de dependência entre essas grandezas.
70 65 SS = (0,36262). Z 0,1454 Figura 4.14: Variação da tensão de estado estacionário com as condições de deformação. Figura 4.15: Variação da tensão de estado estacionário com o parâmetro Z.

71 Metalografia Foram registradas as microestruturas resultantes nos corpos de prova de todos os ensaios realizados neste trabalho, além da microestrutura das amostras da liga laminada a quente industrialmente. O tamanho de grão médio foi medido em cada uma das condições de deformação na região deformada e na região não deformada dos corpos de prova. O tamanho de grão inicial é muito próximo entre todos os ensaios, variando D 0 entre 140 e 150 m. Esses valores se aproximam muito da faixa de tamanhos médios de grão da liga SAE HEV8 produzida industrialmente, imediatamente antes da laminação de acabamento e depois da laminação de desbaste e tempo de espera ou transferência entre essas duas etapas (Figura 4.17). A Figura 4.16 mostra um exemplo da microestrutura das regiões não deformadas dos corpos de prova ensaiados, utilizada para medir o tamanho de grão inicial antes de deformação a ser estudada. Figura 4.16: Microestrutura inicial da liga SAE HEV8 imediatamente antes da deformação, com D 0 = 144,87 ± 5 m.




72 67 Figura 4.17: Microestrutura inicial da liga SAE HEV8 produzida industrialmente, imediatamente antes da laminação de acabamento. Ou seja, resfriada rapidamente imediatamente depois da laminação de desbaste e tempo de espera ou transferência entre desbaste e acabamento. D 0 = 149,76 ± 5 m. Como observado nas curvas tensão-deformação equivalentes obtidas, pôde-se comprovar a ocorrência de recristalização dinâmica em todas as condições de deformação impostas nos ensaios deste trabalho. No caso do ensaio realizado à T = 1000 C e ἑ = 20 s -1, devido à elevada taxa de deformação e baixa temperatura, houve indícios microestrututrais de recristalização dinâmica parcial, observando-se a ocorrência do mecanismo de necklacing, interrompido pela ruptura do corpo de prova.









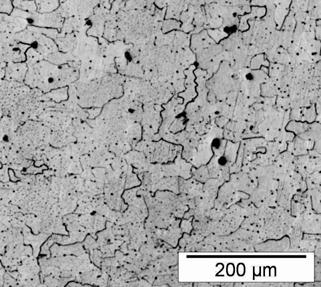


73 ἑ = 0,01 s -1 ἑ = 0,1 s -1 ἑ = 1,0 s -1 ἑ = 20 s -1 T = 1000 C d = 11 m d = 8,1 m d = 7,6 m d = 5,1 m T = 1150 C T = 1100 C d = 17,4 m d = 15,8 m d = 13,5 m d = 10,1 m d = 20,9 m d = 17,3 m d = 14,6 m d = 13,0 m Figura 4.18: Microestruturas dos corpos de prova após ensaio de torção a quente. Tamanho médio de grão (d).
74 Percebe-se claramente na Figura 4.18 que o tamanho médio de grão é menor para maiores taxas de deformação e menores temperaturas. Isso acontece pois quanto maior a taxa de deformação e menor a temperatura, maior será a taxa de encruamento e menor a de amaciamento, elevando a força motriz para a recristalização e aumentando a taxa de nucleação de novos grãos. Tabela 4.3: Valores dos diâmetros médios dos grãos recristalizados (d) em m. έ (s -1 ) T ( C) ,01 11,0 17,4 20,9 0,1 8,1 15,8 17,3 1,0 7,6 13,5 14,6 20,0 5,1 10,1 13,0 A Tabela 4.3 apresenta todos os valores medidos para o tamanho médio de grão recristalizado de cada uma das condições de deformação impostas nos ensaios de torção a quente. Observando os valores exibidos nesta tabela podemos confirmar quantitativamente o que foi evidenciado pelas microestruturas da Figura 4.17, ou seja, para a liga SAE HEV8 o tamanho médio de grão é menor para maiores taxas de deformação e menores temperaturas. Vale indicar que para a medição do tamanho de grão do corpo de prova relativo ao ensaio nas condições T = 1000 C e ἑ = 20 s -1 foi considerada a medida do tamanho do grão recristalizado nas regiões onde a recristalização havia se iniciado, no caso, nos contornos de grão dos grãos originais deformados. Isso porque a recristalização não havia se processado completamente, tendo a microestrutura deste corpo de prova regiões com grãos deformados e grãos recristalizados apenas nas regiões dos contornos desses grãos deformados, caracterizando o mecanismo de recristalização dinâmica por necklacing, como pode ser melhor observado na Figura O tamanho médio de grão para esta amostra é menor que o tamanho de grão medido para as outras amostras, onde o mecanismo de recristalização convencional

75 69 operou. O que coincide com a característica do mecanismo de recristalização por necklacing de geralmente resultar em tamanho de grão reduzido quando comparado com o mecanismo convencional [20,68,70,71]. Figura 4.19: Evidências microestruturais da ocorrência do necklacing. Observando-se a microestrutura mostrada na Figura 4.19 e analisando-se a curva tensão-deformação equivalentes obtidas no ensaio de torção a quente que gerou essa microestrutura (T = 1000 C e ἑ = 20 s -1 ) permite confirmar a ocorrência do mecanismo de recristalização pelo mecanismo de necklacing, onde a deformação foi interrompida após a deformação de pico e antes da deformação de estado estacionário e não permitiu a recristalização de todo o volume dos grão iniciais deformados. A Figura 4.20 mostra esquematicamente esta interpretação. Esse mecanismo ocorre preferencialmente em condições de baixas temperaturas e altas taxas de deformação [70,71], exatamente como observado neste trabalho, no qual o necklacing só pôde ser comprovado para a condição de mais baixa temperatura e mais elevada taxa de deformação, por este não ter se processado por completo. Isso

76 70 não significa que o mecanismo de recristalização por Necklacing tenha ocorrido somente neste ensaio, podendo ter ocorrido e se processado por completo nos outros ensaios. P P Figura 4.20: Curva tensão-deformação equivalentes para o ensaio de torção a quente nas condições T = 1000 C e ἑ = 20 s -1, evidenciando a ocorrência do necklacing Relação entre o Tamanho de Grão Médio e as Condições de Deformação A partir dos resultados obtidos neste trabalho, foi possível estabelecer relações matemáticas entre o tamanho médio de grão recristalizado e as tensões crítica, de pico e de estado estacionário, e com o parâmetro de Zener-Hollomon. A Figura 4.21 relaciona as tensões de pico com o tamanho de grão, representado pelo diâmetro médio de grão (d RX ) para todas as condições de deformação impostas aos ensaios deste trabalho. É importante observar que a tensão de pico é maior para menores tamanhos de grão, sendo possível se estabelecer uma relação matemática que relaciona P e d RX : P = (3038,14).d RX -1,1934
77 71 Figura 4.21: Variação da tensão de pico com diâmetro médio de grão (d RX ). Figura 4.22: Variação da tensão de estado estacionário com diâmetro médio de grão (d RX ).
78 72 A Figura 4.22 relaciona as tensões de estado estacionário com o diâmetro médio de grão (d RX ) para todas as condições de deformação impostas aos ensaios deste trabalho. É importante observar que a tensão de estado estacionário é maior para menores tamanhos de grão, sendo possível se estabelecer uma relação matemática que relaciona SS e d RX : SS = (1393,4).d RX -1,076 A Figura 4.23 relaciona o diâmetro médio de grão (d RX ) com o parâmetro Z para todas as condições de deformação impostas aos ensaios deste trabalho. O tamanhos de grão é menor para maiores valores do parâmetro Z, sendo possível se estabelecer uma relação matemática que relaciona d RX e Z: d RX = (739,15). Z -0,1 d RX = (739,15). Z -0,1 1 2 Figura 4.23: Variação do Diâmetro Médio de Grão com o Parâmetro Z.
79 73 É importante notar que o ajuste linear para estabelecer a relação entre o diâmetro médio de grão (d RX ) com o parâmetro Z na Figura 4.23 apresenta um desvio considerável, de forma que um melhor ajuste dos pontos pode ser obtido em duas retas distintas (retas tracejadas 1 e 2 na Figura 4.23), o que sugere a possibilidade da existência de dois mecanismos diferentes de recristalização operando. Os pontos ajustados pela reta tracejada número 2, reúne os pontos do gráfico com menores diâmetros médios de grão (d RX ) e todos seus pontos são oriundos dos ensaios realizados à 1000ºC (0,01 / 0,1 / 1,0 / 20,0 s -1, nesta ordem decrescente de diâmetro médio de grão). A constatação do necklacing para elevadas taxas de deformação neste material pode ser uma explicação, onde o mecanismo muda de recristalização convencional para necklacing em determinadas condições de taxa de deformação e/ou temperatura. No caso da liga SAE HEV8, para as condições de deformações impostas, existe uma temperatura entre 1100 e 1000ºC abaixo da qual o mecanismo de recristalização por necklacing ocorre. Assim, pode-se concluir que em todos os ensaios realizados à 1000ºC o mecanismo de recristalização operante foi o necklacing, ocorrendo de forma completa para as taxas de deformação 0,01s -1, 0,1s -1 e 1,0s -1 e parcialmente para a taxa 20s -1. Essa conclusão gera a necessidade de um estudo futuro a este trabalho para investigação dos diferentes mecanismos de recristalização operantes para as diferentes condições de deformação do material Simulação Física do Processo de Laminação A Figura 4.24 apresenta o resultado do ensaio de torção a quente com carregamentos múltiplos seqüenciais aplicado na liga SAE HEV8 para simulação do processo de laminação a quente. Aqui foi simulada a sequencia de passes descrita na Tabela 3.2. Uma conclusão direta que pode ser extraída dessa curvas é a comprovação de que ocorre o amaciamento entre passes durante toda a seqüência de passes de laminação do material. Valores relativamente elevados de tensões são atingidos nos ensaios desta simulação, o que é coerente com as elevadas cargas de laminação registradas para a liga SAE HEV8 durante processamento industrial.
80 74 Tensão (MPa) Passes (P) P1 P2 P3 P4 P5 P6 P7 P8 P9 P ,5 1 1,5 2 2,5 Deformação Figura 4.24: Simulação da laminação da liga SAE HEV8 por ensaio de torção. Durante os primeiros passes, a deformação é geralmente alta suficiente para iniciar a recristalização dinâmica (DRX), o que pode ser evidenciado pela forma das curvas. Nos últimos passes as taxas de deformação são muito elevadas, de modo que predomina o encruamento durante a deformação e a recristalização ocorre apenas no tempo entre passes. No controle microestrutural, o conhecimento dos fenômenos metalúrgicos de recuperação, recristalização e possíveis transformações de fase são fundamentais. Devido à baixa energia de falha de empilhamento atribuída à liga SAE HEV8, pode-se afirmar que há recristalização entre todos os passes da laminação. Esse resultado já é suficiente para motivar um estudo mais profundo da cinética de amaciamento da liga por recristalização, o que será conduzido no futuro com ensaios de duplo carregamento e interrupção da simulação em vários estágios do ensaio, realizando-se um resfriamento forçado imediatamente após cada carregamento ou passe para avaliação metalográfica dos corpos de prova. Como observa-se nas curvas do ensaio de carregamentos múltiplos que a tensão não retorna ao valor inicial do primeiro passe, apesar de exibir um amaciamento significativo, podemos concluir que a recristalização não se processa completamente entre os passes até o sétimo carregamento. Entretanto, entre os últimos passes, nota-se que os valores iniciais de tensão são equivalentes ao valor inicial do primeiro passe, permitindo a conclusão que devido ao grande acúmulo de
81 75 energia na forma de defeitos cristalinos pela aplicação de elevadas taxas de deformação e baixas temperaturas a partir do sétimo passe, a recristalização ocorre de forma completa. Outra conclusão importante é o fato de ocorrer um maior encruamento nos passes de número 5 e 9, que pode ser explicado pelo maior tempo entre passes aplicado após os passes imediatamente anteriores a estes, gerando maior redução de temperatura, juntamente com a aplicação de grandes deformações após recristalização incompleta no tempo entre passes. Esta constatação está de acordo com o fato de que durante a laminação industrial da liga são registrados maiores forças (torque para acionamento dos cilindros de laminação) para os passes de número cinco e nove do plano de laminação. O maior tempo de espera antes dos passes de número cinco e nove se deve à existência de uma tesoura de pontas entre as cadeiras de laminação quatro e cinco, e outra tesoura entre as cadeiras oito e nove no laminador utilizado neste estudo, aumentando a distância e o tempo entre as etapas deformação. A partir do quinto carregamento, pode-se notar claramente a influência do aumento de taxa e queda da temperatura de deformação no encruamento da liga, observando o aumento abrupto no nível de tensões exigido para a deformação do material e no formato das curvas. Provavelmente, a deformação crítica para início da recristalização dinâmica não foi alcançada nos passes após quinto carregamento, de forma que é observado um aumento da tensão contínuo com o progresso da deformação, e o amaciamento se dá apenas no tempo entre passes. Os dois últimos carregamentos mostram claramente os fenômenos de encruamento e recristalização estática (SRX) entre os passes 9 e 10, como mostrado na Figura Como mencionado anteriormente, podemos relacionar as medidas de torque para acionamento dos cilindros de laminação de cada cadeira durante o processo de laminação industrial da liga SAE HEV8 (medidos pelo software centralizador de dados de processo, o qual obtém dados do sistema de instrumentação do equipamento) com as tensões de pico medidas nos carregamentos respectivos dos ensaios da simulação física. A Figura 4.25 apresenta esses valores mencionados acima, relacionando as tensões de pico ( P ) aos valores do torque máximo atingido para
82 76 acionamento dos cilindros de laminação de cada cadeira durante o processo de laminação industrial da liga SAE HEV8 (TqAct MAX ) e à área da superfície transversal da barra na zona de deformação (A DZ ). Figura 4.25: Relação entre as tensões de pico ( P ) e os valores do torque máximo atingido para acionamento dos cilindros de laminação de cada cadeira durante o processo de laminação industrial da liga SAE HEV8 (TqAct MAX ) e à área da superfície transversal da barra na zona de deformação (A DZ ). Observa-se que P e TqAct MAX são diretamente proporcionais, sendo possível se estabelecer uma relação matemática logarítimica entre essa grandezas: Ln P ) = (- 0,2577).TqAct MAX + (6,8364) É muito importante ressaltar que esta é uma relação entre uma grandeza simulada em laboratório ( P ) e uma variável de processo industrial medida pela instrumentação de um equipamento (TqAct MAX ). O estabelecimento de uma relação matemática entre elas não apenas valida a simulação realizada, como também realiza o papel fundamental da simulação, que é o de reproduzir o processo industrial, possibilitando a previsão das características metalúrgicas da liga final e a otimização dos parâmetros de processo.



83 77 Para finalizar a validação da simulação realizada, foram comparadas as microestruturas obtidas no corpo de prova após ensaio de carregamentos múltiplos para simulação e a amostra retirada da barra laminada industrialmente, observandose a coerência esperada. As Figuras 4.26 e 4.27 apresentam essas microestruturas. Figura 4.26: Microestrutura da liga SAE HEV8 produzida industrialmente, resfriada rapidamente imediatamente após laminação de acabamento. d = 15,87 ± 5 m. Figura 4.27: Microestrutura do corpo de prova da liga SAE HEV8 resfriada rapidamente imediatamente após ensaio de torção a quente com múltiplas deformações em resfriamento contínuo para simulação do processo de laminação. d = 17,54 ± 5 m.
Aula 17 - Transformações no estado sólido. Transformações Estruturais a nível de tamanho e formato dos grãos
 Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Aula 17 - Transformações no estado sólido Transformações Estruturais a nível de tamanho e formato dos grãos Encruamento Recristalização Crescimento de Grão Encruamento Aumento de dureza ou da resistência
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
ENSAIOS ISOTERMICOS COM DUPLA DEFORMAÇAO DO AÇO IF POR TORÇAO A QUENTE*
 10 ENSAIOS ISOTERMICOS COM DUPLA DEFORMAÇAO DO AÇO IF POR TORÇAO A QUENTE* Helder Keitaro Arçari Ambo 1 Marcelo Lucas Pereira Machado 2 Resumo Aços IF (Interstitial Free) são materiais com grande capacidade
10 ENSAIOS ISOTERMICOS COM DUPLA DEFORMAÇAO DO AÇO IF POR TORÇAO A QUENTE* Helder Keitaro Arçari Ambo 1 Marcelo Lucas Pereira Machado 2 Resumo Aços IF (Interstitial Free) são materiais com grande capacidade
DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
FLUÊNCIA I. Generalidades II. Comportamento em Fluência deformação X tempo
 Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Frederico A.P. Fernandes
 Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio
 Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
MECANISMOS DE ENDURECIMENTO DE METAIS
 1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de d
 FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
Temperatura (T, 0 C)
") Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
FUNDAMENTOS DE MATERIAIS METÁLICOS I. Engenharia de Materiais 7º Período. Mecanismos de Endurecimento
 FUNDAMENTOS DE MATERIAIS METÁLICOS I Engenharia de Materiais 7º Período Mecanismos de Endurecimento Correlação Estrutura-Propriedade-Aplicação- Processamento Mecânicas Magnéticas Térmicas Corrosão Fadiga
FUNDAMENTOS DE MATERIAIS METÁLICOS I Engenharia de Materiais 7º Período Mecanismos de Endurecimento Correlação Estrutura-Propriedade-Aplicação- Processamento Mecânicas Magnéticas Térmicas Corrosão Fadiga
Ensaio de Fluência. aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas (para metais T > 0,4 T fusão)
") Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
Prova escrita de: 2º Exame de Ciência de Materiais. Lisboa, 14 de Julho de Resolução
 Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Fundamentos de Ciência e Engenharia de Materiais. DEFEITOS CRISTALINOS Prof. Dr. André Paulo Tschiptschin
 Fundamentos de Ciência e Engenharia de Materiais DEFEITOS CRISTALINOS Prof. Dr. André Paulo Tschiptschin Defeitos cristalinos Defeito cristalino: imperfeição do reticulado cristalino Classificação dos
Fundamentos de Ciência e Engenharia de Materiais DEFEITOS CRISTALINOS Prof. Dr. André Paulo Tschiptschin Defeitos cristalinos Defeito cristalino: imperfeição do reticulado cristalino Classificação dos
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
 UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ESTUDO DA RECRISTALIZAÇÃO DINÂMICA DO AÇO INOXIDÁVEL AUSTENÍTICO
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ESTUDO DA RECRISTALIZAÇÃO DINÂMICA DO AÇO INOXIDÁVEL AUSTENÍTICO
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais 2009.2 Ana Sofia C. M. D Oliveira Introdução aos materiais O que determina o comportamento/propriedades dos materiais? Composição química e microestrutura Cada uma destas
TM229 - Introdução aos Materiais 2009.2 Ana Sofia C. M. D Oliveira Introdução aos materiais O que determina o comportamento/propriedades dos materiais? Composição química e microestrutura Cada uma destas
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
IMPERFEIÇÕES EM SÓLIDOS. Bento Gonçalves, 2014.
 IMPERFEIÇÕES EM SÓLIDOS Bento Gonçalves, 2014. O QUE É UM DEFEITO? É uma imperfeição ou um "erro" no arranjo cristalino dos átomos em um cristal. Podem envolver uma irregularidade: Na posição dos átomos
IMPERFEIÇÕES EM SÓLIDOS Bento Gonçalves, 2014. O QUE É UM DEFEITO? É uma imperfeição ou um "erro" no arranjo cristalino dos átomos em um cristal. Podem envolver uma irregularidade: Na posição dos átomos
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais 2009.1 Ana Sofia C. M. D Oliveira Interação entre imperfeições cristalinas Importância dos defeitos cristalinos para o comportamento dos materiais: Interação entre defeitos
TM229 - Introdução aos Materiais 2009.1 Ana Sofia C. M. D Oliveira Interação entre imperfeições cristalinas Importância dos defeitos cristalinos para o comportamento dos materiais: Interação entre defeitos
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
Recuperação e Recristalização [17] ε a 300K:
![Recuperação e Recristalização [17] ε a 300K:](/thumbs/95/124282293.jpg "Recuperação e Recristalização [17] ε a 300K:") [17] Trabalho a frio (T h < 0,5) ε a 300K: Pb (327 C=600K) T h =0,5 (Q) Al (660 C=933K) T h =03(F) 0,3 σ durante a deformação: geração de defeitos aumento de resistência energia armazenada σ 1> Restauração
[17] Trabalho a frio (T h < 0,5) ε a 300K: Pb (327 C=600K) T h =0,5 (Q) Al (660 C=933K) T h =03(F) 0,3 σ durante a deformação: geração de defeitos aumento de resistência energia armazenada σ 1> Restauração
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
 UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS INFLUÊNCIA DAS CONDIÇÕES DE DEFORMAÇÃO NA RECRISTALIZAÇÃO DINÂMICA
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS INFLUÊNCIA DAS CONDIÇÕES DE DEFORMAÇÃO NA RECRISTALIZAÇÃO DINÂMICA
Cotações. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais 2º Teste (09.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Cinética das transformações de fase. A.S.D Oliveira
 Cinética das transformações de fase Cinética das transformações de fase Recristalização Influência da temperatura e do tempo na transformação Cinética das transformações de fase Diagramas TTT Tempo-Temperatura-Transformação
Cinética das transformações de fase Cinética das transformações de fase Recristalização Influência da temperatura e do tempo na transformação Cinética das transformações de fase Diagramas TTT Tempo-Temperatura-Transformação
Alumínio e suas ligas. A.S.D Oliveira
 Alumínio e suas ligas Características do Al: - Cor prata - baixa densidade - Estrutura cristalina: CFC - Tfusão- 660C - maleável - Resistência a corrosão - Boa condutividade térmica e elétrica - Elevada
Alumínio e suas ligas Características do Al: - Cor prata - baixa densidade - Estrutura cristalina: CFC - Tfusão- 660C - maleável - Resistência a corrosão - Boa condutividade térmica e elétrica - Elevada
Seleção de Materiais
 METAIS Ferrosos Ligas de Aluminio Superligas - Aços carbono - Al puro - ligas Fe-Ni - Aços ferramenta - Al-Cu - ligas Ni - Ferros fundidos - Al-Mg - Ligas Co - Aços inoxdáveis - Al-Si Elevada resistência
METAIS Ferrosos Ligas de Aluminio Superligas - Aços carbono - Al puro - ligas Fe-Ni - Aços ferramenta - Al-Cu - ligas Ni - Ferros fundidos - Al-Mg - Ligas Co - Aços inoxdáveis - Al-Si Elevada resistência
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais.
 Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS
 AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Tecnologia de Fabricação. Deformação dos materiais
 Tecnologia de Fabricação Deformação dos materiais Aula 3 - Deformação nos aços (elástica x plástica); - Trabalho a frio (encruamento); - Trabalho a quente; - Processo de recozimento: recuperação, recristalização
Tecnologia de Fabricação Deformação dos materiais Aula 3 - Deformação nos aços (elástica x plástica); - Trabalho a frio (encruamento); - Trabalho a quente; - Processo de recozimento: recuperação, recristalização
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
DIFUSÃO. Conceitos Gerais
 DIFUSÃO Conceitos Gerais CAPA Os tratamentos térmicos são um conjunto de operações que têm por objetivo modificar as propriedades dos aços e de outros materiais através de um conjunto de operações que
DIFUSÃO Conceitos Gerais CAPA Os tratamentos térmicos são um conjunto de operações que têm por objetivo modificar as propriedades dos aços e de outros materiais através de um conjunto de operações que
ANÁLISE DO COMPORTAMENTO MECÂNICO A ALTAS TEMPERATURAS DOS AÇOS SAE 1518 E MICROLIGADO AO NIOBIO POR ENSAIOS DE TORÇÃO A QUENTE*
 ANÁLISE DO COMPORTAMENTO MECÂNICO A ALTAS TEMPERATURAS DOS AÇOS SAE 1518 E MICROLIGADO AO NIOBIO POR ENSAIOS DE TORÇÃO A QUENTE* Helder Keitaro Arçari Ambo 1 Marcelo Lucas Pereira Machado 2 Resumo Neste
ANÁLISE DO COMPORTAMENTO MECÂNICO A ALTAS TEMPERATURAS DOS AÇOS SAE 1518 E MICROLIGADO AO NIOBIO POR ENSAIOS DE TORÇÃO A QUENTE* Helder Keitaro Arçari Ambo 1 Marcelo Lucas Pereira Machado 2 Resumo Neste
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS
 UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS CARACTERIZAÇÃO MICROESTRUTURAL E MODELAGEM DO AMACIAMENTO DINÂMICO
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS CARACTERIZAÇÃO MICROESTRUTURAL E MODELAGEM DO AMACIAMENTO DINÂMICO
INFLUÊNCIA DO ATRITO NO GRADIENTE MICROESTRUTURAL DETERMINADO VIA MEF DURANTE O RECALQUE A QUENTE DE UM CILINDRO DE AÇO
 INFLUÊNCIA DO ATRITO NO GRADIENTE MICROESTRUTURAL DETERMINADO VIA MEF DURANTE O RECALQUE A QUENTE DE UM CILINDRO DE AÇO A. L. B. de Souza (1); O. Balancin (2) (1) Programa de Pós-Graduação em Ciências
INFLUÊNCIA DO ATRITO NO GRADIENTE MICROESTRUTURAL DETERMINADO VIA MEF DURANTE O RECALQUE A QUENTE DE UM CILINDRO DE AÇO A. L. B. de Souza (1); O. Balancin (2) (1) Programa de Pós-Graduação em Ciências
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Nome:
 Nome:") Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
Introdução aos Materiais Metálicos TM 229 Recristalização Prof. C. Brunetti
 Introdução aos Materiais Metálicos TM 229 Recristalização Prof. C. Brunetti 1 Recristalização - Prof. C. Brunetti A recristalização é um processo de crescimento de novos cristais a partir de cristais previamente
Introdução aos Materiais Metálicos TM 229 Recristalização Prof. C. Brunetti 1 Recristalização - Prof. C. Brunetti A recristalização é um processo de crescimento de novos cristais a partir de cristais previamente
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
MODELO MATEMÁTICO DE PREVISÃO DE PROPRIEDADES MECÂNICAS NA ARCELORMITTAL CARIACICA*
 281 MODELO MATEMÁTICO DE PREVISÃO DE PROPRIEDADES MECÂNICAS NA ARCELORMITTAL CARIACICA* Luciana Vilarinho Ramos de Carvalho 1 Rosan Fernandes Lima 2 Marcelo Lucas Pereira Machado 3 Resumo O objetivo deste
281 MODELO MATEMÁTICO DE PREVISÃO DE PROPRIEDADES MECÂNICAS NA ARCELORMITTAL CARIACICA* Luciana Vilarinho Ramos de Carvalho 1 Rosan Fernandes Lima 2 Marcelo Lucas Pereira Machado 3 Resumo O objetivo deste
Resolução do 2º Exame Final de Ciência de Materiais. Lisboa, 6 de Fevereiro de Resolução COTAÇÕES
 Resolução do 2º Exame Final de Ciência de Materiais Lisboa, 6 de Fevereiro de 2010 Resolução COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 1,00 2. (b) 1,00 2. (c) 1,00 2. (d) 0,50
Resolução do 2º Exame Final de Ciência de Materiais Lisboa, 6 de Fevereiro de 2010 Resolução COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 1,00 2. (b) 1,00 2. (c) 1,00 2. (d) 0,50
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
Microestrutura (Fases) Parte 2
 Parte 2") Microestrutura (Fases) Parte 2 1. MICROESTRUTURA 1-4 SOLUBILIDADE 1-5 FORMAÇÃO DE FASE EM SÓLIDOS 1 1-44 SOLUBILIDADE Um material pode ser resultado da combinação de diferentes componentes: - por formação
Microestrutura (Fases) Parte 2 1. MICROESTRUTURA 1-4 SOLUBILIDADE 1-5 FORMAÇÃO DE FASE EM SÓLIDOS 1 1-44 SOLUBILIDADE Um material pode ser resultado da combinação de diferentes componentes: - por formação
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
TM229 Introdução aos Materiais CONFORMABILIDADE
 CONFORMABILIDADE Um dos dados importantes quando se trabalha com processos de conformação, é o conhecimento de quanto se pode deformar o material sem que este sofra ruptura. A determinação da carga para
CONFORMABILIDADE Um dos dados importantes quando se trabalha com processos de conformação, é o conhecimento de quanto se pode deformar o material sem que este sofra ruptura. A determinação da carga para
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA. SMM0193 Ciência e Engenharia dos Materiais
 TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
DEFEITOS CRISTALINOS
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de 2005
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de 2005
DEFORMAÇÃO PLÁSTICA. Materiais Metálicos. Profa. Dra. Lauralice Canale
 DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
ESTADOS EXCITADOS: fonões, electrões livres
 Capítulo III.1 DEFEITOS (IMPERFEIÇÕES) NOS SÓLIDOS CRISTALINOS ESTADOS EXCITADOS: fonões, electrões livres DEFEITOS TRANSIENTES: fotões, electrões, neutrões tõ IMPERFEIÇÕES ESTRUTURAIS IMPORTÂNCIA DEFEITOS
Capítulo III.1 DEFEITOS (IMPERFEIÇÕES) NOS SÓLIDOS CRISTALINOS ESTADOS EXCITADOS: fonões, electrões livres DEFEITOS TRANSIENTES: fotões, electrões, neutrões tõ IMPERFEIÇÕES ESTRUTURAIS IMPORTÂNCIA DEFEITOS
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS
 Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Aula 20: Transformações Martensíticas. - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria.
 - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
- Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
AVALIAÇÃO DA RECRISTALIZAÇÃO DINÂMICA DO AÇO ESTRUTURAL SAE 4140 ATRAVÉS DE ENSAIOS DE TORÇÃO A QUENTE
 AVALIAÇÃO DA RECRISTALIZAÇÃO DINÂMICA DO AÇO ESTRUTURAL SAE 4140 ATRAVÉS DE ENSAIOS DE TORÇÃO A QUENTE R.A.Souza 1*, A.Marques 1, M.R.B.Tasca 1, L.Nogueira 1, M.L.P.Machado 1 1,PROPEMM, Instituto Federal
AVALIAÇÃO DA RECRISTALIZAÇÃO DINÂMICA DO AÇO ESTRUTURAL SAE 4140 ATRAVÉS DE ENSAIOS DE TORÇÃO A QUENTE R.A.Souza 1*, A.Marques 1, M.R.B.Tasca 1, L.Nogueira 1, M.L.P.Machado 1 1,PROPEMM, Instituto Federal
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
Estágios da fluência
 Fluência Fluência é a deformação permanente que ocorre em um material em função do tempo, quando o mesmo está sujeito a cargas (ou tensões) constantes em temperaturas elevadas (T > 0,4T M ). # carga (ou
Fluência Fluência é a deformação permanente que ocorre em um material em função do tempo, quando o mesmo está sujeito a cargas (ou tensões) constantes em temperaturas elevadas (T > 0,4T M ). # carga (ou
CONSTRUÇÃO DE UM MODELO COMPUTACIONAL PARA SIMULAÇÃO E ANÁLISE DE TENSÕES RESIDUAIS EM CILINDROS
 CONSTRUÇÃO DE UM MODELO COMPUTACIONAL PARA SIMULAÇÃO E ANÁLISE DE TENSÕES RESIDUAIS EM CILINDROS Cristiano Fernandes Lagatta Politécnica da Universidade de São Paulo EPUSP, cristiano.lagatta@poli.usp.br
CONSTRUÇÃO DE UM MODELO COMPUTACIONAL PARA SIMULAÇÃO E ANÁLISE DE TENSÕES RESIDUAIS EM CILINDROS Cristiano Fernandes Lagatta Politécnica da Universidade de São Paulo EPUSP, cristiano.lagatta@poli.usp.br
CTM P OBS: Esta prova contém 7 páginas e 6 questões. Verifique antes de começar. VOCÊ DEVE ESCOLHER APENAS 5 QUESTÕES PARA RESOLVER.
 Nome: Assinatura: CTM P1 2014.2 Matrícula: Turma: OBS: Esta prova contém 7 páginas e 6 questões. Verifique antes de começar. VOCÊ DEVE ESCOLHER APENAS 5 QUESTÕES PARA RESOLVER. VOCÊ DEVE RISCAR NA TABELA
Nome: Assinatura: CTM P1 2014.2 Matrícula: Turma: OBS: Esta prova contém 7 páginas e 6 questões. Verifique antes de começar. VOCÊ DEVE ESCOLHER APENAS 5 QUESTÕES PARA RESOLVER. VOCÊ DEVE RISCAR NA TABELA
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Rem: Revista Escola de Minas ISSN: Escola de Minas Brasil
 Rem: Revista Escola de Minas ISSN: 37-4467 editor@rem.com.br Escola de Minas Brasil Valinhos Barcelos, Mariana; Aparecido Vieira, Estéfano; Lucinda de Oliveira, Nilton José; Pereira Machado, Marcelo Lucas
Rem: Revista Escola de Minas ISSN: 37-4467 editor@rem.com.br Escola de Minas Brasil Valinhos Barcelos, Mariana; Aparecido Vieira, Estéfano; Lucinda de Oliveira, Nilton José; Pereira Machado, Marcelo Lucas
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO*
 INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ANÁLISE DO COMPORTAMENTO TERMOMECÂNICO E DA EVOLUÇÃO MICROESTRUTURAL DURANTE A LAMINAÇÃO DE TIRAS A QUENTE DE AÇOS C-Mn VIA DEFORM T M 3D
 UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ANÁLISE DO COMPORTAMENTO TERMOMECÂNICO E DA EVOLUÇÃO MICROESTRUTURAL
UNIVERSIDADE FEDERAL DE SÃO CARLOS CENTRO DE CIÊNCIAS EXATAS E DE TECNOLOGIA PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS ANÁLISE DO COMPORTAMENTO TERMOMECÂNICO E DA EVOLUÇÃO MICROESTRUTURAL
Mecanismos de endurecimento em aços [16]
![Mecanismos de endurecimento em aços [16]](/thumbs/58/41498062.jpg "Mecanismos de endurecimento em aços [16]") [16] projetos Engenheiro Mecânico mecânicos propriedades mecânicas materiais de engenharia módulo de elasticidade limite de escoamento dureza resistência mecânica e tenacidade adequadas 1> Principais mecanismos
[16] projetos Engenheiro Mecânico mecânicos propriedades mecânicas materiais de engenharia módulo de elasticidade limite de escoamento dureza resistência mecânica e tenacidade adequadas 1> Principais mecanismos
PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa
 PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa Título do Projeto: Estudo do Processo de Envelhecimento Dinâmico do Aço AISI 439 Área de Concentração/Linha de Pesquisa: Metalurgia Física / Estrutura,
PROCESSO SELETIVO MESTRADO 2018 Projeto de Pesquisa Título do Projeto: Estudo do Processo de Envelhecimento Dinâmico do Aço AISI 439 Área de Concentração/Linha de Pesquisa: Metalurgia Física / Estrutura,
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13
 Universidade de São Paulo Escola de Engenharia de São Carlos Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13 Renata Neves Penha (EESC/USP) João C. Vendramim
Universidade de São Paulo Escola de Engenharia de São Carlos Tensões residuais térmicas obtidas após a martêmpera e a têmpera a vácuo do aço ferramenta AISI H13 Renata Neves Penha (EESC/USP) João C. Vendramim
4- IMPERFEIÇÕES CRISTALINAS
 ASSUNTO 4- IMPERFEIÇÕES CRISTALINAS - Defeitos pontuais - Defeitos de linha (discordâncias) - Defeitos de interface (grão e maclas) - Defeitos volumétricos (inclusões, precipitados) Eleani Maria da Costa
ASSUNTO 4- IMPERFEIÇÕES CRISTALINAS - Defeitos pontuais - Defeitos de linha (discordâncias) - Defeitos de interface (grão e maclas) - Defeitos volumétricos (inclusões, precipitados) Eleani Maria da Costa
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J , SAE J E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS*
 ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento
 Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
Propriedades Mecânicas: O Ensaio de Tração Uniaxial
 Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
Profa. Dra. Lauralice Canale
 Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Propagação de trincas por fadiga:
 O contorno de grão também pode se tornar uma importante posição para a nucleação de trincas em carregamentos de grandes amplitudes de deformação. Além disso, impurezas que induzam a fragilização localizada
O contorno de grão também pode se tornar uma importante posição para a nucleação de trincas em carregamentos de grandes amplitudes de deformação. Além disso, impurezas que induzam a fragilização localizada
METALOGRAFIA QUANTITATIVA
 METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA
 PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA Lucio Salgado *, Francisco Ambrozio Filho * * Instituto de Pesquisas Energéticas e Nucleares, Comissão Nacional de Energia Nuclear, C.P. 11049
PROCESSAMENTO DE LIGAS À BASE FERRO POR MOAGEM DE ALTA ENERGIA Lucio Salgado *, Francisco Ambrozio Filho * * Instituto de Pesquisas Energéticas e Nucleares, Comissão Nacional de Energia Nuclear, C.P. 11049
ENSAIO DE TRAÇÃO EM-641
 ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
Universidade de Lisboa
 Universidade de Lisboa Instituto Superior Técnico Ciência de Materiais 1º Teste (14. Abril.2014) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 0,50 2. (a) 0,50 2. (b) 0,50 2. (c)
Universidade de Lisboa Instituto Superior Técnico Ciência de Materiais 1º Teste (14. Abril.2014) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 0,50 2. (a) 0,50 2. (b) 0,50 2. (c)
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
Transformações de fase em aços [15]
![Transformações de fase em aços [15]](/thumbs/66/55572195.jpg "Transformações de fase em aços [15]") [15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
[15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
Aula 15 Solubilização e Precipitação. Mecanismos de Endurecimentos por:
 Aula 15 Mecanismos de Endurecimentos por: Solução Sólida Precipitação O Sistema Al-Cu O Sistema Al-Si-Mg liga 356 Endurecimento por Solutos - A efetividade do soluto depende da diferença do tamanho (com
Aula 15 Mecanismos de Endurecimentos por: Solução Sólida Precipitação O Sistema Al-Cu O Sistema Al-Si-Mg liga 356 Endurecimento por Solutos - A efetividade do soluto depende da diferença do tamanho (com
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
UNIDADE 10 Propriedades Mecânicas II
 UNIDADE 10 Propriedades Mecânicas II 1. Considere duas discordâncias em cunha no mesmo plano de deslizamento e separadas por algumas distâncias interatômicas. O que pode ocorrer se devido a tensões aplicadas
UNIDADE 10 Propriedades Mecânicas II 1. Considere duas discordâncias em cunha no mesmo plano de deslizamento e separadas por algumas distâncias interatômicas. O que pode ocorrer se devido a tensões aplicadas
Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica.
 CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO
 DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
COMPORTAMENTO MECÂNICO DOS MATERIAIS
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais