EFEITO DA QUANTIDADE DE TRABALHO A FRIO DA LIGA DE ALUMÍNIO AA1350 NO COEFICIENTE DE ENCRUAMENTO DETERMINADO POR ENSAIOS DE DUREZA
|
|
|
- Manuella de Sá Santiago
- 6 Há anos
- Visualizações:
Transcrição
1 PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE MATERIAIS - PPGEM ALESSANDRO ROBERTO HOECHELE EFEITO DA QUANTIDADE DE TRABALHO A FRIO DA LIGA DE ALUMÍNIO AA1350 NO COEFICIENTE DE ENCRUAMENTO DETERMINADO POR ENSAIOS DE DUREZA CURITIBA OUTUBRO
2 Alessandro Roberto Hoechele EFEITO DA QUANTIDADE DE TRABALHO A FRIO DA LIGA DE ALUMÍNIO AA1350 NO COEFICIENTE DE ENCRUAMENTO DETERMINADO POR ENSAIOS DE DUREZA Dissertação apresentada como requisito parcial à obtenção do título de Mestre em Engenharia, do Programa de Pós-Graduação em Engenharia Mecânica e de Materiais, Área de Concentração em Engenharia de Materiais, do Departamento de Pesquisa e Pós-Graduação, do Campus de Curitiba, da UTFPR. Orientador: Prof. Giuseppe Pintaúde, Dr. CURITIBA OUTUBRO-2011
3 Dados Internacionais de Catalogação na Publicação H694 Hoechele, Alessandro Roberto Efeito da quantidade de trabalho a frio da liga de alumínio AA1350 no coeficiente de encruamento determinado por ensaios de dureza / Alessandro Roberto Hoechele f. : il. ; 30 cm Orientador: Giuseppe Pintaúde. Dissertação (Mestrado) Universidade Tecnológica Federal do Paraná. Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Curitiba, Bibliografia: f Metalurgia. 2. Ligas de alumínio. 3. Conformação de metais. 4. Ensaios mecânicos. 5. Metais Tratamento térmico. 6. Engenharia mecânica Dissertações. I. Pintaúde, Giuseppe, orient. III. Universidade Tecnológica Federal do Paraná. Programa de Pós-graduação em Engenharia Mecânica e de Materiais. III. Título. CDD (22. ed.) Biblioteca Central da UTFPR, Campus Curitiba
4 TERMO DE APROVAÇÃO ALESSANDRO ROBERTO HOECHELE EFEITO DA QUANTIDADE DE TRABALHO A FRIO DA LIGA DE ALUMÍNIO AA1350 NO COEFICIENTE DE ENCRUAMENTO DETERMINADO POR ENSAIOS DE DUREZA Este Projeto de Dissertação foi julgado para a obtenção do título de mestre em engenharia, área de concentração em engenharia de materiais, e aprovada em sua forma final pelo Programa de Pós-graduação em Engenharia Mecânica e de Materiais. Prof. Giuseppe Pintaúde, Dr. Coordenador de Curso - PPGEM Banca Examinadora Prof. Giuseppe Pintaúde, Dr. (UTFPR) Prof. Paulo César Borges, Dr. (UTFPR) Prof.ª Ana Sofia Clímaco Monteiro D Oliveira, Ph.D. (UFPR) Curitiba, 13 de Outubro de 2011
5 iv À minha amada esposa, Wanessa, que sempre me deu apoio para trilhar este caminho.
6 v AGRADECIMENTOS Ao meu orientador, Prof. Dr. Giuseppe Pintaúde, pelo grande apoio, confiança e ensinamentos para a realização deste trabalho. Ao Prof. Dr. Paulo César Borges, pela ajuda e apoio na realização dos ensaios de dureza nos laboratórios da UTFPR. A minha amada esposa, Wanessa, pelo apoio, confiança e paciência nos momentos difíceis e pelas palavras de apoio que não me deixaram desistir. Ao analista de laboratório, Ednilson Beltrão, pela ajuda para uso dos equipamentos e realização dos ensaios de laboratório. A DEUS, o criador de todas as coisas, pela vida e sabedoria que permitiram iniciar e finalizar este trabalho.
7 vi Tente! E não diga que a vitória está perdida. Se é de batalhas que se vive a vida! Tente outra vez!... Raul Seixas
8 vii HOECHELE, Alessandro Roberto, Efeito da Quantidade de Trabalho a Frio da Liga de Alumínio AA1350 no Coeficiente de Encruamento Determinado por Ensaios de Dureza, 2011, Dissertação (Mestrado em Engenharia) - Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Universidade Tecnológica Federal do Paraná, Curitiba, RESUMO Através da morfologia de impressão causada pelo ensaio de indentação esférica é possível obter propriedades mecânicas como o coeficiente de encruamento, propriedade esta que representa a capacidade do material em se deformar plasticamente, ou seja, quanto maior for coeficiente de encruamento, maior será a capacidade do material em se deformar plasticamente antes da estricção. Três condições metalúrgicas da liga de alumínio AA1350, a saber: H18, H24 e O, e ensaios macroscópicos de dureza com penetradores esféricos de diâmetros 2,5, 3,175 e 5,0 mm foram realizados para avaliar o efeito da quantidade de trabalho a frio da liga de alumínio AA1350 na obtenção do coeficiente de encruamento por meio da morfologia de impressão. Os resultados obtidos mostraram que a condição metalúrgica H18, que possui maior trabalho a frio promovido por conformação mecânica, apresentou os menores valores para o coeficiente de encruamento, e a condição metalúrgica O, que passou por um processo de recozimento, apresentou os maiores valores para o coeficiente de encruamento. Dentre os modelos utilizados para obtenção do coeficiente de encruamento por meio da morfologia de impressão nas três condições metalúrgicas de ensaio macroscópico de dureza com penetrador esférico, o modelo apresentado por MATTHEWS foi o que mais se aproximou dos resultados experimentais obtidos por meio do ensaio de tração. Palavras-chave: Coeficiente de Encruamento, Indentação Esférica, Morfologia de Impressão.
9 viii HOECHELE, Alessandro Roberto, Effect of Cold Work of Aluminum Alloy AA1350 on the Strain Hardness Exponent Obtained Through Hardness Test, 2011, Dissertação (Mestrado em Engenharia) - Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Universidade Tecnológica Federal do Paraná, Curitiba, ABSTRACT Through the print morphology left by spherical indentation test is possible to obtain mechanical properties as the strain hardening exponent, a property that represents the ability of the material to deform plastically, the higher strain hardening exponent means the greater ability of material to deform plastically before necking. Three metallurgical conditions of aluminum alloy AA1350, as follows: H18, H24 and O, and macroscopic hardness tests with spherical indenters of diameters 2.5, 5.0 and mm were performed to evaluate the effect of the amount of cold work of aluminum alloy AA1350 to obtain the strain hardening exponent by the print morphology. The results showed that the metallurgical condition H18, which has higher cold work promoted by mechanical forming, had the lowest value of strain hardening exponent, and the metallurgical condition, who underwent an annealing process, showed higher values for the strain hardening exponent. Among the models used to obtain the strain hardening exponent through the print morphology in three metallurgical conditions of macroscopic hardness test with spherical indenter, the model presented by MATTHEWS was the one closest to the experimental values obtained by tensile test. Keyword: Strain hardening exponent, Spherical Indentation, Pint morphology.
10 ix SUMÁRIO RESUMO... vii ABSTRACT... viii LISTA DE FIGURAS... xi LISTA DE TABELAS... xvi LISTA DE ABREVIATURAS E SIGLAS... xviii LISTA DE SÍMBOLOS... xix 1 INTRODUÇÃO Objetivo da Dissertação Objetivos Específicos REVISÃO BIBLIOGRÁFICA Ensaios Mecânicos Ensaio de Tração Fatores que afetam o coeficiente de encruamento Mecanismos de endurecimento Endurecimento por redução do tamanho de grão Endurecimento por encruamento Classificação dos tratamentos termomecânicos das ligas de alumínio Tratamento Térmico de Recozimento Ensaio de Dureza Dureza Brinell Morfologia de Impressão Coeficiente de Encruamento Modelo e simulações numéricas de TALJAT et al. (2004) Modelo de HERNOT et al. (2006) MATERIAL E MÉTODOS Material Tratamentos Isotérmicos Corpos de Prova Revelação da Microestrutura Ensaio de Tração Ensaio de dureza com penetrador esférico Ensaio de dureza com esfera de diâmetro 5,0 mm Ensaio de dureza com esfera de diâmetro 3,175 mm Ensaio de dureza com esera de diâmetro 2,5 mm... 54
11 x Ensaio de dureza Vickers Determinação do coeficiente de encruamento por meio dos ensaios de dureza Determinação do coeficiente de encruamento pela Lei de Meyer Determinação do coeficiente de encruamento pela equação de MATTHEWS (1980) Determinação do coeficiente de encruamento pela equação de HILL et al. (1989) Determinação do coeficiente de encruamento pela equação de TALJAT et al. (1998) Determinação do coeficiente de encruamento pela equação de ALCALÁ et al. (2000) Determinação do coeficiente de encruamento pela equação de HERNOT et al. (2004) Avaliação geral dos resultados RESULTADOS E DISCUSSÃO Valores obtidos pelo ensaio de tração Valores obtidos pelo ensaio de Dureza Variações obtidas no ensaio de dureza Dados obtidos por meio da morfologia de impressão Coeficiente de encruamento Modelo de simulação numérica de TALJAT et al. (2004) Avaliação do modelo de HERNOT et al. (2006) CONCLUSÃO SUGESTÃO PARA TRABALHOS FUTUROS REFERÊNCIAS APÊNDICE A MEDIÇÕES OBTIDAS A PARTIR DA MORFOLOGIA DE IMPRESSÃO APÊNDICE B PROPRIEDADES MECÂNICAS APÊNDICE C MORFOLOGIA DE IMPRESSÃO DOS CORPOS DE PROVA APÊNDICE D CURVAS TENSÃO VERSUS DEFORMAÇÃO
12 xi LISTA DE FIGURAS Figura 2.1 Curva típica de ensaio de tração de um aço baixo carbono (SOUZA, 1982) Figura Diagrama tensão versus deformação para determinar a tensão de escoamento pelo método offset (POPOV, 1998) Figura 2.3 Exemplo para obtenção das forças e suas respectivas deformações na curva força versus deformação de um material com escoamento (ASTM E646, 1998) Figura 2.4 Variação do coeficiente de encruamento em função do limite de resistência para diversas quantidades de carbono em aços (HOLLOMON, 1945) Figura 2.5 Ilustração do movimento cooperativo e simultâneo de átomos durante o deslizamento de planos cristalinos sem defeitos, onde τ é a tensão cisalhante necessária para causar este movimento (PADILHA, 2000) Figura 2.6 (a) Ilustração dos movimentos atômicos perto da discordância em cunha durante a deformação plástica e a (b) movimentação das discordâncias (PADILHA, 2000) Figura 2.7 Efeito do tamanho de grão na tensão de escoamento da liga 70 Cu 30 Zn (CALLISTER, 2002) Figura 2.8 Influência do trabalho a frio na resistência mecânica de um aço de baixo carbono (CALLISTER, 2002) Figura 2.9 Princípio do ensaio de dureza Brinell, onde uma esfera é comprimida sobre a superfície do material Figura 2.10 Morfologia de impressão de penetrador esférico, com os principais parâmetros: Raio do penetrador, R; Força aplicada, F; Profundidade da penetração, h; Profundidade da penetração de contato, h c ; raio de contato da impressão, a c ; raio da impressão, a; altura de borda/retração, s (TALJAT et al., 2004)
13 xii Figura 2.11 Dependência do parâmetro de formação de borda, s/h com o parâmetro E/σ y, para h/r=0,2, n=0 e µ=0,2. Dados dos estados de carregamento e descarregamento são mostrados (TALJAT et al., 2004) Figura 2.12 Dependência do parâmetro de borda, s/h, em função da relação da profundidade de penetração. h/r, para E/ σ y =200, n=0 e µ=0,2. Dados dos estados com força aplicada e após a retirada da força são mostrados (TALJAT et al., 2004) Figura 2.13 Efeito do coeficiente de atrito no perfil de impressão para h/r=0,2, para E/σ y =1000, n=0 e n=0,5 (TALJAT et al., 2004) Figura 2.14 Dependência do parâmetro de formação de borda, s/h, sobre o parâmetro (E/ σ y )/(2h c /a c ) para µ=0,2, n=0, 0,25 e 0,5. Dados dos estados com força aplicada e após a retirada da força aplicada são mostrados (TALJAT et al., 2004) Figura 2.15 Comparação entre o parâmetro, h c /h (c²), e o coeficiente de encruamento, n, para diferentes relações de σ y /E (HERNOT et al., 2010) Figura 2.16 Comparação entre a relação de h c /h e o parâmetro de profundidade, h/r, onde os resultados experimentais para o Aço AISI 1035 é comparados com resultados obtidos por modelos numéricos (HERNOT et al., 2010) Figura 2.17 Comparação entre o raio de contato, a/r, e a profundidade de contato, h/r, entre resultados experimentais para o Aço AISI 1035 e resultados obtidos através de vários modelos (HERNOT et al., 2010) Figura 3.1 Experimentos realizados para encontrar condição de menor dureza para a liga de alumínio AA Figura 3.2 Experimentos realizados para encontrar condição intermediária de dureza para a liga de alumínio AA Figura 3.3 Dimensões do corpo de prova em milímetros para o ensaio de tração conforme ASTM E8M-04 (2008) Figura 3.4 Dimensões do corpo de prova em milímetros utilizado para o ensaio de dureza conforme ASTM E10-01e1 (1989) Figura 3.5 Micrografia da condição de metalúrgica H
14 xiii Figura 3.6 Micrografia da condição metalúrgica H Figura 3.7 Micrografia da condição metalúrgica O Figura 3.8 Ilustração da análise de dureza Vickers realizada logo abaixo do perfil de impressão esférica no corpo de prova do ensaio de dureza Figura 3.9 Detalhe da posição o apalpador alinhada com o eixo de centro do diâmetro de impressão Figura 3.10 Ampliação obtida com auxilio de microscópio e computador para um posicionamento do apalpador de forma mais precisa no centro da impressão.. 56 Figura 3.11 Diagrama esquemático dos ensaios realizados Figura 4.1 Coeficiente de encruamento, n, e alongamento em função da alteração do limite de resistência da liga de alumínio AA Figura 4.2a Gráfico que representada Lei de Meyer (lnf versus lnd) para a liga de alumínio AA1350 (H18) Figura 4.2b Gráfico que representada Lei de Meyer (lnf versus lnd) para as alumínio AA1350 (H24) e alumínio AA1350 (O) Figura 4.3a Variação da dureza Vickers em função da distância subsuperficial da região indentada para (a) material com dureza alta e para (b) com dureza intermediária Figura 4.3b Variação da dureza Vickers em função da distância subsuperficial da região indentada (c) dureza baixa Figura 4.4 Morfologias de impressão da amostra de dureza alta (H18) com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm Figura 4.5 Morfologias de impressão da amostra de dureza intermediária (H24) com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm Figura 4.6 Morfologias de impressão da amostra de dureza baixa (O) com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm Figura 4.7 Variação experimentais do parâmetro h c /h em função do coeficiente de encruamento, n, para as três condições metalúrgicas da liga de alumínio AA
15 xiv Figura 4.8 Maiores variações obtidas para o parâmetro de borda, s, na condição metalúrgica de dureza intermediária com esfera com diâmetro (a) 2,5 mm, (b) 3,175 e (c) 5,0 mm Figura 4.9 Valores experimentais sobre o mapa de TALJAT et al. (2004), incluindo os valores obtidos por CIPRIANO (2008) para Al 6063-T5, Aço AISI 1020 e Aço AISI 316L Figura 4.10 Modelo de HERNOT et al. (2004) e os valores experimentais obtidos para a liga de alumínio AA Figura C.1 Morfologia de impressão das amostras de dureza baixa com esfera de diâmetro 2,5 mm Figura C.2 Morfologia de impressão das amostras de dureza baixa com esfera de diâmetro 3,175 mm Figura C.3 Morfologia de impressão das amostras de dureza baixa com esfera de diâmetro 5,0 mm Figura C.4 Morfologia de impressão das amostras de dureza intermediária com esfera de diâmetro 2,5 mm Figura C.5 Morfologia de impressão das amostras de dureza intermediária com esfera de diâmetro 3,175 mm Figura C.6 Morfologia de impressão das amostras de dureza intermediária com esfera de diâmetro 5,0 mm Figura C.7 Morfologia de impressão das amostras de dureza alta com esfera de diâmetro 2,5 mm Figura C.8 Morfologia de impressão das amostras de dureza alta com esfera de diâmetro 3,175 mm Figura C.9 Morfologia de impressão das amostras de dureza alta com esfera de diâmetro 5,0 mm Figura D.1 Curvas tensão versus deformação verdadeiras para o material AA1350- H
16 xv Figura D.2 Curvas tensão versus deformação verdadeiras para o material AA1350- H Figura D.3 Curvas tensão versus deformação verdadeiras para o material AA1350- O
17 xvi LISTA DE TABELAS Tabela 2.1 Especificação dos limites de resistência à tração mínima para os tratamentos termomecânicos HX8 (ABNT NBR 6835, 2000) Tabela 2.2 Valores representativos da força aplicada, F, em função do diâmetro da esfera e fator de carga para dureza Brinell (ASTM E10, 1998) Tabela Fatores de carga para diversos materiais (POPOV, 1998) Tabela Coeficiente de encruamento obtido através da morfologia de impressão e ensaio de tração para três materiais distintos (CIPRIANO, 2008) Tabela 3.1 Composição química percentual da liga de alumínio AA Tabela 3.2 Resultados dimensionais dos corpos de prova de tração Tabela 3.3 Resultados dimensionais dos corpos de prova de dureza Tabela 4.1 Resultados médios obtidos por meio do ensaio de tração Tabela 4.2 Valores médios de dureza e o coeficiente de encruamento pela lei de Meyer Tabela 4.3 Valores médios obtidos do perfil de impressão Tabela 4.4 Relações entre os parâmetros obtidos na morfologia de impressão Tabela 4.5 Resultados do coeficiente de encruamento, n, obtido por meio da morfologia de impressão Tabela A.1 Valores obtidos da morfologia de impressão na condição metalúrgica de dureza baixa e esfera de diâmetro de 2,5 mm Tabela A.2 Valores obtidos da morfologia de impressão na condição metalúrgica de dureza baixa e esfera de diâmetro de 3,175 mm Tabela A.3 Valores obtidos da morfologia de impressão na condição metalúrgica de dureza baixa e esfera de diâmetro de 5,0 mm Tabela A.4 Valores obtidos da morfologia de impressão na condição metalúrgica de dureza intermediária e esfera de diâmetro de 2,5 mm
18 xvii Tabela A.5 Valores obtidos da morfologia de impressão na condição metaçurgica de dureza intermediária e esfera de diâmetro de 3,175 mm Tabela A.6 Valores obtidos da morfologia de impressão na condição metaçurgica de dureza intermediária e esfera de diâmetro de 5,0 mm Tabela A.7 Valores obtidos da morfologia de impressão na condição metaçurgica de dureza alta e esfera de diâmetro de 2,5 mm Tabela A.8 Valores obtidos da morfologia de impressão na condição metaçurgica de dureza alta e esfera de diâmetro de 3,175 mm Tabela A.9 Valores obtidos da morfologia de impressão na condição metaçurgica de dureza alta e esfera de diâmetro de 5,0 mm Tabela B.1 Propriedades mecânicas obtidas através do ensaio de tração Tabela B.2 Valores de dureza obtidos por meio da morfologia de impressão... 98
19 xviii LISTA DE ABREVIATURAS E SIGLAS AA - Aluminum Association ABNT - Associação Brasileira de Normas Técnicas AISI - American Iron and Steel Institute ASTM - American Society for Testing and Materials EBSD gf GPa H18 H24 HB kgf ml mm mm² MPa NBR PSI O μm Vdc - Electron Backscatter Diffraction - Grama força - Gigapascal - Indicação de liga de alumínio encruada - Indicação de liga de alumínio encruada com posterior recozimento parcial - Hardness Brinell - Quilograma-força - Mililitros - Milímetros - Milímetros quadrados - Megapascal - Normas Brasileiras Regulamentadoras - Abreviatura de Pound Force per Square Inch - Indicação de liga de alumínio recozida - micrometro - Tensão com corrente contínua
20 xix LISTA DE SÍMBOLOS n s h h c τ σ y E Ø D R d ѵ ε m a a c σ o σ ѵ δ T f T R F e A o H F D g A c P m d xx - Coeficiente de encruamento - Altura do fim do contato do penetrador e superfície do material - Profundidade de impressão em relação à superfície - Profundidade da impressão em relação ao final do contato entre esfera e material. - Tensão de Cisalhamento - Tensão de escoamento do material - Módulo de Elasticidade - Indicação de diâmetro - Diâmetro do penetrador - Raio do penetrador - Diâmetro impresso no material após retirada da carga aplicada - Coeficiente de Poisson - Deformação longitudinal do corpo de prova após ensaio de tração - Coeficiente de Meyer - Raio de contato na impressão em relação a superfície do material. - Raio de contato na impressão do material em relação ao final do contato entre esfera e material. - Tensão teórica de limite ao cisalhamento - Tensão verdadeira - Deformação verdadeira - Temperatura de fusão - Temperatura de Transformação - Força aplicada durante escoamento - Área inicial do corpo de prova - Indicação de dureza - Força aplicada - Diâmetro médio - Área da calota esférica - Pressão média - Diâmetro da calota esférica, onde xx é o diâmetro do penetrador utilizado.
21 Capítulo 1 Introdução 1 1 INTRODUÇÃO A técnica de indentação tem sido usada como um método fácil para determinar a resistência dos materiais à deformação plástica por um longo tempo. Apenas uma simples medição óptica da impressão residual causada por um processo de indentação é capaz de caracterizar uma grande quantidade de materiais em uma série de escalas de dureza, definidas apenas pela geometria do penetrador: Brinell, Vickers, etc. (TABOR, 1951). Devido ao surgimento de novos materiais e compostos, existe uma preocupação em interpretar os testes de dureza por indentação, por uma óbvia necessidade de aumentar a compreensão dos testes clássicos, correlacionando os resultados e as implicações com uma análise mecânica (BIWA et al., 1995). O teste de indentação esférica consiste em pressionar uma esfera de alta rigidez com uma força pré-definida sobre uma superfície sólida, e posterior medição da morfologia de impressão resultante da deformação plástica residual do material. A força aplicada pela unidade de área da impressão causada define a dureza do material e é usada como uma medida da resistência do material à deformação plástica. A simplicidade do método de ensaio é prontamente apreciada e utilizada como padrão para metais e ligas. O processo de indentação esférica em materiais elasto-plásticos é caracterizado por três fases, ou seja, a transição puramente elástica, elasto-plásticas e puramente plásticas. Em uma evolução deste estudo, JOHNSON (1970) propôs o uso de um único parâmetro adimensional para que a esfera (penetrador) possa ser interpretada como uma combinação do módulo de Young, tensão de escoamento e a relação entre o raio de impressão e o penetrador. Assim, em circunstâncias comuns para metais e ligas, todo o corpo permanece elástico quando o parâmetro é suficientemente pequeno. Com maior penetração em um regime de transição elastoplástico, e em seguida, segue com o escoamento plástico no corpo. Finalmente, a região plástica se espalha sobre a superfície livre para chegar a um regime totalmente plástico, ao qual a teoria rígido-plástica deve ser aplicada. Desde o uso do ensaio de dureza Brinell (TABOR, 1951), os testes são convencionalmente
22 Capítulo 1 Introdução 2 realizados em regime totalmente plástico, e é de particular importância e interesse para correlacionar a teoria e os experimentos nestas circunstâncias específicas (BIWA et al., 1995). Durante o processo de indentação esférica em materiais elasto-plásticos, a superfície em torno da área de contato pode ser deformada para cima ou para baixo ao longo do eixo z onde a carga é aplicada (mesmo sentido da aplicação da força). Esse comportamento é chamado pile-up (ou borda), no primeiro caso e sink-in (ou retração), no segundo caso. Quando o mecanismo de deformação no processo de indentação possui uma grande quantidade de deformação elástica, ocorre a retração. Quando o mecanismo de deformação no processo de indentação possui predominantemente deformação plástica, há formação de bordas como consequência (TALJAT et al., 2004). O estudo da deformação da superfície em torno da impressão foi apresentado em vários trabalhos (NORBURY et al., 1928; MATTHEWS, 1980; HILL et al., 1989; BIWA et al., 1995; TALJAT et al., 1998; MESAROVIC et al., 1999; ALCALÁ et al., 2000; MATA et al., 2002; TALJAT et al., 2004; PERALTA et al., 2004; LEE et al., 2005; HERNOT et al., 2006; KIM et al., 2006; COLIN et al., 2008). Alguns destes estudos se concentram na indentação esférica e levam em consideração as relações entre a profundidade de penetração, h, a profundidade de contato, h c, e o raio de contato, a, entre o penetrador e o material indentado (MATTHEWS, 1980; HILL et al., 1989; TALJAT et al., 1998; ALCALÁ et al., 2000; KUCHARSKI et al., 2001; LEE et al., 2005; HERNOT et al., 2006; KIM et al., 2006; COLIN et al., 2008). A proposta da maioria dos modelos existentes, especialmente o mais velho, é calcular a profundidade de contato ou o raio de contato a partir do coeficiente de encruamento do material indentado, n. Estes modelos foram criticados recentemente por HERNOT et al. (2006), porque eles não consideram a influência das profundidades do material como o módulo de Young, E, e a tensão de escoamento, σ y, sobre o valor do raio de contato, a c, para obtenção do valor do coeficiente de encruamento, n (HERNOT et al., 2010). O coeficiente de encruamento é, normalmente, definido em função da equação de HOLLOMON (1945), apresentada no ensaio de tração. Pode-se demonstrar que o coeficiente de encruamento, n, é igual à deformação uniforme ocorrida até o início
23 Capítulo 1 Introdução 3 da estricção. Quanto maior for o coeficiente de encruamento maior será a capacidade do material se deformar, em tração, sem que ocorra a estricção. Assim, o coeficiente de encruamento é uma medida da ductilidade do material importante a ser considerada, principalmente na realização de operações com grande quantidade de deformação plástica. Quanto maior for o coeficiente de encruamento maior será a capacidade do material se deformar, em tração, sem que ocorra a estricção (HOLLOMON, 1945). Esta propriedade é comumente utilizada em processos onde grande estiramento ou deformação plástica é aplicada ao material, como por exemplo, em processos de estampagem, e neste caso, o coeficiente de encruamento é uma importante característica a ser levada em consideração (CHEMIN, 2004). O ensaio de tração é comumente utilizado para se obter o coeficiente de encruamento de um material, porém este método pode ser até cinco vezes mais oneroso do que a obtenção do coeficiente de encruamento por meio do método de indentação esférica, devido a maior complexidade para preparação dos corpos de prova e o maior tempo necessário para a realização do ensaio de tração em relação ao ensaio de dureza (CIPRIANO, 2008). Outra vantagem de se obter o coeficiente de encruamento por meio do método de indentação esférica, é que ele não é um ensaio necessariamente destrutivo, como ocorre com o ensaio de tração, uma vez que, em algumas aplicações, o dano causado ao material é imperceptível ou até mesmo nulo (SOUZA, 1982), não causando a inutilização dos corpos de prova ou das peças ensaiadas. 1.1 Objetivo da Dissertação Avaliar o efeito da quantidade de trabalho a frio da liga de alumínio AA1350 na obtenção do coeficiente de encruamento por meio da morfologia de impressão com penetrador esférico. Serão utilizados os modelos matemáticos da literatura para cálculo do coeficiente de encruamento, n, por meio do perfil de impressão em três condições metalúrgicas distintas, a saber: H18, H24 e O.
24 Capítulo 1 Introdução Objetivos Específicos Avaliar a influência da alteração das propriedades mecânicas desta liga na utilização dos modelos propostos para o calculo do coeficiente de encruamento por meio da morfologia de impressão. Verificar como os modelos mais recentes podem ser utilizados como uma ferramenta mais completa para determinação do coeficiente de encruamento por meio da indentação esférica, como criticado por HERNOT et al. (2006), uma vez que os modelos mais antigos consideram apenas as dimensões da morfologia de impressão e não consideram as propriedades mecânicas do material para obtenção do coeficiente de encruamento. Verificar, para cada modelo utilizado, em qual condição ocorre a formação de borda ou retração pelo processo de indentação esférica. Determinar quais dos modelos matemáticos utilizados possuem maior aproximação dos resultados experimentais obtidos no ensaio de tração.
25 Capítulo 2 Revisão Bibliográfica 5 2 REVISÃO BIBLIOGRÁFICA A técnica de indentação tem sido muito utilizada para determinar vários tipos de propriedades, tais como propriedades mecânicas (AHN et al., 2001; HAGGAG et al., 1993), tensão residual (SURESH et al., 1998; LEE et al., 2002), propriedades sobre resistência à fratura (MALZBENDER et al., 2000; MURTY et al., 1998), propriedades visco-elásticas (ASIF et al., 1999; LUCAS, 1998) e dureza (TABOR, 1951; OLIVER et al., 1992; KIM et al., 2005), por causa de sua rapidez, precisão e, na maioria das vezes, não ser destrutivo (KIM et al., 2006, SOUZA, 1982). Entre eles, a técnica de indentação esférica pode fornecer informações como a dureza Brinell e as propriedades mecânicas, tais como tensão de escoamento, σ y, e o coeficiente de encruamento, n, do material (KIM et al., 2006). 2.1 Ensaios Mecânicos É de suma importância conhecer o comportamento mecânicos dos materiais, ou seja, conhecer as propriedades mecânicas do material em diversas condições de uso. A determinação das propriedades mecânicas de um material é feita por intermédio dos ensaios mecânicos. Dentre a gama de ensaios mecânicos, têm-se dois grupos principais de ensaios: Os ensaios destrutivos e os ensaios não destrutivos. Os ensaios destrutivos são aqueles que promovem a ruptura ou inutilização do material. No grupo de ensaios destrutivos, incluem-se os ensaios de tração, dobramento, flexão, fadiga, impacto, compressão e outros (SOUZA, 1982). Os ensaios não destrutivos são aqueles que implicam um dano imperceptível ou nulo ao material analisado. No grupo de ensaios não destrutivos, incluem-se os ensaios de dureza, ultrassom, líquido penetrante, radiografia entre outros (SOUZA, 1982).
26 Capítulo 2 Revisão Bibliográfica Ensaio de Tração A facilidade de execução e a reprodutibilidade dos resultados tornam o ensaio de tração o mais importante no grupo de ensaios destrutivos (SOUZA, 1982). A curva tensão versus deformação, obtida em um ensaio de tração, pode ser dividida em várias regiões, nas quais as propriedades mecânicas podem ser analisadas. A região linear, logo no inicio do gráfico, representa a região elástica onde o corpo de prova sofre deformação elástica, ou seja, não há deformação residual ou permanente quando o esforço é retirado e o corpo de prova retorna a sua forma original quando o esforço é retirado. Esta região linear é representada pela lei de Hooke e a constante de proporcionalidade, E, é conhecida por módulo de elasticidade ou módulo de Young. A figura 2.1 ilustra uma curva tensão versus deformação típica de um aço baixo carbono. O módulo de elasticidade, E, é a medida da rigidez do material, ou seja, quanto maior for o módulo de elasticidade, menor será a deformação elástica resultante da aplicação de uma tensão, e mais rígido será o material. O módulo de elasticidade é determinado pelas forças de ligação entre os átomos de um metal. Como estas forças são constantes para cada estrutura, o módulo de elasticidade é uma das propriedades mais constantes dos metais (DIETER, 1981). Figura 2.1 Curva típica de ensaio de tração de um aço baixo carbono (SOUZA, 1982).
27 Capítulo 2 Revisão Bibliográfica 7 Terminada a região elástica, inicia-se a região plástica do material, onde a tensão e a deformação não são mais relacionadas por uma simples constante de proporcionalidade, e em qualquer ponto do diagrama, havendo descarregamento da força aplicada, o material apresenta uma deformação residual. O inicio da plasticidade é verificada em vários metais e ligas dúcteis, principalmente no caso de ações de baixo carbono, pelo fenômeno de escoamento. O escoamento é um tipo de transição heterogênea e localizada entre a região elástica e plástica, caracterizado por um aumento relativamente grande da deformação com pequena variação da tensão aplicada. Inicialmente tem-se um limite de tensão superior de escoamento onde as discordâncias começam a se movimentar no interior da matriz metálica. Após o inicio desta movimentação, a tensão decai até o limite inferior de escoamento e as discordâncias continuam se propagando por toda a extensão do comprimento submetido à força aplicada. O fim da região de escoamento caracteriza-se pelo começo do encruamento (SOUZA, 1982). Matematicamente, a tensão de escoamento é calculada utilizando o conceito de tensão aplicada ao escoamento, ou seja, a tensão de escoamento, σ y, pode ser calculada pela razão entre a força aplicada no escoamento, F e, e a área da secção inicial do corpo de prova, A 0, como demostrado na equação 2.1. σσ y = F e A 0 Eq. 2.1 Para materiais onde a tensão de escoamento não é bem definida, o método offset é utilizado para determinar a tensão de escoamento. Neste método, traça-se uma reta paralela linear inicial do gráfico obtido no ensaio de tração a uma distância, O-m, equivalente a 0,2% de alongamento do corpo de prova para casos mais gerais, 0,5% para cobre e suas ligas e 0,1% em casos onde a liga metálica é muito dura, com pequena zona plástica (SOUZA, 1982), obtendo o segmento, m-n. Este segmento irá interceptar no ponto, r, onde se traça um novo segmento, R-r, paralelo ao eixo da deformação. Com isto obtém-se o ponto, R, que representa a tensão de escoamento (POPOV, 1998), como pode ser ilustrado na figura 2.2.
28 Capítulo 2 Revisão Bibliográfica 8 Figura Diagrama tensão versus deformação para determinar a tensão de escoamento pelo método offset (POPOV, 1998). Após o termino do escoamento do material, inicia-se a região de deformação plástica e o ensaio prossegue até que seja atingida a tensão máxima suportada pelo material, que caracteriza o final da zona plástica. Durante a deformação plástica do material, ocorre o encruamento. O encruamento do material é o endurecimento por deformação a frio, ou seja, quanto mais a força vai agindo sobre o corpo de prova, mais resistente ele vai se tornando. Este fato pode ser observado pelo aumento continuo da tensão, à medida que o ensaio se processa após o escoamento. Isto ocorre devido às interações entre as discordâncias que impedem o escorregamento dos planos cristalográficos, formando barreiras para a deformação (SOUZA, 1982). O conceito de tensão representado pela relação entre força aplicada, F, e a área inicial transversal, A 0, também é válida para o escoamento, porém precisa ser
29 Capítulo 2 Revisão Bibliográfica 9 reavaliado para o encruamento, pois a tensão aumenta em uma relação maior do que ocorre o aumento da deformação, como pôde ser observado na figura 2.1. O coeficiente de encruamento, n, pode ser obtido pela curva tensão versus deformação verdadeira, e para determiná-lo tem-se que medir, no mínimo, cinco forças e suas respectivas deformações conforme indicado na figura 2.3 (ASTM E646, 1998). Figura 2.3 Ilustração para obtenção das forças e suas respectivas deformações na curva força versus deformação de um material com escoamento (ASTM E646, 1998). A partir de obtenção de cinco forças e suas respectivas deformações, é obtida a tensão verdadeira, σ v, e a deformação verdaderira, δ. Linearizando a curva tensão versus deformação de engenharia na região do encruamento, obtem-se a equação 2.2 que representa a equação de um reta. O coeficente angular da reta é o coeficente de encrumanerto, n, que pode ser calculado através de um regreção linear obtida pela equação 2.3 (ASTM E646, 1998).
30 Capítulo 2 Revisão Bibliográfica 10 logσσ v = logk + nn logδ Eq. 2.2 N nn = N i=1 (logδ i logσ i ) ( i=1 logδ i i=1 logσ i ) N N N N i=1(logδ i ) 2 ( N 2 Eq. 2.3 logδ i ) i=1 2.3 Fatores que afetam o coeficiente de encruamento Alterações promovidas nas propriedades mecânicas de um material por meio de tratamentos térmicos ou mecânicos podem afetar o coeficiente de encruamento, n. Estudos realizados por HOLLOMON (1945) mostraram que o coeficiente de encruamento possui uma relação dependente com o limite de resistência do material. Os experimentos realizados por este autor em aços carbono mostraram que, alterando a composição química do material e submetendo estes materiais a diversas condições de tratamentos térmicos, o coeficiente de encruamento apresentou uma clara dependência com o limite de resistência. A figura 2.4 mostra os resultados experimentais obtidos por HOLLOMON (1945) em aços carbono, onde, em diversos aços com diferentes quantidades de carbono, há uma clara dependência do coeficiente de encruamento com o limite de resistência. HOLLOMON (1945) também realizou experimentos em ligas não ferrosas, como o cobre, e a relação entre o coeficiente de encruamento e o limite de resistência para este material mostrou a mesma dependência mostrada naquela encontrada para aços.
31 Capítulo 2 Revisão Bibliográfica 11 0,5 0,4 0,3 Coeficiente de Encruamento, n 0,2 0,1 0,090 0,08 0,07 0,06 0,05 0,04 0,49%C 0,20%C 0,78%C 0,59%C 0,03 0, Limite de Resistência ( PSI) Figura 2.4 Variação do coeficiente de encruamento em função do limite de resistência para diversas quantidades de carbono em aços (HOLLOMON, 1945). Da mesma forma que a quantidade de trabalho a frio afeta sobremaneira o coeficiente de encruamento, esta propriedade também é sensível ao tamanho de grão. Experimentos realizados por HAN et al. (2003) na liga de alumínio AA5083 mostraram a dependência do coeficiente de encruamento com o tamanho de grão, onde obteve-se um aumento do coeficiente de encruamento em função do aumento do tamanho de grão da liga AA5083 obtidos por meio de tratamentos termomecânicos. MISHARA et al. (2009) realizaram experimentos com a liga de alumínio AA1050, onde esta liga em uma condição metalúrgica recozida foi submetida a diversas condições de deformação a frio, e os resultados destes experimentos mostraram uma dependência do coeficiente de encruamento com o limite de
32 Capítulo 2 Revisão Bibliográfica 12 deformação do material, ou seja, com a redução do limite de deformação houve redução do coeficiente de encruamento da liga de alumínio AA1050. O coeficiente de encruamento está diretamente relacionado com as propriedades do material, e é definido como o expoente da relação entre tensão e deformação, conforme equação da conservação de energia descrita por HOLLOMON (1945), dessa forma, o coeficiente de encruamento determina o incremento de tensão para cada incremento da deformação do material. Quanto maior for o limite de resistência do material, maior será o coeficiente de encruamento, e quanto maior o coeficiente de encruamento, maior será o limite de deformação do material Mecanismos de endurecimento Mecanismos de endurecimento são modos de aumentar a resistência mecânica dos materiais. Nos metais, o mecanismo predominante no processo de deformação plástica, em temperatura ambiente, é a movimentação das discordâncias, e dessa forma, promover o aumento da resistência, ou endurecer o material, significa dificultar o movimento destas discordâncias. Discordâncias são imperfeições lineares e sua presença provoca perturbações em uma rede espacial de átomos, que de outro modo, seria perfeita. As discordâncias podem ser consideradas como a fronteira entre duas regiões de uma superfície, que são em si mesmas perfeitas, havendo porém entre elas um desajuste (MOFFATT et al., 1972). Alguns dos mecanismos de endurecimento que promovem a dificuldade do movimento das discordâncias nas ligas metálicas podem ser: refino do tamanho de grão, encruamento (trabalho a frio), dispersão de partículas ou solução sólida (SMALLMAN, 1999). Em uma situação hipotética, onde não existam defeitos (discordâncias), a deformação plástica do metal, em temperatura ambiente, ocorre através do deslizamento dos planos de escorregamento de uma maneira cisalhante, e dessa forma, o deslizamento deve ocorrer de tal forma que deva existir um rearranjo cooperativo e simultâneo entre os átomos, o que exigiria altíssimas tensões para promover este deslocamento. Esta tensão cisalhante necessária para promover o deslocamento de um plano em relação a outro plano adjacente foi calculada pela
33 Capítulo 2 Revisão Bibliográfica 13 primeira vez em 1926 por J. FRENKEL como descrito por READ (1953). Este mecanismo de rearranjo cooperativo e simultâneo está ilustrado na figura 2.5. Figura 2.5 Ilustração do movimento cooperativo e simultâneo de átomos durante o deslizamento de planos cristalinos sem defeitos, onde τ é a tensão cisalhante necessária para causar este movimento (PADILHA, 2000). Quando existem defeitos do tipo discordâncias em cunha, o processo de deslizamento dos planos exige apenas o deslocamento de alguns átomos, pois a discordância atua como uma fronteira entre as partes do cristal que escorregou e a parte do cristal que ainda não escorregou (READ, 1953). A figura 2.6 ilustra como este mecanismo ocorre. A deformação plástica causada pela movimentação de uma discordância exige uma tensão muito menor que a necessária para movimentar um plano de átomos como um todo.
34 Capítulo 2 Revisão Bibliográfica 14 Figura 2.6 (a) Ilustração dos movimentos atômicos perto da discordância em cunha durante a deformação plástica e a (b) movimentação das discordâncias (PADILHA, 2000) Endurecimento por redução do tamanho de grão Os contornos de grão atuam como barreiras para a movimentação das discordâncias, pois durante a deformação plástica, ocorre a movimentação das discordâncias, e elas podem se movimentar de um grão para outro, e como cada grão possui sua própria orientação cristalina, a discordância deverá mudar sua orientação também, para que possa continuar com sua movimentação. Dessa forma, é necessária uma maior tensão para que as discordâncias movimentem-se de um grão para outro. Os contornos de grão são uma região de desordem, já que existem ligações incompletas, e esta região de contornos resulta em uma região de descontinuidade do plano de escorregamento de um grão para outro, sendo assim, quando maior a quantidade de contornos de grão, maior dificuldade haverá na movimentação das discordâncias (READ, 1953). A redução do tamanho de grão de uma liga de alumínio pode ocorrer durante o processo de fabricação, através da adição de elementos químicos chamados de refinadores de grão ou pelo processo de recristalização. Existe uma relação entre a tensão de escoamento e o tamanho de grão de materiais policristalinos. Essa relação foi desenvolvida por HALL (1951) e
35 Capítulo 2 Revisão Bibliográfica 15 posteriormente explorada por PETCH (1953), sendo conhecida como relação de HALL-PETCH e é expressa pela equação 2.4. σσ y = σσ 0 + K D g Eq. 2.4 Nesta relação, σ y, e σ 0, representam, respectivamente, a tensão de escoamento e a tensão teórica de limite ao cisalhamento entre os grãos, K, é uma constante indicadora da extensão de empilhamento de discordâncias junto à fronteira do grão e, D g, refere-se ao diâmetro médio dos grãos. Pela equação é possível observar que, σ y e D g tem uma relação inversamente proporcional, ou seja, quanto menor for o diâmetro médio do grão, maior a tensão de escoamento (PETCH, 1953). A figura 2.7 mostra como a redução do tamanho médio dos grãos de um material policristalino pode influenciar a tensão de escoamento de uma liga de latão (70 Cu 30 Zn). Tamanho de grão, d (mm) Tensão de escoamento (MPa) Tensão de escoamento (Ksi) d -1/2 (mm -1/2 ) Figura 2.7 Efeito do tamanho de grão na tensão de escoamento da liga 70 Cu 30 Zn (CALLISTER, 2002).

36 Capítulo 2 Revisão Bibliográfica Endurecimento por encruamento Em geral, os metais e os polímeros são os únicos materiais com ductilidade suficiente para permitir deformações de que resultem alterações apreciáveis na sua estrutura. O processo de encruamento dos metais consiste em deformar o material plasticamente a frio, com o objetivo de aumentar a dureza e a resistência mecânica. Durante o processo de deformação a frio do material, os grãos mudam de forma a medida que as discordâncias passam através deles. As discordâncias, ao passarem através dos grãos, em sistemas de escorregamentos concorrentes, interagem umas com as outras, produzindo arranjos de emaranhados de discordâncias. Estes emaranhados dificultam a passagem de novas discordâncias e, dessa forma, fazem com que o grão fique mais resistente à deformação (MOFFATT et al., 1972). A figura 2.8 mostra como o aumento da quantidade de trabalho a frio pode influenciar na resistência mecânica de um metal, onde se tem um aumento da resistência mecânica do material em função do aumento da quantidade de trabalho a frio (ou encruamento). Resistência Figura 2.8 Influência do trabalho a frio na resistência mecânica de um aço de baixo carbono (CALLISTER, 2002).
37 Capítulo 2 Revisão Bibliográfica 17 Pode-se medir o encruamento através do coeficiente de encruamento, representado por, n. O valor do coeficiente de encruamento pode ser determinado por uma relação matemática empírica, considerando que a parcela da curva tensão versus deformação real ou verdadeira entre o escoamento e a estricção é representada por uma equação exponencial, que é descrita na equação 2.5. σσ v = K δ n Eq. 2.5 Sendo, K, é o coeficiente de resistência, σ v, a tensão verdadeira aplicada ao corpo-de-prova e, δ, a deformação verdadeira sofrida pelo corpo de prova. Os valores de, K e n, são constantes do material, sendo que, n, é adimensional com valor sempre inferior a um (ASTM E646, 1998). Quanto menor o valor de, n, mais encruado encontra-se o material. A tensão verdadeira, σ v, é a relação entre a carga aplicada em qualquer instante e a área da seção transversal do corpo de prova no mesmo instante. A deformação verdadeira, δ, é baseada na alteração do comprimento do corpo de prova em relação ao comprimento inicial (SOUZA, 1982). 2.4 Classificação dos tratamentos termomecânicos das ligas de alumínio As ligas de alumínio podem ser submetidas a diversos tipos de tratamentos, sejam eles térmicos ou mecânicos, para obter uma condição desejada nas propriedades mecânicas. Os diversos tipos de tratamentos termomecânicos aplicados às ligas de alumínio são descritos conforme a norma ABNT NBR 6835 (2000). Classificação dos tratamentos termomecânicos H : O primeiro dígito indica o processo a qual o material foi submetido: H1 Somente encruado: aplica-se aos produtos que sofrem deformação plástica a frio, para obtenção de resistência desejada, sem recozimento
38 Capítulo 2 Revisão Bibliográfica 18 complementar. O segundo dígito desta designação indica o grau de encruamento; H2 Deformado plasticamente a frio e parcialmente recozido: aplica-se aos produtos que sofrem deformação plástica a frio e em seguida, é aplicado um processo de recozimento parcial para reduzir sua resistência ao nível desejado; H3 Deformado plasticamente a frio e estabilizado: aplica-se aos produtos que sofrem deformação plástica a frio e cujas propriedades mecânicas são estabilizadas por um tratamento térmico à baixa temperatura, do qual resulta em uma resistência à tração ligeiramente menor, porém com melhor ductilidade. H4 Deformado plasticamente a frio com posterior processo de pintura ou verniz: aplica-se aos produtos que sofrem deformação plástica a frio e que estão sujeitos a algum tratamento termomecânico subsequente a operação de pintura ou aplicação de verniz. O segundo dígito desta designação indica o grau de encruamento, após o tratamento de cura da tinta ou do verniz aplicado, devendo obedecer aos mesmos limites de propriedades mecânicas dos tratamentos termomecânicos correspondentes a H2X e H3X. O segundo dígito indica o grau de encruamento em ordem crescente abrangendo os dígitos de 1 a 9, conforme segue: O numeral 8 designa o tratamento termomecânico mais duro normalmente produzido; O numeral 4 designa o tratamento termomecânico cujo limite de resistência à tração é aproximadamente a metade daqueles entre os tratamentos termomecânicos O e HX8. O numeral 6 designa o tratamento termomecânico cujo limite de resistência à tração é aproximadamente a metade daqueles entre os tratamentos termomecânicos HX4 e HX8. O numeral 2 designa o tratamento termomecânico cujo limite de resistência à tração é aproximadamente a metade daqueles entre os tratamentos termomecânicos O e HX4.
39 Capítulo 2 Revisão Bibliográfica 19 Os numerais 1, 3, 5 e 7 designam, simplesmente, o tratamento termomecânico intermediário entre àqueles definidos acima. O numeral 9 designa o tratamento termomecânico cujo limite mínimo de resistência à tração excede ao tratamento termomecânico HX8 em, pelo menos, 10 MPa, e não há limite máximo (ASTM B233, 2003). A tabela 2.1 mostra como pode ser definido um tratamento termomecânico HX8 a partir da tensão limite de resistência do material. A regra conforme norma ANBT NBR 6835 (2000) define que, para um tratamento termomecânico ser classificado como máxima deformação (HX8), o trabalho a frio deve atribuir ao material um acréscimo mínimo na tensão limite de resistência do material. Tabela 2.1 Especificação dos limites de resistência à tração mínima para os tratamentos termomecânicos HX8 (ABNT NBR 6835, 2000). Incremento na tensão limite de Tensão limite de resistência do material resistência do material para classificálo como HX8 (MPa). na condição recozida (MPa). Até a a a a a a a a a Acima de Tratamento Térmico de Recozimento O tratamento térmico de recozimento é realizado com o objetivo de remover as tensões internas do material oriundas dos tratamentos mecânicos de deformação a frio ou a quente, ou também é utilizado como tratamento térmico para diminuir a
40 Capítulo 2 Revisão Bibliográfica 20 dureza do material ou alterar as propriedades mecânicas como o limite de resistência, alongamento, ductilidade, etc. O tratamento térmico de recozimento consiste em aquecer o material a uma temperatura pré-definida e mantê-lo nesta temperatura até promover as alterações desejadas, depois é promovido o resfriamento do material, que pode ser realizado ao ar, água, óleo ou forno (GROSSMAN et al. 1971). O tratamento térmico de recozimento promove uma recuperação da microestrutura do material que se encontra no estado encruado (ou temperado). O recozimento do material encruado tem por finalidade alterar a microestrutura e/ou a textura e, consequentemente, as suas propriedades. Essas alterações se dão principalmente com a diminuição da densidade das discordâncias devido à diminuição da energia retida e a recuperação e/ou a recristalização. No processo de recozimento de um material encruado, inicialmente ocorre o processo de recuperação, onde as discordâncias de sinais contrários começam a se anular mutuamente, os defeitos pontuais desaparecem e as propriedades físicas voltam a ter valores próximos as do metal sem deformação. Após a recuperação ocorre o processo de recristalização, onde os grãos alongados se transformam em grãos finos e equiaxiais, e as propriedades como dureza e ductilidade voltam a ter valores próximos dos originais. Esta nucleação de grãos novos, sem deformação, prossegue até que toda a peça seja formada por grãos novos (MOFFATT et al. 1972). As condições do recozimento são fortemente dependentes dos parâmetros iniciais (condições do encruamento) e finais do material (propriedades desejadas), além da sua natureza própria como o tipo do metal, composição química, fases, entre outras (HAYDEN et al., 1968). Para a restauração total ou parcial da microestrutura, os fenômenos associados ao processo de recuperação estarão relacionados ao tipo do material e a sua pureza, à deformação aplicada ao material e às temperaturas aplicadas durante as etapas de deformação plástica e de recozimento. Assim, a aniquilação de lacunas e migração de defeitos puntiformes aos contornos de grãos e discordâncias ocorrerá em temperaturas acima de 0,3 * T f, onde T f é a temperatura absoluta de fusão. Na região entre 0,2 a 0,3 * T f os fenômenos predominantes serão a aniquilação e rearranjo de discordâncias de sinais opostos fazendo com que os subcontornos dos
41 Capítulo 2 Revisão Bibliográfica 21 grãos se tornem mais aparentes, o que irá caracterizar uma estrutura de contornos de baixos ângulos, (HUMPHREYS et al., 1995). Outras estruturas, como a formação de subgrãos somente ocorrem em temperaturas superiores, normalmente acima de 0,4 * T f, quando há energia suficiente para que o escorregamento e a escalada ocorram em grande escala. 2.6 Ensaio de Dureza Dureza é definida como a resistência de um material à indentação (ou penetração). Indentação é o ato de se pressionar uma esfera, cone, prisma ou uma ponta dura contra a superfície da amostra de um material com uma força conhecida de modo a criar uma depressão. Esta depressão, ou penetração, é resultante da deformação plástica do material abaixo do penetrador. Nos ensaios de dureza com esferas, a dureza, H, é a razão entre a carga aplicada e a área formada na depressão, resultando em unidade de pressão (TABOR, 1951), sendo que, comparativamente, quanto menor for a área impressa, maior será a dureza. Existem mais de uma dezena de ensaios de dureza (PADILHA, 2000). Estes ensaios podem ser classificados, conforme a maneira que são realizados, em três tipos: por penetração, por choque e por risco. A escala de dureza mais antiga é a escala MOHS, introduzida em 1822, e é baseada na capacidade de um material riscar o outro Dureza Brinell A escala de dureza Brinell foi proposta em 1904 por J. A. Brinell. O ensaio consiste em comprimir uma esfera de aço, de Diâmetro, D, sobre uma superfície plana por meio da aplicação de uma carga, F. A compressão da esfera na superfície do material causa uma impressão permanente. Esta impressão tem a geometria de uma calota esférica, de diâmetro, d (NORBURY et al., 1928). A dureza Brinell é representada pelas letras HB, que significam Hardness Brinell, ou Dureza Brinell. A dureza Brinell (HB), indicada na equação 2.6, é a
42 Capítulo 2 Revisão Bibliográfica 22 relação entre a carga aplicada, F, e a área da calota esférica impressa no material ensaiado, A c. HB = F A c Eq. 2.6 Á área da calota esférica é dada pela equação 2.7, onde h é a profundidade da calota em relação a superfície da amostra ensaiada. A c= π D h Eq. 2.7 Substituindo-se a área da calota esférica, A c, da equação 2.7 na equação 2.6, obtêm-se a equação 2.8. HB = F π D h Eq. 2.8 Devido à dificuldade para medição da profundidade, h, que é um valor muito pequeno, utiliza-se uma relação matemática entre a profundidade, h, e o diâmetro da calota, d, para chegar a formula matemática que permite o cálculo da dureza HB, representado na equação 2.9. HB = 2F πd(d D 2 d 2 ) Eq. 2.9 A dureza Brinell tem unidade de tensão (pressão), e é normalmente dada em kgf/mm². O ensaio padronizado, proposto por J. A. Brinell é realizado com carga de 3000 kgf e com esfera de 10 mm de diâmetro, de aço temperado, porém, pode se
43 Capítulo 2 Revisão Bibliográfica 23 obter o mesmo valor de dureza utilizando-se de cargas e esferas diferentes. A figura 2.9 ilustra este princípio de ensaio de dureza com penetrador esférico. Esfera de Aço Amostra h Figura 2.9 Princípio do ensaio de dureza Brinell, onde uma esfera é comprimida sobre a superfície do material. Para a realização do ensaio de dureza Brinell com uma força aplicada, F, ou diâmetro da esfera do penetrador, D, diferente daquele proposto por J. A. Brinell e obter um mesmo valor de dureza, se deve manter constate a relação entre a carga aplicada, F, e o quadrado do diâmetro da esfera do penetrador, D, como representado na equação 2.10, esta relação é denominada de fator de carga (ASTM E10, 1998). Para se padronizar o ensaio, foram fixados valores de fatores de carga de acordo com a faixa de dureza e o tipo de material, para que uma relação entre carga aplicada, F, e deformação, d, não comprometa a confiabilidade do ensaio (ASTM E10, 1998).
44 Capítulo 2 Revisão Bibliográfica 24 F 2 D = Fator de Carga Eq Na prática, os valores padronizados do fator de carga são: 1,25; 2,5; 5; 10 e 30. A tabela 2.2 mostra a relação entre a esfera e a força aplicada para os principais fatores de carga utilizados. A carga deve ser determinada de tal forma, que o diâmetro de impressão, d, se situe entre o intervalo de 0,25 a 0,6 do diâmetro da esfera, D. A impressão será considerada ideal se o valor de impressão, d, ficar na média entre os dois valores anteriores, ou seja, 0,375 * D (ASTM E10, 1998). Tabela 2.2 Valores representativos da força aplicada, F, em função do diâmetro da esfera e fator de carga para dureza Brinell (ASTM E10, 1998). Valores da Força Aplicada, F, [kgf] Fator de Carga ,5 1,5 Esfera Ø 10,0 mm Esfera Ø 5,0 mm ,5 31,25 Esfera Ø 2,50 mm 187,5 62,5 31,25 15,625 7,812 Esfera Ø 1,0 mm A tabela 2.3 mostra como o fator de carga pode ser escolhido para diversos materiais metálicos em função da sua dureza esperada.
45 Capítulo 2 Revisão Bibliográfica 25 Tabela Fatores de carga para diversos materiais (POPOV, 1998). Fator de Carga ,5 1,25 Intervalo de Dureza abrangido 95,5 a ,8 a ,9 a 100 7,9 a 50 4 a 25 Grupo de metais para os quais devem ser preferencialmente empregados os fatores de carga indicados. Ligas Ferrosas e ligas de alta resistência. Ferro Aço Aço fundido Ferro fundido Ligas de titânio Ligas de níquel e cobalto para temperaturas elevadas Ligas de alumínio Ligas de cobre Liga de alumínio Ligas de magnésio Ligas de zinco Latão bronze Cobre Níquel Metais e ligas não ferrosas Alumínio Magnésio Cobre Zinco Latão fundido Ligas de estanho Ligas de chumbo Ligas de chumbo Ligas de estanho Metal patente Não existe um formato padrão para os corpos de prova para o ensaio de dureza Brinell, mas a espessura deve ser de, no mínimo, 17 vezes a profundidade da calota esférica, h, e a superfície deve ter um acabamento polido e totalmente plano formando um ângulo de 90º com o penetrador para que fique em contato direto com a superfície do corpo de prova. A distância entre centros de duas impressões vizinhas deve ser de, no mínimo, quatro vezes o diâmetro da impressão e de 2,5 vezes a distância entre o centro de uma impressão e a borda do corpo de prova, para evitar que a deformação produzida por impressões sucessivas muito próximas modifiquem o valor da dureza obtida (ANBT NBR 6394, 1999). Como o diâmetro da esfera, D, e a força aplicada, F, são padronizadas, os valores da dureza Brinell também são padronizados e tabelados através de normas específicas. Na prática, realiza-se o ensaio com a força determinada pelo fator de carga, de acordo com o tipo de material, conforme mostrado na tabela 2.2, e medese o diâmetro da impressão, d, resultante em duas direções perpendiculares entre si. Com isso, utilizam-se tabelas normalizadas e que fornecem o valor da dureza Brinell (ANBT NBR 6442, 1999).
46 Capítulo 2 Revisão Bibliográfica Morfologia de Impressão Durante o processo de indentação esférica em materiais elasto-plásticos, a superfície ao redor da área de contato pode ser deformada no sentido de formação de bordas ou retrações. O comportamento de formação de bordas é chamado de pile-up, e quando há formação de retração, sink-in (HERNOT et al., 2006). O estudo da relação da deformação da superfície ao redor da área impressa no material com as propriedades do material foi realizado por vários autores (NORBURY et al., 1928; MATTEWS, 1980; HILL et al., 1989; TALJAT et al., 1998; ALCALÁ et al., 2000; TALJAT et al., 2004; HERNOT et al., 2006). Alguns destes estudos se concentram em indentações esféricas e mostram a relação existente entre a profundidade de penetração, h, a profundidade de contato, h c e o raio de contato, a c, entre o penetrador e o material analisado. TABOR (1951) e CAHOON et al. (1979) expressaram que o coeficiente de encruamento, n, não pode ser avaliado através de ensaios de dureza com penetradores piramidais devido à similaridade geométrica e as relações matemáticas envolvendo estas indentações. Já ensaios envolvendo penetradores esféricos fornecem resultados mais satisfatórios para a determinação dos valores do coeficiente de encruamento em materiais metálicos (TABOR, 1951; CAHOON et al., 1979). A figura 2.10 mostra a geometria de contato para um penetrador esférico, onde é mostrado o raio de uma esfera, R, forçada contra um material através de uma força, F, para promover uma deformação de profundidade, h, em relação a superfície. A denominação de pile-up ou sink-in é dada em função da altura da borda, s, sendo que para valores de s>0, a deformação é denominada de borda, ou pile-up, e para valores de s<0, retração, ou sink-in. O valor da altura da borda, s, é obtida em relação à superfície do material analisado. O ponto que indica o final da superfície de contato entre a esfera e o material é indicado pela medição do ângulo β, e os parâmetros obtidos a partir deste ponto são descritos com o sufixo, c, subscrito, para indicar que a referencia não é a superfície, e sim o ponto de contato entre esfera e o material (TALJAT et al., 2004).

47 Capítulo 2 Revisão Bibliográfica 27 F Figura 2.10 Morfologia de impressão de penetrador esférico, com os principais parâmetros: Raio do penetrador, R; Força aplicada, F; Profundidade da penetração, h; Profundidade da penetração de contato, h c ; raio de contato da impressão, a c ; raio da impressão, a; altura de borda/retração, s (TALJAT et al., 2004). A formação de bordas de impressão se caracteriza pelo empilhamento do material ao redor da impressão quando se retira a ação da força aplicada no ensaio. Durante um ensaio de dureza, o material ao redor da área de contato pode ser deformado para cima (s>0) ou para baixo (s<0) ao longo do eixo onde a força é aplicada. Este comportamento origina as bordas, no primeiro caso e a retração, no segundo caso e ambas são afetadas pelas propriedades mecânicas dos materiais (HERNOIT et al., 2006; BOLSHAKOV et al., 1998). O resultado é uma distorção da impressão com aumento (formação de bordas) ou diminuição (formação de retração) do diâmetro da impressão, comparado com o diâmetro real obtido em ensaio no qual este tipo de efeito na impressão não é observado (TABOR, 1951). As bordas formadas ao longo do contorno da calota esférica podem influenciar na leitura do diâmetro de impressão, aumentando a área de contato entre esfera e material, e consequente redução no valor de dureza obtida pela leitura do diâmetro de impressão, d. As retrações reduzem a área de contato entre a esfera e material, induzindo a um aumento na leitura da dureza obtida por meio do diâmetro de impressão, d. A retração é comumente observada em materiais com coeficiente de encruamento elevado (TABOR, 1951; HERNOT et al., 2006). Além disso, a altura da borda (ou da retração) apresenta forte dependência com o coeficiente de
48 Capítulo 2 Revisão Bibliográfica 28 encruamento, n. NORBURY et al. (1928) foram os primeiros a mostrar que o perfil de uma impressão esférica que apresenta borda ou retração tem relação com as propriedades do material. Experimentalmente, pesquisadores determinaram que em corpos de prova que sofreram um tratamento de recozimento ou algum tratamento semelhante, apresentaram a formação de retração (NORBUARY et al., 1928). Já para materiais em que ocorreu algum trabalho mecânico a frio, bordas são observadas com maior frequência. Isso mostra que as bordas são predominantes em materiais com baixo coeficiente de encruamento e a retração é comumente observada em materiais com alto coeficiente de encruamento (BOLSHAKOV et al., 1998). XU et al. (2002) apresentaram um limite para a ocorrência da borda ou da retração, baseado no valor do coeficiente de encruamento. Para esses pesquisadores, não há formação das bordas para materiais com n>0,3. Adicionalmente, CHENG et al. (2000) mostraram que há dependência da morfologia de impressão com a razão entre a tensão de escoamento e o modulo de elasticidade (σ y /E). Para altas razões de σ y /E, não há formação de bordas ou retração para quaisquer valores de n>0 e, para baixas razões de σ y /E, a formação de borda ou retração passa a depender do nível de encruamento (CHENG et al., 2000). Utilizando as recomendações da norma ABNT NBR 6394 (1999) quanto ao fator de carga correto, ao espaçamento entre as impressões, a distância entre o centro da impressão, a extremidade do corpo de prova e a espessura do mesmo, a possibilidade de ocorrer bordas ou retrações são menores (SOUZA, 1982; ABNT NBR 6394, 1999). 2.7 Coeficiente de Encruamento O coeficiente de encruamento, n, representa a quantidade de deformação a frio do material, ou seja, ele representa a quantidade de encruamento do material. Vários pesquisadores propuseram modelos matemáticos para cálculo do coeficiente de encruamento, n, através dos dados retirados da morfologia de impressão obtida em uma indentação esférica.
49 Capítulo 2 Revisão Bibliográfica 29 CIPRIANO (2008) realizou experimentos para a determinação do coeficiente de encruamento de metais por meio da morfologia das impressões de dureza utilizando modelos matemáticos da literatura para calcular o coeficiente de encruamento através da morfologia de impressão em três materiais distintos: Alumínio 6063-T6, Aço AISI 1020 e Aço Inoxidável AISI 316L. Para calcular o coeficiente de encruamento nestes três materiais, CIPRIANO (2008) utilizou ensaio de dureza com penetrador esférico com três condições diferentes para cada material, onde este autor alterou o diâmetro das esferas e a força aplicada. A tabela 2.4 mostra os resultados obtidos por CIPRIANO (2008) para obtenção do coeficiente de encruamento através da morfologia de impressão. O objetivo deste autor foi observar quais dos modelos utilizados se aproximam dos resultados experimentais obtidos pelo ensaio de tração para os três materiais utilizados. Tabela Coeficiente de encruamento obtido através da morfologia de impressão e ensaio de tração para três materiais distintos (CIPRIANO, 2008). Modelo Coeficiente de Encruamento Alumínio T6 Aço AISI 1020 Aço inoxidável AISI 316L Ensaio de Tração 0,129 0,080 0,481 Lei de Meyer (1908) 0,132 0,062 0,403 MATTHEWS (1980) 0,187 0,109 0,304 HILL et al. (1989) 0,182 0,065 0,336 TALJAT et al. (1998) 0,114 0,028 0,262 ALCALÁ et al. (2000) 0,130 0,054 0,292 CIPRIANO (2008) utilizou os modelos matemáticos propostos por MATTHEWS (1980), HILL et al. (1989), TALJAT et al. (1998), ALCALÁ et al. (2000) e a Lei de MEYER (1908). Experimentos realizados por MEYER (1908) com penetradores esféricos mostraram que existe uma relação entre a força aplicada, F, e o diâmetro de impressão, d, conforme equação 2.11, que é conhecida como Lei de Meyer.
50 Capítulo 2 Revisão Bibliográfica 30 F = k d m Eq Os valores de, k, e, m, são constantes do material e representam a resistência à penetração e o coeficiente de Meyer, respectivamente. Essas constantes podem ser determinadas através do ensaio de dureza com diferentes forças, no qual se obtém um gráfico da forma versus diâmetro de impressão. Aplicando o logarítimo à equação 2.11 obtém-se a equação logf = logk + m logd Eq Ela representa a equação de uma reta com coeficiente angular igual ao valor de, m, e coeficiente linear igual ao valor de logk. Aplicando o anti-logaritmo, obtémse o valor de, k. O logaritmo aplicado pode ser tanto na base decimal como na base neperiana (logaritmo natural) (SOUZA, 1982). Para calculo do coeficiente de encruamento pela Lei de MEYER (1908), foi utilizado o modelo deste autor, que está descrito a equação nn = m 2 Eq Onde, m é o coeficiente de Meyer e, n, o coeficiente de encruamento. O modelo proposto por MATTHEWS (1980) utilizado para cálculo do coeficiente de encruamento está descrito na equação s h = n+1 2 n 2(n 1) 1 Eq. 2.14
51 Capítulo 2 Revisão Bibliográfica 31 O modelo proposto por MATTHEWS (1980), descrito na equação 2.14 utiliza uma relação entre as medidas de bordas, e o coeficiente de encruamento. O parâmetro, s, representa a altura das bordas, o parâmetro, h, representa a altura total da impressão e, n, o coeficiente de encruamento. O modelo proposto por HILL et al. (1989), está descrito na equação 2.15, onde o parâmetro, s, representa a altura das bordas, o parâmetro, h, representa a altura total da impressão e, n, o coeficiente de encruamento. s h + 1 = n 4+n Eq O modelo proposto por TALJAT et al. (1998) para cálculo do coeficiente de encruamento está descrito na equação 2.16, onde o parâmetro, s, representa a altura das bordas, o parâmetro, h, representa a altura total da impressão e, n, o coeficiente de encruamento. s h = 1 4 (5 3 nn0,7 ) 1 Eq O modelo proposto por ALCALÁ et al. (2000) está descrito na equação 2.17, onde o parâmetro, s, representa a altura das bordas, o parâmetro, h, representa a altura total da impressão e, n, o coeficiente de encruamento. s h = 0,276 1,748 nn + 2,452 nn2 1,469 nn 3 Eq Modelo e simulações numéricas de TALJAT et al. (2004) Após a publicação de um modelo para cálculo do coeficiente de encruamento através da morfologia de impressão, TALJAT et al. (2004) exploraram e
52 Capítulo 2 Revisão Bibliográfica 32 caracterizaram a evolução da formação de borda e retração na transição elastoplástico através do método de análise por elementos finitos. Eles mostraram que a quantidade de borda e retração altera-se significativamente durante a transição elasto-plástico de uma forma dependente das propriedades mecânicas do material. As observações realizadas por estes autores sugerem que as influências na formação de borda na indentação esférica são bastante complexas e não podem ser explicadas somente por métodos baseados em análises totalmente plásticas. Os experimentos realizados por TALJAT et al. (2004) mostraram que a formação de borda ou retração não depende apenas do coeficiente de encruamento, como é frequentemente afirmado para modelar e analisar dados a partir da morfologia de impressão de uma indentação esférica, mas também a quantidade relativa de deformação elástica e plástica, que pode ser caracterizado pelo parâmetro adimensional do material representada como a relação entre o módulo de Young, E, e a tensão de escoamento, σ y, (E/ σ y ), com a profundidade de penetração, também adimensional, que é representada pela razão entre a profundidade de penetração, h, pelo raio do penetrador, R (h/r). A dependência dos parâmetros de formação de borda representado pela relação entre a quantidade de borda, s, e a profundidade de penetração, h, com os parâmetros E/σ y e h/r pode ser representado em um único parâmetro: (E/ σ y )/(2h c /a c ) (TALJAT et al., 2004), A formação de retração pode ser observada de forma consistente com a mecânica do contato de Hertz (TABOR, 1951). A figura 2.11 mostra o parâmetro de formação de borda, s/h, em função da variação do parâmetro E/σ y para a relação de h/r=0,2 e µ=0,2, onde µ é o coeficiente de atrito entre o penetrador e o corpo de prova. A diferença entre a deformação com a força aplicada e após a retirada da força aplicada pode ser muito diferente, principalmente para pequenos valores de E/σ y, onde há grande recuperação plástica. TALJAT et al. (2004) mostraram que durante a transição elasto-plástico, a formação de borda cresce de forma dependente do coeficiente de encruamento, n, e o coeficiente de atrito, µ. O parâmetro de borda, s/h, se torna constante e se desenvolve totalmente somente quando a relação (E/ σ y )/(2h c /a c )>1000 é verdadeira, muito além do valor (E/σ y )/(2h c /a c ) 100 que marca o inicio tradicional do
53 Capítulo 2 Revisão Bibliográfica 33 regime totalmente plástico baseado no constante fator de restrição P m /σ y 3, onde P m é a pressão média aplicada. Dessa forma, TALJAT et al. (2004) afirmam que em muitos materiais, a geometria da borda pode mudar continuamente diante do curso de um experimento com indentação esférica, e não é apropriado usar resultados obtidos a partir de análises totalmente plásticas para modelá-los. Após retirada da Força Parâmetro de borda, s/h Com força aplicada (Elástico) (Plástico) Figura 2.11 Dependência do parâmetro de formação de borda, s/h com o parâmetro E/σ y, para h/r=0,2, n=0 e µ=0,2. Dados dos estados de carregamento e descarregamento são mostrados (TALJAT et al., 2004) Segundo TALJAT et al. (2004), devido a recuperação elástica, a quantidade de borda depende se esta é medida com o penetrador carregado ou descarregado, ou seja, antes ou depois da retirada da força aplicada. A recuperação elástica é especialmente importante em pequenas profundidades de penetração onde h/r<0,1. Assim, quando a recuperação é grande, descrições de bordas com base em medições do perfil de impressão de dureza residual pode não ser apropriado para análise de carga e profundidade.
54 Capítulo 2 Revisão Bibliográfica 34 A figura 2.12 mostra a dependência da formação de borda (parâmetro s/h) em função da profundidade de penetração, dada pelo parâmetro h/r. Após retirada da carga Aplicada Parâmetro de borda, s/h Com Carga Aplicada Figura 2.12 Dependência do parâmetro de borda, s/h, em função da relação da profundidade de penetração. h/r, para E/ σ y =200, n=0 e µ=0,2. Dados dos estados com força aplicada e após a retirada da força são mostrados (TALJAT et al., 2004). Para pequenas relações de h/r, há grande recuperação elástica e esta relação é importante pois mostra que a geometria da borda pode variar significativamente, mesmo onde a área de contato é superior a 0,75R. As análises realizadas por elementos finitos mostram que o coeficiente de atrito, µ, afeta a formação de borda de uma forma dependente do coeficiente de encruamento, n. Para o valor de n = 0, o atrito reduz a quantidade de bordas em até 50%. Para n = 0,5, é predominante a formação de retração em todas as fases da indentação esférica e os efeitos do coeficiente de atrito são desprezíveis, como mostrado na figura 2.13 (TALJAT et al., 2004).
55 Capítulo 2 Revisão Bibliográfica 35 Condição: Com carga aplicada Parâmetro de borda, s/h Figura 2.13 Efeito do coeficiente de atrito no perfil de impressão para h/r=0,2, para E/σ y =1000, n=0 e n=0,5 (TALJAT et al., 2004) Os experimentos de TALJAT et al. (2004) mostram que a formação de borda ou retração durante a indentação esférica é um fenômeno complexo que não é passível de simples descrições analíticas. Os resultados de elementos finitos, mostrados na figura 2.14 podem ser usados como uma primeira estimativa do comportamento para formação de borda/retração se os parâmetros E/σ y, coeficiente de encruamento, n, e a morfologia de impressão são conhecidos.
56 Capítulo 2 Revisão Bibliográfica 36 Durante força aplicada Após a retirada da força aplicada Parâmetro de borda, s/h Figura 2.14 Dependência do parâmetro de formação de borda, s/h, sobre o parâmetro (E/ σ y )/(2h c /a c ) para µ=0,2, n=0, 0,25 e 0,5. Dados dos estados com força aplicada e após a retirada da força aplicada são mostrados (TALJAT et al., 2004) Modelo de HERNOT et al. (2006) Depois de analisar as diferentes formulações para o cálculo do coeficiente de encruamento propostos na literatura, obtidos por simulações numéricas de indentações esféricas, HERNOT et al. (2006) propuseram uma nova relação entre a profundidade de penetração do penetrador, h, e o raio de contato, a, que é válido para a maioria dos metais, em regimes elasto-plásticos e totalmente plástico. Segundo HERNOT et al. (2006), quando o valor da profundidade da indentação, h, fica muito próximo do valor de R, os modelos apresentados anteriormente não apresentaram um valor coerente para a relação h c /h, também descrito como c², por alguns pesquisadores (HILL et al., 1989). O parâmetro h c /h é um parâmetro que indica a formação de borda ou retração. Quando este parâmetro
57 Capítulo 2 Revisão Bibliográfica 37 é maior que um, indica a formação de borda, e quanto menor que um, indica a formação de retração. Dessa forma, HERNOT et al. (2006) propuseram um simples critério, dependente das propriedades mecânicas do material, para conhecer quando há o aparecimento de bordas ou retrações em indentações esféricas. A partir de resultados de simulações numéricas por elementos finitos, HERNOT et al. (2006) propuseram um novo modelo para a relação entre s e h, válido em regime plástico para indentação que está descrito na equação c 2 = h c h = MM a R 2 (2 N) 2 = MM 2 (2 N) N 2 h N R Eq Onde, M, é: MM = 1,45 + 2,55nn σσ yy 1 0,5nn + 20σσ yy ,4nn σσ yy 1 + 0,4nn + 60σσ yy Eq E, N, é: NN = 1,9 + 12,5nn + 570σσ yy (1 + 0,1nn) 1 + 6,8nn + 340σσ yy Eq Onde, n, é o coeficiente de encruamento e, σ * y, representa a relação entre a tensão de escoamento e o módulo de Young (σ y /E). Segundo o modelo de HERNOT et al. (2006), os parâmetros propostos dependem da tensão de escoamento e do coeficiente de encruamento do material a ser analisado. Os valores destes parâmetros mostram que bordas ocorrem para qualquer material indentado por uma revolução parabólica, iniciando a partir de um raio de contato crítico. Esta é uma diferença notável em comparação com a indentação esférica e indentação cônica, para o qual, bordas ou retrações podem
58 Capítulo 2 Revisão Bibliográfica 38 ocorrer ou não no regime totalmente plástico, tendo dependência das propriedades do material. Pode ser notado também que quanto menor o coeficiente de encruamento, mais cedo se percebe o aparecimento de bordas. Da mesma forma, para valores pequenos para a relação, σ y /E, mais cedo se percebe o surgimento de bordas. A partir dos resultados numéricos obtidos por elementos finitos, HERNOT et al. (2006), mostraram que as equações anteriores propostas, a fim de determinar a profundidade do raio de contato são válidas apenas para uma dada profundidade de penetração e em materiais com baixa tensão de escoamento. A formulação proposta por estes autores tem a vantagem de ser correta no regime plástico até um raio de contato adimensional de cerca de 0,8 e para os materiais com σ y /E na faixa de 1/4200 a 1/33. HERNOT et al. (2010) realizaram vários ensaios experimentais para comparar os resultados experimentais com os modelos analíticos presentes na literatura. A comparação experimental e numérica mostra que um aumento no coeficiente de atrito leva a uma diminuição não desprezível do raio de contato, para uma grande profundidade de penetração, h. Consequentemente, os modelos analíticos propostos com a suposição do coeficiente de atrito permitem uma maior aproximação na determinação do raio de contato. A comparação entre o raio de contato experimental e teórico mostram que os modelos teóricos, dependentes apenas do coeficiente de encruamento, sobre-estimam o raio de contato adimensional, especialmente para valores baixos para a relação de a/r. Segundo HERNOT et al. (2010), os modelos de MATTHEWS (1980), HILL et al. (1989), TALJAT et al. (1998) e ALCALÁ et al. (2000) conduzem a resultados aceitáveis apenas para raios de contato adimensional, a/r, superior a 0,3 e quando a propriedades do material, relacionada por σ y /E é menor que 1/330. Abaixo deste valor, apenas os modelos de HERNOT et al. (2006), LEE et al. (1996) e KIM et al. (2006) fornecem resultados que são próximos dos experimentais (HERNOT et al., 2010). Alguns dados experimentais obtidos por HERNOT et al. (2010) estão mostrados na figura 2.15.
59 Capítulo 2 Revisão Bibliográfica 39 c² = hc/h c² hc/h c² = hc/h Coeficiente de encruamento, n Coeficiente de encruamento, n Figura 2.15 Comparação entre o parâmetro, h c /h (c²), e o coeficiente de encruamento, n, para diferentes relações de σ y /E (HERNOT et al., 2010). O modelo de LEE et al. (2005) foi proposto através de simulações numéricas com indentação esférica, onde o diâmetro do penetrador, D, é igual a 1 mm, o módulo de Young, E, é igual a 537 GPa e o coeficiente de Poisson, ѵ, é igual a 0,24. As simulações numéricas por elementos finitos foi realizada para materiais com a relação de σ y /E entre 1/20000 e 1/87,5, e o coeficiente de encruamento, n, variando entre 0,02 e 0,999. O modelo de LEE et al. (2005), confirma que para pequenos valores de σ y /E e coeficientes de encruamento, ocorre precocemente a formação de bordas. Este modelo também mostra que para grandes valores de profundidade de penetração, uma grande quantidade de bordas ocorre. O modelo de LEE et al. (2005) está descrito na equação 2.21 Eq. 2.21
60 Capítulo 2 Revisão Bibliográfica 40 A desvantagem deste modelo, é que ele é muito complexo, e precisa de mais de 40 coeficientes para determinar a relação de h c /h (HERNOT et al., 2010). KIM et al. (2006) também propuseram um modelo para determinar a formação de borda/retração durante a indentação esférica e sua relação com E, σ y e h. Quando a tensão de escoamento, σ y, do material indentado é excedido durante a indentação esférica, KIM et al. (2006) propuseram que o fenômenos de formação de borda e retração possuem dois comportamentos independentes. A formação de retração é causada pela elasticidade do material indentado, h* c e a formação de borda ocorre devido à deformação plástica, h* pile. Neste contexto, a profundidade de contato de penetração, h c, é formado por dois termos independentes: profundidade de contato no regime elástico e a profundidade no regime plástico, através da formação de bordas. O modelo de KIM et al. (2006) está mostrado na equação 2.22 Eq Onde h c = h* c +h* pile, h* c = h max -(ε * (F max /S)) e S é a rigidez elástica do material. A desvantagem do modelo proposto por KIM et al.(2006) é que ele requer a determinação precisa da inclinação inicial da curva de descarregamento da indentação, a fim de obter a rigidez elástica do material, S. Além disso, este método está aberto a críticas, devido à relevância da definição da profundidade de contato, definido por eles em dois termos independentes. Outra desvantagem dos modelos anteriores é que eles são válidos apenas para materiais elasto-plástico, onde o comportamento de encruamento segue a lei de HOLLOMON (1945) (HERNOT et al., 2010). Conforme comparações obtidas através de simulações numéricas e resultados experimentais, HERNOT et al. (2010) mostraram que os modelos de MATTHEWS (1980), HILL et al. (1989), TALJAT et al. (1998) e ALCALÁ et al.(2000) apresentam
61 Capítulo 2 Revisão Bibliográfica 41 melhor concordância com os resultados experimentais quando o valor de a/r é maior que 0,3. Para valores de a/r menores que 0,3, somente os modelos propostos por LEE et al. (2005), HERNOT et al. (2006) e KIM et al. (2006) se aproximam dos resultados experimentais., como pode ser visto na figura Aço AISI 1035 Resultado experimental, D=1mm Resultado Experimental, D=2,5mm Modelo de MATTEWS (1980) Modelo de HILL et al. (1989) Modelo de TALJAT et al. (1998) Modelo de ALCALA et al. (2000) Modelo de LEE et al. (2005) Modelo de HERNOT et al. (2006) Modelo de KIM et al. (2006) Resultados numéricos, μ=0 Figura 2.16 Comparação entre a relação de h c /h e o parâmetro de profundidade, h/r, onde os resultados experimentais para o Aço AISI 1035 é comparados com resultados obtidos por modelos numéricos (HERNOT et al., 2010). A figura 2.17 mostra que os modelos, que dependem apenas do coeficiente de encruamento, n, sobre-estimam o raio de contato adimensional a/r (MATTHEWS, 1980; HILL et al., 1989; TALJAT et al., 1998; ALCALÁ, 2000) e por isto, se afastam dos dados experimentais.
62 Capítulo 2 Revisão Bibliográfica 42 Aço AISI 1035 Resultado experimental, D=1mm Resultado Experimental, D=2,5mm Modelo de MATTEWS (1980) Modelo de HILL et al. (1989) Modelo de TALJAT et al. (1998) Modelo de ALCALA et al. (2000) Modelo de KUCHARSKI e MROZ (2001) Modelo de LEE et al. (2005) Modelo de HERNOT et al. (2006) Modelo de KIM et al. (2006) Modelo de COLLIN et al. (2008) Sem formação de borda ou retração Figura 2.17 Comparação entre o raio de contato, a/r, e a profundidade de contato, h/r, entre resultados experimentais para o Aço AISI 1035 e resultados obtidos através de vários modelos (HERNOT et al., 2010).
63 Capítulo 3 Material e Métodos 43 3 MATERIAL E MÉTODOS 3.1 Material O material analisado foi uma liga de alumínio AA1350 (ASTM B233, 2003). Esta liga foi escolhida por ser um material disponibilizado comercialmente na condição encruada H18. A composição química do material está mostrada na tabela 3.1. Esta liga também foi escolhida para se conseguir ter controle em apenas uma variável, pois o endurecimento por dispersão de partículas ou solução sólida não seriam significativos. A composição química do material foi obtida por meio de um espectrofotômetro de absorção atômica, marca PG Instruments, modelo PGI-990, e a tabela 3.1 mostra os valores percentuais médios obtidos em três medições. Os elementos não detectados pela análise foram indicador por ---. Tabela 3.1 Composição química percentual da liga de alumínio AA1350. Al Si Fe Cu Mn Outros 99,84 ± 0,05 0,007 ± 0,001 0,145 ± 0,051 0,003 ± 0, O material foi recebido em arames encruados com diâmetro 3/8, com tratamento termomecânico H18, conforme classificação ASTM B233 (2003). Após este recebimento, foram preparadas mais duas condições distintas por meio de tratamentos isotérmicos, de modo que houvesse equivalência com as seguintes classificações de deformação plástica a frio: H24 e O. A razão pela escolha destas condições foi obter valores distintos para o coeficiente de encruamento, n, sendo a condição H18 com maior quantidade de trabalho a frio e a condição O, o menor Tratamentos Isotérmicos Para a obtenção de um material com dureza baixa, foi aplicado um tratamento térmico para recristalização. Para realização dos tratamentos isotérmicos foi utilizado
64 Capítulo 3 Material e Métodos 44 um forno mufla Quimis, modelo M25097 (temperatura Máxima 1200ºC). Para encontrar a condição de menor dureza, vários ensaios foram realizados, conforme mostra a figura ºC 450ºC Dureza (HB) ,0 1,5 3,0 4,5 6,0 Tempo (h) Figura 3.1 Experimentos realizados para encontrar condição de menor dureza para a liga de alumínio AA1350. Conforme dados mostrados na figura 3.1, o tratamento isotérmico realizado a 350ºC por 1,5h mostra que, aumentando-se a temperatura ou o tempo de exposição das amostras, não há redução da dureza. Além disso, observa-se que, no menor tempo de ensaio, que foi de 1,5h, a etapa de recristalização foi suplantada, pois aumentando o tempo, não houve redução significativa da dureza do material. A condição inicial das amostras encruada pode explicar a existência de uma força motriz significativa para promover a recristalização em um intervalo de tempo inferior a 1,5h em um tratamento térmico isotérmico a 350ºC. Dessa forma, a condição intermediária de tratamento isotérmico a 400ºC pelo período de exposição de 6h foi utilizada como condição para realização do tratamento isotérmico para obtenção das amostras com dureza baixa (O). Após a permanência no forno, as amostras foram resfriadas ao ar.
65 Capítulo 3 Material e Métodos 45 Com o objetivo de se obter um valor intermediário de dureza, foi aplicado um tratamento H24 ao material, ou seja, o material na condição de entrega, encruado H18, foi parcialmente recozido. A condição do tratamento isotérmico a ser escolhida para as amostras H24 foi definida através do experimento realizado e mostrado na figura 3.2. A figura 3.2 mostra que a condição de tratamento isotérmico de 330ºC por 6h foi suficiente para obter o valor desejado de dureza, que é um valor intermediário entre a condição metalúrgica H18 e a condição metalúrgica O Dureza (HB) ºC 250ºC 300ºC 330ºC 0,0 1,5 3,0 4,5 6,0 7,5 9,0 10,5 12,0 Tempo (h) Figura 3.2 Experimentos realizados para encontrar condição intermediária de dureza para a liga de alumínio AA1350. O tratamento isotérmico realizado a 250ºC foi executado por uma duração de 12h para avaliar a influência do tempo na redução da dureza, porém o experimento mostrou que neste caso, o tempo de exposição superior à 6h não foi determinante para redução da dureza, mas sim a temperatura. Considerando que a temperatura de fusão, T f, da liga de alumínio AA1350 é aproximadamente 660ºC (ASTM B233, 2003), pode-se dizer que temperaturas abaixo de 250ºC são inferiores a temperatura de transformação T R. (T R > 0,4 * T f, em Kelvin), por isto não se percebe uma redução significativa da dureza em função do tempo nos tratamentos isotérmicos a
66 Capítulo 3 Material e Métodos 46 temperaturas abaixo de 250ºC. Após a permanência no forno, as amostras foram resfriadas ao ar. A condição metalúrgica H18 será aqui denominada de dureza alta, a condição metalúrgica H24, de dureza intermediária, e a condição metalúrgica O, de dureza baixa Corpos de Prova Após terem sido estabelecidas as condições metalúrgicas de trabalho para a liga de alumínio AA1350, os corpos de prova foram usinados através do processo de torneamento. Nas três condições metalúrgicas, o processo de usinagem de torneamento dos corpos de prova foi realizado após a alteração metalúrgica, para que a influência da tensão superficial residual pudesse ser desprezada. Os corpos de prova para ensaio de tração foram confeccionados conforme norma ASTM E 8M 04 (2008), conforme dimensões em milímetros descritas na figura Ø 6 ± 0,1 30 ± 0,1 R6 Figura 3.3 Dimensões do corpo de prova em milímetros para o ensaio de tração conforme ASTM E8M-04 (2008). Os corpos de prova para ensaio de dureza foram confeccionados conforme figura 3.4, atendendo os requisitos da norma ASTM E10-01e1 (1989).
67 Capítulo 3 Material e Métodos 47 Ø 20 ± 1 Ø 9 ± 0,1 Figura 3.4 Dimensões do corpo de prova em milímetros utilizado para o ensaio de dureza conforme ASTM E10-01e1 (1989). Os corpos de prova para ensaio de dureza tiveram suas superfícies lixadas até a grana 1200, para eliminar os riscos superficiais oriundos do processo de usinagem que pudessem influenciar no ensaio e na leitura do perfil de impressão. As tabelas 3.2 e 3.3 mostram os resultados dimensionais dos copos de prova obtidos com um paquímetro digital de resolução 0,01 mm. Tabela 3.2 Resultados dimensionais dos corpos de prova de tração. Comprimento: 30 ± 0,1 mm (9 amostras) Valor Encontrado 30,0 ± 0,06 (Desvio Padrão) Diâmetro: 6 ± 0,1 mm (9 amostras) Valor Encontrado 6,01 ± 0,04 (Desvio Padrão) Tabela 3.3 Resultados dimensionais dos corpos de prova de dureza. Altura 20 ± 1 mm (90 amostras) Valor Encontrado 20,0 ± 0,55 (Desvio Padrão) Revelação da Microestrutura Para revelação da microestrutura, as amostras foram lixadas até a grana O polimento foi realizado pelo método eletrolítico com catodo de aço inoxidável, onde foi aplicado 10 Vdc sobre a amostra por 3 minutos, em uma solução de: 200ml de água destilada, 100ml de butil glicol, 68ml de ácido perclórico (70%). O ataque


68 Capítulo 3 Material e Métodos 48 químico foi pelo método eletrolítico, onde foi aplicado 20 Vdc por 3 minutos nas amostras imersas em ácido fluobórico (HBF 4 ), depois as amostras foram lavadas em água corrente e secas em soprador térmico. A solução para o ataque químico foi: 5% de ácido fluobórico e 95% de água destilada. As micrografias são mostradas nas figuras 3.5, 3.6 e 3.7. A análise da microestrutura foi realizada na superfície transversal do material, superfície onde foi realizado o ensaio de dureza. Para obtenção das imagens foi utilizado um microscópico ótico Carl Zeiss/Zeppa modelo NEOPHOT 32, com ampliações de 100x, 200x, 500x e 1000x. Figura 3.5 Micrografia da condição de metalúrgica H18. A micrografia do material de dureza alta releva grãos extremamente finos, oriundos do processo de fabricação com grande quantidade de encruamento. Esta condição exigiu maior tempo de ataque químico das amostras em contato com o ácido (3 minutos) ocasionando danos ao material, que podem ser percebidas com aspecto de bolhas sobre o material.


69 Capítulo 3 Material e Métodos 49 Figura 3.6 Micrografia da condição metalúrgica H24. A condição metalúrgica de dureza intermediária apresenta uma microestrutura heterogênea, onde se percebe a recuperação da microestrutura com grãos finos e a recristalização para formação e crescimento de grãos. Figura 3.7 Micrografia da condição metalúrgica O.
70 Capítulo 3 Material e Métodos Ensaio de Tração Os ensaios de tração foram realizados utilizando uma máquina hidráulica universal de ensaios, marca EMIC, modelo MTS 810, com célula de carga com capacidade de 10kN. Para o ensaio de tração, foram utilizada três amostras em cada condição metalúrgica, ou seja, ao todo foram realizados nove ensaios de tração. Com os dados obtidos no ensaio de tração, as seguintes propriedades foram obtidas: módulo de elasticidade, alongamento, tensão de escoamento, tensão máxima e coeficiente de encruamento. A área da seção da área transversal é obtida através da equação 3.1, na qual, d, é o diâmetro médio do corpo de prova. A área para cada corpo de prova é indicada em uma unidade de área em mm². A 0 = π d2 4 Eq. 3.1 A determinação do módulo de elasticidade é obtida através da curva Força versus Deslocamento. Através do gráfico Força versus Deslocamento, foi obtido dois valores de força F el1 e F el2 na região elástica (unidade de força em Newtons) e calculado suas respectivas tensões σ el1 e σ el2 através das equações 3.2 e 3.3. σσ el1 = F el1 A 0 Eq. 3.2 σσ el2 = F el2 A 0 Eq. 3.3 Novamente através do gráfico, foi utilizada a deformação ε el1 e ε el2 correspondentes às forças F el1 e F el2 (unidade do deslocamento em milímetros).
71 Capítulo 3 Material e Métodos 51 Para calcular o valor do módulo de elasticidade, E, é utilizado a equação 3.4, com os valores das variáveis obtidas anteriormente (unidade obtida será em MPa). E = σ el2 σ el1 ε el2 ε el1 Eq. 3.4 Para determinar a Tensão de Escoamento, σ y, o corpo de prova foi fixado nas garras da máquina, e a velocidade (5 mm/min) foi inserida no programa da máquina para executar o ensaio até a ruptura. Através do gráfico força versus deslocamento, foi calculado o valor da força, F esc, na região do escoamento (unidade de força em Newtons), então foi calculado a tensão de escoamento, σ y. através da equação 3.5 (unidade obtida em MPa); σσ y = F esc A 0 Eq. 3.5 A determinação da Tensão Limite de Resistência é calculada através do gráfico Força versus Deslocamento, e é utilizado o maior valor de força. F max, (unidade de força em Newtons). A tensão limite de resistência, σ max, é calculada através da equação 3.6 (unidade obtida em MPa); σσ max = F max A 0 Eq. 3.6 O calculo do coeficiente de encruamento foi realizado conforme ASTM E517 (2010) através do software TESC, desenvolvido pela empresa EMIC para uso em máquina universal de ensaios.
72 Capítulo 3 Material e Métodos 52 O principio para cálculo do coeficiente de encruamento é baseado na lei de HOLLOMOM (1945), onde o coeficiente de encruamento pode ser calculado a partir de dois pontos (1 e 2) na curva tensão versus deformação, como demonstrado na equação 3.7 nn = Logσ v1 Logσ v2 Logδ 1 Logδ 2 Eq. 3.7 Através do software TESC da máquina universal de ensaios, foi escolhido a utilização de 50 pontos na região plástica para o cálculo do coeficiente de encruamento. A partir do gráfico força versus deslocamento, foram obtidos cinquenta valores de tensão σ 1, σ 2, σ 3,..., σ 50 (unidade obtida em MPa), e aplicado o logaritmo natural das tensões, log σ1, logσ 2, logσ 3,..., logσ 50. É obtido a deformação do corpo de prova nos cinquenta pontos determinados, ε 1, ε 2, ε 3,..., ε 50, e aplicado o logaritmo natural das deformações loogε 1, logε 2, logε 3,..., logε 50 ; Denotando como: a 1 =logσ 1, a 2 =logσ 2, a 3 =logσ 3,..., a 50 =logσ 50 ; b 1 =logε 1, b 2 =logε 2, b 3 =logε 3,..., b 50 =logε 50 ; c 1 =a 1* b 1, c 2 =a 2* b 2, c 3 =a 3* b 3,..., c 50 =a 50* b 50 ; e D=a 1 +a 2 +a a 50 obtém-se o valor do coeficiente de encruamento, n, através da equação 3.8. Estes cálculos foram realizados pelo software TESC. nn = 50 [(c 1)+(c 2 )+(c 3 )+(c )(c 50 )] [(D) (b 1 +b 2 +b 3 +b +b 50 )] 50 b 2 1 +b 2 2 +b 2 3 +b 2 +b 2 50 (b 1 +b 2 +b 3 +b +b 50 )² Eq Ensaio de dureza com penetrador esférico A máquina utilizada para o ensaio de dureza com esfera de diâmetro 2,5 e 5,0 mm foi um durômetro da marca EMCO TEST, modelo M4C 025 G3M, com
73 Capítulo 3 Material e Métodos 53 capacidade para 250kgf. Para o ensaio com esfera de Ø 3,175 mm, foi utilizado uma máquina hidráulica universal de ensaios, marca EMIC, modelo MTS 810, com célula de carga com capacidade de 10kN. Para se promover diversos graus de deformação ao material, os ensaios de dureza foram conduzidos utilizando-se diferentes diâmetros de esferas e cargas, para se avaliar a influência da quantidade de deformação aplicada ao material. Em função das tabelas 2.2 e 2.3, foi escolhido o fator de carga 5 para as três condições de ensaio de dureza (ASTM E10, 1998). Para cada uma das três condições metalúrgicas foram preparadas 30 corpos de prova (amostras), sendo 10 corpos de prova para cada uma das três condições de ensaios de dureza, ou seja, ao todo foram realizados 90 ensaios de dureza. As esferas utilizadas foram de aço temperado, utilizadas para medição em materiais com dureza inferiores a 350HB (ASTM E10, 1998) Ensaio de dureza com esfera de diâmetro 5,0 mm Para o fator de carga escolhido de 5, a carga utilizada neste ensaio foi de 125 kgf, aplicada por 10 segundos. O objetivo desta condição de ensaio é promover a maior quantidade possível de deformação ao material Ensaio de dureza com esfera de diâmetro 3,175 mm Com o objetivo de se promover um valor intermediário de deformação ao material foi utilizado uma esfera de diâmetro 3,175 mm. Apesar da esfera de diâmetro 3,175 mm não fazer parte do quadro de ensaios padronizados pela ASTM E08-93 (1993), esta esfera é utilizada em ensaio de dureza Rockwell na escala E (HRE) e H (HRH). Para utilização desta esfera de diâmetro 3,175 mm com um fator de carga 5, a força aplicada foi obtida através da equação 2.10, e o valor da mesma foi de 50,4 kgf, aplicada por 10 segundos.
74 Capítulo 3 Material e Métodos Ensaio de dureza com esera de diâmetro 2,5 mm Com o objetivo de promover uma pequena quantidade de deformação ao material, uma esfera de diâmetro 2,5 mm foi utilizada. Considerando o fator de carga de 5, a carga aplicada neste ensaio foi de 32,25 kgf, aplicada por 10 segundos. O valor de dureza do material para as três condições de ensaio foi calculado utilizando a equação Ensaio de dureza Vickers Para verificar a influência da deformação abaixo da morfologia de impressão, um ensaio de dureza Vickers foi realizado. Para medição de dureza Vickers, foi utilizado um micro durômetro Buehler, modelo 5103, utilizando uma carga de 10 gf. A primeira impressão de dureza foi aplicada a 50 µm da superfície indentada e as próximas realizadas a uma distância de 100 µm logo abaixo do perfil de impressão. A figura 3.8 mostra uma ilustração de como as impressões de dureza Vickers foram realizadas. 50 µm Perfil de Impressão 100 µm Micro indentações Vicker Corpo de Prova Figura 3.8 Ilustração da análise de dureza Vickers realizada logo abaixo do perfil de impressão esférica no corpo de prova do ensaio de dureza.
75 Capítulo 3 Material e Métodos 55 Para medição de dureza Vickers, os corpos de prova foram cortados longitudinalmente próximo ao centro da impressão, e então lixados com lixa grana 1200 até se obter o centro da impressão. O centro da impressão foi obtido quando se obteve o maior diâmetro de impressão, dimensionado com o auxilio de um microscópio marca DINO, modelo Dino-Lite AM Determinação do coeficiente de encruamento por meio dos ensaios de dureza Para determinar o coeficiente de encruamento por meio dos ensaios de dureza é necessária a medição da morfologia de impressão, que é determinada por meio de um rugosímetro. Para medição da morfologia de impressão as amostras foram fixadas em uma base, para evitar movimentação das amostras durante o movimento do apalpador. A morfologia de impressão foi obtida, por meio de um ensaio no sentido longitudinal e realizada, conforme ilustração da figura 3.9. O perfil de impressão foi obtido utilizando um rugosímetro Mitutoyo, modelo Surf Test Sj-400. Com os dados obtidos a partir do perfil de impressão, determinar os valores de a, a c, h, h c e s, conforme ilustração da figura Apalpador Figura 3.9 Detalhe da posição o apalpador alinhada com o eixo de centro do diâmetro de impressão.

76 Capítulo 3 Material e Métodos 56 Com o auxilio de um microscópio acoplado a um computador, o apalpador é alinhado o mais próximo possível do eixo de centro da impressão, conforme ilustração da figura Para ampliação e auxilio na centralização do apalpador sobre as amostras para medição do perfil de impressão, foi utilizado um microscópio marca DINO, modelo Dino-Lite AM3011. A utilização do microscópio nesta verificação tem a finalizada de reduzir os erros causados pela descentralização do apalpador em relação ao centro do diâmetro de impressão. Apalpador Morfologia de Impressão Amostra 5 mm Figura 3.10 Ampliação obtida com auxilio de microscópio e computador para um posicionamento do apalpador de forma mais precisa no centro da impressão. Será considerado, para efeito de cálculo, o valor médio de, s, medido nos dois lados da morfologia da impressão. Outro fator importante é a convenção de sinais para a dimensão, s, ou seja, o valor será considerado positivo para as bordas e negativo para a retração. Essas duas convenções são importantes para relação, s/h, e, portanto para a obtenção dos valores do coeficiente de encruamento Determinação do coeficiente de encruamento pela Lei de Meyer Para cálculo do coeficiente de encruamento pela Lei de Meyer, são utilizados os valores da força aplicada no ensaio de dureza, para se obter: lnf 2,5, lnf 3,175 e
77 Capítulo 3 Material e Métodos 57 lnf 5,0 ; Com os valores médios dos diâmetros das impressões se obtém os valores de: lnd 2,5, lnd 3,175 e lnd 5,0 ; Denotando como a 1 =lnd 2,5, a 2 =lnd 3,175, a 3 =lnd 5,0, b 1 =lnf 2,5, b 2 =lnf 3,175, b3=lnf5,0, calcular o coeficiente de Meyer, m, através da equação 3.9. m = 3 [(a 1+b 1 )+(a 2 +b 2 )+(a 3 b 3 )] [(a 3 +a 2 +a 3 ) (b 1 +b 2 +b 3 )] 3 a 1 2 +a 2 2 +a 3 2 (a 1 +a 2 +a 3 )² Eq. 3.9 Então o coeficiente de encruamento, n, é obtido através da equação 2.13 e os gráficos logarítmicos de, lnf, versus lnd podem ser construídos e comparados com o valor do coeficiente angular do gráfico com o resultado da equação Determinação do coeficiente de encruamento pela equação de MATTHEWS (1980) O coeficiente de encruamento, n, é obtido com os valores de, h, e, s, por meio da equação Determinação do coeficiente de encruamento pela equação de HILL et al. (1989) Com os valores de, h, e, s, utilizando a equação 2.15 e isolando a variável que representa o coeficiente de encruamento, n, é obtido o coeficiente de encruamento Determinação do coeficiente de encruamento pela equação de TALJAT et al. (1998) Com os valores de, h, e, s, é utilizado a equação 2.16, isolando a variável que representa o coeficiente de encruamento, n.
78 Capítulo 3 Material e Métodos Determinação do coeficiente de encruamento pela equação de ALCALÁ et al. (2000) Com os valores de, h e s, é utilizado a equação 2.17 isolando a variável que representa o coeficiente de encruamento, n Determinação do coeficiente de encruamento pela equação de HERNOT et al. (2004) Com os valores de h c, h, a, R e σ y é utilizada a equação 2.18 isolando a variável que representa o coeficiente de encruamento, n. 3.4 Avaliação geral dos resultados A avaliação geral dos resultados foi realizada através da comparação dos valores do coeficiente de encruamento obtidos pelos modelos de MATTHEWS (1980), HILL et al. (1989), TALJAT et al. (1998), ALCALÁ et al. (2000) e HERNOT et al. (2004) por meio dos valores obtidos experimentalmente através dos ensaios de tração, dureza e também com valores experimentais obtidos por CIPRIANO (2008). Uma vez verificada a semelhança entre os valores, o modelo utilizado para o cálculo do coeficiente de encruamento será considerado válido, caracterizando com isso essa propriedade mecânica através da determinação do perfil das impressões de dureza e, consequentemente, das dimensões características das bordas e das retrações. Os valores de CIPRIANO (2008) serão considerados nas comparações já que este autor fez um estudo similar para obtenção do coeficiente de encruamento, n, através do perfil de impressão, porém utilizando outros materiais e outras condições de ensaio, e estes dados obtidos por CIPRIANO (2008) irão aumentar a gama dos materiais e ensaios realizados. Para avaliar os resultados obtidos, foi utilizado o coeficiente de variação, descrito na equação 3.10.
79 Capítulo 3 Material e Métodos 59 Coeficiennte de Variação (%) = Desvio Padrão Média 100 Eq A figura 3.11 mostra um diagrama esquemático dos ensaios e análises realizados. INICIO Receber amostras AA1350 encruadas (H18) Realizar processo de Recozimento O Realizar processo de Recozimento Parcial H24 Confeccionar corpos de prova nas três condições Caracterização Microestrutural Preparação e medição corpos de prova Realizar ensaio de dureza Realizar ensaio de tração Obter diâmetro da impressão Determinar: 1. Dureza 2. n (Lei de Meyer) Obter perfil de impressão Determinar: 1. Altura de borda / retração 2. Profundidade de impressão 3. Raio real de contato a c Determinar: 1. Tensão de escoamento 2. Módulo de elasticidade 3. Coeficiente de encruamento Cortar amostras e obter dureza Vickers Calcular, n, por MATTHEWS (1980) Calcular, n, por HILL et al (1989) Calcular, n, por TALJAT et al (1998) Calcular, n, por ALCALÁ et al (2000) Calcular, n, por HERNOT et al (2004) Comparar resultados com os modelos apresentados Verificar se resultados foram satisfatórios em função do objetivo. FIM Figura 3.11 Diagrama esquemático dos ensaios realizados.
80 Capítulo 4 Resultados e Discussão 60 4 RESULTADOS E DISCUSSÃO Os resultados experimentais obtidos por meio dos ensaios de tração, dureza e determinação do perfil de impressão com o objetivo de determinar o coeficiente de encruamento por meio dos modelos matemáticos serão descritos a seguir. 4.1 Valores obtidos pelo ensaio de tração Os resultados obtidos por meio do ensaio de tração estão apresentados na tabela 4.1. Os valores apresentados representam a média de todas as amostras analisadas. Tabela 4.1 Resultados médios obtidos por meio do ensaio de tração. Condição Metalúrgica do material Dureza Alta AA1350 (H18) Referência AA1350-H18 (ASTM B233, 2003) Dureza Intermediária AA1350 (H24) Referência AA1350-H24 (ASTM B233, 2003) Dureza Baixa AA1350 (O) Referência AA1350-O (ASTM B233, 2003) Coeficiente de Encruamento <n> Tensão Máxima <MPa> Tensão de Escoamento <MPa> Alongamento <%> E <GPa> 0,08 ± 0,01 130,8 ± 1,4 82,1 ± 4 16,9 ± 0,5 56,9 ± 2,7 --- > > 4 69,0 0,17 ± 0,01 101,5 ± 16,7 74,5 ± 24 22,5 ± 4 63 ± ,5 > 10 68,9 0,28 ± 0,04 75,9 ± 1 35,3 ± 1,5 40,8 ± 2,8 57,5 ± 6, ~ 95 27,6 > 15 68,9 A liga de alumínio AA1350 é, em sua grande maioria, utilizada na fabricação de condutores elétricos, devido suas propriedades elétricas, dessa forma, a norma ASTM B233 (2003) traz informações detalhadas sobre as propriedades elétricas desta liga, porém não mostra o valor de referência para o coeficiente de encruamento. A condição de dureza intermediária, que recebeu tratamento H24 foi a que apresentou maior variação nos resultados, sendo que o valor da tensão de
81 Capítulo 4 Resultados e Discussão 61 escoamento apresentou um coeficiente de variação de 28%, mostrando que nesta condição, as amostram apresentam maior heterogeneidade em sua estrutura. Os valores das amostras de dureza alta e dureza baixa não apresentaram variações significativas, sendo que maior variação ocorreu nos valores da tensão de escoamento nas amostras de dureza alta, onde o coeficiente de variação foi de 4,8%. As alterações causadas nas propriedades mecânicas da liga de alumínio AA1350 por meio dos tratamentos isotérmicos também causaram uma alteração no coeficiente de encruamento, n, já que este coeficiente está relacionado com as propriedades mecânicas do material. Nos ensaios realizados, as propriedades do material foram alteradas através do trabalho a frio, ou seja, quanto maior a quantidade de trabalho a frio do material, maior seu limite de resistência, e consequentemente, menor seu coeficiente de encruamento, ou seja, menor a capacidade do material em se deformar plasticamente antes da ruptura. A figura 4.1 confirma que o coeficiente de encruamento, assim como o alongamento do material, está relacionado com o limite de resistência do material. 0,5 50 Coeficiente de Encruamento, n 0,4 0,3 0,2 0,1 Dureza Baixa Dureza Intermediária Dureza Alta Alongamento, % Limite de Resistência, MPa n Tração Alongamento Polinômio (n Tração) Polinômio (Alongamento) Figura 4.1 Coeficiente de encruamento, n, e alongamento em função da alteração do limite de resistência da liga de alumínio AA1350.
82 Capítulo 4 Resultados e Discussão 62 A relação entre o coeficiente de encruamento e o limite de resistência do material mostrados na figura 4.1 confirma que o coeficiente de encruamento diminui com o aumento da tensão limite de resistência do material. Esta mesma relação é confirmada pelos dados experimentais obtidos pelo HOLLOMON (1945) para aços e bronze. O alongamento do material antes da ruptura, assim como o encruamento, diminui em função do aumento do limite de resistência. 4.2 Valores obtidos pelo ensaio de Dureza A dureza Brinell, HB, obtida por meio da morfologia de impressão e o coeficiente de encruamento, n, obtido pela lei de Meyer encontram-se na tabela 4.2. Tabela 4.2 Valores médios de dureza e o coeficiente de encruamento pela lei de Meyer. Ø Esfera <mm> Dureza Alta (AA1350 H18) Dureza <HB> Meyer <n> Dureza Intermediária (AA1350 H24) Dureza <HB> Meyer <n> Dureza <HB> Dureza Baixa (AA1350 O) Meyer <n> Ø 2,5 37,5 ± 1,6 31,6 ± 1,4 21,8 ± 0,6 Ø 3, ± 1-0, ± 1-0, ± 0,7-0,146 Ø 5,0 36,5 ± 0,8 30 ± 1 19 ± 0,8 Analisando os valores, percebe-se pouca variação entre os resultados de dureza, sendo que o pior caso são os resultados encontrados no material com dureza alta (H18) ensaiado com esfera de diâmetro 2,5 mm, onde o coeficiente de variação foi de 4,2%. Os resultados obtidos para o coeficiente de encruamento através da lei de Meyer apresentaram uma tendência inversa daquela apresentada na literatura, onde diz que o coeficiente de encruamento pela lei de Meyer é um valor entre 0 e 0,5 (PHILIP, 1989). Estudos realizados por Meyer (1908) em cobre, aços e ferros
83 Capítulo 4 Resultados e Discussão 63 fundidos mostraram valores para o coeficiente de encruamento entre 0 e 0,5 (TABOR, 1951), o que não ocorreu na liga de alumínio AA1350. Na forma gráfica a relação entre os logaritmos da força aplicada, F, e o diâmetro de impressão, d, é uma reta onde o coeficiente angular é numericamente igual ao coeficiente de Meyer, m, e o coeficiente linear é numericamente igual a constante que representa a resistência à penetração, K. Na figura 4.2 estão os gráficos de, lnf versus lnd para cada condição de material ensaiado. Os gráficos da figura 4.2 foram construídos a partir do logaritmo correspondente às três cargas aplicadas, uma para cada diâmetro dos penetradores utilizados (b 1, b 2 e b 3 ), e o logaritmo do diâmetro médio obtido nas dez medições realizadas para cada penetrador utilizado (a 1, a 2 e a 3 ). A regressão linear para os três pontos do gráfico pode ser representada pela equação 3.9. Isto significa que essa equação fornece os mesmos resultados se comparados ao coeficiente angular dos gráficos da figura 4.2. ln F (kgf) Dureza Alta - Aluminio AA1350 (H18) 4,828 3,920 3,442 R² = 0, ,008 0,250 0,714 ln d (mm) Figura 4.2a Gráfico que representa a Lei de Meyer (lnf versus lnd) para a liga de alumínio AA1350 (H18).
84 Capítulo 4 Resultados e Discussão 64 ln F (kgf) Dureza Intermediária - Alumínio AA1350 (H24) 4,928 3,920 3,442 R² = 0, ,089 0,321 0,802 ln d (mm) ln F (kgf) Dureza Baixa - Alumínio AA1350 (O) 4,828 3,920 3,442 R² = 0, ,262 0,522 1,011 ln d (mm) Figura 4.2b Gráfico que representa a Lei de Meyer (lnf versus lnd) para a liga de alumínio AA1350 (H24) e AA1350 (O) Variações obtidas no ensaio de dureza Para avaliar as variações obtidas entre as diferentes condições do ensaio de dureza para o mesmo material, uma análise subsuperficial foi realizada para investigação.
85 Capítulo 4 Resultados e Discussão 65 As diversas condições utilizadas para o ensaio de dureza mostraram que a quantidade de deformação aplicada no material influencia nos resultados do coeficiente de encruamento, n. Apesar de ser utilizado um mesmo fator de carga em todas as condições, houve variação dos valores para o mesmo material quando se altera o tamanho do penetrador. A figura 4.3 mostra uma avaliação de dureza Vickers subsuperficial nas condições de maior (Ø 5,0 mm) e menor (Ø 2,5 mm) deformação, para entender qual o comportamento do material nestas condições. (a) 40 Esfera Ø5,0 mm Dureza Vickers (HV 0,01 ) (b) Dureza Vickers (HV 0,01) Esfera Ø2,5 mm Esfera Ø5,0 mm Distãncia da superfície indentada (μm) Esfera Ø2,5 mm Esfera de Ø 2,5 mm Dureza Nucleo Polinômio (Esfera de Ø 5,0 mm) Esfera de Ø 2,5 mm Esfera de Ø 5,0 mm Dureza Nucleo Polinômio (Esfera de Ø 2,5 mm) Polinômio (Esfera de Ø 5,0 mm) Distância da superfície indentada (μm) Esfera de Ø 5,0 mm Polinômio (Esfera de Ø 2,5 mm) Figura 4.3a Variação da dureza Vickers em função da distância subsuperficial da região indentada para (a) material com dureza alta e para (b) com dureza intermediária.
86 Capítulo 4 Resultados e Discussão 66 (C) Dureza Vickers (HV 0,01 ) Esfera Ø 2,5mm Esfera Ø 5, Distância da superfície indentada (μm) Esfera de Ø 2,5 mm Esfera de Ø 5,0 mm Dureza Nucleo Polinômio (Esfera de Ø 2,5 mm) Polinômio (Esfera de Ø 5,0 mm) Figura 4.3b Variação da dureza Vickers em função da distância subsuperficial da região indentada para (c) material com dureza baixa. A dureza subsuperficial é maior quando próximo da superfície, sendo que ao se afastar da superfície, a dureza tende a reduzir até o valor da dureza do núcleo, região esta que não foi afetada pela deformação causada pelo penetrador. A condição metalúrgica de dureza alta foi aquela que mostrou menor diferença da dureza subsuperficial entre a condição de maior e a menor deformação, justificando assim, a menor variação entre os valores obtidos para o coeficiente de encruamento nesta condição metalúrgica, que já possui uma grande quantidade de trabalho a frio (encruamento), e as deformações causadas pelo penetrador não resultaram em maiores diferenças para o coeficiente de encruamento. Esta condição metalúrgica possui grande quantidade de trabalho a frio, onde não é esperado um aumento significativo do encruamento subsuperficial causado pelo penetrador.. Na condição metalúrgica de dureza baixa, a alteração do diâmetro do penetrador causou uma diferença mais acentuada na dureza subsuperficial entre o menor e o maior diâmetro. Este efeito é esperado, uma vez que um material mais mole poderia encruar mais. Isto está confirmado pelo maior coeficiente de encruamento deste material. Nesta condição metalúrgica, foi que se obtiveram as maiores diferenças para o coeficiente de encruamento entre o maior e o menor penetrador.
87 Capítulo 4 Resultados e Discussão 67 A diferença entre os diferentes penetradores utilizados na condição metalúrgica de dureza intermediária podem ser explicadas pela heterogeneidade do material, que também pode ser observada nos valores de dureza Vickers mostrados na figura 4.3(b), onde os valores de dureza logo abaixo da superfície e a 700 μm da superfície na condição com esfera de diâmetro 5,0 mm são muito similares. 4.3 Dados obtidos por meio da morfologia de impressão A tabela 4.3 mostra os valores médios obtidos a partir da morfologia de impressão do ensaio de dureza, os parâmetros obtidos e mostrados na tabela 4.3 estão ilustrados na figura Os resultados obtidos a partir da morfologia de impressão mostram que a condição de amostra com dureza intermediária foi a que apresentou maior variação entre as amostras analisadas, sendo que o coeficiente de variação chegou a 3,2% para o parâmetro, a, na condição de ensaio com esfera de diâmetro 3,175 mm. Material Dureza Alta AA1350 (H18) Tabela 4.3 Valores médios obtidos do perfil de impressão. Parâmetros (unidades em µm) Esfera d h s h c a (d/2) a c Ø 2,5 911 ± ± 3,5 19 ± 0,8 102 ± ± ± 21 Ø 3, ± ± 4,5 25,5 ± ± ± ± 14 Ø 5, ± ± 6 35 ± ± ± ± 21 Dureza Intermediária AA1350 (H24) Dureza Baixa AA1350 (O) Ø 2,5 978 ± ± 5 21 ± ± ± ± 23 Ø 3, ± ± 8 25 ± ± ± ± 19 Ø 5, ± ± 8 27 ± ± ± ± 30 Ø 2, ± ± 10 2 ± ± ± ± 18 Ø 3, ± ± 130-2,5 ± ± ± ± 22 Ø 5, ± ± ± ± ± ± 33
 Formação de borda 0,05 mm 0,2 mm Esfera Ø 2,5 (b) Formação de borda 0,05 mm 0,5 mm Esfera Ø 3,175 (c) Formação de borda 0,1 mm 0,5 mm Esfera Ø 5,0 Figura 4.")
 revelam que nesta condição metalúrgica existe a formação de bordas.")
88 Capítulo 4 Resultados e Discussão 68 A figura 4.4 mostra as morfologias de impressão obtida das amostras com dureza alta (H18) ensaiadas nas três condições de ensaio de dureza. (a) Formação de borda 0,05 mm 0,2 mm Esfera Ø 2,5 (b) Formação de borda 0,05 mm 0,5 mm Esfera Ø 3,175 (c) Formação de borda 0,1 mm 0,5 mm Esfera Ø 5,0 Figura 4.4 Morfologias de impressão da amostra de dureza alta (H18) com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm. As morfologias de impressão obtidas nas amostras de dureza alta (H18) revelam que nesta condição metalúrgica existe a formação de bordas. Este comportamento de formação de bordas indica que o mecanismo de deformação predominante foi o mecanismo de deformação plástica. Nesta condição metalúrgica, o valor do parâmetro, s, que indica o tamanho da borda ou retração é maior que zero. A figura 4.5 mostra a morfologia de impressão obtida das amostras com dureza intermediária (H24) ensaiadas nas três condições de ensaio de dureza.
 com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm.")

89 Capítulo 4 Resultados e Discussão 69 (a) Formação de borda 0,05 mm 0,5 mm Esfera Ø 2,5 (b) Formação de borda 0,1 mm 0,5 mm Esfera Ø 3,175 (c) Formação de borda 0,1 mm 0,5 mm Esfera Ø 5,0 Figura 4.5 Morfologias de impressão da amostra de dureza intermediária (H24) com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm. As morfologias de impressão obtidas nas amostras de dureza intermediária (H24) revelam que nesta condição metalúrgica também existe a formação de bordas. Este comportamento de formação de bordas indica que o mecanismo de deformação predominante foi o mecanismo de deformação plástica. Nesta condição metalúrgica, o valor do parâmetro, s, que indica o tamanho da borda ou retração é maior que zero. A figura 4.6 mostra as morfologias de impressão obtidas das amostras com dureza baixa (O) ensaiadas nas três condições de ensaio de dureza.
 com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm.")

.")
90 Capítulo 4 Resultados e Discussão 70 (a) Formação de borda/retração 0,1 mm (b) 0,5 mm Formação de retração Esfera Ø 2,5 0,1 mm (c) 0,5 mm Formação de retração Esfera Ø 3,175 0,2 mm 0,5 mm Esfera Ø 5,0 Figura 4.6 Morfologias de impressão da amostra de dureza baixa (O) com (a) esfera de Ø 2,5, (b) esfera de Ø 3,175 e (c) esfera de Ø 5,0 mm. As morfologias de impressão obtidas nas amostras de dureza baixa (O) revelam que nesta condição metalúrgica existe uma transição entre a formação de borda e retração, pois na condição do ensaio de dureza com esfera de diâmetro 2,5 mm ainda existe a formação de borda, porém também ocorre a formação de retração, já que os valores obtidos para o parâmetro, s, que indica a altura de borda (quando maior que zero) e retração (quando menor que zero) foi de 2 ± 4 µm, ou seja, variando entre -2 µm (retração) até 6 µm (borda). Na condição de ensaio de dureza com esfera de diâmetro 2,5 mm, houve maior incidência de formação de borda, pois o valor médio do parâmetro, s, foi maior que zero (2 µm). Na condição de ensaio de dureza com esfera de diâmetro 3,175 mm, na condição metalúrgica de dureza baixa, houve maior incidência de formação de retração, pois o valor médio do parâmetro, s, foi de -2,5 ± 3 µm, porém não houve retração em todas as amostras
91 Capítulo 4 Resultados e Discussão 71 analisadas. Na condição de ensaio de dureza com esfera de diâmetro de 5,0 mm houve somente a formação de retração, pois em todos os casos o valor do parâmetro, s, foi menor que zero. A tabela 4.4 mostra os valores médios obtidos para os diversos parâmetros da morfologia de impressão. Tabela 4.4 Relações entre os parâmetros obtidos na morfologia de impressão. Ø Esfera <mm> a c /R a/r h c /h s/h h/r Dureza Alta AA1350 (H18) Dureza Intermediária AA1350 (H24) Dureza Baixa AA1350 (O) Ø 2,5 0,40 ±0,10 0,36 ± 0,01 1,22 ±0,01 0,22 ±0,01 0,06 ±0,03 Ø 3,175 0,40 ±0,01 0,35 ± 0,01 1,24 ±0,03 0,24 ±0,04 0,06 ±0,01 Ø 5,0 0,41 ±0,01 0,37 ± 0,01 1,20 ±0,02 0,20 ±0,02 0,07 ±0,01 Ø 2,5 0,43 ±0,01 0,39 ± 0,01 1,21 ±0,04 0,21 ±0,04 0,08 ±0,01 Ø 3,175 0,43 ±0,01 0,39 ± 0,01 1,19 ±0,02 0,19 ±0,03 0,08 ±0,01 Ø 5,0 0,44 ±0,01 0,42 ± 0,01 1,11 ±0,02 0,11 ±0,03 0,09 ±0,01 Ø 2,5 0,52 ±0,01 0,51 ±0,01 1,01 ±0,02 0,01 ±0,03 0,14 ±0,01 Ø 3,175 0,53 ±0,01 0,54 ±0,01 0,99 ±0,01-0,01 ±0,01 0,24 ±0,09 Ø 5,0 0,54 ±0,01 0,56 ±0,01 0,98 ±0,01-0,02 ±0,01 0,25 ±0,01 O parâmetro a/r, mostrado na tabela 4.4, indica a quantidade de deformação plástica residual do material após a retirada da carga aplicada, e também indica a relação do raio de contato entre esfera e o material indentado. Para que o ensaio de dureza não seja comprometido pela deformação excessiva ou insuficiente durante o processo de indentação esférica, este valor deve ficar entre 0,25 e 0,60 (ASTM E10-01, 2004). O parâmetro h c /h pode ser usado para representar a formação de borda ou retração. Quanto a relação h c /h é maior que 1, indica formação de borda, e quando é menor que 1, indica a formação de retração. Para pequenas taxas de deformações, há somente deformação elástica correspondente a teoria do contato de HERTZ
92 Capítulo 4 Resultados e Discussão 72 (1882), e a relação h c /h é igual a 0,5, conforme aumenta-se a deformação plástica, aumenta-se a relação h c /h. O parâmetro s/h também indica a formação de borda e retração. Quando o valor de s/h é maior que zero, indica a formação de borda, e quando é menor que zero, indica a formação de retração, este parâmetro é comumente utilizado para medições após a retirada da força aplicada. Alguns autores utilizam o parâmetro h c /h ao invés de s/h para evitar a utilização de números negativos para definir a formação de retração (HILL et al., 1989; HERNOT et al., 2010). O parâmetro h/r indica a profundidade de penetração, e assim como o parâmetro a/r, está relacionado com a deformação causada ao material, controlada pelo fator de carga utilizado no ensaio de dureza. 4.4 Coeficiente de encruamento A partir dos valores obtidos através das morfologias de impressão e mostrados nas tabelas 4.3 e 4.4, o coeficiente de encruamento foi calculado por meio dos modelos matemáticos apresentados. A tabela 4.5 mostra os valores médios obtidos para o coeficiente de encruamento para cada modelo matemático apresentado. Dos resultados encontrados para o coeficiente de encruamento, n, o material com dureza alta foi a condição metalúrgica que mais se aproximou dos resultados obtidos pelo ensaio de tração na maioria dos modelos matemáticos utilizados para cálculo do coeficiente de encruamento. O modelo proposto por MATTHEWS (1980) foi o que apresentou resultados para o valor de, n, mais próximos daqueles obtidos pelo ensaio de tração, e também foi o modelo com menor variação para entre as medições obtidas, sendo que o maior coeficiente de variação foi de 25% na condição metalúrgica de dureza baixa com esfera de diâmetro 2,5 mm. O modelo proposto por HILL et al. (1989) também apresentou valores próximos daqueles obtidos pelo ensaio de tração, sendo a
93 Capítulo 4 Resultados e Discussão 73 condição metalúrgica de dureza alta aquela com menor diferença comparada com o ensaio de tração. Tabela 4.5 Resultados do coeficiente de encruamento, n, obtido por meio da morfologia de impressão. Material Ø Esfera <mm> MATTHEWS (1980) HILL et al (1989) Modelos Matemáticos TALJAT et al (1998) ALCALÁ et al (2000) HERNOT et al (2004) Lei de MEYER Ensaio de Tração Ø 2,5 0,08 ±0,02 0,02 ±0,02 0,01 ± 0,01 0,03 ±0,05 0,03 ±0,01 Dureza Alta AA1350 (H18) Ø 3,175 0,07 ±0,01 0,01 ±0,05 0,01 ±0,01 0,01 ±0,01 0,02 ±0,01-0,037 0,08 ±0,01 Ø 5,0 0,10 ±0,01 0,05 ±0,03 0,02 ±0,01 0,04 ±0,02 0,04 ±0,01 Dureza Intermediária AA1350 (H24) Ø 2,5 0,09 ±0,01 0,04 ±0,01 0,02 ±0,02 0,03 ±0,02-0,27 ±0,03 Ø 3,175 0,10 ±0,02 0,05 ±0,03 0,02 ±0,02 0,04 ±0,02-0,27 ±0,01 Ø 5,0 0,16 ±0,02 0,14 ±0,03 0,08 ±0,02 0,10 ±0,02-0,12 ±0,02-0,064 0,17 ±0,02 Ø 2,5 0,24 ±0,02 0,26 ±0,03 0,18 ±0,04 0,19 ±0,02-0,14 ±0,02 Dureza Baixa AA1350 (O) Ø 3,175 0,26 ±0,02 0,29 ±0,01 0,22 ±0,02 0,22 ±0,02-0,13 ±0,02-0,146 0,28 ±0,01 Ø 5,0 0,28 ±0,02 0,31 ±0,02 0,24 ±0,01 0,24 ±0,02-0,13 ±0,02 Os modelos propostos por TALJAT et al. (1998) e ALCALÁ et al. (1989) apresentaram valores de, n, muito próximos entre si, porém os valores ficaram um pouco abaixo em relação aos resultados obtidos pelo ensaio de tração. Os valores obtidos por estes modelos ficaram, em média, 0,08 pontos abaixo dos valores obtidos pelo ensaio de tração. A condição metalúrgica de dureza intermediária (H24) foi a que apresentou maior diferença, chegando a 0,13 pontos para os valores obtidos por meio do modelo de TALJAT et al. (1998). Os valores de, n, obtidos pelo modelo proposto por HERNOT et al. (2006) apresentaram valores bem diferentes daqueles obtidos por outros modelos e ensaio de tração, além de apresentar valores negativos, o que não deveria ocorrer
94 Capítulo 4 Resultados e Discussão 74 conforme dados da literatura. O modelo proposto por HERNOT et al. (2006) também não apresentou a mesma tendência dos demais modelos e ensaio de tração, onde o maior valor de, n, foi encontrado para o material de dureza baixa (O) e o menor, para o material de dureza alta, mas neste modelo, o maior valor encontrado foi para o material de dureza alta (H18), e o menor valor foi para o material de dureza intermediária (H24), fugindo da tendência esperada para o material ensaiado. Os valores de, n, obtidos pela Lei de Meyer também apresentaram valores negativos, o que não deveria ocorrer, segundo a literatura. Diante dos resultados obtidos, também se percebe que quanto maior o valor da esfera utilizada no ensaio de dureza, maior é o valor encontrado para o coeficiente de encruamento. Em quase todos os modelos apresentados, exceto no modelo de HERNOT et al. (2006), o maior valor de, n, foi obtido com a esfera de diâmetro 5,0 mm, e o menor valor obtido com a esfera de diâmetro 2,5 mm. Esta diferença pode ser explicada pelo encruamento subsuperficial causado pela deformação durante o ensaio de dureza, uma vez que a maior esfera causa maior deformação, e consequentemente, maior encruamento. Segundo os modelos apresentados para calcular o coeficiente de encruamento considerando as morfologias de impressão (MATTHEWS, 1980; HILL et al., 1989; TALJAT et al., 1998; ALCALÁ et al., 2000; TALJAT et al., 2004; HERNOT et al., 2006), materiais com baixos valores de coeficiente de encruamento tendem a formar bordas, enquanto que um material com altos valores tendem a formar retração. O parâmetro h c /h é uma relação que pode indicar a formação de borda ou retração, onde valores acima de 1 representam a formação de borda e menores que 1 representam a formação de retração. A figura 4.7 mostra a relação com entre o parâmetro h c /h e o coeficiente de encruamento, n, obtidos experimentalmente.
 et al. (2000) Model Modelo de TALJAT et TALJAT et al. al. (1998) (1998) Model 1,0 Formação de Bordas Formação de Retração 0,9 0 0,1 0,2 0,3 Coeficiente de Encruamento, n Figura 4.")
95 Capítulo 4 Resultados e Discussão 75 h c /h 1,3 1,2 1,1 Modelo MATTHEWS de MATTHEWS (1980) (1980) Model Modelo HILL de et HILL al 91989) et al. (1989) Model Modelo de ALCALÁ et al. ALCALÁ (2000) et al. (2000) Model Modelo de TALJAT et TALJAT et al. al. (1998) (1998) Model 1,0 Formação de Bordas Formação de Retração 0,9 0 0,1 0,2 0,3 Coeficiente de Encruamento, n Figura 4.7 Valores experimentais do parâmetro h c /h em função do coeficiente de encruamento, n, para as três condições metalúrgicas da liga de alumínio AA1350. O comportamento predominante do material foi o de formação de bordas que foi percebido em todas as condições de ensaio nas condições metalúrgicas de dureza alta (H18) e intermediária (H24). Na condição de dureza baixa (O), houve formação de retração em todas as condições de ensaio de dureza. Os ensaios com esferas de diâmetro 2,5 e 3,175 mm, na condição metalúrgica de dureza baixa, mostraram uma condição de transição, onde houve formação tanto de retração como borda, sendo esta condição de transição foi mais acentuada no ensaio com esfera de diâmetro 2,5 mm. Os dados experimentais confirmam a formação de retração quando o parâmetro h c /h é inferior a 1. É possível observar que existem dois grupos de resultados em função dos modelos utilizados. O primeiro grupo, que apresentou maiores valores para o coeficiente de encruamento, é o conjunto de valores obtidos por meio dos modelos de MATTHEWS (1980) e HILL et al. (2000), este primeiro grupo foi o que mais se aproximou dos valores obtidos pelo ensaio de tração. O segundo grupo, que
96 Capítulo 4 Resultados e Discussão 76 apresentou menores valores para o coeficiente de encruamento, é o conjunto de valores obtidos por meio dos modelos de ALCALÁ et al. (1989) e TALJAT et al. (1998). Os valores obtidos pelo modelo de HILL et al. (2000) apresentaram uma região de transição, onde pequenas relações de h c /h, apresentam resultados próximos daqueles obtidos por meio do modelo de MATTHEWS (1980) e do ensaio de tração, porém, quando a relação, h c /h, é superior a 1,13, os valores obtidos para o coeficiente de encruamento ficam menores, se aproximando dos valores obtidos por meio dos modelos de ALCALÁ et al. (1989) e TALJAT et al. (1998), e consequentemente, afastando-se dos valores obtidos pelo ensaio de tração, o que caracteriza uma região de transição para o modelo deste autor. Para o primeiro grupo de resultados, obtidos por meio dos modelos de MATTHEWS (1980) e HILL et al. (2000), considerando a ocorrência de retração na condição metalúrgica de dureza baixa, pode-se dizer que para estes modelos, ocorre a formação de retração quando o material apresenta valores de, n, maiores que 0,22. Para valores menores, ocorre formação de borda. O valor de 0,22 foi menor valor de, n, obtido para o material de dureza baixa com o modelo de MATTHEWS (1980), e 0,23 o menor valor para o modelo de HILL et al. (2000), porém para valores de h c /h maiores que 1,13 ocorre uma transição, onde o modelo de HILL et al. (1989) se distancia do modelo de MATTHEWS (1980), e consequentemente, dos valores experimentais. Para o segundo grupo de resultados, obtidos por meio dos modelos de TALJAT et al. (1998) e ALCALÁ et al. (1989), considerando a ocorrência de formação de retração na condição de dureza baixa, há formação de retração para valores de, n, maiores que 0,14. Para valores de, n, abaixo de 0,14, estes segundo grupo de modelos indica a formação de bordas. O valor de 0,14 foi o menor valor de, n, obtido para o material de dureza baixa com o modelo de TALJAT et al. (1998), e 0,17 o menor valor para o modelo de ALCALÁ et al. (1989). Na condição metalúrgica de dureza intermediária (H24), foi encontrada uma grande variação nos valores obtidos sob as três condições de ensaio de dureza, sendo que os valores obtidos com a esfera de diâmetro 2,5 e 3,175 mm se aproximaram dos valores obtidos no material de dureza alta, e apenas os resultados
97 Capítulo 4 Resultados e Discussão 77 obtidos com a esfera de diâmetro 5,0 mm se aproximaram dos resultados do ensaio de tração. Esta diferença entre os resultados com diferentes penetradores pode ser atribuída à heterogeneidade do material. Considerando que a condição metalúrgica de dureza intermediária (H24) era inicialmente um material encruado com dureza alta (H18) e que sofreu um tratamento isotérmico parcial, para promover uma transformação parcial na microestrutura e propriedades mecânicas, pode se observar que não houve transformação completa, pois existem parcelas residuais da microestrutura anterior, do material de dureza alta (H18). Se os grãos da condição metalúrgica H24 são considerados, é possível afirmar que há uma distribuição bimodal deles, porque o tratamento térmico foi suficiente para iniciar o processo de recristalização, mas não para concluir. Desta forma, a modelagem do comportamento mecânico deve considerar esse aspecto e um provável desvio da relação de HOLLOMON (1945). A influência da heterogeneidade do material através de tamanhos de grão bimodal e por dispersão de partículas também foi observada no estudo realizado por HERNOT et al. (2010) em ensaios com o aço AISI 1035, que sofreu tratamento térmico de esferoidização, onde a presença de grãos de perlita e lamelas de cementita, que foram apenas parcialmente transformadas em partículas esferoidizadas, afetaram os resultados obtidos em pequenas taxas de deformação. As variações encontradas na condição metalúrgica H24 também podem ser observadas nas morfologias de impressão, através da variação dos parâmetros de borda, s, e, até mesmo, no parâmetro de profundidade, h. Os resultados obtidos com esfera de diâmetro 2,5 e 3,175 mm mostraram clara variação para o valor do parâmetro de borda, s, entre os dois lados da amostra, como pode ser observado na figura 4.8, que mostra as maiores variações do parâmetro, s, nesta condição metalúrgica. Esta variação pode ser amplificada pela técnica utilizada para avaliação das amostras, já que está sujeita a variações, uma vez que a superfície indentada pode estar inclinada, não perpendicular à força aplicada, já que as amostras foram lixadas manualmente. Este efeito também foi percebido em outras condições metalúrgicas, porém em menor proporção.
 Influência da condição H24 s = 5 μm Influência da condição H18 s = 17 μm Figura 4.")


98 Capítulo 4 Resultados e Discussão 78 (a) Influência da condição H18 s = 35 μm Influência da condição H24 s = 17 μm (b) Influência da condição H24 s = 5 μm Influência da condição H18 s = 20 μm (c) Influência da condição H24 s = 5 μm Influência da condição H18 s = 17 μm Figura 4.8 Maiores variações obtidas para o parâmetro de borda, s, na condição metalúrgica de dureza intermediária com esfera com diâmetro (a) 2,5 mm, (b) 3,175 e (c) 5,0 mm. A condição de ensaio de dureza com esfera de diâmetro 5,0 mm foi a menos afetada pelas variáveis desta condição metalúrgica, uma vez que promove uma maior deformação, e são menores as influências de pequenas parcelas da microestrutura (grão bimodal) ou pequenas inclinações da amostra. As demais morfologias de impressão podem ser consultadas no apêndice C. As variações obtidas nos valores das morfologias de impressão na condição metalúrgica de dureza intermediária, afetaram diretamente os parâmetros s/h e h c /h, que são utilizados para a obtenção do coeficiente de encruamento, n, como pôde ser visualizado na figura 4.7.
99 Capítulo 4 Resultados e Discussão Modelo de simulação numérica de TALJAT et al. (2004) Para estudar o comportamento de formação de borda ou retração em materiais metálicos, TALJAT et al. (2004) propuseram um modelo matemático, obtido através de elementos finitos, para indicar quando há formação de borda ou retração em função das propriedades mecânicas do material. Este modelo, que foi apresentado na figura 2.14, considera os parâmetro s/h e (E/σy)(2h c /a) para prever o comportamento de formação de borda ou retração. Este modelo tem por objetivo prever o comportamento do material em condições onde o mecanismo de deformação não é puramente elástico ou puramente plástico. A figura 4.9 coloca os dados experimentais obtidos neste trabalho, e também os dados experimentais obtidos por CIPRIANO (2008) sobre o mapa de TALJAT et al. (2004). Neste modelo, é possível obter o valor do coeficiente de encruamento e o comportamento de formação de borda ou retração por meio da morfologia de impressão e das propriedades mecânicas do material. Parâmetro s/h 0,5 0,4 0,3 0,2 0,1 0,0-0,1-0,2-0,3-0, (E/σ y )(2h c /a) n = 0 n = 0,25 n = 0,5 Figura 4.9 Valores experimentais sobre o mapa de TALJAT et al. (2004), incluindo os valores obtidos por CIPRIANO (2008) para AA6063-T5, Aço AISI 1020 e Aço AISI 316L.
100 Capítulo 4 Resultados e Discussão 80 Os valores obtidos para a condição AA1350-H18, quando colocados sobre o mapa de TALJAT et al. (2004) mostram um valor de, n, próximo de zero, e formação de borda. Para a condição AA1350-H24, o modelo de simulação numérica de TALJAT et al. (2004) mostram um valor de, n, entre zero e 0,25 e formação de bordas. A condição AA1350-O mostra um valor do coeficiente de encruamento próximo a 0,25, e formação de retração, na sua maioria, pois nos valores obtidos com o penetrador de esfera de diâmetro 2,5 mm há uma transição entre formação de borda e retração, e neste modelo de simulação numérica, os valores ficam sobre a linha de transição entre borda e retração, quando o parâmetro s/h é igual à zero. O modelo de simulação numérica de TALJAT et al. (2004) indica que, o material de dureza baixa, apresentou um comportamento de deformação predominantemente plástico, uma vez que para valores (E/σy)(2h c /a) aproximadamente maiores que 1000, o comportamento do material é predominantemente plástico, e partir deste ponto, descolamento dos valores no eixo do parâmetro (E/σy)(2h c /a), não representam alterações significativas no comportamento do material. O comportamento mostrado pelo mapa de simulação numérica de TALJAT et al. (2004) condiz com os dados obtidos pelo ensaio de tração e pelos modelos de MATTHEWS (1980) e HILL et al. (2000), onde há formação de retração para valores de, n, superiores a 0,22, porém difere dos modelos de TALAJT et al. (1998) e ALCALÀ et al. (1989) que sugerem formação de retração para valores de, n, maiores que 0,14. Os dados de CIPRIANO (2008), quando colocados sobre o mapa de simulação numérica de TALJAT et al. (2004), mostram a formação de bordas para todas as condições de ensaios dos materiais aço AISI 1020 e alumínio AA6063-T5 e formação de retração para o aço AISI 316L. Como pôde ser observado na figura 4.9 há um aumento no valor do coeficiente de encruamento assim como no valor do parâmetro (E/σy)(2h c /a) para os casos da liga de alumínio AA1350-H24 e o aço inoxidável AISI 316L. Para estas duas condições, as variações estão representadas em dois pontos para o mesmo material para mostrar a variação dos resultados encontrados. A variação encontrada para o material AISI 316L pode ser explicada pela hipótese do efeito do grau de
101 Capítulo 4 Resultados e Discussão 81 desorientação dos grãos na superfície de impressão. E para o caso da liga de alumínio AA1350, se os grãos da liga são considerados, é possível afirmar que a distribuição bimodal deles está influenciando na grande variação dos resultados encontrados, porque o tratamento térmico foi suficiente para iniciar o processo de recristalização, mas este não foi concluído. MISHRA et al. (2009) determinou valores de, n, para os aços AISI 316L e 304L e ligas de alumínio AA1050 considerando três direções planares em um ensaio de tração. Eles demonstraram uma grande variação no coeficiente de encruamento para o aço 316L quando a direção planar foi alterada, variações estas muito superiores às observadas para outros materiais analisados. Como resultado, um teste no mesmo no aço AISI 316L apresentou uma variação de 0,2 até 0,45 para os valores de, n. Esta variação é consequência de um grande desvio entre a tensão da relação de HOLLOMON (1945) em baixas deformações. MISHRA et al. (2009) atribuíram esta variação à desorientação média de grãos, que foi quantificada por esses pesquisadores utilizando a técnica de EBSD (Electron Backscatter Diffraction). Para cada valor do coeficiente de encruamento um valor para a desorientação específica foi identificada, e uma relação linear foi encontrada entre as propriedades mecânicas e o aspecto microestrutural. Este resultado é corroborado por YODA et al. (2010). Estes autores propuseram para o aço 316NG uma relação linear entre a deformação plástica verdadeira e a desorientação dos grãos: quanto maior foi primeiro, maior foi o último. Além disso, como a deformação plástica verdadeira aumentou, a dispersão do grau de desorientação aumentou cada vez mais. 4.6 Avaliação do modelo de HERNOT et al. (2006) De modo a verificar a viabilidade da aplicação do modelo de HERNOT et al. (2006) se apresenta a figura 4.10, que mostra a relação entre o parâmetro h c /h, e o coeficiente de encruamento, n.
102 Capítulo 4 Resultados e Discussão 82 Coeficiente de Encruamento, n 0,3 0,2 0,1 0,0-0,1-0,2-0,3 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 Parâmetro h c /h Valor Experimental (AA1350-O) Valor Experimental (AA1350-H18) Modelo de Hernot (AA1350-H24) Valor Experimental (AA1350-H24) Modelo de Hernot (AA1350-O) Modelo de Hernot (AA1350-H18) Figura 4.10 Modelo de HERNOT et al. (2004) e os valores experimentais obtidos para a liga de alumínio AA1350. HERNOT et al. (2010) realizam estudos experimentais para avaliar seu modelo proposto para o cálculo do coeficiente de encruamento por meio da morfologia de impressão, e então, compararam os resultados com outros modelos da literatura. Os dados experimentais obtidos por HERNOT et al. (2010) mostraram que o modelo proposto por estes autores não apresentava resultados confiáveis onde a relação de contato, a/r, é maior que 0,3. Ainda segundo os dados obtidos pelos experimentos de HERNOT et al. (2010), para uma relação de contato, a/r, acima de 0,3, somente os modelos de MATTHEWS (1980), HILL et al. (1989), TALJAT et al. (1998) e ALCALÁ et al. (2000) apresentam valores próximos aos resultados experimentais, no entanto, o modelo proposto por HERNOT et al. (2006) se mostra mais fiel aos dados experimentais quando uma relação de contato, a/r, é inferior a 0,3, como mostram os resultados experimentais obtidos por estes autores (HERNOT et al., 2010). Em todas as condições experimentais deste trabalho, o valor de a/r foi maior que 0,3, o que inviabilizou a utilização do modelo de HERNOT et al. (2004) para calcular o coeficiente de encruamento por meio da morfologia de impressão.
103 Capítulo 5 Conclusão 83 5 CONCLUSÃO Por meio do estudo da avaliação da influência da quantidade de trabalho a frio da liga de alumínio AA1350 no coeficiente de encruamento obtido por meio de ensaio de dureza com penetrador esférico, pode se enumerar as seguintes conclusões: O modelo proposto por MATTHEWS (1980) foi o que mais se aproximou dos resultados obtidos pelo ensaio de tração. O modelo deste autor teve validade em toda a extensão dos experimentos realizados, para os parâmetros h c /h e o coeficiente de encruamento, n. Sugere-se que o modelo de MATTHEWS (1980) seja o mais recomendável para calcular o coeficiente de encruamento, n, da liga de alumínio AA1350 por meio da morfologia de impressão por indentação esférica. O modelo proposto por HILL et al. (2000) apresentou valores para o coeficiente de encruamento, n, próximo aos resultados obtidos pelo ensaio de tração quando a relação de h c /h é inferior a 1,13. Para relação de h c /h maiores que 1,13, o modelo proposto por HILL et al. (2000) apresentou valores que se distanciam daqueles obtidos pelo ensaio de tração. Os modelos de TALJAT et al. (1998) e ALCALÁ et al. (1989) foram os que forneceram os menores valores para o coeficiente de encruamento em todas as condições experimentais, sendo que para a condição metalúrgica de dureza alta, os valores obtidos pelo modelo de TALJAT et al. (1998) foram inferiores a 1/3 em relação ao valor de referência, obtido pelo ensaio de tração. Não recomenda-se a utilização do modelo de TALJAT et al. (1998) para calcular o coeficiente de encruamento, n, da liga de alumínio AA1350 por meio da morfologia de impressão. Os dados experimentais confirmam que a formação de borda (s>0) ocorre quando o a relação h c /h é maior que 1. Para valores de h c /h menores que 1 há formação de retração, e esta transição ocorre quando o valor do coeficiente de encruamento é de 0,28, confirmando dados obtidos na literatura. Os dados obtidos mostraram que ocorre a formação de borda quando o coeficiente de encruamento, n, é menor que 0,22, segundo o modelo proposto por MATTHEWS (1980); 0,23, segundo o modelo proposto por HILL et al. (2000); 0,17,
104 Capítulo 5 Conclusão 84 segundo o modelo proposto por ALCALÁ et al. (1989); e 0,14, segundo modelo proposto por TALJAT et al. (1998). O mapa obtido por simulações numéricas de elementos finitos, realizado por TALJAT et al. (2004) mostrou que, por meios dos parâmetros s/h e (E/σy)(2h c /a), é possível determinar o coeficiente de encruamento do material e determinar quando há formação de borda ou retração. Este modelo sugere que há formação de borda quando, n, é menor que 0,25. Para a liga de alumínio AA1350, é confirmada a formação de bordas para a condição metalúrgica H24 e H18 onde o coeficiente de encruamento é inferior a 0,25. O modelo de HERNOT et al. (2004) não pode ser utilizado para se obter o coeficiente de encruamento, n, por meio de indentações esféricas onde a relação de contato, a/r, seja superior a 0,3, confirmando o que foi colocado como premissa por estes autores. A recuperação parcial da liga de alumínio AA1350 pode afetar os resultados do coeficiente de encruamento, n, obtido por meio da morfologia de impressão por indentação esférica, quando as deformações causadas pelos penetradores são demasiadamente pequenas. Nestes casos, quanto maior for a deformação causada pelo penetrador, menor será a influência da microestrutura nos resultados.
105 Capítulo 6 Sugestão Para Trabalhos Futuros 85 6 SUGESTÃO PARA TRABALHOS FUTUROS A primeira sugestão é realizar ensaios experimentais para obtenção do coeficiente de encruamento, n, por meio do modelo proposto por HERNOT et al. (2006), LEE et al. (2005) e KIM et al. (2006) que são aplicáveis para indentação com pequenas taxas de deformação, onde a relação de contato, a/r, seja inferior a 0,3. Segundo HERNOT et al. (2006), para pequenas taxas de deformação, o modelo proposto por estes autores é o que apresenta dados mais próximos dos encontrados em resultados experimentais. A segunda sugestão é realizar um estudo detalhado para entender o motivo do coeficiente de encruamento, n, obtido pela Lei MEYER (1908) apresentar valores negativos para a liga de alumínio AA1350 nas condições metalúrgicas ensaiadas. Segundo a literatura, o coeficiente de encruamento deve ser um valor entre 0 e 1. A terceira sugestão é analisar as causas de se encontrar diferentes valores para o coeficiente de encruamento ao alterar o diâmetro do penetrador no aço AISI 316L, conforme dados mostrados no estudo realizado por CIPRIANO (2008) e mostrado neste trabalho, confirmando a hipótese da influência da desorientação dos grãos. A quarta sugestão é obter o coeficiente de encruamento pela lei de Meyer utilizando uma mesma esfera, alterando-se apenas a carga aplicada, reduzindo assim uma variável na obtenção de, n, por este método, podendo esclarecer os valores negativos obtidos neste presente trabalho.
106 Capítulo 7 - Referências 86 7 REFERÊNCIAS ABNT NBR Materiais metálicos Ensaio de tração à temperatura ambiente. Rio de Janeiro, ABNT NBR Determinação da Dureza de Materiais Metálicos. Rio de Janeiro, ABNT NBR Tabelas de valores de dureza Brinell (HB) para materiais metálicos. Rio de Janeiro, ABNT BR Alumínio e suas Ligas Classificação das Têmperas. Rio de Janeiro, AHN, J. H., KWON, D., Derivation of plastic stress relationship from ball indentations: examination of strain definition and pileup effect. J. Mater. Res. 16 (11) , ALCALÁ, J.; BARONE, A. C.; ANGLADA, M. The Influence of Plastic Hardening on Surface Deformation Modes Around Vickers and Spherical Indents. Acta Materalia, 48, p , ASIF, S. A. S., WAHL, K. J., COLTON, R. J. Nanoscale Surface Mechanical Property Measurements: Force Modulation Techniques Applied to Nanoindentation. Rev. Sci. Inst , ASTM A240. Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. USA: American Society for Testing and Materials, ASTM B233. Standard Specification for Aluminum 1350 Drawing Stock for Electrical Purposes. USA: American Society for Testeing and Materials, ASTM E517. Standard Test Method for Plastic Strain Ratio r for Sheet Metal. USA: American Society for Testing and Materials, 2010.
107 Capítulo 7 Referências 87 ASTM E646. Standard Test Methods for Tensile Strain-Hardening Exponents (n- Values) of Metallic Sheet. USA: American Society for Testing and Materials, ASTM E10. Standard Test Methods for Brinell Hardness of Metallic Materials. USA: American Society for Testing and Materials, ASTM E8M. Standard Test Methods for Tension Testing of Metallic Materials [Metric]. USA: American Society for Testing and Materials, BIWA, S., STORAKERS, B. An analysis of fully plastic Brinell indentation. Journal of Mechanics and Physics of Solids 43 (8), , BOLSHAKOV, A., PHARR, G. M. Influences of pileup on the measurement of mechanical properties by load and depth sensing indentation techniques. Journal of Materials Research, Vol. 13 (4), p , CAHOON, J. R., BROUGHTON, W. H., KUTZAK, A. R. The determination of yield strength from hardness measurements. Metallurgical Transactions, volume 2, p.1971, CALLIESTER, William D. Jr. Fundamentals of Materials Science and Engineering John Wiley & Sons, Inc. 5ª Edição p. 524, CHENG, Y. T., CHENG, C. M. What is indentation hardness? Surface and Coatings Technologies, Vol , p , CHEMIN, R. A. Avaliação das deformações de chapas finas e curvas CLC para diferentes geometrias de punções. Dissertação de Mestrado, UFPR, CIPRIANO, G. L. Determinação do coeficiente de encruamento de metais através da morfologia de impressões de dureza na escala macroscópica, UTFPR, COLLIN, J.M., MAUVOISIN, G., El ABDI, R. An experimental method to determine the contact radius changes during a spherical instrumented indentation. Mech. Mater. 40, , 2008.
108 Capítulo 7 Referências 88 DIETER, G. E. Mechanical Behavior of Materials Under Tension. University of Maryland, USA: Dean of Engineering, GORNI, A. A., SILVEIRA, J. H. D., REIS, J. S. S. Estudo avalia o desenvolvimento de chapas de aço com grão ultra-fino. São Paulo: Revista Corte & Conformação de Metais, GROSSMAN, M. A., BAIN, E. C. Principles of Heat Treatment. American Society for Metals, Cleveland, Ohio, 4ª Edição, HERNOT, X., BARTIER, O., BEKOUCHE, Y., EL ABDI, R., MAUVOISIN, G. Influence of penetration depth and mechanical properties on contact radius determination for spherical indentation International. Journal of Solids and Structures, Vol. 43, p , HERNOT, X., MAUVOISIN, G. Theoretical and experimental analysis of contact radius for spherical indentation. Mechanics of Materials, Vol. 42, p , HERTZ, H. Uber die Berührung festischer Körper. J. Reine Angew. Math. 92, , HILL, R., STÔRAKERS, B., ZDUNEK, A. B. A theoretical study of the Brinell Hardness test. Proceedings of the Royal Society of London, volume A, nº 423, p , JOHNSON, K. L. Contact Mechanics. Cambridge: Cambridge University Press, KIM, S.H., LEE, B.W., CHOI, Y., KWON, D. Quantitative determination of contact depth during spherical indentation of metallic materials - a FEM study. Mater. Sci. Eng. A 415, 59 65, KUCHARSKI, S. and MRÓZ, Z. Identification of Hardening Parameters of Metals From Spherical Indentation Tests. J. Eng. Mater. Technol. Volume 123, Issue 3, 245, 2001.
109 Capítulo 7 Referências 89 LEE, H., LEE, J.H., PHARR, G.M. A numerical approach to spherical indentation techniques for material property evaluation. J. Mech. Phys. Solids 53, , YODA, T., YOKOMAKU and TSUJI N.: Plastic deformation and creep damage evaluations of type 316 austenitic stainless steels by EBSD. Mater. Charac., 61, , HAN, B. Q., MOHAMED, F. A. and LAVERNIA, E. J. Tensile behavior of bulk nanostructured and ultrafine grained aluminum alloys. J. Mater. Sci., 38, , HAGGAG, F. M. In-Situ Measurements of Mechanical Properties Using Novel Automated Ball Indentation System. ASTM STP 1204, Philadelphia, p. 27, HAYDEN, W., MOFFATT. W. G., WULFF, J. Propriedades Mecancias Volume 3. Editora Limusa Wiley, S.A. México, HUMPHREYS, F.J., HATHERLY, M. Recrystallization and Related Annealing Phenomena. First edition, Oxford, U.K. : Pergamon, HOLLOMON, J. H. Tensile Deformation. A.I.M.E. New York. Pag , LUCAS, B. N., OLIVER, W. C., SWINDEMAN, J. E. The Dynamics of Depth- Sensing, Frequency-Specific Indentation Testing. Mater. Res. Soc. Symp. Proc. 522: 3-14, MALZBENDER, J., WITH, G., TOONDER, J. M. J. Elastic modulus, hardness and fracture toughness of hybrid coatings on glass. Thin Solid Films, 366, , MATA, M., ANGLADA, M., ALCALA, J. Contact deformation regimes around sharp indentations and the concept of the characteristic strain. Journal of Materials Research 17 (5), , MATTHEWS, J. R. Indentation Hardness and Hot Pressing. Acta Materialia, vol. 28, pp , 1980.
110 Capítulo 7 Referências 90 MEYER, E. Untersuchen uber Harteprufung und Harte. Zeitschrift des Vereins Deutschen Ingenieure 52, , MESAROVIC, S. D. J., FLERK, N. A. Spherical indentation of elastic plastic solids. Proceedings of the Royal Society of London A 455, , MISHRA, S. K., DESAI, S. G., PANT, P., NARASIMHAN, K. and SAMAJDAR, I.: Improved predictability of forming limit curves through microstructural input. Int. J. Mater. Form., 2, 59 67, MOFFATT, W. G., PEARSALL, G. W., WULFF, J., Ciência dos Materiais - Volume 1. Livros Técnicos e Científicos Editora Ltda. Rio de janeiro, MURTY, K. L., MATTHEW, M. D., WANG, Y. J. Nondestructive Determination of Tensile Properties and Fracture Toughness of Cold Worked A36 Steel. Pressure Vessels Piping , NORBURY, A., SAMUEL, T. The recovery and sinking-in or piling-up of material in the Brinell test, and the effect of these factors on the correlation of the Brinell with certain other hardness tests. Journal of the Iron Steel Institute, 117, p , OLIVER, W. C.; PHARR, G. M. An Improved Technique for Determining Hardness and Elastic Modulus using Load and Displacement Sensing Indentation Experiments. Journal of Materials Research, Volume 7, nº 6, pp , PADILHA, A. F. Materiais de Engenharia (Microestrutura e Propriedades). Hemus Livraria,Distribuidora e Editora S.A. 1ª Edição 349 p, Curitiba, PR, PERALTA, P., LEDOUX, R., DICKERSON, R., HAKIK, M., DICKERSON, P. Characterization of surface deformation around Vickers indents in monocrystalline materials. Metall. Mater. Trans. A 35, , PETCH, N. J., The Cleavage Strength of Polycrystals, Journal of Iron Steel Institute, 174, 25-28,1953.
111 Capítulo 7 Referências 91 PHILIP, M. S. Indentation size effect and strain-hardening. Journal of Materials Science Letters, Volume 8, p , POPOV, E. P. Introdução à mecânica dos Sólidos. São Paulo: Editora Edgard Blücher LTDA, 4ª edição, READ, W. T. Jr., Dislocation in Crystals. McGraw-Hill, new York, SMALLMAN, R. E. Modern Physical Metallurgy and Materials Engineering. Science, Process, Applications. Butterworth-Helnemann, Elsevier Science Ltd. Sixth Edition, SOUZA, S. A. Ensaios Mecânicos de Materiais Metálicos. São Paulo: Editora Edgard Blücher LTDA, 5ª edição, SURESH, A. E., GIANNAKOPOULOS, A. E Aspects of Equivalence between Contact Mechanics and Fracture Mechanics: Theoretical Connections and a Life-Prediction Methodology for Fretting-Fatigue. Acta Materialia, vol. 46, p , TABOR, D. The Hardness of Metals. Oxford: Clarendon, TALJAT, B.; PHARR, G. M. Development of pile-up during spherical indentation of elastic plastic solids. International Journal of Solids and Structures, nº41, p , TALJAT, B., ZACHARIAS, T., KOSEL, T. New analytical procedure to determine stress strain curve from spherical indentation data. International Journal of Solids and Structures, Vol. 35 (33), p , XU, Z. H., ROWCLIFFE D. Method to determine plastic properties of bulk materials by nanoindentation. Philosophical Magazine A, volume 82, p.1893, 2002.
112 Apêndice A 92 APÊNDICE A MEDIÇÕES OBTIDAS A PARTIR DA MORFOLOGIA DE IMPRESSÃO Tabela A.1 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra Condição Metalúrgica: Dureza Baixa Esfera (mm) de dureza baixa e esfera de diâmetro de 2,5 mm. F (kgf) Parâmetro (µm) d a c h s (media) h c 1270,8 660,8 177,5 8,8 186, ,0 641,8 165,0 6,3 171, ,3 660,8 185,0 2,5 187, ,3 654,5 180,0 5,0 185, ,3 641,8 180,0-1,3 178,8 Ø 2,5 31, ,3 640,5 180,0-3,8 176, ,4 641,8 170,0 10,0 180, ,3 660,8 187,5 1,3 188, ,0 641,8 155,0 1,3 156, ,8 648,1 177,5 3,8 181,3 Média 1271,3 649,3 175,8 3,4 179,1 Desvio Padrão 32,2 9,0 9,8 4,3 9,7 Tabela A.2 Valores obtidos da morfologia de impressão na condição metalúrgica de dureza baixa e esfera de diâmetro de 3,175 mm. Condição Metalúrgica: Dureza Baixa Parâmetro (µm) Amostra Esfera F s d a (mm) (kgf) c h (media) h c ,5 851,5 455,0 5,0 460, ,8 845,1 690,0-7,5 682, ,9 838,8 225,0-5,0 220, ,5 826,0 247,5-5,0 242, ,8 826,0 245,0-6,3 238,8 Ø 3,175 50, ,9 832,4 245,0-6,3 238, ,2 845,1 455, , ,2 838,8 345,0-7,5 337, ,5 845,1 450, , ,9 857,8 450, ,0 Média 1711,8 840,7 380,8-3,3 377,5 Desvio Padrão 33,4 10,4 147,7 4,2 148,9
113 Apêndice A 93 Tabela A.3 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra Condição Metalúrgica: Dureza Baixa Esfera (mm) de dureza baixa e esfera de diâmetro de 5,0 mm. F (kgf) Parâmetro (µm) d a c h s (media) ,8 1385,2 605,0-10,0 595, ,3 1391,6 605,0-10,0 595, ,3 1385,2 620,0-10,0 610, ,4 1372,5 620,0-17,5 602, ,8 1359,8 625,0-25,0 600,0 Ø 5, ,8 1385,2 620,0-12,5 607, ,0 1359,8 625,0-12,5 612, ,8 1359,8 630,0-15,0 615, ,6 1340,7 610,0-25,0 585, ,7 1397,9 640,0-25,0 615,0 Média 2790,8 1373,8 620,0-16,3 603,8 Desvio Padrão 37,5 18,2 11,1 6,5 10,0 h c Tabela A.4 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra de dureza intermediária e esfera de diâmetro de 2,5 mm. Condição Metalúrgica Dureza Intermediária Esfera (mm) F (kgf) Parâmetro (µm) d a c h s (media) ,7 554,1 108,8 18,8 127, ,1 559,2 97,5 23,1 120, ,4 533,8 95,0 23,1 118, ,1 546,5 96,3 26,3 122, ,5 533,8 96,3 15,6 111,9 Ø 2,5 31, ,4 565,5 106,3 17,5 123, ,5 559,2 97,5 27,5 125, ,1 540,1 96,3 17,5 113, ,7 546,5 108,8 21,9 130, ,5 540,1 97,5 20,6 118,1 Média 979,8 547,9 100,0 21,2 121,2 Desvio Padrão 31,4 11,2 5,6 3,9 5,9 h c
114 Apêndice A 94 Tabela A.5 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra de dureza intermediária e esfera de diâmetro de 3,175 mm. Condição Metalúrgica Dureza Intermediária Esfera (mm) F (kgf) Parâmetro (µm) d a c h s (media) ,3 699,0 137,5 26,3 163, ,0 699,0 140,0 23,8 163, ,9 673,5 115,0 20,0 135, ,7 686,3 130,0 25,0 155, ,0 673,5 125,0 27,5 152,5 Ø 3,175 50, ,0 686,3 125,0 31,3 156, ,5 686,3 125, , ,4 692,6 125,0 28,8 153, ,8 699,0 130, , ,0 686,3 125, ,3 Média 1248,0 688,2 127,8 25,5 153,3 Desvio Padrão 40,5 9,5 7,1 3,4 8,3 h c Tabela A.6 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra 1 de dureza intermediária e esfera de diâmetro de 5,0 mm. Condição Metalúrgica Dureza Intermediária Esfera (mm) F (kgf) Parâmetro (µm) d a c h s (media) 2160,4 1143,8 242,5 32,5 275, ,6 1118,3 240,0 28,8 268, ,5 1099,3 225,0 27,5 252, ,9 1105,6 230,0 22,5 252, ,9 1118,3 225,0 33,8 258,8 Ø 5, ,0 1131,0 237,5 31,3 268, ,8 1105,6 222,5 32,5 255, ,4 1131,0 245,0 18,8 263, ,0 1124,7 232,5 28,8 261, ,9 1086,6 222,5 30,0 252,5 Média 2103,2 1116,4 232,3 28,6 260,9 Desvio Padrão 48,0 17,2 8,5 4,7 8,0 h c
115 Apêndice A 95 Tabela A.7 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra Condição Metalúrgica Dureza Alta Esfera (mm) de dureza alta e esfera de diâmetro de 2,5 mm. F (kgf) Parâmetro (µm) d a c h s (media) 1 935,3 513,4 87,5 18,8 106, ,3 493,1 80,0 18,8 98, ,0 498,2 85,0 18,8 103, ,0 498,2 85,0 18,8 103, ,7 513,4 90,0 17,5 107,5 Ø 2,5 31, ,0 508,3 82,5 18,8 101, ,8 493,1 82,5 17,5 100, ,0 521,0 82,5 21,3 103, ,8 508,3 82,5 18,8 101, ,5 518,5 90,0 18,8 108,8 Média 918,1 506,6 84,8 18,8 103,5 Desvio Padrão 23,0 10,3 3,4 1,0 3,3 h c Tabela A.8 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra Condição Metalúrgica Dureza Alta Esfera (mm) de dureza alta e esfera de diâmetro de 3,175 mm. F (kgf) Parâmetro (µm) d a c h s (media) ,0 635,4 110,0 23,8 133, ,0 641,8 107,5 26,3 133, ,0 641,8 105,0 26,3 131, ,6 635,4 100,0 28,8 128, ,5 635,4 96,3 30,0 126,3 Ø 3,175 50, ,3 648,1 105,0 26,3 131, ,9 654,5 101, , ,2 648,1 98,8 25,6 124, ,0 641,8 106, , ,2 654,5 107, ,4 Média 1115,8 643,7 103,8 26,0 129,8 Desvio Padrão 29,8 7,4 4,4 3,5 3,3 h c
116 Apêndice A 96 Tabela A.9 Valores obtidos da morfologia de impressão na condição metalúrgica Amostra 1 Condição Metalúrgica Dureza Alta Esfera (mm) de dureza alta e esfera de diâmetro de 5,0 mm. F (kgf) Parâmetro (µm) d a c h s (media) 1880,8 1029,4 170,0 37,5 207, ,8 1016,7 165,0 30,0 195, ,4 1016,7 175,0 37,5 212, ,4 1004,0 177,5 30,0 207, ,4 1035,7 175,0 38,8 213,8 Ø 5, ,3 1035,7 182,5 31,3 213, ,4 1029,4 172,5 42,5 215, ,0 1016,7 177,5 31,3 208, ,8 1016,7 177,5 33,8 211, ,0 1016,7 177,5 37,5 215,0 Média 1863,0 1021,8 175,0 35,0 210,0 Desvio Padrão 24,1 10,3 4,9 4,3 6,0 h c
117 Apêndice B 97 APÊNDICE B PROPRIEDADES MECÂNICAS Tabela B.1 Propriedades mecânicas obtidas através do ensaio de tração. Amostra Nº Condição Metalúrgica - Dureza Baixa Limite de Resistência (MPa) Tensão de Escoamento (MPa) Alongamento (%) E (GPa) 1 130,76 77,64 17,13 54,75 0, ,46 83,50 16,34 59,97 0, ,32 85,24 17,23 55,97 0,09 Média 130,85 82,13 16,90 56,90 0,08 Desvio Padrão 1,43 3,98 0,49 2,73 0,01 n Amostra Nº Condição Metalúrgica - Dureza Baixa Limite de Resistência (MPa) Tensão de Escoamento (MPa) Alongamento (%) E (GPa) 1 94,23 60,21 24,73 72,26 0, ,66 98,72 17,88 60,21 0, ,80 64,79 24,95 56,82 0,18 Média 101,56 74,57 22,52 63,10 0,17 Desvio Padrão 16,69 21,04 4,02 8,11 0,01 n Amostra Nº Condição Metalúrgica - Dureza Baixa Limite de Resistência (MPa) Tensão de Escoamento (MPa) Alongamento (%) E (GPa) 1 74,86 34,12 37,81 52,77 0, ,78 36,94 43,33 57,30 0, ,13 34,93 41,44 62,57 0,29 Média 75,92 35,33 40,86 57,54 0,28 Desvio Padrão 0,98 1,45 2,81 6,60 0,00 n
118 Apêndice B 98 Tabela B.2 Valores de dureza obtidos por meio da morfologia de impressão. Condição Metalúrgica: Dureza Baixa Amostra Nº Condição do Ensaio de Dureza Esfera Ø 2,5 mm Esfera Ø 3,175 mm Esfera Ø 5,0 mm 1 21,06 20,40 19, ,06 19,75 19, ,50 20,74 19, ,50 21,08 19, ,44 21,80 19, ,54 21,44 19, ,44 20,74 19, ,06 21,08 19, ,44 20,74 20, ,96 20,07 18,62 Média 21,80 20,78 19,50 Desvio Padrão 0,63 0,61 0,52 Condição Metalúrgica: Dureza Intermediária Amostra Nº Condição do Ensaio de Dureza Esfera Ø 2,5 mm Esfera Ø 3,175 mm Esfera Ø 5,0 mm 1 30,72 31,16 28, ,13 30,57 30, ,25 32,39 31, ,25 32,39 30, ,25 33,69 30, ,42 32,39 29, ,13 32,39 30, ,43 31,77 29, ,64 31,16 29, ,43 32,39 32,03 Média 31,66 32,03 30,26 Desvio Padrão 1,46 0,89 0,99
119 Apêndice B 99 Condição Metalúrgica: Dureza Alta Amostra Nº Condição do Ensaio de Dureza Esfera Ø 2,5 mm Esfera Ø 3,175 mm Esfera Ø 5,0 mm 1 36,07 38,07 36, ,26 37,29 37, ,42 37,29 35, ,42 38,07 37, ,07 38,07 35, ,83 36,53 35, ,26 35,79 35, ,97 36,53 36, ,83 37,29 36, ,33 35,79 36,83 Média 37,15 37,07 36,56 Desvio Padrão 1,59 0,88 0,88




120 Apêndice D 100 APÊNDICE C MORFOLOGIA DE IMPRESSÃO DOS CORPOS DE PROVA Corpo de Prova Nº 1 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 2 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 3 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 4 Dureza Baixa D=Ø 2,5 mm





121 Apêndice C 101 Corpo de Prova Nº 5 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 6 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 7 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 8 Dureza Baixa D=Ø 2,5 mm Corpo de Prova Nº 9 Dureza Baixa D=Ø 2,5 mm

122 Apêndice C 102 Corpo de Prova Nº 10 Dureza Baixa D=Ø 2,5 mm Figura C.1 Morfologia de impressão das amostras de dureza baixa com esfera de diâmetro 2,5 mm. Corpo de Prova Nº 1 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 2 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 3 Dureza Baixa D=Ø 3,175 mm

123 Apêndice C 103 Corpo de Prova Nº 4 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 5 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 6 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 7 Dureza Baixa D=Ø 3,175 mm



124 Apêndice C 104 Corpo de Prova Nº 8 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 9 Dureza Baixa D=Ø 3,175 mm Corpo de Prova Nº 10 Dureza Baixa D=Ø 3,175 mm Figura C.2 Morfologia de impressão das amostras de dureza baixa com esfera de diâmetro 3,175 mm. Corpo de Prova Nº 1 Dureza Baixa D=Ø 5,0 mm





125 Apêndice C 105 Corpo de Prova Nº 2 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 3 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 4 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 5 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 6 Dureza Baixa D=Ø 5,0 mm




126 Apêndice C 106 Corpo de Prova Nº 7 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 8 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 9 Dureza Baixa D=Ø 5,0 mm Corpo de Prova Nº 10 Dureza Baixa D=Ø 5,0 mm Figura C.3 Morfologia de impressão das amostras de dureza baixa com esfera de diâmetro 5,0 mm.




127 Apêndice C 107 Corpo de Prova Nº 1 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 2 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 3 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 4 Dureza Intermediária D=Ø 2,5 mm





128 Apêndice C 108 Corpo de Prova Nº 5 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 6 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 7 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 8 Dureza Intermediária D=Ø 2,5 mm Corpo de Prova Nº 9 Dureza Intermediária D=Ø 2,5 mm

129 Apêndice C 109 Corpo de Prova Nº 10 Dureza Intermediária D=Ø 2,5 mm Figura C.4 Morfologia de impressão das amostras de dureza intermediária com esfera de diâmetro 2,5 mm. Corpo de Prova Nº 1 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 2 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 3 Dureza Intermediária D=Ø 3,175 mm


130 Apêndice C 110 Corpo de Prova Nº 4 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 5 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 6 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 7 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 8 Dureza Intermediária D=Ø 3,175 mm



131 Apêndice C 111 Corpo de Prova Nº 9 Dureza Intermediária D=Ø 3,175 mm Corpo de Prova Nº 10 Dureza Intermediária D=Ø 3,175 mm Figura C.5 Morfologia de impressão das amostras de dureza intermediária com esfera de diâmetro 3,175 mm. Corpo de Prova Nº 1 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 2 Dureza Intermediária D=Ø 5,0 mm


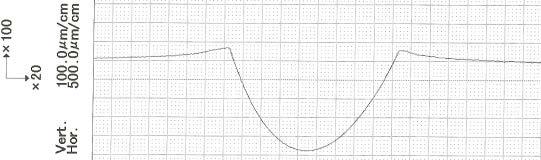

132 Apêndice C 112 Corpo de Prova Nº 3 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 4 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 5 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 6 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 7 Dureza Intermediária D=Ø 5,0 mm




133 Apêndice C 113 Corpo de Prova Nº 8 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 9 Dureza Intermediária D=Ø 5,0 mm Corpo de Prova Nº 10 Dureza Intermediária D=Ø 5,0 mm Figura C.6 Morfologia de impressão das amostras de dureza intermediária com esfera de diâmetro 5,0 mm. Corpo de Prova Nº 1 Dureza Alta D=Ø 2,5 mm






134 Apêndice C 114 Corpo de Prova Nº 2 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 3 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 4 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 5 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 6 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 7 Dureza Alta D=Ø 2,5 mm





135 Apêndice C 115 Corpo de Prova Nº 8 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 9 Dureza Alta D=Ø 2,5 mm Corpo de Prova Nº 10 Dureza Alta D=Ø 2,5 mm Figura C.7 Morfologia de impressão das amostras de dureza alta com esfera de diâmetro 2,5 mm. Corpo de Prova Nº 1 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 2 Dureza Alta D=Ø 3,175 mm



136 Apêndice C 116 Corpo de Prova Nº 3 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 4 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 5 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 6 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 7 Dureza Alta D=Ø 3,175 mm

137 Apêndice C 117 Corpo de Prova Nº 8 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 9 Dureza Alta D=Ø 3,175 mm Corpo de Prova Nº 10 Dureza Alta D=Ø 3,175 mm Figura C.8 Morfologia de impressão das amostras de dureza alta com esfera de diâmetro 3,175 mm. Corpo de Prova Nº 1 Dureza Alta D=Ø 5,0 mm





138 Apêndice C 118 Corpo de Prova Nº 2 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 3 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 4 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 5 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 6 Dureza Alta D=Ø 5,0 mm




139 Apêndice C 119 Corpo de Prova Nº 7 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 8 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 9 Dureza Alta D=Ø 5,0 mm Corpo de Prova Nº 10 Dureza Alta D=Ø 5,0 mm Figura C.9 Morfologia de impressão das amostras de dureza alta com esfera de diâmetro 5,0 mm.
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO DE METAIS ATRAVÉS DA MORFOLOGIA DAS IMPRESSÕES DE DUREZA NA ESCALA MACROSCÓPICA
 PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE
PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA
 DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA 1 OZORIO, Marcelo de Jesus Cevey 2 MACHADO, Joubert Alexandro 3 Meer, Marco Van Der Resumo O encruamento
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA 1 OZORIO, Marcelo de Jesus Cevey 2 MACHADO, Joubert Alexandro 3 Meer, Marco Van Der Resumo O encruamento
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Ensaios Mecânicos dos Materiais
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO PLÁSTICA
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS: DEFEITOS CRISTALINOS E DEFORMAÇÃO
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Capítulo 3: Propriedades mecânicas dos materiais
 Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Propriedades mecânicas dos materiais
 Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento
 Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
COMPORTAMENTO MECÂNICO DOS MATERIAIS
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais
 MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
PROPRIEDADES MECÂNICAS DOS MATERIAIS PROPRIEDADES MECÂNICAS DOS MATERIAIS
 PROPRIEDADES MECÂNICAS DOS MATERIAIS Professor: Anael Krelling 1 2 3 ENSAIO DE TRAÇÃO PROPRIEDADES MECÂNICAS DOS MATERIAIS 4 5 σ σ max σ rup σ esc ε 6 Força Área inicial da seção transversal Kgf/mm 2 N/mm
PROPRIEDADES MECÂNICAS DOS MATERIAIS Professor: Anael Krelling 1 2 3 ENSAIO DE TRAÇÃO PROPRIEDADES MECÂNICAS DOS MATERIAIS 4 5 σ σ max σ rup σ esc ε 6 Força Área inicial da seção transversal Kgf/mm 2 N/mm
RESISTÊNCIA DOS MATERIAIS CONTROLE DE QUALIDADE INDUSTRIAL Aula 03 TENSÃO
 CONTROLE DE QUALIDADE INDUSTRIAL Tensão Tensão é ao resultado da ação de cargas externas sobre uma unidade de área da seção analisada na peça, componente mecânico ou estrutural submetido à solicitações
CONTROLE DE QUALIDADE INDUSTRIAL Tensão Tensão é ao resultado da ação de cargas externas sobre uma unidade de área da seção analisada na peça, componente mecânico ou estrutural submetido à solicitações
Capítulo 4 Propriedades Mecânicas dos Materiais
 Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
Capítulo 4 Propriedades Mecânicas dos Materiais Resistência dos Materiais I SLIDES 04 Prof. MSc. Douglas M. A. Bittencourt prof.douglas.pucgo@gmail.com Propriedades Mecânicas dos Materiais 2 3 Propriedades
MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica
 MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica Propriedades mecânicas dos metais Muitos materiais, quando em serviço, são submetidos a forças ou cargas. O comportamento
MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica Propriedades mecânicas dos metais Muitos materiais, quando em serviço, são submetidos a forças ou cargas. O comportamento
28/09/2017. Ewaldo Luiz de Mattos Mehl. Departamento de Engenharia Elétrica
 Ewaldo Luiz de Mattos Mehl Departamento de Engenharia Elétrica mehl@ufpr.br 1 Agenda: Arranjos atômicos Estrutura cristalina Tipos de estruturas Influência nas propriedades Defeitos na estrutura cristalina
Ewaldo Luiz de Mattos Mehl Departamento de Engenharia Elétrica mehl@ufpr.br 1 Agenda: Arranjos atômicos Estrutura cristalina Tipos de estruturas Influência nas propriedades Defeitos na estrutura cristalina
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais
 MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
MKT-MDL-05 Versão 00 Propriedades Geométricas de um seção Plana e Propriedades Mecânicas dos Materiais Curso: Bacharelado em Engenharia Civil Turma: 5º Docente: Carla Soraia da Silva Pereira MKT-MDL-05
ENSAIO DE TRAÇÃO EM-641
 ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Tensão convencional: P A. σ = Deformação convencional: = l
 Ensaio de Tração Tensão convencional: σ = P A 0 Deformação convencional: ε = l l l 0 0 2 A Amostra Área de medida A Stainless Steel sample is loaded in the tester. This device, called an EXTENSOMETER,
Ensaio de Tração Tensão convencional: σ = P A 0 Deformação convencional: ε = l l l 0 0 2 A Amostra Área de medida A Stainless Steel sample is loaded in the tester. This device, called an EXTENSOMETER,
Temperatura (T, 0 C)
") Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
MECANISMOS DE ENDURECIMENTO DE METAIS
 1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
Introdução a Ciência dos Materiais Relação Microestrutura e Propriedade Deformação Elástica e Plástica
 Introdução a Ciência dos Materiais Relação Microestrutura e Propriedade Deformação Elástica e Plástica Professora: Maria Ismenia Sodero maria.ismenia@usp.br Tópicos abordados 1. Mecanismos atômicos deformação
Introdução a Ciência dos Materiais Relação Microestrutura e Propriedade Deformação Elástica e Plástica Professora: Maria Ismenia Sodero maria.ismenia@usp.br Tópicos abordados 1. Mecanismos atômicos deformação
a) Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110") Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
PROPRIEDADES MECÂNICAS III Propriedades de tração
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS III Propriedades de tração Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Regime plástico Propriedades
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS III Propriedades de tração Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Regime plástico Propriedades
Objetivo do capítulo. O ensaio de tração e compressão
 Capítulo 3: Propriedades mecânicas dos materiais Adaptado pela prof. Dra. Danielle Bond Objetivo do capítulo Agora que já discutimos os conceitos básicos de tensão e deformação, mostraremos, neste capítulo,
Capítulo 3: Propriedades mecânicas dos materiais Adaptado pela prof. Dra. Danielle Bond Objetivo do capítulo Agora que já discutimos os conceitos básicos de tensão e deformação, mostraremos, neste capítulo,
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO DE METAIS ATRAVÉS DA MORFOLOGIA DAS IMPRESSÕES DE DUREZA NA ESCALA MACROSCÓPICA
 PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE
PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE
AULA 4 Materiais de Construção II
 Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Estabilidade. Marcio Varela
 Estabilidade Marcio Varela Esforços internos O objetivo principal deste módulo é estudar os esforços ou efeitos internos de forças que agem sobre um corpo. Os corpos considerados não são supostos perfeitamente
Estabilidade Marcio Varela Esforços internos O objetivo principal deste módulo é estudar os esforços ou efeitos internos de forças que agem sobre um corpo. Os corpos considerados não são supostos perfeitamente
UNIDADE 9 Propriedades Mecânicas I
 UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
Estruturas Metálicas PROPRIEDADES DOS AÇOS
 Estruturas Metálicas PROPRIEDADES DOS AÇOS 1. Diagrama Tensão- Deformação Uma propriedade mecânica importante para os materiais em geral é a chamada tensão ( ), definida por: F A o Onde F é a carga aplicada
Estruturas Metálicas PROPRIEDADES DOS AÇOS 1. Diagrama Tensão- Deformação Uma propriedade mecânica importante para os materiais em geral é a chamada tensão ( ), definida por: F A o Onde F é a carga aplicada
Universidade de Lisboa
 Universidade de Lisboa Instituto Superior Técnico Ciência de Materiais 1º Teste (14. Abril.2014) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 0,50 2. (a) 0,50 2. (b) 0,50 2. (c)
Universidade de Lisboa Instituto Superior Técnico Ciência de Materiais 1º Teste (14. Abril.2014) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 0,50 2. (a) 0,50 2. (b) 0,50 2. (c)
Prof. Willyan Machado Giufrida Curso de Engenharia Química. Ciências dos Materiais. Propriedades Mecânicas dos Materiais
 Ciências dos Materiais Propriedades Mecânicas dos Materiais IMPORTÂNCIA Aplicações onde são necessárias solicitações mecânicas. Atender as exigências de serviço previstas. POR QUÊ ESTUDAR? A determinação
Ciências dos Materiais Propriedades Mecânicas dos Materiais IMPORTÂNCIA Aplicações onde são necessárias solicitações mecânicas. Atender as exigências de serviço previstas. POR QUÊ ESTUDAR? A determinação
Propriedades Mecânicas: O Ensaio de Tração Uniaxial
 Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Ensaios e propriedades Mecânicas em Materiais
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Ensaios e propriedades Mecânicas em Materiais Ensaios Mecânicos Os ensaios mecânicos consistem num conjunto de procedimentos
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Ensaios e propriedades Mecânicas em Materiais Ensaios Mecânicos Os ensaios mecânicos consistem num conjunto de procedimentos
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA. SMM0193 Ciência e Engenharia dos Materiais
 TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
COTAÇÕES. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais Repescagem 1º Teste (30.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais Repescagem 1º Teste (30.Janeiro.2012) COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 0,50 2. (b) 0,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais Repescagem 1º Teste (30.Janeiro.2012) COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 2. (a) 0,50 2. (b) 0,50
Lista de Exercícios 05. Comportamento Mecânico dos Materiais - Parte I
 1 Lista de Exercícios 5 Comportamento Mecânico dos Materiais - Parte I 1. Considere as curvas tensão de engenharia versus deformação de engenharia para os três materiais (A, B e C) e responda as afirmativas
1 Lista de Exercícios 5 Comportamento Mecânico dos Materiais - Parte I 1. Considere as curvas tensão de engenharia versus deformação de engenharia para os três materiais (A, B e C) e responda as afirmativas
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO
 DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
DEFORMAÇÃO DE MONOCRISTAIS 1. ESCORREGAMENTO Monocristal Zn Degraus na superfície Bandas de escorregamento Planos de escorregamento PM2.1 1. ESCORREGAMENTO Linhas de escorregamento: 50-500 átomos de intervalo
Relações entre tensões e deformações
 9 de agosto de 06 As relações entre tensões e deformações são estabelecidas a partir de ensaios experimentais simples que envolvem apenas uma componente do tensor de tensões. Ensaios complexos com tensões
9 de agosto de 06 As relações entre tensões e deformações são estabelecidas a partir de ensaios experimentais simples que envolvem apenas uma componente do tensor de tensões. Ensaios complexos com tensões
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais. Comportamento Mecânico dos Materiais Parte I
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais Comportamento Mecânico dos Materiais Parte I PMT 3100 - Fundamentos de Ciência e Engenharia dos Materiais
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais Comportamento Mecânico dos Materiais Parte I PMT 3100 - Fundamentos de Ciência e Engenharia dos Materiais
PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS
 CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
AVALIAÇÃO DA COMPRESSÃO DE UMA LIGA DE ALUMÍNIO: EXPERIMENTAL X NUMÉRICO
 AVALIAÇÃO DA COMPRESSÃO DE UMA LIGA DE ALUMÍNIO: EXPERIMENTAL X NUMÉRICO Alexandre da Silva Scari, alexandrescari@gmail.com 1 Bruno Cesar Pockszevnicki, brupock@yahoo.com.br 1 Daniel Miranda Horta, danieldmh@gmail.com
AVALIAÇÃO DA COMPRESSÃO DE UMA LIGA DE ALUMÍNIO: EXPERIMENTAL X NUMÉRICO Alexandre da Silva Scari, alexandrescari@gmail.com 1 Bruno Cesar Pockszevnicki, brupock@yahoo.com.br 1 Daniel Miranda Horta, danieldmh@gmail.com
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS
 AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
AULA 07 DEFORMAÇÃO PLÁSTICA DOS METAIS Conceitos fundamentais σ Os materiais experimentam dois tipos de deformação: elástica e plástica. Elástica: retornável. Plástica: permanente. ε Em uma escala microscópica:
Aula 9 PROPRIEDADES MECÂNICAS DOS MATERIAIS PARTE 1
 MATERIAIS E SUAS PROPRIEDADES Aula 9 PROPRIEDADES MECÂNICAS DOS MATERIAIS PARTE 1 Conceitos de tensão e deformação Curvas tensão x deformação Deformação Elástica Deformação Plástica Ensaio de tração Comportamento
MATERIAIS E SUAS PROPRIEDADES Aula 9 PROPRIEDADES MECÂNICAS DOS MATERIAIS PARTE 1 Conceitos de tensão e deformação Curvas tensão x deformação Deformação Elástica Deformação Plástica Ensaio de tração Comportamento
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
P1 de CTM Energia Direcionalidade Troca ou Compartilhamento. Covalente Alta Sim Compartilhamento. Metálica Alta Não Compartilhamento
 P1 de CTM 2012.2 Nome: Assinatura: Matrícula: Turma: 1) (1,5) Liste e classifique as ligações químicas em termos de a. Energia de ligação b. Direcionalidade c. Troca ou compartilhamento de elétrons COLOQUE
P1 de CTM 2012.2 Nome: Assinatura: Matrícula: Turma: 1) (1,5) Liste e classifique as ligações químicas em termos de a. Energia de ligação b. Direcionalidade c. Troca ou compartilhamento de elétrons COLOQUE
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Ensaios dos. Materiais. Ensaios Mecânicos. dos Materiais - Tração. Universidade de São Paulo. Escola de Engenharia de Lorena
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais Ensaios dos Ensaios Mecânicos Materiais dos Materiais - Tração Introdução à Ciência dos Materiais Prof.
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais Ensaios dos Ensaios Mecânicos Materiais dos Materiais - Tração Introdução à Ciência dos Materiais Prof.
Pontifícia Universidade Católica do Rio de Janeiro PUC-Rio NECE. Experimento de ensino baseado em problemas. Módulo 01: Análise estrutural de vigas
 Pontifícia Universidade Católica do Rio de Janeiro PUC-Rio NECE Experimento de ensino baseado em problemas Módulo 01: Análise estrutural de vigas Aula 02: Estruturas com barras sob corportamento axial
Pontifícia Universidade Católica do Rio de Janeiro PUC-Rio NECE Experimento de ensino baseado em problemas Módulo 01: Análise estrutural de vigas Aula 02: Estruturas com barras sob corportamento axial
Tecnologia de Fabricação. Deformação dos materiais
 Tecnologia de Fabricação Deformação dos materiais Aula 3 - Deformação nos aços (elástica x plástica); - Trabalho a frio (encruamento); - Trabalho a quente; - Processo de recozimento: recuperação, recristalização
Tecnologia de Fabricação Deformação dos materiais Aula 3 - Deformação nos aços (elástica x plástica); - Trabalho a frio (encruamento); - Trabalho a quente; - Processo de recozimento: recuperação, recristalização
DEFORMAÇÃO PLÁSTICA. Materiais Metálicos. Profa. Dra. Lauralice Canale
 DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
11 - FALHA OU RUPTURA NOS METAIS
 11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
AULA 06 PROPRIEDADES MECÂNICAS DOS MATERIAIS
 AULA 06 PROPRIEDADES MECÂNICAS DOS MATERIAIS 1 As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada
AULA 06 PROPRIEDADES MECÂNICAS DOS MATERIAIS 1 As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada
Ciência e Engenharia dos Materiais. Propriedades Mecânicas. Prof. C. Brunetti
 Ciência e Engenharia dos Materiais Propriedades Mecânicas Prof. C. Brunetti Porque estudar? A determinação e/ou conhecimento das propriedades mecânicas é muito importante para a escolha do material para
Ciência e Engenharia dos Materiais Propriedades Mecânicas Prof. C. Brunetti Porque estudar? A determinação e/ou conhecimento das propriedades mecânicas é muito importante para a escolha do material para
Teste de tração - compressão
 PROPRIEDADES MECÂNICAS DOS MATERIAIS Prof. Renata Machado Soares - REMA I Teste de tração - compressão Resistência capacidade de suportar carga sem deformação excessiva ou ruptura; A partir de um ensaio
PROPRIEDADES MECÂNICAS DOS MATERIAIS Prof. Renata Machado Soares - REMA I Teste de tração - compressão Resistência capacidade de suportar carga sem deformação excessiva ou ruptura; A partir de um ensaio
Ensaio de Dureza. Propriedade utilizada na especificação de materiais
 Ensaio de Dureza Propriedade utilizada na especificação de materiais Base de medida para: Resistência mecânica e ao desgaste Resistência ao corte em usinagem Tratamento térmico e tratamento mecânico Conceitos
Ensaio de Dureza Propriedade utilizada na especificação de materiais Base de medida para: Resistência mecânica e ao desgaste Resistência ao corte em usinagem Tratamento térmico e tratamento mecânico Conceitos
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial I. INTRODUÇÃO AOS PROCESSOS DE FABRICO
 1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial 9 de Novembro de 2005 I. INTRODUÇÃO AOS PROCESSOS DE FABRICO 1. A designação fundição em areia verde está associada ao facto
1º TESTE DE TECNOLOGIA MECÂNICA I Licenciatura em Engenharia e Gestão Industrial 9 de Novembro de 2005 I. INTRODUÇÃO AOS PROCESSOS DE FABRICO 1. A designação fundição em areia verde está associada ao facto
13 PROPRIEDADES MECÂNICAS DOS MATERIAIS
 NG01140 Turma C (Prof. Aleandre Pacheco) 39 13 PROPRIDADS MCÂNICAS DOS MATRIAIS Os ensaios de tração e compressão stes ensaios são provavelmente uns dos mais comuns a serem usados em engenharia. les são
NG01140 Turma C (Prof. Aleandre Pacheco) 39 13 PROPRIDADS MCÂNICAS DOS MATRIAIS Os ensaios de tração e compressão stes ensaios são provavelmente uns dos mais comuns a serem usados em engenharia. les são
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio
 Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
FLUÊNCIA I. Generalidades II. Comportamento em Fluência deformação X tempo
 Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
CENTRO UNIVERSITÁRIO PLANALDO DO DISTRITO FEDERAL
 7. Propriedades Mecânicas dos Materiais As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada a
7. Propriedades Mecânicas dos Materiais As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada a
XVII CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA E INDUSTRIAL
 XVII CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA E INDUSTRIAL ESTUDO DA PENETRAÇÃO ESFÉRICA ATRAVÉS DA SIMULAÇÃO POR ELEMENTOS FINITOS Ézio Carvalho de Santana (1) (eziocds@gmail.com), André Luiz de Moraes
XVII CONGRESSO NACIONAL DE ENGENHARIA MECÂNICA E INDUSTRIAL ESTUDO DA PENETRAÇÃO ESFÉRICA ATRAVÉS DA SIMULAÇÃO POR ELEMENTOS FINITOS Ézio Carvalho de Santana (1) (eziocds@gmail.com), André Luiz de Moraes
Resistência dos Materiais
 Resistência dos Materiais Eng. Mecânica, Produção UNIME 2016.1 Lauro de Freitas, Março, 2016. 2 Tensão e deformação: Carregamento axial Conteúdo Tensão e Deformação: Carregamento Axial Deformação Normal
Resistência dos Materiais Eng. Mecânica, Produção UNIME 2016.1 Lauro de Freitas, Março, 2016. 2 Tensão e deformação: Carregamento axial Conteúdo Tensão e Deformação: Carregamento Axial Deformação Normal
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Nome:
 Nome:") Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
Prova escrita de: 2º Exame Final de Ciência de Materiais (Correcção) Lisboa, 29 de Janeiro de 2008 Nome: Número: Curso: 1. Aplicou-se uma carga de tracção de 48900N a um varão de aço com 25cm de comprimento
AULA 03 - TENSÃO E DEFORMAÇÃO
 AULA 03 - TENSÃO E DEFORMAÇÃO Observação: Esse texto não deverá ser considerado como apostila, somente como notas de aula. A - DEFORMAÇÃO Em engenharia, a deformação de um corpo é especificada pelo conceito
AULA 03 - TENSÃO E DEFORMAÇÃO Observação: Esse texto não deverá ser considerado como apostila, somente como notas de aula. A - DEFORMAÇÃO Em engenharia, a deformação de um corpo é especificada pelo conceito
ENSAIOS TECNOLÓGICOS DE MATERIAIS
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com Departamento de Mecânica/Mecatrônica Centro Estadual de Educação Tecnológica Paula Souza ETEC JORGE STREET 1 ÍTENS ENSAIOS TECNOLÓGICOS
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com Departamento de Mecânica/Mecatrônica Centro Estadual de Educação Tecnológica Paula Souza ETEC JORGE STREET 1 ÍTENS ENSAIOS TECNOLÓGICOS
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas. Aços para concreto armado
 Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais.
 Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Os processos de fabricação mecânica podem ser agrupados em 5 grupos principais. a) Fundição d) Metalurgia do pó b) Usinagem c) Soldagem E) CONFORMAÇÃO MECÂNICA Esquema geral dos processos de conformação
Introdução aos Materiais Metálicos TM 229 Recristalização Prof. C. Brunetti
 Introdução aos Materiais Metálicos TM 229 Recristalização Prof. C. Brunetti 1 Recristalização - Prof. C. Brunetti A recristalização é um processo de crescimento de novos cristais a partir de cristais previamente
Introdução aos Materiais Metálicos TM 229 Recristalização Prof. C. Brunetti 1 Recristalização - Prof. C. Brunetti A recristalização é um processo de crescimento de novos cristais a partir de cristais previamente
MECÂNICA DOS SÓLIDOS PROPRIEDADES MECÂNICAS DOS MATERIAIS. Prof. Dr. Daniel Caetano
 MECÂNICA DOS SÓLIDOS PROPRIEDADES MECÂNICAS DOS MATERIAIS Prof. Dr. Daniel Caetano 2019-1 Objetivos Conhecer o comportamento dos materiais na tração e compressão Compreender o gráfico de tensão x deformação
MECÂNICA DOS SÓLIDOS PROPRIEDADES MECÂNICAS DOS MATERIAIS Prof. Dr. Daniel Caetano 2019-1 Objetivos Conhecer o comportamento dos materiais na tração e compressão Compreender o gráfico de tensão x deformação
Resistência dos Materiais
 Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
METALOGRAFIA QUANTITATIVA
 METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
Processos da Indústria Mecânica. Aula 1
 Processos da Indústria Mecânica Aula 1 Bibliografia Básica DIETER, G.E. Metalurgia Mecânica. Rio de Janeiro: Guanabara Dois, 1981. HELMAN, H. e CETLIN, P. R., R Fundamentos da Conformação Mecânica dos
Processos da Indústria Mecânica Aula 1 Bibliografia Básica DIETER, G.E. Metalurgia Mecânica. Rio de Janeiro: Guanabara Dois, 1981. HELMAN, H. e CETLIN, P. R., R Fundamentos da Conformação Mecânica dos
UNIVERSIDADE FEDERAL DE SANTA MARIA Curso de Graduação em Engenharia Civil ECC 1006 Concreto Armado A ESTRUTURAS. Gerson Moacyr Sisniegas Alva
 UNIVERSIDADE FEDERAL DE SANTA MARIA Curso de Graduação em Engenharia Civil ECC 1006 Concreto Armado A COMPORTAMENTO DOS MATERIAIS E DAS ESTRUTURAS Gerson Moacyr Sisniegas Alva A prática sem teoria é cega
UNIVERSIDADE FEDERAL DE SANTA MARIA Curso de Graduação em Engenharia Civil ECC 1006 Concreto Armado A COMPORTAMENTO DOS MATERIAIS E DAS ESTRUTURAS Gerson Moacyr Sisniegas Alva A prática sem teoria é cega
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I
 APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I Normalização na construção civil Normalizar: É padronizar atividades específicas e repetitivas. Normas técnicas: Documentos aprovados por instituições
APONTAMENTOS PRIMEIRA PROVA DE MATERIAIS DE CONSTRUÇÃO I Normalização na construção civil Normalizar: É padronizar atividades específicas e repetitivas. Normas técnicas: Documentos aprovados por instituições
Prova escrita de: 2º Exame de Ciência de Materiais. Lisboa, 14 de Julho de Resolução
 Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
Prova escrita de: 2º Exame de Ciência de Materiais Lisboa, 14 de Julho de 2008 Resolução 1. Um determinado latão, cujo módulo de Young é MPa, apresenta uma tensão de cedência de 345MPa. (a) Considerando
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de d
 FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
UNIVERSIDADE DE TRÁS-OS-MONTES E ALTO DOURO ENGENHARIA DE REABILITAÇÃO E ACESSIBILIDADES PROCESSOS DE FABRICO
 UNIVERSIDADE DE TRÁS-OS-MONTES E ALTO DOURO ENGENHARIA DE REABILITAÇÃO E ACESSIBILIDADES PROCESSOS DE FABRICO DETERMINAÇÃO DAS CARACTERÍSTICAS MECÂNICAS MATERIAIS DE 1. INTRODUÇÃO CONSTRUÇÃO Neste trabalho
UNIVERSIDADE DE TRÁS-OS-MONTES E ALTO DOURO ENGENHARIA DE REABILITAÇÃO E ACESSIBILIDADES PROCESSOS DE FABRICO DETERMINAÇÃO DAS CARACTERÍSTICAS MECÂNICAS MATERIAIS DE 1. INTRODUÇÃO CONSTRUÇÃO Neste trabalho
PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707
 PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707 TRAÇÃO, DUREZA E IMPACTO DOS METAIS 1 ENSAIO DE TRAÇÃO MONOTÔNICA QUASE-ESTÁTICA
PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707 TRAÇÃO, DUREZA E IMPACTO DOS METAIS 1 ENSAIO DE TRAÇÃO MONOTÔNICA QUASE-ESTÁTICA
Cesar Edil da Costa e Eleani Maria da Costa TRATAMENTO TÉRMICO POR SOLUÇÃO PRECIPITAÇÃO
 O tratamento térmico de solubilização consiste em aquecer a liga até uma temperatura dentro do campo monofásico a e aguardar nessa temperatura até que toda a fase que possa ter estado presente seja completamente
O tratamento térmico de solubilização consiste em aquecer a liga até uma temperatura dentro do campo monofásico a e aguardar nessa temperatura até que toda a fase que possa ter estado presente seja completamente
CORRECÇÃO do 1º Teste de Ciência de Materiais COTAÇÕES. Cotaçãoo
 CORRECÇÃO do 1º Teste de Ciência de Materiais COTAÇÕES Pergunta Cotaçãoo 1. (a) 0,50 1. (b) 0,50 2. (a) 0,50 2. (b) 0,50 2. (c) 0,50 2. (d) 0,50 3. (a) 0,50 3. (b) 0,50 3. (c) 0,50 3. (d) 0,50 3. (e) 0,50
CORRECÇÃO do 1º Teste de Ciência de Materiais COTAÇÕES Pergunta Cotaçãoo 1. (a) 0,50 1. (b) 0,50 2. (a) 0,50 2. (b) 0,50 2. (c) 0,50 2. (d) 0,50 3. (a) 0,50 3. (b) 0,50 3. (c) 0,50 3. (d) 0,50 3. (e) 0,50
Ciência de Materiais. LEGI. Ano lectivo PROPRIEDADES MECÂNICAS parte I
 1. Um provete cilíndrico com 1 10-2 m de diâmetro e 10-1 m de comprimento (dimensões iniciais) foi traccionado até à fractura. Ao atingir-se a tensão nominal de 150MPa, o comprimento do provete era 10,5
1. Um provete cilíndrico com 1 10-2 m de diâmetro e 10-1 m de comprimento (dimensões iniciais) foi traccionado até à fractura. Ao atingir-se a tensão nominal de 150MPa, o comprimento do provete era 10,5