ASPERSÃO TÉRMICA. Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR IIS 2013
|
|
|
- João Henrique Sacramento Melgaço
- 7 Há anos
- Visualizações:
Transcrição

1 ASPERSÃO TÉRMICA Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR IIS 2013 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS
2 ASPERSÃO TÉRMICA : Os processos de AT são uma tecnologia composta de diversos processos e é dirigido para a proteção de superfícies contra a corrosão e/ou desgaste pela deposição de revestimentos.
3 + Resfriamento
4
5 ASPERSÃO TÉRMICA - Processos
6 De acordo com os processos de aplicação de revestimentos protetores podemos classificar os processos de aplicação em três grandes grupos: Aqueles que envolvem fusão do metal e do material de aporte. Aqueles que envolvem somente a fusão do material de aporte. Aqueles que envolvem um processo de difusão.
7 Historia e crescimento da indústria de AT (THORPE, 1998). Historia e crescimento da indústria de AT (THORPE, 1998).
8 Areas de atuação da Aspersão Térmica [Thermal Spray] Aero espacial Agricultura Marítimo Metal Trabalho Papel e Imprensa Bombas / Motores Eletrônica /Computadores Implantes Petro Produtos Químicos Geotérmica Nuclear Power Utilidades / Energia / Água /Esgoto Golfe Militar Offshore submersas Pipe Lines Plataformas de petróleo offshore Refinarias Railroad Automóveis Diesel
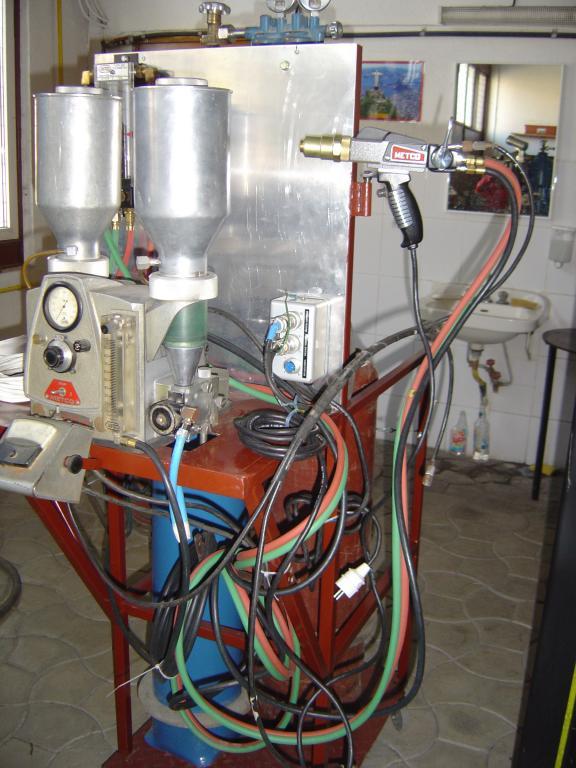
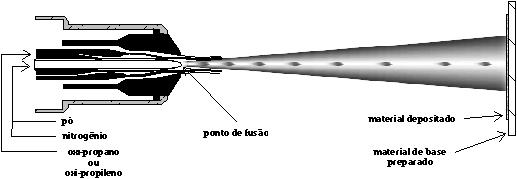
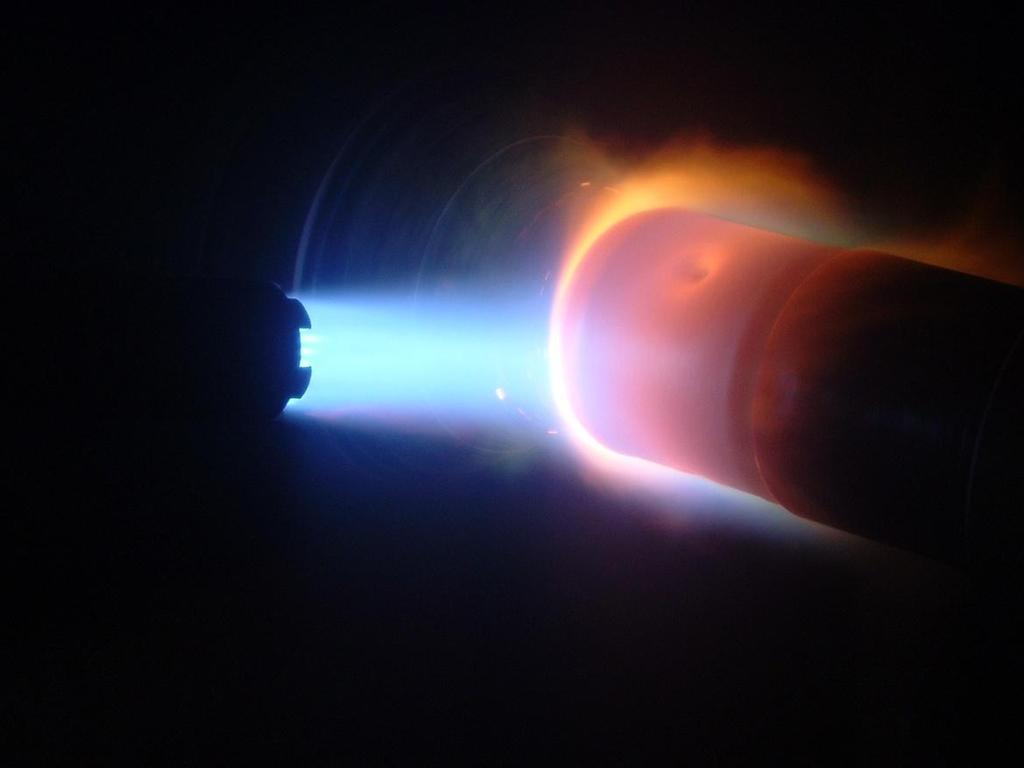
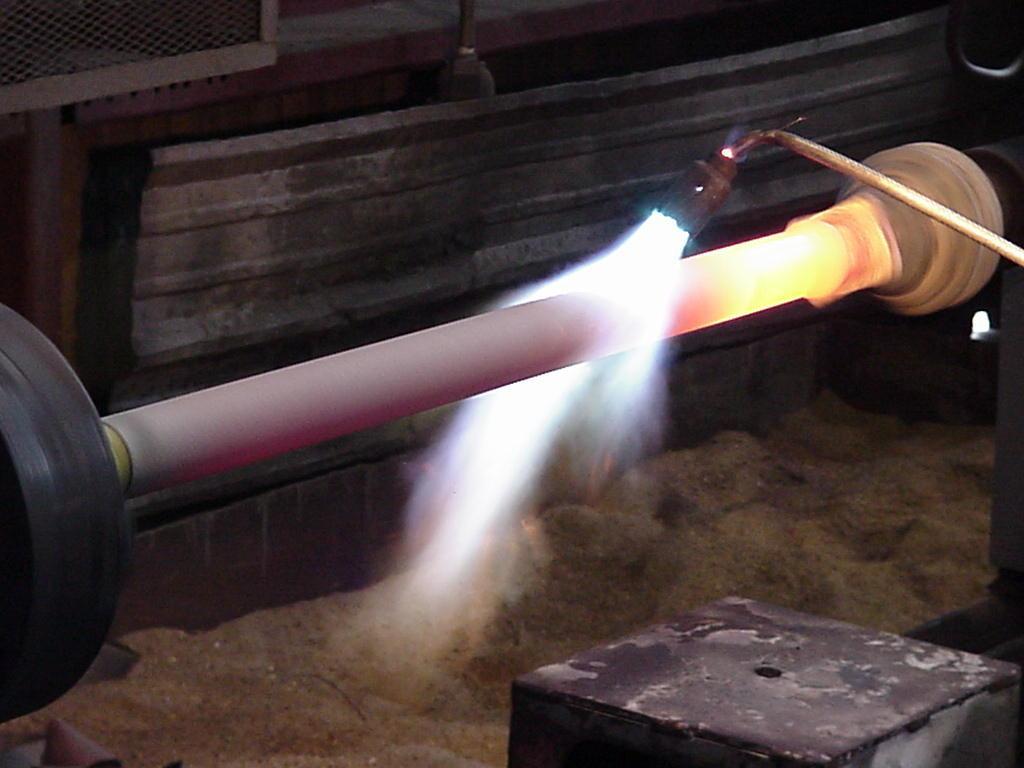
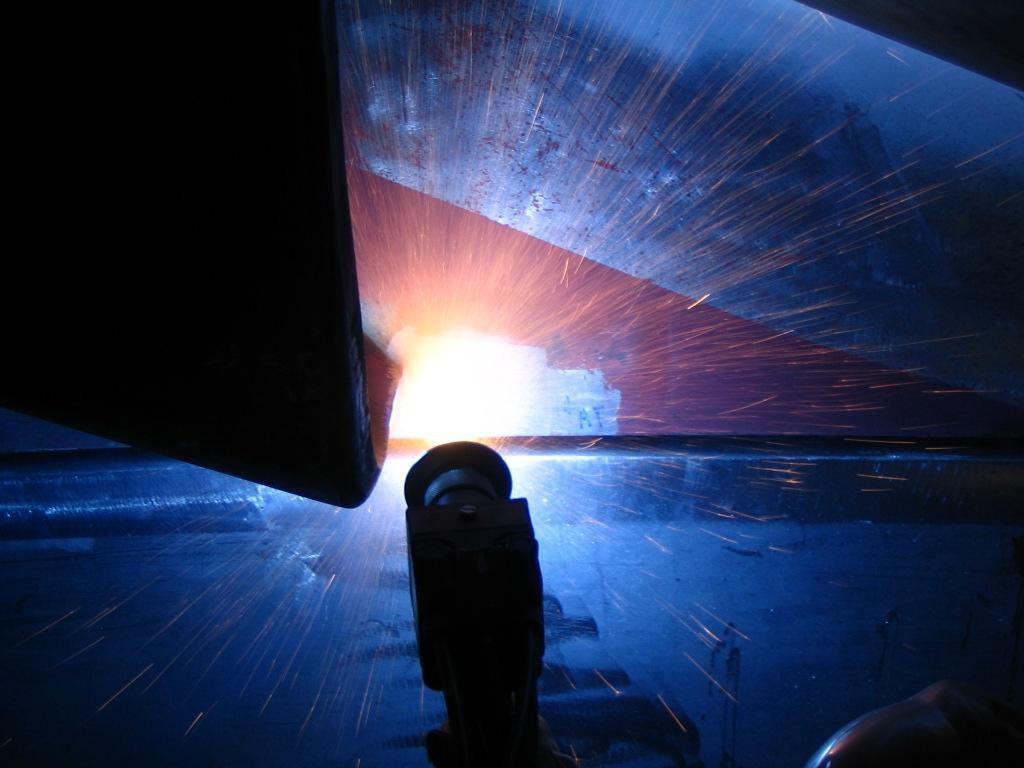
9 Processo de aspersão térmica a chama oxiacetilênica FS Flame Spray
10 Equipamento - Tipo de pistola : pó e arame - Pressão e fluxo do ar comprimido utilizado para transferir as partículas até o substrato. -Pressão e Fluxo de oxigênio e acetileno utilizado para a formação da chama. Procedimento - Distância de deposição -Velocidade de deposição - Limpeza e Rugosidade - Preaquecimento - Selante



11 Flame.wmv
12

13
14
15 Temperaturas das fontes de calor adaptado, (ASM, 1994). Fonte Temperatura ( C) Propano + Oxigênio 2526 Gás Natural + Oxigênio 2538 Hidrogênio + Oxigênio 2660 Propileno + Oxigênio 2843 Acetileno + Oxigênio 3087 Arco Plasma
16 Composição e forma de alguns materiais ferrosos Composição % em peso Formas disponíveis Comentário pó arame Mn 0,5; C 0,10; Fe balanço x x Aço baixo carbono C 0,80; P 0,04; S 0,04; Mn 0,7; Fe b resto x Aço alto carbono Al 10,0; Mo 1,0; C 0,2; Fe resto x Aço liga baixo carbono Al 3,0; Mo 3,0; C 3,0; Fe resto x Aço liga alto carbono C 0,15; P 0,06; S 0,03; Mn 8,5; Ni 5,1; Cr 18,0; Si 1,0; Fe resto x Aço inoxidável tipo 202 Cr 17,0; Ni 12,0; Mo 2,5; Si 1,0; C 0,1; Fe resto x x Aço inoxidável tipo 316 Cr 19,0; Ni 9,5; Mn 2,0; Si 1,0; Fe b resto x x Aço inoxidável tipo 304 C 0,35; Cr 13,0; Si 0,5; Fe resto x Aço inoxidável tipo 420
17 Materiais não ferrosos Composição % em peso Forma disponíveis Comentário pó Arame Al 95,0; Fe 1,0; Cu resto x X Bronze alumínio Si 12,0, Al resto X Liga AlSi Al 99,0 + x x Al puro Cu 99,0 + x x Cobre desoxidado Ni 38,0; Cu resto x x Monel Zn 99,9 + x Zinco puro Cu 66,0; Zn 34,0 x Latão Cu 95,0; Sn 5,0 x Bronze fosforoso Sn 90,0; Sb 12,5; Cu 3,0 x Metal patente base estanho Pb 78,0; Sb 12,5; Sn 10,0; Cu 0,5 x Metal patente base chumbo Zn 85,0; Al 15,0 x Liga ZnAl
18 Ligas especiais Composição % em peso Formas disponíveis Comentário pó arame Cr 3 C 2 99,9 x Carbeto de cromo Cr 3 C 2 75; Ni 20; Cr 5 x Carbeto de cromo em matriz de níquel cromo Co 12; C 4; Fe 1; W resto x Carbeto de tungstênio em matriz de cobalto Al 2 O 3 98,0; SiO 2 0,5; outros 0,5 x Cerâmica a base de óxido de alumínio branco Al 2 O 3 94,0; TiO 2 2,5; SiO 2 2,0; FeO 3 1,0; outros resto x x vareta Cerâmica a base de óxido de alumínio cinza Cr 2 O 3 98 x Cerâmica a base de óxido de cromo Al 2 O 3 87; TiO 2 13 x Oxi-cerâmico a base de óxido de Al. TiO 2 99,0 x Oxi-cerâmico a base de dióxido de titânio MgO 24; ZrO 2 resto x Oxi- cerâmico a base de zirconato de magnésio Cr 10; B 2,5; Fe 2,5; Si 2,5; C 0,15; Ni resto x x 1/8 Auto fluxante de media dureza Cr 17; Fe 4,0; Si 4,0; B 3,5; C 1,0; Ni resto x x 1/8 Auto fluxante de alta dureza
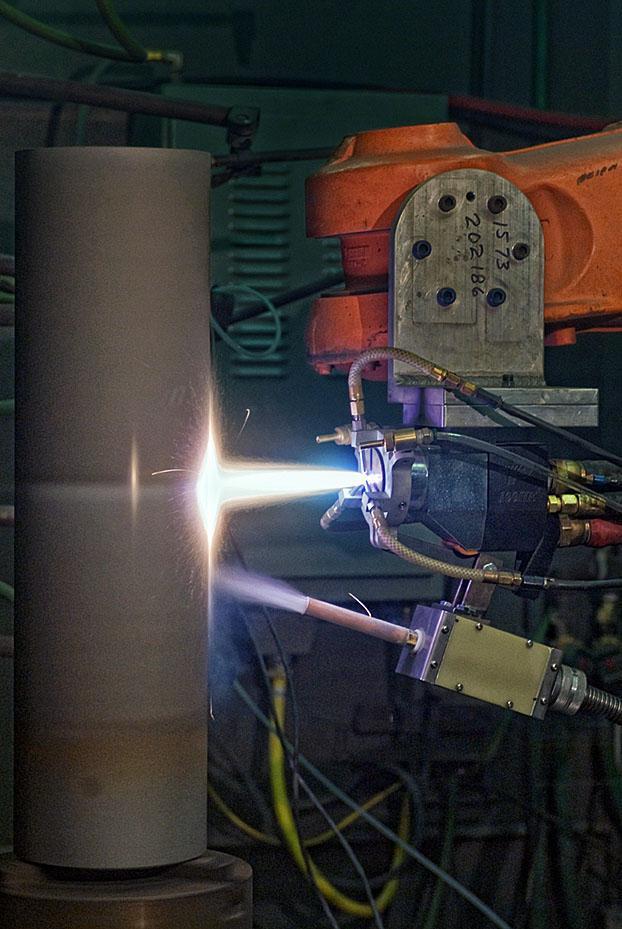
19 Processo de aspersão térmica por arco elétrico Arc Spray Process ASP O processo ASP é um método com boa relação custo-benefício e é usada para possibilitar resistência ao desgaste em componentes industriais e/ou resistência à corrosão em grandes estruturas. É um processo de deposição no qual é geralmente utilizado ar comprimido como gás de transporte. O gás e todos os constituintes do consumível atomizam-se quando da formação do arco elétrico (T > 4000 C) e interagem entre si. Principais parâmetros que afetam a microestrutura: Limpeza e rugosidade do substrato, pressão do ar comprimido - gás de transporte, tensão, corrente, pré-aquecimento do substrato e distância de aplicação.


20 (a) Fluxo de ar primário (b) Fluxo de ar secundário


21 Equipamento de Aspersão Térmica à Arco Elétrico Electric_arc video.wmv

22 OXIDAÇÃO NA ASPERSÃO TÉRMICA A ARCO ELÉTRICO Mecanismo 1 fonte de calor, partículas têm o primeiro e mais relevante contato com ambiente oxidativo. Exclusivo para o processo ASP. Mecanismo 2 oxidação entre a partícula e o gás de transporte. Mecanismo 3 ar do meio ambiente que envolve a zona de transferência das partículas. Mecanismo 4 - partículas e/ou camadas já ancoradas ao substrato e que ficam expostas ao ar do meio ambiente.

23



24 3 Fragmentação da gota com pequenas variações de composição 1 2 Formação da gota fundida Pó metálico - Gás de arraste Formação do revestimento e deformação das lamelas 4 pós metálicos parcialmente protegidos pela fita de Aço-C Fita de aço-c Contatos elétricos +
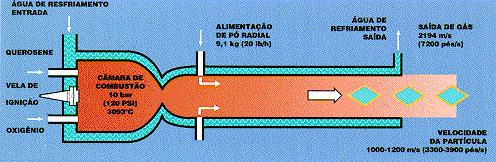
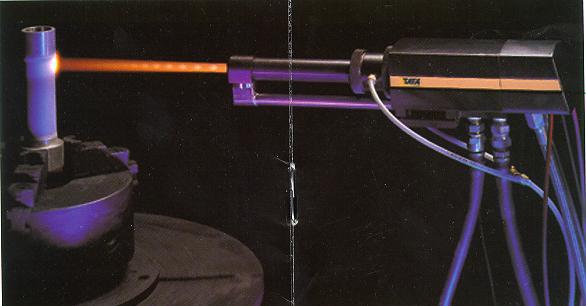
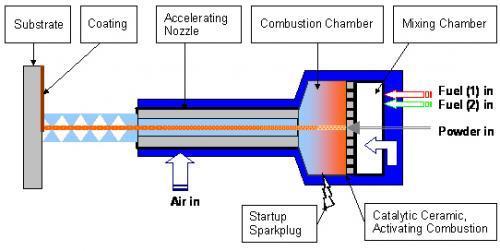
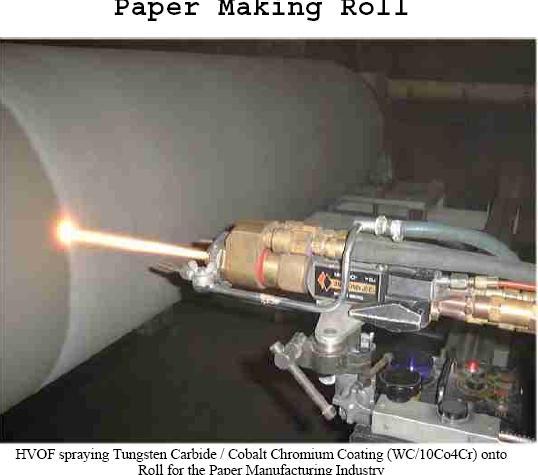
25 Processo a chama de alta velocidade - HVOF (High Velocity Oxi-Fuel) Este processo é mais moderno que os anteriores, o calor gerado na combustão utiliza uma mistura de oxigênio com gases combustíveis (propileno, propano ou kerosene), a chama atinge temperaturas na faixa entre 2700 e 3100 o C.

26
27

28 Processo por Detonação Neste processo utiliza-se a energia da explosão de uma mistura oxiacetilênica que aquece e impele o material, sempre sob forma de pó, de encontro à superfície do substrato a ser revestido. As camadas resultantes deste processo são extremamente duras, densas e firmemente aderidas ao material de base.
29
30 Parâmetros dos Processos de AT Processo FS FS HVOF Detonação ASP Parâmetros [pó] [arame] [pó] [arame] Temperatura Chama/Arco [ C] Veloc. Transferência [m/s] Até Atmosfera da Chama/Arco CO CO 2 H 2 O N 2 CO CO 2 H 2 O N 2 CO CO 2 H 2 O N 2 CO CO 2 H 2 O N 2 O 2 Teor de Óxidos [%] 0,4 10 0, ,1 2,5-15 Porosidade [%] <3 < Aderência [MPa] >40 >
31 + Resfriamento


32
33

34
35

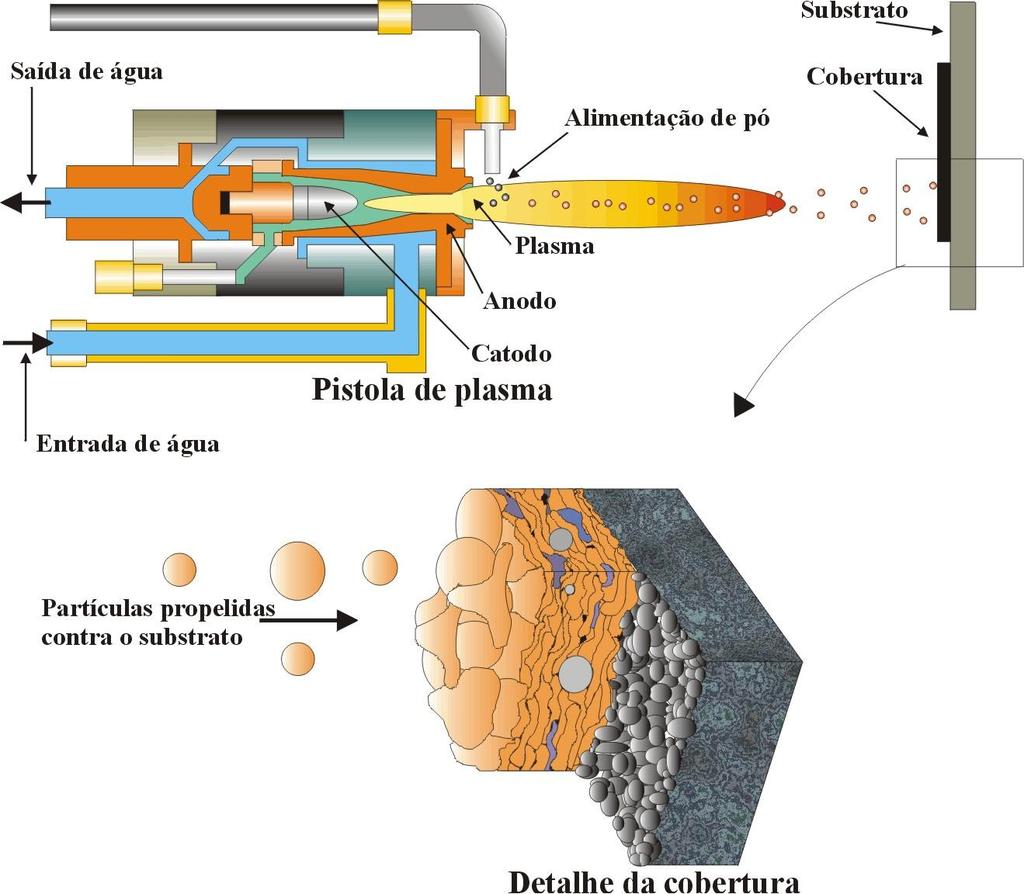
36 Aspersão Térmica Plasma Spray

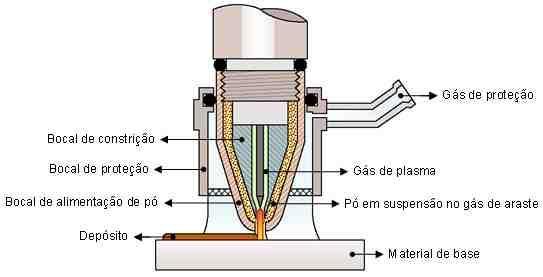
37 Esquema em corte de uma pistola para aspersão térmica a plasma spray
38


39 Plasma.wmv
40

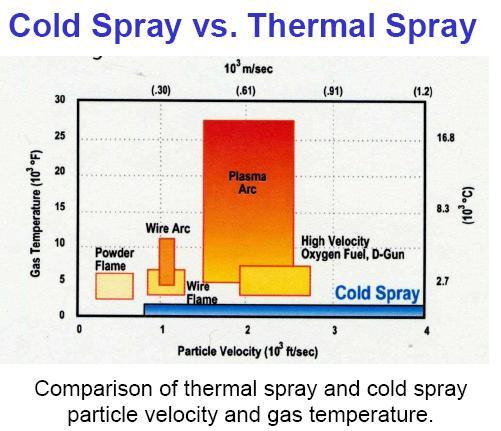
41 COLD SPRAY PROCESSO Projeção de partículas metálicas e não-metálicas contra um substrato; Utiliza gás aquecido (100ºC a 600ºC); Utiliza pressões de 15 a 35 bar; Velocidade Crítica; Tipos de Gases; Tipos de Bocais; Tamanhos de Partículas; Distância do Bocal ao Substrato

42 1 Unidade de controle Todos os componentes elétricos Suprimento de gás e unidades reguladoras Mais de 20kW de potencia

43 2 Aquecedor 0 a 800 C em 1-2 minutos Resistência a 50 bar de pressão

44

45 3 Interface operacional Monitor touchscreen colorido de 12

46 4 Pistola e Bocal

47 Bocal de calibração Pistola e Bocal
48 Pistola e Bocal Material a ser depositado e injetado na forma de pó Carboneto de Tungstênio Bocal especial para pó de cobre, aumentando de ate 85% a eficiência Um gás comprimido e aquecido, normalmente nitrogênio ou Helio, ou ainda uma mistura entre eles

49 COLD SPRAY O REVESTIMENTO Eficiência da deposição em mais de 90%. Baixa carga térmica (substrato ºC, material de spray ºC. Custo aproximado /h. Taxa de deposição 15kg/h. Tensão residual no revestimento provocada pela deformação. Em geral boas propriedades mecânicas. Ensaio de tração. Verificação da coesividade do revestimento aplicado. Linha de tendência, ensaio de resistência do revestimento (ensaio TCT).

50
51

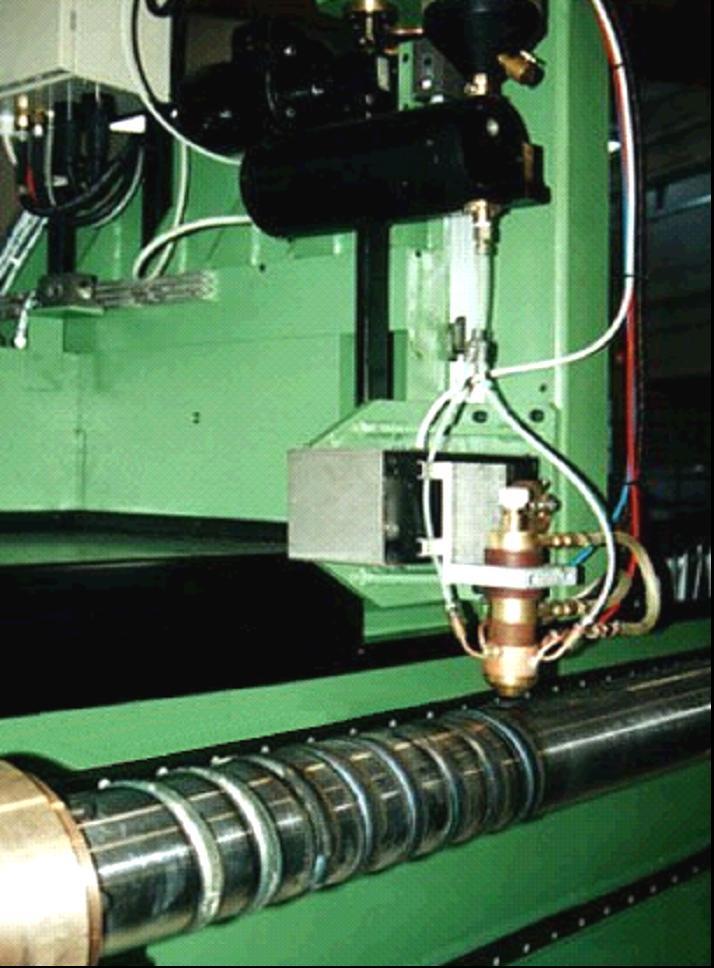
52 Processo Plasma PTA

53 Processo Plasma PTA
54


55


56


57

58


59

60

61
62 Principais características e propriedades dos revestimentos depositados por AT Os revestimentos depositados pelos processos de AT apresentam diferentes propriedades e ciclos de vida variados, segundo o processo de AT e do procedimento de aplicação utilizado. Esta variação dificulta a comparação de resultados e as características desejadas somente podem ser obtidas, com um projeto específico tanto no que se refere ao material utilizado quanto ao processo selecionado para atender a uma determinada finalidade.
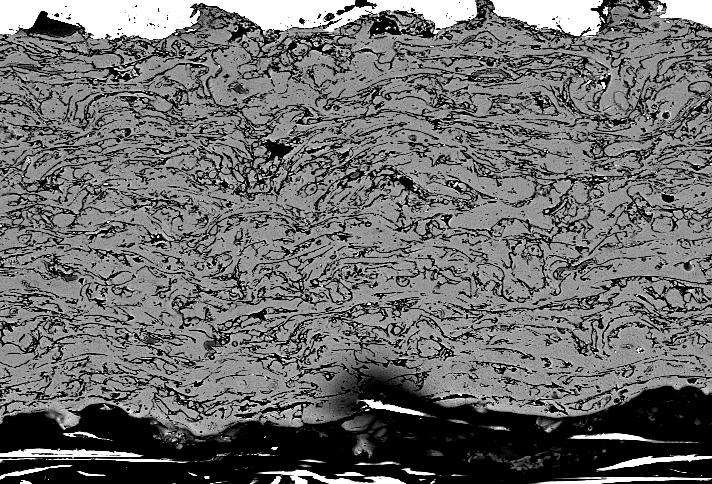
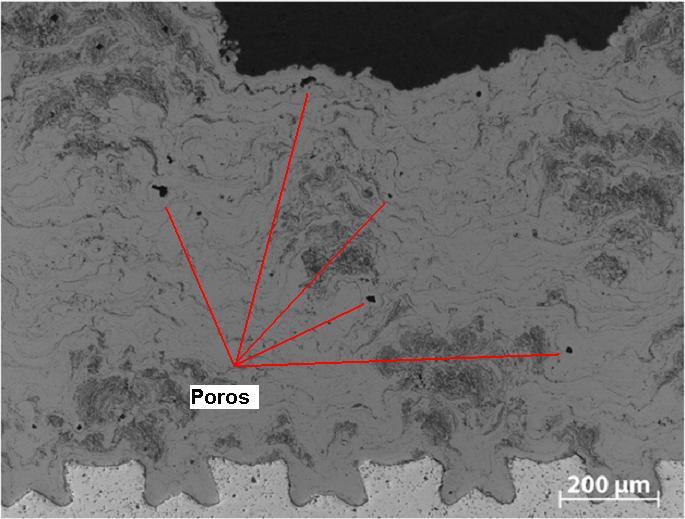
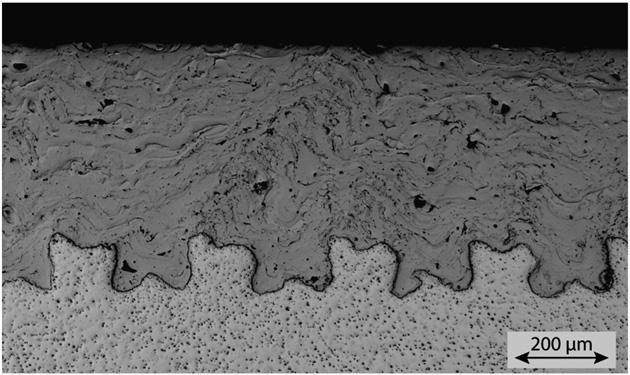
63 A análise da aderência do revestimento normalmente considera três mecanismos fundamentais, de acordo com a natureza das forças atuantes: ancoramento mecânico, químico-metalúrgico e físico. A aderência é, pois, uma combinação destes três mecanismos. Quando do impacto das partículas aquecidas e aceleradas contra o substrato, essas se achatam numa forma lenticular, resfriam-se rapidamente e ancoram-se mecanicamente nas irregularidades da superfície, como mostra a figura
64 + Resfriamento
65
66 Aderência A resistência mecânica de um revestimento efetuado por AT depende da aderência entre a camada e o substrato, bem como da coesão entre as partículas depositadas. Trata-se de um requisito essencial para o bom desempenho do revestimento, pois de nada adianta ter uma camada com espessura ideal e livre de poros se a mesma não tem aderência suficiente.
67 Preparação da superfície para AT Com vistas ao preparo da superfície, para garantir a aderência adequada dos revestimentos ao substrato deve-se ativar a superfície, para permitir que as partículas projetadas no momento do impacto fiquem totalmente aderidas e livres de impurezas residuais. - Limpeza (tipo Sa2;Sa2,5;Sa3[6], obtida por processos químico, térmico ou mecânicos) - Rugosidade da superfície (obtida pelos processos de jateamento abrasivo ou mecânicos) - Preaquecimento (atingido por chama externa ou chama da própria pistola de aspersão).
68 Limpeza A tecnologia de AT e, de forma especial, os mecanismos de aderência requerem o substrato limpo, isento, portanto de ferrugem, de crostas de óxido de ferro, de graxa, de óleo e de umidade. // Os padrões de limpeza na AT são alcançados através dos processos de jateamento abrasivo e com a maioria dos abrasivos, porém o grau de aderência varia com o tipo de material utilizado. // O uso de partículas abrasivas de materiais como granalha de aço, granalha de ferro, óxido de Al, entre outros, em um equipamento (jateamento por centrifugação ou por pressão) que as projetam até a superfície é um método mais eficiente de limpeza.

69

70

71
.")
72 Norma SIS /67 Graus de preparação jateamento abrasivo: Jateamento ligeiro - grau Sa1 (NACE 4); Jateamento comercial - grau Sa2 (NACE 3); Jateamento ao metal quase branco - Sa21/2 (NACE 2); Jateamento ao metal branco - Sa3 (NACE 1). Graus de corrosão: A: Substrato de aço sem corrosão, com carepa de laminação ainda intacta; B: Substrato de aço com início de corrosão e destacamento da carepa de laminação; C: Substrato de aço onde a carepa de laminação foi eliminada pela corrosão ou possa ser removida por raspagem, com pouca formação de cavidades visíveis; D: Substrato de aço onde a carepa de laminação foi eliminada pela corrosão e com grande formação de cavidades visíveis.
73 Rugosidade da superfície: -desvio médio aritmético Ra; -altura das irregularidades de 10 pontos Rz; -altura máxima das irregularidades Ry. - Nas medições horizontais temos o espaçamento médio das irregularidades - Sm.
74
75
76 Preaquecimento
77 Grau de reaproveitamento do abrasivo (desempenho) SELEÇÃO DE ABRASIVOS Grau de rugosidade que se deseja obter no substrato Dureza do Material de base (substrato) Material do revestimento a depositar Tipo de solicitação a que o revestimento/peça será submetido em serviço Grau de produção (área) exigido Granulométria das partículas do abrasivo Pressão de jateamento Diâmetro do bico da pistola de jateamento
78 + resfriamento
79

80 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS Ramón S. Cortés Paredes Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br
81

82 Aderência pelo ensaio de tração Adesivo Revestimento Substrato
83 O ensaio de aderência segundo norma ANSI- ASTM (a qual prevê a junção do corpo de prova com uma contraparte de mesmas dimensões em aço Para a junção, é utilizado adesivo) Após a cura do adesivo, o conjunto montado é tracionado até que ocorra a separação ou ruptura.
84 Critério de avaliação dos ensaios de dobramento para aprovação dos revestimentos Condição Aparência da superfície Ideal Sem micro trincas, ou micro trincas superfícies Marginal Reprovado Contém micro trincas, sem desgarramento ou delaminação da camada. Contém trincas e fendas com desgarramento e delaminação da camada.

85


86
87 Dimensões dos corpos de prova 1,25x50x75mm Velocidade de avanço do cutelo 1,25x10-3 m/s (medição aparelho portátil) Diâmetro do cutelo 13mm Diâmetro dos apoios 32mm Distâncias entre apoios 22mm Ângulo de dobramento 180 o Espessura da camada depositada entre 175 e 250 m
88 Norma Petrobrás de Aspersão Térmica N-2568.pdf
89 Thermal Spray revestimentos, são utilizados nos seguintes setores Aerospace Agricultura Marítimo Metal Trabalho Papel e Imprensa Bombas / Motores Electronics /Computadores Implantes Petro Produtos Químicos Geotérmica Nuclear Power Utilidades / Energia / Água /Esgoto Golfe Militar Offshore submersas Pipe Lines Plataformas de petróleo offshore Refinarias Railroad Automóveis Diesel


90 PRINCIPAIS APLICAÇÕES


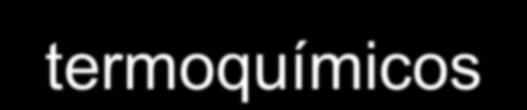
91




92
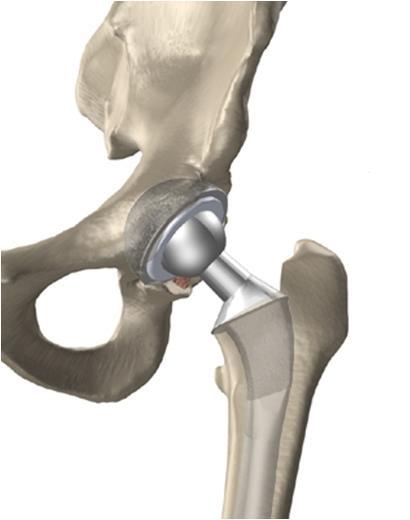
93 IMPLANTES





94 Revestimento de Ti morfologia APLICAÇÃO DA ASPERSÃO TÉRMICA DE Ti NO REVESTIMENTO E NA FABRICAÇÃO DE IMPLANTES ASPERSÃO TÉRMICA NO ACETÁBULO TM 734 Aspersão Térmica Seminário

95
96



97
98



99 Tratamentos superficiais tem sido aplicados com o propósito de otimizar a superfície de componentes automotivos (VETTER et al, 2005). Dentre os tratamentos utilizados, estão PVD, PECVD, tratamentos termoquímicos e aspersão térmica (VETTER et al, 2005).

100

101

102
103 PRINCIPAIS LINHAS DE PESQUISA DA ASPERSAO TÉRMICA NO LABATS DA UFPR - Otimização dos procedimentos de aspersão - Desenvolvimento de revestimentos no processo in situ - Desenvolvimento de Tecnologia de AT aplicado em implantes - Novas aplicações da AT - Desenvolvimento de revestimentos no in situ difusão - Desenvolvimento de novas ligas para AT
104 OBRIGADO Prof. Ramón S. Cortés Paredes, Dr. Eng.
PROVA DE ASPERSÃO TÉRMICA EMEC7003
 UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS PROVA DE ASPERSÃO TÉRMICA EMEC7003 Nome: ASS. Atenção!! 30 questões são de múltipla
UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS PROVA DE ASPERSÃO TÉRMICA EMEC7003 Nome: ASS. Atenção!! 30 questões são de múltipla
ASPERSÃO TÉRMICA. Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br 2T 2015
 ASPERSÃO TÉRMICA Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br 2T 2015 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA - AT Os processos
ASPERSÃO TÉRMICA Ramón S. Cortés Paredes, Dr. Engº. Departamento de Engenharia Mecânica da UFPR ramon@ufpr.br 2T 2015 LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS ASPERSÃO TÉRMICA - AT Os processos
EQUIPAMENTOS FLAME-SPRAY (ARAMES E PÓS) EQUIPAMENTOS ARC-SPRAY (ARCO ELÉTRICO)
 EQUIPAMENTOS ARC-SPRAY (ARCO ELÉTRICO)") EQUIPAMENTOS FLAME-SPRAY (ARAMES E PÓS) Na metalização pelo processo FLAME-SPRAY (Chama Oxiacetilênica), utiliza-se oxigênio e gás combustível para gerar uma chama que é responsável por fundir o material
EQUIPAMENTOS FLAME-SPRAY (ARAMES E PÓS) Na metalização pelo processo FLAME-SPRAY (Chama Oxiacetilênica), utiliza-se oxigênio e gás combustível para gerar uma chama que é responsável por fundir o material
Aspersão Térmica - Um Método Limpo e Eficiente para a Substituição do Cromo Duro
 Aspersão Térmica - Um Método Limpo e Eficiente para a Substituição do Cromo Duro Edilson Nunes Pollnow 1 Analista do Centro de Pesquisa e Tecnologia. 1 Rijeza Indústria Metalúrgica São Leopoldo Rio Grande
Aspersão Térmica - Um Método Limpo e Eficiente para a Substituição do Cromo Duro Edilson Nunes Pollnow 1 Analista do Centro de Pesquisa e Tecnologia. 1 Rijeza Indústria Metalúrgica São Leopoldo Rio Grande
Revestimentos e Metalização
 Revestimentos e Metalização Conteúdo Iniciação à engenharia de superfície (conceitos e aplicações); Revestimento x tratamento de superfícies; Aspersão térmica a gás fundamentos, processos, equipamentos,
Revestimentos e Metalização Conteúdo Iniciação à engenharia de superfície (conceitos e aplicações); Revestimento x tratamento de superfícies; Aspersão térmica a gás fundamentos, processos, equipamentos,
Processo de Soldagem Eletrodo Revestido
 Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Parte 2. Química Aplicada. Professor Willyan Machado Giufrida
 Tópicos especiais Corrosão na construção civil Parte 2 Propriedades de alguns elementos metálicos Química Aplicada 1 Professor Willyan Machado Giufrida Propriedades Físicas dos Metais São, geralmente,
Tópicos especiais Corrosão na construção civil Parte 2 Propriedades de alguns elementos metálicos Química Aplicada 1 Professor Willyan Machado Giufrida Propriedades Físicas dos Metais São, geralmente,
Processos de Soldagem. Valter V de Oliveira
 Processos de Soldagem Valter V de Oliveira Introdução Processos de junção são empregados para unir dois ou mais componentes, de forma que estes passem a apresentar um movimento de corpo rígido. O termo
Processos de Soldagem Valter V de Oliveira Introdução Processos de junção são empregados para unir dois ou mais componentes, de forma que estes passem a apresentar um movimento de corpo rígido. O termo
PROCESSOS DE FABRICAÇÃO III SOLDAGEM SOLDAGEM E CORTE A GÁS BRASAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM SOLDAGEM E CORTE A GÁS BRASAGEM Professor: Moisés Luiz Lagares Júnior 1 2 SOLDAGEM A GÁS OXI-COMBUSTÍVEL (OXY-FUEL GAS WELDING OFW) União pela fusão com uma chama de
PROCESSOS DE FABRICAÇÃO III SOLDAGEM SOLDAGEM E CORTE A GÁS BRASAGEM Professor: Moisés Luiz Lagares Júnior 1 2 SOLDAGEM A GÁS OXI-COMBUSTÍVEL (OXY-FUEL GAS WELDING OFW) União pela fusão com uma chama de
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE.
 SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
Oxy-Cut Processos de Fabrico. Trabalho de pesquisa efetuado por Rodrigo Chora
 Oxy-Cut Processos de Fabrico Trabalho de pesquisa efetuado por Rodrigo Chora Uma breve introdução O oxicorte é uma técnica muito utilizada para o corte de objetos metálicos. Este método consiste no corte
Oxy-Cut Processos de Fabrico Trabalho de pesquisa efetuado por Rodrigo Chora Uma breve introdução O oxicorte é uma técnica muito utilizada para o corte de objetos metálicos. Este método consiste no corte
Preparação de Superficies
 INFORMES TECNICOS Preparação de Superficies Por que é necessário realizar uma correta preparação da superfície antes da aplicação de um revestimento? Uma elevada porcentagem de revestimentos aplicados
INFORMES TECNICOS Preparação de Superficies Por que é necessário realizar uma correta preparação da superfície antes da aplicação de um revestimento? Uma elevada porcentagem de revestimentos aplicados
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
Palavras chaves: Revestimentos de Alumínio, Corrosão Marinha, Aspersão Térmica
 AVALIAÇÃO DE REVESTIMENTOS DE ALUMÍNIO SUBMETIDOS AO ENSAIO SALT SPRAY (1) Ramón S. Cortés Paredes, email < ramon@demec.ufpr.br>. (2) Marcelo Piza; email (3) Ana Sofia C.M.
AVALIAÇÃO DE REVESTIMENTOS DE ALUMÍNIO SUBMETIDOS AO ENSAIO SALT SPRAY (1) Ramón S. Cortés Paredes, email < ramon@demec.ufpr.br>. (2) Marcelo Piza; email (3) Ana Sofia C.M.
Propriedades dos Materiais ENGENHARIA DOS MATERIAIS PROF. KARLA NUNES 2017
 Propriedades dos Materiais ENGENHARIA DOS MATERIAIS PROF. KARLA NUNES 2017 Porque devo conhecer as propriedades dos materiais? O conhecimento das propriedades dos materiais é muito importante na seleção
Propriedades dos Materiais ENGENHARIA DOS MATERIAIS PROF. KARLA NUNES 2017 Porque devo conhecer as propriedades dos materiais? O conhecimento das propriedades dos materiais é muito importante na seleção
Generalidades. Metal. Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia
 Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
AVALIAÇÃO MICROESTRUTURAL DE REVESTIMENTOS RESISTENTES À CORROSÃO E ABRASÃO DEPOSITADOS POR HVOF
 AVALIAÇÃO MICROESTRUTURAL DE REVESTIMENTOS RESISTENTES À CORROSÃO E ABRASÃO DEPOSITADOS POR HVOF Liz G. C. Gomes 1, Ângela A. Vieira 1, Leticia M. P. Carvalho 2, Natasha E. C. Meneses 2, Isabel C. F. Silva
AVALIAÇÃO MICROESTRUTURAL DE REVESTIMENTOS RESISTENTES À CORROSÃO E ABRASÃO DEPOSITADOS POR HVOF Liz G. C. Gomes 1, Ângela A. Vieira 1, Leticia M. P. Carvalho 2, Natasha E. C. Meneses 2, Isabel C. F. Silva
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
SOLDABILIDADE DOS AÇOS INOXIDÁVEIS RESUMO DA SOLDABILIDADE DOS AÇOS INOXIDÁVEIS
 SOLDABILIDADE DOS AÇOS INOXIDÁVEIS RESUMO DA SOLDABILIDADE DOS AÇOS INOXIDÁVEIS Ramón S. Cortés Paredes, Dr. Eng. LABATS DEMEC UFPR 1 Diagrama de Schaeffler (1) Formação de trincas de solidificação ou
SOLDABILIDADE DOS AÇOS INOXIDÁVEIS RESUMO DA SOLDABILIDADE DOS AÇOS INOXIDÁVEIS Ramón S. Cortés Paredes, Dr. Eng. LABATS DEMEC UFPR 1 Diagrama de Schaeffler (1) Formação de trincas de solidificação ou
SEM534 Processos de Fabricação Mecânica. Aula: Materiais e Vida da Ferramenta
 SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
SEM534 Processos de Fabricação Mecânica Aula: Materiais e Vida da Ferramenta Materiais para Ferramenta Propriedades desejadas: Dureza a Quente Resistência ao desgaste Tenacidade Estabilidade química Evolução
TECNOLOGIA MECÂNICA. Aula 02. Introdução ao Estudo dos Materiais
 Aula 02 Introdução ao Estudo dos Materiais Prof. Me. Dario de Almeida Jané Introdução ao Estudo dos Materiais - Definição - Tipos de Materiais / Classificação - Propriedades dos Materiais Introdução ao
Aula 02 Introdução ao Estudo dos Materiais Prof. Me. Dario de Almeida Jané Introdução ao Estudo dos Materiais - Definição - Tipos de Materiais / Classificação - Propriedades dos Materiais Introdução ao
SUMÁRIO. 1 Introdução Obtenção dos Metais Apresentação do IBP... xiii. Apresentação da ABENDI... Apresentação da ABRACO...
 SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
SUMÁRIO Apresentação do IBP... xiii Apresentação da ABENDI... xv Apresentação da ABRACO... xvii Prefácio... xix 1 Introdução... 1 1.1 Exercícios... 3 2 Obtenção dos Metais... 5 2.1 Minérios... 5 2.1.1
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1
 Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
Tecnologia dos Materiais Outras ligas metálicas não ferrosas
 Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica Tecnologia dos Materiais Outras ligas metálicas não ferrosas Módulo II Mecânica
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PRODUTOS SIDERÚRGICOS MCC1001 AULA 11
 PRODUTOS SIDERÚRGICOS MCC1001 AULA 11 Disciplina: Materiais de Construção I Professora: Dr. a Carmeane Effting 1 o semestre 2014 Centro de Ciências Tecnológicas Departamento de Engenharia Civil 1. PRODUTOS
PRODUTOS SIDERÚRGICOS MCC1001 AULA 11 Disciplina: Materiais de Construção I Professora: Dr. a Carmeane Effting 1 o semestre 2014 Centro de Ciências Tecnológicas Departamento de Engenharia Civil 1. PRODUTOS
Processos de Soldagem Soldagem a Arco com Arame Tubular
 Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união.
 Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
TM373 Seleção de Materiais Metálicos
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM373 Seleção de Materiais Metálicos Seleção de materiais atendendo a requisitos da superfície: Resistência ao Desgaste
Pesquisa de revestimento para tubulações de caldeiras de centrais centrais termelétricas Pamella Kesseler de campos
 Pesquisa de revestimento para tubulações de caldeiras de centrais centrais termelétricas Pamella Kesseler de campos E-mail: pamella.kesseler@gmail.com Orientadores: Marilia Garcia Diniz UERJ Bruno Reis
Pesquisa de revestimento para tubulações de caldeiras de centrais centrais termelétricas Pamella Kesseler de campos E-mail: pamella.kesseler@gmail.com Orientadores: Marilia Garcia Diniz UERJ Bruno Reis
CARACTERIZAÇÃO DAS PROPRIEDADES DA MISTURA DE FeAl DEPOSITADO COMO REVESTIMENTO POR ASPERSÃO TÉRMICA A CHAMA
 CARACTERIZAÇÃO DAS PROPRIEDADES DA MISTURA DE FeAl DEPOSITADO COMO REVESTIMENTO POR ASPERSÃO TÉRMICA A CHAMA Samuel Mariano do Nascimento 1 (Universidade Federal do Paraná); Carolina Mariano 2 (Universidade
CARACTERIZAÇÃO DAS PROPRIEDADES DA MISTURA DE FeAl DEPOSITADO COMO REVESTIMENTO POR ASPERSÃO TÉRMICA A CHAMA Samuel Mariano do Nascimento 1 (Universidade Federal do Paraná); Carolina Mariano 2 (Universidade
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
REVESTIMENTOS PROTETORES
 1 REVESTIMENTOS PROTETORES 1. Introdução. É de fundamental importância selecionar o sistema para depositar o revestimento protetor apropriado em função do mecanismo de desgaste presente. Por conseguinte,
1 REVESTIMENTOS PROTETORES 1. Introdução. É de fundamental importância selecionar o sistema para depositar o revestimento protetor apropriado em função do mecanismo de desgaste presente. Por conseguinte,
SOLDAGEM DOS METAIS CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO
 37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016
 FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016") SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso
 Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso A solda pode ser definida como uma união de peças metálicas, cujas superfícies se tornaram plásticas ou liquefeitas, por ação de calor
Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso A solda pode ser definida como uma união de peças metálicas, cujas superfícies se tornaram plásticas ou liquefeitas, por ação de calor
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Soldagem MIG/MAG III / MIG/MAG Welding III
 Soldagem MIG/MAG III / MIG/MAG Welding III Alexandre de Freitas Email: alexandre.freitas@fatec.sp.gov.br Alexandre marques de lima Email: alexandre0@msn.com Alfredo Feitosa Email: alfredo.feitosa@hotmail.com
Soldagem MIG/MAG III / MIG/MAG Welding III Alexandre de Freitas Email: alexandre.freitas@fatec.sp.gov.br Alexandre marques de lima Email: alexandre0@msn.com Alfredo Feitosa Email: alfredo.feitosa@hotmail.com
CAPÍTULO 7 SOLDAGEM TIG
 SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 4 O Material aço Índice Características de Aço da Construção Civil Propriedades Modificadas Ligas Metálicas Ligas Ferrosas Ligas Não-Ferrosas Teor de Carbono
Sistemas Estruturais Prof. Rodrigo mero Aula 4 O Material aço Índice Características de Aço da Construção Civil Propriedades Modificadas Ligas Metálicas Ligas Ferrosas Ligas Não-Ferrosas Teor de Carbono
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
TECNOLOGIA MECÂNICA. Aula 09 PROCESSOS DE FABRICAÇÃO CONFORMAÇÃO E UNIÃO
 Aula 09 PROCESSOS DE FABRICAÇÃO CONFORMAÇÃO E UNIÃO Prof. Me. Dario de Almeida Jané Visão geral dos principais Materiais de Engenharia: METAIS POLÍMEROS ELASTÔMEROS CERÂMICOS COMPÓSITOS FERROSOS TERMOPLÁSTICOS
Aula 09 PROCESSOS DE FABRICAÇÃO CONFORMAÇÃO E UNIÃO Prof. Me. Dario de Almeida Jané Visão geral dos principais Materiais de Engenharia: METAIS POLÍMEROS ELASTÔMEROS CERÂMICOS COMPÓSITOS FERROSOS TERMOPLÁSTICOS
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
Processos de tratamentos térmicos dos metais ferrosos e não ferrosos Parte 2/2
 Processos de tratamentos térmicos dos metais ferrosos e não ferrosos Parte 2/2 - Recozimento, normalização, têmpera, revenido - cementação e nitretação - solubilização e envelhecimento Definições e conceitos
Processos de tratamentos térmicos dos metais ferrosos e não ferrosos Parte 2/2 - Recozimento, normalização, têmpera, revenido - cementação e nitretação - solubilização e envelhecimento Definições e conceitos
SEM Elementos de Máquinas II
 SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
Tratamentos Térmicos
 Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Cutting and other edge preparation processes I / Corte e outros processos de preparação de chanfro
 Cutting and other edge preparation processes I / Corte e outros processos de preparação de chanfro Marcones Loureiro de Souza - E-mail: marcones.soldagem@gmail.com Pedro Luis de Freitas Serrano - E-mail:
Cutting and other edge preparation processes I / Corte e outros processos de preparação de chanfro Marcones Loureiro de Souza - E-mail: marcones.soldagem@gmail.com Pedro Luis de Freitas Serrano - E-mail:
SOLDAGEM MIG/MAG. Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC
 SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
Processos de corte. Figura 2. Corte via plasma e maçarico.
 Processos de corte Mecânicos: corte por cisalhamento através de guilhotinas, tesouras ou similares e por remoção de cavacos através de serras ou usinagem. Figura 1. Guilhotina, serra automática e corte
Processos de corte Mecânicos: corte por cisalhamento através de guilhotinas, tesouras ou similares e por remoção de cavacos através de serras ou usinagem. Figura 1. Guilhotina, serra automática e corte
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM.
 INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 08 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Solda oxi-acetileno Solda oxi-acetileno Combustão: É a reação exotérmica entre uma substância (combustível) e um gás (corburente), geralmente
08 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Solda oxi-acetileno Solda oxi-acetileno Combustão: É a reação exotérmica entre uma substância (combustível) e um gás (corburente), geralmente
RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE ALUMÍNIO NO ENSAIO DE NÉVOA SALINA
 RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE ALUMÍNIO NO ENSAIO DE NÉVOA SALINA Ramón Cortés Paredes 1, Regina M.H.P. Rodriguez 2, André Capra 3, Gerson V. Vianna 4, Marcelo Torres Piza 5 Copyright 2003,
RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE ALUMÍNIO NO ENSAIO DE NÉVOA SALINA Ramón Cortés Paredes 1, Regina M.H.P. Rodriguez 2, André Capra 3, Gerson V. Vianna 4, Marcelo Torres Piza 5 Copyright 2003,
Metalurgia de Metais Não-Ferrosos
 Metalurgia de Metais Não-Ferrosos Metalurgia de Sulfetos Principais metais que ocorrem na forma de sulfetos: Zn, Pb, Cu Problema: extrair o metal do sulfeto: altemativa1 redução por C ou H 2 ; alternativa
Metalurgia de Metais Não-Ferrosos Metalurgia de Sulfetos Principais metais que ocorrem na forma de sulfetos: Zn, Pb, Cu Problema: extrair o metal do sulfeto: altemativa1 redução por C ou H 2 ; alternativa
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
Carboneto de Tungstênio Revestimento Metálico
 Carboneto de Tungstênio Revestimento Metálico Generalidades O carboneto (ou carbeto) de Tungstênio (WC) é um composto da família dos cerâmicos, de elevada dureza que é utilizado como base de uma família
Carboneto de Tungstênio Revestimento Metálico Generalidades O carboneto (ou carbeto) de Tungstênio (WC) é um composto da família dos cerâmicos, de elevada dureza que é utilizado como base de uma família
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS
 Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Palavras-chave: Aspersão Térmica. Revestimento. Substrato. Ação corrosiva. Desgaste.
 ESTUDO DOS PROCESSOS DE ASPERSÃO TÉRMICA EM MATERIAIS METÁLICOS DE FORMA A AUXILIAR A APLICAÇÃO DE CAMADAS PARA DIMINUIÇÃO DE DESGASTES E CORROSÕES NA SUPERFÍCIE DO METAL (1) Thiago Cajaiba de Morais,
ESTUDO DOS PROCESSOS DE ASPERSÃO TÉRMICA EM MATERIAIS METÁLICOS DE FORMA A AUXILIAR A APLICAÇÃO DE CAMADAS PARA DIMINUIÇÃO DE DESGASTES E CORROSÕES NA SUPERFÍCIE DO METAL (1) Thiago Cajaiba de Morais,
Junção de peças metálicas por contato e aquecimento. Processos por fusão: fusão local das partes, necessidade de metal de adição (geralmente).
.") SOLDAGEM 1. Introdução Junção de peças metálicas por contato e aquecimento. Processos por fusão: fusão local das partes, necessidade de metal de adição (geralmente). Processos por pressão: aquecimento
SOLDAGEM 1. Introdução Junção de peças metálicas por contato e aquecimento. Processos por fusão: fusão local das partes, necessidade de metal de adição (geralmente). Processos por pressão: aquecimento
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Exercício de Fixação Aula 06 MIG-MAG - TIG
 Exercício de Fixação Aula 06 MIG-MAG - TIG Manufatura Mecânica: Soldagem 8º e 9º Período Aluno: Professor: Julio Cesar Data: Orientações: Os exercícios deverão ser feitos manuscritos e individual; Responda
Exercício de Fixação Aula 06 MIG-MAG - TIG Manufatura Mecânica: Soldagem 8º e 9º Período Aluno: Professor: Julio Cesar Data: Orientações: Os exercícios deverão ser feitos manuscritos e individual; Responda
Estudo comparativo de custo-rendimento entre granalha de aço e escória
 INFORMES TECNICOS Estudo comparativo de custo-rendimento entre granalha de aço e escória Para uso em processos de jateamento, limpeza e acabamento superficial Nesta nota se compara a utilização entre a
INFORMES TECNICOS Estudo comparativo de custo-rendimento entre granalha de aço e escória Para uso em processos de jateamento, limpeza e acabamento superficial Nesta nota se compara a utilização entre a
Ligas de Alumínio e Cobre. Noções Básicas e Aplicações
 Ligas de Alumínio e Cobre Noções Básicas e Aplicações 1 Ligas de Alumínio Aplicação Geral ESTAMPAGEM EXTRUSÃO USINAGEM Aplicação Oxigen SOLDAGEM FORJAMENTO 2 Ligas de Alumínio Fabricação 3 LIGAS DE ALUMÍNIO
Ligas de Alumínio e Cobre Noções Básicas e Aplicações 1 Ligas de Alumínio Aplicação Geral ESTAMPAGEM EXTRUSÃO USINAGEM Aplicação Oxigen SOLDAGEM FORJAMENTO 2 Ligas de Alumínio Fabricação 3 LIGAS DE ALUMÍNIO
QUEM SOMOS. Trabalhamos Vinte e Quatro horas por dia para que possamos executar nossos serviços atendendo a prazos emergenciais.
 QUEM SOMOS Somos uma empresa especializada em revestimentos superficiais (metalização) e usinagem em geral, voltada para manutenção Industrial, recuperação de elementos de máquinas, fabricação e beneficiamento
QUEM SOMOS Somos uma empresa especializada em revestimentos superficiais (metalização) e usinagem em geral, voltada para manutenção Industrial, recuperação de elementos de máquinas, fabricação e beneficiamento
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
Demandas concentradas na superfície. Engenharia de Superfície
 Demandas concentradas na superfície Engenharia de Superfície Abordagens da Engenharia de Superfície : Modificação da Superfície Adição de Camada Superficial Sem alteração da composição Têmpera Fusão Com
Demandas concentradas na superfície Engenharia de Superfície Abordagens da Engenharia de Superfície : Modificação da Superfície Adição de Camada Superficial Sem alteração da composição Têmpera Fusão Com
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
SMM SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO. Prof. José B. Marcomini
 SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos LAMINAÇÃO VISÃO GERAL DA LAMINAÇÃO CALIBRAÇÃO LAMINAÇÃO LAMINAÇÃO ENCRUAMENTO/ ATMOSFERAS
SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos LAMINAÇÃO VISÃO GERAL DA LAMINAÇÃO CALIBRAÇÃO LAMINAÇÃO LAMINAÇÃO ENCRUAMENTO/ ATMOSFERAS
ESTUDO DAS PROPRIEDADES MICROESTRUTURAIS DE LIGAS DE NÍQUEL- CROMO E COBALTO-CROMO OBTIDAS PELO PROCESSO DE METALIZAÇÃO A ARCO ELÉTRICO
 i ESTUDO DAS PROPRIEDADES MICROESTRUTURAIS DE LIGAS DE NÍQUEL- CROMO E COBALTO-CROMO OBTIDAS PELO PROCESSO DE METALIZAÇÃO A ARCO ELÉTRICO Bruno Cavalcante Freitas Dissertação de Mestrado apresentada ao
i ESTUDO DAS PROPRIEDADES MICROESTRUTURAIS DE LIGAS DE NÍQUEL- CROMO E COBALTO-CROMO OBTIDAS PELO PROCESSO DE METALIZAÇÃO A ARCO ELÉTRICO Bruno Cavalcante Freitas Dissertação de Mestrado apresentada ao
Metalografia e tratamento térmico do cobre e suas ligas
 PMT-2402 Metalografia e Tratamentos Térmicos dos Metais Metalografia e tratamento térmico do cobre e suas ligas André Paulo Tschiptschin Histórico Primeiro metal a ser utilizado pelo homem Facas de cobre
PMT-2402 Metalografia e Tratamentos Térmicos dos Metais Metalografia e tratamento térmico do cobre e suas ligas André Paulo Tschiptschin Histórico Primeiro metal a ser utilizado pelo homem Facas de cobre
1. Medição da espessura e rugosidade do substrato e superfície da camada de Al.
 UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS Técnicas de Medição de Propriedades de Revestimentos. 1. Medição da espessura e rugosidade
UNIVERSIDADE FEDERAL DO PARANÁ DEPARTAMENTO DE ENGENHARIA MECÂNICA LABORATÓRIO DE ASPERSÃO TÉRMICA E SOLDAGEM ESPECIAIS Técnicas de Medição de Propriedades de Revestimentos. 1. Medição da espessura e rugosidade
OMNIWELD Reparaturschweißlegierungen
 Ligas de soldadura de reparação Reparaturschweißlegierungen Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info@omniweld.de Programa de fornecimento
Ligas de soldadura de reparação Reparaturschweißlegierungen Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 e-mail: info@omniweld.de Programa de fornecimento
PROPRIEDADES DOS REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMICA.
 PROPRIEDADES DOS REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMIA. Ramón S.ortés P. DEME UFPR, caixa postal 19011. email < ramon@demec.ufpr.br> Augusto J.A. Buschinelli. EM UFS, email < buschi@emc.ufsc.br>
PROPRIEDADES DOS REVESTIMENTOS DE ALUMÍNIO DEPOSITADOS POR ASPERSÃO TÉRMIA. Ramón S.ortés P. DEME UFPR, caixa postal 19011. email < ramon@demec.ufpr.br> Augusto J.A. Buschinelli. EM UFS, email < buschi@emc.ufsc.br>
POR QUE ESTUDAR O ARCO ELÉTRICO?
 POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
MANUAL DE INSTRUÇÕES TÉCNICAS COPEL DISTRIBUIÇÃO DEND - DIRETORIA DE ENGENHARIA DE DISTRIBUIÇÃO GEO - ENGENHARIA DE OBRAS E MANUTENÇÃO
 COPEL DISTRIBUIÇÃO DEND - DIRETORIA DE ENGENHARIA DE DISTRIBUIÇÃO GEO - ENGENHARIA DE OBRAS E MANUTENÇÃO MANUAL DE INSTRUÇÕES TÉCNICAS PASTA : SUBESTAÇÕES DE DISTRIBUIÇÃO 34,5 kv/13,8 kv TÍTULO : MANUTENÇÃO
COPEL DISTRIBUIÇÃO DEND - DIRETORIA DE ENGENHARIA DE DISTRIBUIÇÃO GEO - ENGENHARIA DE OBRAS E MANUTENÇÃO MANUAL DE INSTRUÇÕES TÉCNICAS PASTA : SUBESTAÇÕES DE DISTRIBUIÇÃO 34,5 kv/13,8 kv TÍTULO : MANUTENÇÃO
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
GRSS. MIG Brazing BRITE EURAM III. MIG Brazing
 MIG BRAZING O processo MIG BRAZING é um processo de SOLDABRASAGEM porque ocorre a fusão parcial do metal de base e a capilaridade é mínima. Soldagem Fusão do MA e MB; Soldabrasagem Fusão do MA e parcial
MIG BRAZING O processo MIG BRAZING é um processo de SOLDABRASAGEM porque ocorre a fusão parcial do metal de base e a capilaridade é mínima. Soldagem Fusão do MA e MB; Soldabrasagem Fusão do MA e parcial
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
AVALIAÇÃO DA RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE ALUMÍNIO APLICADOS PELAS TÉCNICAS DE ARCO ELÉTRICO E CHAMA CONVENCIONAL, EM MEIO CLORETO
 AVALIAÇÃO DA RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE ALUMÍNIO APLICADOS PELAS TÉCNICAS DE ARCO ELÉTRICO E CHAMA CONVENCIONAL, EM MEIO CLORETO Dayanne Dutra de Menezes TESE SUBMETIDA AO CORPO DOCENTE
AVALIAÇÃO DA RESISTÊNCIA À CORROSÃO DE REVESTIMENTOS DE ALUMÍNIO APLICADOS PELAS TÉCNICAS DE ARCO ELÉTRICO E CHAMA CONVENCIONAL, EM MEIO CLORETO Dayanne Dutra de Menezes TESE SUBMETIDA AO CORPO DOCENTE
Organização: Tecnologia em Revestimentos
 Organização: Tecnologia em Revestimentos Revestimento Epóxi Novolac de Alto Desempenho à Corrosão para Aplicação em Superfícies Ferrosas Preparadas por Meio de Ferramentas Mecânicas, nos Serviços de Manutenção
Organização: Tecnologia em Revestimentos Revestimento Epóxi Novolac de Alto Desempenho à Corrosão para Aplicação em Superfícies Ferrosas Preparadas por Meio de Ferramentas Mecânicas, nos Serviços de Manutenção
Soldagem por Fricção
 Soldagem por Fricção Prof. Alexandre Queiroz Bracarense Soldagem por Atrito 1. Introdução A soldagem por atrito é um processo de união no estado sólido, no qual a coalescência entre as peças metálicas
Soldagem por Fricção Prof. Alexandre Queiroz Bracarense Soldagem por Atrito 1. Introdução A soldagem por atrito é um processo de união no estado sólido, no qual a coalescência entre as peças metálicas
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
TECNOLOGIA DE SUPERFÍCIE TECNOLOGIA DE SUPERFÍCIES
 TECNOLOGIA DE SUPERFÍCIES Sorocaba - SP Porto Alegre - RS Betim - MG Recife - PE R. de Janeiro - RJ A CASCADURA Simões Filho - BA Fundada em 1950, na cidade de São Paulo. Atualmente, possui 06 fábricas
TECNOLOGIA DE SUPERFÍCIES Sorocaba - SP Porto Alegre - RS Betim - MG Recife - PE R. de Janeiro - RJ A CASCADURA Simões Filho - BA Fundada em 1950, na cidade de São Paulo. Atualmente, possui 06 fábricas
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
Soldagem arco submerso III
 Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Processo d e soldagem
 Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
AUMENTO DA VIDA ÚTIL DE BOMBAS POR METALIZAÇÃO DE SUPERFÍCIE COM CARBETO DE TUNGSTÊNIO BASE COLBALTO POR MÉTODO HVOF.
 AUMENTO DA VIDA ÚTIL DE BOMBAS POR METALIZAÇÃO DE SUPERFÍCIE COM CARBETO DE TUNGSTÊNIO BASE COLBALTO POR MÉTODO HVOF Sabrina de Março LOCAL: CN Lubrasil Lubrificantes (setor petroquímico) Piracicaba/SP
AUMENTO DA VIDA ÚTIL DE BOMBAS POR METALIZAÇÃO DE SUPERFÍCIE COM CARBETO DE TUNGSTÊNIO BASE COLBALTO POR MÉTODO HVOF Sabrina de Março LOCAL: CN Lubrasil Lubrificantes (setor petroquímico) Piracicaba/SP
Características. Fundamentos. Histórico SOLDAGEM COM ARAME TUBULAR
 Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
INTRODUÇÃO EQUIPAMENTOS
 Jato de Água Engº Roberto Joaquim Engº José Ramalho INTRODUÇÃO Desde os primórdios o homem busca na utilização de recursos naturais meios para satisfazer as suas necessidades. Dentre os recursos naturais
Jato de Água Engº Roberto Joaquim Engº José Ramalho INTRODUÇÃO Desde os primórdios o homem busca na utilização de recursos naturais meios para satisfazer as suas necessidades. Dentre os recursos naturais
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO
 CATÁLOGO GERAL CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO ELETRODOS REVESTIDOS HS 613 E 6013 Eletrodo Especial para USO GERAL, em TODAS AS POSIÇÕES, indicado para AÇOS COMUNS. SERRALHERIAS. Soldas de ÓTIMO
CATÁLOGO GERAL CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO ELETRODOS REVESTIDOS HS 613 E 6013 Eletrodo Especial para USO GERAL, em TODAS AS POSIÇÕES, indicado para AÇOS COMUNS. SERRALHERIAS. Soldas de ÓTIMO
20º Congresso de Iniciação Científica AVALIAÇÃO DA TRIBO-CORROSÃO DE MATERIAIS PROTEGIDOS COM REVESTIMENTO MICRO E NANO ESTRUTURADOS
 20º Congresso de Iniciação Científica AVALIAÇÃO DA TRIBO-CORROSÃO DE MATERIAIS PROTEGIDOS COM REVESTIMENTO MICRO E NANO ESTRUTURADOS Autor(es) BIANCA VIEIRA BETTE Orientador(es) CARLOS ROBERTO CAMELLO
20º Congresso de Iniciação Científica AVALIAÇÃO DA TRIBO-CORROSÃO DE MATERIAIS PROTEGIDOS COM REVESTIMENTO MICRO E NANO ESTRUTURADOS Autor(es) BIANCA VIEIRA BETTE Orientador(es) CARLOS ROBERTO CAMELLO
Processo de Soldagem a Gás
 Processo a Gás Este texto apresenta aspectos relacionados com o Processo a Gás, envolvendo equipamentos de soldagem, tipos e funções dos gases, tipos e funções dos combustíveis, tipos de chama, características
Processo a Gás Este texto apresenta aspectos relacionados com o Processo a Gás, envolvendo equipamentos de soldagem, tipos e funções dos gases, tipos e funções dos combustíveis, tipos de chama, características
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA