UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas. Dissertação de Mestrado
|
|
|
- Joaquim Carneiro Valente
- 6 Há anos
- Visualizações:
Transcrição
1 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de Mestrado Avaliação da estampabilidade de uma travessa de suspensão utilizando aços de alta resistência em substituição a um aço HSLA com 410 MPa de limite de resistência Autor: Edwaldo Ferreira Brandão Orientador: Prof. Paulo Roberto Cetlin Março/2015
2 ii UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Edwaldo Ferreira Brandão AVALIAÇÃO DA ESTAMPABILIDADE DE UMA TRAVESSA DE SUSPENSÃO UTILIZANDO AÇOS DE ALTA RESISTÊNCIA EM SUBSTITUIÇÃO A UM AÇO HSLA COM 410 MPA DE LIMITE DE RESISTÊNCIA Dissertação de Mestrado a ser apresentada ao Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas da Universidade Federal de Minas Gerais Área de concentração: Metalurgia Física Orientador: Prof. Paulo Roberto Cetlin Belo Horizonte Escola de Engenharia da UFMG 2015
3 iii FOLHA DE APROVAÇÃO (Secretaria do CPGEM)
4 iv Dedico esse trabalho aos meus queridos pais Roberto e Elizabeth.
5 v AGRADECIMENTOS À minha família pelo incentivo e apoio incondicional. Aos colegas da Assistência Técnica pelas sugestões e discussões técnicas que muito me ajudaram para o desenvolvimento deste trabalho. Aos colegas do Centro de Pesquisas da Usiminas, em especial aos Pesquisadores Jetson Lemos Ferreira e José Osvaldo Amaral Tepedino que colaboraram diretamente na elaboração do trabalho. Aos colegas da empresa Aethra Sistemas Automotivos por todo suporte na execução dos ensaios. Ao Professor Paulo Roberto Cetlin, pela orientação, pela permanente disponibilidade e por acreditar neste trabalho. À Usiminas, em particular aos engenheiros Eduardo Cortes Sarmento, Pedro Olindo Pimentel e Marcus Vinicius Gravina de Souza pela oportunidade para realização deste importante passo na minha carreira.
6 vi SUMÁRIO LISTA DE TABELAS... xii LISTA DE NOTAÇÕES... xiii RESUMO... xiv ABSTRACT... xvi 1. INTRODUÇÃO OBJETIVO REVISÃO BIBLIOGRÁFICA Aços de Alta Resistência e Baixa Liga - High Strength Low Alloy (HSLA) Aços Dual Phase Aços de plasticidade induzida por transformação - Transformation Induced Plasticity (TRIP) Estampagem Aspectos gerais Estampagem de aços de alta resistência Defeitos na Estampagem em Escala Industrial Ensaios Utilizados para Avaliar a Estampabilidade dos Metais Curva Limite de conformação (CLC) METODOLOGIA Materiais Análise química Análise metalográfica Propriedades mecânicas em tração Curva Limite de Conformação Análise do processo de conformação da peça Simulação numérica computacional da estampagem da travessa utilizando os diferentes graus de aços Ensaio de estampagem RESULTADOS E DISCUSSÃO Composição química Análise metalográfica Propriedades mecânicas em tração Curva Limite de Conformação - CLC Simulação da estampagem da travessa na Aethra Estampagem física da travessa... 69
7 vii 5.7. Comparação das deformações da travessa em avaliações por simulação numérica e ensaio físico CONCLUSõES SUGESTÕES PARA TRABALHOS FUTUROS REFERÊNCIAS BIBLIOGRÁFICAS... 86
8 viii LISTA DE FIGURAS FIGURA 1 - Especificação de aços AHSS na parte estrutural de um modelo atual (ULSAB AVC, 2001) FIGURA 2 Microestrutura de um aço HSLA340/410). (Ferreira et al., 2007) FIGURA 3 - Microestrutura de um aço Dual Phase sendo F-Ferrita e M-Martensita. (Ferreira et al., 2007) FIGURA 4 Microestrutura de um aço TRIP (A Austenita, B Bainita e F Ferrita). (ULSAB-AVC, 2001) FIGURA 5 Curvas tensão x deformação de aços TRIP, Dual Phase e HSLA. (ULSAB-AVC, 2001) FIGURA 6 Modelo básico usado na conformação de um copo (Conformação na Prensa, 1984) FIGURA 7 Modelo básico usado na conformação de um copo, mostrando as deformação e tensão atuantes no flange, na parede e no fundo do copo (Conformação na Prensa, 1984) FIGURA 8 Modos de deformação presentes durante a conformação (Conformação na Prensa, 1984) FIGURA 9 Ilustração do retorno elástico (International Iron and Steel Institute, 2009) FIGURA 10 Curva Limite de Conformação (CLC). (MARRON et al, 1997) FIGURA 11 Desenho esquemático do ferramental utilizado para confecção das CLCs (MARRON et al, 1997) FIGURA 12 CPs utilizados no levantamento da CLC (Conformação na Prensa, 1984) FIGURA 13 Formatos básicos assumidos pelos círculos marcados na superfície dos corpos de prova. As linhas tracejadas representam o círculo original FIGURA 14 Aparato técnico utilizado para o levantamento das CLC s, onde podem ser destacadas a prensa Erichsen e o AutoGrid Vario System, com as 4 câmeras. (FELDMAN, 2008) FIGURA 15 Curva Limite de Conformação de um aço IF levantada pela metodologia de análise de deformações empregada (AutoGrid Vario System). (FELDMAN, 2008) FIGURA 16 Aspecto da travessa analisada após etapa de repuxo de seu processo de estampagem FIGURA 17 Aspecto da travessa estampada FIGURA 18 Técnica/Equipamento a serem empregados para o levantamento de Diagrama Limite de Conformação. (FELDMAN, 2008) FIGURA 19 Aspecto de campos característicos de inclusões na amostra do aço HSLA FIGURA 20 Aspecto de campos característicos de inclusões na amostra do aço DP600 de 1,6 mm de espessura
9 ix FIGURA 21 Aspecto de campos característicos de inclusões na amostra do aço DP600 de 1,8 mm de espessura FIGURA 22 Aspecto de campos característicos de inclusões na amostra do aço DP800 de 1,8 mm de espessura FIGURA 23 Aspecto de campos característicos de inclusões na amostra do aço TRIP FIGURA 24 Aspecto microestrutural característico da amostra do aço HSLA340 avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4%.45 FIGURA 25 Aspecto microestrutural característico da amostra do aço DP600 de 1,6 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4% FIGURA 26 Aspecto microestrutural característico da amostra do aço DP600 de 1,6 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4% FIGURA 27 Aspecto microestrutural característico da amostra do aço DP600 de 1,8 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4% FIGURA 28 Aspecto microestrutural característico da amostra do aço TRIP700 de 1,6 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4% FIGURA 29 Aspecto microestrutural característico da amostra do aço HSLA340 avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4% FIGURA 30 Aspecto microestrutural característico da amostra do aço DP600 com 1,6 mm de espessura avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4% FIGURA 31 Aspecto microestrutural característico da amostra do aço DP600 com 1,8 mm de espessura avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4% FIGURA 32 Aspecto microestrutural característico da amostra do aço DP800 com 1,8 mm de espessura avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4% FIGURA 33 Aspecto microestrutural característico da amostra do aço TRIP700 avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4% FIGURA 34 Comparação das propriedades mecânicas em tração dos aços laminados a frio FIGURA 35 Curvas tensão x deformação verdadeira representadas até a estricção dos aços laminados a frio avaliados FIGURA 36 Energia verdadeira por unidade de volume absorvida durante a deformação por tração uniaxial dos aços laminados a frio avaliados FIGURA 37 Incrementos de tensão em relação ao Limite de Escoamento (LE) propiciados pelos efeitos Work Hardening (WH) e Bake Hardening (BH) FIGURA 38 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade HSLA340NR2,0.58
10 x FIGURA 39 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade DP600NR1, FIGURA 40 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade DP600NR1, FIGURA 41 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade DP800NR1, FIGURA 42 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes aos aços Laminados a Frio Não Revestidos TRIP700NR1, FIGURA 43 Curvas Limite de Conformação levantadas à Fratura referentes aos aços Laminados a Frio Não Revestidos FIGURA 44 Curvas Limite de Conformação levantadas à Estricção referentes aos aços Laminados a Frio Não Revestidos FIGURA 45 - Curvas Limite de Afinamento de Espessura (CLAE) dos aços avaliados, determinadas pela relação entre a deformação na espessura ( 3) e a menor deformação no plano da chapa ( 2 ). A deformação em 3 foi determinada por conservação de volume a partir da curva CLC à estricção FIGURA 46 Seqüência de operações de estampagem da travessa, sendo neste caso o substrato o aço TRIP700NR1, FIGURA 47 Ilustrações obtidas por simulação numérica (AutoForm) em dois estágios de estampagem da travessa com o aço HSLA340NR2,0. a) a 15 mm do final do repuxo e b) a 7 mm do final da operação FIGURA 48 Ilustração obtida por simulação numérica (AutoForm) da peça após a operação 20, utilizando como substrato o aço HSLA340NR2,0, onde são destados em rosa os locais de ocorrência de rugas FIGURA 49 Ilustração obtida por simulação numérica (AutoForm) da travessa após a operação 20, utilizando como substrato o aço HSLA340NR2,0, onde são mostradas as deformações sofridas na peça FIGURA 50 Ilustração obtida por simulação numérica (AutoForm) da travessa após a operação 50, utilizando como substrato o aço HSLA340NR2,0, onde são mostradas as deformações sofridas na peça FIGURA 51 Ilustrações obtidas por simulação numérica (AutoForm) em dois estágios de estampagem da travessa com os AHSS avaliados. a) a 15 mm do final do repuxo e b) a 7 mm do final da operação FIGURA 52 Ilustração obtida por simulação numérica (AutoForm) da travessa após a operação 50, utilizando como substrato os AHSS, onde são mostradas as deformações sofridas na peça,(a região em vermelho mostra os locais das trincas), sendo a) a vista frontal das peças e b) a vista superior da peça FIGURA 52 Continuação FIGURA 53 Aspectos das travessas após operação 20, que foram confeccionados com o ferramental normal de produção (HSLA340NR2,0) FIGURA 54 Aspecto de uma das travessas produzidas com alteração geométrica, depois da operação de corte a laser FIGURA 55 Avaliação do processo de estampagem da Travessa com o aço HSLA340NR2,0 utilizando o sistema AutoGrid Compact da ViaLux... 72
11 xi FIGURA 56 Avaliação do processo de estampagem da Travessa com o aço DP600NR1,6 utilizando o sistema AutoGrid Compact da ViaLux FIGURA 57 Avaliação do processo de estampagem da Travessa com o aço DP600NR1,8 utilizando o sistema AutoGrid Compact da ViaLux FIGURA 58 Avaliação do processo de estampagem da Travessa com o aço DP800NR1,8 utilizando o sistema AutoGrid Compact da ViaLux FIGURA 59 Avaliação do processo de estampagem da Travessa com o aço TRIP700NR1,6 utilizando o sistema AutoGrid Compact da ViaLux FIGURA 60 - Comparação dos pares de deformação da travessa obtidos por simulação numérica na Aethra e por meio de medições nas peças físicas
12 xii LISTA DE TABELAS TABELA III.1 Tensões e deformações em função do modo de deformação TABELA III.2 Práticas indicadas para os processos de estampagem do tipo draw e do tipo form visando controle do retorno elástico TABELA IV.1 Identificação das amostras dos aços TABELA IV.2 Faixas de composição química especificada para os aços Dual Phase, TRIP e HSLA, segundo normas de montadoras automotivas nacionais TABELA IV.3 Comparação entre as propriedades mecânicas em tração especificadas para os aços Dual Phase, TRIP e HSLA segundo as normas de montadoras automotivas nacionais...37 TABELA V.1 Composição química das amostras dos aços avaliados TABELA V.3 Propriedades em tração das amostras avaliadas TABELA V.4 Índice Bake Hardening (BH) dos aços avaliados TABELA V.6 - Síntese do resultado de estampagem da travessa mostrando uma comparação do desempenho dos aços avaliados....80
13 xiii LISTA DE NOTAÇÕES CTU Centro de Tecnologia Usiminas LTF2 Laminação de Tiras a Frio 2 PLTCM Pickling Tandem Cold Mill AHSS Advanced High Strength Steels DP Dual Phase HSLA High Strength Low Alloy DP600 Aço Dual Phase de 600 MPa de limite de resistência mínimo DP800 Aço Dual Phase de 800 MPa de limite de resistência mínimo TRIP Transformation Induced Plasticity IF Aço ultra-baixo carbono ISO International Standard Organization LE Limite de escoamento LR Limite de resistência Alt Alongamento total Alu Alongamento uniforme n Expoente de encruamento r Coeficiente de anisotropia ou coeficiente de Lankford R Razão das tensões máximas e mínimas Coeficientes de anisotropia normal ΔR Coeficientes de anisotropia planar A Razão das tensões alternada e média CLC Curva Limite de Conformação Maior deformação na CLC Menor deformação na CLC Módulo da deformação na espessura
14 xiv RESUMO Os aços Advanced High Strength Steels (AHSS) apresentam características interessantes, tornando-os uma excelente opção de uso na composição automotiva, em especial os aços Dual Phase e TRIP. Essas características propiciam a maximização da vida em fadiga de componentes e potencializa a redução de massa do veículo, sem perda da rigidez de componentes e, em alguns casos, acarretam a melhoria da capacidade do veículo de absorver energia durante colisões. No entanto, esses aços apresentam maior propensão a problemas durante processo de estampagem. Este estudo visa uma melhor compreensão de anormalidades que ocorrem em aços Dual Phase e Trip no processo de estampagem. As etapas do trabalho envolveram produção das bobinas, retirada de amostras, caracterização dos aços, elaboração das CLC s (curva limite de conformação), corte dos blanks e estampagem das travessas. Estas etapas foram executadas na Usiminas e na Aethra. Na caracterização dos aços avaliados, observou-se que, de um modo geral, os aços atendem às especificações de composição química e de propriedades mecânicas em tração propostas para cada um dos graus de aço. Cabe ressaltar ainda, que as amostras avaliadas não apresentaram anormalidades em termos de inclusões e de microestrutura, podendo ser consideradas típicas dos graus de aço em questão. Na etapa de conformação da peça, a fim de se avaliar se algumas classes de aços Advanced High Strength Steels (AHSS) podem substituir o aço HSLA como substrato da travessa de um automóvel nacional, foi realizada a simulação numérica do processo de estampagem da peça. Na simulação verificou-se que os AHSS avaliados não seriam capazes de estampar com sucesso a travessa a partir do ferramental atual de produção, que teve de sofrer diversas alterações para tornar possível a operação de repuxo. Após essa alteração foi realizada a estampagem física dos aços AHSS propostos. Esta estampagem foi realizada na Aethra em escala industrial, sendo que foram necessários eventuais ajustes nas condições de processo. De um modo geral os aços apresentam um bom
15 xv desempenho em prensa, com exceção do aço dual phase da classe de 800 MPa com 1,8mm de espessura que não suportou as deformações impostas. Comparando as deformações da travessa em operação de repuxo, que foram obtidas por simulação numérica e na avaliação física, verificou-se que a análise virtual reproduziu com precisão a estampagem do componente. Palavras-chave: Dual Phase, TRIP, Aços de Alta Resistência, Estampagem
16 xvi ABSTRACT The Advanced High Strength Steels (AHSS) exhibit interesting features making them an excellent option to the automotive industry, particularly the Dual Phase (DP) and TRIP steels. These features provide the maximization of the fatigue life of components and enhance the weight reduction of the vehicle, without loss of components rigidity; in some cases, there is also an improvement in the vehicle's ability to absorb energy during collisions. Nevertheless, these steels are more susceptible to present problems during the drawing process. This study aimed to a better understanding of abnormalities that occurs during the sheet forming when using Dual Phase (DP) and TRIP steels. The steps in the present study involved the production, sampling, steel characterization, determination of the Forming Limit Diagram, process simulation, blank cutting and cross member forming. These steps were carried out at Usiminas and Aethra facilities and laboratories. The steels have their chemical composition and mechanical strength properties studied. In a general manner, all the characteristics assessed comply with the limits expected for the two steel grades. Furthermore, inclusions and microstructure were analyzed and no harmful inclusion or constituent have been found. Numeric simulation of the part process forming was carried out in order to check the possibility of replacing HSLA steels for some classes of AHSS steels in the fabrication of suspension crossmember of a Brazilian car model. The simulations results have shown low capacity of AHSS steels to produce accepted parts using the current tooling, leading to several changes in its configurations in order to make possible the straightening step. Once the new tooling configuration was established, industrial drawing tests were performed by a national auto parts making, being required small process corrections. The AHSS overall performance, during and after forming, was considered satisfactory, except for the 1.80 mm thick sheet in DP 800 steel, which fractured under the imposed strains. Comparing the crossmember strain results for the straightening step, obtained in the numerical simulations and in real case tests, it is possible to state that virtual analyses can represent with a high accuracy the auto part drawing process studied. Keywords: Dual Phase, TRIP, Advanced High Strength Steels, Stamping.
.")
17 17 1. INTRODUÇÃO A indústria automotiva está sendo desafiada a propiciar soluções para a economia de combustível e redução de emissão de poluentes através de projeto de plataformas veiculares mais leves. Além disso, muitos governos, como é o caso do Brasil, estão tornando mais rigorosas as legislações quanto à segurança dos passageiros (ULSAB AVC, 2001). Para atender a essas exigências e demandas, estão sendo empregados na estrutura automotiva aços avançados de alta resistência (Advanced High Strength Steels - AHSS), bem como materiais sucedâneos ao aço (alumínio, magnésio, polímeros, dentre outros) cuja baixa densidade torna-os uma alternativa atrativa para a redução de massa do veículo (ULSAB AVC, 2001). No entanto, esses materiais requerem uma elevada espessura para compensar o baixo módulo de elasticidade e resistência mecânica. Com isso, a redução de massa do veículo não se torna tão eficiente. Considerando o balanço de custo, desempenho e estampabilidade, os AHSS têm sido considerados os materiais mais efetivos para melhoria do desempenho estrutural e de redução de massa da plataforma automotiva (ULSAB AVC, 2001). Dentre os AHSS, o Dual Phase (DP) se destaca pela ampla utilização em componentes de reforço estrutural e maior controle operacional durante sua produção, tendo assim, menor variabilidade de propriedades mecânicas (ULSAB AVC, 2001). Os aços DP apresentam vantagens em termos de resistência à fadiga em relação aos aços High Strength Low Alloy (HSLA alta resistência baixa liga), convencionalmente utilizados em peças de reforço estrutural de veículos. Os aços TRIP (Transformation Induced Plasticity) apresentam um aumento de alongamento em relação àquele dos aços Dual Phase. A figura 1 mostra a utilização de aços AHSS na parte estrutural de um modelo atual (ULSAB AVC, 2001). FIGURA 1 - Especificação de aços AHSS na parte estrutural de um modelo atual (ULSAB AVC, 2001).
18 18 2. OBJETIVO Comparar a estampabilidade de uma travessa de suspensão utilizando aços de alta resistência (AHSS) em substituição a um aço HSLA da classe dos 410 MPa de limite de resistência.
, com uma microestrutura composta por ferrita e perlita (figura 2) e com teor de carbono variando dentro da faixa de 0,03% a 0,07%.")
19 19 3. REVISÃO BIBLIOGRÁFICA 3.1. Aços de Alta Resistência e Baixa Liga - High Strength Low Alloy (HSLA) Os aços HSLA, laminados a frio e revestidos são produtos com limite de escoamento na faixa de 350 MPa a 500 MPa, com alta razão elástica (0,75 a 0,85), com uma microestrutura composta por ferrita e perlita (figura 2) e com teor de carbono variando dentro da faixa de 0,03% a 0,07%. O endurecimento desses aços, que são microligados ao Nb, Ti e V, é promovido principalmente pelo elevado refino de grão ferrítico e pela precipitação de carbonetos, nitretos e/ou carbonitretos desses elementos na ferrita e/ou na martensita. (Ferreira et al., 2007). FIGURA 2 Microestrutura de um aço HSLA340/410). (Ferreira et al., 2007). O endurecimento por refino de grão foi primeiramente estudado por Hall e Petch que desenvolveram a consagrada expressão que relaciona o limite de escoamento com o tamanho de grão ferrítico, equação 1, (KAZEMINEZHAD et al., 2004). (1) Sendo σ a tensão de escoamento, σ 0 a tensão necessária para a movimentação das discordâncias (tensão de Peierls-Nabarro), k uma constante do material e d o diâmetro médio dos grãos.

20 20 O refino de grão é o mais efetivo método de aumento de resistência sem grandes perdas de ductilidade, quando comparado com outros métodos de aumento de resistência (Ferreira et al., 2007). O aumento da resistência, nesse caso, é proporcionado pelo aumento do número relativo de contornos de grão, que são barreiras para a movimentação das discordâncias (responsável pela deformação dos metais). Portanto, quanto menor for o tamanho de grão, maior será a densidade de contornos de grão e, conseqüentemente, maior será a resistência mecânica. O endurecimento por precipitação assegura, em condições de equilíbrio, que o endurecimento por solução sólida tenha sido máximo, uma vez que a matriz encontrase saturada do elemento precipitado. Os precipitados produzem tensões internas localizadas, que modificam as propriedades dos materiais por restringirem o movimento das discordâncias durante a deformação plástica. Esse mecanismo pode aumentar consideravelmente o limite de escoamento do material, elevando a razão elástica (LE/LR). Nesses aços, o endurecimento depende de fatores como tamanho, forma, quantidade e distribuição dos precipitados e sua coerência cristalográfica. Um maior endurecimento é conseguido quando precipitados finos e dispersos são obtidos. Esses, entretanto, degradam a ductilidade do aço, o que restringe sua aplicação até em componentes cujas exigências de conformação não são críticas. (Barbosa et al., 2000) Aços Dual Phase Os aços Dual Phase (DP), conforme sua terminologia, são compostos por duas fases, visando-se conjugar uma fase macia (ferrita) para propiciar uma boa ductilidade, e uma fase resistente (martensita) para fornecer maior resistência ao aço, figura 3. FIGURA 3 - Microestrutura de um aço Dual Phase sendo F-Ferrita e M-Martensita. (Ferreira et al., 2007).
21 21 Os principais mecanismos de endurecimento dos aços Dual Phase são por refino de grão ferrítico, por solução sólida e por transformação de fase. A resistência dos aços DP é ajustada de acordo com a fração de martensita e pela quantidade de carbono nela contida. Isso confere a esses aços a possibilidade de obtenção de uma ampla faixa de propriedades mecânicas, resultando em diferentes graus de resistência e com isso a aplicação em situações com diferentes exigências (CHANG, 1985 e KONIECZNY, 2001). Os aços DP se destacam devido ao seu baixo limite de escoamento (LE) e alto limite de resistência (LR) e, conseqüentemente, baixa razão elástica (LE/LR ~ 0,5 a 0,6). Outras características do aço Dual Phase são a ausência de patamar de escoamento definido e um elevado encruamento para pequenas deformações, que são proporcionadas, respectivamente, pela movimentação e interação mútua de discordâncias situadas na interface ferrita-martensita, oriundas da transformação martensítica. (Dieter, 1981). Os aços Dual Phase normalmente são comercializados como laminados a quente ou a frio, sendo que este último pode ser vendido na condição revestido (revestimento metálico contendo principalmente Zn) e não revestido. Neste estudo serão utilizados aços DP produzidos pelas duas últimas rotas descritas Aços de plasticidade induzida por transformação - Transformation Induced Plasticity (TRIP) A nomenclatura aços TRIP advém da terminologia em inglês Transformation- Induced Plasticity, que pode ser traduzida para português como: plasticidade induzida por transformação de fase durante a deformação. A microestrutura desses aços é formada por uma matriz ferrítica e segunda fase composta por austenita não transformada e/ou pelas fases duras bainita e martensita. A austenita residual na microestrutura final é conseguida pela adição do elemento Si. Na figura 4 é mostrada uma microestrutura típica de um aço TRIP (ULSAB-AVC, 2001).

22 22 FIGURA 4 Microestrutura de um aço TRIP (A Austenita, B Bainita e F Ferrita). (ULSAB-AVC, 2001). A presença de fases duras de segunda fase em uma matriz ferrítica macia no aço TRIP gera uma elevada capacidade de encruamento em pequenas deformações, tal como a observada para os aços Dual Phase. Contudo, com o aumento da quantidade de deformação imposta a aços TRIP, a austenita residual se transforma progressivamente em martensita, acarretando em uma capacidade de encruamento superior a dos aços Dual Phase. Este fenômeno está relacionado com habilidade deste aço em distribuir deformações, sem concentrá-la em um determinado ponto. Conseqüentemente, maiores valores de alongamento uniforme são conseguidos para aços TRIP em relação a aços HSLA e Dual Phase, conforme mostrado na figura 5. FIGURA 5 Curvas tensão x deformação de aços TRIP, Dual Phase e HSLA. (ULSAB-AVC, 2001).

23 Estampagem Aspectos gerais O conceito de conformabilidade é baseado em primeiro lugar na ruptura. Isto quer dizer que um material com boas características de conformabilidade não deve romper durante a conformação. Mas não é apenas este o único fator. Em segundo lugar vem o conceito de rigidez de forma (ocorrência do efeito mola - spring back, rigidez do produto acabado - oil canning, drumming e looseness ) e também a ocorrência de rugas (Conformação na Prensa, 1984). Um exemplo do conjunto básico necessário na conformação por estampagem pode ser visto na figura 6, onde é possível identificar o punção, matriz, anti-rugas e blank. O processo consiste na prensagem do blank através do movimento vertical do antirugas de encontro a matriz e movimento vertical subseqüente do punção, que irá transformar um blank plano em uma peça em forma de copo. FIGURA 6 Modelo básico usado na conformação de um copo (Conformação na Prensa, 1984). Os modos de deformação mais conhecidos na conformação são classificados como: embutimento, estiramento, deformação combinada (embutimento e estiramento), estiramento de flange ou flangeamento e dobramento. A fim de avaliar os modos básicos de conformação devem-se analisar as tensões e deformações envolvidas no processo. Na figura 7 pode-se observar um desenho esquemático da conformação de um copo, onde se identificam três modos de deformação distintos. Primeiramente, a parte superior da peça, considerando um sólido infinitesimal com tensões principais 1, 2 e 3, e as seguintes deformações 1, 2, e 3, onde a tensão na direção da espessura ( 2 ) é igual a zero. Temos então uma região sob estado plano de tensões onde o modo de deformação predominante para este caso é o embutimento. O
24 24 segundo modo de deformação ocorre na parede da peça, região onde predomina o estiramento, que está sob estado plano de deformação, ou seja, 3 igual a zero, considerando o mesmo sólido infinitesimal, porém localizado na parede. Na região mais inferior da peça, considera-se também uma região de estiramento que, sob o ponto de vista de um elemento infinitesimal, tem-se também presentes as tensões 1, 2 e 3, e as deformações 1, 2,e 3. O terceiro modo de deformação importante na conformação da peça é o dobramento, que ocorre inicialmente quando o blank começa a penetrar para dentro da matriz e na região da cabeça do punção. FIGURA 7 Modelo básico usado na conformação de um copo, mostrando as deformação e tensão atuantes no flange, na parede e no fundo do copo (Conformação na Prensa, 1984). Conforme observado na figura acima, registra-se a existência de três modos básicos de deformação: 1. encolhimento do flange; 2. estiramento em estado plano de deformações; 3. estiramento do fundo ou estiramento em tração biaxial. Observando-se os modos básicos de deformação através de suas tensões e deformações, a tabela 1 esquematiza os diversos casos encontrados. TABELA III.1 Tensões e deformações em função do modo de deformação. Modo de Deformação Encolhimento do flange Estiramento no Estado Plano de deformações Estiramento do fundo Tensão Tensão Deformação Deformação Deformação na Radial Circunferencial Radial Circunferencial Espessura Tração Compressão r > 0 c < 0 e = -( r+ c) Tração Nula r > 0 c = 0 Tração Tração r > 0 c > 0 e - r e < 0 e = -( r+ c) e < 0
25 25 A forma de se obter os modos de deformação básicos em testes práticos está relacionada com as variáveis do processo de conformação. Por exemplo, os fatores que favorecem o modo de embutimento são baixa pressão no anti-rugas e punção de cabeça chata. Já no modo de conformação por estiramento são necessários alta pressão no anti-rugas e punção de cabeça hemisférica, enquanto que no modo combinado de deformação utiliza-se um punção de cabeça hemisférica e a matriz é cônica, produzindo condições intermediárias entre embutimento e estiramento. Outra forma de se obter a conformação combinada é através da estampagem do copo, onde para a mesma peça observam-se três tipos de deformações diferentes, no topo, na parede e no fundo do copo. Na figura 8 podem-se observar alguns modos de deformação mais comuns. FIGURA 8 Modos de deformação presentes durante a conformação (Conformação na Prensa, 1984) Estampagem de aços de alta resistência Os aços de alta resistência têm relativamente altos valores de resistência à tração e valores relativamente baixos de alongamento, bem como valores baixos de anisotropia, algo que pode ser facilmente visto quando comparado com um aço de baixo carbono. Estas propriedades mecânicas significam que as chapas destes aços não são facilmente conformáveis, além da tendência a formar rugas e da possibilidade de fratura existem os problemas do retorno elástico extremo e do alto desgaste das ferramentas. Assim, estes aços necessitam de técnicas especiais durante todo o processo a conformação (ONIPEDE, 2005). As possibilidades de enrugamento e fratura podem ser minimizadas com os ajustes de máquina, mas deve se levar em consideração que o campo de trabalho para os aços
26 26 de alta resistência são bem mais restritos comparados aos aços de baixa resistência então os ajustes durante a estampagem precisam ser mais refinados. Outro grande obstáculo na aplicação de AHSS pela indústria automotiva é o fenômeno conhecido como retorno elástico ou springback. Essa recuperação de parcela da deformação sofrida, após a remoção das cargas impostas durante o processo, faz com que ocorram desvios no dimensional dos componentes, em relação ao formato do ferramental exigindo retrabalhos e muitas vezes inutilizando a peça (ONIPEDE, 2005). O fenômeno do retorno elástico ocorre em todas as classes de aços e em todos os componentes conformados. Entretanto, ele está fortemente relacionado ao nível de resistência do aço, o que se torna um grande problema para os AHSS, uma vez que estes apresentam resistência mecânica mais elevada. Um exemplo desta recuperação de uma parcela da deformação pode ser visto na figura 9. FIGURA 9 Ilustração do retorno elástico (International Iron and Steel Institute, 2009). O retorno elástico depende além do limite de resistência, do módulo de elasticidade, anisotropia, espessura, histórico de deformações, geometria da peça, processo e parâmetros de estampagem, ferramental, lubrificação, temperatura, dentre outros Este fenômeno ainda influenciado por variabilidades no processo de fabricação, que geram dispersões, muitas vezes elevadas, nos níveis de fixação de forma sofridos pelos componentes (KONIECZNY,2001). Uma forma de se controlar o springback, é fazer uma análise geométrica da peça, a fim de detalhar a distribuição de tensões, incluindo sua origem durante o processo de estampagem. Através desta análise, é possível identificar os pontos que devem ser atacados para corrigir o retorno elástico. Para diminuir este fenômeno primeiramente deve-se trabalhar na forma do componente (sem alterar a funcionalidade da peça) para somente depois, propor métodos que atuem sobre o processo em si. Neste contexto, podem ser implementados no design do componente, a adição de nervuras,
27 27 vincos, degraus e curvas nas paredes laterais e em regiões de raios, que diminuem o desvio angular e a curvatura de parede (HEIN, 2008). O manual da IISI (INTERNATIONAL IRON AND STEEL INSTITUTE (SECTION 2), 2009) recomenda algumas práticas que devem ser seguidas na tentativa de se controlar a geração do retorno elástico, atuando por meio do projeto das peças e do processo de estampagem. Estas recomendações seguem descritas na tabela III.2, para os processos do tipo draw (estampagem com a aplicação contínua de força de prensa-chapas) e do tipo form (estampagem que permite com que o flange seja formado somente no último estágio do processo). TABELA III.2 Práticas indicadas para os processos de estampagem do tipo draw e do tipo form visando controle do retorno elástico. Estampagem do tipo Draw Equalizar a profundidade de conformação o máximo possível; Aumentar a força de prensa-chapas (para aços DP600 esta força deve ser 2,5 vezes maior que para aços ao carbono de mesma espessura); Homogeneizar a lubrificação; - Utilizar ferramentas fabricadas com materiais mais resistentes; Manter a folga o mais apertada quanto possível (recomendado 1,1 vezes a espessura do material); Homogeneizar o atrito (por exemplo, através do revestimento do ferramental); Procurar estirar o material durante a estampagem. Estampagem do tipo Form Equalizar a profundidade de conformação o máximo possível; Procurar ajustar os raios do ferramental de forma a permitir operações de sobredobramento nas paredes do componente; Aplicar pós-estiramento na medida do possível e, para componentes mais complexos, utilizar mais etapas de conformação; Aplicar uma maior força nas almofadas (para aços DP600 esta força deve ser o dobro da utilizada em aços ao carbono comuns); Evitar folgas em torno de uma vez a espessura do material, pois geram as maiores curvaturas de parede (recomendado folgas em torno de 1,3).
28 Defeitos na Estampagem em Escala Industrial Na operação industrial de conformação em uma prensa podem ocorrer vários defeitos nas peças obtidas, originando a necessidade de operações de retrabalho para correção, ou até mesmo o sucateamento do material. Ambas provocam o aumento dos custos de produção. Muitos defeitos têm origem na qualidade do material enquanto outros são originados a partir do próprio processo de conformação. A análise da origem de defeitos exige, portanto, conhecimento detalhado tanto do processo de produção das peças quanto do material. O fator mais importante que determina a capacidade de conformação da peça é a ocorrência de ruptura. No entanto, existem outros tipos de defeito que provocam o retrabalho ou sucateamento da peça conformada. Estes defeitos podem ser classificados em dois grupos: Ajuste da chapa no ferramental: ocorre nos instantes iniciais do processo de conformação e está associado aos seguintes defeitos: superfície quebrada, linhas de distensão, ondulações, rugas e defeitos superficiais variados (arranhões, marcas, etc.) (Klein, 1983). Rigidez de Forma: ocorre nos instantes finais do processo de conformação e pode ser percebida após o término de produção da peça, na forma dos seguintes defeitos: empeno, efeito mola (spring back) e baixa resistência mecânica da peça conformada. (Klein, 1983) Ensaios Utilizados para Avaliar a Estampabilidade dos Metais Foram desenvolvidos vários testes de laboratório visando avaliar o desempenho do material quando submetido a operações de estampagem. A relevância desses ensaios é limitada frente à complexidade dos processos industriais. Os testes de laboratório, além do efeito de escala, avaliam apenas algumas características do material e não podem prever seu comportamento em condições diferentes daquelas avaliadas no teste. Pode-se classificar a avaliação do material em escala de laboratório em três grupos distintos: Testes simulativos - Os testes desta categoria visam simular, em laboratório, o tipo de conformação à qual a chapa será submetida em escala industrial. Em geral, pode-se simular os modos de deformação descritos anteriormente, sozinhos ou combinados.
29 29 Estes testes podem ser classificados, de acordo com o modo de deformação que visam simular: Testes com predomínio de estiramento; Testes com predomínio de estampagem profunda; Testes combinados (estiramento + estampagem); Testes que simulam o flangeamento; Teste de dobramento. Testes relativos às propriedades mecânicas do material - Em geral estes testes dizem respeito às propriedades que os materiais possuem que são correlacionadas com os modos de deformação. Em outras palavras existem propriedades que explicam determinados comportamentos do material na estampagem, e estes testes se destinam a sua determinação. O teste mais comumente utilizado para a determinação destas propriedades é o teste de tração. Avaliação do rigor da deformação - O teste mais conhecido para a avaliação de deformações é o CLC curva limite de conformação Curva Limite de conformação (CLC). É um teste onde se simulam os diferentes modos de deformação que um material está sujeito durante uma operação de estampagem, mostrando o limite de deformação, neste caso fratura ou estricção, que o material suporta. Cabe ao projetista definir qual é o procedimento de interrupção do teste seja ele a fratura ou a estricção, e adotar este critério para todos os CPs. Uma representação esquemática de uma CLC é apresentada na figura 9 onde se observam duas retas que delimitam a CLC. As equações destas retas são apresentadas junto a elas, na mesma figura. A reta da direita representa a trajetória de deformação de estiramento puro (ou expansão biaxial). A reta da esquerda representa a trajetória de deformação do ensaio de tração uniaxial, e é dependente do valor R de Lankford do material. Ainda nesta mesma figura visualiza-se a abcissa, 2, que é a menor deformação, e a ordenada, 1, que é a maior deformação no ponto em que o material avaliado alcança o seu limite em termos de conformabilidade. O critério adotado para se determinar este limite pode ser baseado no surgimento da estricção ou da fratura no corpo de prova.

30 30 FIGURA 10 Curva Limite de Conformação (CLC). (MARRON et al, 1997). Existem, basicamente, dois métodos para se determinar experimentalmente a CLC de um material o método desenvolvido pelo IRSID e o método Nakajima. O primeiro utiliza corpos de prova de tração com entalhe e ensaios convencionais, como o Swift e Jovignot elípticos. No método Nakajima, corpos de prova de larguras diferentes são conformados por um punção hemisférico. Variando-se a largura do corpo de prova, obtêm-se os diferentes pontos da CLC. (MARRON et al, 1997). FIGURA 11 Desenho esquemático do ferramental utilizado para confecção das CLCs (MARRON et al, 1997). O critério mais utilizado para a determinação das CLCs é o do aparecimento da fratura no corpo de prova. Para se medir a máxima deformação suportada pelo material no momento do aparecimento da fratura, os corpos de prova são previamente marcados através de processo eletrolítico, normalmente com uma rede de círculos entrelaçados, de diâmetro conhecido.
. Os círculos inicialmente marcados, com diâmetro 0, tendem a assumir os formatos básicos mostrados na figura 12.")
31 31 Após a marcação dos corpos de prova, eles são conformados, um a um, até que se atinja a fratura. O aspecto de corpos de prova utilizados para elaboração de uma CLC é apresentado na figura 12. FIGURA 12 CPs utilizados no levantamento da CLC (Conformação na Prensa, 1984). Os círculos inicialmente marcados, com diâmetro 0, tendem a assumir os formatos básicos mostrados na figura 12. Estiramento puro ou expansão biaxial é obtida quando se tem uma circunferência perfeita após conformação. Uma elipse com menor eixo igual ao diâmetro do círculo original configura o estado plano de deformação. Elipses com menor eixo maior que o diâmetro original do círculo gravado são obtidas através de deformação por estiramento. Elipses com estas características dão origem a pontos no quadrante direito da CLCs, figura 10. Já as elipses com menor eixo inferior ao diâmetro original são obtidas na deformação por estampagem, correspondendo a pontos localizados no quadrante esquerdo da CLC, figura 10.
32 32 FIGURA 13 Formatos básicos assumidos pelos círculos marcados na superfície dos corpos de prova. As linhas tracejadas representam o círculo original. Para se calcularem os valores dos pares ordenados, 1 e 2, obtidos em cada corpo de prova conformado, medem-se, primeiramente, os diâmetros máximo ( 1 ) e mínimo ( 2 ) das elipses (ou círculos) pelo centro das quais passa a fratura. Deve-se tomar o cuidado de descontar o comprimento da região fraturada do diâmetro total medido. As deformações verdadeiras máxima ( 1 )e mínima ( 2 ) na elipse (ou círculo) medida são calculadas a partir das seguintes expressões: 1 = ln(1+e 1 ) (2) 2 = ln(1+e 2 ) (3) sendo que e 1 e e 2 são as deformações de engenharia máxima e mínima, respectivamente, calculadas com base nas seguintes expressões: e 1 = ( 1-0 )/ 0 (4) e 2 = ( 2-0 )/ 0 (5) onde 0 é o diâmetro original dos círculos da malha de círculos. Calculados os valores de 1 e 2 para cada corpo de prova ensaiado, obtêm-se os valores médios para cada conjunto de corpos de prova de mesma dimensão, plotam-
33 33 se estes pares ordenados em um gráfico com eixos 1 e 2 e traça-se uma curva por estes pontos. A curva obtida é a CLC, ou seja, a curva que define a capacidade máxima que o material ensaiado tem de se conformar, independentemente do tipo de deformação imposta. O posicionamento e o formato da CLC são influenciados, basicamente, pelas propriedades mecânicas do material, por sua espessura, pelo diâmetro dos círculos marcados na superfície da chapa e pela trajetória de deformação (PARNIERE et al, 1976). Com relação às características do material, quanto maior a sua conformabilidade (que pode ser expressa por maiores valores de alongamento e R de Lankford, e menor limite de escoamento), mais a CLC se deslocará para cima (PARNIERE et al, 1976). O aumento da espessura do material eleva seu limite de conformabilidade, o que coincide com o observado na prática e está associado ao maior alongamento não uniforme no ensaio de tração (PARNIERE et al, 1976). A influência do diâmetro dos círculos gravados sobre a superfície dos corpos de prova usados na elaboração da CLC é significativa, principalmente no caso das curvas traçadas com base no critério de fratura dos corpos de prova. Como 1 (que é a medida de deformação ortogonal à ruptura) pode ser decomposta em deformação uniforme e deformação após a estricção, a componente devida à deformação após a estricção se torna mais significativa quanto menor o tamanho dos círculos gravados na superfície do corpo de prova. Por causa disto, quanto menor o diâmetro dos círculos, maiores são os valores limites de 1. (PARNIERE et al, 1976). As CLCs são traçadas a partir de trajetórias de deformação aproximadamente lineares. O efeito da trajetória de deformação sobre as CLCs pode ser resumido da seguinte maneira: em geral, quando se executa primeiramente uma deformação na direção de 2 negativo (estampagem) e posteriormente na direção de 2 positivo (estiramento), a curva CLC tende a se posicionar em um nível superior ao obtido quando se executam deformações por trajetórias retilíneas. No caso inverso, ou seja, primeiro a deformação por estiramento e posteriormente por estampagem, a CLC tende a se posicionar em um nível inferior. (Klein, 1983)
34 34 4. METODOLOGIA 4.1. Materiais Neste estudo foram utilizados aços DP das classes de resistência 600 MPa (1,6 e 1,8 mm de espessura), e 800 MPa (1,8 mm de espessura), aço TRIP da classe de 700 MPa de resistência (1,6 mm de espessura) e aço HSLA da classe de 410 MPa de resistência (2,0 mm de espessura). O aço HSLA foi utilizado como referência, pois é o material atualmente usado na confecção dessa peça. Todos os aços foram não revestidos (NR). A tabela IV.1 resume a identificação de todos as amostras. TABELA IV.1 Identificação das amostras dos aços. Aço Condição superficial Espessura Nominal Nomenclatura adotada HSLA340/410 NR 2,0 mm HSLA340NR2,0 DP340/600 NR 1,6 mm DP600NR1,6 DP340/600 NR 1,8 mm DP600NR1,8 DP500/800 NR 1,8 mm DP800NR1,8 TRIP450/700 NR 1,6 mm TRIP700NR1,6 NR Não revestido Análise química A composição química das amostras foi avaliada com base nos elementos químicos especificados em normas internacionais de montadoras automotivas. Essas normas foram utilizadas como referência, pois englobam todos os materiais que serão utilizados no estudo. Na tabela IV.2 são mostradas as faixas dos elementos químicos especificadas para cada grau de aço analisado. TABELA IV.2 Faixas de composição química especificada para os aços Dual Phase, TRIP e HSLA, segundo normas de montadoras automotivas nacionais. Aço C Mn Al Si P S Cu B Nb DP600NR1.6 DP600NR1,8 DP800NR1,8 TRIP7000NR1,6 0,23 3,3 0,010 2,0 0,09 0,015 0,20 0,06 - HSLA340NR2,0 0,30 0,12 2,5 1,5 0,010 0,015 2,2 0,5 0,09 0,03 0,015 0,03 0, ,015-0,04
35 Análise metalográfica A caracterização metalográfica do substrato foi realizada em termos de classificação de inclusões segundo a carta padrão I da norma ASTM E45 em análise por microscopia ótica, e por meio da avaliação da microestrutura, através de microscopia eletrônica de varredura após ataque com reagente nital 4%. Para a quantificação dos microconstituintes dos aços avaliados foram realizadas análises por microscopia ótica de forma automática, usando o software Axiovision da Zeiss. As análises foram realizadas trabalhando com imagens da microestrutura com ampliação de 1000X. Foram analisados, em seção longitudinal à direção de laminação, 20 campos selecionados em posições aleatórias, ao longo da espessura e do comprimento da amostra. Inicialmente foi realizado um ataque utilizando nital 4% para a determinação das frações de ferrita e do(s) constituinte(s) de 2ª fase. Posteriormente, utilizou-se um ataque com solução de 50% de metabissulfito (1%) e 50% de solução de ácido pícrico (4%) para determinação da quantidade de martensita. A fração volumétrica de bainita foi então determinada a partir do cálculo da diferença entre a fração de 2ª fase, medida no primeiro ataque, e a quantidade de martensita, determinada no segundo ataque. O tamanho de grão ferrítico foi determinado de acordo com a norma ASTM E112 para aços bifásicos. Todas as amostras analisadas foram retiradas no centro da largura da tira, em seção longitudinal à direção de laminação Propriedades mecânicas em tração A caracterização mecânica em tração dos aços foi feita em termos de limite de escoamento (LE), limite de resistência (LR), alongamentos total (Alt) e uniforme (Alu), coeficientes de anisotropia linear (R), normal ( ) e planar (ΔR) e coeficiente de encruamento (n). Para a avaliação dessas propriedades foram usinados corpos de prova de acordo com a norma ASTM A370, sheet type, retirados nas orientações transversal, longitudinal e 45º à direção de laminação da chapa. Os testes foram realizados à temperatura ambiente em uma máquina Instron, modelo 5882, a uma taxa de deformação média de 5 mm/min até o início de deformação plástica e 10 mm/min a partir do início do escoamento.
36 36 Os limites de escoamento e de resistência foram determinados a partir da obtenção da carga no início de escoamento (avaliado a 0,2% de deformação, no caso de escoamento contínuo e no patamar de escoamento inferior, na presença de patamar de escoamento) e da carga máxima de ruptura, respectivamente; estas, quando divididas pela área inicial da seção transversal da região útil do corpo de prova, fornecem os valores dessas propriedades. Para a obtenção dos alongamentos total e uniforme foi utilizada a base de medida de 50 mm. O coeficiente de anisotropia ou coeficiente de Lankford (valor R) foi medido pela razão entre as deformações verdadeiras nos sentidos da largura (ε w ) e da espessura (ε t ) do corpo de prova, conforme mostra a equação 6. (6) Essas deformações foram obtidas após 10% de deformação do corpo de prova na direção de seu comprimento (l). O coeficiente de anisotropia é normalmente determinado em corpos de prova retirados nas orientações longitudinal, 45º e transversal à direção de laminação e a partir de médias ponderadas dos resultados obtidos determinam-se os coeficientes de anisotropia normal (R) equação 7, e planar (ΔR), equação 8. (7) (8) O expoente de encruamento (n) foi determinado por meio do coeficiente angular da reta formada pelo gráfico do log da tensão verdadeira x log da deformação verdadeira (log σ x log ε) entre as deformações de engenharia de 4% e 6% (n 4%-6% ) e 10% e 20% (n 10%-20% ). O valor de n instantâneo também foi determinado e plotado em função da deformação. Esse valor será determinado por meio da derivada da curva log σ x log ε entre deformações correspondentes a dos limites de escoamento e de resistência. Na tabela IV.3, são mostradas, para fins de comparação, as propriedades mecânicas em tração especificadas segundo as normas de montadoras nacionais.
37 37 TABELA IV.3 Comparação entre as propriedades mecânicas em tração especificadas para os aços Dual Phase, TRIP e HSLA segundo as normas de montadoras automotivas nacionais. Aço LE (MPa) LR (MPa) Alt (%)I n 4%-6% II n 10%-20% III BH 2% (MPa)IV DP600NR ,14 0,18 30 DP600NR1,8 DP800NR1, ,11 0,15 30 TRIP700NR1, ,19 30 HSLA340NR2, ,13 - I) Alongamento total (Alt), avaliado na base de medida de 80 mm; II) Expoente de encruamento (n 4%-6% ), avaliado entre as deformações de engenharia 4% e 6%. III) Expoente de encruamento (n 10%-20%), avaliado entre as deformações de engenharia 10% e 20%. IV) Índice de Bake Hardenability avaliado a 2% de pré deformação. O parâmetro relacionado com envelhecimento (Bake Hardening - BH) foi determinado por meio de pré-deformação, tratamentos térmicos e re-carregamento até o escoamento. Foi utilizada uma pré deformação de 2% e as condições de tratamento térmico foram de 170 ºC durante 20 min. O parâmetro Work Hardening (WH), que se refere à subtração da tensão após a pré-deformação de 2% pelo limite de escoamento do aço, também foi determinado Curva Limite de Conformação O método utilizado para o levantamento da Curva Limite de Conformação (CLC) foi o Nakazima, à estricção. As metodologias de ensaio empregadas encontram-se de acordo com as normas ISO e ISO Os ensaios foram realizados em uma prensa universal Erichsen, modelo As deformações dos corpos de prova foram avaliadas por meio do AutoGrid Vario System, que contempla a filmagem do ensaio por meio de 4 câmeras (figura 14). As deformações no plano da chapa estampada no instante limiar da ocorrência de estricção serão avaliadas através do software integrante desse sistema. Na figura 15 é mostrada uma CLC de um aço Intersticial Free (IF) levantada com auxílio do AutoGrid Vario System.
.")
. 4.6.")
38 38 FIGURA 14 Aparato técnico utilizado para o levantamento das CLC s, onde podem ser destacadas a prensa Erichsen e o AutoGrid Vario System, com as 4 câmeras. (FELDMAN, 2008). FIGURA 15 Curva Limite de Conformação de um aço IF levantada pela metodologia de análise de deformações empregada (AutoGrid Vario System). (FELDMAN, 2008) Análise do processo de conformação da peça Para a avaliação da estampabilidade de aços Dual Phase e TRIP comparativamente à de aços HSLA foi confeccionada uma travessa utilizada em veículos de uma montadora nacional (travessa da suspensão dianteira). Esta peça é produzida com o

 podem substituir o aço HSLA como")
39 39 aço HSLA da classe de 410 MPa de resistência (2,0 mm de espessura). As figuras 16 e 17 mostram os aspectos da travessa na etapa de repuxo e na etapa final (peça estampada), respectivamente. FIGURA 16 Aspecto da travessa analisada após etapa de repuxo de seu processo de estampagem. FIGURA 17 Aspecto da travessa estampada Simulação numérica computacional da estampagem da travessa utilizando os diferentes graus de aços A fim de avaliar se os Advanced High Strength Steels (AHSS) podem substituir o aço HSLA como substrato da travessa foi realizado uma simulação da estampagem da peça na Aethra. Devido à disponibilidade dos softwares e visando uma comparação de desempenho foram utilizados na simulação o AutoForm e o PAM-STAMP. A Usiminas auxiliou por meio do fornecimento de dados de material, tal como curva tensão x deformação e Curva Limite de Conformação (CLC) dos aços Ensaio de estampagem A estampagem do componente a partir dos diferentes materiais foi realizada na Aethra em escala industrial por meio de ferramentais especialmente desenvolvidos para este

 e 800 Mpa (1,8 mm de espessura) e aço TRIP da classe de 700 MPa de resistência (1,6 mm de")
 que é o aço comumente")

40 40 fim, sendo que eventuais ajustes nas condições de estampagem foram necessários. Esses ajustes contemplaram modificações das condições de operação na prensa. Nesta etapa foram comparados os desempenhos de estampagem dos aços DP das classes de resistência de 600 MPa (1,6 e 1,8 mm de espessura) e 800 Mpa (1,8 mm de espessura) e aço TRIP da classe de 700 MPa de resistência (1,6 mm de espessura). O aço de referência foi o HSLA da classe de 410 MPa de resistência (2,0 mm de espessura) que é o aço comumente utilizado nesta peça. A Usiminas auxiliou na execução de ajustes por meio do levantamento de Diagrama Limite de Conformação, utilizando o sistema AutoGrid Compact. Na figura 18 é mostrada, de forma representativa, como a utilização desse recurso auxiliará para o levantamento do DLC. FIGURA 18 Técnica/Equipamento a serem empregados para o levantamento de Diagrama Limite de Conformação. (FELDMAN, 2008).
41 41 5. RESULTADOS E DISCUSSÃO 5.1. Composição química A composição química das amostras dos aços avaliados pode ser vista na tabela V.1. Os teores dos elementos obtidos para os aços apresentam dentro das especificações das normas de montadoras nacionais, independentemente do grau analisado. TABELA V.1 Composição química das amostras dos aços avaliados. Aço %C %Mn %Si %P %S %Al %Nb %Mo %Ti %B HSLA340NR2,0 0,063 1,10 0,023 0,021 0,008 0,041 0,032 0,006 0,003 <0,0005 DP600NR1,6 0,097 1,89 0,498 0,020 0,005 0,038 0,003 0,006 0,003 <0,0005 DP600NR1,8 0,116 1,84 0,515 0,015 0,005 0,039 0,002 0,009 0,007 <0,0005 DP800NR1,8 0,113 1,85 0,517 0,016 0,005 0,038 0,002 0,009 0,005 <0,0005 TRIP700NR1,6 0,203 1,50 1,340 0,023 0,002 0,054 0,003 0,008 0,010 <0,0005 Comparando o teor de C dos aços nota-se que o aço HSLA apresentou menor adição desse elemento (~0,06%), seguido dos aços Dual Phase (~0,1%) e do aço TRIP (0,2%). Essa mesma tendência também foi observada para o elemento Si (HSLA - 0,02%; DP - 0,5%; TRIP - 1,3%). Em relação ao elemento Mn, pode-se afirmar que o aço HSLA exibiu menor quantidade relativa desse elemento (1,1%), seguida do aço TRIP (1,5%) e dos aços Dual Phase (~1,85%). Outra distinção de composição química entre os aços, como era de se esperar, reside no fato de que o HSLA é microligado ao Nb e os aços DP e TRIP não Análise metalográfica O aspecto de campos representativos de inclusões contidas nas amostras dos aços avaliados pode ser visto nas figuras 19, 20, 21, 22 e 23. De um modo geral, os aços apresentaram limpidez adequada para os graus avaliados.

42 42 FIGURA 19 Aspecto de campos característicos de inclusões na amostra do aço HSLA340. FIGURA 20 Aspecto de campos característicos de inclusões na amostra do aço DP600 de 1,6 mm de espessura.
43 43 FIGURA 21 Aspecto de campos característicos de inclusões na amostra do aço DP600 de 1,8 mm de espessura. FIGURA 22 Aspecto de campos característicos de inclusões na amostra do aço DP800 de 1,8 mm de espessura.

44 44 FIGURA 23 Aspecto de campos característicos de inclusões na amostra do aço TRIP700 As microestruturas dos aços, em campos representativos, podem ser vistas nas figuras 24 a 33, a partir de análises via microscopias ótica e eletrônica de varredura. A microestrutura dos aços HSLA avaliados apresentaram uma matriz ferrítica, sendo que os segundos constituintes destes foram distintos. Os aços Dual Phase apresentaram microestrutura formada por ferrita e segunda fase composta de bainita e de constituinte MA (Martensita-Austenita), sendo que as frações do segundo constituinte variaram em função do grau do aço analisado. Ou seja, maiores frações de segunda fase foram encontradas nos aços de maior resistência, conforme era esperado. A microestrutura do aço TRIP, assim como no aço Dual Phase, foi composta de matriz ferrítica e segunda fase composta de bainita e de constituinte MA. As microestruturas dos aços Dual Phase e a do aço TRIP laminados a frio (aços de maior espessura) apresentaram pronunciado bandeamento microestrutural.
. Ataque: nital 4%.")

45 45 FIGURA 24 Aspecto microestrutural característico da amostra do aço HSLA340 avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4%. FIGURA 25 Aspecto microestrutural característico da amostra do aço DP600 de 1,6 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4%.
.")

46 46 FIGURA 26 Aspecto microestrutural característico da amostra do aço DP600 de 1,6 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4%. FIGURA 27 Aspecto microestrutural característico da amostra do aço DP600 de 1,8 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4%.
. Ataque: nital 4%.")

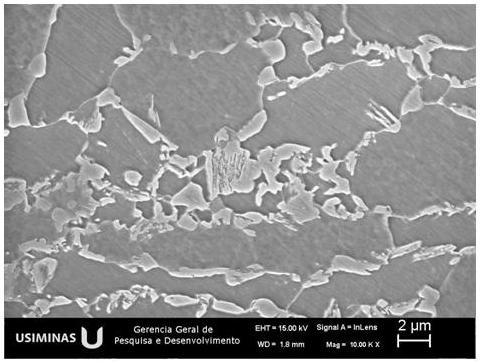
47 47 FIGURA 28 Aspecto microestrutural característico da amostra do aço TRIP700 de 1,6 mm de espessura avaliados em análise via microscopia ótica (aumento de 1.000x). Ataque: nital 4%. FIGURA 29 Aspecto microestrutural característico da amostra do aço HSLA340 avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4%.

48 48 FIGURA 30 Aspecto microestrutural característico da amostra do aço DP600 com 1,6 mm de espessura avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4%. FIGURA 31 Aspecto microestrutural característico da amostra do aço DP600 com 1,8 mm de espessura avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4%.


49 49 FIGURA 32 Aspecto microestrutural característico da amostra do aço DP800 com 1,8 mm de espessura avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4%. FIGURA 33 Aspecto microestrutural característico da amostra do aço TRIP700 avaliado em análise via microscopia eletrônica de varredura. Aumentos originais de 5.000x e de x. Ataque: nital 4%. Na tabela V.2 são mostrados o tamanho de grão ferrítico médio e as frações de fases das amostras dos aços avaliados. De um modo geral, pode-se afirmar que, aços de maior resistência apresentaram menor tamanho de grão ferrítico.
50 50 TABELA V.2 Tamanho de grão ferrítico médio e fração de fases (ferrita e 2º constituinte) das amostras dos aços avaliados. Identificação Tamanho de grão ferrítico Fração de fases (%) ASTM m Ferrita 2º constituinte* HSLA340NR2,0 12,0 5,4 91,5 8,5 DP600NR1,6 13,5 3,1 58,4 41,6 DP600NR1,8 12,0 4,7 66,3 33,7 DP800NR1,8 15,5 1,4 21,1 78,9 TRIP700NR1,6 15,0 1,8 41,2 58,8 * Para o aço HSLA340NR2,0 o segundo constituinte foi cementita; Para os aços Dual Phase e TRIP a segunda fase dos aços era formada por bainita e constituinte MA Propriedades mecânicas em tração As propriedades mecânicas em tração de amostras dos aços avaliados são mostradas na tabela V.3. As normas utilizadas foram normas internacionais de montadoras nacionais, percebe-se que os aços apresentaram propriedades dentro das especificações, com exceção dos valores destacados em itálico e negrito na tabela V.3. Esses valores fora de especificação são correspondentes ao aço DP800 (1,8 mm de espessura). Em relação ao aço DP800, o limite de escoamento (LE) acima da faixa especificada pode ser relacionado à elevada quantidade de bainita observada na microestrutura deste aço. Em virtude deste mesmo fator, o alongamento total e os coeficientes de encruamento do aço DP800 ficaram desta vez, abaixo das especificações. Os parâmetros de anisotropia de Lankford (R8%, R e ΔR) dos aços avaliados não possuem especificação, contudo, eles também foram obtidos.
51 51 TABELA V.3 Propriedades em tração das amostras avaliadas. Identificação Orientação LE (MPa) LR Aluniforme Altotal (MPa) (%) (%) n 4%- n 10%- 6% 20% R 8% R ΔR ,9 29,0 0,129 0,139 1,006 HSLA340NR2, ,1 32,9 0,123 0,140 1,436 1,153-0, ,4 29,3 0,138 0,143 0, ,5 27,9 0,175 0,171 1,052 DP600NR1, ,1 26,8 0,174 0,170 0,827 0,919 0, ,0 29,1 0,183 0,180 0, ,1 24,9 0,202 0,191 1,100 DP600NR1, ,8 25,5 0,200 0,191 0,802 0,884 0, ,5 26,7 0,211 0,200 0, ,3 14,5 0,085 0,084 0,961 DP800NR1, ,6 14,9 0,086 0,086 0,941 0,931-0, ,8 15,3 0,089 0,088 0, ,9 29,6 0,243 0,246 1,155 TRIP700NR1, ,0 29,5 0,247 0,249 0,886 0,954 0, ,1 31,5 0,247 0,255 0,889 Na figura 34 são mostrados gráficos comparando os resultados de propriedades mecânicas em tração entre os aços laminados a frio. Os aços Dual Phase e TRIP avaliados são comparados em relação ao aço HSLA340NR2,0 em termos de estampabilidade. Quanto à estampabilidade, os materiais que apresentarem propriedades mecânicas que favoreçam a conformabilidade (maior alongamento e maiores valores de R e de n) serão os mais adequados a substituírem o aço microligado. Baseado nessa análise, verifica-se que o aço mais adequado para substituir o atualmente utilizado foi o TRIP700NR1,6. Este aço, apesar de apresentar maiores limites de escoamento e de resistência que o HSLA, exibiu maior alongamento e expoente de encruamento, e similares coeficientes de anisotropia. Na figura 35 são mostradas as curvas tensão x deformação dos aços, onde se ressalta o maior alongamento do aço TRIP em relação ao dos demais, sendo que a resistência deste aço é bastante elevada. Com isso, o aço TRIP exibe uma maior área sob a curva tensão x deformação, indicando assim, ter maior capacidade de absorção de energia até a fratura (maior tenacidade). Na figura 36 são mostrados os valores das áreas sob as curvas tensão x deformação dos aços avaliados (determinada pela integral das curvas), ou seja, a energia absorvida por unidade de volume.
52 52 Como segunda e terceira alternativas de substituição do aço HSLA, em termos de propriedades mecânicas, destacam-se, respectivamente, os aços DP600 com 1,8 mm e 1,6 mm de espessura. O aço DP600NR1,8, apesar de apresentar propriedades mecânicas similares às do DP600NR1,6, exibiu maior expoente de encruamento, além de apresentar maior espessura, características essas que favorecem a operação de estampagem. Em termos de absorção de energia, os aços DP600 avaliados apresentaram capacidade similar, contudo, bem maior que a do aço HSLA. O aço DP800NR1,8 exibiu propriedades em tração que, quando comparadas às do aço HSLA340NR2,0, indicam que este material exibe inferior conformabilidade. Contudo, por exibir elevado limite de resistência, o aço DP800 torna-se uma alternativa interessante para resistência à fadiga, caso venha a estampar a travessa com sucesso. Vale ressaltar também que a capacidade de absorção de energia do aço DP800 foi similar à do aço HSLA. a) Limites de Escoamento e de Resistência Avaliados na direção transversal FIGURA 34 Comparação das propriedades mecânicas em tração dos aços laminados a frio.
53 53 b) Alongamentos Total e Uniforme Avaliados na direção transversal c) Coeficientes de Lankford Normal (R) e Linear (R15% Avaliado na direção transversal) FIGURA 34 Continuação.
54 54 d) Expoentes de encruamento (n) avaliados entre as deformações de 4 e 6% e entre 10% e 20% para os corpos de prova da direção transversal FIGURA 34 Continuação. FIGURA 35 Curvas tensão x deformação verdadeira representadas até a estricção dos aços laminados a frio avaliados.
 e Bake")
55 55 FIGURA 36 Energia verdadeira por unidade de volume absorvida durante a deformação por tração uniaxial dos aços laminados a frio avaliados. As propriedades do material referentes ao endurecimento por deformação e ao envelhecimento dos aços laminados a frio avaliados, expressas respectivamente pelos índices Work Hardening (WH) e Bake Hardening (BH), seguem apresentadas na tabela V.4. Na figura 37 são mostrados os resultados de aumento de tensão em relação ao limite de escoamento dos aços propiciados pelos efeitos WH e BH. Nessa figura, o somatório limite de escoamento (LE), efeito WH e efeito BH pode ser considerado como um indicativo do LE final da peça estampada e tratada termicamente. Comparando os materiais em relação a esse somatório, observou-se que o aço HSLA340NR2,0 foi o que exibiu o menor valor dentre os aços laminados a frio avaliados. Este comportamento do aço HSLA340NR2,0 é reflexo da sua baixa capacidade de encruamento durante deformação (pequeno WH) e de sua pequena capacidade de envelhecimento (baixo valor BH). Isso pode ser inferido, pois os aços DP600, apesar de apresentarem limites de escoamento similares ao do aço HSLA340, exibiram valores bem superiores dos efeitos WH e BH. O aço DP800NR1,8 destacou-se dos demais pelo elevado valor do somatório LE, WH e BH, com valor superior a 930 MPa. Os efeitos WH e BH (244 MPa) desse aço contribuíram de forma efetiva para a obtenção desse elevado valor de somatório.
 BH (MPa) HSLA340NR2,0 35 8 DP600NR1,6 108 53 DP600NR1,8 144 41 DP800NR1,8 161 83 TRIP700NR1,6 55 63 FIGURA 37 Incrementos de tensão em relação ao Limite de Escoamento (LE) propiciados")
56 56 O aço TRIP700 exibiu valores dos efeitos WH e BH intermediários entre o aço HSLA e os aços Dual Phase. TABELA V.4 Índice Bake Hardening (BH) dos aços avaliados. Aço WH (MPa) BH (MPa) HSLA340NR2, DP600NR1, DP600NR1, DP800NR1, TRIP700NR1, FIGURA 37 Incrementos de tensão em relação ao Limite de Escoamento (LE) propiciados pelos efeitos Work Hardening (WH) e Bake Hardening (BH) Curva Limite de Conformação - CLC As Curvas Limite de Conformação dos aços laminados a frio sem revestimento, levantadas à fratura e à estricção, podem ser vistas nas figuras 38 a 42. Percebe-se que, como esperado, a CLC dos aços levantada à fratura apresentou maiores valores em 1 e menores valores absolutos em 2 do que a levantada à estricção. Esse
57 57 comportamento era esperado, pois com a estricção ocorre uma concentração de deformação na região de vizinhança do local aonde vai se formar a trinca, aumentando em módulo a quantidade de deformação nesta região. Verifica-se que a maior diferença entre as curvas à fratura e à estricção foi obtida para o aço HSLA340 laminado a frio, que apresenta maior espessura e maior diferença entre os alongamentos total e uniforme (alongamento não uniforme maior ductilidade). Estes fatores contribuíram de forma conjunta para este aço sofrer uma maior estricção antes da fratura, resultando assim na maior diferença em 1 entre as CLC s. Ressalta-se que o DP800, apesar de apresentar maior espessura do que alguns aços avaliados, foi o que exibiu a menor diferença entre as curvas à fratura e à estricção, que pode ser explicado pelo menor alongamento não-uniforme desse aço. Comparando as CLC s de todos os aços quando levantadas à estricção ou quando levantadas à fratura (figuras 43 e 44), percebe-se que nos dois casos, o aço DP800 foi o que apresentou menor capacidade limite de conformação (CLC mais baixa em 1 ). As curvas CLC dos demais aços quando levantadas a estricção podem ser consideradas similares, indicando que estes aços apresentaram a mesma capacidade de deformação. No caso da CLC à fratura percebe-se que o aço HSLA340 se destaca dos demais por apresentar uma CLC mais alta em 1. Contudo, esse comportamento diferenciado desse material, conforme citado anteriormente, pode ser atribuído à maior espessura e ao maior alongamento não-uniforme desse aço. Vale ressaltar que em condições de elevado estiramento ( 1 e 2 >> 0), o aço TRIP700 se destaca dos demais materiais.
58 58 FIGURA 38 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade HSLA340NR2,0. FIGURA 39 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade DP600NR1,6.
59 59 FIGURA 40 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade DP600NR1,8. FIGURA 41 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes ao aço Laminados a Frio Não Revestidos da qualidade DP800NR1,8.
60 60 FIGURA 42 Curvas Limite de Conformação levantadas à Fratura e à Estricção referentes aos aços Laminados a Frio Não Revestidos TRIP700NR1,6. a) CLC à fratura FIGURA 43 Curvas Limite de Conformação levantadas à Fratura referentes aos aços Laminados a Frio Não Revestidos.
61 61 b) CLC à estricção FIGURA 44 Curvas Limite de Conformação levantadas à Estricção referentes aos aços Laminados a Frio Não Revestidos. Na figura 45 pode ser vista a Curva Limite de Afinamento de Espessura (CLAE), denominada em inglês por Thinning Limit Curve. Essa curva refere-se ao módulo da deformação na espessura ( 3 ) até a estricção, em função da deformação em 2 (menor deformação no plano da chapa). A deformação em 3 foi determinada por conservação de volume, expressa pela equação referente ao somatório das deformações em 1, 2 e 3, cujo valor é 0 (zero). Cabe ressaltar que cada empresa tem um critério específico de afinamento de espessura máximo (valor aceitável de redução de espessura). Com isso, essa CLAE pode auxiliar as empresas a estabelecer critérios de redução de espessura mais próximos ao limite de afinamento dos materiais. Percebe-se que, sob o modo de deformação por estiramento ( 2 >0), todos os materiais suportam reduções de espessura muito maiores do que os demais modos de deformações na qual a CLC abrange (deformação plana: 2 = 0 e embutimento: 2 < 0). Ainda sobre a região de estiramento das CLAE s dos materiais avaliados, pode-se inferir que a variação de 3 com a deformação em 2 é praticamente constante, seguindo a relação 3 ~1,7 2. A variação em 3 das CLAE s para os aços laminados a frio, na região de deformação plana ( 2 = 0), foi mínima (~5%). A exceção foi o aço DP800 que apresentou um valor
62 62 de CLAE 0 (valor de interseção da curva CLAE com o eixo de 3 ) inferior ao dos demais. FIGURA 45 - Curvas Limite de Afinamento de Espessura (CLAE) dos aços avaliados, determinadas pela relação entre a deformação na espessura ( 3 ) e a menor deformação no plano da chapa ( 2 ). A deformação em 3 foi determinada por conservação de volume a partir da curva CLC à estricção Simulação da estampagem da travessa na Aethra A seqüência de operações para a estampagem da travessa contempla 6 operações, desde o corte do blank até o recorte de furos para a montagem do componente. As operações são identificadas na Aethra por números múltiplos de 10, ou seja, 10, 20, 30, 40, 50 e 60. Na figura 46 são mostrados os aspectos da peça após cada uma das operações. Nessa figura o aço utilizado na estampagem do componente foi o TRIP700NR1,6. Especificamente na estampagem deste aço na ferramenta normal de produção foram observados problemas relacionados à formação de sobreposição de rugas na operação 20 e à geração de trincas na operação 50.






63 63 a) Operação 10 b) Operação 20 c) Operação 30 d) Operação 40 e) Operação 50 f) Operação 60 FIGURA 46 Seqüência de operações de estampagem da travessa, sendo neste caso o substrato o aço TRIP700NR1,6. A estampagem da travessa pode ser considerada de elevada dificuldade. Isso porque a geometria da peça é bastante complexa, pois apresenta regiões, bem próximas, com elevado estiramento e propensão a rugas. Como as ações para evitar trincas por excesso de estiramento e para restringir a ocorrência de rugas são antagônicas, tornase difícil a correção de um fator, sem comprometer o outro. As operações mais críticas para a produção desta peça são as operações 20 e 50. A operação 20 consiste na etapa do repuxo e o principal problema é o enrrugamento em determinadas regiões. A etapa 50 consiste em calibrar e flangear o componente e o problema nesta operação é o surgimento de trincas nas bordas da peça. Na operação 20, a travessa estampada com o aço HSLA340NR2,0 apresenta rugas nas regiões identificadas com círculo pontilhado na figura 47. Essa ilustrações foram obtidas por simulação numérica (software AutoForm), em dois estágios de estampagem da operação 20 da peça, o primeiro a 15 mm do final do repuxo e o outro a 7 mm do final da operação.
 a 15 mm do final do repuxo e b) a 7 mm do final da operação. Como mostrado na figura 48, após a operação 20, a travessa apresenta rugas, destacadas por coloração rosa.")
 da peça após a operação 20, utilizando como substrato o aço HSLA340NR2,0, onde são destados em rosa os locais de ocorrência de")

64 64 a) Estampagem a 15 mm do fim do repuxo b) Estampagem a 7 mm do fim do repuxo FIGURA 47 Ilustrações obtidas por simulação numérica (AutoForm) em dois estágios de estampagem da travessa com o aço HSLA340NR2,0. a) a 15 mm do final do repuxo e b) a 7 mm do final da operação. Como mostrado na figura 48, após a operação 20, a travessa apresenta rugas, destacadas por coloração rosa. Entretanto, por se tratar de uma peça interna não aparente este defeito é aceitável. FIGURA 48 Ilustração obtida por simulação numérica (AutoForm) da peça após a operação 20, utilizando como substrato o aço HSLA340NR2,0, onde são destados em rosa os locais de ocorrência de rugas. A figura 49 mostra, por meio de simulação numérica, as deformações impostas ao aço HSLA340NR2,0 pelo processo de repuxo da travessa(operação 20). Nota-se que, pelo fato das deformações da peça se situarem abaixo da Curva Limite de Conformação do material, o componente não apresenta falhas. Entretanto, o diagrama de maior e menor deformação (Major e Minor Strain), indica a propensão do material a sofrer trincas durante o processo de estampagem, devido à proximidade das deformações à CLC.




65 65 FIGURA 49 Ilustração obtida por simulação numérica (AutoForm) da travessa após a operação 20, utilizando como substrato o aço HSLA340NR2,0, onde são mostradas as deformações sofridas na peça. A operação 50 consiste em calibrar e flangear o componente, sendo crítica devido ao elevado estiramento sofrido na operação 20. Essa deformação inicial resultou em um encruamento do material, o que torna mais difícil a operação de flangeamento. A figura 50 apresenta o estado de deformações do material após a operação de flangeamento. Por apresentar regiões bem próximas à CLC do material (pontos de deformação em amarelo), a peça apresentou algumas regiões com elevado risco de ruptura. Entretanto, não se verificaram pontos onde houvesse a falha do material. FIGURA 50 Ilustração obtida por simulação numérica (AutoForm) da travessa após a operação 50, utilizando como substrato o aço HSLA340NR2,0, onde são mostradas as deformações sofridas na peça.


66 66 A fim de avaliar se os Advanced High Strength Steels (AHSS) podem substituir o aço HSLA como substrato da travessa, a Aethra simulou numericamente as operações 20 e 50 considerando a folga de 2 mm entre a matriz e o punção. Isso foi feito para verificar a viabilidade dessas estampagens nas ferramentas atuais de produção. A figura 51 apresenta os resultados para estampagens a 15 mm e a 7 mm do final da operação 20. Verifica-se o aparecimento de rugas para todos os AHSS. Em comparação com a figura 48, percebe-se que todos os AHSS apresentam rugas mais severas do que o aço HSLA340NR2,0. Uma das justificativas para esse fato pode ser atribuída à utilização de folga excessiva, devido às menores espessuras dos AHSS. a) Estampagem a 15 mm do fim do repuxo b) Estampagem a 7 mm do fim do repuxo FIGURA 51 Ilustrações obtidas por simulação numérica (AutoForm) em dois estágios de estampagem da travessa com os AHSS avaliados. a) a 15 mm do final do repuxo e b) a 7 mm do final da operação.
67 67 Na operação 50 também foram observadas anormalidades na peça que inviabilizariam a simples substituição na prensa do aço HSLA pelos AHSS de menor espessura. Nessa operação o inconveniente observado foi a ocorrência de trincas em locais submetidos a estiramento de flange. A figura 52 apresenta os resultados para a operação 50 de calibragem e flangeamento dos AHSS avaliados. Observa-se que todos os aços exibiram falhas, praticamente nas mesmas regiões. a) Vista frontal da peça FIGURA 52 Ilustração obtida por simulação numérica (AutoForm) da travessa após a operação 50, utilizando como substrato os AHSS, onde são mostradas as deformações sofridas na peça,(a região em vermelho mostra os locais das trincas), sendo a) a vista frontal das peças e b) a vista superior da peça.

68 68 FIGURA 52 Continuação. b) Vista posterior da peça Os AHSS avaliados não foram capazes de estampar a peça travessa com o ferramental de produção. Portanto, foi possível concluir que o componente necessitaria sofrer alterações para ser produzido com esses materiais. Com isso, novas ferramentas tornariam-se necessárias para a produção dos protótipos da travessa. Buscou-se então fazer alterações geométricas do componente por simulação numérica focando um aço específico. O escolhido para propor as alterações na geometria da travessa foi o TRIP700NR1,6, devido a suas melhores características de estampabilidade e alta resistência quando comparado aos demais AHSS avaliados. Após modificações como diminuição da folga entre o punção e a matriz, alteração na força de prensa-chapas para impedir a formação de trincas e alteração geométrica da peça, de forma a evitar a ocorrência de formação de rugas, constatou-se através de simulação numérica que somente o aço TRIP700NR1,6 foi capaz de estampar a peça sem trincas. Contudo, o aço DP600NR1,6 também mostrou-se capaz de estampar a peça na operação 20. Analisando a simulação de estampagem do componente produzido com o material DP800 foi verificado que este exibiu a maior propensão à
69 69 formação de trincas. A viabilidade da estampagem da travessa com os diferentes aços foi resumida na tabela V.5. TABELA V.5 - Viabilidade da estampagem da travessa nas operações 20 e 50 com os AHSS avaliados. Aço Espessura Operação 20 Operação 50 DP600NR1,6 1,6 Viável Inviável DP600NR1,8 1,8 Inviável Inviável DP800NR1,8 1,8 Inviável Inviável TRIP700NR1,6 1,6 Viável Viável 5.6. Estampagem física da travessa Apesar dos AHSS, com exceção do TRIP700NR1,6, terem apresentado algum tipo de falha em determinada operação de estampagem nas simulações numéricas, isso não foi impeditivo para a avaliação destes materiais em ensaios físicos. Esses ensaios físicos (try out) visaram avaliar a estampabilidade dos produtos, bem como comparar os resultados das deformações obtidas nas análises virtuais e reais. A operação 20 da estampagem da travessa foi realizada com acompanhamento da Usiminas, sendo que foram sugeridas alterações no processo de estampagem. A partir dessas sugestões, as peças confeccionadas com os materiais DP600NR1,6, DP600NR1,8 e TRIP700NR1,6 foram estampadas com sucesso nos testes físicos. O mesmo não foi conseguido para a peça feita com o aço DP800NR1,8, que exibiu vários pontos de trincas. Entretanto, uma das travessas estampadas com o aço DP800 apresentou poucas trincas e essa serviu de base para a avaliação das deformações. Na figura 53 são mostrados os aspectos das travessas estampadas com os aços avaliados. Como era de se esperar a peça estampada com o aço HSLA340NR2,0 não apresentou anormalidades, pois foi estampada com o ferramental normal de produção. Verifica-se que os componentes encontram-se com marcações eletroquímicas utilizadas para a avaliação das deformações. Destaca-se a região de elevado enrugamento, que é a principal diferença geométrica entre a peça normal de produção e as com o formato proposto para estampagem dos AHSS.
")
")
")




70 70 a) HSLA340NR2,0 b) DP600NR1,6 c) DP600NR1,8 d) DP800NR1,8 Trinca e) TRIP700NR1,6 FIGURA 53 Aspectos das travessas após operação 20, que foram confeccionados com o ferramental normal de produção (HSLA340NR2,0).
71 71 A estampagem da operação 20 e a das demais se deram em momentos distintos, em função da indisponibilidade na ocasião para a realização das operações 30 e 40, devido a interferências entre as geometrias dos ferramentais proposto e original. Em função disso motivo, a realização das operações subsequentes à 20 não foram supervisionadas e avaliadas pela Usiminas. Em virtude dessas interferências, as operações 30 e 40, que contemplam cortes na travessa, tiveram de ser realizadas por corte a laser. Na figura 54 é mostrado um dos componentes depois da operação de corte a laser. FIGURA 54 Aspecto de uma das travessas produzidas com alteração geométrica, depois da operação de corte a laser. As últimas etapas do processo de conformação (operações 50 e 60), que se referem ao flangeamento do componente, não puderam ser realizadas nas ferramentas atuais de produção, uma vez que causaria interferência na nova geometria da peça. Portanto, seria necessária a usinagem de novos ferramentais para a estampagem da peça. Devido ao tempo escasso e à falta de recursos para a produção dessas ferramentas, foi utilizado um outro batedor de flangeamento da travessa. Essa ferramenta foi usinada, recebendo os devidos ajustes para se adequar à geometria atual. As regiões avaliadas, os perfis de deformação destes locais, bem como os Diagramas Limite de Conformação dessas análises, para os componentes produzidos com cada aço avaliado, são mostrados nas figuras 56 a 60. As Curvas Limite de Conformação (CLC s) mostradas nesses diagramas foram levantadas à estricção (mais baixa) e à fratura (mais elevadas). Por meio da utilização dessas duas curvas pode-se ter uma melhor estimativa sobre a propensão para a formação de trincas durante a estampagem. Percebe-se que a região 1 das amostras é considerada a mais crítica da peça, pois exibe pares de deformação, em condição de estiramento ( 1 e 3 >0), situados acima das CLC s à estricção dos materiais, com exceção do aço TRIP700NR1,6. Com isso, observou-se que até mesmo a estampagem da peça atual de produção com o aço HSLA340NR2,0 pode ser considerada crítica. Comparando os


 Aspecto geral da peça, destacando as regiões avaliadas b) Perfis de deformação das regiões avaliadas FIGURA 55 Avaliação do processo de estampagem da Travessa com o aço")
72 72 DLC s das figuras 56 e 60, verifica-se que com a alteração do processo de estampagem e utilizando o aço TRIP700NR1,6, a conformação da peça torna-se menos crítica em relação à atual de produção. Cabe ressaltar também que o aço DP600NR1,8 mostrou-se apto a estampar a peça em condições de deformação mais favoráveis do que o material atual de produção. O aço DP800NR1,8, por sua vez, exibiu pares de deformação até mesmo acima da CLC à fratura, indicando que este material não é adequado para a produção de peça. Na tabela V.6 é mostrada uma síntese do resultado de estampagem da travessa destacando uma comparação do desempenho dos aços avaliados, tendo como critério a proximidade dos pares de deformação em relação à CLC. Nessa tabela as setas para cima indicam um sinal de aprovação e as para baixo, rejeição, sendo que quanto maior o número de setas, maior é a aprovação ou rejeição. R1 R2 a) Aspecto geral da peça, destacando as regiões avaliadas b) Perfis de deformação das regiões avaliadas FIGURA 55 Avaliação do processo de estampagem da Travessa com o aço HSLA340NR2,0 utilizando o sistema AutoGrid Compact da ViaLux.
")

73 73 c) Diagrama Limite de Conformação da região 1 d) Diagrama Limite de Conformação da região 2 FIGURA 55 Continuação. R2 R1
 Perfis de deformação")


74 74 a) Aspecto geral da peça, destacando as regiões avaliadas R1 R2 b) Perfis de deformação das regiões avaliadas c) Diagrama Limite de Conformação da região 1 FIGURA 56 Avaliação do processo de estampagem da Travessa com o aço DP600NR1,6 utilizando o sistema AutoGrid Compact da ViaLux.
 Diagrama Limite de Conformação da")



75 75 FIGURA 56 Continuação. d) Diagrama Limite de Conformação da região 2 R1 R2 a) Aspecto geral da peça, destacando as regiões avaliadas R1 R2 b) Perfis de deformação das regiões avaliadas FIGURA 57 Avaliação do processo de estampagem da Travessa com o aço DP600NR1,8 utilizando o sistema AutoGrid Compact da ViaLux.
76 76 c) Diagrama Limite de Conformação da região 1 d) Diagrama Limite de Conformação da região 2 FIGURA 57 Continuação. R1
 Perfis de deformação")


77 77 R2 a) Aspecto geral da peça, destacando as regiões avaliadas R1 R2 b) Perfis de deformação das regiões avaliadas c) Diagrama Limite de Conformação da região 1 FIGURA 58 Avaliação do processo de estampagem da Travessa com o aço DP800NR1,8 utilizando o sistema AutoGrid Compact da ViaLux.
 Aspecto geral da peça, destacando as regiões avaliadas R1 R2 b) Perfis")

78 78 d) Diagrama Limite de Conformação da região 2 FIGURA 58 Continuação. R1 R2 a) Aspecto geral da peça, destacando as regiões avaliadas R1 R2 b) Perfis de deformação das regiões avaliadas FIGURA 59 Avaliação do processo de estampagem da Travessa com o aço TRIP700NR1,6 utilizando o sistema AutoGrid Compact da ViaLux.
")

79 79 c) Diagrama Limite de Conformação da região 1 d) Diagrama Limite de Conformação da região 2 FIGURA 59 Continuação.
AVALIAÇÃO DA CONFORMAÇÃO DE AÇOS AVANÇADOS DE ALTA RESISTÊNCIA NA FABRICAÇÃO DE UMA TRAVESSA DE SUSPENSÃO AUTOMOTIVA*
 AVALIAÇÃO DA CONFORMAÇÃO DE AÇOS AVANÇADOS DE ALTA RESISTÊNCIA NA FABRICAÇÃO DE UMA TRAVESSA DE SUSPENSÃO AUTOMOTIVA* Edwaldo Ferreira Brandão 1 Jetson Lemos Ferreira 2 Maurício Centeno Lobão 3 Paulo Roberto
AVALIAÇÃO DA CONFORMAÇÃO DE AÇOS AVANÇADOS DE ALTA RESISTÊNCIA NA FABRICAÇÃO DE UMA TRAVESSA DE SUSPENSÃO AUTOMOTIVA* Edwaldo Ferreira Brandão 1 Jetson Lemos Ferreira 2 Maurício Centeno Lobão 3 Paulo Roberto
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
PROCESSO DE ESTAMPAGEM
 PROCESSO DE ESTAMPAGEM ANISOTROPIA Os materiais sob a forma de chapas metálicas finas são em geral anisotrópicos, ou seja, possuem comportamento elasto-plásticos diferentes quando ensaiados em diferentes
PROCESSO DE ESTAMPAGEM ANISOTROPIA Os materiais sob a forma de chapas metálicas finas são em geral anisotrópicos, ou seja, possuem comportamento elasto-plásticos diferentes quando ensaiados em diferentes
AVALIAÇÃO DA CONFORMABILIDADE DO AÇO TRIP780 ELETROGALVANIZADO E DP780 GALVANIZADO POR IMERSÃO A QUENTE *
 AVALIAÇÃO DA CONFORMABILIDADE DO AÇO TRIP780 ELETROGALVANIZADO E DP780 GALVANIZADO POR IMERSÃO A QUENTE * Rodrigo Alves Caetano 1 José Osvaldo Amaral Tepedino 2 Jetson Lemos Ferreira 3 Geralda Cristina
AVALIAÇÃO DA CONFORMABILIDADE DO AÇO TRIP780 ELETROGALVANIZADO E DP780 GALVANIZADO POR IMERSÃO A QUENTE * Rodrigo Alves Caetano 1 José Osvaldo Amaral Tepedino 2 Jetson Lemos Ferreira 3 Geralda Cristina
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
CENTRO UNIVERSITÁRIO FUNDAÇÃO SANTO ANDRÉ FACULDADE DE ENGENHARIA ENGENHEIRO CELSO DANIEL CAMILA PUCCI COUTO
 CENTRO UNIVERSITÁRIO FUNDAÇÃO SANTO ANDRÉ FACULDADE DE ENGENHARIA ENGENHEIRO CELSO DANIEL CAMILA PUCCI COUTO RELATÓRIO PARCIAL DO PROJETO DE INICIAÇÃO CIENTÍFICA- PIBIT VERIFICAÇÃO DE PATAMARES MAIS ADEQUADOS
CENTRO UNIVERSITÁRIO FUNDAÇÃO SANTO ANDRÉ FACULDADE DE ENGENHARIA ENGENHEIRO CELSO DANIEL CAMILA PUCCI COUTO RELATÓRIO PARCIAL DO PROJETO DE INICIAÇÃO CIENTÍFICA- PIBIT VERIFICAÇÃO DE PATAMARES MAIS ADEQUADOS
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Estampagem de aços carbono e inoxidáveis (1)
") Estampagem de aços carbono e inoxidáveis (1) Marcos Domingos Xavier (2) O presente texto refere-se a uma comparação da estampabilidade de aços carbono e aços inoxidáveis. Estudos considerando o estado
Estampagem de aços carbono e inoxidáveis (1) Marcos Domingos Xavier (2) O presente texto refere-se a uma comparação da estampabilidade de aços carbono e aços inoxidáveis. Estudos considerando o estado
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
TREINAMENTO EM CORTE/ DOBRA/ REPUXO (ESTAMPAGEM DE CHAPAS METÁLICAS) 31ª Edição 25 e 26 de Abril de 2019
 31ª Edição 25 e 26 de Abril de 2019") FUNDAÇÃO LUIZ ENGLERT - FLE CE NTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcmmetalforming.com/ CHAMADA PRELIMINAR TREINAMENTO EM CORTE/
FUNDAÇÃO LUIZ ENGLERT - FLE CE NTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcmmetalforming.com/ CHAMADA PRELIMINAR TREINAMENTO EM CORTE/
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
RESULTADOS E ANÁLISES
 5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
Processos de Estampagem
 Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de Conformação do Aço
 Universidade Federal de São João Del-Rei MG 6 a 8 de maio de 010 Associação Brasileira de Métodos Computacionais em Engenharia Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de
Universidade Federal de São João Del-Rei MG 6 a 8 de maio de 010 Associação Brasileira de Métodos Computacionais em Engenharia Análise Comparativa Numérico-Experimental para Obtenção da Curva Limite de
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
3 Materiais e Métodos
 42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
42 3 Materiais e Métodos O material utilizado no presente estudo foi um aço TRIP 800 de 1.0 mm de espessura, laminado a frio e eletro-galvanizado nos dois lados (7,5 µm em cada lado). Foram realizadas
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
Estampagem. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton FATEC ITAQUERA, 2015
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Aços para Estampagem. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Aços para Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Classificação dos aços Aços baixo carbono convencionais para estampagem (plain-carbon steels) NBR 5915 QC qualidade comercial EM estampabilidade
Aços para Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Classificação dos aços Aços baixo carbono convencionais para estampagem (plain-carbon steels) NBR 5915 QC qualidade comercial EM estampabilidade
Demandas sobre o setor automotivo. Desenvolvimento de Aços AHSS na Usiminas
 Aços Avançados de Alta Resistência Uma Experiência i na Usiminas i Ivan de Castro Sumário Demandas sobre o setor automotivo Programa ULSAB Desenvolvimento de Aços AHSS na Usiminas Aços TRIP na Usiminas
Aços Avançados de Alta Resistência Uma Experiência i na Usiminas i Ivan de Castro Sumário Demandas sobre o setor automotivo Programa ULSAB Desenvolvimento de Aços AHSS na Usiminas Aços TRIP na Usiminas
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de d
 FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
CARACTERIZAÇÃO DE PROPRIEDADES MECÂNICAS E ANISOTROPIA DE UMA CHAPA DE AÇO DP600*
 CARACTERIZAÇÃO DE PROPRIEDADES MECÂNICAS E ANISOTROPIA DE UMA CHAPA DE AÇO DP600* Mateus Sotelo Menezes 1 Juliana Zottis 2 Alexandre da Silva Rocha 3 Resumo A família de aços avançados de alta resistência
CARACTERIZAÇÃO DE PROPRIEDADES MECÂNICAS E ANISOTROPIA DE UMA CHAPA DE AÇO DP600* Mateus Sotelo Menezes 1 Juliana Zottis 2 Alexandre da Silva Rocha 3 Resumo A família de aços avançados de alta resistência
AVALIAÇÃO DA APLICAÇÃO DE AÇO DP450 EM PAINEL AUTOMOTIVO EXPOSTO*
 AVALIAÇÃO DA APLICAÇÃO DE AÇO DP450 EM PAINEL AUTOMOTIVO EXPOSTO* Jetson Lemos Ferreira 1 Marco Antonio Wolff 2 Gleyder Oliveira Bustamante 3 Resumo A Usiminas vem procurando fornecer aços de menor espessura
AVALIAÇÃO DA APLICAÇÃO DE AÇO DP450 EM PAINEL AUTOMOTIVO EXPOSTO* Jetson Lemos Ferreira 1 Marco Antonio Wolff 2 Gleyder Oliveira Bustamante 3 Resumo A Usiminas vem procurando fornecer aços de menor espessura
Engenheiro Metalurgista, Mestrando em Engenharia Metalúrgica, Assistência Técnica, Usiminas, Ipatinga, MG, Brasil. 2
 EFEITO DA TEMPERATURA DE BOBINAMENTO NA MICROESTRUTURA E NAS PROPRIEDADES MECÂNICAS DE UM AÇO MULTICONSTITUÍDO DA CLASSE DE 800 MPa DE LIMITE DE RESISTÊNCIA* Danilo de Castro Denúbila 1 Ronaldo Antônio
EFEITO DA TEMPERATURA DE BOBINAMENTO NA MICROESTRUTURA E NAS PROPRIEDADES MECÂNICAS DE UM AÇO MULTICONSTITUÍDO DA CLASSE DE 800 MPa DE LIMITE DE RESISTÊNCIA* Danilo de Castro Denúbila 1 Ronaldo Antônio
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
3. Materiais e Métodos
 34 3. Materiais e Métodos A literatura apresenta vários trabalhos que adotam o método de elementos finitos para análise da distribuição de tensões em diversos equipamentos, elementos de máquinas, peças
34 3. Materiais e Métodos A literatura apresenta vários trabalhos que adotam o método de elementos finitos para análise da distribuição de tensões em diversos equipamentos, elementos de máquinas, peças
INFLUÊNCIA DA ENERGIA DE IMPACTO NA ENERGIA ABSORVIDA EM ENSAIO CHARPY DE AÇOS COM ESTRUTURA FERRITA-MARTENSITA.
 INFLUÊNCIA DA ENERGIA DE IMPACTO NA ENERGIA ABSORVIDA EM ENSAIO CHARPY DE AÇOS COM ESTRUTURA FERRITA-MARTENSITA. MAGNABOSCO, R. 1 BERGAMO, M. G. V. 2 RESUMO O presente trabalho teve como objetivo avaliar
INFLUÊNCIA DA ENERGIA DE IMPACTO NA ENERGIA ABSORVIDA EM ENSAIO CHARPY DE AÇOS COM ESTRUTURA FERRITA-MARTENSITA. MAGNABOSCO, R. 1 BERGAMO, M. G. V. 2 RESUMO O presente trabalho teve como objetivo avaliar
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
4 Resultados e Discussão
 4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
Ensaios Mecânicos dos Materiais
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ensaios Mecânicos dos Materiais Engenharia e Ciência dos Materiais I Prof. Dr. Cassius O. F. T. Ruckert
AULA 4 Materiais de Construção II
 Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Faculdade de Engenharia - Licenciatura em Engenharia Civil UL 4 Materiais de Construção II Capítulo ula 4 (Teórica/Prática) II ços para Construção Introdução Ensaios sobre os aços: 1) Ensaio de Tracção;
Figura 4.1: a)elemento Sólido Tetraédrico Parabólico. b)elemento Sólido Tetraédrico Linear.
elemento Sólido Tetraédrico Parabólico. b)elemento Sólido Tetraédrico Linear.") 4 Método Numérico Foi utilizado o método dos elementos finitos como ferramenta de simulação com a finalidade de compreender e avaliar a resposta do tubo, elemento estrutural da bancada de teste utilizada
4 Método Numérico Foi utilizado o método dos elementos finitos como ferramenta de simulação com a finalidade de compreender e avaliar a resposta do tubo, elemento estrutural da bancada de teste utilizada
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO*
 EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
Embutimento, Estiramento e Operações combinadas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Embutimento, Estiramento e Operações combinadas Prof. Paulo Marcondes, PhD. DEMEC / UFPR Processo de Estampagem Punção Pr. Chapa Chapa Matriz Estampagem = Estiramento + Embutimento Profundo No processo
Embutimento, Estiramento e Operações combinadas Prof. Paulo Marcondes, PhD. DEMEC / UFPR Processo de Estampagem Punção Pr. Chapa Chapa Matriz Estampagem = Estiramento + Embutimento Profundo No processo
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
COM GRÃO ULTRA-FINO NA ÁREA AUTOMOTIVA
 APLICAÇÃO DE AÇOS A COM GRÃO ULTRA-FINO NA ÁREA AUTOMOTIVA Antonio Augusto Gorni I WORKSHOP SOBRE APLICAÇÃO DE MATERIAIS NA ÁREA AUTOMOBILÍSTICA Associação Brasileira de Metalurgia e Materiais - ABM São
APLICAÇÃO DE AÇOS A COM GRÃO ULTRA-FINO NA ÁREA AUTOMOTIVA Antonio Augusto Gorni I WORKSHOP SOBRE APLICAÇÃO DE MATERIAIS NA ÁREA AUTOMOBILÍSTICA Associação Brasileira de Metalurgia e Materiais - ABM São
Temperatura (T, 0 C)
") Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
Figura 2.9 Variação no limite de escoamento de uma liga de alumínio e do cobre puro com a variação na taxa de deformação e temperatura de teste para uma liga de alumínio, Dieter (1988), e para o cobre
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
ESTAMPABILIDADE DE AÇOS DE BAIXO CARBONO*
 308 ESTAMPABILIDADE DE AÇOS DE BAIXO CARBONO* Jefferson Haag 1 Gabriel Oliveira Ferranti 2 Resumo A análise da estampabilidade de chapas metálicas consiste em ensaios e testes tecnológicos para obtenção
308 ESTAMPABILIDADE DE AÇOS DE BAIXO CARBONO* Jefferson Haag 1 Gabriel Oliveira Ferranti 2 Resumo A análise da estampabilidade de chapas metálicas consiste em ensaios e testes tecnológicos para obtenção
Aluna de treinamento, SIXPRO Vitrual&Practical Process, 2
 HOT FORMING Parte 1/4: Fernanda L. Martins 1 Alisson S. Duarte 2 Pedro M. A. Stemler 3 Ricardo A. M. Viana 4 A aplicação de ligas de aços avançados de alta resistência (Advanced High Strength Steel, AHSS)
HOT FORMING Parte 1/4: Fernanda L. Martins 1 Alisson S. Duarte 2 Pedro M. A. Stemler 3 Ricardo A. M. Viana 4 A aplicação de ligas de aços avançados de alta resistência (Advanced High Strength Steel, AHSS)
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
ENSAIO DE TRAÇÃO EM-641
 ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
PROPRIEDADES MECÂNICAS III Propriedades de tração
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS III Propriedades de tração Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Regime plástico Propriedades
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS III Propriedades de tração Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Regime plástico Propriedades
Capítulo 3: Propriedades mecânicas dos materiais
 Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Avaliação das propriedades tecnológicas de chapas metálicas aplicadas ao processo de estampagem incremental por roboforming
 Avaliação das propriedades tecnológicas de chapas metálicas aplicadas ao processo de estampagem incremental por roboforming Alexandre Neris Vigas Monção *, Charles Chemale Yurgel **, * Bolsista de Iniciação
Avaliação das propriedades tecnológicas de chapas metálicas aplicadas ao processo de estampagem incremental por roboforming Alexandre Neris Vigas Monção *, Charles Chemale Yurgel **, * Bolsista de Iniciação
TÍTULO: CONFORMAÇÃO MECÂNICA DE PEÇAS METÁLICAS ESTUDO SOBRE ESTAMPAGEM
 16 TÍTULO: CONFORMAÇÃO MECÂNICA DE PEÇAS METÁLICAS ESTUDO SOBRE ESTAMPAGEM CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): MARCOS CESAR
16 TÍTULO: CONFORMAÇÃO MECÂNICA DE PEÇAS METÁLICAS ESTUDO SOBRE ESTAMPAGEM CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): MARCOS CESAR
Conformação de Chapas
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Conformação de Chapas Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Conformação de Chapas Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
COMPORTAMENTO MECÂNICO DOS MATERIAIS
 UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
UNIVERSIDADE FEDERAL DO ABC Centro de Engenharia, Modelagem e Ciências Sociais Aplicadas (CECS) BC-1105: MATERIAIS E SUAS PROPRIEDADES COMPORTAMENTO MECÂNICO DOS MATERIAIS Propriedades Mecânicas dos Materiais
CURVA LIMITE DE CONFORMAÇÃO INDEPENDENTE DA TRAJETÓRIA DE DEFORMAÇÃO: DESCRIÇÕES NOS ESPAÇOS DE TENSÕES E DE DEFORMAÇÕES*
 CURVA LIMITE DE CONFORMAÇÃO INDEPENDENTE DA TRAJETÓRIA DE DEFORMAÇÃO: DESCRIÇÕES NOS ESPAÇOS DE TENSÕES E DE DEFORMAÇÕES* Jetson Lemos Ferreira 1 José Osvaldo Amaral Tepedino 1 Marco Antonio Wolff 2 Luciano
CURVA LIMITE DE CONFORMAÇÃO INDEPENDENTE DA TRAJETÓRIA DE DEFORMAÇÃO: DESCRIÇÕES NOS ESPAÇOS DE TENSÕES E DE DEFORMAÇÕES* Jetson Lemos Ferreira 1 José Osvaldo Amaral Tepedino 1 Marco Antonio Wolff 2 Luciano
Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas.
 Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas. Fratura é de aparência frágil, mesmo que em materiais dúcteis, com formação de uma série de anéis que se desenvolvem do início da
Fadiga Um metal rompe-se por fadiga quando submetido a tensões cíclicas. Fratura é de aparência frágil, mesmo que em materiais dúcteis, com formação de uma série de anéis que se desenvolvem do início da
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
AVALIAÇÃO DO DESENVOLVIMENTO DO AÇO DUAL PHASE DA CLASSE 1000MPa COM REQUISITO DE EXPANSÃO DE FURO E PROCESSADO EM DIFERENTES CONDIÇÕES*
 AVALIAÇÃO DO DESENVOLVIMENTO DO AÇO DUAL PHASE DA CLASSE 1000MPa COM REQUISITO DE EXPANSÃO DE FURO E PROCESSADO EM DIFERENTES CONDIÇÕES* Rodrigo Cruz Oliveira 1 João Francisco Batista Pereira 2 Paulo Roberto
AVALIAÇÃO DO DESENVOLVIMENTO DO AÇO DUAL PHASE DA CLASSE 1000MPa COM REQUISITO DE EXPANSÃO DE FURO E PROCESSADO EM DIFERENTES CONDIÇÕES* Rodrigo Cruz Oliveira 1 João Francisco Batista Pereira 2 Paulo Roberto
5 Discussão dos Resultados
 79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
AÇOS INOXIDÁVEIS considerações sobre estampagem
 AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
Desenvolvimento de aços bifásicos laminados a frio da classe 980 MPa para aplicações em peças com requisitos de estiramento de flange
 Desenvolvimento de aços bifásicos laminados a frio da classe 980 MPa para aplicações em peças com requisitos de estiramento de flange Linha de Pesquisa: Metalurgia Física Justificativa/motivação para realização
Desenvolvimento de aços bifásicos laminados a frio da classe 980 MPa para aplicações em peças com requisitos de estiramento de flange Linha de Pesquisa: Metalurgia Física Justificativa/motivação para realização
UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA METALÚRGICA E DE MINAS. Dissertação de Mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA METALÚRGICA E DE MINAS Dissertação de Mestrado Avaliação da Conformabilidade e da Resistência à Indentação dos Aços Intersticial
UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE PÓS-GRADUAÇÃO EM ENGENHARIA METALÚRGICA E DE MINAS Dissertação de Mestrado Avaliação da Conformabilidade e da Resistência à Indentação dos Aços Intersticial
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Propriedades Mecânicas dos Materiais Materiais Metálicos Um material cristalino pode deformar-se plasticamente por quatro mecanismos: deslizamento de planos
Propriedades Mecânicas: O Ensaio de Tração Uniaxial
 Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
Propriedades Mecânicas: O Ensaio de Tração Uniaxial Tensão e deformação Ensaios: Tração Compressão Cisalhamento Torção Tensão e deformação Cálculo da tensão (Para tração e compressão): Onde: σ= Tensão
CENTRO UNIVERSITÁRIO PLANALDO DO DISTRITO FEDERAL
 7. Propriedades Mecânicas dos Materiais As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada a
7. Propriedades Mecânicas dos Materiais As propriedades mecânicas de um material devem ser conhecidas para que os engenheiros possam relacionar a deformação medida no material com a tensão associada a
Ensaio de embutimento
 A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
DESENVOLVIMENTO DE AÇO DE ULTRA-ALTA RESISTÊNCIA DA CLASSE DE 1180 MPa PARA APLICAÇÃO NA INDÚSTRIA AUTOMOTIVA*
 2346 DESENVOLVIMENTO DE AÇO DE ULTRA-ALTA RESISTÊNCIA DA CLASSE DE 1180 MPa PARA APLICAÇÃO NA INDÚSTRIA AUTOMOTIVA* Marcus Vinícius Pereira Arruda 1 João Francisco Batista Pereira 2 Paulo José Duarte Rodrigues
2346 DESENVOLVIMENTO DE AÇO DE ULTRA-ALTA RESISTÊNCIA DA CLASSE DE 1180 MPa PARA APLICAÇÃO NA INDÚSTRIA AUTOMOTIVA* Marcus Vinícius Pereira Arruda 1 João Francisco Batista Pereira 2 Paulo José Duarte Rodrigues
ESTUDO TEÓRICO EXPERIMENTAL DAS PROPRIEDADES MECÂNICAS EM LIGAS DE AÇO SAE 1020 E SAE 1045
 ESTUDO TEÓRICO EXPERIMENTAL DAS PROPRIEDADES MECÂNICAS EM LIGAS DE AÇO SAE 1020 E SAE 1045 Arthur Vinicius Ribeiro de Freitas Azevedo; Rodrigo Ernesto Andrade Silva; Allan Giuseppe de Araújo Caldas; Alexandre
ESTUDO TEÓRICO EXPERIMENTAL DAS PROPRIEDADES MECÂNICAS EM LIGAS DE AÇO SAE 1020 E SAE 1045 Arthur Vinicius Ribeiro de Freitas Azevedo; Rodrigo Ernesto Andrade Silva; Allan Giuseppe de Araújo Caldas; Alexandre
AÇOS TRIP CARACTERÍSTICAS E APLICAÇÃO*
 AÇOS TRIP CARACTERÍSTICAS E APLICAÇÃO* João Francisco Batista Pereira 1 Gleyder Oliveira Bustamante 2 Rafael Fagundes Ferreira 3 Resumo Nos últimos anos a indústria automotiva tem evoluído de forma significativa
AÇOS TRIP CARACTERÍSTICAS E APLICAÇÃO* João Francisco Batista Pereira 1 Gleyder Oliveira Bustamante 2 Rafael Fagundes Ferreira 3 Resumo Nos últimos anos a indústria automotiva tem evoluído de forma significativa
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA
 DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA 1 OZORIO, Marcelo de Jesus Cevey 2 MACHADO, Joubert Alexandro 3 Meer, Marco Van Der Resumo O encruamento
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA 1 OZORIO, Marcelo de Jesus Cevey 2 MACHADO, Joubert Alexandro 3 Meer, Marco Van Der Resumo O encruamento
Brasil 2017 AVALIAÇÃO DE INTEGRIDADE EM DUTOS E MINERODUTOS
 Brasil 2017 AVALIAÇÃO DE INTEGRIDADE EM DUTOS E AVALIAÇÃO DE INTEGRIDADE EM DUTOS E 2 A IB-NDT possui amplo escopo de fornecimento para dutos ou minerotudos, são eles: a) Inspeção com ultrassom automatizado
Brasil 2017 AVALIAÇÃO DE INTEGRIDADE EM DUTOS E AVALIAÇÃO DE INTEGRIDADE EM DUTOS E 2 A IB-NDT possui amplo escopo de fornecimento para dutos ou minerotudos, são eles: a) Inspeção com ultrassom automatizado
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas. Dissertação de mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de mestrado Aplicação de Curvas Limite de Conformação na previsão de rupturas
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de mestrado Aplicação de Curvas Limite de Conformação na previsão de rupturas
Processo Seletivo 2018
 Processo Seletivo 2018 Candidato Nº OBS: O candidato deve preencher apenas o número que está na lista de presença do processo seletivo. Se ocorrer algum outro tipo de marcação na prova que identifique
Processo Seletivo 2018 Candidato Nº OBS: O candidato deve preencher apenas o número que está na lista de presença do processo seletivo. Se ocorrer algum outro tipo de marcação na prova que identifique
UNIDADE 9 Propriedades Mecânicas I
 UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
Escoamento Plástico. Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Escoamento Plástico Dr. Alfredo R. de Faria Dr. Ronnie Rego Agenda 1. 2. 3.
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Escoamento Plástico Dr. Alfredo R. de Faria Dr. Ronnie Rego Agenda 1. 2. 3.
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas. Aços para concreto armado
 Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Propriedades mecânicas dos materiais
 Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas. Dissertação de mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de mestrado A expansão de furos de aços dual phase da classe 1000 MPa processados
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de mestrado A expansão de furos de aços dual phase da classe 1000 MPa processados
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
Caracterização das Propriedades Mecânicas de Materiais Metálicos: A Influência da velocidade da máquina sobre a tensão obtida no ensaio de tração 1
 - SEPesq Caracterização das Propriedades Mecânicas de Materiais Metálicos: A Influência da velocidade da máquina sobre a tensão obtida no ensaio de tração 1 Rogério Alves Oliveira 2 Uilian Boff 3 Jaison
- SEPesq Caracterização das Propriedades Mecânicas de Materiais Metálicos: A Influência da velocidade da máquina sobre a tensão obtida no ensaio de tração 1 Rogério Alves Oliveira 2 Uilian Boff 3 Jaison
COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais COMPORTAMENTO MECÂNICO DOS MATERIAIS PARTE I PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO
 ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO Quando um equipamento é fabricado conforme um projeto, tem-se por objetivo garantir suas propriedades mecânicas e trabalho dentro
ANÁLISE EM AMOSTRA DE CESTO DE CENTRÍFUGA DE AÇÚCAR FRATURADO EM SERVIÇO Quando um equipamento é fabricado conforme um projeto, tem-se por objetivo garantir suas propriedades mecânicas e trabalho dentro
FLUÊNCIA I. Generalidades II. Comportamento em Fluência deformação X tempo
 Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Deformação 1 FLUÊNCIA I. Generalidades Materiais que são freqüentemente submetidos a condições de trabalho em elevadas temperaturas sob carregamento estático podem apresentar deformação por fluência. Por
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento
 Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
Muitos materiais, quando em serviço, são submetidos a forças ou cargas É necessário conhecer as características do material e projetar o elemento estrutural a partir do qual ele é feito Materiais são frequentemente
INFLUÊNCIA DO ENTALHE EM CORPOS DE PROVA DO ENSAIO NAKAJIMA
 INFLUÊNCIA DO ENTALHE EM CORPOS DE PROVA DO ENSAIO NAKAJIMA Erik Jackson de Camargo ejc@demec.ufpr.br Ravilson A. Chemin Filho ravilson@demec.ufpr.br Edouard H. Srour Jr. srour@kpb.krupp.com.br Paulo Victor
INFLUÊNCIA DO ENTALHE EM CORPOS DE PROVA DO ENSAIO NAKAJIMA Erik Jackson de Camargo ejc@demec.ufpr.br Ravilson A. Chemin Filho ravilson@demec.ufpr.br Edouard H. Srour Jr. srour@kpb.krupp.com.br Paulo Victor
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Escolha do lubrificante correto torna mais precisa a curva-limite de conformação
 64 Corte & Conformação de Metais Abril 2008 Escolha do lubrificante correto torna mais precisa a curva-limite de conformação Durante a estampagem profunda de peças metálicas, a curva-limite de conformação
64 Corte & Conformação de Metais Abril 2008 Escolha do lubrificante correto torna mais precisa a curva-limite de conformação Durante a estampagem profunda de peças metálicas, a curva-limite de conformação
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
Introdução. Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Introdução Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3. 4. Introdução
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Introdução Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3. 4. Introdução