Fundição II. Avaliação do aluno
|
|
|
- Ana Carolina Estrada Schmidt
- 7 Há anos
- Visualizações:
Transcrição
1 Fundição II Prof. Cleber Lessa Avaliação do aluno NOTA FINAL: PI + PII - T* 6, T*: trabalhos, participação em aula, etc. Frequência 75% Exame = nota final + Prova final 12,0 2 INSTRUÇÃO DE USO DESSA APOSTILA Esse apostila foi desenvolvida ao longo de diversos estudos, revisões bibliográficas, materiais da internet selecionados, cursos e conhecimentos práticos por parte do docente. Portanto, o aluno tem apenas que preenchê-la conforme assiste as aulas e tira as dúvidas com o professor. Dessa forma, fica estipulado que: 1. O Aluno, e somente o aluno, fica responsável por preencher os espaços em branco. 2. Existe o material de apoio no site que serve como introdução aos assuntos e exemplos ( Didaticamente seria interessante que o aluno olhasse os conteúdos no site anteriormente as respectivas aulas. 3. Atenção (DICA): as palavras que estão faltando, além de serem chaves, geralmente são cobradas em prova no contexto ao redor das mesmas. Parágrafo único: NÃO SERÁ ENVIADO MATERIAL COMPLETO! Ou seja, o professor não tem obrigação de enviar a apostila completada. Faz parte da didática do professor que o aluno preencha durante as aulas. 3 INTRODUÇÃO O objeto principal de estudo durante o curso de fundição II será o Molde. Portanto, os processos serão primeiramente qualificados em função do molde (colapsável, permanente ou a junção de ambos) e, a partir dai, serão estudadas as variações desses moldes (ex. colapsável em areia verde, em casca cerâmica, em areia ligada, etc.). Num segundo momento, serão estudados os diversos defeitos a partir dos moldes, má moldação, má compactação dos moldes, etc. e por último, um estudo no que há de mais moderno em processo de fundição, no caso, a Tixo/ReoFundição Revisão Revisão. Processo deriva do latim procedere, verbo que indica a, ir para frente (pro+cedere) e é um e particular de ações com objetivo comum. Pode ter os mais variados propósitos: PROCESSO DE FABRICAÇÃO criar, inventar, projetar, transformar, produzir, contro lar, manter e usar produtos ou sistemas. ESTRUTURA PROPRIEDADES Fonte: wikipédia. 5 6
2 1.1. Revisão Revisão Revisão Revisão. PROPRIEDADES DOS MATERIAIS: Mecânicas resistência à tração, compressão, flexão resistência ao escoamento, à fluência, à fadiga ductilidade módulo de elasticidade resistência ao desgaste Físicas propriedades elétricas magnéticas térmicas ópticas densidade Químicas resistência à corrosão ESTRUTURANOS MATERIAIS ESTRUTURA ATÔMICA ESTRUTURA CRISTALINA MICROESTRUTURA MACROESTRUTURA PROPRIEDADES DOS MATERIAIS: Mecânicas resistência à tração, compressão, flexão resistência ao escoamento, à fluência, à fadiga ductilidade módulo de elasticidade resistência ao desgaste Físicas propriedades elétricas magnéticas térmicas ópticas densidade Químicas resistência à corrosão Revisão. PROCESSOS DE FABRICAÇÃO MATÉRIA PRIMA METÁLICA. Mecânicos (emprego de tensão) σ aplicada > σ ruptura Usinagem Trefilação σ aplicada < σ ruptura Laminação Extrusão Metalurgia do pó Forjamento Metalúrgicos (emprego de temperatura) T aplicada < T fusão T aplicada > T fusão Fundição Lingotamento Tratamentos térmicos Soldagem Revisão. Recebimento de materiais e insumos de fundição; Cálculo de Carga; Tipos de Fornos; Refratários utilizados em fundição; Tratamento do banho líquido; Ensaios do metal líquido; Modelagem, Modelos, e matrizes; Moldagem, moldes mecanização das operações; Macharia e processos especiais de moldagem... 12
3 1.2. Introdução....Principais Processos Produtivos de Fundição. Muitos processos produtivos de fundição são utilizados atualmente para a manufatura de metais, eles vão desde processos milenarmente conhecidos a técnicas produtivas modernas e muito apuradas: VÍDEO Fundição em Areia (processo mais conhecido) Fundição em Moldes Permanentes (Coquilhas) Fundição Sob-Pressão (injeção de metais - die casting) Fundição por Centrifugação (Tubos Fundidos) Fundição de Precisão (Microfusão, Cera Perdida) Fundição por Moldagem (em Gesso, Silicone) Fundição em Casca (Shell Molding) Introdução. Quem somos e para onde vamos? Segundo o Conselho Nacional de Educação/MEC, o é um profissional apto a desenvolver, de forma plena e inovadora, atividades em uma determinada modalidade profissional, porque possuem formação específica para aplicação, desenvolvimento, pesquisa aplicada a inovação tecnológica e a difusão de tecnologias, gestão de processos de produção de bens e serviços e o desenvolvimento da capacidade empreendedora Introdução. Quem somos e para onde vamos? Arte: Técnica: Ciência: Tecnologia: Engenharia: sabe-se fazer (educação informal, prática) sabe-se fazer, com destreza e precisão (escola técnica) sabe-se como e porque ocorrem os fenômenos (universidade) sabe-se, com destreza, precisão e base científica (universidade tecnológica) sabe-se ²conceber e, com destreza, precisão e base científica (universidade) Sinônimo de ¹fazer: efectuar, elaborar, executar e realizar. Sinônimo de ²conceber: compor, criar, imaginar e inventar Introdução. Saber, com destreza, precisão e base científica: Fundição em Areia Fundição em Moldes Permanentes (Coquilhas) Fundição Sob-Pressão (injeção de metais - die casting) Fundição por Centrifugação (Tubos Fundidos) Fundição de Precisão (Microfusão, Cera Perdida) Fundição por Moldagem (em Gesso, Silicone) Fundição em Casca (Shell Molding) 1.2. Introdução. IMPORTÂNCIA DA FUNDIÇÃO Praticamente todo produto metalúrgico passa por um processo de fundição em algum momento de sua produção





; -")

; - matéria prima")



4 1.2. Introdução Introdução. IMPORTÂNCIA DA FUNDIÇÃO IMPORTÂNCIA DA FUNDIÇÃO É a conformação de metais e ligas a partir do material líquido, vazado em moldes apropriados onde, ao solidificarse, toma-lhe a forma; resultando em: Produtos acabados - produtos acabados (peças, componentes); - semi-acabados para processamento mecânico (tarugos, lingotes, chapas); - matéria prima gusa, etc.. 19 Produtos semi-acabados Lingotes, tarugos Introdução Introdução. IMPORTÂNCIA DA FUNDIÇÃO IMPORTÂNCIA DA FUNDIÇÃO FUNDIÇÃO TREFILAÇÃO ESTAMPAGEM EXTRUSÃO FUNDIÇÃO Introdução Introdução. IMPORTÂNCIA DA FUNDIÇÃO IMPORTÂNCIA DA FUNDIÇÃO 23 24


. 27 28 1.3. Fatores determinantes para a escolha do PROCESSO.")
, Liga de determinado metal, Características metal-mecânicas exigidas, Acabamento superficial desejado, Espessuras mínimas e máximas de cada parte ou parede da peça,")
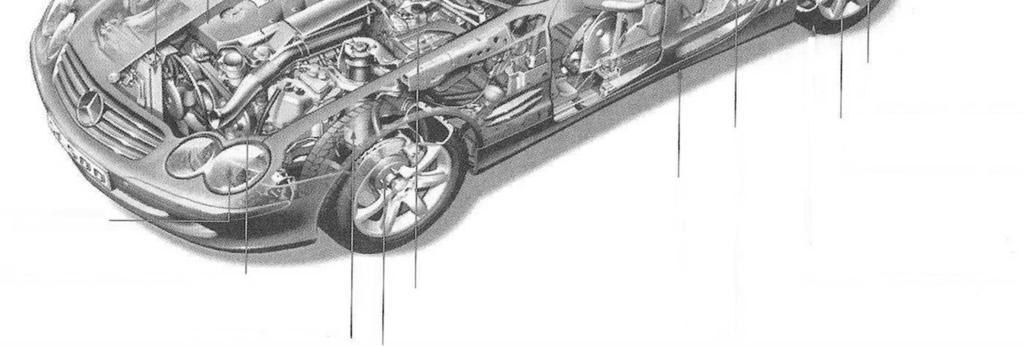
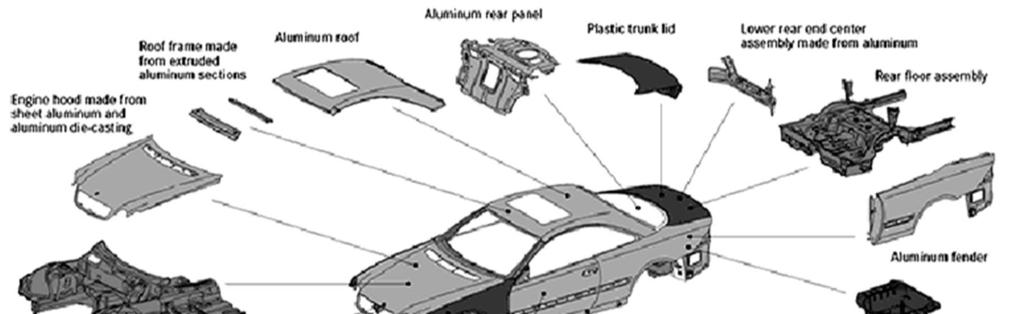
5 1.2. Introdução. IMPORTÂNCIA DA FUNDIÇÃO Metal líquido é vazado em um molde Toma a geometria do molde 1.2. Introdução. A fundição pode até parecer inicialmente um PROCESSO simples, sem grandes atrativos ou coisa que qualquer um sabe fazer. Isto é um engano. Trata-se de um processo apurado cheio de detalhes técnicos, que envolve engenharia aguçada e química avançada, onde o menor descuido pode condenar um lote inteiro de produção. Aplicação pura e simples do princípio de Arquimedes: É em seguida resfriado, solidificando É então retirado de dentro do molde 25 o toma a forma do que o contém Introdução Introdução. Produção de peças pela de em... Além de às peças determina as suas. O da fundição é o de dar adequada ao metal, vertendo-o em estado líquido dentro de uma cavidade de um com a desejada. O próprio molde do metal líquido e após a se obtém a peça com as pretendidas (ou não) Fatores determinantes para a escolha do PROCESSO. Basicamente o que determina o melhor processo a ser adotado para confecção ou desenvolvimento de uma determinada peça, são os seguintes fatores: Peso da peça, Metal base envolvido (por exemplo, se ferrosos ou não-ferrosos), Liga de determinado metal, Características metal-mecânicas exigidas, Acabamento superficial desejado, Espessuras mínimas e máximas de cada parte ou parede da peça, tolerâncias dimensionais exigidas, Ângulos desejados, Matrizes, ferramentas, moldes e/ou modelos necessários, Tamanho da peça Formato geral da peça. Quantidade de peças que serão produzidas, Capacidade de repetibilidade das peças, Custos operacionais envolvidos no processo escolhido Fatores determinantes para a escolha do PROCESSO. Aplicações fundição Parte de motores Turbinas hidráulicas e gás Equipamentos e ferramentas para a indústria mecânica Laminadores Hélices e âncoras de navios Válvulas de alta e baixa pressão Sapatas de freios Rodas de automóveis Artefatos para uso doméstico... MHRobert 30















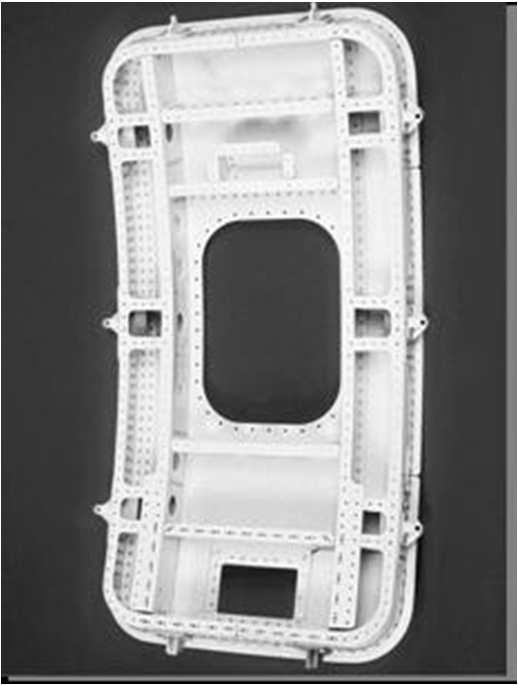

6 1.3. Fatores determinantes para a escolha do PROCESSO. Exemplos de peças fundidas 1.3. Fatores determinantes para a escolha do PROCESSO. Exemplos de peças fundidas Carcaça Sistema ABS 150g Carcaça Motor Elét. 330g Suporte da suspensão 6,5kg (A357, T5) 31 Carcaça Diferencial 500g Fatores determinantes para a escolha do PROCESSO. Exemplos de peças fundidas 1.3. Fatores determinantes para a escolha do PROCESSO. VANTAGENS DA FUNDIÇÃO SOBRE OUTROS PROCESSOS Não há limite de peso Formas complexas Ampla gama de metais e ligas Versatilidade de produção Baixo custo Elevada precisão dimensional e acabamento Obtenção de near net shape Permite o controle de propriedades Utilização de sucatas mm Fatores determinantes para a escolha do PROCESSO. VANTAGENS DA FUNDIÇÃO SOBRE OUTROS PROCESSOS 1.3. Fatores determinantes para a escolha do PROCESSO. VANTAGENS DA FUNDIÇÃO SOBRE OUTROS PROCESSOS DIMENSÕES: m A mm PESOS: ton A g TOLERÂNCIAS: 0,01 mm A 0,25 mm ACABAMENTO SUPERFICIAL: de 1 a 25 µm Ex.: Convencional nnúmero de itens 147 nprendedores 1363 npeso 8 kg Fundido nnúmero de itens 40 nprendedores 450 npeso 5 kg Porta rebitada Economia ncustos recorrentes 30% ntempo de montagem 80% Porta fundida 35 36
, Conhecimento da matéria-prima a ser fundida, Formulação das ligas metálicas e uso correto dos elementos de")
, Temperaturas de fusão (do metal e das ligas), Temperatura de vazamento do metal, Velocidade de vazamento do metal, Fluidez, Escoamento, Processos Produtivos ou de Fabricação,")
, Tempo de Solidificação, Contração metálica, Transferência MASSA E CALOR (metal para o molde e molde para o meio),")
 FUSÃO DA CARGA 38 2.1. Fusão. 2.1. Fusão. O que é a prática de fusão?")
7 1.4. Fatores Operacionais do PROCESSO Fusão. Insumos e matérias primas, Conhecimento dos equipamentos de fusão (fornos e dispositivos), Conhecimento da matéria-prima a ser fundida, Formulação das ligas metálicas e uso correto dos elementos de liga, Dinâmica de trabalho do metal fundido e elementos de liga, no forno, Limpeza do metal líquido, no forno (retirada de escória e impurezas), Conhecimento sobre gases envolvidos no processo de fundição (bolhas), Temperaturas de fusão (do metal e das ligas), Temperatura de vazamento do metal, Velocidade de vazamento do metal, Fluidez, Escoamento, Processos Produtivos ou de Fabricação, Conhecimento sobre modelos de fundição (modelagem), Conhecimento sobre moldes de fundição (moldagem), Conhecimento sobre canais de alimentação e canais de ataque, SOLIDIFICAÇÃO, Temperatura de solidificação do metal, Velocidade de solidificação do metal (Taxa de resfriamento), Tempo de Solidificação, Contração metálica, Transferência MASSA E CALOR (metal para o molde e molde para o meio), Extração da peça do molde, Retirada de canais de alimentação e ataque, Rebarbação, Acabamento superficial, 37 Fluxograma do Processo de Fusão: RECEBIMENTO DA MATÉRIA PRIMA VAZAMENTO CÁLCULO DE CARGA CONTROLE COMP. QUIM. E TEMPERATURA PREPARAÇÃO DA CARGA (carregamento) FUSÃO DA CARGA Fusão Fusão. O que é a prática de fusão? Operação que tem como função levar uma dada massa de metal, com específica, para uma dada de vazamento numa velocidade de fusão desejada e com econômica. Fusão Transferência Inoculação Vazamento......continuação do processo numa fábrica... Desmoldagem Separação do sistema de canais Retorno do sistema de canais Etapas de uma Fábrica Etapas de uma Fábrica. Baias de Matéria-prima. Silos dos elementos de liga. Preparação de carga Carregamento dos fornos 41 42












8 2.2. Etapas de uma Fábrica Etapas de uma Fábrica. Espectrômetro Fornos Fusores Carregamento da panela Etapas de uma Fábrica Etapas de uma Fábrica. Moldagem mecanizada Fechamento de molde Alimentando colocador de machos Etapas de uma Fábrica Etapas de uma Fábrica. Vazamento manual Forno Vazador automático Desmoldagem Linha Vazamento Manual Desmoldagem linha vazamento automático 47 48








 3.")

9 2.2. Etapas de uma Fábrica Etapas de uma Fábrica. Carregamento Jato de Granalhas Gancheiras com carcaças jateadas Gancheiras com tampas para jateamento Etapas de uma Fábrica Etapas de uma Fábrica. Mesa contínua Mesa giratória Tanque de Pintura Retirada de peças das gancheiras Etapas de uma Fábrica Divisão. Os processos de fundição podem ser classificados de acordo com o material empregado na fabricação do molde, em: 1. Moldes Colapsáveis 2. Moldes permanentes (coquilhas) 3. Moldes semi-permanentes Expedição 53 54
10 2.3. Divisão. MOLDES COLAPSÁVEIS Processos que utilizam moldes de material refratário. Os moldes são quebrados para a retirada do fundido. Cada molde se presta a somente. O material do molde pode, dependendo do processo, ser recuperado para a construção de outro molde, após desmoldagem da peça. Podem ser fabricadas,(várias cavidades a serem preenchidas) Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem ligantes Outros refratários areia Areias + ligantes simples Areias + ligantes orgânicos Areia Verde. RESUMO Processo mais popular - cerca de (em volume de metal líquido) da produção de fundidos; Baixo custo; Amplamente utilizado tanto para pequenas quanto elevadas produções; Elevada versatilidade quanto ao peso (de poucas gramas até dezenas de toneladas); Utilizado para ligas ferrosas e não ferrosas Areia Verde. Porque areia verde? - A areia é dita verde em função do vazamento do metal ocorrer num molde contendo (não necessita de secagem) e sem de cura; - Processo de moldagem areia verde é o simples e utilizado para produção de fundidos em aço, ferro fundido e ligas de não ferrosos; Areia Verde. Composição da mistura: - Areia de sílica (de ); Areia Verde. Composição da mistura: Argila e água: - Argila ou bentonita ( no sistema e na areia nova); - Mogul ou amido de milho ( sobre areia); - Pó de carvão ( sobre bentonita); - Serragem ( sobre areia); - Água ( sobre areia). água penetra na superfície dos grãos de argila, formando envolvendo esses grãos. torna-a e permite moldagem
11 Areia Verde. Equipamentos de moldagem: Soquetes e marteletes pneumáticos para moldagem manual; Máquina de impacto + compressão; Máquinas de alta pressão e alta velocidade Areia Verde. Vantagens do processo: Grande como processo de fundição; Moldagem pode ser manual, mecanizada ou automatizada; Permite fácil da areia; Padrões variados de acabamento ( ) e tolerância dimensional ( ); Processo muito econômico Areia Verde. Desvantagens ou limitações do processo: Fundidos de geometria complicada não são adequados para este processo; O acabamento superficial e a precisão dimensional diminui com o aumento do peso da peça; Peças grandes exigem areia muito resistente para evitar deformação e erosão do molde, o que inviabiliza o processo; Areia Verde. Desvantagens ou limitações do processo: Necessita de para controle constante das propriedades da areia preparada; Alta relação areia metal Areia Verde. Os componentes de uma areia de fundição: areia que é o constituinte básico, no qual devem ser considerados os característicos de pureza, granulometria (tamanho de grãos, distribuição granulométrica, dureza, forma dos grãos, integridade dos grãos, refratariedade, permeabilidade e expansibilidade; argila, que constitui o aglomerante usual nas areias de fundição sintéticas (especialmente preparadas); carvão moído, eventualmente, para melhorar o acabamento das peças fundidas; Areia Verde. Os componentes de uma areia de fundição: dextrina, aglomerante orgânico, para conferir maior resistência mecânica à areia quando secada (estufada); farinha de milho gelatinizada (Mogul), que melhora a qualidade de trabalhabilidade da areia; breu em pó, também como aglomerante, que confere, principalmente em areia seca, grande resistência mecânica; serragem, eventualmente, para atenuar os efeitos da expansão. 66
, alta dureza, alta permeabilidade e")
 entre ºC.")

 ela é")
12 Areia Verde. Confecção dos machos: Para a confecção dos machos, as areias devem apresentar alta resistência depois de estufadas (secas), alta dureza, alta permeabilidade e inalterabilidade. Os seus componentes, além da areia natural e água, incluem vários tipos de aglomerantes, entre os quais podem ser citados o, etc. Os machos são normalmente secados em estufa (estufados) entre ºC Areia Verde. Procedimento: (de acordo com figuras seguintes) Preparo do modelo; Montagem de modelo na caixa de moldar; Preenchimento da caixa com a areia de moldagem; Compactação da areia; Retirada do modelo; Montagem de machos, fechamento das partes do molde; Molde pronto para receber o metal líquido (V.F.1) Areia Verde Areia Verde. Esquema representativo de moldagem em caixa, com areia verde peça sem macho 69 Esquema representativo de moldagem em caixa, com areia verde -peça com macho Areia Verde Areia Verde. Procedimento DESMOLDAGEM, Rebarbação, Limpeza: Após determinado período de tempo em que a peça se solidifica (depende do tipo de peça, do tipo de molde e do metal) ela é retirada do molde manualmente ou por processos mecânicos; Rebarbação - A rebarbação é a retirada dos canais de alimentação, massalote e rebarbas que se formam durante a fundição. Ela é realizada quando a peça atinge temperaturas próximas às do ambiente

13 Areia Verde. Procedimento DESMOLDAGEM, Rebarbação, Limpeza: Limpeza - A limpeza é necessária porque a peça apresenta uma série de incrustações da areia usada na confecção do molde. Geralmente ela é feita por meio de jatos abrasivos, granalhas Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes simples Areias + ligantes orgânicos Molde cheio Moldagem a vácuo Moldes congelados Areias sem ligantes 73 Cera perdida A Outros refratários areia Areia Seca. RESUMO Processo semelhante ao processo de fundição em areia verde. Umidade inicial em geral é à da Verde. Diferença: necessidade de secagem antes de receber o metal líquido. Composição da areia: areia + que fornecem resistência mecânica após secagem (ex. óleo de linhaça e mamona, derivados de petróleo) Areia Seca. Confecção do molde ao processo de fundição em areia verde; exceto a etapa final secagem em estufa ( C). Vantagens: Secagem pelo metal líquido; Reduz teor de água no molde < possibilidades de defeitos na peça fundida, ex.: porosidade; Aumentar a ; > estabilidade dimensional; Fornece fundidos de melhor qualidade que a fundição em areia verde Areia Seca. A necessidade de secagem (tempo de secagem é função de dimensões do molde) aumenta os custos do processo. : secagem superficial (1 a 3 cm junto à superfície interna do molde) com auxílio de secadores portáteis, lâmpadas, maçaricos ou elementos resistivos. Moldes devem receber metal líquido para evitar drenagem de água das camadas externas para a superfície interna do molde Areia Seca. Utilização: Moldes c/ grandes dimensões (são ) secados com secadores portáteis; na confecção de machos; na moldagem por parte de ; Exemplos: Peças grandes de grandes seções de parede, como cilindros de Laminação e engrenagens pesadas. Desvantagem: Mais custosa que a Verde. 78
14 2.3. Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes simples Areias + ligantes orgânicos ProcessoSilicatodeSódio(Na 2 SiO 3 )/CO 2. RESUMO Conhecido desde o século passado; Amplo uso comercial a partir dos anos 50; Composição da areia: areia + +. Molde cheio Moldagem a vácuo Moldes congelados Areias sem ligantes Cera perdida A Outros refratários areia Processo Silicato de Sódio (Na 2 SiO 3 )/CO 2. Definição do processo: Processo de moldagem e macharia que consiste na passagem de um que atravessa a areia envolvida com silicato de sódio promovendo a cura, e com isso fornecendo rigidez ao molde. Componentes do processo: - Areia seca; - Silicato de sódio; - Aditivos (pó de carvão, melaço, etc) - Gás CO ProcessoSilicatodeSódio(Na 2 SiO 3 )/CO 2. Processo bastante versátil: fabricação de moldes de pequenas, médias e grandes dimensões; fornecem fundidos com boa qualidade superficial para ferrosos e não ferrosos; fornecem fundidos com alta precisão dimensional. Uso popular: na fabricação de machos; na fabricação de moldes que requeiram bom acabamento; na moldagem de peças grandes, por partes.!! ProcessoSilicatodeSódio(Na 2 SiO 3 )/CO 2. CONFECÇÃO DO MOLDE Na 2 O.2SiO 2 (aglutinante) e H 2 O (máx. 1%) são misturados à areia; A mistura é colocada sobre o modelo, utilizando vibração para acomodação da areia (compactação leve, manual ou vibração); Gás CO 2 é passado pelo interior da areia misturada ProcessoSilicatodeSódio(Na 2 SiO 3 )/CO 2. Princípio O Processo é um fenômeno e pode ser descrito: Reação química de formação de, carbonato e bicarbonato de sódio; (desidratação) do silicato de sódio pelo CO 2 seco; Secagem ( ) do silicato de sódio por difusão da umidade para a atmosfera. 84
 85 1-diretamente sobre a areia 2-através da areia, usando uma sonda 3-na cavidade do molde 4-através do molde/modelo 5-em câmara evacuada 86 2.")
15 2.3.3.ProcessoSilicatodeSódio(Na 2 SiO 3 )/CO ProcessoSilicatodeSódio(Na 2 SiO 3 )/CO 2. : Envolve grãos de areia, fornecendo coesão e plasticidade. : Fornece forte ligação e alta resistência mecânica ao molde. Tempo de gaseificação determina a fração de sílica gel e de silicato vítreo e, portanto, as propriedades do molde. (V.F.2) 85 1-diretamente sobre a areia 2-através da areia, usando uma sonda 3-na cavidade do molde 4-através do molde/modelo 5-em câmara evacuada Processo Silicato de Sódio (Na 2 SiO 3 )/CO Processo Silicato de Sódio (Na 2 SiO 3 )/CO 2. Mecanismo de cura: Reação química do gás CO 2 com o silicato de sódio a água da composição. A perda de água para o ambiente efetivo ao molde ou macho. A areia deve: Ser livre de : argila, sujeira, pedras, etc. Ter baixa, máxima de 1%; Areia com T máx. ; Ter granulometria máx. ; Evitar teor de. Preparação da mistura: Preferível misturador contínuo com bomba dosadora (pistão ou engrenagem); Adição de 3 a 5% de silicato de sódio sobre a areia. Moldagem/compactação: - Manual; - Mecanizada (sopro, impacto e compressão) Processo Silicato de Sódio (Na 2 SiO 3 )/CO 2. Métodos de gasagem: - Por agulha; - Por campânula; - Pelo modelo Processo Silicato de Sódio (Na 2 SiO 3 )/CO 2. Vantagens do processo: - Processo requer pequeno investimento; - Tempo de cura reduzido; - Não necessita de estufa/calor para curar ; - Baixa evolução de gases; - Boa precisão dimensional
16 Processo Silicato de Sódio (Na 2 SiO 3 )/CO 2. Desvantagens do processo: - Baixo tempo de estocagem dos moldes e machos devido a alta higroscopia do processo; 2.3. Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Areias + ligantes simples - Processo caro para recuperação da areia; - Baixa colapsibilidade. 91 Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes orgânicos Molde cheio Moldagem a vácuo Areias sem ligantes Moldes congelados Cera perdida Outros refratários areia A AreiaCimento. Equiparado com o Areia Seca, porém, com vantagem de dispensar e dos moldes; Uso comercial a partir dos anos 50; Popular para moldes de grande porte, para ligas ferrosas; Mistura: 90% areia % cimento + 4-8% água. Desnecessário: caixas de moldagem, somente molduras (a alta resistência do cimento sustenta o molde); elevada compactação AreiaCimento. O modelo é retirado após cura parcial; O processo é lento ( ) dada a lenta secagem do cimento; Fornecem moldes com elevada resistência mecânica e com reduzida colapsibilidade; Areias podem ser recuperadas (moinho de martelo), porém com perda total do aglomerante; Requer grandes áreas de secagem devido ao tempo; Para grandes peças: lingoteiras, hélices de navios, corpos de máquinas, operatrizes de prensas, construção naval Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem ligantes Outros refratários areia Areias + ligantes simples Areias + ligantes orgânicos Moldagem em Casca -Processo Shell (shell molding) O processo Shell é baseado no uso de uma mistura de resina sintética com areia sobre uma placa metálica aquecida, que forma uma casca de pequena espessura. O catalisador será o. É um processo de fundição de precisão, utilizado para todos os tipos de metais e ligas, em que é possível obter peças com elevada precisão dimensional e de acabamento. O das areias com resinas e a a peças pequenas e médias são as maiores desvantagens deste processo. 96
17 Moldagem em Casca -Processo Shell (shell molding) Foi primeiramente apresentado na Alemanha (nos anos 40); hoje é amplamente utilizado para os mais variados produtos e ligas. Mistura de moldagem: areia ~100 AFS ( ) + resina ( ) Obs.: 150 AFS para detalhes, porém absorve muita resina AFSaço carbono. 150 AFSLigas leves Moldagem em Casca -Processo Shell (shell molding) MÉTODOS DE MOLDAGEM : A areia é mantida no interior de uma caixa; O modelo é preso sobre a caixa que é então virada de modo a deixar cair areia sobre o modelo. As resina em geral são fenólicas. (V.F.3) Moldagem em Casca -Processo Shell (shell molding) MÉTODOS DE MOLDAGEM : A areia é soprada para a cavidade entre modelo e placa de fechamento, produzindo uma casca de espessura uniforme e controlada (modelo e placa de fechamento aquecidas); Elevado custo (equipamentos); Justificável para grande quantidade de peças (dimensões médias/pequenas); Muito utilizado para confecção de machos Moldagem em Casca - Processo Shell (shell molding) Componentes da mistura: - Areia ( ); - Resina fenólica; - Conversor (hexametileno tetramina) responsável pela velocidade de cura da mistura; - Lubrificante (estearato de cálcio) responsável pela fluidez da mistura Moldagem em Casca - Processo Shell (shell molding) Moldagem em Casca -Processo Shell (shell molding) Preparação da mistura: - Misturador contínuo, pás ou mós; - Adição de de resina sobre a areia; - Adição de de conversor sobre a resina; - Adição de de lubrificante sobre a resina. MODELO metálico de alta qualidade e acabamento superficial; construído em materiais estáveis à temperatura de cura da resina (Al, aços); modelos em placas, em árvores contendo mais de uma cavidade mais de uma peça pode ser feita em um único vazamento
 Moldagem em Casca")

. 103 104 - Processo Shell (shell molding) Etapas do processo: 3-")

.")
.")

18 Moldagem em Casca - Processo Shell (shell molding) Moldagem em Casca - Processo Shell (shell molding) Etapas do processo: 1- Modelos de metal com canais e massalotes. Etapas do processo: 2- Modelo fixo na placa de aquecimento (200 a 250 ºC) Moldagem em Casca - Processo Shell (shell molding) Moldagem em Casca - Processo Shell (shell molding) Etapas do processo: 3- Placa e reservatório giram 180º para contato da areia com o modelo aquecido. Etapas do processo: 4- Formação da casca no contorno do modelo com espessura 10 a 15mm (tempo 15 s) Moldagem em Casca - Processo Shell (shell molding) Moldagem em Casca - Processo Shell (shell molding) Etapas do processo: 5- Cura da casca em estufa a ºC (2 a 3 min.). Etapas do processo: 6- Extração da casca através de pinos extratores; 7- Fechamento das cascas com cola, grampos ou preenchimento de uma caixa metálica com material granulado; 8- Vazamento; 9- Desmoldagem
 da mistura; Excelente acabamento superficial, estabilidade dimensional; Produz peças finas e de geometria complexa; Baixa relação areia/metal; Baixa")

 2.3.5.")

19 Moldagem em Casca - Processo Shell (shell molding) Moldagem em Casca - Processo Shell (shell molding) Vantagens do processo: Elevada vida de (??) da mistura; Excelente acabamento superficial, estabilidade dimensional; Produz peças finas e de geometria complexa; Baixa relação areia/metal; Baixa higroscopia. 109 Desvantagens do processo: Alto custo inicial do ferramental; Somente pode ser utilizado ferramental metálico; Limitação quanto ao tamanho e peso das peças; Recuperação total da areia exige equipamentos sofisticados e de alto custo Moldagem em Casca -Processo Shell (shell molding) Moldagem em Casca -Processo Shell (shell molding) Não requer compactação da areia; A resina da areia polimeriza com aquecimento, formando uma casca sobre o modelo, em tempos de 1 a 3 min; Espessura da casca: suficiente para suportar pressão do líquido; valores típicos: 5 a 10 mm; A casca é destacada do modelo, as partes são fechadas para montagem do molde, estando pronto para o vazamento do líquido; 111 Processo de moldagem em casca Shell molding Moldagem em Casca -Processo Shell (shell molding) Moldagem em Casca -Processo Shell (shell molding) Processo de moldagem em casca Shell molding
20 2.3. Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem ligantes Outros refratários areia Areias + ligantes simples Areias + ligantes orgânicos Resinas de cura a frio. Revolucionaram a tecnologia de moldagem: Dispensam elevadas temperaturas Dispensam longos tempos de cura Eliminam presença de gases provenientes da queima de componentes orgânicos (que requerem altas temperaturas para cura). Ampla gama de processos (produtos) disponíveis, com diferentes denominações comerciais Resinas polimerizam à temperatura ambiente, em presença de catalisador: Tempos da ordem de minutos ou segundos Resinas de cura a frio. Pep Set Além da areia, utilizam-se (Parte I e Parte II) para enrijecer o aglomerado, e um catalisador líquido, adicionado em uma das partes da resina para proporcionar um processo de cura mais lento, o que possibilita uma maior vida de de pelo setor de moldagem. As qualidades desse processo são um baixo odor, boa fluidez da areia e possibilidade da utilização de areia recuperada. O acabamento do molde é grosseiro quando comparado com cold box Resinas de cura a frio. Pep Set A velocidade de cura é em função do tipo e quantidade de catalisador utilizado. Componentes do processo: - Areia seca; - Resina parte I; - Resina parte II; - Catalisador ( ) Resinas de cura a frio. Cold Box Caixa Fria Da mesa forma, se utiliza e de resina. Todavia, o catalisador não é misturado na forma líquida, e sim, é gasado após a mistura da resina com a areia. Ao final da aplicação do catalisador, o molde já está com a resistência necessária para ser vazado o metal. Diferentemente do Pep Set, é necessário o uso de areia ( ). Seu acabamento é que no processo anterior, entretanto, neste é liberado odor e fumaça muito fortes Resinas de cura a frio. Cold Box Caixa Fria A velocidade de cura é em função do tipo e quantidade de catalisador utilizado. Componentes do processo: - Areia seca; - Resina parte I; - Resina parte II; - Catalisador ( ). 120

21 Resinas de cura a frio. Ambas utilizam modelos de madeira; Fornecem moldes de elevada resistência e de alta colapsabilidade, sem necessidade de elevado grau de compactação; Fornecem excelente precisão dimensional e acabamento superficial; Excelente para produção em grande escala (rapidez). Moldes manuseáveis, úteis para: Moldagem por partes; Moldes de grandes dimensões e geometria complexa Resinas de cura a frio. Mecanismo de cura: AREIA +RESINA (I e II) +CATALISADOR Moldagem convencional Reação de polimerização imediata Tempo de cura: depende do tipo e % de resina/catalisador Moldes de alta resistência e boa colapsabilidade Areias recuperáveis Conhecidos como Reação química da RESINA parte I com um reagente que é a RESINA parte II; A reação é acelerada pelo CATALISADOR Resinas de cura a frio. Preparação da mistura: Preferível com bomba dosadora (pistão ou engrenagem); Adição de 0,5 A 0,8% de cada parte de RESINA sobre a AREIA; Adição de 5 a 20% de catalisador sobre o bolo. Moldagem/compactação: Manual; Mecanizada (vibração) Resinas de cura a frio. Vantagens do processo: Utilizado para qualquer tamanho de peça, principalmente peças grandes (200t); Boa precisão dimensional; Não necessita de ou calor para promover a cura; Bom acabamento superficial; Permite trabalhar com baixa relação areia metal; Ótima colapsibilidade Resinas de cura a frio Resinas de cura a frio. Desvantagens do processo: Para produção seriada apresenta tempo de cura elevada; Custo elevado da resina e catalisador; Recuperação total da areia exige equipamentos sofisticados e de alto custo; Muita geração de fumaça durante o vazamento nos moldes. RESINAS FURÂNICAS FENÓLICAS ALQUÍDICO-URETANAS CATALISADORES ÁCIDOS ÉSTERES, SULFÔNICOS AMINO-ÁCIDOS
 Resinas de cura a frio Areias + ligantes")



22 2.3. Divisão Molde cheio. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes simples Areias + ligantes orgânicos Molde cheio Moldagem a vácuo Moldes congelados Areias sem ligantes Cera perdida A Outros refratários areia 127 COMO MOLDAR? Molde cheio Molde cheio. Conhecido como fundição em molde ou processo EPC - Evaporative pattern casting. Modelo é feito em material a uma temperatura menor que a temperatura de fusão do metal: Poliestireno; ou polimetil-metacrilato expandidos Molde cheio. CONFECÇÃO DOS MODELOS: Usinagem de blocos (caso de grandes dimensões e baixa produção); Moldagem de grânulos pré-expandidos em moldes metálicos; Aquecimento com vapor ou água quente grânulos se expandem e se ligam tomando a forma do molde; Molde cheio. CONFECÇÃO DOS MODELOS: Modelo já deve conter ; Modelo é recoberto com ; Pintura constitui a superfície interna do molde previne queda de grãos de areia, controla a taxa de saída de gases e o acabamento da peça e deve ter, portanto, sua espessura rigidamente controlada



 Resinas de cura a frio Molde cheio")

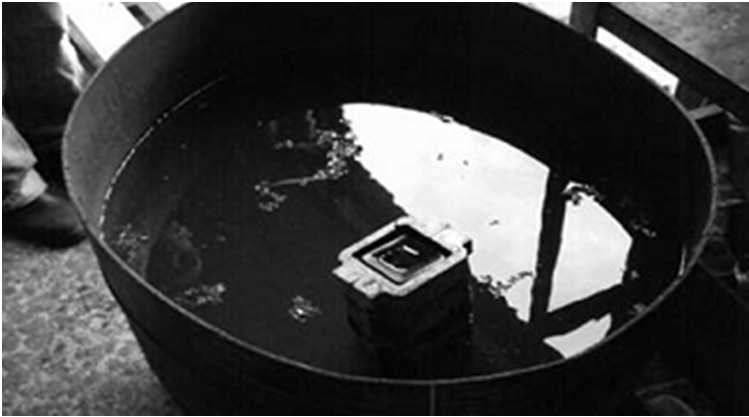
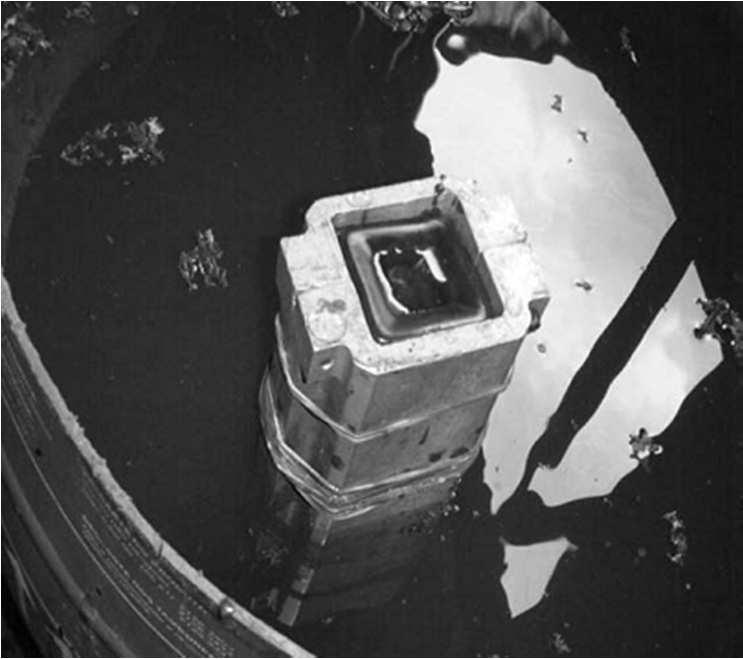
23 Molde cheio. CONFECÇÃO DOS MOLDES: Areia seca de alta fluidez, sem ligantes, é colocada sobre o modelo; Aplica-se somente. Não há compactação. VAZAMENTO: O metal é vazado diretamente : Essencial o controle do tempo de vazamento para evitar colapso do molde; É essencial que a areia tenha permeabilidade adequada, respiros devem ser previstos Molde cheio. CARACTERÍSTICAS Processo permite geometrias complexas; Alta precisão dimensional; Ausência de defeitos de linhas de partição de moldes; Ausência de retenção de ar; Adequado para pequena e grande produção de ferrosos e não ferrosos: Peso 0,5 a 25 kg Paredes com seções até 3,5 mm Molde cheio Molde cheio. (V.F.4) Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem ligantes Outros refratários areia Areias + ligantes simples Areias + ligantes orgânicos Moldagem a Vácuo. Apresentado no japão nos anos 70 Modelo é feito em madeira, plástico ou metal, montado em caixas de moldar ocas, conectadas à bomba de vácuo. Confecção dos moldes: Modelo é revestido com película de plástico vácuo é aplicado na caixa de moldar, provocando aderência do plástico ao modelo (vácuo de 0,5 bar ou kgf/mm 2 138
24 Moldagem a Vácuo. Utilizado para metais ferrosos e não ferrosos na fundição de peças com pesos de kg e reduzida espessura de parede ~ 3 mm; Processo facilmente automatizável; Processo bastante versátil: pequenas e grandes produções, para pequenas e grandes peças Moldagem a Vácuo. PROCESSAMENTO Areia seca, de reduzida granulometria, sem aglomerantes, é colocada sobre o modelo revestido com plástico (vácuo é mantido). Vibração para acomodação da areia; Areia é recoberta com película de plástico; Vácuo é feito na caixa contendo areia, produzindo compactação; Ar é injetado no modelo - a película se desprende do modelo, constituindo o molde; Partes do molde são montadas e é feito o vazamento Moldagem a Vácuo. VAZAMENTO: Metal é vazado diretamente no molde durante vazamento, ar sob pressão é mantido no interior do molde, para evitar colapso da areia; Vácuo é mantido na areia; Ar e gases são retirados do molde pela bomba de vácuo; Desmoldagem é imediata, bastando injetar ar no molde Moldagem a Vácuo. AREIAS UTILIZADAS: De reduzida granulometria para prevenir penetração de metal por ação do vácuo; Prevenção da penetração de metal na areia pode também ser feita com uso de pintura cerâmica sobre o filme de plástico; Modelos têm alta durabilidade pois não sofrem erosão na moldagem Moldagem a Vácuo. Filmes de plásticos utilizados: Internamente (em contato com metal): Plásticos de alta deformabilidade como copolímeros etilacetatos, sendo o mais utilizado o etileno vinil acetato. Externamente (para recobrir a areia): Podem ser filmes de menor custo como polietileno de baixa densidade. Espessuras dos filmes: aproximadamente 0,006 mm Moldagem a Vácuo. Vantagens do processo: Menor custo do material de moldagem; Maior vida de moldes; Não poluentes; Não ocorrem defeitos nos fundidos devidos a ingredientes voláteis na areia de moldagem; Areia 100% recuperável; Produz fundidos de boa precisão dimensional, bom acabamento; Produz fundidos livres de trincas e tensões residuais. 144
25 2.3. Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes simples Areias + ligantes orgânicos Moldes Congelados - Processo Effset. Mistura de moldagem: Areia % de água ou Areia + 2-8% argila % água Técnica: Moldagem convencional; Aplicação de ; aumenta com o congelamento. Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem ligantes Outros refratários areia 145 Colapso da areia ocorre após formação de espessura de sólido suficiente para conter o metal Desmoldagem espontânea Areia Moldes Congelados - Processo Effset. PROPRIEDADES DO MOLDE: Moldes Congelados - Processo Effset. Processo desenvolvido na rússia, anos 70 Ótimas propriedades mecânicas - comparáveis aos moldes obtidos por processo silicato de sódio/co 2 Tempo de bancada pode ser da ordem de 1h Permeabilidade depende da Permeabilidade é a da areia verde e do processo silicato de sódio/ co Moldes Congelados - Processo Effset. APLICAÇÕES Ligas ferrosas e não ferrosas Peso de gramas até 80 kg Exemplos: ligas de Al (T V ~ o c) Ferro nodular (T V ~1400 o c) Bronzes, aços, aços inox Moldes Congelados - Processo Effset. QUALIDADE DO PRODUTO: Fundidos de boa qualidade superficial em ligas de baixo ponto de fusão; Penetração de líquido no molde pode ocorrer em caso de ligas de ; Estrutura isotrópica, não ocorrem zonas coquilhadas ou colunares; Ação isolante do vapor na superfície do fundido





,,")


.")




26 Moldes Congelados - Processo Effset Divisão. Estrutura isotrópica Estruturas anisotrópicas Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Areias + ligantes simples Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes orgânicos Molde cheio Moldagem a vácuo Moldes congelados Areias sem ligantes Radial Unidirecional 151 Cera perdida A Outros refratários areia 152 Também conhecido como: investment casting, lost wax, fundição de precisão, microfusão. Já conhecido na china e egito há mais de anos; Objetos decorativos (esculturas),, ornamentos; Dos processos de fundição, este é um dos que possui maior aporte tecnológico, competindo com produtos usinados ou conformados a partir de pós. As etapas: fabricação do modelo em cera; revestimento do modelo; ESTUFAGEM (100 a 120 C por 24 a 48 h); CALCINAÇÃO do modelo (650 a 1000 C por 12 horas). Ganha importância comercial a partir dos anos 40; Componentes de precisão na industria aeronáutica; : Por esse processo são produzidas palhetas de turbina, componentes de armas e próteses, entre outros. Os principais metais empregados são: aços, aços especiais e ligas de níquel e de titânio Projeto do modelo Injeção Modelo em cera Árvore Banho de lama Remoção do molde Jato de areia Cortes e usinagem Acabamento Inspeção Partículas Deceramento Cura da casca Fusão do metal Vazamento



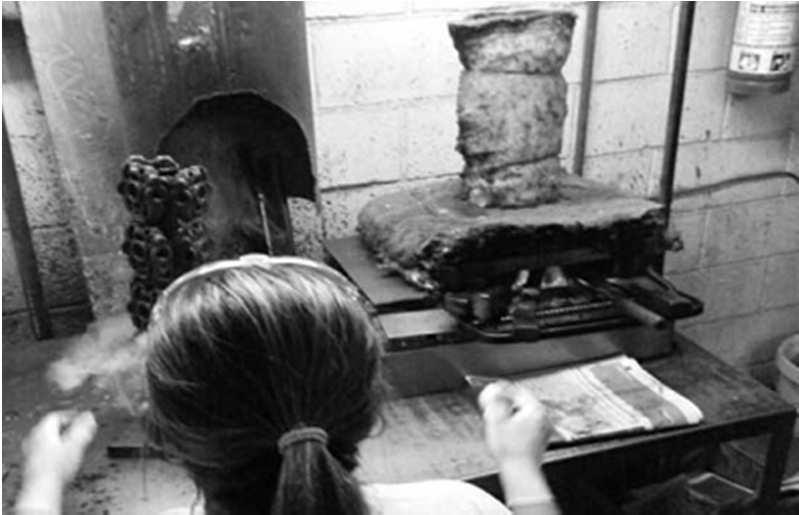
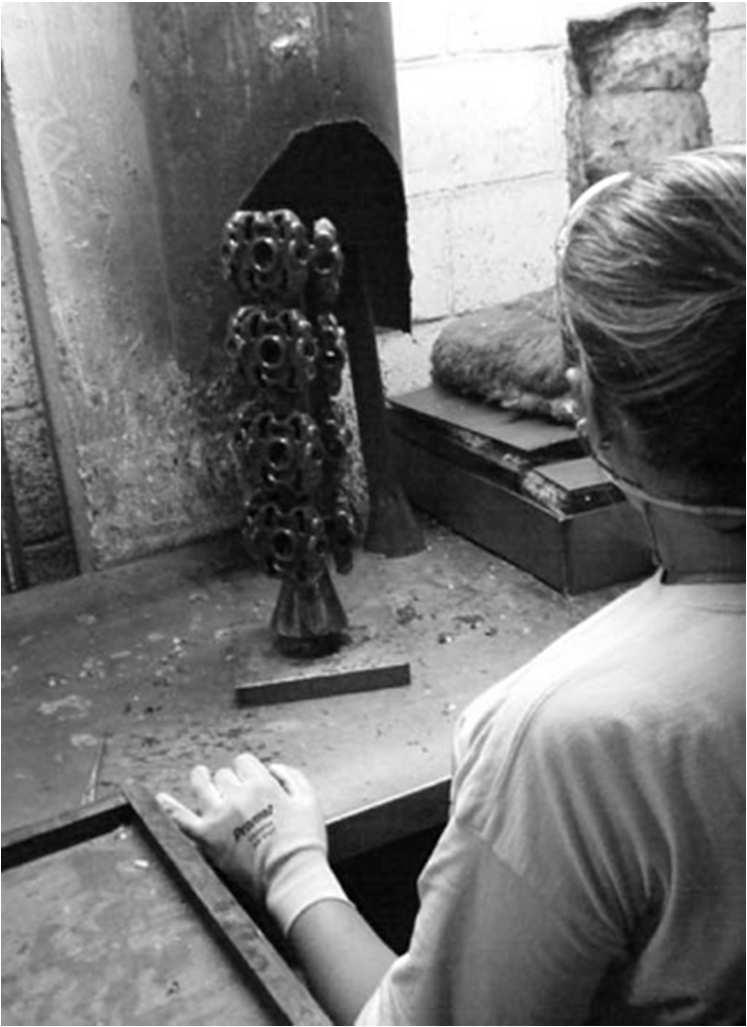
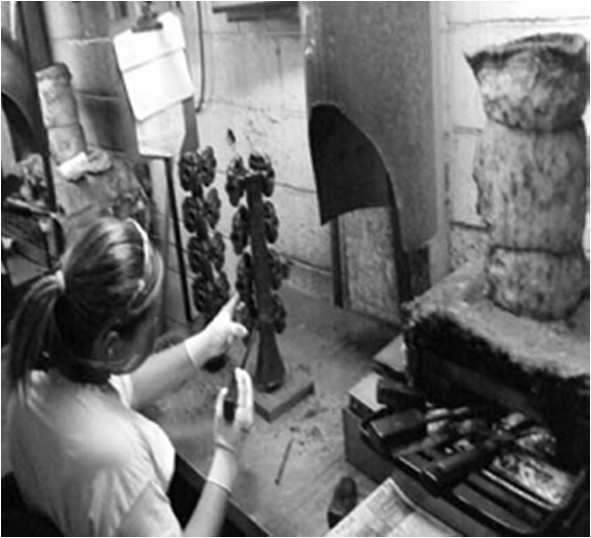
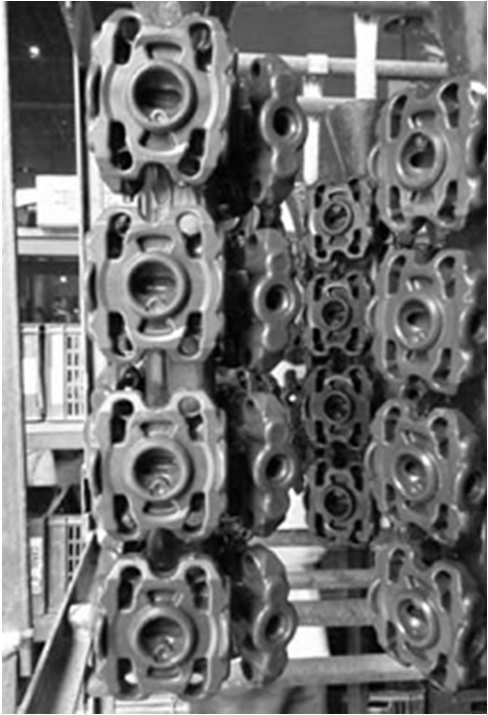
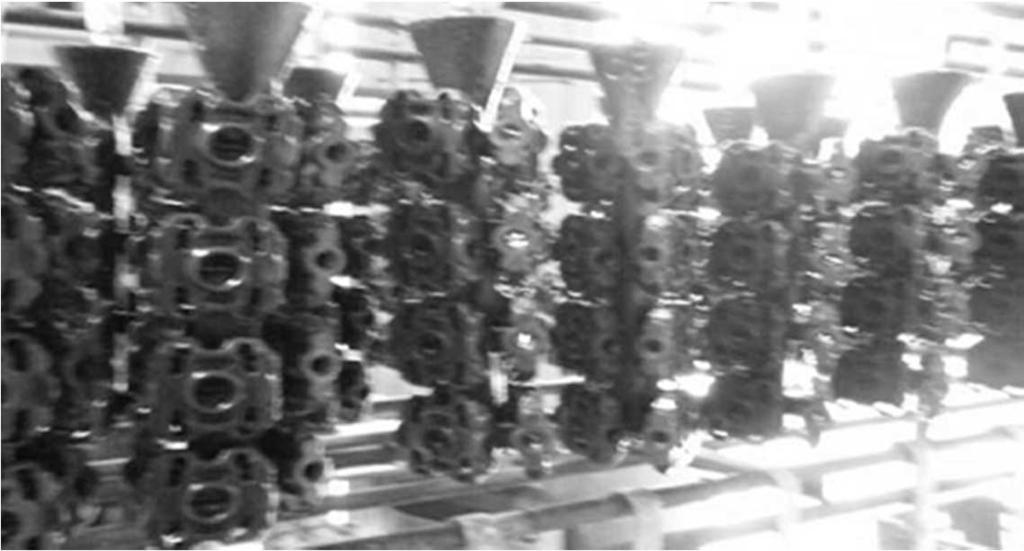
 158 Modelos em cera montados em árvore Aspecto da casca PRINCIPAIS ETAPAS DO PROCESSO 1. Matriz da peça/injeção 2.")

27 TÉCNICA: Modelo feito em cera, por injeção em molde metálico de elevada precisão; Várias unidades, dezenas de modelos são montados em um único canal central formando uma árvore; Árvore é mergulhada em pasta refratária Al 2 o 3, Sio 2, gesso, silicato de Zr e outros refratários de granulometria muito fina + ligantes à base de etil-silicatos, na-silicatos, sílica gel hidratada; Mistura refratária adere à cera; Uma Casca de superfície bastante lisa é formada. 157 Conjunto é mergulhado em leito fluidizado: Casca é revestida com grãos mais grosseiros de materiais refratários à base de zirconita e aluminosilicatos; Secagem por aquecimento: Para desidratação da sílica gel; Casca rígida é formada - espessuras de 5-15 mm; Modelo + casca t e pressão em autoclave; Cera é e gera a cavidade do molde. (V.F.5) 158 Modelos em cera montados em árvore Aspecto da casca PRINCIPAIS ETAPAS DO PROCESSO 1. Matriz da peça/injeção 2. Montagem em cachos (árvore em cera) 3. Revestimento Cerâmico 4. Deceragem 5. Calcinação 6. Fusão - Enchimento 7. Acabamento 8. Controle de qualidade e expedição PRINCIPAIS ETAPAS DO PROCESSO 1. Matriz da peça/injeção Nas injetoras, são colocadas as ferramentas em formato negativo das peças a serem produzidas, a na ferramenta onde permanece tempo suficiente para garantir a desmodelagem











28 PREPARAÇÃO DA CERA CANAL DE ALIMENTAÇÃO INJEÇÃO DA CERA PRINCIPAIS ETAPAS DO PROCESSO 2. Montagem em cachos (árvore em cera) (ÁRVORE EM CERA) os modelos em cera são unidos a um que também é injetado cera, o que da uma aparência de MONTAGEM DA ÁRVORE MONTAGEM DA ÁRVORE

















29 PRINCIPAIS ETAPAS DO PROCESSO 3. Revestimento Cerâmico o cacho é levado para lavagem, para que limpe totalmente a superfície do molde. Depois os moldes seguem para um, mergulhados em uma lama cerâmica e areia fina, esse procedimento cria uma parede resistente mecanicamente e termicamente. REVESTIMENTO CERÂMICO REVESTIMENTO CERÂMICO REVESTIMENTO CERÂMICO REVESTIMENTO CERÂMICO REVESTIMENTO CERÂMICO











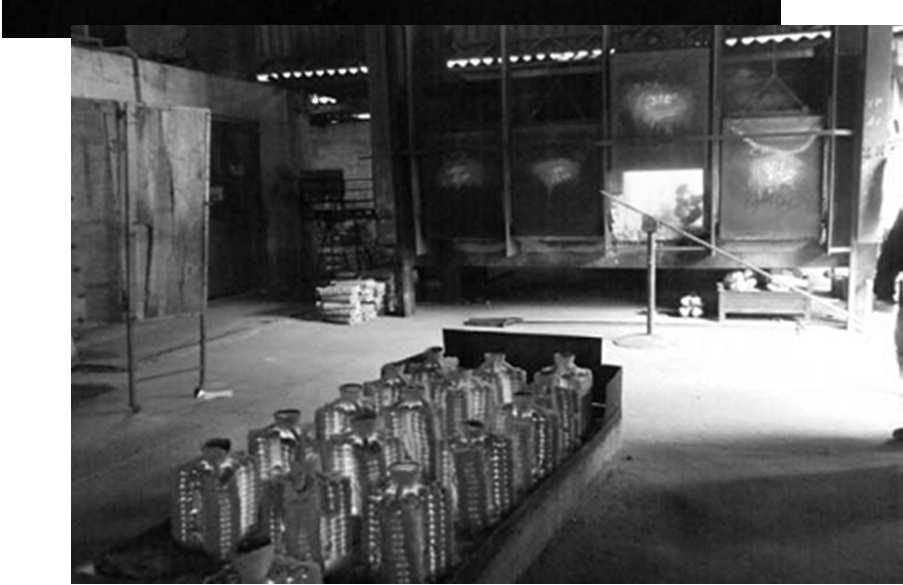
30 REVESTIMENTO CERÂMICO PRINCIPAIS ETAPAS DO PROCESSO 4. Deceragem Na secagem o molde é levado para um forno. A cera, derrete e escorre pelos canais para um recipiente coletor DECERAGEM DECERAGEM PRINCIPAIS ETAPAS DO PROCESSO 5. Calcinação CALCINAÇÃO que melhora a resistência mecânica e térmica dos moldes. Qualquer resíduo remanescente de cera





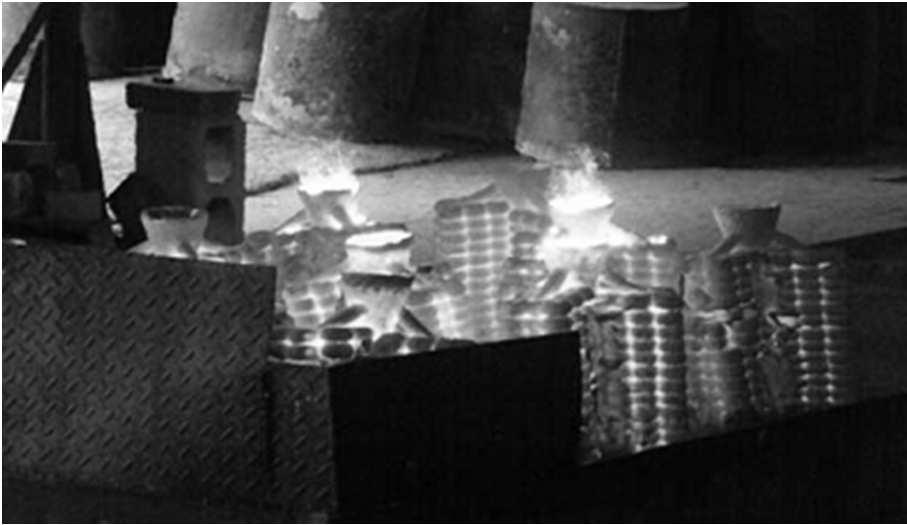



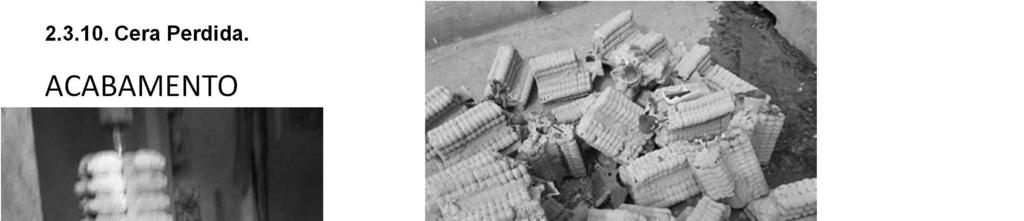


31 PRINCIPAIS ETAPAS DO PROCESSO 6. Fusão Enchimento FUSÃO-ENCHIMENTO O metal liquido já pode ser vazado, que pela gravidade irá preencher o molde todo formando peças brutas. A casca cerâmica pode ser removida FUSÃO-ENCHIMENTO FUSÃO-ENCHIMENTO PRINCIPAIS ETAPAS DO PROCESSO 7. Acabamento ACABAMENTO As peças são separadas por corte ou ponto de quebra e recebem o acabamento específico





32 ACABAMENTO PRINCIPAIS ETAPAS DO PROCESSO 8. Controle de qualidade e expedição Ao final do processo a peça é limpa e inspecionada, visual e dimensional, e expedida ao cliente CONTROLE QUALIDADE Características de uma casca cerâmica Curar após a cobertura total da árvore; Não apresentar impurezas reativas com o metal; Não apresentar alterações físicas acentuadas pela ação; do calor do metal; Não devem trincar durante a desceragem e a sinterização; Resistentes ao choque térmico; Resistentes à erosão durante o enchimento; Colapsíveis após a solidificação do metal. Preenchimento: Gravidade Centrifugação Desmoldagem por ; 192









 DES Custo do")



33 VANTAGENS Produtos de excelentes acabamento e precisão; Amplo emprego para ligas Fe e não Fe; Aços diversos e ligas especiais; Geometrias complexas e seções reduzidas; Automatizável (V.F.6), ou Manual (V.F.7) e (V.F.8) DESVANTAGENS Custo do equipamento e da mão de obra; Processo ; Rígido controle em cada etapa do processo; Adequado apenas para grandes séries de peças (V.F.9)
 Resinas de cura a frio Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem")


34 2.3. Divisão. Areia verde Areia seca Processo silicato de Na/CO 2 Areia cimento Moldagem em casca (shell molding) Resinas de cura a frio Molde cheio Moldagem a vácuo Moldes congelados Cera perdida A Areias sem ligantes Outros refratários areia Areias + ligantes simples Areias + ligantes orgânicos Processo A Counter gravity Low pressure Air melt alloys Desenvolvido por chandley na década de 70; é colocada em câmara submetida a ; Preenchimento por do líquido; Após certo tempo de solidificação ar é deixado entrar; Refluxo de excesso de líquido volta para o cadinho Processo A Processo A Counter gravity Low pressure Air melt alloys Devido à baixa permeabilidade do PROCESSO CERA PERDIDA foi desenvolvido o vazamento A (Counter-gravity Low-pressure Casting) que consiste na sucção do metal através da diminuição da do molde. Além de garantir um melhor preenchimento das seções finas, com esse método os são reduzidos a uma, já que o restante ainda não solidificado - retorna à panela Processo A Counter gravity Low pressure Air melt alloys No caso específico de fabricação de palhetas de turbina esse é o único processo de fabricação indicado dada a geometria, espessuras e o acabamento requeridos para esses componentes. A Figura mostra o molde cerâmico já pronto e as palhetas após a remoção do mesmo. Para garantir a formação de grãos colunares o conjunto molde-metal é aquecido e depois resfriado direcionalmente Processo A Counter gravity Low pressure Air melt alloys É necessário controle de e de vácuo: Somente a peça é preenchida, não os canais; Portanto, peças livres de canais Peças de elevada qualidade. 204

35 Processo A Counter gravity Low pressure Air melt alloys APLICAÇÕES: Ligas sensíveis à oxidação; Fundições de precisão que requeiram alto nível de qualidade. (V.F.10) Processo A Counter gravity Low pressure Air melt alloys VANTAGENS: Eliminação de operações de ; Eliminação de refugos de canais; Economia de custos operacionais, energéticos e de material; Redução de no vazamento; Redução de gases retidos; T vaz pode ser reduzida; Metal é aspirado, logo, não necessita EXERCÍCIOS. EXERCÍCIOS. 1. No seu entendimento, qual seria um bom fluxo de funcionamento de uma FUNDIÇÃO? 2. Com suas palavras, o que seria uma prática de fusão? 3. Vale a pena utilizar retorno para efetuar novas cargas de fusão? Por qual motivo? 4. O que seria um molde colapsável? 5. Por qual motivo, o processo em areia verde é um dos mais utilizados até hoje, mesmo sendo dos mais arcaicos? 6. Por qual motivo se chama Areia Verde? 7. Qual a função da argila? 8. Cite duas vantagens e duas desvantagens do processo de areia verde. 9. Com suas palavras descreva o procedimento para realizar a moldagem com areia verde. 10. O que difere Areia Verde do proc. com Areia Seca? 11. Cite duas vantagens e duas desvantagens do processo de areia Seca. 12. Cite a principal utilização do proc. areia Seca. 13. Como se processa com silicato de sódio e CO2? 14. Qual o principal uso do processo mencionado na pergunta 13? 15. Qual a importância de gerar sílica gel e silicato vítreo? 16. Qual o mecanismo de cura? (suas palavras). 17. Cite duas vantagens e duas desvantagens do processo que utiliza CO Cite duas vantagens e duas desvantagens do processo de areia com cimento. 19. Cite duas vantagens e duas desvantagens do processo Shell. 20. Descreva as etapas do processo Shell Por qual motivo as resinas de cura a frio ou caixa fria revolucionaram a tecnologia de moldagem? 22. Qual o processo de cura? 23. Cite duas vantagens e duas desvantagens do processo cura fria. 24. Como procede o processo dito molde cheio? 25. Cite duas vantagens e duas desvantagens do molde cheio. 26. Cite duas vantagens e duas desvantagens do processo de moldagem a vácuo. 27. Como procede o processo dito moldes congelados? 28. Cite duas vantagens e duas desvantagens do moldes congelados. 29. Quais as propriedades dos moldes congelados? 30. Ocorre Têmpera ou formação de fases duras durante o processamento? Explique. 31. Qual a técnica por trás do processo de cera perdida? 32. Descreva brevemente as principais etapas do processo de cera perdida. 33. Por quais motivos esse processo também é chamado de casca cerâmica? 34. Quais características importantes essa casca deve ter e como se faz possível alcançar tais características? 35. Cite duas vantagens e duas desvantagens do processo cera perdida. 36. Por qual motivo também pode ser chamado de cera perdida? 37. No quê consiste o processo A? 38. Qual foi a motivação do seu desenvolvimento? 39. Qual a principal característica do processo A? 40. Cite duas vantagens e duas desvantagens do processo A. 208
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Disciplina: Projeto de Ferramentais I
 Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Fundição de Precisão Investment Casting. Disciplina: Fundição. Aula 15 : Processo de Fundição de Precisão. 01: Introdução
 01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM. Prof. Ivanir L. Oliveira. Carga Horária: 4 horas -17 semanas (17 faltas)
") MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processo de Fabricação I. Fundição. Prof.: João Carlos Segatto Simões
 Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Disciplina: Projeto de Ferramentais I
 Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Processos de Macharia
 Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
Estrutura Cristalina dos Metais
 Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz
 Prof. Oliveira, Ivanir Luiz") FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017
 Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
Acesse:
 Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
FUNDIÇÃO DE PRECISSÃO CERA PERDIDA. rscp
 FUNDIÇÃO DE PRECISSÃO CERA PERDIDA rscp Processos de Microfusão Processo de fundição que consiste na fabricação de uma peça originariamente preparada em cera, que é revestida com material cerâmico, formando
FUNDIÇÃO DE PRECISSÃO CERA PERDIDA rscp Processos de Microfusão Processo de fundição que consiste na fabricação de uma peça originariamente preparada em cera, que é revestida com material cerâmico, formando
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Divisão Clássica dos Materiais de Moldagem
 Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
SMM SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO. Prof. José B. Marcomini
 SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos Processo Processo é um método de dar forma, união ou acabamento para um material. É muito importante
SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos Processo Processo é um método de dar forma, união ou acabamento para um material. É muito importante
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
Matriz de Especificação de Prova da Habilitação Técnica de Nível Médio. Habilitação Técnica de Nível Médio: Técnico em Metalurgia
 : Técnico em Metalurgia Descrição do Perfil Profissional: O profissional Técnico em Metalurgia deverá ser capaz de realizar controle visual, dimensional e laboratorial de materiais e substâncias utilizadas
: Técnico em Metalurgia Descrição do Perfil Profissional: O profissional Técnico em Metalurgia deverá ser capaz de realizar controle visual, dimensional e laboratorial de materiais e substâncias utilizadas
Processamento de materiais cerâmicos Preparo de massas cerâmicas
 Processamento de materiais cerâmicos Preparo de massas cerâmicas 18/4/18 Preciso saber composição química das matérias-primas granulometria e distribuição granulométrica da matéria-prima composição mineralógica
Processamento de materiais cerâmicos Preparo de massas cerâmicas 18/4/18 Preciso saber composição química das matérias-primas granulometria e distribuição granulométrica da matéria-prima composição mineralógica
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira PLANEJAMENTO DE ENSINO MATÉRIAS PRIMAS para moldes não permanentes. Controle de qualidade das matérias primas. AREIAS BASE: Componentes das areia de fundição (areia base,
MOLDAGEM Prof. Ivanir L. Oliveira PLANEJAMENTO DE ENSINO MATÉRIAS PRIMAS para moldes não permanentes. Controle de qualidade das matérias primas. AREIAS BASE: Componentes das areia de fundição (areia base,
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
Processos de Fundição do Alumínio. Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017
 Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
Processos de Fundição do Alumínio Ramón S. Cortés Paredes, Dr. Engº. LABATS/DEMEC/UFPR 2017 Matéria-Prima Forno de Fundição A fundição é o ponto de partida para a fabricação de todos os produtos. É lá
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
O teor de C (>2%) está acima do teor que pode ser retido em solução sólida na austenita. " Consequência
 está acima do teor que pode ser retido em solução sólida na austenita. Consequência") 1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Introdução Prof. Rodrigo Perito Cardoso Favor desligar o celular ou passá-lo
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Introdução Prof. Rodrigo Perito Cardoso Favor desligar o celular ou passá-lo
Introdução 1 O processo... 1 Aplicação... 2 Vantagens e Desvatagens Solidificação de Metais e Ligas 3. Formação de Defeitos 7.
 . Fundição . Sumário Introdução 1 O processo................................... 1 Aplicação.................................... 2 Vantagens e Desvatagens........................... 3 Solidificação de Metais
. Fundição . Sumário Introdução 1 O processo................................... 1 Aplicação.................................... 2 Vantagens e Desvatagens........................... 3 Solidificação de Metais
MOLDAGEM EM CASCA (Shell Molding)
") MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Aula 11: Estruturas de Solidificação
 Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
FUNDIÇÃO. https://www.youtube.com/watch?v=pt6tb1wf1da. Técnico em Mecânica Processo de Fundição
 FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Fundição: um bom começo
 Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
PROCESSO de FUNDIÇÃO
 PROCESSO de 1 I n t r odu ção Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida.
PROCESSO de 1 I n t r odu ção Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida.
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
ALTO FORNO E ACIARIA. Curso: Engenharia Mecânica Disciplina: Tecnologia Metalúrgica Período: Prof. Ms. Thayza Pacheco dos Santos Barros
 ALTO FORNO E ACIARIA Curso: Engenharia Mecânica Disciplina: Tecnologia Metalúrgica Período: 2017.1 Prof. Ms. Thayza Pacheco dos Santos Barros 1 Alto forno Serve para produzir o ferro gusa, que é uma forma
ALTO FORNO E ACIARIA Curso: Engenharia Mecânica Disciplina: Tecnologia Metalúrgica Período: 2017.1 Prof. Ms. Thayza Pacheco dos Santos Barros 1 Alto forno Serve para produzir o ferro gusa, que é uma forma
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Propriedades típicas e algumas aplicações das ligas de alumínio conformadas
 1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
1 Propriedades típicas e algumas aplicações das ligas de alumínio conformadas Liga / tratamento resistência escoamento Alongamento em 50mm 1 [%] Resistência à corrosão (geral) 2 Conformação a frio 3 Usinagem
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
exp E η = η 0 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura
 Lista de Exercícios 09 / 2018 Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como,
Lista de Exercícios 09 / 2018 Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como,
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre
 DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
DISCIPLINA: Sistemas e Processos Mecânicos e Metalúrgicos Vigência: a partir de 2018/1 Período letivo: 2º semestre Carga horária total: 60h Código: CTMI.82 Ementa: Estudo dos movimentos das máquinas. Métodos
Noções de siderurgia. Materiais metálicos, processos de fabricação de ligas ferrosas
 Noções de siderurgia Materiais metálicos, processos de fabricação de ligas ferrosas Resumo do processo MINÉRIO+ CARVÃO(Coque ou carvão vegetal) + FUNDENTE (calcário) são adicionados ao ALTO FORNO que produz
Noções de siderurgia Materiais metálicos, processos de fabricação de ligas ferrosas Resumo do processo MINÉRIO+ CARVÃO(Coque ou carvão vegetal) + FUNDENTE (calcário) são adicionados ao ALTO FORNO que produz
2.2 PROCESSOS DE FABRICAÇÃO: CONFORMAÇÃO
 SLIP CASTING SLIP CASTING SLIP CASTING Fatores Importantes Reologia - grau de defloculação da barbotina; Viscosidade; ph; Concentração de sólidos; Granulometria Vantagens Produção de componentes de forma
SLIP CASTING SLIP CASTING SLIP CASTING Fatores Importantes Reologia - grau de defloculação da barbotina; Viscosidade; ph; Concentração de sólidos; Granulometria Vantagens Produção de componentes de forma
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
Nitretação em banho de sal Durferrit TF 1 (BR) processo TENIFER. Dados relativos aos Sais e ao processo TENIFER
 processo TENIFER. Dados relativos aos Sais e ao processo TENIFER") Nitretação em banho de sal Durferrit TF 1 (BR) processo TENIFER Generalidades O tratamento de nitretação (processo TENIFER) em banho de sais é uma rara opção para se obter peças e ferramentas com alta
Nitretação em banho de sal Durferrit TF 1 (BR) processo TENIFER Generalidades O tratamento de nitretação (processo TENIFER) em banho de sais é uma rara opção para se obter peças e ferramentas com alta
Fundição sob Pressão Die Casting
 Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição. Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR
 Fundição Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR Fundição de Ferro GUSA PRODUÇÃO DE FERRO O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma
Fundição Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR Fundição de Ferro GUSA PRODUÇÃO DE FERRO O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
Processamento e Manufatura de Metais 1
 Processamento e Manufatura de Metais 1 Prof. Dr. Lucas Freitas Berti Engenharia de Materiais - UTFPR lenberti@gmail.com 1 Aula 10 29/11/2014 Descontinuidades na Fundição Presença Cobrança da presença 3
Processamento e Manufatura de Metais 1 Prof. Dr. Lucas Freitas Berti Engenharia de Materiais - UTFPR lenberti@gmail.com 1 Aula 10 29/11/2014 Descontinuidades na Fundição Presença Cobrança da presença 3
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Roteiro de Aula de Ceras para Restaurações Fundidas
 Roteiro de Aula de Ceras para Restaurações Fundidas DEFINIÇÃO TIPOS DE CERA PARA FUNDIÇÃO COMPOSIÇÃO PROPRIEDADES ESCOAMENTO PROPRIEDADES TÉRMICAS DISTORÇÃO MANIPULAÇÃO OUTRAS CERAS ODONTOLÓGICAS CERAS
Roteiro de Aula de Ceras para Restaurações Fundidas DEFINIÇÃO TIPOS DE CERA PARA FUNDIÇÃO COMPOSIÇÃO PROPRIEDADES ESCOAMENTO PROPRIEDADES TÉRMICAS DISTORÇÃO MANIPULAÇÃO OUTRAS CERAS ODONTOLÓGICAS CERAS
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Existem diversas técnicas e procedimentos empregados visando o aumento das propriedades
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Defeitos de Fundição Defeitos superficiais
 Defeitos de Fundição Defeitos superficiais Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.4
Defeitos de Fundição Defeitos superficiais Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.4
Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica.
 CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
Seminário em Projeto de Ferramentas
 Revista fundição e serviços Abril de 2015 Autores: Timotheus Kaiser, Siegfried Botch e Karl WeissKopf Seminário em Projeto de Ferramentas Aluno: Marcelo Veiga O artigo traz uma opção à liga de aço DIN
Revista fundição e serviços Abril de 2015 Autores: Timotheus Kaiser, Siegfried Botch e Karl WeissKopf Seminário em Projeto de Ferramentas Aluno: Marcelo Veiga O artigo traz uma opção à liga de aço DIN
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
Existem diversas técnicas e procedimentos empregados visando a manufatura de elementos de. levado em consideração na escolha adequada deste processo.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
2. Considerando a figura dada na questão 2, explique a principal dificuldade de conformação da sílica fundida em relação ao vidro de borosilicato.
 Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
Lista de Exercícios Materiais Cerâmicos 1. Num vidro, a deformação pode ocorrer por meio de um escoamento isotrópico viscoso se a temperatura for suficientemente elevada. Grupos de átomos, como por exemplo
FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA
 FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA ÁREA DE MATERIAIS E PROCESSOS DE FABRICAÇÃO FUNDAMENTOS DA METALURGIA DO PÓ Prof. DANIEL DELFORGE ILHA SOLTEIRA, 25 DE AGOSTO
FACULDADE DE ENGENHARIA DE ILHA SOLTEIRA DEPARTAMENTO DE ENGENHARIA MECÂNICA ÁREA DE MATERIAIS E PROCESSOS DE FABRICAÇÃO FUNDAMENTOS DA METALURGIA DO PÓ Prof. DANIEL DELFORGE ILHA SOLTEIRA, 25 DE AGOSTO
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
INDÚSTRIAS DE PLÁSTICOS. Prof.Ms. Fernanda Palladino
 INDÚSTRIAS DE PLÁSTICOS Prof.Ms. Fernanda Palladino INDÚSTRIAS DE PLÁSTICOS O Alquimista moderno é o químicos de plásticos que operando com o calor, a pressão e os catalisadores, principalmente com substancias
INDÚSTRIAS DE PLÁSTICOS Prof.Ms. Fernanda Palladino INDÚSTRIAS DE PLÁSTICOS O Alquimista moderno é o químicos de plásticos que operando com o calor, a pressão e os catalisadores, principalmente com substancias
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por