FURAÇÃO E ESCAREAMENTO. Prof. Fernando 1
|
|
|
- Tânia Conceição Estrada
- 8 Há anos
- Visualizações:
Transcrição
1 FURAÇÃO E ESCAREAMENTO Prof. Fernando 1
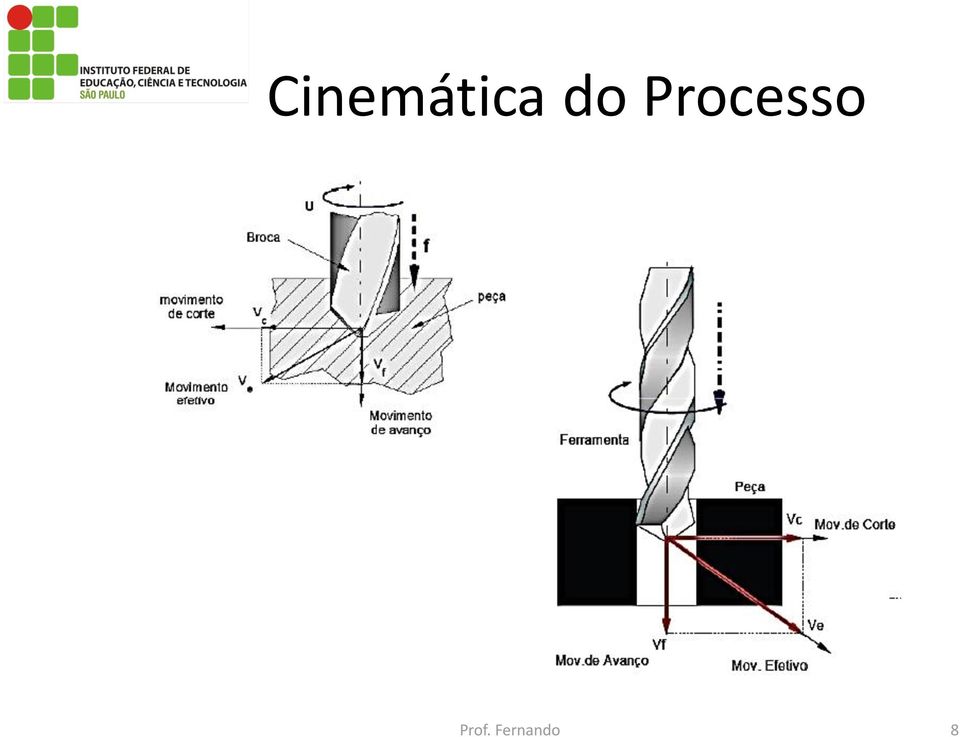
2 Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço é na direção do eixo Furadeira a arco egípcia de A.C. Prof. Fernando 2

3 Generalidades Prof. Fernando 3

4 O que é Furação? Processo mecânico destinado à obtenção de um furo, geralmente cilíndrico, com auxílio de uma ferramenta multicortante. Furação representa 40 % de todas as operações de usinagem Prof. Fernando 4

5 Finalidade da Furação O processo de furação é usado fim de prover meios de elementos de fixação, muitas vezes de importância secundária, ou pré-furos para acabamento através de outros processos (alargamento, brochamento). Na furação devemos observar os seguintes fatores: -Diâmetro do furo -Profundidade do furo -Tolerâncias de forma e de medidas - Volume de produção Prof. Fernando 5

6 Operações de Furação Prof. Fernando 6

7 Furadeiras São máquinas utilizadas na produção de furos circulares. A usinagem acontece numa certa velocidade de corte da ferramenta (broca) e o seu avança sob pressão longitudinal. Prof. Fernando 7
 e o seu avança sob")
8 Cinemática do Processo Prof. Fernando 8
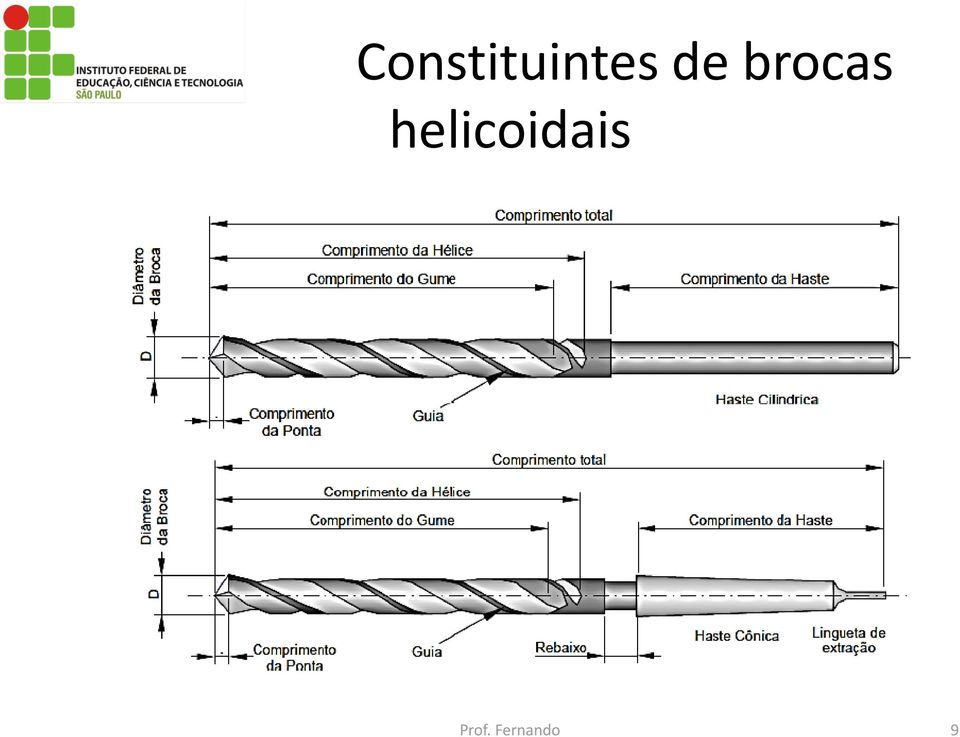
9 Constituintes de brocas helicoidais Prof. Fernando 9
10 Tipos de Furadeiras Prof. Fernando 10

11 Tipos de Furadeiras Prof. Fernando 11

12 Furações Prof. Fernando 12

13 Furações Prof. Fernando 13

14 Tipos de Brocas Broca de centro Broca calçada Brocas com dentes postiços Prof. Fernando 14

15 Tipos de Brocas Brocas canhão Brocas múltiplas Prof. Fernando 15

16 Tipos de Brocas Brocas com furos para refrigeração Broca anular ou serra-copo Prof. Fernando 16

17 Variações do processo de furação com brocas Prof. Fernando 17

18 Partes da broca Pode ser dividida em 3 partes: Corpo parte da broca que contém os canais helicoidais Ponta onde se localizam as arestas principais e transversal de corte; Haste onde é feita a fixação da ferramenta. De acordo com o mecanismo de fixação pode ser: Cilíndrica para montagem em mandril; Prof. Fernando 18

19 Geometria das brocas Haste; Diâmetro (D) medido entre as guias da broca; Núcleo parte central da broca. Confere a rigidez necessária. Guias ressaltos observados na superfície externa da broca. Têm as funções de guiar a ferramenta e reduzir o atrito desta furo. Canais helicoidais superfícies de saída da ferramenta. Ângulo de hélice na com o periferia da broca coincide com o ângulo de saída. Arestas de corte as arestas principais se encontram em uma região que forma a aresta transversal de corte. Prof. Fernando 19

20 Principais Ângulos em Furação Prof. Fernando 20

21 Principais Ângulos em Furação Ângulo de ponta (σ) ângulo entre as arestas principais de corte. Normalmente igual a 118, ou 140 para materiais moles. Ângulo de folga (α f ) medido no plano de trabalho, varia usualmente entre 12 e 15. Ângulo da aresta transversal (ψ) ângulo observado entre as aresta principal de corte e a aresta transversal. Para os valores dados de α f, varia entre 45 e 55 Prof. Fernando 21
22 Principais Ângulos em Furação Ângulo de saída ( ϒf ) varia desde um valor igual ao ângulo de hélice na periferia até valores negativos no centro da broca. Ângulo de folga (α fe )diminui da periferia para o centro (pois o ângulo da direção efetiva η aumenta na direção do centro). Também o avanço causa o aumento de η. Prof. Fernando 22
23 Ângulo de Hélice O ângulo de hélice (λ) é o ângulo da helicoide formada pelos canais da broca. A norma DIN 1836 classifica três tipos de brocas quanto ao ângulo de hélice: Tipo N (normal) para furação de aços ligados e não ligados, ferro fundido cinzento e maleável, níquel e ligas de alumínio de cavacos curtos. Ângulos λ de 18 a 30 ; Tipo H (para materiais duros) ferro fundido com dureza superior a 240 HB; latão, ligas de magnésio. Ângulos λ de 10 a 15 ; Tipo W (para materiais dúcteis) para cobre, alumínio e suas ligas de cavacos longos, ligas de zinco. Ângulos λ de 35 a 45. Prof. Fernando 23
24 Afiações especiais de brocas helicoidais A: duplo tronco de cone com redução do gume transversal melhora a capacidade de centralização da broca, reduz a força de avanço (redução do gume transversal) B: duplo tronco de cone com redução do gume transversal e ângulo de saída corrigido - possibilidade de adaptar o ângulo de saída para aplicações específicas C: duplo tronco de cone com afiação em cruz sobre o gume transversal eliminando completamente o gume transversal interessante particularmente para furações profundas Prof. Fernando 24
25 Afiações especiais de brocas helicoidais D: duplo tronco de cone com redução de cone transversal e quina chanfrada - usinagem de ferro fundido cinzento E: ângulo de ponta de 180º com ponta de centragem - furação centrada, furos circulares sem rebarbas, furação de chapas. F: Afiação com quatro faces: apesar não ser normalizada, é muito utilizada para brocas com diâmetro inferior a 1,5 mm ou em brocas de metal duro, uma vez que aqui a afiação com duplo tronco de cone é bastante difícil Prof. Fernando 25
26 Furação com brocas helicoidais Processo de maior importância - 20 a 25% do total de aplicações dos processos de usinagem; A broca helicoidal é a ferramenta mais fabricada e mais difundida para usinagem; Existem aproximadamente 150 formas de afiações e uma série de perfis específicos; Utilização em furos curtos ou profundos; Utilização na furação em cheios ou com préfuro; Prof. Fernando 26
27 Formas construtivas de brocas em função do material Prof. Fernando 27
28 Movimentos em Furação V c Velocidade de corte V ƒ Velocidade de avanço t c tempo de corte Prof. Fernando 28
29 Forças e Momentos na furação Os esforços verificados em furação são basicamente 3 : Força de Avanço: ocorre na direção axial da ferramenta. Força Passiva: ocorre na direção do raio da ferramenta. As componentes observadas nas 2 arestas de corte anulam-se devido à simetria da ferramenta. Momento Torçor: tangencial a ferramenta, ocorre devido à rotação da broca. Prof. Fernando 29
30 Particularidades do processo A velocidade de corte vai de um valor máximo na periferia da broca até o valor zero no seu centro; Dificuldade no transporte dos cavacos para fora da região do corte; Distribuição não adequada de calor na região do corte; Desgaste acentuado nas quinas com canto vivo; Atrito das guias nas paredes do furo; Prof. Fernando 30
31 Forças em brocas helicoidais Força de corte (F c ) - essa corresponde à parcela da força de corte ( F ci ) que atua em cada um dos gumes cortantes e é decorrente da resistência ao corte do material usinado, tendo grande influência sobre o momento torçor que atua na furação Prof. Fernando 31
32 Forças em brocas helicoidais Força de corte por gume Onde: Fc = Força de corte [N] kc = Força específica de corte [N/mm2] f = Avanço [mm] d = Diâmetro da broca [mm] Prof. Fernando 32
33 Forças em brocas helicoidais Força de avanço (F f ) Onde: F f = Força de avanço [N] k f = Força específica de avanço [N/mm2] f = Avanço [mm] d = Diâmetro da broca [mm] σ = Ângulo de ponta da ferramenta [graus] Prof. Fernando 33
34 Momentos nas brocas helicoidais Momento torçor (M t )- resultado das forças atuantes nos gumes principais da ferramenta são responsáveis pelo momento torçor,contribuindo entre 70 e 90% do valor do mesmo Onde: M t = Momento torçor [N.mm]; F c = Força de corte [N]; K c = Força específica de corte [N/mm2] f = Avanço [mm] d = Diâmetro da broca [mm]] Prof. Fernando 34
35 Momentos nas brocas helicoidais Momento torçor (M t )- resultado das forças atuantes nos gumes principais da ferramenta são responsáveis pelo momento torçor,contribuindo entre 70 e 90% do valor do mesmo Onde: M t = Momento torçor [N.mm]; F c = Força de corte [N]; K c = Força específica de corte [N/mm2] f = Avanço [mm] d = Diâmetro da broca [mm]] Prof. Fernando 35
36 Forças em brocas helicoidais Potência de corte (P c )- é resultante do produto entre o momento torçor e a velocidade angular da ferramenta Onde: M t = Momento torçor [N.mm]; P c = Potência de corte [kw]; n = rotação [RPM] ou para Pc ==> [CV] Prof. Fernando 36
37 Avanço máximo considerando a resistência da broca Tensão resultante da ação de uma força axial (compressão) e um momento torçor: Curiosidade A tensão admissível para aço rápido é 25 Kgf/mm 2 Prof. Fernando 37
38 Esforços observados durante a furação a) Resistência do material ao corte, observada nas arestas principais de corte; b) Resistência do material ao corte e esmagamento na aresta transversal de corte; c) Resistência devido ao atrito das guias com o furo e do cavaco com a superfície de saída da broca. Prof. Fernando 38
39 Fatores que contribuem para qualidade de furos com de brocas helicoidais Prof. Fernando 39
40 Tipos de cavacos e meios de remoção Retirada do cavaco produzido é problemática: Cavaco em fita é de difícil remoção; Cavaco helicoidal ou em lascas são de fácil retirada; Retirada do cavaco pode ser feita; Através da retirada periódica da ferramenta (demanda maior tempo passivo); Através do fluido de corte. O aumento do avanço facilita a quebra do cavaco. Porém, causa a redução do ângulo de folga efetivo. Prof. Fernando 40
41 Tipos de rebarbas Podem-se dividir em 3 tipos: a) UNIFORME pequenas dimensões e altura uniforme ao redor de toda a periferia do furo b) COROA possui altura grande e irregular na periferia do furo c) TRANSIÇÃO este tipo está situado entre o uniforme e a coroa. As fraturas ocorrem quase que simultaneamente no centro do furo e na periferia deste, portando as rebarbas se formam antes do tipo coroa e depois do tipo uniforme. Prof. Fernando 41
42 Tipos de rebarbas Mecanismos de formação de rebarbas a. Uniforme b. Transição c. Coroa Prof. Fernando 42
43 Erros comuns na geometria do furo Erros de forma: diâmetro não uniforme Rebarba: rebarba na entrada ou saída do furo Erros de posicionamento: deslocamento do centro do furo Erros de circularidade: seção circular distorcida Erros de dimensão: diâmetro resultante diferente da broca Prof. Fernando 43
44 Erros comuns na geometria do furo Prof. Fernando 44
45 Materiais para brocas Requisitos para materiais de brocas Tenacidade Resistência a compressão Resistência a abrasão Resistência térmica Resistência ao choque e a fadiga Prof. Fernando 45
46 Materiais para Brocas Prof. Fernando 46
47 Materiais para Brocas Aço-rápido Largamente empregado na fabricação de brocas (fácil reprocessamento e bons requisitos técnicos); As ferramentas são temperadas, sofrem tratamento superficial (nitretação) e frequentemente são revestidas; Ferramentas não integrais; Prof. Fernando 47
48 Materiais para brocas Metal duro Homogeneidade, elevadas dureza, resistência à compressão e ao desgaste à quente; As velocidades de corte podem ser até 3 vezes maiores que as utilizadas com ferramentas de aço rápido; Qualidade do furo - 3 classes IT melhores que os obtidos na usinagem com aço rápido; Aplicação de ferramentas de metal duro exige máquinas com características de velocidade, potência, refrigeração e rigidez adequadas; Brocas podem ser maciças (maior aceitação) ou com insertos intercambiáveis com ou sem revestimento; Prof. Fernando 48
49 Desgaste em Broca Helicoidais Desgaste de flanco (Vb) - baixa qualidade, imprecisões e aumento do atrito Desgaste nas guias - não gera aumento no momento Desgaste do gume transversal - arredondamento e possível lascamento das zonas de transição Desgaste de cratera - remoção de material por abrasão e difusão Gume postiço - adesão do material da peça encruado na ferramenta Fratura - fim catastrófico Prof. Fernando 49
50 Exemplos de desgaste em brocas (a) lascamento de gume (b) desgase abrasivo Prof. Fernando 50
51 Exemplo da volução de desgaste abrasivo em brocas helicoidais Prof. Fernando 51
52 Critério de fim de vida em furação Definição: perda do controle sobre os cavacos ou iminência de uma quebra rápida Fatores considerados Textura superficial Exatidão dimensional e geométrica Estado da ferramenta Formação do cavaco Vida restante da ferramenta Prof. Fernando 52
53 Critério de fim de vida em furação Critérios de fim de vida utilizados na prática Tempo de máquina Tempo efetivo de corte Volume de metal removido Número de peças usinadas Velocidade de corte equivalente Comprimento usinado equivalente Velocidade de corte relativa Prof. Fernando 53
54 Erros geométricos Erros dimensionais Posicionamento Circularidade Forma Presença de rebarbas Processo Peca Ferramenta Maquina Parâmetros Rigidez. Fatores que influenciam a qualidade e precisão do furo Prof. Fernando 54
55 Fatores que influenciam a qualidade e precisão do furo Máquinas onde são utilizadas buchas - precisão da broca em relação ao diâmetro e circularidade, não é tão crítica Máquinas de comando numérico / máquinas de precisão a precisão da broca é crítica Brocas padrão podem necessitar de uma nova retificação para operações de precisão Retificação inadequada, desbalanceamento das forças, deflexão na broca, erros nos furos Prof. Fernando 55
56 Variações do processo de furação Rebaixamento Prof. Fernando 56
57 Rebaixamento A usinagem não é feita em material maciço Rebaixamento de alargamento de um furo cilíndrico; Rebaixamento plano, de uma superfície cônica ou de uma superfície perfilada; Rebaixamento combinado de uma superfície cilíndrica e uma superfície de topo; Prof. Fernando 57
58 Rebaixamento Automação - uso de ferramentas com função específica Rebarbação e produção de chanfros - rebaixadores com ângulos de ponta Rebaixamento lateral e de topo - rebaixadores com guias Rebaixamento de alargamento - rebaixador de três gumes helicoidal Prof. Fernando 58
59 Ferramentas de rebaixamento Prof. Fernando 59
60 Velocidade de Corte É a velocidade instantânea do movimento principal do gume em relação à peça. É importante não confundir velocidade de corte com rotação da peça ou da ferramenta. A velocidade de corte é a velocidade tangencial do gume da ferramenta em relação à peça e é expressa normalmente em m/min. A rotação da peça ou ferramenta é uma velocidade angular, expressa em rpm. Prof. Fernando 60
61 Velocidade de Corte Prof. Fernando 61
62 Rotação Prof. Fernando 62
63 Tabela de Velocidade de Corte Prof. Fernando 63
64 Processo de Furação Profunda Prof. Fernando 64
65 Furação profunda Histórico Aplicações iniciais = Equipamentos bélicos Aplicações atuais Indústria de autopeças Aplicações nucleares Indústria de motores Setor agrícola Equipamentos médicos Prof. Fernando 65
66 Prof. Fernando 66
67 Prof. Fernando 67
68 Escareamento-Escareadores Prof. Fernando 68
69 Escareadores Os escareadores pertence ao grupo de elementos de furar; Podem ter dois ou mais gumes; São utilizados em: Rebarbar(eliminar as quinas vivas); Embutir (cabeças de rebites ou parafusos); Prof. Fernando 69
70 Escareadores São fabricados com diferentes ângulos: Prof. Fernando 70
71 Plaina Introdução Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Prof. Fernando 71
72 O que é aplainamento? Para "limar" aquela carcaça de motor de navio não é necessário gastar esforço físico. Basta uma máquina que realiza um grupo de operações chamado de aplainamento. Aplainamento é uma operação de usinagem feita com máquinas chamadas plainas e que consiste em obter superfícies planas, em posição horizontal, vertical ou inclinada. As operações de aplainamento são realizadas com o emprego de ferramentas que têm apenas uma aresta cortante que retira o metal excedente com movimento linear. Prof. Fernando 72
73 Aplainamento O aplainamento é uma operação de desbaste. Por isso, e dependendo do tipo de peça que está sendo fabricada, pode ser necessário o uso de outras máquinas para a realização posterior de operações de acabamento que dão maior exatidão às medidas. Prof. Fernando 73
74 Nas operações de aplainamento, o corte é feito em um único sentido. O curso de retorno da ferramenta é um tempo perdido. Assim, esse processo é mais lento do que o fresamento, por exemplo, que corta continuamente. Prof. Fernando 74
75 Prof. Fernando 75
76 Equipamentos do aplainamento As operações de aplainamento são sempre realizadas com máquinas. Elas são de dois tipos: a) Plaina limadora, que, por sua vez, pode ser: vertical ou horizontal. b) Plaina de mesa. A plaina limadora apresenta movimento retilíneo alternativo (vaivém ) que move a ferramenta sobre a superfície plana da peça retirando o material. Isso significa que o ciclo completo divide-se em duas partes: em uma (avanço da ferramenta) realiza-se o corte; na outra (recuo da ferramenta), não há trabalho, ou seja, é um tempo perdido. Prof. Fernando 76
77 Prof. Fernando 77
78 A plaina de mesa executa os mesmos trabalhos que as plainas Iimadoras podendo também ser adaptada até para fresamento e retificação. A diferença entre as duas é que, na plaina de mesa, é a peça que faz o movimento de vaivém. A ferramenta, por sua vez, faz um movimento transversal correspondente ao passo do avanço. Prof. Fernando 78
79 Etapas do aplainamento O aplainamento pode ser executado por meio de várias operações. Elas são: 1. Aplainar horizontalmente superfície plana e superfície paralela: produz superfícies de referência que permitem obter faces perpendiculares e paralelas. Prof. Fernando 79
80 Etapas de Aplainamento 2. Aplainar superfície plana em ângulo: o ângulo é obtido pela ação de uma ferramenta submetida a dois movimentos: um alternativo ou vaivém (de corte) e outro de avanço manual no cabeçote porta-ferramenta. Prof. Fernando 80
81 Etapas de Aplainamento 3. Aplainar verticalmente superfície plana combina dois movimentos: um longitudinal (da ferramenta) e outro vertical (da ferramenta ou da peça).produz superfícies de referência e superfícies perpendiculares de peças de grande comprimento como guias de mesas de máquinas. 4. Aplainar estrias: produz sulcos, iguais equidistantes sobre uma superfície plana, por meio da penetração de uma ferramenta de perfil adequado. As estrias podem ser paralelas ou cruzadas e estão presentes em mordentes de morsas de bancada ou grampos de fixação. Prof. Fernando 81
82 Etapas de Aplainamento 5. Aplainar rasgos: produz sulcos por meio de movimentos longitudinais (de corte) e verticais alternados (de avanço da ferramenta) de uma ferramenta especial chamada de bedame. Prof. Fernando 82
83 Essas operações podem ser realizadas obedecendo à seguinte sequência de etapas: 1. Fixação da peça - ao montar a peça, é necessário certificar se de que não há na mesa, na morsa ou na peça restos de cavacos, porque a presença destes impediria a correta fixação da peça. Nesse caso, limpam-se todas as superfícies. Para obter superfícies paralelas usam-se cunhas. O alinhamento deve ser verificado com um riscador ou relógio comparador. Prof. Fernando 83
84 2. Fixação da ferramenta - a ferramenta é presa no porta ferramenta por meio de um parafuso de aperto. A distância entre a ponta da ferramenta e a ponta do porta-ferramentas deve ser a menor possível a fim de evitar esforço de flexão e vibrações. Prof. Fernando 84
85 3. Preparação da máquina - que envolve as seguintes regulagens: a) Altura da mesa - deve ser regulada de modo que a ponta da ferramenta fique a aproximadamente 5mm acima da superfície a ser aplainada. b) Regulagem do curso da ferramenta - deve ser feita de modo que ao fim de cada passagem, ela avance 20 mm além da peça e, antes de iniciar nova passagem, recue até 10 mm. c) Regulagem do número de golpes por minuto - isso é calculado mediante o uso da fórmula: gpm =V c.1000/2.c d) Regulagem do avanço automático da mesa. Prof. Fernando 85
86 4. Execução da referência inicial do primeiro passe (também chamada de tangenciamente) - lsso é feito descendo a ferramenta até encostar na peça e acionando a plaina para que se faça um risco de referência. 5. Zeramento do anel graduado do portaferramentas e estabelecimento da profundidade de corte. 6. Acionamento da plaina e execução da operação. Prof. Fernando 86
87 Exercício 1 Qual a rotação mínima e máxima necessária para abrir um furo de diâmetro 15mm em uma barra de ferro fundido nodular com uma broca de aço rápido. Prof. Fernando 87
88 Prof. Fernando 88
89 Exercício 2 Qual a rotação mínima e máxima necessária para abrir um furo de diâmetro 15mm em uma barra de ferro fundido nodular (ou mole) com uma broca de metal duro sem tratamento. Prof. Fernando 89
90 Exercício 2 Prof. Fernando 90
91 Resposta Prof. Fernando 91
92 Responda às seguintes perguntas: a) O que é aplainamento? b) O que caracteriza o corte na plaina? c) Por que o aplainamento é considerado um processo de usinagem mais econômico que os outros? d) Com quais materiais são fabricadas as ferramentas para aplainar? Prof. Fernando 92
93 Prof. Fernando 93
94 Prof. Fernando 94
95 Exercício 4 Ordene a sequência de etapas do aplainamento numerando de 1 a 6 as seguintes frases. a. ( ) Zeramento do anel graduado. b. ( ) Preparação da máquina. c. ( ) Acionamento da máquina. d. ( ) Fixação da peça. e. ( ) Execução da referência inicial (ou tangenciamente). f. ( ) Fixação da ferramenta. Prof. Fernando 95
96 Assinale com X a alternativa correta para as questões abaixo: 1. Para rebaixos cônicos e parafusos de cabeça escareada com fenda utilizamos: 1. ( ) broca de centrar 2. ( ) broca helicoidal 3. ( ) escareador 4. ( ) rebaixador 2. Para fazer o alojamento para o parafusos tipo AIIen com cabeça cilíndrica sextavada, utilizamos: a) escareador cônico com guia. b) escareador cilíndrico. c) rebaixador cilíndrico com guia. d) escareador cônico sem guia, Prof. Fernando 96
97 Referências STOETERAU, L. Rodrigo. Processos de Usinagem Aula 09 Processo de furação.. Disponível em < U furacao.pdf >. Acesso em: 23 de outubro de Prof. Fernando 97
Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
Aula 09. Processo de Furação
 Aula 09 Processo de Furação Prof. Dr. Eng. Rodrigo Lima Stoeterau Formas de obtenção de furos Processos de Usinagem Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço
Aula 09 Processo de Furação Prof. Dr. Eng. Rodrigo Lima Stoeterau Formas de obtenção de furos Processos de Usinagem Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
Nesta aula, você vai estudar exatamente isso. E para acabar com o suspense, vamos a ela.
 Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
7 FURAÇÃO. 7.1 Furadeira
 1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
www.meccomeletronica.com página 1
 Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a
 Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
Prática de Oficina Processos de Fabricação
 Prática de Oficina Processos de Fabricação Filipi Damasceno Vianna Porto Alegre, 24 de junho de 2002. Sumário Introdução 3 1 Torno Mecânico Horizontal Comum 4 1.1 Campo de Aplicação..............................
Prática de Oficina Processos de Fabricação Filipi Damasceno Vianna Porto Alegre, 24 de junho de 2002. Sumário Introdução 3 1 Torno Mecânico Horizontal Comum 4 1.1 Campo de Aplicação..............................
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
Parte 5 Operação de Furação
 Parte 5 Operação de Furação revisão 6 152 Parte 5 Operação de furação 5.1 Introdução Na área de usinagem metal-mecânica existem diversas formas de se obter furos em peças. Pode-se destacar os seguintes
Parte 5 Operação de Furação revisão 6 152 Parte 5 Operação de furação 5.1 Introdução Na área de usinagem metal-mecânica existem diversas formas de se obter furos em peças. Pode-se destacar os seguintes
TORNO MECÂNICO. 1. Corpo da máquina: barramento, cabeçote fixo e móvel, caixas de mudança de velocidade.
 TORNO MECÂNICO É uma máquina-ferramenta muito versátil porque, além das operações de torneamento, pode executar operações que normalmente são feitas por outras máquinas como a furadeira, a fresadora e
TORNO MECÂNICO É uma máquina-ferramenta muito versátil porque, além das operações de torneamento, pode executar operações que normalmente são feitas por outras máquinas como a furadeira, a fresadora e
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
AULA 24 PROCESSO DE FURAÇÃO: BROCAS
 AULA 24 PROCESSO DE FURAÇÃO: BROCAS 177 24. PROCESSO DE FURAÇÃO: BROCAS 24.1. Introdução As brocas são as ferramentas de abertura de furos que, em geral, possuem de 2 a 4 arestas de corte (gumes) que
AULA 24 PROCESSO DE FURAÇÃO: BROCAS 177 24. PROCESSO DE FURAÇÃO: BROCAS 24.1. Introdução As brocas são as ferramentas de abertura de furos que, em geral, possuem de 2 a 4 arestas de corte (gumes) que
Furação NOMENCLATURA A B C D E F G H I J K L M N O P Q
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
Mais que nunca é preciso cortar
 Mais que nunca é preciso cortar Quando suas unhas estão compridas e é necessário apará-las, qual o modo mais rápido de fazê-lo? Lixando ou cortando? Naturalmente, se você lixar, o acabamento será melhor.
Mais que nunca é preciso cortar Quando suas unhas estão compridas e é necessário apará-las, qual o modo mais rápido de fazê-lo? Lixando ou cortando? Naturalmente, se você lixar, o acabamento será melhor.
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
Você já pensou o que seria do ser humano
 A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
CURSO TÉCNICO DE MECÂNICA INDUSTRIAL
 Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Cotagens especiais. Você já aprendeu a interpretar cotas básicas
 A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
Def e in i i n ç i ã ç o S o ã o f er e ram a en e t n as a s rot o at a iva v s a s pa p r a a a us u i s na n g a e g m e d e d
 Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
CATÁLOGO TÉCNICO 2013-2
 CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
Fresamento. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
Ensaio de torção. Diz o ditado popular: É de pequenino que
 A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
ESQUADREJADORA. Princípios principais de utilização e precauções:
 ESQUADREJADORA A esquadrejadora é uma máquina de serra circular que permite realizar cortes rectos de precisão, vazados ou interrompidos, de peças de grande dimensão. É constituída por um corpo com mesa
ESQUADREJADORA A esquadrejadora é uma máquina de serra circular que permite realizar cortes rectos de precisão, vazados ou interrompidos, de peças de grande dimensão. É constituída por um corpo com mesa
BROCAS DIN 338 N - HSS M2 HASTE CILÍNDRICA DESCRIÇÃO DIÂMETRO APLICAÇÃO
 DIN 338 N - HSS M2 HASTE CILÍNDRICA Broca cilíndrica corte direito 100% retificado, HSS-M2 std afiada. 118 º. Tolerância Ø: h8. Concentricidade assegurada. acabamento brilhante. Dureza 63-66 HRc. Construção
DIN 338 N - HSS M2 HASTE CILÍNDRICA Broca cilíndrica corte direito 100% retificado, HSS-M2 std afiada. 118 º. Tolerância Ø: h8. Concentricidade assegurada. acabamento brilhante. Dureza 63-66 HRc. Construção
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Especificações Técnicas
 Especificações Técnicas TABELA DE ESCOLHA DO TIPO DE FRESA TIPO DE FRESA MATERIAL A SER CORTADO Com geometria de corte N aço com resistência até 80 kg/mm² aço beneficiado até 100 kg/mm² ferro fundido até
Especificações Técnicas TABELA DE ESCOLHA DO TIPO DE FRESA TIPO DE FRESA MATERIAL A SER CORTADO Com geometria de corte N aço com resistência até 80 kg/mm² aço beneficiado até 100 kg/mm² ferro fundido até
O berbequim com percussão pode ser utilizado, consoante o modo de furação, para furar todos os tipos de materiais.
 O BERBEQUIM O berbequim com percussão pode ser utilizado, consoante o modo de furação, para furar todos os tipos de materiais. Com percussão: Pedra, granito, betão, cimento, tijolo, etc. Sem percussão:
O BERBEQUIM O berbequim com percussão pode ser utilizado, consoante o modo de furação, para furar todos os tipos de materiais. Com percussão: Pedra, granito, betão, cimento, tijolo, etc. Sem percussão:
59 Brunimento, lapidação, polimento
 A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
Engrenagens II. Nesta aula trataremos da representação das. Conceitos básicos. Representação dos dentes. engrenagens no desenho técnico.
 A UU L AL A Engrenagens II Nesta aula trataremos da representação das engrenagens no desenho técnico. Introdução Conceitos básicos As engrenagens são representadas, nos desenhos técnicos, de maneira normalizada.
A UU L AL A Engrenagens II Nesta aula trataremos da representação das engrenagens no desenho técnico. Introdução Conceitos básicos As engrenagens são representadas, nos desenhos técnicos, de maneira normalizada.
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
CATÁLOGO DE METROLOGIA
 CATÁLOGO DE METROLOGIA 1 PAQUÍMETRO PAQUÍMETRO UNIVERSAL PAQUÍMETRO UNIVERSAL (MD) capacidade LEITURA 141-112 0-150mm / 0-6 0,02mm / 0,001 141-113 0-150mm / 0-6 0,05mm / 1/128 141-114 0-200mm / 0-8 0,02mm
CATÁLOGO DE METROLOGIA 1 PAQUÍMETRO PAQUÍMETRO UNIVERSAL PAQUÍMETRO UNIVERSAL (MD) capacidade LEITURA 141-112 0-150mm / 0-6 0,02mm / 0,001 141-113 0-150mm / 0-6 0,05mm / 1/128 141-114 0-200mm / 0-8 0,02mm
ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Nem sempre as unidades geradoras
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Nem sempre as unidades geradoras
Brocas de Três Pontas Brocas de Três Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas de Aço Cromo Conjuntos de Brocas de Aço Cromo Brocas
 Brocas de Três Pontas Brocas de Três Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas de Aço Cromo Conjuntos de Brocas de Aço Cromo Brocas Chatas Brocas Chatas para Dobradiças Extensão para
Brocas de Três Pontas Brocas de Três Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas de Aço Cromo Conjuntos de Brocas de Aço Cromo Brocas Chatas Brocas Chatas para Dobradiças Extensão para
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A afiação das ferramentas é feita somente nas superfícies que determinam os ângulos de ataque, de cunha e saída.
 O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA
 Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se
Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se
Alta confiabilidade em cortes e canais mais profundos
 Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
5. ENGRENAGENS Conceitos Básicos
 Elementos de Máquinas I Engrenagens Conceitos Básicos 34 5. EGREAGES Conceitos Básicos 5.1 Tipos de Engrenagens Engrenagens Cilíndricas Retas: Possuem dentes paralelos ao eixo de rotação da engrenagem.
Elementos de Máquinas I Engrenagens Conceitos Básicos 34 5. EGREAGES Conceitos Básicos 5.1 Tipos de Engrenagens Engrenagens Cilíndricas Retas: Possuem dentes paralelos ao eixo de rotação da engrenagem.
Polias e correias. Polias
 A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Ensaios Mecânicos de Materiais. Aula 10 Ensaio de Torção. Prof. MSc. Luiz Eduardo Miranda J. Rodrigues
 Ensaios Mecânicos de Materiais Aula 10 Ensaio de Torção Tópicos Abordados Nesta Aula Ensaio de Torção. Propriedades Avaliadas do Ensaio. Exemplos de Cálculo. Definições O ensaio de torção consiste em aplicação
Ensaios Mecânicos de Materiais Aula 10 Ensaio de Torção Tópicos Abordados Nesta Aula Ensaio de Torção. Propriedades Avaliadas do Ensaio. Exemplos de Cálculo. Definições O ensaio de torção consiste em aplicação
27 Sistemas de vedação II
 A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
1 ÂNGULOS DENTE DE SERRA CIRCULAR
 1 ÂNGULOS DENTE DE SERRA CIRCULAR α (alpha)...- ÂNGULO LIVRE, EVITA O ATRITO TANGENCIAL (COSTAS DO DENTE) β (beta)...- ÂNGULO DE CUNHA, DEFINE A RESISTÊNCIA DO DENTE γ (gamma)...- ÂNGULO DE ATAQUE OU SAÍDA,
1 ÂNGULOS DENTE DE SERRA CIRCULAR α (alpha)...- ÂNGULO LIVRE, EVITA O ATRITO TANGENCIAL (COSTAS DO DENTE) β (beta)...- ÂNGULO DE CUNHA, DEFINE A RESISTÊNCIA DO DENTE γ (gamma)...- ÂNGULO DE ATAQUE OU SAÍDA,
Acesse:
 Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Vou, corto e volto Acesse: http://fuvestibular.com.br/ Você já pensou se tivesse que limar manualmente uma carcaça de um motor de navio? Provavelmente você começaria a tarefa e seus netos a terminariam,
Mancais. TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas. Professor: André Kühl andre.kuhl@ifsc.edu.br
 Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de Arco de Pua Verrumas para Arco de Pua. Verrumas Manuais. Ferros de Pua Mathieson
 Brocas para Madeira Brocas de 3 Pontas Brocas de 3 Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas em Aço Cromo 46 47 48 48 Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de
Brocas para Madeira Brocas de 3 Pontas Brocas de 3 Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas em Aço Cromo 46 47 48 48 Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Acoplamento. Uma pessoa, ao girar o volante de seu automóvel, Conceito. Classificação
 A U A UL LA Acoplamento Introdução Uma pessoa, ao girar o volante de seu automóvel, percebeu um estranho ruído na roda. Preocupada, procurou um mecânico. Ao analisar o problema, o mecânico concluiu que
A U A UL LA Acoplamento Introdução Uma pessoa, ao girar o volante de seu automóvel, percebeu um estranho ruído na roda. Preocupada, procurou um mecânico. Ao analisar o problema, o mecânico concluiu que
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Os paquímetros distinguem-se pela faixa de indicação, pelo nônio, pelas dimensões e forma dos bicos.
 Capítulo 3 PAQUÍMETRO 3.1 ASPECTOS GERAIS 3.1.1 Definição O Paquímetro (figura 3.1) é o resultado da associação de: uma escala, como padrão de comprimento; dois bicos de medição, como meios de transporte
Capítulo 3 PAQUÍMETRO 3.1 ASPECTOS GERAIS 3.1.1 Definição O Paquímetro (figura 3.1) é o resultado da associação de: uma escala, como padrão de comprimento; dois bicos de medição, como meios de transporte
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Elementos de transmissão de potência José Queiroz - Unilins
 Projetos Mecânicos Elementos de transmissão de potência José Queiroz - Unilins 2 Polias e correias Polias: As polias são peças cilíndricas, movimentadas pela rotação do eixo do motor e pelas correias.
Projetos Mecânicos Elementos de transmissão de potência José Queiroz - Unilins 2 Polias e correias Polias: As polias são peças cilíndricas, movimentadas pela rotação do eixo do motor e pelas correias.
Introdução. elementos de apoio
 Introdução aos elementos de apoio A UU L AL A Esta aula - Introdução aos elementos de apoio - inicia a segunda parte deste primeiro livro que compõe o módulo Elementos de máquinas. De modo geral, os elementos
Introdução aos elementos de apoio A UU L AL A Esta aula - Introdução aos elementos de apoio - inicia a segunda parte deste primeiro livro que compõe o módulo Elementos de máquinas. De modo geral, os elementos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
27 Tolerância geométrica
 A U A UL LA Tolerância geométrica de posição Um problema Como se determina a tolerância de posição de peças conjugadas para que a montagem possa ser feita sem a necessidade de ajustes? Essa questão é abordada
A U A UL LA Tolerância geométrica de posição Um problema Como se determina a tolerância de posição de peças conjugadas para que a montagem possa ser feita sem a necessidade de ajustes? Essa questão é abordada
Aspectos de Segurança - Discos de Corte e Desbaste
 Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
TOOLS NEWS. Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2 ~ 6xD B202Z. Broca intercambiável MVX
 TOOLS NEWS Atualiz. 2014.7 B202Z Broca intercambiável Novo quebra-cavaco US Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2 ~ 6xD Broca intercambiável 4 arestas
TOOLS NEWS Atualiz. 2014.7 B202Z Broca intercambiável Novo quebra-cavaco US Corpo de alta rigidez desenvolvido com tecnologia de ponta. Disponível em comprimentos de 2 ~ 6xD Broca intercambiável 4 arestas
Fresas Ferramentas de fresar
 Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Estruturas de serrotes para metais
 Serração Serras alternativas As máquinas de serração e as serras RIDGID foram desenvolvidas por profissionais para profissionais. Quaisquer que sejam as suas exigências em questões de serração, o programa
Serração Serras alternativas As máquinas de serração e as serras RIDGID foram desenvolvidas por profissionais para profissionais. Quaisquer que sejam as suas exigências em questões de serração, o programa
Cotagem de elementos
 Cotagem de elementos Introdução Na aula anterior você estudou algumas regras para cotagem e aprendeu como indicar as cotas básicas da peça. Mas, só com essas cotas, não é possível produzir peças que tenham
Cotagem de elementos Introdução Na aula anterior você estudou algumas regras para cotagem e aprendeu como indicar as cotas básicas da peça. Mas, só com essas cotas, não é possível produzir peças que tenham
Arruelas. Um motorista estava inconformado. Já era a
 A UU L AL A Arruelas Um motorista estava inconformado. Já era a terceira vez que, em menos de um ano, caía o escapamento de seu carro. Por isso, foi consultar um amigo, mecânico de automóveis. Depois de
A UU L AL A Arruelas Um motorista estava inconformado. Já era a terceira vez que, em menos de um ano, caía o escapamento de seu carro. Por isso, foi consultar um amigo, mecânico de automóveis. Depois de
USINAGEM. Prof. Fernando Penteado.
 USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
Processos mecânicos de usinagem
 DDSSDD SENAI Departamento Regional de SãoPaulo Ensino a distância Usinagem - Tecnologia do corte módulo 1 Processos mecânicos de usinagem Programações a Distância de Tecnologia Industrial SENAI-SP, 1998
DDSSDD SENAI Departamento Regional de SãoPaulo Ensino a distância Usinagem - Tecnologia do corte módulo 1 Processos mecânicos de usinagem Programações a Distância de Tecnologia Industrial SENAI-SP, 1998
C-EC/U. Porta Comercial de Encosto em caixilho "U
 C-EC/U Porta Comercial de Encosto em caixilho "U A Dânica Doors recomenda que as instruções de montagem contidas neste manual sejam seguidas rigorosamente para que as portas atendam em sua plena funcionalidade.
C-EC/U Porta Comercial de Encosto em caixilho "U A Dânica Doors recomenda que as instruções de montagem contidas neste manual sejam seguidas rigorosamente para que as portas atendam em sua plena funcionalidade.
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE
 AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
INCOMATOL MÁQUINAS LTDA SOBRE A INCOMATOL
 FÁBRICA E ESCRITÓRIO Rua José Cardoso da Silva, 300 Centro Rio Bonito RJ Brasil cep 28.800-000 I Cx Postal 112752 T 21 2734.0282 I F 21 2734.0247 www.incomatol.com.br incomatol@incomatol.com.br SOBRE A
FÁBRICA E ESCRITÓRIO Rua José Cardoso da Silva, 300 Centro Rio Bonito RJ Brasil cep 28.800-000 I Cx Postal 112752 T 21 2734.0282 I F 21 2734.0247 www.incomatol.com.br incomatol@incomatol.com.br SOBRE A
Projeção ortográfica de modelos com elementos paralelos e oblíquos
 A U L A Projeção ortográfica de modelos com elementos paralelos e oblíquos Introdução Você já sabe que peças da área da Mecânica têm formas e elementos variados. Algumas apresentam rebaixos, outras rasgos,
A U L A Projeção ortográfica de modelos com elementos paralelos e oblíquos Introdução Você já sabe que peças da área da Mecânica têm formas e elementos variados. Algumas apresentam rebaixos, outras rasgos,
PC Prof. Del Gomes. Petrocenter
 Sistema de Movimentação de Cargas SWIVEL elemento que liga as partes girantes às fixas, permitindo livre rotação da coluna; por um tubo na sua lateral (gooseneck) permite a injeção de fluido no interior
Sistema de Movimentação de Cargas SWIVEL elemento que liga as partes girantes às fixas, permitindo livre rotação da coluna; por um tubo na sua lateral (gooseneck) permite a injeção de fluido no interior
Variadores e redutores de velocidade e manutenção de engrenagens
 Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
4 CARACTERÍSTICAS TÉCNICAS
 4 CARACTERÍSTICAS TÉCNICAS O acoplamento ACRIFLEX AC é composto por dois cubos simétricos de ferro fundido cinzento, unidos por um jogo de correias planas fixadas aos cubos através de um flange aparafusado.
4 CARACTERÍSTICAS TÉCNICAS O acoplamento ACRIFLEX AC é composto por dois cubos simétricos de ferro fundido cinzento, unidos por um jogo de correias planas fixadas aos cubos através de um flange aparafusado.
QUESTÃO 24 PETROBRÁS / 2008
 QUESTÃO 24 PETROBRÁS / 2008 Um esforço axial de tração gera os valores máximos de tensão (A) normal na seção transversal e de cisalhamento em um plano a 45 o. (B) normal na seção transversal e de cisalhamento
QUESTÃO 24 PETROBRÁS / 2008 Um esforço axial de tração gera os valores máximos de tensão (A) normal na seção transversal e de cisalhamento em um plano a 45 o. (B) normal na seção transversal e de cisalhamento
DESENHO TÉCNICO E SUAS APLICAÇÕES
 DESENHO TÉCNICO E SUAS APLICAÇÕES CURSO: ENGENHARIA DE PRODUÇÃO NOME: FELIPE VESCOVI ORIENTADOR: FABIO REDIN DO NASCIMENTO CARAZINHO, DEZEMBRO DE 2011. DESENHO TÉCNICO E SUAS APLICAÇÕES PALAVRA CHAVES:
DESENHO TÉCNICO E SUAS APLICAÇÕES CURSO: ENGENHARIA DE PRODUÇÃO NOME: FELIPE VESCOVI ORIENTADOR: FABIO REDIN DO NASCIMENTO CARAZINHO, DEZEMBRO DE 2011. DESENHO TÉCNICO E SUAS APLICAÇÕES PALAVRA CHAVES:
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
Retificar significa corrigir irregularidades de superfícies de peças. Assim, a retificação tem por objetivo:
 1 8 - RETIFICAÇÃO 8.1 Introdução A retificação é um processo de usinagem por abrasão. Este processo é realizado utilizando-se uma máquina-ferramenta chamada retificadora, para dar acabamento fino e exatidão
1 8 - RETIFICAÇÃO 8.1 Introdução A retificação é um processo de usinagem por abrasão. Este processo é realizado utilizando-se uma máquina-ferramenta chamada retificadora, para dar acabamento fino e exatidão
Materiais de Corte Segmento Madeireiro
 Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
2. CARACTERÍSTICAS 1. INTRODUÇÃO
 1. INTRODUÇÃO O estabilizador portátil de câmera Tedi Cam é um equipamento de avançada tecnologia utilizado para filmagens de cenas onde há a necessidade de se obter imagens perfeitas em situações de movimento
1. INTRODUÇÃO O estabilizador portátil de câmera Tedi Cam é um equipamento de avançada tecnologia utilizado para filmagens de cenas onde há a necessidade de se obter imagens perfeitas em situações de movimento
www.dumaxcomercial.com (53) 3228-9891 3028-9892
 3228-9891 3028-9892") www.dumaxcomercial.com (53) 3228-9891 3028-9892 Index - Anéis O rings - Gaxetas - Raspadores - Reparos - Retentores - Placas - Rolamentos para Bombas - Rotativos - Bombas - Peças Especiais - Dumax Comercial
www.dumaxcomercial.com (53) 3228-9891 3028-9892 Index - Anéis O rings - Gaxetas - Raspadores - Reparos - Retentores - Placas - Rolamentos para Bombas - Rotativos - Bombas - Peças Especiais - Dumax Comercial