O material aqui apresentado poderá ser parcialmente ou totalmente copiado. Poderá também ser editado para montagem de outras apresentações, porém em
|
|
|
- Júlio César Lancastre Branco
- 8 Há anos
- Visualizações:
Transcrição
1 MINI CURSO METALURGIA DO PÓ (M/P): MÓDULO 2 Rev AGENDA: MERCADO CARACTERÍSTICAS E PROPRIEDADES DO SINTERIZADO PORQUE USAR SINTERIZADOS? EXEMPLOS COMPARAÇÃO COM PROCESSOS CONCORRENTES RECOMENDAÇÕES BÁSICAS DE PROJETO O material aqui apresentado poderá ser parcialmente ou totalmente copiado. Poderá também ser editado para montagem de outras apresentações, porém em todos os casos o nome e/ou logotipo do autor deverão ser preservados. A identificação da Recompó - Rede Cooperativa da Metalurgia do Pó também deverá ser citada como fonte do material apresentado. M. PALLINI - METALDYNE 1

2 HISTÓRIA DO USO DOS METAIS Cobre A imagem não pode ser exibida. Talvez o computador não tenha memória suficiente para abrir a imagem ou talvez ela esteja corrompida. Reinicie o computador e abra o arquivo novamente. Se ainda assim aparecer o x vermelho, poderá ser necessário excluir a imagem e inseri-la novamente. Em 7700 anos somente 12 Metais eram usados Ferro Chumbo Mercúrio M/P ~ AC 5000AC 4000AC 3000AC 2000AC 1000AC Ouro Prata Estanho Um total de 24 Metais Foram descobertos até 1800 Imagem cedida por Metaldyne 2

3 MERCADO 3

4 VENDA DE PÓ DE FERRO POR REGIÃO EM % 14% 2% 17% 22% 39% 2% Total toneladas Europa América do Sul América do Norte Japão Coréia Índia China Ferro & Aço Convencional Pós de Ferro & Ferro ligado Fonte: - Höganäs AB 2007

5 UTILIZAÇÃO DE SINTERIZADOS NO MUNDO EM 2008 Motores/Controladores Industriais, hidráulica 5% Hardware 2% Eletrodomésticos 6% Equipamentos Escritório 2% Recreação,Hobby, Ferr. Manuais 12% Outros 5% Automotivo 68% Fonte: Metaldyne 5

6 UTILIZAÇÃO DE SINTERIZADOS NO BRASIL 2008 [2] 2% Autom otivo 1% 26% Ferram entas elétricas Motocicletas 70% Utilidades dom ésticas [1] 2% Outros UTILIZAÇÃO DE SINTERIZADOS NA CHINA % 10% 21% 11% Automotivo Motocicletas Ferramentas elétricas Máquinas e agricultura Utilidades domésticas 24% Buchas 22% [1] Utilidades domésticas inclui compressores herméticos [2] Dados obtidos de sinterizadores Fonte: - Höganäs Brasil 6

7 PEÇAS SINTERIZADAS EM CARROS (1995 ) 2009 (15) 22 kg (6) 12 kg (5) 10 kg Automotivo 70% (3,5) 6 kg A grande diferença na América do Norte é o uso intensivo de peças sinterizadas em câmbios automáticos. Fonte: Metaldyne / MPIF / EPMA / Höganäs AB

8 CLASSIFICAÇÃO DOS SINTERIZADOS PERANTE O MERCADO DESEMPENHO ESTRUTURAL ULTRAPASSADOS Bielas Planetários Polias Comp. Susp. Carcaças Inj. EGR Mancal Girab. Engrenagens Flanges Comp. Direção Pinhões Pivô Variador fase Oil Jet Produtos convertidos de fundidos ou usinados Anéis sensores Cubos Produtos Engenheirados APÓS ALGUNS ANOS... Miscelânia Feitos sob desenho, muito tempo no mercado (commodities) Fonte: Metaldyne

9 UTILIZAÇÃO DE SINTERIZADOS EM UM CARRO ATUAL COMPONENTES DE AÇO EM GERAL -Armações do air bag -Induzido e estatores de motores elétricos -Placa base da válvula EGR -Pinhões do levantador de vidros - Arruela do EGR -Núcleo da válvula EGR -Carcaça da válvula EGR -Carcaça do sistema cruise control -Anéis controladores de fluxo de ar condicionado ASSENTOS -Alavancas de ajuste -Lingüetas da trava -Mecanismo reclinagem espaçadores SUSPENSÃO -Guia da haste -Válvula de compressão -Cilindros -Pistões -Espaçadores -Placa de orifícios FREIOS -Anéis sensores ABS -Porca de ajuste -Ajustadores -Trava de freio cilindro mestre -Pistões -Insertos do induzido -Estatores -Induzidos -Acionadores -Carcaça de engrenagens DIREÇÃO -Colar da coluna de direção -Engrenagem da coluna de direção -Placa terminal -Alavanca de regulagem da altura do volante -Tampa do mancal de rolamento -Corpo da válvula tampa LIMPADORES DE PARABRISA -Acionamento -Trava excêntrica -Retentores TRANSMISSÃO -Anéis sincronizadores -Chavetas de retenção -Cubo conversor de torque -Pinhões -Engrenagem planetária -Polia dentada de tração -Trava de estacionamento MOTORES -Pinhões do planetário (motor de partida) -Sapata polar (motor de partida) -Núcleos magnéticos para bobinas de ignição -Placa de controle de emissões -Buchas para balancins -Engrenagens VVT -Tampa do eixo de comando das válvulas -Carcaça de válvulas de injeção de combustível -Espaçador de injetores de combustível -Núcleo magnético -Chave magnética (motor de partida) -Buchas e placas para ventiladores (sistema de arrefecimento) -Bielas -Mancais de girabrequim e eixo de comando de válvulas -Sensores de fase cames -Guia e assento de válvula

10 CARACTERÍSTICAS E PROPRIEDADES DO SINTERIZADO 10

11 PROCESSOS DA METALURGIA DO PÓ ADEQUAÇÃO ÀS APLICAÇÕES Microestrutura Composição Química Rota de Fabricação Compactação (C, WC, SWC, HIP) Laminação Extrusão Injeção Aspersão Densidade Dutilidade Magnetismo MISTURA DE PÓS PROCESSAMENTO PROPRIEDADES EQUIPAMENTOS DE PRODUÇÃO ENSAIOS Tamanho Forma Empacotamento Sinterização (C, SH, HTS) Forjamento Resistência Condutividade Microestrutura Fonte: P/M Science R.M. German 11
 Forjamento Resistência Condutividade Microestrutura Fonte: P/M")
12 METALURGIA DO PÓ (M/P) CONVENCIONAL - FLUXOGRAMA DE PROCESSO Imagem EPMA traduzida por Cofap-M. Marelli 12

13 A densidade tem papel fundamental nas propriedades dos aços sinterizados; O carbono é o elemento de liga mais comum, e como nos aços trabalhados, o mais efetivo no aumento da tensão de escoamento e ruptura. Fonte: PM School Höganäs 13

14 INFLUÊNCIA DOS ELEMENTOS DE LIGA E PROCESSAMENTO NA VARIAÇÃO DIMENSIONAL

15 INFLUÊNCIA DOS ELEMENTOS DE LIGA NA RESISTÊNCIA À TRAÇÃO

16 COMPARAÇÃO DE DESEMPENHO ENTRE DIVERSOS MATERIAIS AUMENTO DO DESEMPENHO MECÂNICO AÇO CONVENCIONAL MIM COMPONENTES DE ALTA RESISTÊNCIA (2C2S / SWC / WC / SH) METALURGIA DO PÓ CONVENCIONAL (CS) AÇOS FERRAMENTA METAL DURO SINTERIZADO FORJAD0 MANCAIS FILTROS O DESEMPENHO TEM LIGAÇÃO DIRETA COM A DENSIDADE ALUMÍNIO PLÁSTICO AUMENTO DA DENSIDADE Fonte: Workshop Grupo Setorial Sinterizadores 16

17 EVOLUÇÃO DAS APLICAÇÕES DOS SINTERIZADOS (>7,5 g/cc) (Sinter Forjado 7,8 g/cc) (<6,0 g/cc) Fonte: Workshop Grupo Setorial Sinterizadores, atualizado Pallini 17

18 DUREZA APARENTE VS. DUREZA DE PARTÍCULA Material Sólido: No ensaio de dureza HRC o indentador penetra em uma matriz sólida. Materiais Sinterizados: O indentador HRC penetra na matriz e nos poros. O resultado da dureza é a média entre as duas regiões (dureza aparente); Usando teste de micro dureza HV0,1, a dureza de partícula é medida. Convertendo-a podemos estimar a real dureza HRC. HRC Exemplo de Conversão de Micro dureza para HRC 50 HRC APARENTE 36 HRC APARENTE HV0.1 HRC ,6 6,8 7,0 7,2 7,4 7,6 7,8 Density - g/cc

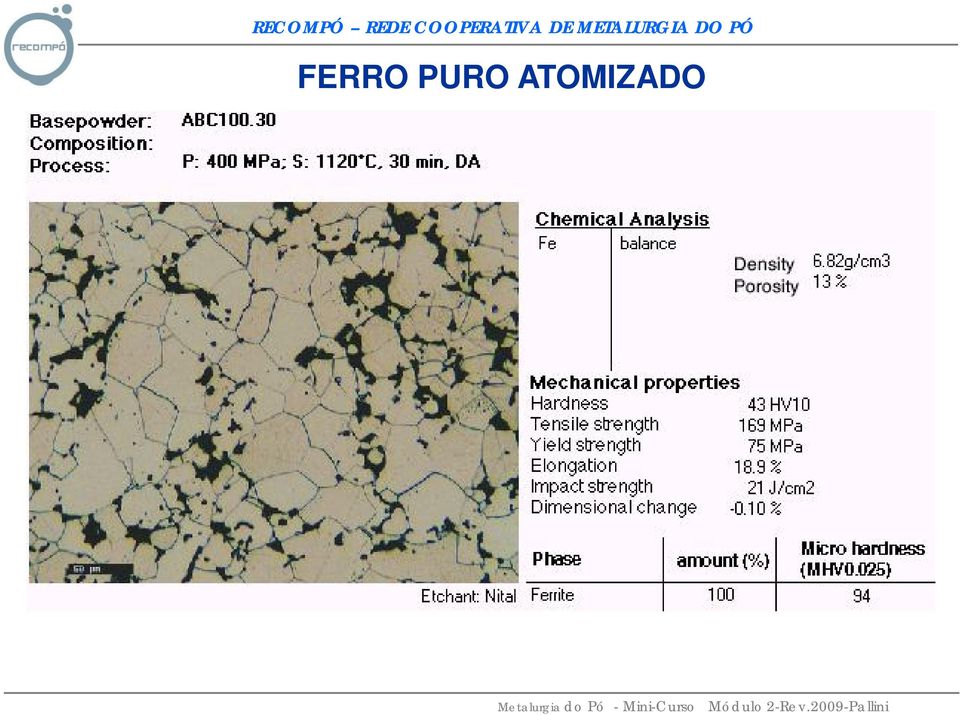
19 FERRO PURO ATOMIZADO
20 AÇO CARBONO SINTERIZADO Atz. Fe-0,2%C / 7,15g/cc Atz.Fe-0,5%C / 7,10g/cc

21 AÇO SINTERIZADO COM CARBONO E COBRE ADICIONADOS Atz. Fe-2%Cu / 7,05g/cc Atz. Fe-4%Cu-0,6%C / 6,88g/cc
22 AÇO SINTERIZADO PRÉ LIGADO AO MOLIBDÊNIO COM ADIÇÕES DE CARBONO E COBRE *
23 AÇO SINTERIZADO LIGADO AO Ni/Cu/Mo POR DIFUSÃO COM ADIÇÃO DE CARBONO *
24 AÇO SINTERIZADO PRÉ LIGADO AO Ni/Cu/Mo POR DIFUSÃO COM ADIÇÃO DE CARBONO, TEMPERADO E REVENIDO * DENSIDADE: 7,18 g/cc Fe-1,5%Cu-1,8%Ni-0,5%C DUREZA APARENTE: 40 HRC DUREZA PARTÍCULA: 800 HV0,1
25 FERRO PURO ATOMIZADO COM ADIÇÃO DE Fe 3 P Atz. Fe-0,45%P / 7,13g/cc Dureza Aparente= 55 HRB Energia de Impacto= 80 J Hc = 120 A/m Bmax = 1,3 T µ = >3000
26 AÇO INOX 316L SINTERIZADO (TODOS ELEMENTOS PRÉ LIGADOS)
27 Resistência à Tração - MPa RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Comparação de Resistência Mat. Convencional vs. M/P Fe Speed Steel Alloy Steel Carbon Steel Nodular Iron Gray Iron OBS: Aços ferramenta sinterizados apresentam resistência superior aos convencionais! 6,2 6,4 6,6 6,8 7,0 7,2 7,4 7,6 7,8 Sinterizado Convencional Densidade g/cc Fonte: Ames / Atualização Pallini 27
28 PORQUE USAR SINTERIZADOS? 28
29 O QUE A M/P PODE OFERECER? Near net shape Tolerância dimensional Otimização do uso de material Menor Custo Acabamento superficial Flexibilidade de ligas Capabilidade de Processo Redução de peso Redução/eliminação de usinagem Fontes: Paper SAE
30 RAZÕES PARA USAR M/P Econômicas: Um componente sinterizado com qualidade comparável a um fundido ou trabalhado normalmente é mais barato que estes. M/P tipicamente usa mais de 97% da matéria prima original na peça acabada; Produz peças com excelente acabamento superficial; M/P é adequada a componentes com alto volume de consumo (permite automação), com formas intrincadas, com tolerâncias dimensionais fechadas; Apresenta consistência de processo (alto Cpk), e consequentemente baixo scrap; Peças sinterizadas tem bom desempenho em aplicações críticas de longa duração. Fonte: EPMA e P/M Science 30
31 APLICAÇÕES: Peças estruturais fabricadas com aço sinterizado (motor, câmbio, motor de partida, levantadores de vidro, amortecedores, etc...)
32 APLICAÇÕES: Compressores herméticos Pistões, Placas de Válvula, Bielas e Contra-Pesos fabricados com aços sinterizados
33 RAZÕES PARA USAR M/P Processo Único: Permite as mais variadas combinações de elementos químicos (ligas) e consequentemente microestruturas; Provê controle da porosidade, adequadas para aplicações como filtros (baixíssima densidade) até componentes com densidade teórica da liga (Bielas); Compósitos (metais reforçados com cerâmicos, SMC...); Habilidade de formar conjuntos utilizando peças sinterizadas com formas e/ou composições diferentes. Ideal para algumas aplicações: Componentes eletro/eletrônicos (Capacitores de tântalo poroso, Ímas, Núcleos Ferrite, Microencapsulados /Soft Magnetic Composite,etc...). Fonte: EPMA e P/M Science 33
34 APLICAÇÕES: Base de válvula recirculadora de gases (EGR) montada com 02 componentes com composições químicas distintas, que são compactados separadamente e unidos durante a sinterização. O centro da peça é fabricado em Fe-P e a parte externa em Fe. Fontes: Metaldyne 34
35 APLICAÇÕES: Mancais auto-lubrificantes Fabricados em bronze sinterizado
36 RAZÕES PARA USAR M/P Processo Cativo: Materiais refratários com alto ponto de fusão não podem ser obtidos economicamente por outros processos (filamentos de tungstênio para lâmpadas, metal duro, etc...); Produz formas complexas que seriam impossíveis ou impraticáveis por outro processo de transformação mecânica. Ecologicamente Melhor que os Processos Competidores: Menor consumo de energia na fabricação dos pós; Uso de elementos de menor impacto para o meio ambiente; É de fácil reciclagem; Uso eficiente da matéria prima (>97%). Fonte: EPMA e P/M Science-Randall M. German 36
37 APLICAÇÕES: Outros Processos Contatos Elétricos Escovas Materiais de Fricção Moldagem por Injeção Imãs de ferrite Filtros Sinterizados
38 APLICAÇÕES: RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Estator de motor elétrico fabricado com SMC, substituindo pacote de laminas estampadas, resultando em redução de massa e tamanho. A reciclagem também é favorecida. Fontes: Höganäs AB 38
39 ESTUDOS DE CASOS DE CONVERSÃO RELACIONADOS A: * Aumento de desempenho do produto final * Maior precisão dimensional * Aumento da resistência mecânica * Melhoria nas propriedades tribológicas * Propriedades autolubrificantes * Eliminação de processos poluentes * Redução de custo * Redução do ruído * Redução do número de etapas de fabricação * Redução do número de componentes na peça * Redução do lead-time de fabricação * Redução do peso final
40 Exemplo de conversão Aplicação: Automobilística Amortecedor de suspensão. Projeto original: Material: aço ABNT 12L14 Processo: usinagem em 4 operações a partir de barra sextavada. Porca da haste Conversão para o sinterizado: Material: aço sinterizado MPIF F Processo: compactação, sinterização, calibração, rosqueamento e ferrox. Comentários: Vantagens na maior precisão dimensional e eliminação da operação de lavagem antes da montagem da peça.
41 Exemplo de conversão Aplicação: Automobilística - Bomba de direção hidráulica. Projeto original: Aço torneado, brochado, tratado termicamente, errado/retificado (10 canais), e retificado nas faces. Sinterizado Blank de rotor Automotivo 70% Conversão para o sinterizado: MPIF-FLC4608, compactado, sinterizado e simultaneamente tratado termicamente (sinterhardening), e retificado. Usinado Comentários: Fluxo de processo reduzido de 06 etapas para 03 etapas, além do fato de todos os rasgos e o entalhado serem gerados simultaneamente na etapa de compactação do sinterizado.
42 Exemplo de conversão Aplicação: Automobilística Amortecedor de suspensão. Projeto original: Material: aço ABNT 12L14 Processo: usinagem em 4 operações a partir de barra. Conversão para o sinterizado: Material: aço sinterizado MPIF F Processo: compactação, sinterização, usinagem (1 operação), ferrox. Comentários: Vantagens na maior precisão dimensional e eliminação da operação de lavagem antes da montagem da peça. Arruela suporte
43 Exemplo de conversão Aplicação: Automobilística Motor diesel. Projeto original: Polia em aço estampado e repuxado. Cubo em aço estampado. Montagem com parafusos. Conversão para o sinterizado: Aço sinterizado DIN Sint D10 Compactado, sinterizado, calibrado, usinado. Polias Estampadas Comentários: Redução de custo em função da unificação em uma única peça, eliminando componentes e operação de montagem. Maior precisão dimensional e acabamento superficial, com melhoria do desempenho e aumento da vida.
44 Exemplo de conversão Aplicação: Automobilística - Caixa de transmissão. Projeto original: Material: latão Processo: forjado e usinado (2 operações). Conversão para o sinterizado: Material: aço sinterizado MPIF FN Processo: compactação, pré-sinterização, recompactação, sinterização, usinagem (1 operação) e carbonitretação. Comentários: Vantagem no aumento da resistência mecânica do componente. Anel de sincronização
45 Exemplo de conversão Aplicação: Automobilística - Caixa de mudanças (câmbio). Usinado Projeto original: Ferro fundido. Usinado, tratado termicamente e polímero injetado nas sapatas. Conversão para o sinterizado: Aço sinterizado DIN Sint D39 Compactado, sinterizado, calibrado, usinado, tratado termicamente, e é montada uma sapata polimérica anti-fricção. Garfo de engate 3ª e 4ª Comentários: Redução de custo em função da eliminação de operações de usinagem. Menor variabilidade das propriedades mecânicas e tribológicas.
46 Exemplo de conversão Aplicação: Automobilística - Caixa de mudanças (câmbio). Projeto original: Ferro fundido. Usinado. Conversão para o sinterizado: Aço sinterizado DIN Sint D39 Compactado, sinterizado, calibrado, usinado. Garfo de engate do reverso Comentários: Redução de custo em função da eliminação de operações de usinagem. Menor variabilidade das propriedades mecânicas e tribológicas.
47 Exemplo de conversão Aplicação: Automobilística Motor diesel, refrigeração de pistão Projeto original: Aço Corpo fabricado com perfil cortado, usinado, furado. Conversão para o sinterizado: MPIF-FC0208, corpo moldado, sinterizado e ferroxidado. Borrifador de óleo Comentários: Foram eliminadas 03 operações de usinagem do corpo. Demais operações (montagem do tubo e brazagem) foram mantidas.
48 Exemplo de conversão Aplicação: Automobilística - Engrenagem Projeto original: Chapa estampada. Aço trefilado, usinado, cementado e tratado termicamente. Conversão para o sinterizado: Aço sinterizado MPIF FC Compactado e sinterizado. Engrenagem Comentários: O processo resultava em uma peça com baixa precisão dimensional que encurtava a vida do produto final. A peça sinterizada é um monocomponente cujo material possui 0,5% de carbono. Mesmo sem o tratamento térmico a peça dobrou a vida útil do produto final.
49 Exemplo de conversão Aplicação: Automobilística - Tampa da polia do alternador Projeto original: Material: aço SAE Processo: porca usinagem (2 operações). corpo usinagem (5 operações), montagem da porca por interferência. Conversão para o sinterizado: Material: aço sinterizado MPIF F Processo: compactação, sinterização, usinagem (1 operação) e ferrox. Usinado Tampa de polia Comentários: O componente foi reprojetado para adaptação ao sinterizado, sendo feito em uma só peça, com ganho da operação de montagem e da qualidade do conjunto.
50 Exemplo de conversão Aplicação: Automobilística - Capa de mancal de eixo de comando, motor diesel. Projeto original: Ferro fundido Usinado, cortado, furado, colocadas buchas de localização. Capa de mancal Conversão para o sinterizado: MPIF-FC0208 compactado, sinterizado e dividido por fratura. Comentários: O sinterizado já é compactado com os furos de montagem. Passa depois por uma etapa de fratura que acaba por dispensar o uso de buchas localizadoras e torna-se um poka-yoke de montagem. Esta peça ganhou um premio de design da MPIF em 2006.
51 Análise de custos Biela (x forjado) Liga: Fe-Cu-C Vantagens: redução de custo em relação ao forjado, pequena variação de peso (2g), homoneneidade microestrutural e maior resistência à fadiga
52 Análise de custos Engrenagem (x usinado) Liga: Fe-Ni-Cu-Mo-C Vantagens: redução de custo, redução de etapas de usinagem e eliminação de tratamento térmico (liga auto temperante).
53 COMPARAÇÃO COM PROCESSOS CONCORRENTES 53
54 M/P comparada com outros processos: Resistência vs Complexidade Alta Forjados Resistência Média Estampados Fundidos Sinterizados Usinados Baixa Plásticos Muito Pobre Pobre Média Boa Muito boa Tolerâncias Fonte: Höganäs, modificado por Pallini 54
55 M/P comparada com outros processos: Tolerância IT Fonte: P/M Science R.M. German 55
56 M/P comparada com outros processos: Resistência Fonte: MPIF P/M Design Book atualizado por M. Pallini 56
57 Tolerâncias RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: The Powder Metallurgy Electronic Design Guide, Precitech,
58 Tolerâncias RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: The Powder Metallurgy Electronic Design Guide, Precitech,
59 Life Cycle Assessment (LCA) Produção da matéria-prima RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fabricação do produto Fim da vida Montagem e uso Período de vida Influência no Impacto Ambiental Reciclagem Sinterizado Convencional PROCESSO ECOLOGICAMENTE CORRETO! 0 Explo ração mineral A quecimento glo bal Reação fotooxidante A cidificação Desbalanceamento de nutrientes Toxidade humana Fonte: LCA of Powder Metallurgy, Jan Tengzelius Höganäs AB 59
60 EXEMPLO: USO EFETIVO DA MATÉRIA PRIMA EM BIELAS Matéria Prima Blank moldado/forjado Biela usinada acabada 1800 Massa do material (gramas) % Utilização 85% Utilização 0 Forjamento Convencional (40% do material inicial) Sinterizado Forjado (80% do material inicial) Fonte: Metaldyne
61 REQUISITOS DO CONSUMIDOR: ECONOMIA DE COMBUSTÍVEL, REDUÇÃO DE EMISSÕES, E REDUÇÃO DO CONSUMO ENERGÉTICO Forças Motrizes Globais: Aumento de preço do petróleo; Aumento de instabilidades na região dos países produtores de petróleo; Aumento do consumo global (BRIC); Políticas de energia e emissões (USA-E10, E85, B20, EURO 5); Legislações governamentais; Meio ambiente (Global warming); Preferências do consumidor (eficiência). O SINTERIZADO CONTRIBUI PARA A SATISFAÇÃO DO CONSUMIDOR, POIS REDUZ PESO, ECONOMIZA ENERGIA, E É AMIGÁVEL PARA COM O MEIO AMBIENTE Preço do petróleo & Instabilidades Legislações governamentais Selo verde / Amigo do ambiente Necessidades do usuário final Fonte: Metaldyne
62 DESIGN 62
63 PROJETANDO UMA PEÇA SINTERIZADA: Tamanho da peça: Os limites básicos do tamanho da peça sinterizada são a compressibilidade do pó base e tonelagem da prensa, porém existem alguns valores típicos para aços sinterizados: área: < 320cm2; comprimento: 1,5...75mm; parede: > 1,5mm; comprimento/diâmetro: 5/1; (área para não ferrosos: < 480cm2); Volume mensal: Devido ao custo do ferramental, tempo de setup, e velocidade de moldagem um volume mínimo deve ser negociado. O valor típico de mercado é > peças/mês, porém volumes menores podem ser negociados caso a caso; Requerimentos físicos e mecânicos: As normas fornecem uma vasta gama de propriedades de projeto que auxiliam o projetista na escolha do material mais adequado para a aplicação. Tipicamente aços sinterizados com densidade entre 6,4...6,9g/cc substituem FoFo cinzentos e aços carbono, enquanto que densidades entre 7,0...7,4g/cc substituem FoFo nodulares e aços de construção mecânica. Sinterizados forjados ou sem poros podem substituir aços convencionais de alto desempenho. Propriedades específicas além das encontradas nas normas devem constar nos desenhos; 63
64 PROJETANDO UMA PEÇA SINTERIZADA (CONT.): Efeito da Densidade: A densidade varia de acordo com a pressão aplicada e outros parâmetros de processo (aditivos, ferramental (geometria da peça), tipo de prensa, etc...). É importante lembrar que além das propriedades mecânicas, outras características críticas da peça também são afetadas pela densidade, como por exemplo, condutividade térmica/ magnética e módulo de elasticidade (fortemente), coeficiente de Poisson e expansão térmica (moderadamente); Dureza Aparente: Devido a porosidade típica dos sinterizados, durezas macro Vickers ou Rockwell não podem ser comparadas diretamente com os materiais convencionais. Por exemplo um aço sinterizado temperado pode apresentar 30 HRC, e dureza de partícula Vickers HV0,1 de 650, que corresponde a ~58HRC; Geometria da Peça: A geometria da peça deve ser compatível com a direção vertical da compactação. Rebaixos, reentrâncias, e roscas devem ser usinadas em operação secundária. Diferenças significativas de altura na área transversal da peça vão requerer movimentos especiais do ferramental. Tipicamente prensas/ferramentais permitem peças com até 05 níveis de altura. Alturas superiores a 25 mm vão causar variações de densidade do topo (máx.) até o meio da peças (mín.). 64
65 Normas RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ As normas de materiais contém informações necessárias para fabricação e caracterização do produto: - Composição química do material: %Ferro, %Cobre, % Carbono, - Propriedades físicas: densidade, condutibilidade térmica e elétrica, coeficiente de expansão térmica - Propriedades mecânicas: dureza, resistência à ruptura, resistência ao impacto, alongamento, res. à fadiga/rcf... - Propriedades magnéticas: força coerciva, Indução magnética, Permeabilidade magnética, - Resistência à corrosão, etc 65
66 Normas relacionadas a M/P - MPIF EUA (é a norma com mais informações e a mais utilizada atualmente) - SAE - EUA - ASTM - EUA - DIN (SINT) - Alemanha - JIS - Japão - BS - (Grã Bretanha) - ISO - (Internacional) - EN - (Comunidade Européia) e também normas criadas pelo próprio cliente, fundamentadas ou não em normas internacionais. Imagens cedidas por Metaldyne 66
67 Norma Din SINT Tolerâncias muito abertas! Fonte: DIN-EN
68 Norma MPIF35 RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: MPIF
69 Norma MPIF35 RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: MPIF
70 Norma MPIF35 RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: MPIF
71 Norma MPIF35 RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: MPIF
72 Norma MPIF35 RECOMPÓ REDE COOPERATIVA DE METALURGIA DO PÓ Fonte: MPIF
73 DICAS BÁSICAS DE PROJETO DE UMA PEÇA SINTERIZADA Todos detalhes da peça que estão no sentido da moldagem podem ser fabricados; Existirá uma variação de densidade ao longo da peça, de acordo com o processo de prensagem escolhido (vide abaixo). Ação Simples Ação Dupla Matriz Flutuante Imagem cedida por Metaldyne 73
74 Peças com vários degraus demandam punções múltiplos Peça Este tipo de ferrramental normalmente é caro! The Powder Metallurgy Electronic Design Guide, Precitech, 1996 Matriz Punção 1 Puncão 2 Puncão 3 Macho 74
75 Múltiplos degraus com matriz com projeção (Shelf Die) Shelf die Este tipo de ferramental é uma alternativa economica ao anterior, porém dificulta o controle da densidade ao longo da peça 1,5 mm mínimo! The Powder Metallurgy Electronic Design Guide, Precitech,
76 Dicas de Projeto: Cantos vivos e raios Vista de topo Possível Preferível The Powder Metallurgy Electronic Design Guide, Precitech,
77 Dicas de Projeto: Chanfros de M/P W mín. = 0,125 mm W típico = 0,250 mm Canto vivo na ferramenta causa quebra prematura! 30 a 45 H Peça Punção The Powder Metallurgy Electronic Design Guide, Precitech,
78 Dicas de Projeto: Raios / Acabamentos Puncão Esta parede fina no punção vai fraturar rapidamente em serviço! R R 0,25 mm típico Evite Preferível A linha de junção pode ser eliminada por tamboreamento posterior, caso necessário The Powder Metallurgy Electronic Design Guide, Precitech,
79 Dicas de Projeto: furo cego Evite Preferível Preferível The Powder Metallurgy Electronic Design Guide, Precitech,
80 Dicas de Projeto: Rebaixos Deve ser usinado Evite Preferível The Powder Metallurgy Electronic Design Guide, Precitech,
81 Dicas de Projeto: Saídas / Conicidade 2º min Evite 7º min Preferível Se possível, colocar raios Evite Preferível The Powder Metallurgy Electronic Design Guide, Precitech,
82 RECADO AOS ENGENHEIROS DE PRODUTO & PROJETISTAS REALIDADE -Um novo componente normalmente já está definido pela engenharia antes da área comercial iniciar as cotações; -Nem sempre a M/P é considerada no primeiro momento; -As tolerâncias de projeto e/ou montagem não são bem estudadas. O mesmo aplica-se às propriedades de resistência; RECOMENDAÇÃO: -Contatar o fabricante de sinterizado no início do projeto do componente; - O papel aceita tudo. Dimensões determinadas pelo departamento de engenharia nem sempre podem ser atingidas em regime de produção. Considerar as limitações e vantagens da M/P, escolhendo a melhor relação entre requerimentos técnicos e de montagem e o que pode ser produzido. 82
83 O conteúdo desta apresentação foi referenciado na obra A Metalurgia do Pó Alternativa econômica com menor impacto ambiental Créditos (Clique sobre o logo para acessar o site) Coordenação: Marco Pallini - Metaldyne marcopallini@metaldyne.com
Grupo Setorial de Metalurgia do Pó
 DIREITOS AUTORAIS O material contido neste documento é parte integrante do livro A METALURGIA DO PÓ: alternativa econômica com menor impacto ambiental Autor: Editora: METALLUM EVENTOS TÉCNICOS E CIENTÍFICOS
DIREITOS AUTORAIS O material contido neste documento é parte integrante do livro A METALURGIA DO PÓ: alternativa econômica com menor impacto ambiental Autor: Editora: METALLUM EVENTOS TÉCNICOS E CIENTÍFICOS
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
Cost reduction in the Automotive Industry through Sintering A Redução de Custo na Indústria Automotiva através do Sinterizado
 2006-01-2585 Cost reduction in the Automotive Industry through Sintering A Redução de Custo na Indústria Automotiva através do Sinterizado Marco Antônio Trincha Pallini Metaldyne Componentes Automotivos
2006-01-2585 Cost reduction in the Automotive Industry through Sintering A Redução de Custo na Indústria Automotiva através do Sinterizado Marco Antônio Trincha Pallini Metaldyne Componentes Automotivos
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
CATÁLOGO 800035-A Observações sobre as fichas técnicas
 CATÁLOGO 800035-A sobre as fichas técnicas Os dados constantes nas fichas técnicas a seguir podem sofrer alterações sem prévio aviso. Alguns modelos possuem pequenas alterações em seus projetos construtivos,
CATÁLOGO 800035-A sobre as fichas técnicas Os dados constantes nas fichas técnicas a seguir podem sofrer alterações sem prévio aviso. Alguns modelos possuem pequenas alterações em seus projetos construtivos,
- PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de 45-48 HRC, se necessário.
 Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de
Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de
TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE
 BARRAS E PERFIS AÇO PARA INDÚSTRIA TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE Ao usar a ampla linha de Barras e Perfis Gerdau, você coloca mais qualidade no seu trabalho. Cada produto foi desenvolvido
BARRAS E PERFIS AÇO PARA INDÚSTRIA TUDO PARA VOCÊ FAZER UM TRABALHO DE QUALIDADE Ao usar a ampla linha de Barras e Perfis Gerdau, você coloca mais qualidade no seu trabalho. Cada produto foi desenvolvido
METALURGIA DO PÓ METALURGIA DO PÓ
 METALURGIA DO PÓ Prof. M.Sc.: Anael Krelling 1 O MERCADO DA METALURGIA DO PÓ Ligas de Ferro com grande precisão e elevada qualidade estrutural Materiais de difícil processamento, com alta densidade e microestrutura
METALURGIA DO PÓ Prof. M.Sc.: Anael Krelling 1 O MERCADO DA METALURGIA DO PÓ Ligas de Ferro com grande precisão e elevada qualidade estrutural Materiais de difícil processamento, com alta densidade e microestrutura
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 13/06/2010
 Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Automação Hidráulica
 Automação Hidráulica Definição de Sistema hidráulico Conjunto de elementos físicos associados que, utilizando um fluido como meio de transferência de energia, permite a transmissão e o controle de força
Automação Hidráulica Definição de Sistema hidráulico Conjunto de elementos físicos associados que, utilizando um fluido como meio de transferência de energia, permite a transmissão e o controle de força
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Nem sempre as unidades geradoras
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Nem sempre as unidades geradoras
Linha de Empilhadeiras LEG25 e LED30
 Linha de Empilhadeiras LEG25 e LED30 Manual de peças Empilhadeira ÍNDICE 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 Montagem Da Transmissão Transmissão
Linha de Empilhadeiras LEG25 e LED30 Manual de peças Empilhadeira ÍNDICE 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 Montagem Da Transmissão Transmissão
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
BR 280 - KM 47 - GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com
 TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
Acesse: http://fuvestibular.com.br/
 Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
Desafios e benefícios no uso de plásticos de engenharia para substituir peças de metal
 Desafios e benefícios no uso de plásticos de engenharia para substituir peças de metal Fábio Moreira Gerente de Engenharia de Desenvolvimento de Produto da Mahle AUTOMOTIVE DAY BRASIL, 6 de outubro de
Desafios e benefícios no uso de plásticos de engenharia para substituir peças de metal Fábio Moreira Gerente de Engenharia de Desenvolvimento de Produto da Mahle AUTOMOTIVE DAY BRASIL, 6 de outubro de
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
SUPORTE LATERAL componentes. VARANDA componentes. SUPORTE LATERAL componentes. Tel: 55 11 4177-2244 plasnec@plasnec.com.br l www.plasnec.com.
 VARANDA 5 6 9 SUPORTE LATERAL 12 4 7 10 8 Código: 17010101 Descrição: Conjunto suporte lateral regulável Ø 13mm: 1 - Manopla - PA rosca M10 SS 304 2 - Arruela - M12 24mm SS 304 3 - Olhal - M10 PA M10 SS
VARANDA 5 6 9 SUPORTE LATERAL 12 4 7 10 8 Código: 17010101 Descrição: Conjunto suporte lateral regulável Ø 13mm: 1 - Manopla - PA rosca M10 SS 304 2 - Arruela - M12 24mm SS 304 3 - Olhal - M10 PA M10 SS
Você já pensou o que seria do ser humano
 A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
CAPÍTULO 2 - TIPOS DE MÁQUINAS ASSÍNCRONAS TRIFÁSICAS
 CAPÍTULO 2 - TIPOS DE MÁQUINAS ASSÍNCRONAS TRIFÁSICAS 2.1 INTRODUÇÃO O objetivo do presente trabalho é estudar o funcionamento em regime permanente e em regime dinâmico da Máquina Assíncrona Trifásica
CAPÍTULO 2 - TIPOS DE MÁQUINAS ASSÍNCRONAS TRIFÁSICAS 2.1 INTRODUÇÃO O objetivo do presente trabalho é estudar o funcionamento em regime permanente e em regime dinâmico da Máquina Assíncrona Trifásica
SISTEMA DE LUBRIFICAÇÃO CENTRALIZADA. Bomba Hidráulica Manual Bomba Hidráulica Automática Distribuidores
 SISTEMA DE UBRIFICAÇÃO CENTRAIZADA Bomba Hidráulica Manual Bomba Hidráulica Automática Distribuidores SISTEMA DE UBRIFICAÇÃO CENTRAIZADA 1 - OBJETIVO Este manual objetiva fornecer instruções técnicas para
SISTEMA DE UBRIFICAÇÃO CENTRAIZADA Bomba Hidráulica Manual Bomba Hidráulica Automática Distribuidores SISTEMA DE UBRIFICAÇÃO CENTRAIZADA 1 - OBJETIVO Este manual objetiva fornecer instruções técnicas para
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
MANEIRAS DE SE OBTER UMA DETERMINADA FORMA
 AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
Transformando energia em soluções. Motores de. Alta Tensão
 Transformando energia em soluções Motores de Alta Tensão Motores de alta tensão A WEG desenvolveu em conjunto com consultoria internacional especializada uma linha de motores de carcaça de ferro fundido
Transformando energia em soluções Motores de Alta Tensão Motores de alta tensão A WEG desenvolveu em conjunto com consultoria internacional especializada uma linha de motores de carcaça de ferro fundido
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Em caso de não encontrar, ligue ( 0xx11 ) 2018-0501
 2018-0501") DSL0067 BUCHA BRAÇO TENSOR TOPIC DSL0058 Bucha Barra Estabilizadora topic DSL0083 Bucha Jumelo Traseiro topic DSL0001 ROLAMENTO GUIA DSL0008 Junta do Carter topic DSL0009 Fechadura Porta Deslizante topic
DSL0067 BUCHA BRAÇO TENSOR TOPIC DSL0058 Bucha Barra Estabilizadora topic DSL0083 Bucha Jumelo Traseiro topic DSL0001 ROLAMENTO GUIA DSL0008 Junta do Carter topic DSL0009 Fechadura Porta Deslizante topic
CATÁLOGO TÉCNICO 2013-2
 CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
DESCRITIVO TÉCNICO. 1 Alimentador
 DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM
 1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
1 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO MARCOS HUSEK COELHO RUBENS DA SILVA FREIRE EFEITO DA ESTRUTURA BAINÍTICA EM AÇOS PARA ESTAMPAGEM OSASCO 2011 2 MARCOS HUSEK COELHO RUBENS DA SILVA
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
ESPECIFICAÇÃO TÉCNICA DOS COMPONENTES DO CRM COM MEDIDOR TIPO DIAFRAGMA (G4, G6, G10 ou G16) Í N D I C E D E R E V I S Õ E S
 Í N D I C E D E R E V I S Õ E S") USUÁRIO: CEGÁS FOLHA: 1 de 5 OBJETO: AMPLIAÇÃO DA REDE DE DISTRIBUIÇÃO DE GÁS NATURAL OBRA. Í N D I C E D E R E V I S Õ E S REV. DESCRIÇÃO E/OU FOLHAS ATINGIDAS 0 A B EMISSÃO PARA APROVAÇÃO ATENDENDO COMENTÁRIOS
USUÁRIO: CEGÁS FOLHA: 1 de 5 OBJETO: AMPLIAÇÃO DA REDE DE DISTRIBUIÇÃO DE GÁS NATURAL OBRA. Í N D I C E D E R E V I S Õ E S REV. DESCRIÇÃO E/OU FOLHAS ATINGIDAS 0 A B EMISSÃO PARA APROVAÇÃO ATENDENDO COMENTÁRIOS
Dureza de materiais metálicos
 Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
AÇOS. Construção Mecânica
 AÇOS Construção Mecânica SÃO CERCA DE 10.000 TONELADAS EM AÇOS E METAIS A PRONTA ENTREGA GGD 10 Composição Química C Mn Si Cr Al P S 0,17 0,24 0,18 0,23 0, 0,60 0,60 0,90 0, máx 0,15 0, ----- --- 0, 0,
AÇOS Construção Mecânica SÃO CERCA DE 10.000 TONELADAS EM AÇOS E METAIS A PRONTA ENTREGA GGD 10 Composição Química C Mn Si Cr Al P S 0,17 0,24 0,18 0,23 0, 0,60 0,60 0,90 0, máx 0,15 0, ----- --- 0, 0,
Preparativos Antes da Montagem
 Preparativos Antes da Montagem Manter o local da montagem seco e livre de poeira. Observar a limpeza do eixo, alojamento e das ferramentas. Organizar a área de trabalho. Selecionar as ferramentas adequadas
Preparativos Antes da Montagem Manter o local da montagem seco e livre de poeira. Observar a limpeza do eixo, alojamento e das ferramentas. Organizar a área de trabalho. Selecionar as ferramentas adequadas
VENTILADOR INDUSTRIAL
 VENTILADOR INDUSTRIAL UM A M ARC A DO GRUPO ESPIRODUTOS DESCRIÇÃO E NOMENCLATURA VENTILADORES INDUSTRIAIS Diâmetro Fabricação Aspiração Rotor Empresa Ex: E L D I 560 Diâmetro da seleção Tipo de Fabricação
VENTILADOR INDUSTRIAL UM A M ARC A DO GRUPO ESPIRODUTOS DESCRIÇÃO E NOMENCLATURA VENTILADORES INDUSTRIAIS Diâmetro Fabricação Aspiração Rotor Empresa Ex: E L D I 560 Diâmetro da seleção Tipo de Fabricação
Catálogo de Gaxetas, Raspadores e Guias
 Catálogo de Gaxetas, Raspadores e Guias CIAGN 1021 (2011) AGN Vedações Hidráulica, Pneumática e Serviços Ltda. Índice página 1. Introdução 3 2. Compostos das Gaxetas 3 3. Dimensões das Gaxetas 3 3.1 Gaxeta
Catálogo de Gaxetas, Raspadores e Guias CIAGN 1021 (2011) AGN Vedações Hidráulica, Pneumática e Serviços Ltda. Índice página 1. Introdução 3 2. Compostos das Gaxetas 3 3. Dimensões das Gaxetas 3 3.1 Gaxeta
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
Aplicações. Clinching. Montagem. Inserção. Rebitagem. Estampagem. Cunhagem. Fixação. Prensagem. Dobra. TOX -Sistemas de Produção
 Aplicações Clinching Montagem Inserção TOX PRESSOTECHNIK Soluções práticas em primeira mão Rebitagem Estampagem Cunhagem Fixação Prensagem Dobra TOX -Sistemas de Produção Atuadores modulares TOX -Cilindro
Aplicações Clinching Montagem Inserção TOX PRESSOTECHNIK Soluções práticas em primeira mão Rebitagem Estampagem Cunhagem Fixação Prensagem Dobra TOX -Sistemas de Produção Atuadores modulares TOX -Cilindro
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid
 Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Propriedades Mecânicas dos Aços DEMEC TM175 Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual a estrutura cristalina
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
BOMBA DE ENGRENAGENS EXTERNAS FBE
 MANUAL TÉCNICO Série: FBE Aplicação Desenvolvida para trabalhar com fluidos viscosos, em inúmeras aplicações, tais como indústrias químicas, petroquímicas, papel, polpa, siderúrgica, mineração, alimentícia,
MANUAL TÉCNICO Série: FBE Aplicação Desenvolvida para trabalhar com fluidos viscosos, em inúmeras aplicações, tais como indústrias químicas, petroquímicas, papel, polpa, siderúrgica, mineração, alimentícia,
HGE / HEG / HHEV / HSph e DGE
 HGE / HEG / HHEV / HSph e DGE VERSÃO 0 ÍNDICE.0 - FINALIDADE 0.0 - APLICAÇÃO 0.0 - DOCUMENTOS DE REFERÊNCIA 0.0 - TERMINOLOGIA 0.0 - CARACTERÍSTICAS GERAIS 0.0 - CHAVES FIM DE CURSO ROTATIVA HGE e HGES
HGE / HEG / HHEV / HSph e DGE VERSÃO 0 ÍNDICE.0 - FINALIDADE 0.0 - APLICAÇÃO 0.0 - DOCUMENTOS DE REFERÊNCIA 0.0 - TERMINOLOGIA 0.0 - CARACTERÍSTICAS GERAIS 0.0 - CHAVES FIM DE CURSO ROTATIVA HGE e HGES
Esse catálogo compreende motores e geradores com funcionamento diesel.
 Esse catálogo compreende motores e geradores com funcionamento diesel. ÍNDICE BLOCO MOTOR E COMPONENTES... 01 CABEÇOTE E COMPONENTES - COMANDO DE VÁLVULAS... 02 VIRABREQUIM E COMPONENTES SISTEMA DE ARRANQUE...
Esse catálogo compreende motores e geradores com funcionamento diesel. ÍNDICE BLOCO MOTOR E COMPONENTES... 01 CABEÇOTE E COMPONENTES - COMANDO DE VÁLVULAS... 02 VIRABREQUIM E COMPONENTES SISTEMA DE ARRANQUE...
EM908 SEGUNDA AULA PROJETO DE MATRIZES PARA EXTRUSÃO A FRIO DE UM EIXO
 Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
FORNAC: Excelência em Resistência ao Desgaste!
 Fundada em 1974, a Fornac iniciou sua produção com a fabricação de peças de desgaste em ferro fundido. Através da Parceria com a Nordberg, começou a fabricação de peças fundidas em aços especiais, sendo
Fundada em 1974, a Fornac iniciou sua produção com a fabricação de peças de desgaste em ferro fundido. Através da Parceria com a Nordberg, começou a fabricação de peças fundidas em aços especiais, sendo
Processos de Fabrico. Ensaios de Dureza. A. M. Vasconcelos Lima
 Processos de Fabrico 1 É um dos ensaios mais comuns para avaliar e controlar as propriedades mecânicas dos materiais e dos processos tecnológicos. As aplicações destes ensaios incluem: Determinação da
Processos de Fabrico 1 É um dos ensaios mais comuns para avaliar e controlar as propriedades mecânicas dos materiais e dos processos tecnológicos. As aplicações destes ensaios incluem: Determinação da
sapatas de 500mm sapatas de 600mm sapatas de 700mm sapatas de 800mm
 sapatas de 500mm sapatas de 600mm sapatas de 700mm sapatas de 800mm Válvula de controle combinados a Válvula de Alívio Lança/Braço/ Freio hidrostático, Redução planetária. 12.9rpm. Grande diâmetro Acionado
sapatas de 500mm sapatas de 600mm sapatas de 700mm sapatas de 800mm Válvula de controle combinados a Válvula de Alívio Lança/Braço/ Freio hidrostático, Redução planetária. 12.9rpm. Grande diâmetro Acionado
A Importância dos Anéis nos Motores a Combustão Interna
 A Importância dos Anéis nos Motores a Combustão Interna Rendimento e Potência Motor máquina térmica Vedação da compressão Taxa Dissipação do calor 450º - 320º Maior taxa=potência =economia Consumo de Óleo
A Importância dos Anéis nos Motores a Combustão Interna Rendimento e Potência Motor máquina térmica Vedação da compressão Taxa Dissipação do calor 450º - 320º Maior taxa=potência =economia Consumo de Óleo
Descrever o princípio de funcionamento dos motores Ciclo Otto Identificar os componentes básicos do motor.
 Objetivos Descrever o princípio de funcionamento dos motores Ciclo Otto Identificar os componentes básicos do motor. Descrição Neste módulo são abordados os princípios de funcionamento do motor Ciclo Otto,
Objetivos Descrever o princípio de funcionamento dos motores Ciclo Otto Identificar os componentes básicos do motor. Descrição Neste módulo são abordados os princípios de funcionamento do motor Ciclo Otto,
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
CATÁLOGO DE METROLOGIA
 CATÁLOGO DE METROLOGIA 1 PAQUÍMETRO PAQUÍMETRO UNIVERSAL PAQUÍMETRO UNIVERSAL (MD) capacidade LEITURA 141-112 0-150mm / 0-6 0,02mm / 0,001 141-113 0-150mm / 0-6 0,05mm / 1/128 141-114 0-200mm / 0-8 0,02mm
CATÁLOGO DE METROLOGIA 1 PAQUÍMETRO PAQUÍMETRO UNIVERSAL PAQUÍMETRO UNIVERSAL (MD) capacidade LEITURA 141-112 0-150mm / 0-6 0,02mm / 0,001 141-113 0-150mm / 0-6 0,05mm / 1/128 141-114 0-200mm / 0-8 0,02mm
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Ferramentaria & Matrizaria
 A UTILIZAÇÃO DO SISTEMA CAD / CAM PARA MELHORIA DE PROCESSO Ferramentaria & Matrizaria NX 7.5 Month 06/11/ 2012 HISTÓRIA DA SIFCO A SIFCO iniciou suas operações em Jundiaí SP no ano de 1958, como resultado
A UTILIZAÇÃO DO SISTEMA CAD / CAM PARA MELHORIA DE PROCESSO Ferramentaria & Matrizaria NX 7.5 Month 06/11/ 2012 HISTÓRIA DA SIFCO A SIFCO iniciou suas operações em Jundiaí SP no ano de 1958, como resultado
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Tradição o Futuro precisa das origens
 1825 Tradição o Futuro precisa das origens No centro de cada acontecimento está sempre a cooperação entre as pessoas. Isto é demonstrado pela longa história da empresa familiar Gontermann-Peipers, ou seja,
1825 Tradição o Futuro precisa das origens No centro de cada acontecimento está sempre a cooperação entre as pessoas. Isto é demonstrado pela longa história da empresa familiar Gontermann-Peipers, ou seja,
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Carregadeira LW300K. Potência Motor: 124 HP - Capacidade da caçamba: 1,9 m³ - Peso operacional: 10.600 Kg
 Carregadeira LW300K Potência Motor: 124 HP - Capacidade da caçamba: 1,9 m³ - Peso operacional: 10.600 Kg Qualidade, confiabilidade e força, aliada ao baixo consumo de combustível. A Pá-carregadeira LW300K
Carregadeira LW300K Potência Motor: 124 HP - Capacidade da caçamba: 1,9 m³ - Peso operacional: 10.600 Kg Qualidade, confiabilidade e força, aliada ao baixo consumo de combustível. A Pá-carregadeira LW300K
PROCESSOS METALÚRGICOS DE FABRICAÇÃO
 PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
PROCESSOS METALÚRGICOS DE FABRICAÇÃO Amanda Alves PEIXOTO 1 Chelinton Silva SANTOS 1 Daniel Moreira da COSTA 1 Rosângela Chaves dos Santos GUISELINI 1 Eduardo Tambasco MONACO 2 RESUMO Este trabalho visa
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
Aços Longos. Barras Trefiladas
 Aços Longos Barras Trefiladas Soluções em aço seguro e sustentável. Resultado da união dos dois maiores fabricantes mundiais de aço, a ArcelorMittal está presente em mais de 60 países, fabricando Aços
Aços Longos Barras Trefiladas Soluções em aço seguro e sustentável. Resultado da união dos dois maiores fabricantes mundiais de aço, a ArcelorMittal está presente em mais de 60 países, fabricando Aços
New Holland TL exitus
 New Holland TL exitus TL6OE TL75E TL85E TL95E 2 3 4 A agricultura está cada vez mais diversificada. A agricultura está cada vez mais New Holland. AS Máquinas new holland estão prontas para trabalhar com
New Holland TL exitus TL6OE TL75E TL85E TL95E 2 3 4 A agricultura está cada vez mais diversificada. A agricultura está cada vez mais New Holland. AS Máquinas new holland estão prontas para trabalhar com
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
A Minas Metal está localizada em Matozinhos MG - em uma área própria de 40.000 m² com 8.000 m² construído dividido em seis galpões.
 FUNDIÇÃO USINAGEM CALDEIRARIA MANUTENÇÃO - FABRICAÇÃO E REFORMAS DE EQUIPAMENTOS A Minas Metal está localizada em Matozinhos MG - em uma área própria de 40.000 m² com 8.000 m² construído dividido em seis
FUNDIÇÃO USINAGEM CALDEIRARIA MANUTENÇÃO - FABRICAÇÃO E REFORMAS DE EQUIPAMENTOS A Minas Metal está localizada em Matozinhos MG - em uma área própria de 40.000 m² com 8.000 m² construído dividido em seis
Gabaritos Universo da Mecânica
 Gabaritos Universo da Mecânica Aula 1 - Idade da pedra/idade dos metais 1. b) 2. c) 3. b) 4. ( b ) Alta dureza, não pode ser forjado. ( c ) Baixa dureza, fácil de ser forjado. ( a ) Alta dureza, porém,
Gabaritos Universo da Mecânica Aula 1 - Idade da pedra/idade dos metais 1. b) 2. c) 3. b) 4. ( b ) Alta dureza, não pode ser forjado. ( c ) Baixa dureza, fácil de ser forjado. ( a ) Alta dureza, porém,
UM A M ARC A DO GRUPO ESPIRODUTOS
 VENTILADORES AXIAL UM A M ARC A DO GRUPO ESPIRODUTOS DESCRIÇÃO E NOMENCLATURA DE VENTILADORES AXIAL Diâmetro Fabricação Aspiração Rotor Empresa Ex: EAFN 500 Diâmetro da seleção Tipo de Fabricação G = Gabinete
VENTILADORES AXIAL UM A M ARC A DO GRUPO ESPIRODUTOS DESCRIÇÃO E NOMENCLATURA DE VENTILADORES AXIAL Diâmetro Fabricação Aspiração Rotor Empresa Ex: EAFN 500 Diâmetro da seleção Tipo de Fabricação G = Gabinete
A TECNOLOGIA APLICADA EM TUBOS E PERFIS WWW.STARTECNOLOGIA.COM.BR. FERRITES & IMPEDERS APLICAÇÕES
 FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
REBOLOS RESINÓIDES (LIGA RESINÓIDE)
") Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
QUESTÃO 24 PETROBRÁS / 2008
 QUESTÃO 24 PETROBRÁS / 2008 Um esforço axial de tração gera os valores máximos de tensão (A) normal na seção transversal e de cisalhamento em um plano a 45 o. (B) normal na seção transversal e de cisalhamento
QUESTÃO 24 PETROBRÁS / 2008 Um esforço axial de tração gera os valores máximos de tensão (A) normal na seção transversal e de cisalhamento em um plano a 45 o. (B) normal na seção transversal e de cisalhamento
ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
 IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 CONCURSO PÚBLICO PARA PROVIMENTO DE CARGO EFETIVO ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
IF SUDESTE MG REITORIA Av. Francisco Bernardino, 165 4º andar Centro 36.013-100 Juiz de Fora MG Telefax: (32) 3257-4100 CONCURSO PÚBLICO PARA PROVIMENTO DE CARGO EFETIVO ORIENTAÇÕES SOBRE A PROVA DISCURSIVA
Calandra de 4 Rolos modelo VRM
 Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Correias e Polias Correntes Definição Polia: São peças cilíndricas, movimentadas pela rotação do eixo do motor e pelas correias. Correias: É o elemento da máquina que,
Professor: Leonardo Leódido Sumário Correias e Polias Correntes Definição Polia: São peças cilíndricas, movimentadas pela rotação do eixo do motor e pelas correias. Correias: É o elemento da máquina que,
Rolamentos para Siderurgia Guia de Produtos
 Rolamentos para Siderurgia Guia de Produtos CAT. No. 9211 P NTN NTN Produtos que trazem benefícios em várias aplicações Equipamentos de siderurgia pertencem a grandes linhas que operam 24 horas por dia,
Rolamentos para Siderurgia Guia de Produtos CAT. No. 9211 P NTN NTN Produtos que trazem benefícios em várias aplicações Equipamentos de siderurgia pertencem a grandes linhas que operam 24 horas por dia,
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR INSTITUTO NACIONAL DE METROLOGIA, QUALIDADE E TECNOLOGIA - INMETRO
 Serviço Público Federal MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR INSTITUTO NACIONAL DE METROLOGIA, QUALIDADE E TECNOLOGIA - INMETRO Portaria n.º 275, de 31 de maio de 2012. O PRESIDENTE
Serviço Público Federal MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR INSTITUTO NACIONAL DE METROLOGIA, QUALIDADE E TECNOLOGIA - INMETRO Portaria n.º 275, de 31 de maio de 2012. O PRESIDENTE
CM 9000. evolux. Peças e Partes
 CM 9000 evolux Peças e Partes IITEM ÍNDICE DESCRIÇÃO PÁGINA 1,0 ESTRUTURA E PARTES E EXTERNAS 1.1 GABINETE 2/3 1.2 TAMPA 4/5 1.3 SUPORTE E MONITOR 6/7 1.4 MECANISMO DA PORTA 8/9 2,0 TANQUE DA REFRIGERAÇÃO
CM 9000 evolux Peças e Partes IITEM ÍNDICE DESCRIÇÃO PÁGINA 1,0 ESTRUTURA E PARTES E EXTERNAS 1.1 GABINETE 2/3 1.2 TAMPA 4/5 1.3 SUPORTE E MONITOR 6/7 1.4 MECANISMO DA PORTA 8/9 2,0 TANQUE DA REFRIGERAÇÃO
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
Megabloc Manual Técnico
 Bomba Padronizada Monobloco Manual Técnico Ficha técnica Manual Técnico Todos os direitos reservados. Os conteúdos não podem ser divulgados, reproduzidos, editados nem transmitidos a terceiros sem autorização
Bomba Padronizada Monobloco Manual Técnico Ficha técnica Manual Técnico Todos os direitos reservados. Os conteúdos não podem ser divulgados, reproduzidos, editados nem transmitidos a terceiros sem autorização
ÍNDICE MANUTENÇÃO PREVENTIVA COMO PEDIR PEÇAS DE REPOSIÇÃO
 Este manual ajudará você a familiarizar-se com a sua Empilhadeira Manual BYG. Facilitará também, possíveis manutenções periódicas. Recomendamos uma atenção especial para utilização do equipamento, antes
Este manual ajudará você a familiarizar-se com a sua Empilhadeira Manual BYG. Facilitará também, possíveis manutenções periódicas. Recomendamos uma atenção especial para utilização do equipamento, antes
EXAUSTORES LOCALIZADOS Vantagens puras. Extrator ideal para ambientes industriais
 Extrator ideal para ambientes industriais Nova tecnologia em combinação com novos materiais e foco no design fornecem ao Fumex PR muitas vantagens novas e importantes: - Facilidade de manobrabilidade única.
Extrator ideal para ambientes industriais Nova tecnologia em combinação com novos materiais e foco no design fornecem ao Fumex PR muitas vantagens novas e importantes: - Facilidade de manobrabilidade única.
Seção 9 PISTÕES - ANÉIS - BIELAS
 Seção 9 PISTÕES - ANÉIS - BIELAS Índice da seção Página Bielas Montagem da biela no pistão... 4 Verificação Instalação... 7 Remoção Torque... 8 Pistões Montagem do pistão na biela... 4 Verificação do desgaste
Seção 9 PISTÕES - ANÉIS - BIELAS Índice da seção Página Bielas Montagem da biela no pistão... 4 Verificação Instalação... 7 Remoção Torque... 8 Pistões Montagem do pistão na biela... 4 Verificação do desgaste
Geradores de Corrente Contínua UNIDADE 2 Prof. Adrielle de Carvalho Santana
 Geradores de Corrente Contínua UNIDADE 2 Prof. Adrielle de Carvalho Santana INTRODUÇÃO Um gerador de corrente continua é uma máquina elétrica capaz de converter energia mecânica em energia elétrica. Também
Geradores de Corrente Contínua UNIDADE 2 Prof. Adrielle de Carvalho Santana INTRODUÇÃO Um gerador de corrente continua é uma máquina elétrica capaz de converter energia mecânica em energia elétrica. Também
Ciclo de vida do alumínio é mais ecológico que aço e magnésio
 + Entrevista: Alumínio deve substituir cobre em componentes de eletrônica embarcada + Rodas: Montadoras apostam em rodas forjadas de alumínio para veículos de passeio + Transportes: Alumínio aumenta capacidade
+ Entrevista: Alumínio deve substituir cobre em componentes de eletrônica embarcada + Rodas: Montadoras apostam em rodas forjadas de alumínio para veículos de passeio + Transportes: Alumínio aumenta capacidade
MANUAL DE INSTALAÇÃO E MANUTENÇÃO MOTORES ELÉTRICOS DE INDUÇÃO TRIFÁSICOS DE ALTA E BAIXA TENSÃO
 MANUAL DE INSTALAÇÃO E MANUTENÇÃO MOTORES ELÉTRICOS DE INDUÇÃO TRIFÁSICOS DE ALTA E BAIXA TENSÃO PREFÁCIO O motor elétrico! WEG INDUSTRIAS S.A. - MÁQUINAS ---- IMPORTANTE ---- LEIA ATENTAMENTE AS INSTRUÇÕES
MANUAL DE INSTALAÇÃO E MANUTENÇÃO MOTORES ELÉTRICOS DE INDUÇÃO TRIFÁSICOS DE ALTA E BAIXA TENSÃO PREFÁCIO O motor elétrico! WEG INDUSTRIAS S.A. - MÁQUINAS ---- IMPORTANTE ---- LEIA ATENTAMENTE AS INSTRUÇÕES
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
0800 709 8000 - www.brasifmaquinas.com.br. Distribuidor exclusivo: Distrito Federal. Espírito Santo. Goiás. Minas Gerais. Paraná
 0800 709 8000 - www.brasifmaquinas.com.br Distribuidor exclusivo: Distrito Federal. Espírito Santo. Goiás. Minas Gerais. Paraná Santa Catarina. São Paulo. Rio Grande do Sul. Tocantins ÍNDICE Confiança
0800 709 8000 - www.brasifmaquinas.com.br Distribuidor exclusivo: Distrito Federal. Espírito Santo. Goiás. Minas Gerais. Paraná Santa Catarina. São Paulo. Rio Grande do Sul. Tocantins ÍNDICE Confiança
Informações Técnicas Uso Orientativo
 Parafusos X Buchas de ylon Buchas º Auto-atarraxante s aplicáveis Madeira Sextavado soberba Parafusos mais utilizados 4 2,2 2,2 a 2,8 2,8 x 25-2,8 x 30 5 2,9 a 3,5 2,2 a 3,8 2,8 x 30-3,2 x 40-3,5 x 45
Parafusos X Buchas de ylon Buchas º Auto-atarraxante s aplicáveis Madeira Sextavado soberba Parafusos mais utilizados 4 2,2 2,2 a 2,8 2,8 x 25-2,8 x 30 5 2,9 a 3,5 2,2 a 3,8 2,8 x 30-3,2 x 40-3,5 x 45
ENSAIO DE DUREZA EM-641
 ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
BOLETIM 222.1 Fevereiro de 2002. Bombas Goulds Modelos 5150/VJC cantiléver verticais de sucção inferior. Goulds Pumps
 BOLETIM 222.1 Fevereiro de 2002 Bombas Goulds Modelos 5150/VJC cantiléver verticais de sucção inferior Goulds Pumps Goulds Modelos 5150/VJC Bombas cantiléver verticais Projetadas para lidar com lamas corrosivas
BOLETIM 222.1 Fevereiro de 2002 Bombas Goulds Modelos 5150/VJC cantiléver verticais de sucção inferior Goulds Pumps Goulds Modelos 5150/VJC Bombas cantiléver verticais Projetadas para lidar com lamas corrosivas
Bomba Multiestágio de Média Pressão MBN
 Bomba Multiestágio de Média Pressão MBN Principais Aplicações Com um design modular, as bombas MBN são bombas horizontais segmentadas e bipartidas radialmente. São recomendadas para o bombeamento de líquidos
Bomba Multiestágio de Média Pressão MBN Principais Aplicações Com um design modular, as bombas MBN são bombas horizontais segmentadas e bipartidas radialmente. São recomendadas para o bombeamento de líquidos