Nº
|
|
|
- Arthur Marroquim
- 5 Há anos
- Visualizações:
Transcrição
1 COMUNICAÇÃO TÉCNICA Nº Curso básico de injeção de plástico Jorge Luís Marques Garcia Júlio César Pestana Palestra ministrada nas empresas: NB Confecções e Comércio EIRELI; Pires Confecções e Comércio - EIRELI; Borba Confecções e Comércio - EIRELI; Carvalho Confecções e Comércio - EIRELI. A série Comunicação Técnica compreende trabalhos elaborados por técnicos do IPT, apresentados em eventos, publicados em revistas especializadas ou quando seu conteúdo apresentar relevância pública. Instituto de Pesquisas Tecnológicas do Estado de São Paulo S/A - IPT Av. Prof. Almeida Prado, 532 Cidade Universitária ou Caixa Postal 0141 CEP São Paulo SP Brasil CEP Tel /4000 Fax
2 Curso Básico de Injeção de Plástico Jorge Luís Marques Garcia Júlio César Pestana
3 Público alvo Operadores, líderes, encarregados e supervisores de fábrica.
4 Objetivo Estimular o interesse do participante a desenvolver-se nesta área, por meio do conhecimento básico de materiais plásticos e noções sobre o processo de injeção de plásticos. Conscientizar os participantes, a utilizar de forma adequada o equipamento, molde material.
5 Conteúdo Programático Introdução; 1 - Plásticos em geral; 2 - Processamento; 3 - Características do processamento; 4 - Identificação dos materiais plásticos; 5 - Segurança das máquinas injetoras; 6 - Fundamentos da injeção; 7 - Processo de injeção; 8 - Ciclo de Injeção; 9 - Guia de Problemas e Soluções; 10 Bibliografia.
6 1 - Plásticos em geral Os plásticos fazem parte da família dos polímeros que são formados por macromoléculas caracterizadas pela repetição múltipla de uma ou mais unidades químicas simples, os monômeros, sendo unidas entre si por reações químicas chamadas de reações de polimerização.
7 Termoplásticos Os termoplásticos possuem a propriedade de tornarem-se moles e pastosos durante a ação contínua do calor, endurecendo somente com o resfriamento. Desta forma, pode-se reaproveitar o material quantas vezes forem necessárias, dependendo de três fatores: Qualidade do produto; Condições de processamento; Tipo de material.
8 Termoplásticos À medida que processamos e reciclamos o material plástico, nota-se a diminuição nos valores de suas propriedades físicas, mecânicas e químicas, deixando o produto final com qualidade inferior ao que foi processado com material virgem.
9 Classificação Devido a grande variedade de materiais poliméricos existentes, torna-se necessário selecioná-los em grupos que possuam características comuns. Portanto, iremos dividir apenas em dois grupos, a saber: Os termoplásticos e os termofixos. Porém, apenas os termoplásticos serão objetos de estudo neste curso.
10 Termoplásticos Os termoplásticos são classificados em homopolímeros, copolímeros e blendas, e, de acordo com a sua estrutura, poderão ser amorfos ou cristalinos. Homopolímero É obtido a partir de um só tipo de monômero. Ex.: Polietileno, Polipropileno, Poliestireno, PVC, Poliacetal, etc.
11 Copolímero É obtido a partir de dois monômeros diferentes. Ex: SAN, EVA, PP Copolímero (Propileno + Etileno), Poliacetal copolímero, etc. Blenda Resulta da mistura entre dois polímeros diferentes; trata-se de uma mistura física e não química. Ex: NORYL (PPO + PS), XENOY (PC + PBT), TERMALOY (ABS + PC), ETC.
12 Blenda Polímero A Blenda A B Polímero B
13 Termoplásticos De acordo com o arranjo molecular, os termoplásticos podem ser divididos em AMORFOS e CRISTALINOS. Amorfos São materiais plásticos onde as diversas macromoléculas estão dispostas desordenadamente. As distâncias entre as moléculas e as cadeias são irregulares criando espaços vazios, que permitem a passagem de luz dando impressão de transparência.
14 Amorfos Ex: Polimetacrilato de metila (Acrílico), Policarbonato, Poliestireno Cristal e SAN. A incorporação de aditivos, elastômeros ou cargas retiram a transparência de alguns polímeros amorfos; temos como exemplo o PSAI, ABS e o PVC. Cristalinos Têm como característica o arranjo ordenado de suas moléculas que impedem a passagem da luz, dando a impressão de material opaco ou branco. Ex: Polietileno, Polipropileno, Poliacetal, PA (6 e 6.6), PBT e PET (que são Poliésteres).
15 2 Processamento - Conceito Moldagem por injeção é um processo cíclico de transformação de termoplásticos, é uma adaptação do processo de fundição de metais e abrange as seguintes etapas: Aquecimento e fusão da resina; Homogeneização do material fundido; Injeção do extrudado no interior da cavidade do molde; Resfriamento e solidificação do material na cavidade.
16 Processamento - Conceito A resina deverá ser isenta de umidade e colocada no funil de alimentação, o qual deve estar constantemente tampado para evitar poeira. As peças injetadas são separadas do canal de injeção e inspecionadas pelo operador enquanto se inicia outro ciclo. Os canais de injeção são moídos e retornados ao processo numa proporção preestabelecida.
17 3 - Características de processamento Para se efetuar o processamento adequado de um material é necessário conhecer algumas propriedades como veremos a seguir: Fluidez Fluidez é o grau de facilidade com que o material plástico escoa no interior do cilindro de plastificação e preenche as cavidades do molde. Para cada processo existe uma faixa de fluidez adequada. O processo de injeção utiliza-se de uma faixa de índice de fluidez que vai desde 2 g/10 min. a 30 g/10 min.

18 Plastômetro
19 Viscosidade Viscosidade é o grau de dificuldade com que o material plástico escoa no interior do cilindro de plastificação e preenche as cavidades do molde. Podemos concluir que, quando a fluidez é alta, a viscosidade é baixa; e quando a viscosidade é alta, a fluidez é baixa, de onde se conclui que, uma é o inverso da outra.
20 Temperatura de processamento É a diferença entre a temperatura de amolecimento e a temperatura de degradação do material plástico. Para se regular uma injetora, é necessário conhecer a temperatura de processamento do material que será injetado, pois cada material possui uma temperatura de processamento específica e adequada ao seu processamento. Temperatura de amolecimento Temperatura de processamento Temperatura de degradação Material sólido Material pastoso Material degradado
21 Contração É a diferença entre as dimensões do produto acabado e as dimensões da cavidade do molde, cujo valor é dado em porcentagem (%). No projeto do molde, bem como na sua construção, deve-se sempre levar em conta a contração do material especificado para o produto. A contração é uma propriedade diretamente relacionada às dimensões do produto, portanto, em peças cujas tolerâncias sejam muito pequenas (décimos, centésimos ou milésimos de milímetro), além da contração do material, o regulador ou preparador de máquina deverá possuir conhecimento do equipamento e dos parâmetros de processo que influenciam nesta propriedade.
22 Fatores que influenciam na contração A matéria-prima Em relação à matéria-prima, os materiais cristalinos contraem mais que os amorfos, mas também sofrem a interferência das cargas que, quando incorporadas, reduzem a contração em função do porcentual utilizado. As cargas normalmente utilizadas são: o talco, o carbonato de cálcio e a fibra de vidro, que podem fazer com que um material possa contrair até menos do que alguns materiais amorfos, mas tudo dependerá do percentual de carga utilizado.
23 Fatores que influenciam na contração O processo Alguns parâmetros de injeção têm influência direta na contração, ou seja: Quanto maior a pressão de injeção, menor será a contração; Quanto maior o tempo de injeção e resfriamento, menor será a contração; Quanto maior a temperatura do material, maior será a contração.
24 Fatores que influenciam na contração Moldes de injeção A refrigeração do molde é o item que tem mais influência na contração, como também a espessura de parede e o ponto de injeção da peça. A temperatura do molde deve ser controlada e ajustada adequadamente a cada tipo de material. Em relação à contração pode-se dizer que: Quanto maior a temperatura do molde, maior será a contração; Quanto maior a espessura da parede da peça (mais massa), maior será a contração; Quanto maior o ponto de injeção ( gate ), menor será a contração.
25 Higroscopicidade É a capacidade que um material tem para absorver água. Ao se processar um material com umidade, este formará vapores no interior do cilindro de injeção ( canhão ), podendo apresentar manchas, bolhas, estrias esbranquiçadas, prejudicando a qualidade do produto. Em alguns materiais poderá haver perda das propriedades elétricas, mecânicas e químicas, inviabilizando a fabricação de produtos que dependam dessas características.
26 Higroscopicidade Para alguns casos a umidade não permite o processamento do material; este é o caso da PA (nylon) e do PET, portanto, há a necessidade de estufar alguns materiais, caso eles não tenham sido estufados pelo fornecedor, ou no caso de material reciclado. Alguns fatores fazem variar o tempo e a temperatura de estufagem: A posição geográfica da empresa; O tipo de estufa utilizada; Calibração do pirômetro; O tipo da matéria-prima.
27 Material Tabela de processamento de matéria-prima Classificação Contração (%) Temp. de Processo (C) Secagem (C / h) PEAD Cristalino 2 a a PEBD Cristalino 1,5 a a PP Cristalino 1 a a PS Amorfo 0,4 a 0,6 180 a PSAI Amorfo 0,4 a 0,7 180 a SAN Amorfo 0,4 a 0,7 190 a / 3 ABS Amorfo 0,4 a 0,8 190 a / 3 PVC Amorfo 0,3 e a PA Cristalino 1,5 e a / 4 POM Cristalino 2 a a / 2
28 Material Tabela de processamento de matéria-prima Classificação Contração (%) Temp. de Processo (C) Secagem (C / h) PC Amorfo 0,4 a 0,8 250 a / 5 PMMA Amorfo 0,2 a 0,8 180 a / 5 CA Amorfo 0,3 a 0,7 170 a / 2 PET Cristalino 1 a a / 5 PBT Cristalino 1,5 a a / 4 EVA Cristalino 0,8 a 2,2 130 a PU Cristalino 0,8 a 1,5 180 a / 2
29 Densidade É a quantidade de massa existente em um determinado volume à temperatura t, expressa em quilograma por metro cúbico, grama por centímetro cúbico ou grama por milímetro cúbico.
30 Tabela de densidade Materiais Plásticos Densidade (g/cm 3 ) Polietileno de Alta Densidade (PEAD) 0,96 Polietileno de Baixa Densidade (PEBD) 0,92 Polipropileno (PP) 0,90 Poliestireno Cristal (PS) 1,04 Poliestireno de Alto Impacto (PSAI) 1,05 Estireno Acrilonitrila (SAN) 1,10 Acrilonitrila -Butadieno Estireno (ABS) 1,10 Policloreto de Vinila (Plastificado) (PVC) 1,20 Policloreto de Vinila (Rígido) (PVC) 1,40 Poliamida (Nylon) (PA) 1,15
31 Tabela de densidade Materiais Plásticos Densidade (g/cm 3 ) Poliacetal (Homopolímero) (POM) 1,42 Poliacetal (Copolímero) (POM) 1,41 Policarbonato (PC) 1,20 Acetato de Celulose (CA) 1,30 Polimetilmetacrilato (Acrílico) (PMMA) 1,20 Polibutileno Tereftalato (PBT) 1,35 Polietileno Tereftalato (PET) 1,30
32 4 - Identificação dos materiais plásticos na combustão Tipo de Polímero (PET) Polietilenotereftalato Facilidade de queima Moderada Característica da chama Amarelo, ligeira fumaça preta Comportamento do material Funde, goteja. Odor Aromático (PE) Polietileno Rápida Amarela, fundo azul. Funde e goteja. Parafina queimada (PVC) Policloreto de vinila Difícil Alaranjada, fundo verde. Escurece rapidamente, amolece e decompõe. (PP) Polipropileno Rápida Amarela, fundo azul. Funde e goteja. (PS) Poliestireno Rápida Amarela laranja, fuligem preta. (PC) Policarbonato Difícil Amarela, fumaça cinza. (PMMA) Poli (metacrilato de metila) Acrílico (ABS) Acrilonitrila Butadieno - Estireno Rápida Moderada Luminosa, alguma fuligem. Amarela laranja, fuligem preta. Amolece e forma bolhas; carboniza rapidamente. Amolece, borbulha e carboniza. Amolece e decompõese. Amolece e forma bolhas, carboniza rapidamente e não goteja. Chuveiro queimado Parafina queimada, mais azeda que o (PE) Borracha queimada Remédio Alho Borracha queimada, pneu queimado.
33 4 - Identificação dos materiais plásticos na combustão Tipo de Polímero (SAN) Estireno - Acrilonitrila (POM) Poliacetal Facilidade de queima Rápida Moderada Característica da chama Amarela laranja, fuligem preta. Azulada clara sem fumaça. (PA) Poliamida - Nylon Moderada Azul, topo amarelo. Comportamento do material Amolece e forma bolhas, carboniza rapidamente. Funde, goteja e a chama acompanha o gotejamento. Funde, goteja e as gotas continuam a queimar. Odor Borracha queimada, mais forte que o PS. Formol (ardido), lacrimejando os olhos. Pena e cabelo queimado Algumas precauções devem ser tomadas para este teste: Utilizar somente pequenos pedaços da amostra; Utilizar uma pinça ou um alicate para segurar a amostra; Estar sobre uma superfície não inflamável, preferencialmente metálica; Não aspirar próximo da amostra enquanto estiver queimando; Aspirar com cuidado.
34 5 - Segurança das máquinas injetoras São consideradas áreas de risco de uma máquina injetora: 1- Área do molde; 2- Área da unidade de injeção; 3- Área do mecanismo de fechamento; 4- Área de alimentação da matéria-prima; 5- Área dos extratores da máquina e do molde; 6- Área das resistências de aquecimento; 7- Área de descarga.

35 Segurança das máquinas injetoras Dispositivo de segurança de acionamento mecânico: Esse dispositivo consiste em uma trava, cujo movimento é controlado pela porta frontal, impedindo o fechamento do molde, com a porta aberta, caindo entre a placa móvel e a placa fixa ou entre os dentes da barra de segurança.



36 Segurança das máquinas injetoras Dispositivo de segurança de acionamento elétrico: Esse dispositivo é composto por chaves de fim de curso que são instaladas nas portas frontal e traseira das injetoras, interrompendo o movimento do molde e/ou o funcionamento das bombas.
37 Segurança das máquinas injetoras Dispositivo de segurança de acionamento hidráulico: Esse dispositivo fica instalado na porta frontal, acionando uma válvula de came, faz com que o óleo direcionado para o cilindro hidráulico de fechamento, seja desviado para o reservatório, impedindo o fechamento da máquina.
38 Segurança das máquinas injetoras Dispositivo de segurança de acionamento hidráulico: Para que o operador possa ter acesso a uma área de risco, a máquina injetora deverá possuir pelo menos dois dispositivos de segurança ativos e operantes, para impedir o funcionamento da máquina enquanto o operador estiver atuando na área de risco.
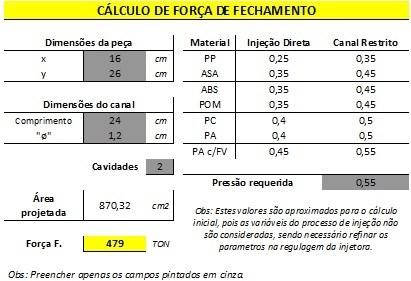
39 6 - Fundamentos de injeção Força de Fechamento A área projetada total da peça determina a força de fechamento necessária para manter o molde fechado durante a injeção. Pode-se visualizar esta área projetada como a sombra de uma peça injetada que cai sobre um plano paralelo. É importante notar que a área projetada inclui os canais. Força de fechamento = Área projetada das moldagens (cm²) x (⅓ a ½) da pressão da injeção (kg/cm²).
40 Força de fechamento
41 Pressão de Injeção Para determinada pressão da rosca, a pressão exercida nas cavidades dependerá da peça a ser injetada (relação direta) e da viscosidade do material (relação inversa). Secções espessas requerem forças de fechamento maiores, pois o material permanece semifluido por mais tempo durante a injeção. O mesmo acontece com altas temperaturas do material, moldes quentes, entradas amplas, ou quando é empregada grande velocidade de injeção. Geralmente na prática, usam-se cerca de três toneladas de fechamento para cada polegada quadrada de área projetada da peça.
![Pressão de injeção Cálculo da pressão de injeção: Pressão de injeção (kg/cm²) = [Pressão manométrica da linha hidráulica de injeção (kg/cm²)] x](/docs-images/98/138462448/images/42-1.jpg "[di² / dp²]. Onde: Pressão di = Diâmetro do cilindro hidráulico de injeção (cm). dp = Diâmetro da haste do cilindro de injeção ou da rosca (cm).")
42 Pressão de injeção Cálculo da pressão de injeção: Pressão de injeção (kg/cm²) = [Pressão manométrica da linha hidráulica de injeção (kg/cm²)] x [di² / dp²]. Onde: Pressão di = Diâmetro do cilindro hidráulico de injeção (cm). dp = Diâmetro da haste do cilindro de injeção ou da rosca (cm).
43 Balanceamento das cavidades A distribuição das cavidades dentro do molde deve considerar os diferentes caminhos que o material percorre ao atingi-las, por isso distribuem-se as cavidades em torno do canal de distribuição, de modo que seja utilizada a menor pressão de injeção possível para preenchimento de todas as cavidades do molde. Moldes desbalanceados resultam em peças falhadas ou cheias de rebarba, processo de injeção instável, perda de produtividade e vida útil do molde reduzida.
44 Ao iniciar o processo de injeção, observe: 1 - Uma boa peça injetada, só pode ser conseguida com a combinação correta de máquina, molde e material. 2 - Também a máquina, mesmo tendo o melhor projeto e técnica de processamento, várias possibilidades de comando e regulagens, e alta produção, não será a ideal, se: O molde for projetado erradamente ou sua execução mal feita; A temperatura não for controlada corretamente; O rendimento e a velocidade do molde não se harmonizem com a máquina; O material não for preparado corretamente (pré secagem).
45 3 - Antes de efetuar a regulagem da máquina, levar em consideração as variáveis do material e da peça, ao invés de considerar valores de referência fixos. 4 - Preencha e modele a peça com atenção. 5 - Deve-se considerar o controle do molde, já que é nele que nasce a peça. 6 - Ajustando a máquina para produzir. 7 - Ordem e sistema de trabalho resultam em produtividade. 8 - Segurança no trabalho: as mãos não são tão fortes quanto a força de fechamento da máquina.
46 7 - Processo de injeção 1 - A preparação: que peça, molde, máquina e material? 2 - A preparação da máquina: fixação do molde / ajuste da unidade de fechamento; 3 - Ajuste da unidade de injeção; 4 - Ajuste do comando da máquina; 5 - Início do processo de injeção: Uma vez verificados todos os ajustes, passar a injeção de manual, para semi automática. Raramente primeira injeção é aproveitável, mas em seguida deve-se otimizar os ajustes.
47 8 - Ciclo de injeção O processo de moldagem por injeção possui várias etapas para que se estabeleça o ciclo de injeção: Fechamento do molde Velocidade de fechamento; Cursos de Amortecimento; Segurança do Molde: funcionamento da segurança do molde; Pressão de fechamento ou travamento.
48 Fechamento do molde Velocidade de fechamento; Cursos de Amortecimento; Segurança do Molde: funcionamento da segurança do molde; Pressão de fechamento ou travamento.

49 Avanço da unidade de injeção Velocidade de encosto do bico de injeção; Pressão de encosto do bico de injeção; Curso de encosto do bico de injeção; Exemplo: Se programarmos 9, não injetará; Se programarmos 12, a injeção se fará do bico encostar no molde; Teremos que programar 10 ou 11.
50 Avanço da unidade de injeção (Continuação) Velocidade de injeção; Pressão de injeção; Tempo de injeção. Recalque Pressão de recalque; Tempo de recalque.
51 Dosagem Velocidade de dosagem: Depende de duas outras regulagens, a temperatura e a contra pressão, sendo uma consequência das duas; Limite de dosagem ou carga: Quando o limite de dosagem for maior do que o necessário para o preenchimento da peça sobrará material no bico da rosca, a esta sobra se da o nome de colchão.
52 Contra pressão É a pressão hidráulica aplicada na parte traseira do atuador de injeção, que a rosca tem de vencer para poder retornar. A contra pressão é normalmente utilizada para homogeneizar o material em estado fundido, influenciando diretamente na plastificação. A regulagem da contra pressão deve levar em consideração a temperatura da massa fundida. A dosagem deve ser regulada de forma que aconteça antes de terminar o tempo de resfriamento da peça, lembrando que a rotação da rosca e a contra pressão devem ser reguladas em conjunto.
53 Descompressão A descompressão consiste em retornar a rosca, por ação hidráulica, sem que esta gire, ao término do curso de dosagem. Assim, a rosca faz a descompressão do material acumulado na câmara de dosagem evitando o seu escorrimento pelo bico; Não se deve utilizar um retorno muito longo, pois isto gera um acumulo de ar na câmara de dosagem, provocando bolhas e manchas na peça.
54 Recuo da unidade de injeção Quando o contato da bucha de um molde com o bico de injeção, provoca constantes resfriamentos no bico, no final da dosagem ou da descompressão, adota-se o recuo da unidade de injeção. Ao efetuar o recuo da unidade de injeção não permitir que este recuo seja muito curto ou muito longo, para não aumentar o ciclo total da peça.
55 Abertura do molde Tempo de resfriamento; Velocidade de abertura; Amortecimento de abertura; Limite de abertura.
56 Extração da peça Velocidade de extração; Pressão de extração; Curso de extração; Extrator com repetição.
57 Tempo de reciclo É também chamado de espera, pausa, saída, fechamento ou tempo de molde aberto; Sempre que a máquina estiver trabalhando em ciclo automático esse tempo deve ser regulado; não poderá ser curto demais e nem muito longo evitando ciclos elevados; deverá ser o suficiente para que a peça caia antes do fechamento do molde.
58 9 - Defeitos e possíveis soluções Linha de solda / fluxo; Manchas; Rechupe; Produto quebradiço; Delaminação; Baixo brilho; Difícil extração; Alta contração / problemas na montagem; Bolhas; Pontos de queima; Peças com rebarbas; Ciclo de injeção alto.
59 10 - Bibliografia Riopol Curso básico intensivo de plásticos. Ipiranga química Guia de problemas e soluções. Braskem Problemas e soluções. Polibrasil Moldagem por injeção. Elia Behnke Apostila de Moldagem por injeção. SENAI Mário Amato Apostila do Curso Técnico em Plásticos. Escola LF Operador técnico em Injeção de plásticos. Inyección de plásticos Editorial Gustavo Gili, S.A. Barcelona Autor: Walter Mink Miembro de La Society of Plastics Engineers Inc. (USA).
60 Participaram da elaboração deste curso: Jorge Garcia Júlio Pestana Marco Lima Maurício Santos William Klumpp Henrique Seguchi Amilcar Gonçalves Paulo Fernandes Izilda Martins Sueli Meneguelo Participação especial: Dr. Vicente Mazzarella Dra. Mari Katayama
61 Muito obrigado a todos os participantes deste curso!
62 FIM
Nº
 COMUNICAÇÃO TÉCNICA Nº 175882 Processo de injeção de polímeros utilizando aditivos e cargas Jorge Luís Marques Garcia Júlio César Pestana Palestra apresentada no empresa Soil Industria e Comércio de Aquecedor
COMUNICAÇÃO TÉCNICA Nº 175882 Processo de injeção de polímeros utilizando aditivos e cargas Jorge Luís Marques Garcia Júlio César Pestana Palestra apresentada no empresa Soil Industria e Comércio de Aquecedor
Cálculos para Moldes de injeção Plástica. Curso Técnico em Plástico
 Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
Escola SENAI Conde Alexandre Siciliano Cálculos para Moldes de injeção Plástica Curso Técnico em Plástico Disciplina: Projeto de Moldes Prof.: Valdir Carlos Meneguello Índice Cálculos para molde de Injeção
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
Sumário. 1 - Avaliação de defeitos em peças injetadas de termoplásticos.
 Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
Sumário Estudo defeito em peças plásticas 1 - Avaliação de defeitos em peças injetadas de termoplásticos. 2 - Origem e Resolução dos Problemas de Moldagem A) Condições do equipamento B) Molde C) Material
ESTRUTURA E PROPRIEDADES DE POLIMÉROS. PMT Introdução à Ciência dos Materiais para Engenharia 8 a aula autora: Nicole R.
 ESTRUTURA E PROPRIEDADES DE POLIMÉROS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 8 a aula autora: Nicole R. Demarquete 1 Roteiro da Aula Histórico Química das moléculas poliméricas Estrutura
ESTRUTURA E PROPRIEDADES DE POLIMÉROS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 8 a aula autora: Nicole R. Demarquete 1 Roteiro da Aula Histórico Química das moléculas poliméricas Estrutura
PET: A injeção das pré-formas. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
CONTEÚDO PROGRAMÁTICO
 CONTEÚDO PROGRAMÁTICO ANALISTA TÉCNICO EM MATERIAIS PLÁSTICOS (11) 3277-0553 / 4119-0047 WhatsApp: (11) 9 6260-2293 www.escolalf.com.br OBJETIVOS ESPECÍFICOS DO CURSO ANALISTA TÉCNICO EM MATERIAIS PLÁSTICOS
CONTEÚDO PROGRAMÁTICO ANALISTA TÉCNICO EM MATERIAIS PLÁSTICOS (11) 3277-0553 / 4119-0047 WhatsApp: (11) 9 6260-2293 www.escolalf.com.br OBJETIVOS ESPECÍFICOS DO CURSO ANALISTA TÉCNICO EM MATERIAIS PLÁSTICOS
Introdução aos Materiais Poliméricos
 Introdução aos Materiais Poliméricos Introdução O que são polímeros? Do que os polímeros são feitos? Quais são os tipos de polímeros? Quais características conferem aos polímeros as suas características?
Introdução aos Materiais Poliméricos Introdução O que são polímeros? Do que os polímeros são feitos? Quais são os tipos de polímeros? Quais características conferem aos polímeros as suas características?
Classificação dos Materiais Poliméricos
 Fusibilidade: termoplásticos/termofixos. Tipos de Cadeias: lineares/ramificadas/ligações cruzadas. Taticidade: isotático, sindiotático, atático Comportamento Mecânico: elastômeros, fibras. Homopolímero
Fusibilidade: termoplásticos/termofixos. Tipos de Cadeias: lineares/ramificadas/ligações cruzadas. Taticidade: isotático, sindiotático, atático Comportamento Mecânico: elastômeros, fibras. Homopolímero
Introdução aos Materiais Poliméricos
 Introdução aos Materiais Poliméricos Introdução O que são polímeros? Do que os polímeros são feitos? Quais são os tipos de polímeros? Quais características conferem aos polímeros as suas características?
Introdução aos Materiais Poliméricos Introdução O que são polímeros? Do que os polímeros são feitos? Quais são os tipos de polímeros? Quais características conferem aos polímeros as suas características?
MATERIAIS POLIMÉRICOS
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais MATERIAIS POLIMÉRICOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais MATERIAIS POLIMÉRICOS PMT 2100 - Introdução à Ciência dos Materiais para Engenharia 2º Semestre de
CLASSIFICAÇÃO DOS POLÍMEROS
 CLASSIFICAÇÃO DOS POLÍMEROS Curso: Engenharia Mecânica - Terceiro Semestre Letivo Período: Primeiro Semestre 2010 Carga Horária: 60 horas Docente: Prof. Dr. Wagner M. Pachekoski As formas geralmente utilizadas
CLASSIFICAÇÃO DOS POLÍMEROS Curso: Engenharia Mecânica - Terceiro Semestre Letivo Período: Primeiro Semestre 2010 Carga Horária: 60 horas Docente: Prof. Dr. Wagner M. Pachekoski As formas geralmente utilizadas
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Introdução aos Materiais Poliméricos
 Introdução aos Materiais Poliméricos Introdução O que são polímeros? Do que os polímeros são feitos? Quais são os tipos de polímeros? Quais características conferem aos polímeros as suas características?
Introdução aos Materiais Poliméricos Introdução O que são polímeros? Do que os polímeros são feitos? Quais são os tipos de polímeros? Quais características conferem aos polímeros as suas características?
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA
 ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Materiais Poliméricos. Conceitos Gerais
 Materiais Poliméricos Conceitos Gerais ESTRUTURA DOS POLIMEROS DEFINIÇÃO São moléculas muito grandes (macromoléculas) formadas pela repetição de pequenas e simples unidades químicas (monômeros), ligadas
Materiais Poliméricos Conceitos Gerais ESTRUTURA DOS POLIMEROS DEFINIÇÃO São moléculas muito grandes (macromoléculas) formadas pela repetição de pequenas e simples unidades químicas (monômeros), ligadas
IV Fórum de Ensino Superior da Área Química Polímeros e suas aplicações: panorama atual e perspectivas
 IV Fórum de Ensino Superior da Área Química Polímeros e suas aplicações: panorama atual e perspectivas Polímeros Convencionais Lucilene Betega de Paiva Núcleo de Bionanomanufatura Laboratório de Processos
IV Fórum de Ensino Superior da Área Química Polímeros e suas aplicações: panorama atual e perspectivas Polímeros Convencionais Lucilene Betega de Paiva Núcleo de Bionanomanufatura Laboratório de Processos
tensionar peças Recalque alivia injeção e evita tensionar peças
 1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
1 As máquinas injetoras são dotadas de diversos recursos que permitem produzir peças nos mais altos padrões de qualidade, no menor tempo possível e com o menor consumo de energia elétrica. Entre esses
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa
 Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
POLÍMEROS O que são, suas aplicações e as áreas de formações técnicas e acadêmicas VII Semana de Polímeros
 Universidade Federal do Rio de Janeiro - UFRJ Instituto de Macromoléculas Professora Eloisa Mano - IMA POLÍMEROS O que são, suas aplicações e as áreas de formações técnicas e acadêmicas VII Semana de Polímeros
Universidade Federal do Rio de Janeiro - UFRJ Instituto de Macromoléculas Professora Eloisa Mano - IMA POLÍMEROS O que são, suas aplicações e as áreas de formações técnicas e acadêmicas VII Semana de Polímeros
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
Injetora de Plástico Pneumática
 Injetora de Plástico Pneumática Mod. IPP-64A SM Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Injeção:
Injetora de Plástico Pneumática Mod. IPP-64A SM Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Injeção:
MATERIAIS POLIMÉRICOS. Profª:Débora Delatore
 MATERIAIS POLIMÉRICOS Profª:Débora Delatore 1 MATERIAIS POLIMÉRICOS POLÍMEROS: Compreendem os materiais comuns de plástico e borracha. São compostos orgânicos baseados no carbono, no hidrogênio e em outros
MATERIAIS POLIMÉRICOS Profª:Débora Delatore 1 MATERIAIS POLIMÉRICOS POLÍMEROS: Compreendem os materiais comuns de plástico e borracha. São compostos orgânicos baseados no carbono, no hidrogênio e em outros
Tecnologia dos Materiais Processamento de Polímeros
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Processamento de Polímeros Módulo II Mecânica E-mail:
QUÍMICA. Química Orgânica. Polímeros Borrachas e Plásticos Parte 5. Prof. Giselle Blois
 QUÍMICA Química Orgânica Parte 5 Prof. Giselle Blois EXERCÍCIOS 1. Indique qual das afirmativas abaixo está correta e explique: a) Todos os polímeros são plásticos. b) Todas as macromoléculas são polímeros.
QUÍMICA Química Orgânica Parte 5 Prof. Giselle Blois EXERCÍCIOS 1. Indique qual das afirmativas abaixo está correta e explique: a) Todos os polímeros são plásticos. b) Todas as macromoléculas são polímeros.
PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA
 PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA 1 Programação das Temperaturas 1.1 Definição de temperatura do fundido É a temperatura que o material sai do bico da máquina injetora
PROGRAMAÇÃO E AJUSTES DAS VARIÁVEIS DE CONTROLE DA MÁQUINA INJETORA 1 Programação das Temperaturas 1.1 Definição de temperatura do fundido É a temperatura que o material sai do bico da máquina injetora
Física dos Materiais FMT0502 ( )
") Física dos Materiais FMT0502 (4300502) 1º Semestre de 2010 Instituto de Física Universidade de São Paulo Professor: Antonio Dominguesdos Santos E-mail: adsantos@if.usp.br Fone: 3091.6886 http://plato.if.usp.br/~fmt0502n/
Física dos Materiais FMT0502 (4300502) 1º Semestre de 2010 Instituto de Física Universidade de São Paulo Professor: Antonio Dominguesdos Santos E-mail: adsantos@if.usp.br Fone: 3091.6886 http://plato.if.usp.br/~fmt0502n/
Injetora de Plástico Pneumática
 Injetora de Plástico Pneumática Mod. IPP-64A SH Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Uma
Injetora de Plástico Pneumática Mod. IPP-64A SH Uma pequena máquina de moldagem por injeção plástica pneumática para fabricar protótipos e produção de curto prazo em pequena quantidade. Descrição: Uma
POLIMEROS. Por que estudar Polimeros?
 POLIMEROS Por que estudar Polimeros? A estrutura dos polimeros afeta suas propriedades e o comportamento dos materiais poliméricos. Exemplos: (1)O grau de cristalinidade influi na massa específica, rigidez,
POLIMEROS Por que estudar Polimeros? A estrutura dos polimeros afeta suas propriedades e o comportamento dos materiais poliméricos. Exemplos: (1)O grau de cristalinidade influi na massa específica, rigidez,
TERMOFORMAGEM. Prof. Carlos Henrique Scuracchio 2015
 TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
MATERIAIS POLIMÉRICOS
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES MATERIAIS POLIMÉRICOS Prof. Dr. Jeverson Teodoro Arantes Junior Definições
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES MATERIAIS POLIMÉRICOS Prof. Dr. Jeverson Teodoro Arantes Junior Definições
poli mero macromolécula monômero
 A palavra polímero origina-se do grego poli (muitos) e mero (unidade de repetição). Assim, um polímero é uma macromolécula composta por muitas (dezenas a milhares) unidades de repetição denominadas meros,
A palavra polímero origina-se do grego poli (muitos) e mero (unidade de repetição). Assim, um polímero é uma macromolécula composta por muitas (dezenas a milhares) unidades de repetição denominadas meros,
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1)
") INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Série Prática. Detalhes Técnicos. Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380
 Série Prática Detalhes Técnicos Novo design. Características totalmente inéditas no mercado! Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Bomba hidráulica de vazão variável Guias
Série Prática Detalhes Técnicos Novo design. Características totalmente inéditas no mercado! Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Bomba hidráulica de vazão variável Guias
Fabricação de cadeiras de polipropileno (PP)
") Fabricação de cadeiras de polipropileno (PP) Informações sobre cadeiras plásticas produzidas por injeção. Serviço Nacional de Aprendizagem Industrial - SENAI-RS Escola de Educação Profissional SENAI Nilo
Fabricação de cadeiras de polipropileno (PP) Informações sobre cadeiras plásticas produzidas por injeção. Serviço Nacional de Aprendizagem Industrial - SENAI-RS Escola de Educação Profissional SENAI Nilo
Processos de Injeção Plástica
 Processos de Injeção Plástica Conceito: O Processo de Injeção de materiais plásticos é baseado no seguinte conceito: O plástico no estado fundido é forçado a se deslocar até o interior de um molde, preenchendo
Processos de Injeção Plástica Conceito: O Processo de Injeção de materiais plásticos é baseado no seguinte conceito: O plástico no estado fundido é forçado a se deslocar até o interior de um molde, preenchendo
Figura 1.1. Peça contendo marca de chupagem
 GUIA DE PROBLEMAS E SOLUÇÕES Defeitos Aparentes em Peças Moldadas em Plásticos Este trabalho é um guia rápido de consulta que tem o objetivo de descrever os mais comuns tipos de defeitos que ocorrem em
GUIA DE PROBLEMAS E SOLUÇÕES Defeitos Aparentes em Peças Moldadas em Plásticos Este trabalho é um guia rápido de consulta que tem o objetivo de descrever os mais comuns tipos de defeitos que ocorrem em
RECYCLINGTECHNOLOGIES for a sustainable future
 RECYCLINGTECHNOLOGIES for a sustainable future Tecnologia de Reciclagem para um Futuro Sustentável CHALLENGER RECYCLER CHALLENGER DUO CHALLENGER CONICAL CHALLENGER COMPOUNDER CONVENCIONAL SPAGHETTI EXTRUSORAS
RECYCLINGTECHNOLOGIES for a sustainable future Tecnologia de Reciclagem para um Futuro Sustentável CHALLENGER RECYCLER CHALLENGER DUO CHALLENGER CONICAL CHALLENGER COMPOUNDER CONVENCIONAL SPAGHETTI EXTRUSORAS
Estrutura e Propriedades dos Polímeros
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais Estrutura e Propriedades dos Polímeros PMT 3110 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais Estrutura e Propriedades dos Polímeros PMT 3110 - Introdução à Ciência dos Materiais para Engenharia
Materiais Poliméricos
 Materiais Poliméricos -Introdução O termo "plástico" é geralmente empregado para designar os materiais orgânicos que podem ser moldados por deformação plástica, adquirindo e conservando uma forma planejada,
Materiais Poliméricos -Introdução O termo "plástico" é geralmente empregado para designar os materiais orgânicos que podem ser moldados por deformação plástica, adquirindo e conservando uma forma planejada,
VAMOS APRENDER UM POUCO MAIS SOBRE O PLÁSTICO????
 VAMOS APRENDER UM POUCO MAIS SOBRE O PLÁSTICO???? O que é polímero? Poli = vários Mero = unidades de repetição Polímero = União de várias unidades de repetição. Polímero Mero Polímero é o mesmo que Plástico?
VAMOS APRENDER UM POUCO MAIS SOBRE O PLÁSTICO???? O que é polímero? Poli = vários Mero = unidades de repetição Polímero = União de várias unidades de repetição. Polímero Mero Polímero é o mesmo que Plástico?
INJETORAS CATÁLOGO SIMCO. Imagens meramente ilustrativas
 CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
POLÍMEROS. Prof.a Cristiane P. T. Polastri
 POLÍMEROS Prof.a Cristiane P. T. Polastri Polímeros Polímeros são macromoléculas obtidas pela combinação de um número imenso (da ordem de milhares) de moléculas pequenas (os monômeros). Polimerização 1864
POLÍMEROS Prof.a Cristiane P. T. Polastri Polímeros Polímeros são macromoléculas obtidas pela combinação de um número imenso (da ordem de milhares) de moléculas pequenas (os monômeros). Polimerização 1864
Propriedades Térmicas de Polímeros
 Química de Polímeros Prof a. Dr a. Carla Dalmolin carla.dalmolin@udesc.br Propriedades Térmicas de Polímeros Mobilidade das Cadeias Poliméricas Características físicas do produto Plástico duro e frágil
Química de Polímeros Prof a. Dr a. Carla Dalmolin carla.dalmolin@udesc.br Propriedades Térmicas de Polímeros Mobilidade das Cadeias Poliméricas Características físicas do produto Plástico duro e frágil
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
O que são Polímeros? Polímeros são macromoléculas compostas pela repetição de uma unidade básica, chamada mero.
 Polímeros O que são Polímeros? Polímeros são macromoléculas compostas pela repetição de uma unidade básica, chamada mero. O que são Polímeros? o Polietileno (PE), produzido a partir do monômero etileno
Polímeros O que são Polímeros? Polímeros são macromoléculas compostas pela repetição de uma unidade básica, chamada mero. O que são Polímeros? o Polietileno (PE), produzido a partir do monômero etileno
Processamento de Polímeros
 s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
Polímeros. saturada (ex.: CH 4 ). Se fizer ligações duplas ou
. Se fizer ligações duplas ou") Introdução Os polímeros são compostos químicos de elevada massa molecular, resultantes de reações químicas de polimerização. Eles podem ser naturais, quando originados de plantas e animais (madeira, borracha,
Introdução Os polímeros são compostos químicos de elevada massa molecular, resultantes de reações químicas de polimerização. Eles podem ser naturais, quando originados de plantas e animais (madeira, borracha,
Unidade 12 Estrutura e Propriedades dos Materiais Poliméricos
 Unidade 12 Estrutura e Propriedades dos Materiais Poliméricos PMT 3100 - Fundamentos de Ciência e Engenharia dos Materiais 1º semestre de 2017 VARIABILIDADE DE PROPRIEDADES Rígidos, tenazes, flexíveis,
Unidade 12 Estrutura e Propriedades dos Materiais Poliméricos PMT 3100 - Fundamentos de Ciência e Engenharia dos Materiais 1º semestre de 2017 VARIABILIDADE DE PROPRIEDADES Rígidos, tenazes, flexíveis,
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
ANEXO IX INJETORA DE MATERIAIS PLÁSTICOS
 ANEXO IX INJETORA DE MATERIAIS PLÁSTICOS 1. Para fins de aplicação deste Anexo considera-se injetora a máquina utilizada para a fabricação descontínua de produtos moldados, por meio de injeção de material
ANEXO IX INJETORA DE MATERIAIS PLÁSTICOS 1. Para fins de aplicação deste Anexo considera-se injetora a máquina utilizada para a fabricação descontínua de produtos moldados, por meio de injeção de material
INJETORAS DE PLÁSTICO. Série Prática. Características Técnicas. Prática 40 Prática 80 Prática 130 Prática 170. Prática 220 Prática 300 Prática 380
 INJETORAS DE PLÁSTICO Série Prática Características Técnicas Prática 40 Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Descrição Técnica Equipamento Standard Características principais
INJETORAS DE PLÁSTICO Série Prática Características Técnicas Prática 40 Prática 80 Prática 130 Prática 170 Prática 220 Prática 300 Prática 380 Descrição Técnica Equipamento Standard Características principais
ESPECIFICAÇÃO TÉCNICA CAPACETE DE SEGURANÇA E.P.I. ACS Nº 0056 VISTA LATERAL DO CAPACETE DE SEGURANÇA VISTA INTERNA DO CAPACETE DE SEGURANÇA
 ESPECIFICAÇÃO TÉCNICA CAPACETE DE SEGURANÇA E.P.I. ACS Nº 0056 VISTA LATERAL DO CAPACETE DE SEGURANÇA VISTA INTERNA DO CAPACETE DE SEGURANÇA VISTA FRONTAL DO CAPACETE DE SEGURANÇA 1 - APLICAÇÃO: 1.1 -
ESPECIFICAÇÃO TÉCNICA CAPACETE DE SEGURANÇA E.P.I. ACS Nº 0056 VISTA LATERAL DO CAPACETE DE SEGURANÇA VISTA INTERNA DO CAPACETE DE SEGURANÇA VISTA FRONTAL DO CAPACETE DE SEGURANÇA 1 - APLICAÇÃO: 1.1 -
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL
 MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
HXF. Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS. Força, Produtividade e Economia
 Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Indústria Farmacêutica Indústria Alimenticia Indústria Automobilística Utilidade doméstica Pré-formas Peças técnicas Brinquedos
Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Indústria Farmacêutica Indústria Alimenticia Indústria Automobilística Utilidade doméstica Pré-formas Peças técnicas Brinquedos
HXF. Anotações Série REV 1-01/07/2016. Sopro de PET
 Anotações REV 1-01/07/2016 INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Sopro Extrusão Contínua Sopro Acumulação Sopro Extrusão Contínua e Acumulação Injeção Injeção e Sopro
Anotações REV 1-01/07/2016 INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Sopro Extrusão Contínua Sopro Acumulação Sopro Extrusão Contínua e Acumulação Injeção Injeção e Sopro
CLIENTE: Alpes Programação Industrial
 www.alpespi.com CLIENTE: Alpes Programação Industrial PROJETO: APInjet Número do projeto: 01 Revisão: R02 Data: 29/10/2012 qualquer fim, que não o previamente acordado, sem autorização da mesma. 1 SUMÁRIO
www.alpespi.com CLIENTE: Alpes Programação Industrial PROJETO: APInjet Número do projeto: 01 Revisão: R02 Data: 29/10/2012 qualquer fim, que não o previamente acordado, sem autorização da mesma. 1 SUMÁRIO
Oficina de Identificação de Plásticos. Grupo Lavoisier Escola Frei Plácido
 Oficina de Identificação de Plásticos Grupo Lavoisier Escola Frei Plácido O que são plásticos? São polímeros sintéticos, ou seja, grandes moléculas fabricadas para suprir nossas necessidades com custo
Oficina de Identificação de Plásticos Grupo Lavoisier Escola Frei Plácido O que são plásticos? São polímeros sintéticos, ou seja, grandes moléculas fabricadas para suprir nossas necessidades com custo
HXF. Força, Produtividade e Economia Ÿ Indústria Farmacêutica INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS
 HXF INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Ÿ Indústria Farmacêutica Ÿ Indústria Alimentícia Ÿ Indústria Automobilística Ÿ Utilidade doméstica Ÿ Pré-formas Ÿ Peças técnicas
HXF INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Ÿ Indústria Farmacêutica Ÿ Indústria Alimentícia Ÿ Indústria Automobilística Ÿ Utilidade doméstica Ÿ Pré-formas Ÿ Peças técnicas
Plásticos. Prof. Geraldo Lopes Crossetti. Prof. Geraldo Lopes Crossetti 11/12/2012. Page 1
 Plásticos Prof. Geraldo Lopes Crossetti Prof. Geraldo Lopes Crossetti 11/12/2012 Page 1 O que são? Plástico é um tipo de polímero que apresenta um comportamento térmico e mecânico característico. Os polímeros
Plásticos Prof. Geraldo Lopes Crossetti Prof. Geraldo Lopes Crossetti 11/12/2012 Page 1 O que são? Plástico é um tipo de polímero que apresenta um comportamento térmico e mecânico característico. Os polímeros
GLOSSÁRIO SOBRE PLÁSTICOS
 ABS Aditivos Anti-Flamabilidade Anti-Oxidantes Agente de Expansão Agente de Sopro Bico de Borracha Bucha de Calandragem Canhão Capacidade de Plastificação Cargas de Reforço Cargas Inertes Casting Cavidade
ABS Aditivos Anti-Flamabilidade Anti-Oxidantes Agente de Expansão Agente de Sopro Bico de Borracha Bucha de Calandragem Canhão Capacidade de Plastificação Cargas de Reforço Cargas Inertes Casting Cavidade
CÂMARA QUENTE Exige qualificação
 CÂMARA QUENTE Exige qualificação Página 1 Um sistema de câmara quente nada mais é que uma extensão do cilindro de plastificação de uma máquina injetora. É formado por componentes como manifolds, bicos,
CÂMARA QUENTE Exige qualificação Página 1 Um sistema de câmara quente nada mais é que uma extensão do cilindro de plastificação de uma máquina injetora. É formado por componentes como manifolds, bicos,
O QUE SÃO PLÁSTICOS?
 POLIMEROS 1/64 O QUE SÃO PLÁSTICOS? Os plásticos são materiais orgânicos poliméricos sintéticos, de constituição macrocelular, dotada de grande maleabilidade, facilmente transformável mediante o emprego
POLIMEROS 1/64 O QUE SÃO PLÁSTICOS? Os plásticos são materiais orgânicos poliméricos sintéticos, de constituição macrocelular, dotada de grande maleabilidade, facilmente transformável mediante o emprego
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
A Nova Geração de Bicos de Injeção Valvulados. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção Valvulados, (Corte de Fluxo
Plasticos e Vidros para Construção
 Materiais de Construção Plasticos e Vidros para Construção Autor: Eng.º José James Nicol s Maputo, Outubro de 2010 PLASTICOS Conteudo: 1. Introdução ao estudo do plástico: Definição; Fabricação; Classificação;
Materiais de Construção Plasticos e Vidros para Construção Autor: Eng.º José James Nicol s Maputo, Outubro de 2010 PLASTICOS Conteudo: 1. Introdução ao estudo do plástico: Definição; Fabricação; Classificação;
PET SOPRO CORRETO EVITA PREJUÍZO. E-BOOK - PET: SOPRO CORRETO EVITA PREJUÍZO
 PET SOPRO CORRETO EVITA PREJUÍZO Página 1 Com o grande consumo das garrafas de refrigerantes fabricadas de PET (polietileno tereftalato), essa resina se tornou atrativa para a fabricação de embalagens
PET SOPRO CORRETO EVITA PREJUÍZO Página 1 Com o grande consumo das garrafas de refrigerantes fabricadas de PET (polietileno tereftalato), essa resina se tornou atrativa para a fabricação de embalagens
Resumo Histórico. O maior desenvolvimento recente é relativo a aplicação de micro processadores a máquinas injetoras.
 Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Soluções em poliuretano termoplástico (TPU)
") Soluções em poliuretano termoplástico (TPU) Por André Lippi I Webinar CLAVES DO SUCESSO Unidades de negócio elasto plus - Versões Poliéster Série S Poliéter Série E elasto plus Faixas de dureza Série
Soluções em poliuretano termoplástico (TPU) Por André Lippi I Webinar CLAVES DO SUCESSO Unidades de negócio elasto plus - Versões Poliéster Série S Poliéter Série E elasto plus Faixas de dureza Série
Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico.
 para filmes, fios e tecidos plásticos com troca de telas hidráulico.") Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico. LDA - SJP Moagem; Alimentação para funil através de venturi; Funil com alimentação forçada; Cilindro
Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico. LDA - SJP Moagem; Alimentação para funil através de venturi; Funil com alimentação forçada; Cilindro
SUMÁRIO. 2 P á g i n a
 SUMÁRIO INTRODUÇÃO... 03 1. CONCEITOS FUNDAMENTAIS SOBRE O POLÍMERO... 04 1.1 Definição de polímeros... 04 1.2 Cadeia produtiva de polímeros... 04 2. POLIPROPILENO... 06 2.1 Comercialização do polipropileno...
SUMÁRIO INTRODUÇÃO... 03 1. CONCEITOS FUNDAMENTAIS SOBRE O POLÍMERO... 04 1.1 Definição de polímeros... 04 1.2 Cadeia produtiva de polímeros... 04 2. POLIPROPILENO... 06 2.1 Comercialização do polipropileno...
1ª Aula Prática: Identificação de Polímeros
 UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA DE MATERIAIS Engenharia e Ciência dos Materiais II SMM 0194 1ª Aula Prática: Identificação de Polímeros São Carlos,
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE SÃO CARLOS DEPARTAMENTO DE ENGENHARIA DE MATERIAIS Engenharia e Ciência dos Materiais II SMM 0194 1ª Aula Prática: Identificação de Polímeros São Carlos,
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Processamento de Polímeros. Engenharia Industrial de Controle e Automação. Engenharia de Produção. PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3
 Engenharia Industrial de Controle e Automação Engenharia de Produção PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3 Processamento de Polímeros Prof. Washington Nery PROCESSAMENTO DE POLÍMEROS INTRODUÇÃO O processamento
Engenharia Industrial de Controle e Automação Engenharia de Produção PROCESSOS DE FABRICAÇÃO MECÂNICA Aula 3 Processamento de Polímeros Prof. Washington Nery PROCESSAMENTO DE POLÍMEROS INTRODUÇÃO O processamento
DEFINIÇÃO PLÁSTICOS DEFINIÇÃO CLASSIFICAÇÃO
 MATERIAIS DE CONSTRUÇÃO CIVIL III DEFINIÇÃO PLÁSTICOS Formados pela combinação do carbono com oxigênio, hidrogênio, nitrogênio ou outros elementos orgânicos ou inorgânicos; C O H N Orgânicos Inorgânicos
MATERIAIS DE CONSTRUÇÃO CIVIL III DEFINIÇÃO PLÁSTICOS Formados pela combinação do carbono com oxigênio, hidrogênio, nitrogênio ou outros elementos orgânicos ou inorgânicos; C O H N Orgânicos Inorgânicos
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
POLÍMEROS. Química Professora: Raquel Malta 3ª série Ensino Médio
 POLÍMEROS Química Professora: Raquel Malta 3ª série Ensino Médio POLI MERO MUITAS PARTES Para pensar... Nossos descendentes, no futuro, talvez se refiram à nossa época como sendo a era dos plásticos. Muitos
POLÍMEROS Química Professora: Raquel Malta 3ª série Ensino Médio POLI MERO MUITAS PARTES Para pensar... Nossos descendentes, no futuro, talvez se refiram à nossa época como sendo a era dos plásticos. Muitos
MATRIAIS POLÍMEROS. Curso: Engenharia de Produção / Engenharia Civil 1. ESTRUTURA DE MATERIAIS POLÍMERICOS
 Curso: Engenharia de Produção / Engenharia Civil MATRIAIS POLÍMEROS 1. ESTRUTURA DE MATERIAIS POLÍMERICOS A maioria dos materiais poliméricos é composta por cadeias moleculares muito grandes, com grupos
Curso: Engenharia de Produção / Engenharia Civil MATRIAIS POLÍMEROS 1. ESTRUTURA DE MATERIAIS POLÍMERICOS A maioria dos materiais poliméricos é composta por cadeias moleculares muito grandes, com grupos
Projetos de Moldes de Injeção para Polímeros
 Projetos de Moldes de Injeção para Polímeros Disciplina: SEM0407 Introdução ao Projeto e à Manufatura Professores: Jaime G. Duduch e Renato G. Jasinevicius Balde (PMMA) Balde (PC) Peneira (POM) Alça (PEAD)
Projetos de Moldes de Injeção para Polímeros Disciplina: SEM0407 Introdução ao Projeto e à Manufatura Professores: Jaime G. Duduch e Renato G. Jasinevicius Balde (PMMA) Balde (PC) Peneira (POM) Alça (PEAD)
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Sempre que há a necessidade da construção de um elemento orgânico de máquina haverá a necessidade
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Sempre que há a necessidade
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Sempre que há a necessidade
Moldagem por Injeção
 Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Moldagem por Injeção Injeção Inúmeros produtos contêm partes moldadas por injeção: pentes, telefones, componentes de automóveis, computadores, monitores,televisores, etc; Processo relativamente simples
Propriedades do aço das cavidades
 Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
Propriedades do aço das cavidades alta dureza (para boa resistência ao desgaste); boa polibilidade; alta resiliência (para suportar pressão de injeção); baixo coeficiente de dilatação térmica; alta condutividade
D O S S I Ê T É C N I C O
 D O S S I Ê T É C N I C O Simulação Computacional do Processo de Injeção em Ambiente Virtual Jocelito Torres SENAI-RS Escola de Educação Profissional SENAI Nilo Bettanin Novembro 2007 DOSSIÊ TÉCNICO Sumário
D O S S I Ê T É C N I C O Simulação Computacional do Processo de Injeção em Ambiente Virtual Jocelito Torres SENAI-RS Escola de Educação Profissional SENAI Nilo Bettanin Novembro 2007 DOSSIÊ TÉCNICO Sumário
Sempre que há a necessidade da construção de componentes específicos ou máquinas complexas sempre será necessário a utilização dos materiais.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 M.Sc. Alan Sulato de Andrade alansulato@ufpr.br 1 INTRODUÇÃO: Sempre que há a necessidade
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 M.Sc. Alan Sulato de Andrade alansulato@ufpr.br 1 INTRODUÇÃO: Sempre que há a necessidade
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO
 PARA MOLDES VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO ALUMÍNIO vs AÇO PESO O alumínio é, em peso, uma terça parte do aço. A leveza deste material facilita bastante na manipulação de grandes blocos, reduzindo
PARA MOLDES VANTAGENS DA PRODUÇÃO DE MOLDES EM ALUMÍNIO ALUMÍNIO vs AÇO PESO O alumínio é, em peso, uma terça parte do aço. A leveza deste material facilita bastante na manipulação de grandes blocos, reduzindo
CAP 12 MATERIAIS POLIMÉRICOS E COMPÓSITOS
 CAP 12 MATERIAIS POLIMÉRICOS E COMPÓSITOS Smith cap 7+ 13 12. 1 POLÍMEROS MATERIAIS POLIMÉRICOS: Elastómeros (borrachas): grandes deformações elásticas Plásticos: Termoplásticos: Necessitam de calor para
CAP 12 MATERIAIS POLIMÉRICOS E COMPÓSITOS Smith cap 7+ 13 12. 1 POLÍMEROS MATERIAIS POLIMÉRICOS: Elastómeros (borrachas): grandes deformações elásticas Plásticos: Termoplásticos: Necessitam de calor para