PMR 2202 INTRODUÇÃO À MANUFATURA MECÂNICA ANOTAÇÕES DE AULAS PROGRAMAÇÃO DE COMANDO NUMÉRICO. Prof. Luiz Eduardo Lopes
|
|
|
- Lucinda Castel-Branco da Rocha
- 7 Há anos
- Visualizações:
Transcrição
1 PMR 2202 INTRODUÇÃO À MANUFATURA MECÂNICA ANOTAÇÕES DE AULAS PROGRAMAÇÃO DE COMANDO NUMÉRICO Prof. Luiz Eduardo Lopes

2 PROGRAMAÇÃO DE COMANDO NUMÉRICO NOÇÕES GERAIS AUTOMAÇÃO COMANDO NUMÉRICO A MÁQUINA DE COMANDO NUMÉRICO SISTEMAS DE COORDENADAS EIXOS DE MOVIMENTO SISTEMA DE COORDENADAS DA MÁQUINA REFERENCIAMENTO DA MÁQUINA SISTEMA DE COORDENADAS DA PEÇA REFERENCIAMENTO DA PEÇA PLANEJAMENTO DO PROCESSO DE FABRICAÇÃO PROGRAMAÇÃO PROGRAMA ESTRUTURA BLOCOS E PALAVRAS MOVIMENTOS FUNÇÕES G FUNÇÕES AUXILIARES CICLOS FIXOS EXEMPLOS DE PROGRAMAÇÃO

3 Significado de AUTOMAÇÃO Aurélio: AUTOMÁTICO : Que se move, regula e opera por si mesmo AUTOMAÇÃO : Sistema automático de controle pelo qual os mecanismos verificam seu próprio funcionamento, efetuando medições e introduzindo correções sem a interferência do homem Oxford: AUTOMATION : (Use of) methods and machines to save human labour
 methods and machines to save")
4 COMANDO NUMÉRICO ( Controle Numérico) O comando (controle) numérico (CN) é um método de controle automático dos movimentos de máquinas pela interpretação direta de instruções codificadas na forma de números e letras. O sistema interpreta os dados e gera o sinal de saída que controla os componentes da máquina. O primeiro protótipo de máquina CN foi construído em 1952 no Massachusetts Institute of Technology. Era uma fresadora vertical copiadora, retrabalhada via retrofitting com servomotores, utilizada no fresamento de alumínio. Os dados de entrada foram fornecidos através de fita perfurada. Nos experimentos as peças foram fabricadas com sucesso, precisas e de forma repetitiva sem intervenção do operador. Com base neste equipamento, a indústria de máquinas ferramenta passou a projetar e construir e vender máquinas CN. Posteriormente, estas máquinas foram equipadas com controle numérico computadorizado (CNC) aumentando a flexibilidade, precisão e versatilidade.

5

6 A MÁQUINA DE COMANDO NUMÉRICO Exemplo:

7 SISTEMA DE COORDENADAS SISTEMA DE REFERÊNCIA DA MÁQUINA (EIXOS) - SINCRONIZAÇÃO DE MOVIMENTOS - CONTROLE DE FIM DE CURSO EM SOFTWARE

8 SISTEMA DE COORDENADAS VOLUME DE TRABALHO ( Cursos Máximos) VOLUME DE TRABALHO Cursos máximos X=650 Y=500 Z=500 mm

9 EIXOS DE MOVIMENTO

10 EIXOS DE MOVIMENTO

11 EIXOS DE MOVIMENTO
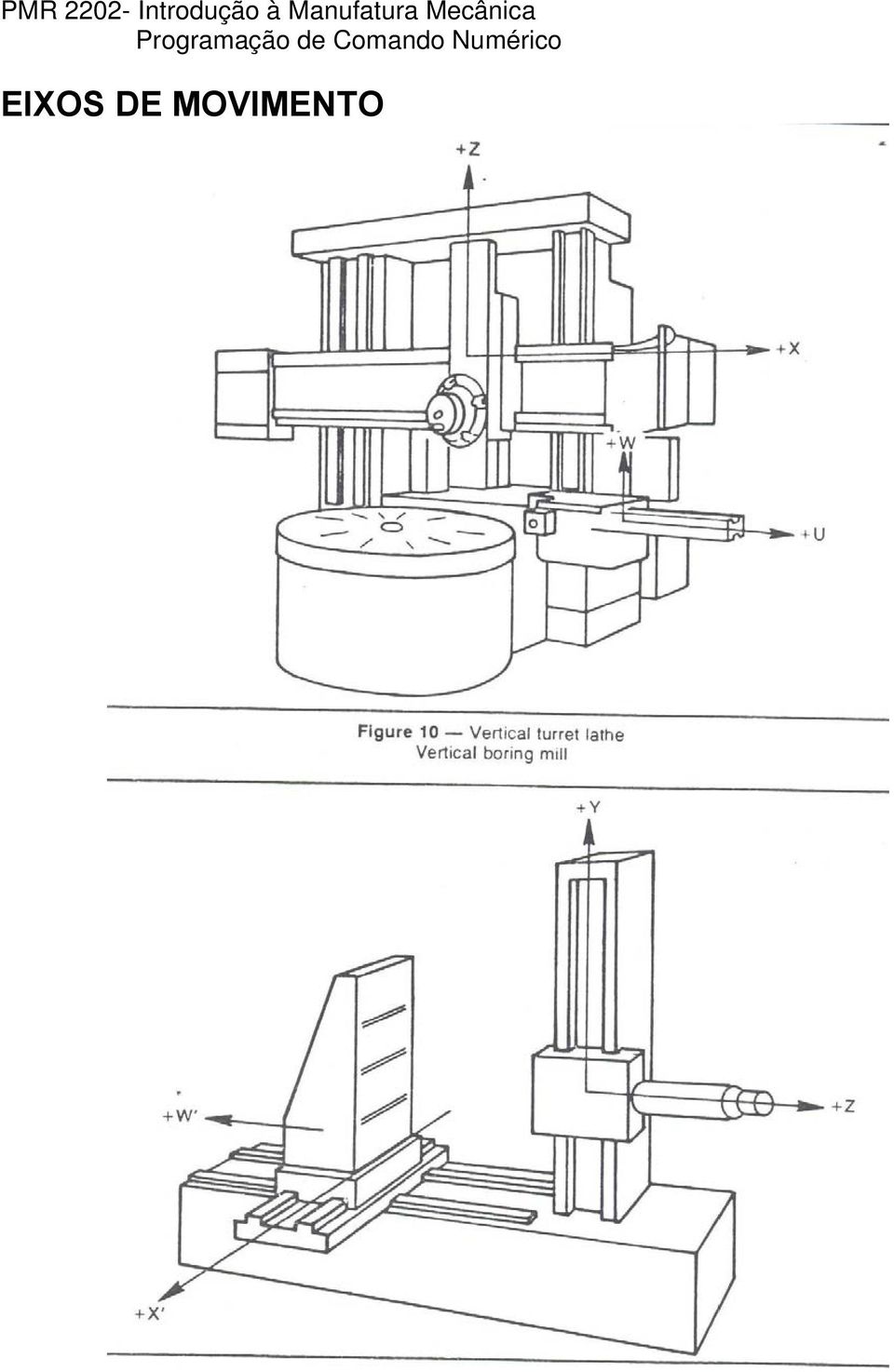
12 EIXOS DE MOVIMENTO

13 EIXOS DE MOVIMENTO

14 SISTEMA DE REFERÊNCIA DA PEÇA ( W ) - ZERO FLUTUANTE - CONVENIÊNCIA DE PROGRAMAÇÃO

15 SISTEMA DE REFERÊNCIA DA PEÇA ( W ) - Sistema de Coordenadas Cartesianas - Coordenadas Polares

16 SISTEMA DE REFERÊNCIA DA PEÇA ( W ) Alteração do Zero da Peça durante a execução do Programa ( offset)

17 SISTEMA DE REFERENCIA DA PEÇA COORDENADAS ABSOLUTAS P1: X20 Y35 P2: X50 Y60 P3: X70 Y20 COORDENADAS INCREMENTAIS P1: X20 Y35 ; rel. zero P2: X30 Y20; rel. P1 P3: X20 Y-35; rel. P2

18 PLANEJAMENTO DO PROCESSO DE FABRICAÇÃO 1. Preparar o desenho da Peça Definir o ponto zero da peça Esboçar o sistema de coordenadas Calcular as coordenadas faltantes 2. Definir a Sequencia de Usinagem Quais ferramentas serão usadas e em quais superfícies? Em que ordem os elementos individuais da peça serão fabricados? Quais elementos individuais são repetidos e podem ser armazenados em um sub-programa? Já existem programas ou sub-programas para estas ou superfícies similares que podem ser utilizados? Pode-se utilizar os conceitos de zero offset, espelhamento, ciclos fixos? 3. Criar um Roterio de Processo Definir todos os processos de fabricação em suas operações detalhadas: Movimentos Rápidos para Posicionamento Troca de Ferramentas Recalibração da Ferramenta Ligar e Desligar o Fuso e o Refrigerante Chamar as Informações da Ferramenta Avançar até a profundidade Compensar o Raio da Ferramenta Fazer Aproximação da Superfície Retrair da Superfície, etc. 4. Transformar as Operações Detalhadas de acordo com a Linguagem de Programação Entrar cada operação individual em um bloco ou diversos blocos de comando numérico 5. Combinar cada Operação Individual em um Programa

19 PROGRAMAÇÃO DE COMANDO NUMÉRICO PROGRAMA CONJUNTO DE BLOCOS BLOCO CONJUNTO DE PALAVRAS SINTAXE DO BLOCO Nº BLOCO PALAVRA PALAVRA... ; COMENTÁRIO PALAVRA BLOCO: EXEMPLO ENDEREÇO:G, X, Y,Z, A, B, C, I, J, K, T, S, F + Valor numérico N4G0G17G90X50Y70Z6T2S500F90M03 PROGRAMA: EXEMPLO N10 G90 S400 M3 ;Coordenadas Absolutas, Rotação, Fuso Horário N20 G0 X30 Y20 Z2 ;Aproximação da Posição de Início N30 G1 Z-5 F1000 ;Avanço à Profundidade N40 X80 Y65 ;Interpolação Linear N50 G0 Z2 ;Retrai Ferramenta N60 G0 X-20 Y100 Z100 M30 ;Retrai para Troca, Fim de Programa e Retorno ao Início

20 COMANDOS DE MOVIMENTO FUNÇÕES PREPARATÓRIAS G G00 G01 GO2 G03 G04 G17 G18 G19 G40 G41 G42 G90 G91 AVANÇO RÁPIDO INTERPOLAÇÃO LINEAR INTERPOLAÇÃO CIRCULAR - DIREÇÃO HORÁRIA INTERPOLAÇÃO CIRCULAR ANTI-HORÁRIA TEMPO DE PARADA PLANO DE TRABALHO X-Y PLANO DE TRABALHO X-Z PLANO DE TRABALHO Y-Z DESATIVA COMPENSAÇÃO DE RAIO ATIVA COMPENSAÇÃO DE RAIO À ESQUERDA ATIVA COMPENSAÇÃO DE RAIO À DIREITA COORDENADAS ABSOLUTAS COORDENADAS RELATIVAS

21 FUNÇÕES M M00 PARADA DO PROGRAMA M01 PARADA OPCIONAL DO PROGRAMA M03 LIGA O FUSO NO SENTIDO HORÁRIO M04 LIGA O FUSO NO SENTIDO ANTI-HORÁRIO M05 DESLIGAR O FUSO E REFRIGERANTE M06 TROCA DE FERRAMENTA M07 LIGA O FLUÍDO REFRIGERANTE INTERNO M08 LIGA O FLUÍDO REFRIGERANTE DE BAIXA PRESSÃO M09 DESLIGA OS FLUÍDOS REFRIGERANTES M10 BLOQUEIA O EIXO B M11 DESBLOQUEIA O EIXO B M17 FIM DE SUB-PROGRAMA M19 PARADA E ORIENTAÇÃO DO FUSO (Inclui M05) M20 PULSO DE LUBRIFICAÇÃO M24 VELOCIDADE LENTA DE TROCA DE FERRAMENTA M29 ABERTURA AUTOMÁTICA DA PORTA DE ACESSO M30 FINAL DO PROGRAMA E RETORNO AO INÍCIO M33 TROCA DE FERRAMENTA MANUAL M50 LIGAR A DUCHA M51 LIGAR O AR DE REFRIGERAÇÃO M60 TROCA DE PALLET M62 LIBERA OS OVERRIDES DE VELOCIDADE DO FUSO E DO AVANÇO M63 DESATIVA OS OVERRIDES DE VELOCIDADE M77 ATIVAR A SUPERVISÃO EXTERNA DE FERRAMENTAS M78 DESATIVAR A SUPERVISÃO EXTERNA DE FERRAMENTAS M79 TRANSMISSÃO DO NÚMERO DO PROGRAMA À SUPERVISÃO EXTERNA DE FERRAMENTAS M81 APAGAR A LISTA DO ARMAZENADOR E A LISTA DAS FERRAMENTAS M90 CONTROLE DE QUEBRA DE BROCA
22 PLANOS DE TRABALHO G17,G18,G19 G19 G18 G17 G18 G19 PLANO X-Y PLANO X-Z PLANO Y-Z
23 INTERPOLAÇÃO LINEAR N10 G90 S400 M3 ;Coordenadas Absolutas, Rotação, Fuso Horário N20 G0 X30 Y20 Z2 ;Aproximação da Posição de Início N30 G1 Z-5 F1000 ;Avanço à Profundidade N40 X80 Y65 ;Interpolação Linear N50 G0 Z2 ;Retrai Ferramenta N60 G0 X-20 Y100 Z100 M30 ;Retrai para Troca, Fim de Programa e Retorno ao Início
24 INTERPOLAÇÃO LINEAR 3D N10 G17 S400 M3 N20 G0 X20 Y20 Z2 N30 G1 Z-2 F40 N40 X80 Y80 Z-15 N50 G0 Z100 M30 ;Plano de Trabalho, Rotação, Horário ;Posição de Início ;Avanço à Profundidade ;Trajetória Reta Inclinada em 3 D ;Retrai para Posição de Troca, Fim e Retorno
25 INTERPOLAÇÃO CIRCULAR G02 N10 G90 G0 X45 Y60 Z2 T1 S2000 M3 ; Coordenadas Absolutas, Avanço Rápido, Ferramenta, Rotação, Fuso no Sentido Horário N20 G1 Z-5 F500 ; Avanço à Profundidade N30 G2 X20 Y35 I=AC(45) J=AC(35) N30 G2 X20 Y35 I0 J-25 N40 G0 Z2 N50 M30 ;Centro em Coordenadas Absolutas ou ;Centro em Coordenadas Incrementais ; Retrair ; Fim do Programa
26 INTERPOLAÇÃO CIRCULAR G03 N10 G0 X67.5 Y N20 G3 X Y I=AC(50) J=AC(50) F500; absolutas Ou N20 G3 X Y I J F500; incrementais
27 INTERPOLAÇÃO CIRCULAR ( Definição do Raio) CR = + + CR = - N10 G0 X67.5 Y N20 G3 X Y CR= F500
28 COMPENSAÇÃO DE RAIO PERMITE A CORREÇÃO DA TRAJETÓRIA EM FUNÇÃO DA VARIAÇÃO DO DIÃMETRO PROGRAMADO DA FERRAMENTA SEM ALTERAÇÃO DO PROGRAMA
29 ATIVAÇÃO DA COMPENSAÇÃO DE RAIO N10 G0 X50 T1 D1 N20 G1 G41 Y50 F200; movimento de ativação N30 Y100
30 COMPENSAÇÃO DE COMPRIMENTO PERMITE A CORREÇÃO DO COMPRIMENTO PROGRAMADO DA FERRAMENTA, EM FUNÇÃO DE UM COMPRIMENTO DE REFERÊNCIA, SEM ALTERAÇÃO DO PROGRAMA ENTRA EM ATIVIDADE NA CHAMADA DA FERRAMENTA
31 PRINCIPIOS BÁSICOS CICLOS FIXOS DE USINAGEM OS CICLOS FIXOS SÃO UTILIZADOS PARA SIMPLIFICAR A PROGRAMAÇÃO DE SEQUÊNCIAS DE USINAGEM QUE SE REPETEM COM FREQUÊNCIA, COMO POR EXEMPLO A USINAGEM DE ROSCAS COM MACHO G81 FURAÇÃO SIMPLES OU FURAÇÃO DE CENTRO G82 FURAÇÃO E REBAIXAMENTO COM E SEM TEMPORIZAÇÃO G85 FURAÇÃO COM QUEBRA DE CAVACO G86 MANDRILAMENTO SEM INDEXAÇÃO DA FERRAMENTA G83 FURAÇÃO PROFUNDA G84 ROSQUEAMENTO COM MACHO G87 MANDRILAMENTO COM INDEXAÇÃO DA FERRAMENTA G89 ALARGAMENTO E REBAIXAMENTO
32 CICLOS FIXOS G81, G83 G84 G87 N090 T07 N100 M06 N110 G0 G54 T07 S300 M03 F400 N120 R2=200 R3=180 R10=210 N130 G81 N140 X... Y... Z... N090 T 07 N100 M06 N110 G0 G54 T07 S300 M03 F400 N120 R0=0 R01=20 R2=30 R3=200 R4=0.5 R5=10 R10=32R11=1 N130 G83 N140 X... Y... Z... N090 T 07 N100 M06 N110 G0 G54 T07 S300 M03 F400 N120 R2=250 R3=230 R4=0.5 R7=100 R09=1.25 R10=270 R12=8 N130 G84 N140 X... Y... Z... N090 T 07 N100 M06 N110 G0 G54 T07 S500 M03 F 100 N120 R2=250 R3=240 R10=320 N130 G87 N140 X... Y... Z..
33 Exercício Preparar um programa de comando numérico para a usinagem da peça abaixo, no centro de usinagem vertical de 3 eixos Deckel-Maho DMC-63V. Dados: - Material Inicial: bloco de aço 1020 de 75x75x50 mm - Única Ferramenta Disponível: Fresa de Aço Rápido de Corte Lateral de 4 dentes e diâmetro Ф10 mm - Velocidade de Corte: 30m/min - Avanço por Dente: 0,025 mm
34 Solução do Exercício de Programação e Simulação no CNCSIMULATOR N10G90G17T1S1000M03 N20G00X-37.5Y-44.5Z5 N30G01Z-15F96M08 N40Y37.5 N50X37.5 N60Y-37.5 N70X-37.5 N80Z-10 N90G00X-42.5Y0 N100G02X-42.5Y0I42.5J0 N110G01Y37.5 N120X0 N130G02X0Y37.5I0J-37.5 N140G01X5 N150G00X0Y56.5Z-5 N160G01X48.93Y N170X N180X0Y56.5 N190G01Y42.5 N200X36.81Y N210X N220X0Y42.5 N230G00Z100M09 N240M30 ; absolutas, PlanoXY, Ferramenta1, Fuso1000rpm, horário ; avanço rápido ponto entrada ; interpolação linear,profundidade quadrado, avanço 96mm/min, liga refrigerante ; interpolação linear lado quadrado ; recuo profundidade círculo ; avanço rápido posicionamento desbaste círculo, entrada tangente para evitar marcas ; interpolação circular desbate círculo, centro incremental ; interpolação circular acabamento círculo, incremental ; saída tangente para evitar marcas ; posicionamento triângulo ; desbaste triângulo ; acabamento triângulo ; avanço rápido posição troca, desliga refrigerante ; fim de programa, desliga o fuso, retorna ao início z y x
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC Preços de Alguns Softwares Comerciais de CAD/CAM Operações de Torneamento Eixos de um Torno CNC Área de Trabalho de Torno CNC Zero Máquina e Zero Peça Pontos
CICLOS FIXOS DO MACH9 PARA USINAGEM DE FUROS
 CICLOS FIXOS DO MACH9 PARA USINAGEM DE FUROS FURAÇÃO SIMPLES G81 ou G82 FURAÇÃO COM CONTROLE E/OU QUEBRA DE CAVACOS G83 ROSCAMENTO COM MACHOS G84 MANDRILAMENTO SAÍDA COM A FERRAMENTA GIRANDO G85 MANDRILAMENTO
CICLOS FIXOS DO MACH9 PARA USINAGEM DE FUROS FURAÇÃO SIMPLES G81 ou G82 FURAÇÃO COM CONTROLE E/OU QUEBRA DE CAVACOS G83 ROSCAMENTO COM MACHOS G84 MANDRILAMENTO SAÍDA COM A FERRAMENTA GIRANDO G85 MANDRILAMENTO
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
PNC - PROCESSOS A COMANDO NUMÉRICO. Material de apoio NOTAS DE AULAS. Prof. DORIVAL 21/julho/2014 1
 PNC - PROCESSOS A COMANDO NUMÉRICO Material de apoio NOTAS DE AULAS Prof. DORIVAL 21/julho/2014 1 OBJETIVO da disciplina PROCESSOS A CNC Exercício básico de programação e operação de máquinas-operatrizes
PNC - PROCESSOS A COMANDO NUMÉRICO Material de apoio NOTAS DE AULAS Prof. DORIVAL 21/julho/2014 1 OBJETIVO da disciplina PROCESSOS A CNC Exercício básico de programação e operação de máquinas-operatrizes
Caderno de Exercícios ALUNO Comando Siemens. Aprender é praticar
 Caderno de ALUNO Aprender é praticar Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação
Caderno de ALUNO Aprender é praticar Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação
Novas Tecnologias de Manufatura
 Novas Tecnologias de Manufatura Prof. Assoc. Mário Luiz Tronco 18/11/2013 Mário Luiz Tronco 1 Conceitos básicos de operação de máquinas CN Os recursos de um Comando Numérico podem ser agrupados em duas
Novas Tecnologias de Manufatura Prof. Assoc. Mário Luiz Tronco 18/11/2013 Mário Luiz Tronco 1 Conceitos básicos de operação de máquinas CN Os recursos de um Comando Numérico podem ser agrupados em duas
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO DE FRESADORAS CNC (PEÇAS PRISMÁTICAS)
") TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO DE FRESADORAS CNC (PEÇAS PRISMÁTICAS) Programação em APT APT ( Automatically Programmed Tools ) utiliza palavras em inglês, maiúsculas ou minúsculas, com significados
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO DE FRESADORAS CNC (PEÇAS PRISMÁTICAS) Programação em APT APT ( Automatically Programmed Tools ) utiliza palavras em inglês, maiúsculas ou minúsculas, com significados
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
Manufatura Assistida por Computador (SEM-0350)
") Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
Curso de Graduação em Engenharia Mecânica Manufatura Assistida por Computador (SEM-0350) PROGRAMAÇÃO CNC Prof. Dr. Alessandro Roger Rodrigues Comando Numérico de Máquinas-Ferramenta %10 N10 G00 Z100 T1
O corte de metais é uma operação mecânica que consiste em se obter seções com dimensões determinadas.
 1 PRÁTICA DE OFICINA AULA 02 2015-1 - SERRA MECÂNICA - Introdução O corte de metais é uma operação mecânica que consiste em se obter seções com dimensões determinadas. A serra alternativa horizontal ou
1 PRÁTICA DE OFICINA AULA 02 2015-1 - SERRA MECÂNICA - Introdução O corte de metais é uma operação mecânica que consiste em se obter seções com dimensões determinadas. A serra alternativa horizontal ou
USINAGEM CNC. Professor: Emerson L. de Oliveira
 USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
USINAGEM CNC Professor: Emerson L. de Oliveira emerson.oliveira@ifsc.edu.br 1 Tecnologia CNC Gestão da Qualidade 2 Tecnologia CNC 3 Vantagens das máquinas 4 Desvantagens das máquinas 5 Eixos das máquinas
Manufatura Assistida por Computador
 Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
Manufatura Assistida por Computador Programação CNC Aula 2 Prof. Associado Mário Luiz Tronco Avanço Rápido, com a maior velocidade fornecida pela máquina Avanço Rápido,
EME005 - Tecnologia de Fabricação IV Fresamento CNC 2
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Exercício 5 Desenhe o perfil (coordenadas em incremental). Ponto X Y R I J Ponto X Y R I J A -15 15 15 h 0 15 J 5 0 B 0 10 K 5-5 5 h
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 2 Aula 8 Exercício 5 Desenhe o perfil (coordenadas em incremental). Ponto X Y R I J Ponto X Y R I J A -15 15 15 h 0 15 J 5 0 B 0 10 K 5-5 5 h
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TSR 3 Eixos Matriz Única Comando PC (2 servos)
") TSR www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSR Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TSR www.dsm.com.br - dsm@dsm.com.br - PABX: (11) 5049-2958 TSR Tipo Movimentos Automáticos Número Máximo de Matrizes Sentido de dobra Software Comando Visualizador 3D Raio Variável Booster Pressão Longitudinal
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS
 TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
TECNOLOGIA DE CONTROLE NUMÉRICO PROGRAMAÇÃO CNC CICLOS FIXOS Operações de Torneamento Operações de Torneamento Eixos de um Torno CNC Eixos de um Torno CNC Segurança é Fundamental!!! Área de Trabalho de
CÓDIGO G Torno Fresa. G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E.
 Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
Proteo Códigos G CÓDIGO G Torno Fresa G00 XYZ... Movimento Rápido Movimento Rápido G01 XYZ...F..E Interpolação Linear Interpolação Linear G02 XYZ...I J K..R..F..E. Interpolação Circular / Helicoidal Sentido
CONHECIMENTOS ESPECÍFICOS TEC. LABORATÓRIO ELETROMECÂNICA (CNC)
") CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
CNHECIMENTS ESPECÍFICS TEC. LABRATÓRI ELETRMECÂNICA (CNC) 21. Sobre as funções G01 e G73, podemos afirmar: A) As duas funções são utilizadas para avanços da ferramenta somente quando compensado o raio
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Escola Politécnica - Departamento de Engenharia Mecânica
 UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Escola Politécnica - Departamento de Engenharia Mecânica Curso Lato Sensu MECATRÔNICA Módulo Robótica - AULA 6: Exercício Prático Prof. Vitor Ferreira Romano 1. ASPECTOS
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO Escola Politécnica - Departamento de Engenharia Mecânica Curso Lato Sensu MECATRÔNICA Módulo Robótica - AULA 6: Exercício Prático Prof. Vitor Ferreira Romano 1. ASPECTOS
EME005 - Tecnologia de Fabricação IV Fresamento CNC 5
 Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
Ciclos de Furação UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 5 Aula 12a Prof. José Hamilton Chaves Gorgulho Júnior Comandos que automatizam uma série de movimentos, simplificando a programação
CNC Comando Numérico Computadorizado
 CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
CNC Comando Numérico Computadorizado 1 - Histórico Busca de melhoria ao produto, aliado ao desenvolvimento dos computadores. Principal fator: 2ª Guerra Mundial produção em massa (a guerra consumia tudo,
E[M]CONOMY: significa. Design to Cost. EMCOTURN Série E. Tornos CNC para usinagem - de barras de até Ø 95 mm - com placa para peças de até Ø 360mm
![E[M]CONOMY: significa. Design to Cost. EMCOTURN Série E. Tornos CNC para usinagem - de barras de até Ø 95 mm - com placa para peças de até Ø 360mm](/thumbs/39/19886414.jpg "E[M]CONOMY: significa. Design to Cost. EMCOTURN Série E. Tornos CNC para usinagem - de barras de até Ø 95 mm - com placa para peças de até Ø 360mm") [ E[M]CONOMY: ] significa Design to Cost. EMCOTURN Série E Tornos CNC para usinagem - de barras de até Ø 95 mm - com placa para peças de até Ø 36mm EMCOTURN E65 [Área de trabalho] - ampla área de trabalho
[ E[M]CONOMY: ] significa Design to Cost. EMCOTURN Série E Tornos CNC para usinagem - de barras de até Ø 95 mm - com placa para peças de até Ø 36mm EMCOTURN E65 [Área de trabalho] - ampla área de trabalho
:: Portfólio 03 LIVRO TEXTO REFÊRENCIA: - Slaides de aulas; - Exercícios em sala de aula; - Tabelas no próprio Portifólio 2.
 Disciplina PROCESSOS INDUSTRIAIS Portfólio N 03 :: Portfólio 03 OBJETIVO Analise e síntese de textos técnicos ORIENTAÇÕES Leia o texto com calma, grife as principais informações e faça um resumo. O livro
Disciplina PROCESSOS INDUSTRIAIS Portfólio N 03 :: Portfólio 03 OBJETIVO Analise e síntese de textos técnicos ORIENTAÇÕES Leia o texto com calma, grife as principais informações e faça um resumo. O livro
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC
 TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
TECNOLOGIA DE CONTROLE NUMÉRICO EXERCÍCIO DE PROGRAMAÇÃO CNC Matéria-Prima para a Peça Exemplo Peça usada como exemplo para programação Ferramenta T0202: desbaste externo Direção de Corte: direita Dimensões
45 Fresando ranhuras retas - II
 A U A UL LA Fresando ranhuras retas - II Na aula passada você aprendeu como fresar ranhuras retas por reprodução do perfil da fresa. Nesta aula você vai aprender como fresar ranhuras em T, trapezoidal
A U A UL LA Fresando ranhuras retas - II Na aula passada você aprendeu como fresar ranhuras retas por reprodução do perfil da fresa. Nesta aula você vai aprender como fresar ranhuras em T, trapezoidal
Os conceitos aprendidos são fundamentais, essenciais para escrever um programa macro. Mas o que é um programa macro?
 Resumo. O uso de uma variável é necessário quando você não sabe ainda um valor ou uma função, ou seja, quando há uma situação de mudança que impede a determinação direta destes valores. Uma variável pode
Resumo. O uso de uma variável é necessário quando você não sabe ainda um valor ou uma função, ou seja, quando há uma situação de mudança que impede a determinação direta destes valores. Uma variável pode
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 João Manuel R. S. Tavares Joaquim Oliveira Fonseca") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
IFSC. CNC Comando numérico computadorizado. INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville. Curso técnico em Mecânica IFSC campus Joinville
 Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Curso técnico em Mecânica IFSC campus Joinville IFSC INSTITUTO FEDERAL DE SANTA CATARINA Câmpus Joinville CNC Comando numérico computadorizado Profº Emerson Luis de Oliveira Valter Vander de Oliveira Curso
Conjuntos mecânicos I
 A UU L AL A Conjuntos mecânicos I O pessoal de uma pequena empresa tem todo o conhecimento necessário sobre elementos de máquinas no que se refere à transmissão, apoio e elementos elásticos. Entretanto,
A UU L AL A Conjuntos mecânicos I O pessoal de uma pequena empresa tem todo o conhecimento necessário sobre elementos de máquinas no que se refere à transmissão, apoio e elementos elásticos. Entretanto,
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, )
") Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
Introdução ao Controlo Numérico Computorizado III Sintaxe de Escrita (G, M, ) João Manuel R. S. Tavares Joaquim Oliveira Fonseca Edição de programas de CN O sistema de controlo de uma máquina-ferramenta
2.7.2 Fichas de instrução 2.8 Dossier de fabricação para a maquinagem de peças mecânicas 2.9 Determinação do método de fabricação
 Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
Prefácio à 1ª edição Capítulo 1 Tecnologia dos equipamentos 1.1 A evolução dos métodos de fabrico 1.1.1 O aparecimento do controlo numérico 1.1.2 O que é o controlo numérico 1.1.3 O que é a programação
TORNEIRO MECÂNICO OPERAÇÃO
 DEFINIÇÃO: TORNEIRO MECÂNICO OPERAÇÃO ABRIR ROSCA MÚLTIPLA (EXTERNA E INTERNA) É abrir rosca na superfície externa ou interna do material, através de um sistema de divisões de avanço da ferramenta, que
DEFINIÇÃO: TORNEIRO MECÂNICO OPERAÇÃO ABRIR ROSCA MÚLTIPLA (EXTERNA E INTERNA) É abrir rosca na superfície externa ou interna do material, através de um sistema de divisões de avanço da ferramenta, que
Retirado da Apostila DIDATECH - Programação Fanuc21T OS CÓDIGOS DOS PROGRAMAS FORAM ALTERADOS CONFORME O SOFTWARE FANUCL - DENFORD
 Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
Estrutura do Programa C.N. Programa C.N. é a transformação do desenho da peça em códigos que são interpretados pelo comando. O programa C.N. é composto por uma seqüência finita de blocos que são memorizados
FURADEIRAS COM BASE MAGNÉTICA
 FURADEIRAS COM BASE MAGNÉTICA BASES MAGNÉTICAS BROCAS ANULARES 1 2 Você conhece as brocas A n u l a r e s? 3 Também chamadas de brocas copo ou brocas fresa, possuem enorme capacidade de corte! Devido ao
FURADEIRAS COM BASE MAGNÉTICA BASES MAGNÉTICAS BROCAS ANULARES 1 2 Você conhece as brocas A n u l a r e s? 3 Também chamadas de brocas copo ou brocas fresa, possuem enorme capacidade de corte! Devido ao
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA MACHOS DE ROSCAR São ferramentas de corte construídas de aço especial, com rosca similar a um parafuso, com três ou quatro ranhuras longitudinais. Um dos seus extremos
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA MACHOS DE ROSCAR São ferramentas de corte construídas de aço especial, com rosca similar a um parafuso, com três ou quatro ranhuras longitudinais. Um dos seus extremos
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC
 Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
Torno universal CNC Modelo TNG 42 Comando FANUC 0i-Mate TC Manual de Treinamento e Programação Edição Janeiro de 2007 ERGOMAT INDÚSTRIA E COMÉRCIO LTDA. Rua Arnaldo Magniccaro 364 - CEP 04691-902 - São
SINUMERIK. SINUMERIK 840D sl/840di sl/ 828D/802D sl Fresamento ISO. Fundamentos da programação. Comandos de deslocamento 2. Comandos de deslocamento
 Fundamentos da programação 1 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manual de programação Comandos de deslocamento
Fundamentos da programação 1 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manual de programação Comandos de deslocamento
v = velocidade média, m/s; a = aceleração média do corpo, m/s 2 ;
 1. Cinemática Universidade Estadual do Norte Fluminense Darcy Ribeiro Centro de Ciências e Tecnologias Agropecuárias - Laboratório de Engenharia Agrícola EAG 0304 Mecânica Aplicada Prof. Ricardo Ferreira
1. Cinemática Universidade Estadual do Norte Fluminense Darcy Ribeiro Centro de Ciências e Tecnologias Agropecuárias - Laboratório de Engenharia Agrícola EAG 0304 Mecânica Aplicada Prof. Ricardo Ferreira
Micrômetros para Medições de Rebordos de Latas
 Micrômetros para Medições de Rebordos de Latas Série 147 Para controle preciso da profundidade e espessura dos rebordos de latas. 147 103 Profundidade do rebordo (profundidade maior que 5 mm) Exatidão:
Micrômetros para Medições de Rebordos de Latas Série 147 Para controle preciso da profundidade e espessura dos rebordos de latas. 147 103 Profundidade do rebordo (profundidade maior que 5 mm) Exatidão:
SIMPRONC - SIMULADOR DE PROGRAMAS NC: EDIÇÃO E SIMULAÇÃO GRÁFICA/SIMPRONC - NC PROGRAM SIMULATOR: EDITION AND GRAPHIC SIMULATION
 SIMPRONC - SIMULADOR DE PROGRAMAS NC: EDIÇÃO E SIMULAÇÃO GRÁFICA/SIMPRONC - NC PROGRAM SIMULATOR: EDITION AND GRAPHIC SIMULATION Alberto José Álvares - alvares@enm.unb.br Fabricio Rossi Fernandes Lima
SIMPRONC - SIMULADOR DE PROGRAMAS NC: EDIÇÃO E SIMULAÇÃO GRÁFICA/SIMPRONC - NC PROGRAM SIMULATOR: EDITION AND GRAPHIC SIMULATION Alberto José Álvares - alvares@enm.unb.br Fabricio Rossi Fernandes Lima
> LINHA DE CENTROS DE USINAGEM SKYBULL
 > LINHA DE CENTROS DE USINAGEM COM GUIAS LINEARES, RAPIDEZ OPERACIONAL E ERGONOMIA FUNCIONAL COM GARANTIA DE PRECISÃO, REPETIBILIDADE E DESEMPENHO. > LINHA DE CENTROS DE USINAGEM SKYBULL > SKYBULL 600M
> LINHA DE CENTROS DE USINAGEM COM GUIAS LINEARES, RAPIDEZ OPERACIONAL E ERGONOMIA FUNCIONAL COM GARANTIA DE PRECISÃO, REPETIBILIDADE E DESEMPENHO. > LINHA DE CENTROS DE USINAGEM SKYBULL > SKYBULL 600M
CONHECIMENTOS ESPECÍFICOS TÉCNICO DE LABORATÓRIO MECÂNICA
 CONHECIMENTOS ESPECÍFICOS TÉCNICO DE LABORATÓRIO MECÂNICA 26. Considere o desenho abaixo: Dentre as vista apresentadas a seguir, qual representa corretamente a elevação (vista frontal)? a) b) c) d) e)
CONHECIMENTOS ESPECÍFICOS TÉCNICO DE LABORATÓRIO MECÂNICA 26. Considere o desenho abaixo: Dentre as vista apresentadas a seguir, qual representa corretamente a elevação (vista frontal)? a) b) c) d) e)
Profª Danielle Casillo
 UNIVERSIDADE FEDERAL RURAL DO SEMI-ÁRIDO CURSO: CIÊNCIA DA COMPUTAÇÃO Automação e Controle Aula 09 Linguagem LadderSistemas Profª Danielle Casillo Sistemas Os diagramas lógicos estudados anteriormente
UNIVERSIDADE FEDERAL RURAL DO SEMI-ÁRIDO CURSO: CIÊNCIA DA COMPUTAÇÃO Automação e Controle Aula 09 Linguagem LadderSistemas Profª Danielle Casillo Sistemas Os diagramas lógicos estudados anteriormente
Comando Numérico Computadorizado
 Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Comando Numérico Computadorizado Aula 02 Conceitos Iniciais, CAD/CAM/CAE Profa. Janaina Fracaro Objetivos: Aplicar os fundamentos das Máquinas de Comando Numérico, através de interpretação de desenhos
Metrologia Professor: Leonardo Leódido
 Metrologia Professor: Leonardo Leódido Sumário Definição Conceitos Básicos Classificação de Forma de Orientação de Posição Definição Tolerância pode ser definida como um intervalo limite no qual as imperfeições
Metrologia Professor: Leonardo Leódido Sumário Definição Conceitos Básicos Classificação de Forma de Orientação de Posição Definição Tolerância pode ser definida como um intervalo limite no qual as imperfeições
Precisão do fuso de esferas
 Precisão do ângulo de avanço A precisão do fuso de esferas no ângulo de avanço é controlado de acordo com os padrões JIS (JIS B 1192-1997). As classes de precisão C0 a C5 são defi nidas na linearidade
Precisão do ângulo de avanço A precisão do fuso de esferas no ângulo de avanço é controlado de acordo com os padrões JIS (JIS B 1192-1997). As classes de precisão C0 a C5 são defi nidas na linearidade
UNICAP Universidade Católica de Pernambuco Laboratório de Topografia de UNICAP - LABTOP Topografia 1. Erros e Tolerâncias
 UNICAP Universidade Católica de Pernambuco Laboratório de Topografia de UNICAP - LABTOP Topografia 1 Erros e Tolerâncias Recife, 2014 Técnicas de Levantamento Planimétrico A Poligonação é um dos métodos
UNICAP Universidade Católica de Pernambuco Laboratório de Topografia de UNICAP - LABTOP Topografia 1 Erros e Tolerâncias Recife, 2014 Técnicas de Levantamento Planimétrico A Poligonação é um dos métodos
SPRINT 20 5 SPRINT 32 5 SPRINT 32 8
 www.dmgmori.com Tornos automáticos CNC SPRINT 20 5 SPRINT 2 5 SPRINT 2 8 Máquina e técnica êêconceito Aplicações e peças Tecnologia de comando Dados técnicos SPRINT 20 5 / 2 5 / 2 8 Tornos automáticos
www.dmgmori.com Tornos automáticos CNC SPRINT 20 5 SPRINT 2 5 SPRINT 2 8 Máquina e técnica êêconceito Aplicações e peças Tecnologia de comando Dados técnicos SPRINT 20 5 / 2 5 / 2 8 Tornos automáticos
TECNOLOGIA HIDRÁULICA
 TECNOLOGIA HIDRÁULICA Situação problema 1 Tecnologia Hidráulica Analise a figura ao lado, estude o funcionamento da doca e projete um circuito hidráulico que atenda às necessidades da empresa: levantar
TECNOLOGIA HIDRÁULICA Situação problema 1 Tecnologia Hidráulica Analise a figura ao lado, estude o funcionamento da doca e projete um circuito hidráulico que atenda às necessidades da empresa: levantar
Roteiro aula prática nº 2 (de 13/08 a 16/08)
") Roteiro aula prática nº 2 (de 13/08 a 16/08) Título: Grandezas cinemáticas do processo de fresamento e geometria das ferramentas de corte Objetivo: reforçar os conceitos vistos na aula teórica referentes
Roteiro aula prática nº 2 (de 13/08 a 16/08) Título: Grandezas cinemáticas do processo de fresamento e geometria das ferramentas de corte Objetivo: reforçar os conceitos vistos na aula teórica referentes
INFRA-ESTRUTURA DE FÁBRICA E PRESTAÇÃO DE SERVIÇOS DE USINAGEM
 INFRA-ESTRUTURA DE FÁBRICA E PRESTAÇÃO DE SERVIÇOS DE USINAGEM Com uma área construída de mais de 20.000m 2, a FEZER conta com equipamentos de usinagem computadorizados e convencionais dos mais variados
INFRA-ESTRUTURA DE FÁBRICA E PRESTAÇÃO DE SERVIÇOS DE USINAGEM Com uma área construída de mais de 20.000m 2, a FEZER conta com equipamentos de usinagem computadorizados e convencionais dos mais variados
Fresando engrenagens cônicas com dentes retos
 A U A UL LA Fresando engrenagens cônicas com dentes retos Na aula passada, você aprendeu a fresar engrenagens cilíndricas com dentes helicoidais, utilizando a grade de engrenagens. Nesta aula você vai
A U A UL LA Fresando engrenagens cônicas com dentes retos Na aula passada, você aprendeu a fresar engrenagens cilíndricas com dentes helicoidais, utilizando a grade de engrenagens. Nesta aula você vai
Prof. Neckel FÍSICA 1 PROVA 1 TEMA 2 PARTE 1 PROF. NECKEL POSIÇÃO. Sistema de Coordenadas Nome do sistema Unidade do sistema 22/02/2016.
 FÍSICA 1 PROVA 1 TEMA 2 PARTE 1 PROF. NECKEL Cinemática 1D POSIÇÃO Sistema de Coordenadas Nome do sistema Unidade do sistema Reta numérica real com origem Crescimento para direita, decrescimento para esquerda
FÍSICA 1 PROVA 1 TEMA 2 PARTE 1 PROF. NECKEL Cinemática 1D POSIÇÃO Sistema de Coordenadas Nome do sistema Unidade do sistema Reta numérica real com origem Crescimento para direita, decrescimento para esquerda
Plano de Trabalho Docente 2015. Ensino Técnico
 Plano de Trabalho Docente 2015 Ensino Técnico ETEC Monsenhor Antônio Magliano Código: 088 Município: Garça Área Profissional: Indústria Habilitação Profissional: Técnica de Nível Médio de Técnico em Mecatrônica
Plano de Trabalho Docente 2015 Ensino Técnico ETEC Monsenhor Antônio Magliano Código: 088 Município: Garça Área Profissional: Indústria Habilitação Profissional: Técnica de Nível Médio de Técnico em Mecatrônica
Engrenagens IV. Para grandes problemas, grandes soluções. Cálculo para engrenagem cônica
 A UU L AL A Engrenagens IV Para grandes problemas, grandes soluções. Por exemplo: qual a saída para o setor de projeto e construção de uma empresa em que o setor de usinagem necessita fazer a manutenção
A UU L AL A Engrenagens IV Para grandes problemas, grandes soluções. Por exemplo: qual a saída para o setor de projeto e construção de uma empresa em que o setor de usinagem necessita fazer a manutenção
Resistência dos Materiais
 Aula 4 Deformações e Propriedades Mecânicas dos Materiais Tópicos Abordados Nesta Aula Estudo de Deformações, Normal e por Cisalhamento. Propriedades Mecânicas dos Materiais. Coeficiente de Poisson. Deformação
Aula 4 Deformações e Propriedades Mecânicas dos Materiais Tópicos Abordados Nesta Aula Estudo de Deformações, Normal e por Cisalhamento. Propriedades Mecânicas dos Materiais. Coeficiente de Poisson. Deformação
Furadeiras. Furadeiras
 55 tipo pistola Ideal para todas as tarefas de furação de carácter geral na indústria e manutenção Capacidade de furação até 13 mm (1/2 ) diâ. (em aço) Melhor punho ergonômico Punho lateral para suporte
55 tipo pistola Ideal para todas as tarefas de furação de carácter geral na indústria e manutenção Capacidade de furação até 13 mm (1/2 ) diâ. (em aço) Melhor punho ergonômico Punho lateral para suporte
PRÁTICA DE OFICINA AULA 04-2015-1 3.3 Filetar (abrir roscas no torno) ABERTURA DE ROSCAS parte 2 3.3.1 Introdução
 ABERTURA DE ROSCAS parte 2 3.3.1 Introdução") 1 PRÁTICA DE OFICINA AULA 04-2015-1 3.3 Filetar (abrir roscas no torno) ABERTURA DE ROSCAS parte 2 3.3.1 Introdução (a) (b) Fig. 3.7 Roscas com ferramenta de filetar (a) externa (b) interna. Para filetar
1 PRÁTICA DE OFICINA AULA 04-2015-1 3.3 Filetar (abrir roscas no torno) ABERTURA DE ROSCAS parte 2 3.3.1 Introdução (a) (b) Fig. 3.7 Roscas com ferramenta de filetar (a) externa (b) interna. Para filetar
REVOLUÇÃO EM CORTE DE MADEIRA
 REVOLUÇÃO EM CORTE DE MADEIRA Única com Alta Tensão de Serra (180 N/mm²) Maior estabilidade de corte Precisão Maior economia de madeira Baixo kerf Maior velocidade de avanço Produtividade Menor tempo de
REVOLUÇÃO EM CORTE DE MADEIRA Única com Alta Tensão de Serra (180 N/mm²) Maior estabilidade de corte Precisão Maior economia de madeira Baixo kerf Maior velocidade de avanço Produtividade Menor tempo de
Programação de Máquinas CNC
 Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
Programação de Máquinas CNC CONSIDERAÇÕES GERAIS O que significa CNC? C= Comando N= Numérico C= Computadorizado O que é Comando Numérico? O Comando Numérico (CN) é um equipamento eletrônico capaz de receber
Engrenagens VI. O supervisor da área de controle de qualidade. Conceituação
 A UU L AL A Engrenagens VI O supervisor da área de controle de qualidade e projetos de uma empresa observou que algumas peças, fabricadas no setor de usinagem, apresentavam problemas. Isso significava
A UU L AL A Engrenagens VI O supervisor da área de controle de qualidade e projetos de uma empresa observou que algumas peças, fabricadas no setor de usinagem, apresentavam problemas. Isso significava
ENGENHOS DE FURAR DE COLUNA
 ENGENHOS DE FURAR DE COLUNA F12-921 Engenho de furar de pequena dimensão. Ideal para todo o tipo de trabalhos de furação. Distância entre a bucha e a coluna de 104 mm. Capacidade da bucha de auto-aperto
ENGENHOS DE FURAR DE COLUNA F12-921 Engenho de furar de pequena dimensão. Ideal para todo o tipo de trabalhos de furação. Distância entre a bucha e a coluna de 104 mm. Capacidade da bucha de auto-aperto
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC
 TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
TREINAMENTO PARA TORNO CNC SERIE SKT E KIT COMANDOS FANUC - 1 - Revisão 1 22/07/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou
Parte 2 Programação Manual de Centro de Usinagem CNC
 Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
Universidade Federal de Itajubá - UNIFEI Instituto de Engenharia de Produção e Gestão (IEPG) EME005 Tecnologia de Fabricação IV Parte 2 Programação Manual de Centro de Usinagem CNC Prof. José Hamilton
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC
 ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
ROMI MANUAL DE PROGRAMAÇÃO E OPERAÇÃO LINHA ROMI D CNC FANUC 0I - MC T22182C INDÚSTRIAS ROMI S/A DIVISÃO DE COMERCIALIZAÇÃO: Rua Coriolano, 710 Lapa 05047-900 São Paulo - SP - Brasil Fone (11) 3873-3388
Proteo PC. Manual de Programação do CNC. Edição: Abril de 2016, Revisão A
 Proteo PC Manual de Programação do CNC Edição: Abril de 2016, Revisão A Revision History Revision Remarks 04/2016 Rev A Primeira revisão do manual de programação do CNC Proteo. Manual de Programação do
Proteo PC Manual de Programação do CNC Edição: Abril de 2016, Revisão A Revision History Revision Remarks 04/2016 Rev A Primeira revisão do manual de programação do CNC Proteo. Manual de Programação do
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes
 Divisão Máquinas Operatrizes") PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
PROGRAMA (BÁSICO) Divisão Máquinas Operatrizes 1-Sistema de Coordenadas & N o Ferramenta Sistema de Coordenadas N o Ferramenta Hanwha TechM 2 2-Dois Sistemas de Controle Hanwha TechM 3 3-Bloco,Palavra,Endereço
www.allpresse.com.br UNIDADE DE FECHAMENTO
 UNIDADE DE FECHAMENTO Este sistema foi projetado através da tecnologia de CAD / CAE por análise estrutural de elementos finitos, resultando em componentes com uma relação peso / robustez mais adequada,
UNIDADE DE FECHAMENTO Este sistema foi projetado através da tecnologia de CAD / CAE por análise estrutural de elementos finitos, resultando em componentes com uma relação peso / robustez mais adequada,
Acesse: http://fuvestibular.com.br/
 Por dentro do torneamento Quando estudamos a história do homem, percebemos facilmente que os princípios de todos os processos de fabricação são muito antigos. Eles são aplicados desde que o homem começou
Por dentro do torneamento Quando estudamos a história do homem, percebemos facilmente que os princípios de todos os processos de fabricação são muito antigos. Eles são aplicados desde que o homem começou
Experiência 01: ACIONAMENTO DE MOTORES COM O INVERSOR DE FREQUÊNCIA. Objetivo Geral: - Acionar um motor elétrico através de um inversor de frequência.
 ( ) Prova ( ) Prova Semestral ( ) Exercícios ( ) Prova Modular ( ) Segunda Chamada ( ) Exame Final ( ) Prática de Laboratório ( ) Aproveitamento Extraordinário de Estudos Nota: Disciplina: Turma: Aluno
( ) Prova ( ) Prova Semestral ( ) Exercícios ( ) Prova Modular ( ) Segunda Chamada ( ) Exame Final ( ) Prática de Laboratório ( ) Aproveitamento Extraordinário de Estudos Nota: Disciplina: Turma: Aluno
CURSO PROGRAMAÇÃO CNC TORNO
 CURSO DE PROGRAMAÇÃO CNC TORNO HELMO DA RÓS 1 Í N D I C E HISTÓRICO... pág. 03 MATEMÁTICA APLICADA... pág. 04 EIXOS CARTESIANOS... pág. 04 TRIGONOMETRIA E GEOMETRIA PLANA BÁSICA... pág. 12 PRÉ-REQUISITOS
CURSO DE PROGRAMAÇÃO CNC TORNO HELMO DA RÓS 1 Í N D I C E HISTÓRICO... pág. 03 MATEMÁTICA APLICADA... pág. 04 EIXOS CARTESIANOS... pág. 04 TRIGONOMETRIA E GEOMETRIA PLANA BÁSICA... pág. 12 PRÉ-REQUISITOS
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações:
 PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
PROCEDIMENTO PARA FACEAMENTO POR FRESAMENTO FRONTAL. Considerações: O faceamento pode ser realizado em centros de usinagem pelo processo de fresamento frontal. Idealmente, essa operação deve ser realizada
Os eixo x e y dividem a circunferência em quatro partes congruentes chamadas quadrantes, numeradas de 1 a 4 conforme figura abaixo:
 Circunferência Trigonométrica É uma circunferência de raio unitário orientada de tal forma que o sentido positivo é o sentido anti-horário. Associamos a circunferência (ou ciclo) trigonométrico um sistema
Circunferência Trigonométrica É uma circunferência de raio unitário orientada de tal forma que o sentido positivo é o sentido anti-horário. Associamos a circunferência (ou ciclo) trigonométrico um sistema
TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA
 TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA - 1 - Revisão 1 22/02/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro
TREINAMENTO PARA CENTRO DE USINAGEM HYUNDAI KIA - 1 - Revisão 1 22/02/2007 Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro
2 - A rosca em que o filete de perfil tem forma triangular, denomina-se rosca: a) ( ) redonda; b) ( ) quadrada; c) (x) triangular.
 ( ) redonda; b) ( ) quadrada; c) (x) triangular.") Lista de exercícios 1 - PARAFUSOS Marque com um X a resposta correta. 1 - Uma característica do parafuso é que todos eles apresentam: a) ( ) pinos; b) (x) roscas; c) ( ) arruelas. 2 - A rosca em que o
Lista de exercícios 1 - PARAFUSOS Marque com um X a resposta correta. 1 - Uma característica do parafuso é que todos eles apresentam: a) ( ) pinos; b) (x) roscas; c) ( ) arruelas. 2 - A rosca em que o
A. Equações não lineares
 A. Equações não lineares 1. Localização de raízes. a) Verifique se as equações seguintes têm pelo menos uma solução nos intervalos dados: i) (x - 2) 2 ln(x) = 0, em [1, 2] e [e, 4]. ii) 2 x cos(x) (x 2)
A. Equações não lineares 1. Localização de raízes. a) Verifique se as equações seguintes têm pelo menos uma solução nos intervalos dados: i) (x - 2) 2 ln(x) = 0, em [1, 2] e [e, 4]. ii) 2 x cos(x) (x 2)
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO Série SKT & KIT Fanuc Série oi Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em
Rodas Laminadas para Acabamento Rodas Laminadas para Remoção de Rebarbas Leves Scotch-Brite Industrial
 3 Rodas Laminadas para Acabamento Rodas Laminadas para Remoção de Rebarbas Leves Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 6 Introdução: As Rodas Laminadas
3 Rodas Laminadas para Acabamento Rodas Laminadas para Remoção de Rebarbas Leves Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 6 Introdução: As Rodas Laminadas
Conjuntos mecânicos II
 A UU L AL A Conjuntos mecânicos II Nesta aula trataremos de outro assunto também relacionado a conjuntos mecânicos: o desenho de conjunto. Introdução Desenho de conjunto Desenho de conjunto é o desenho
A UU L AL A Conjuntos mecânicos II Nesta aula trataremos de outro assunto também relacionado a conjuntos mecânicos: o desenho de conjunto. Introdução Desenho de conjunto Desenho de conjunto é o desenho
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
NBR 7584 (1995) Concreto endurecido Avaliação da dureza superficial pelo esclerômetro de reflexão
 Concreto endurecido Avaliação da dureza superficial pelo esclerômetro de reflexão") NBR 7584 (1995) Concreto endurecido Avaliação da dureza superficial pelo esclerômetro de reflexão Objetivo Esta Norma prescreve o método para avaliação da dureza superficial do concreto endurecido pelo
NBR 7584 (1995) Concreto endurecido Avaliação da dureza superficial pelo esclerômetro de reflexão Objetivo Esta Norma prescreve o método para avaliação da dureza superficial do concreto endurecido pelo
Questões de Provas Antigas (P2)
") Questões de Provas Antigas (P2) CNC (1-15) ROBÓTICA (16-18) TECNOLOGIA DE GRUPO (19-23) CNC Questão 1 (P2 214.1 B1) Explique em poucas palavras como um software de CAM poderia ser usado para aproveitar
Questões de Provas Antigas (P2) CNC (1-15) ROBÓTICA (16-18) TECNOLOGIA DE GRUPO (19-23) CNC Questão 1 (P2 214.1 B1) Explique em poucas palavras como um software de CAM poderia ser usado para aproveitar
MANUAL DE OPERAÇÃO MANUTENÇÃO DOSADOR MICRO-ESFERA E MOTOR DE PASSO
 MANUAL DE OPERAÇÃO E MANUTENÇÃO DOSADOR MICRO-ESFERA E MOTOR DE PASSO MODELO: N O DE SÉRIE: FABRICAÇÃO: / / 1 INTRODUÇÃO É com grande satisfação que a INEAL ALIMENTADORES LTDA coloca mais um equipamento
MANUAL DE OPERAÇÃO E MANUTENÇÃO DOSADOR MICRO-ESFERA E MOTOR DE PASSO MODELO: N O DE SÉRIE: FABRICAÇÃO: / / 1 INTRODUÇÃO É com grande satisfação que a INEAL ALIMENTADORES LTDA coloca mais um equipamento
Acesse: http://fuvestibular.com.br/
 Vai uma raspadinha aí? Na aula anterior você aprendeu que existem operações de usinagem na indústria mecânica que, pela quantidade de material a ser retirado, têm que ser necessariamente feitas com o auxílio
Vai uma raspadinha aí? Na aula anterior você aprendeu que existem operações de usinagem na indústria mecânica que, pela quantidade de material a ser retirado, têm que ser necessariamente feitas com o auxílio
CINEMÁTICA DO PONTO MATERIAL
 1.0 Conceitos CINEMÁTICA DO PONTO MATERIAL Cinemática é a parte da Mecânica que descreve os movimentos. Ponto material é um corpo móvel cujas dimensões não interferem no estudo em questão. Trajetória é
1.0 Conceitos CINEMÁTICA DO PONTO MATERIAL Cinemática é a parte da Mecânica que descreve os movimentos. Ponto material é um corpo móvel cujas dimensões não interferem no estudo em questão. Trajetória é
PLOTTER CNC PARA CONFECÇÃO DE PLACAS DE CIRCUITO IMPRESSO RESUMO
 PLOTTER CNC PARA CONFECÇÃO DE PLACAS DE CIRCUITO IMPRESSO Clecio Jung1; Ricardo Kerschbaummer2 RESUMO O tema principal deste projeto consiste em construir um Plotter CNC capaz de desenhar em placas de
PLOTTER CNC PARA CONFECÇÃO DE PLACAS DE CIRCUITO IMPRESSO Clecio Jung1; Ricardo Kerschbaummer2 RESUMO O tema principal deste projeto consiste em construir um Plotter CNC capaz de desenhar em placas de
Aparelhos de Laboratório de Electrónica
 Aparelhos de Laboratório de Electrónica Este texto pretende fazer uma introdução sucinta às características fundamentais dos aparelhos utilizados no laboratório. As funcionalidades descritas são as existentes
Aparelhos de Laboratório de Electrónica Este texto pretende fazer uma introdução sucinta às características fundamentais dos aparelhos utilizados no laboratório. As funcionalidades descritas são as existentes
Avaliação e Desempenho Aula 1 - Simulação
 Avaliação e Desempenho Aula 1 - Simulação Introdução à simulação Geração de números aleatórios Lei dos grandes números Geração de variáveis aleatórias O Ciclo de Modelagem Sistema real Criação do Modelo
Avaliação e Desempenho Aula 1 - Simulação Introdução à simulação Geração de números aleatórios Lei dos grandes números Geração de variáveis aleatórias O Ciclo de Modelagem Sistema real Criação do Modelo
Capítulo 6 ESCALAS E DIMENSIONAMENTO
 Capítulo 6 ESCALAS E DIMENSIONAMENTO Introdução Ainda que o principal objetivo deste livro seja preparar para a leitura e interpretação de desenho técnico, é necessário abordar os princípios básicos de
Capítulo 6 ESCALAS E DIMENSIONAMENTO Introdução Ainda que o principal objetivo deste livro seja preparar para a leitura e interpretação de desenho técnico, é necessário abordar os princípios básicos de
CENTROS DE USINAGEM VERTICAIS. Romi D 600 Romi D 800
 CENTROS DE USINAGEM VERTICAIS Romi D 600 Romi D 800 Flexibilidade de trabalho para múltiplas aplicações, com um significativo aumento de produtividade e lucratividade Os Centros de Usinagem Verticais da
CENTROS DE USINAGEM VERTICAIS Romi D 600 Romi D 800 Flexibilidade de trabalho para múltiplas aplicações, com um significativo aumento de produtividade e lucratividade Os Centros de Usinagem Verticais da
Aula 4-Movimentos,Grandezas e Processos
 Movimentos de Corte Os movimentos entre ferramenta e peça durante a usinagem são aqueles que permitem a ocorrência do processo de usinagem.convencionalmente se supõe a peça parada e todo o movimento sendo
Movimentos de Corte Os movimentos entre ferramenta e peça durante a usinagem são aqueles que permitem a ocorrência do processo de usinagem.convencionalmente se supõe a peça parada e todo o movimento sendo
EME005 - Tecnologia de Fabricação IV Fresamento CNC 4
 UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 4 Compensação do raio da ferramenta Aula 11 Prof. José Hamilton Chaves Gorgulho Júnior Compensação de raio da ferramenta Compensação de raio da
UNIFEI EME005 - Tecnologia de Fabricação IV Fresamento CNC 4 Compensação do raio da ferramenta Aula 11 Prof. José Hamilton Chaves Gorgulho Júnior Compensação de raio da ferramenta Compensação de raio da
2 Limites e Derivadas. Copyright Cengage Learning. Todos os direitos reservados.
 2 Limites e Derivadas Copyright Cengage Learning. Todos os direitos reservados. 2.7 Derivadas e Taxas de Variação Copyright Cengage Learning. Todos os direitos reservados. Derivadas e Taxas de Variação
2 Limites e Derivadas Copyright Cengage Learning. Todos os direitos reservados. 2.7 Derivadas e Taxas de Variação Copyright Cengage Learning. Todos os direitos reservados. Derivadas e Taxas de Variação
Índice. Especificações Técnicas...3 Instalação...3 Impacta 16 e 68... 3 Impacta 94, 140 e 220... 4
 guia de instalação Índice Especificações Técnicas...3 Instalação...3 Impacta 16 e 68... 3 Impacta 94, 140 e 220... 4 Programação...4 Categoria de acesso ao correio... 4 Desvios para correio... 4 Senha
guia de instalação Índice Especificações Técnicas...3 Instalação...3 Impacta 16 e 68... 3 Impacta 94, 140 e 220... 4 Programação...4 Categoria de acesso ao correio... 4 Desvios para correio... 4 Senha
Manual de Programação - CNC Proteo
 MCS Engenharia Manual de Programação - CNC Proteo ÍNDICE Introdução... 5 1 - Programação ISO... 6 1.1 - Coordenadas absolutas / incrementais (G90 / G91)... 6 1.2 - Origens: Absoluta (G53), Peca (G54 a
MCS Engenharia Manual de Programação - CNC Proteo ÍNDICE Introdução... 5 1 - Programação ISO... 6 1.1 - Coordenadas absolutas / incrementais (G90 / G91)... 6 1.2 - Origens: Absoluta (G53), Peca (G54 a
Programação de Computadores I. Linguagem C Função
 Linguagem C Função Prof. Edwar Saliba Júnior Fevereiro de 2011 Unidade 07 Função 1 Conceitos As técnicas de programação dizem que, sempre que possível, evite códigos extensos, separando o mesmo em funções,
Linguagem C Função Prof. Edwar Saliba Júnior Fevereiro de 2011 Unidade 07 Função 1 Conceitos As técnicas de programação dizem que, sempre que possível, evite códigos extensos, separando o mesmo em funções,
Objetivos da disciplina:
 Aplicar e utilizar princípios de metrologia em calibração de instrumentos e malhas de controle. Objetivos da disciplina: Aplicar e utilizar princípios de metrologia calibração de instrumentos e malhas
Aplicar e utilizar princípios de metrologia em calibração de instrumentos e malhas de controle. Objetivos da disciplina: Aplicar e utilizar princípios de metrologia calibração de instrumentos e malhas
Caderno de Exercícios Aluno Comando Siemens. Índice
 Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Índice Relação das Ferramentas no Magazine da Máquina... 3 Exercício de Programação Fresamento CNC 01... 4 Exercício de Programação Fresamento CNC 02... 6 Exercício de Programação Fresamento CNC 03...
Para cada partícula num pequeno intervalo de tempo t a percorre um arco s i dado por. s i = v i t
 Capítulo 1 Cinemática dos corpos rígidos O movimento de rotação apresenta algumas peculiaridades que precisam ser entendidas. Tem equações horárias, que descrevem o movimento, semelhantes ao movimento
Capítulo 1 Cinemática dos corpos rígidos O movimento de rotação apresenta algumas peculiaridades que precisam ser entendidas. Tem equações horárias, que descrevem o movimento, semelhantes ao movimento
GUINDASTE PARA TERRENO ACIDENTADO SANY SRC 885. A qualidade transforma o mundo
 GUINDASTE PARA TERRENO ACIDENTADO SANY SRC 885 A qualidade transforma o mundo PÁGINA 1 GUINDASTE PARA TERRENO ACIDENTADO SRC885 CENTRO DE FABRICAÇÃO DE GUINDASTE MÓVEL DE CLASSE MUNDIAL O novo parque
GUINDASTE PARA TERRENO ACIDENTADO SANY SRC 885 A qualidade transforma o mundo PÁGINA 1 GUINDASTE PARA TERRENO ACIDENTADO SRC885 CENTRO DE FABRICAÇÃO DE GUINDASTE MÓVEL DE CLASSE MUNDIAL O novo parque