PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA. Carlos Wagner Silva de Souza
|
|
|
- Eduarda Rios
- 5 Há anos
- Visualizações:
Transcrição
1 PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Carlos Wagner Silva de Souza A INFLUÊNCIA DA ADIÇÃO DE MICROLIGA DE NIÓBIO NAS PROPRIEDADES MECÂNICAS DE AÇOS PROCESSADOS NO LAMINADOR DE CHAPAS GROSSAS. São João Del Rei,
2 2
3 PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Carlos Wagner Silva de Souza A INFLUÊNCIA DA ADIÇÃO DE MICROLIGA DE NIÓBIO NAS PROPRIEDADES MECÂNICAS DE AÇOS PROCESSADOS NO LAMINADOR DE CHAPAS GROSSAS. Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João del-rei como requisito para a obtenção do título de Mestre em Engenharia Mecânica Área de Concentração: Materiais e Processos de Fabricação Orientador: Prof. Dr. Kurt Strecker Co-Orientador: Prof. Dr. Antonio Luiz Ribeiro Sabariz São João Del Rei,
4 4
5 5
6 Dedico este trabalho a Deus, minha querida esposa Karla, meu filho Luan Vitor e aos meus pais. 6
7 7
8 AGRADECIMENTOS Agradeço à vida pelas oportunidades desta jornada fascinante comandada pelo todo poderoso Deus. A minha família que me regam de amor e confiança, sempre me renovando, me faz acreditar nos meus propósitos. O pequeno Luan que no seu olhar sincero me faz sentir um pai super-herói e me faz sair da zona de conforto. A Karla, minha esposa dedicada, pela confiança, amor e doçura. Ao meu pai, pela energia vibrante. Minha mãe pelo carinho e generosidade. O meu irmão pelo carinho e respeito, minhas sobrinhas lindas pelo amor gratuito e genuíno. Ao professor Dr. Kurt Strecker pela orientação, apoio e incentivo. Ao professor Dr. Lincoln Cardoso Brandão, pela orientação inspiração e generosidade. Ao professor Dr. Antônio Sabariz, por me motivar desde a graduação em continuar o meu aprendizado. A Universidade Federal de São João del-rei - UFSJ, prezo por esta instituição que faz parte da minha história acadêmica. A Claudete do Carmo e Silva, da secretaria, por toda atenção. A todos os colegas do Mestrado, professores e funcionários do Departamento de Engenharia Mecânica da Universidade Federal de São João del-rei - UFSJ. Ao Msc. Ricardo Faria por me apoiar durante a pesquisa compartilhando os seus conhecimentos de metalurgia. Aos amigos Edvaldo Toledo, José Herbert e Sérgio Leal pela liderança inspiradora e apoio. Aos meus colegas de trabalho pelo incondicional apoio e inspiração, sempre dispuseram o apoio necessário e depositaram grande confiança em mim. Aos colegas, amigos e todos que incentivaram concluir este trabalho. 8
9 Souza, C. W. S., A influência da adição de microliga de nióbio nas propriedades mecânicas de aços processados no laminador de chapas grossas. Dissertação (Mestrado) Universidade Federal de São João del-rei, São João del Rei, 2018 RESUMO As microligas são elementos químicos adicionados em quantidades muito pequenas na composição química para produção de aços modernos de alta resistência e baixa liga (ARBL), combinados com o processo da laminação termomecânica. O resultante benefício metalúrgico é o refino de grãos que concomitantemente agem no aumento a resistência mecânica e no aumento da tenacidade do aço. Na laminação termomecânica do aço com adição de nióbio, as propriedades mecânicas do material podem ser notoriamente superiores quando comparadas com aços carbono comum laminados sem controle de temperatura entre os passes de redução de espessura. Neste contexto, o objetivo deste trabalho é estudar a influência do nióbio no aço processado por laminação termomecânica para a obtenção de microestrutura com grão refinados e avaliar o comportamento resultante das propriedades mecânicas obtidas através de análises de micrografia e ensaios mecânicos de laboratório. Foram definidas para o estudo, especificações de aço conforme Normas ASTM que não requerem o resfriamento acelerado, ou seja, o resfriamento ao ar livre. Visando possibilitar o entendimento e a diferenciação do um aço microligado com nióbio de um aço carbono comum (sem a microliga), como também o entendimento do conceito da laminação termomecânica. Foram selecionados dois tipos de aço para análise de propriedades mecânicas comparativa de resposta considerando duas condições de laminação. Os aços aplicados neste estudo foram o microligado ao nióbio, equivalente ao ASTM-A572Gr501 (A572/A572M 15) Classe 1, e o aço carbono comum equivalente ao ASTM-A36 (A36/A36M 14). Foi verificado, através de ensaios mecânicos, maior resistência mecânica e maior tenacidade no aço microligado do estudo. As propriedades mecânicas foram notoriamente melhoradas devido ao refino de grão em função da adição da microliga de nióbio combinado com o processo de laminação controlada. Palavras-chaves: Laminação termomecânica, refinamento de grãos, propriedades mecânicas do aço, processo de laminação de chapas grossas, aço microligado ao nióbio, aço de alta resistência e baixa liga (ARBL). 9
10 10
11 Souza, C. W. S., The effect of niobium in the mechanical properties of TMCP steels processed in plate mill rolling plant. Thesis (Master degree) Federal University of São João del-rei, São João del Rei, ABSTRACT Microalloys are chemical elements added in very small amounts in the chemical composition for the production of high strength low alloy steels (HSLA) combined with the thermo-mechanical rolling process. The metallurgical benefit resulting in grains refined to increase the mechanical strength and toughness as well. In the processing of steel with niobium addition, processed through thermomechanical rolling, the mechanical properties of the material may be significantly higher comparing to mechanically processed carbon steels by conventional rolling without temperature controlling between reduction passes. In this context, the work aims to study the influence of the niobium on the processed steel by thermomechanical rolling to obtain microstructure with refined grain and check the behavior results of mechanical properties achieved through micrograph analysis and mechanical laboratory tests. For this study, steel specifications were defined according to ASTM Standards that does not require accelerated cooling, it means, natural cooling. Aiming to be able to understand steels with niobium to a common carbon steel without niobium, as well as the effect of thermomechanical rolling. Two types of steels selected for analysis of mechanical properties comparing the response considering two rolling conditions. The steels applied in this study were steel with niobium, according to ASTM-A572Gr501 (A572 / A572M-15) Class 1, and the common carbon steel according to ASTM-A36 (A36 / A36M-14). Afterwards, through mechanical tests, greater mechanical strength and higher tenacity are achieved with the steel with niobium. The mechanical properties have improved due to grain refined through the addition of the niobium in the chemical composition, combined with the controlled rolling process. Keywords: thermo-mechanical controlled rolling, grain refinement, steel mechanical properties, plate mill rolling process, niobium micro alloyed steel, high strength low alloy steel (HSLA). 11
12 12
13 LISTA DE FIGURAS Figura 1. Fases da transformação da austenita na laminação controlada. Fonte: (KOZASU, 1992) Figura 2. Comportamento da microestrutura durante o processo de laminação termomecânica. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado Figura 3. Layout de uma instalação de planta de laminação de chapas grossas com resfriamento acelerado e tratamento térmico on line na JFE West Japan Works (Fukuyama, Japão). Fonte: (ENDO SHIGERU, NAKATA NAOKI, 2015). Adaptado Figura 4. Layout de Laminação de Chapas Grossas na East Japan Works e novo processo de controle de laminação através o Super-CR - alta taxa de resfriamento (Fukuyama, Japão). Fonte: (ENDO SHIGERU, NAKATA NAOKI, 2015). Adaptado Figura 5. Conceito do processo TMCP. Exemplo 1. Fonte: (TURANI, 2010) Figura 6. Conceito do processo TMCP. Exemplo 2. Fonte: (TURANI, 2010) Figura 7. Tamanho de grão ferrítico obtido a partir de valores variados de Sv em austenita recristalizada e austenita deformada. Fonte:(DEARDO, 2001) Figura 8. Solubilidade do nióbio em função do teor de carbono. Fonte: Figura 9. Efeito da adição de nióbio em comparação aos outros principais microligantes na Tnr Figura 10. Efeito da temperatura e da concentração de nióbio em solução na mobilidade do contorno de grão da austenita. Fonte:(SUBRAMANIAN, 2006) Figura 11. Relação da taxa de resfriamento da temperatura da zona de transformação e estruturas metalográficas e também nível de resistência mecânica. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado Figura 12. Fluxo básico processos para a obtenção da placa Figura 13.Fluxo básico do processo reaquecimento, laminação e resfriamento controlado. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado Figura 14. Fluxo básico do processo resfriamento ao ar e corte de chapa. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado Figura 15.Pátio de placas. Fonte: (Autoria própria) Figura 16. Desenfornamento da placa reaquecida na temperatura de laminação. Fonte: (Autoria própria) Figura 17. Descarepador primário. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 18. Padrão típico para configuração do spray para descarepação. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 19. Laminador de chapas grossas. Fonte: (Autoria própria) Figura 20. Laminador de chapas grossas em operação. Fonte: (Autoria própria) Figura 21. Vista frontal do laminador e acionamento principal. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 22. Cassetes de rolos de desempeno da pré desempenadeira. Fonte:(ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 23. Pré desempenadeira e o sistema de resfriamento. Fonte autoria própria Figura 24. Desempenadeira a quente. Fonte: Autoria própria
14 Figura 25. Desempenadeira a quente, vista lateral dos rolos de desempenos superiores e inferiores. Fonte:(ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 26. Desempenadeira a quente - Arranjo de acionamento Figura 27. Vista frontal da tesoura lateral. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 28. Modelo 3D do mecanismo de corte da tesoura lateral. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 29. Tesoura divisora modelo 3D. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 30. Fluxograma do procedimento experimental. Fonte: (Autoria própria) Figura 31.Dimensão corpo de prova de tração. (Fonte: ASTM A370) Figura 32. Fotografia de um ensaio de tração. Fonte: (Autoria própria) Figura 33. Dimensão corpo de prova para ensaio Charpy. (Fonte: ASTM A370) Figura 34. Fotografias de um Ensaio de Charpy. (a) - Máquina de ensaio; (b) - CP s na temperatura de 20 C; (c) - CP s na temperatura de 0ºC. (Fonte: Autoria própria) Figura 35. Exemplo da impressão para medida de dureza em um dos aços analisados. Fonte: (Autoria própria) Figura 36. Micrografia com aumento de 100X Longitudinal. ASTM A36 - Amostra , ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 37. Micrografia com aumento de 100X Transversal. ASTM A36 - Amostra , ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 38. Micrografia com aumento de 500X Transversal. ASTM A36 - Amostra , ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 39. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.). ASTM A36 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 40. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A36 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 41. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A36 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 42. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 43. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 44. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Figura 45. Resultados gráficos da análise de variância (ANOVA) para ensaio de tração, analisando o Limite de Escoamento. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Análise de resíduos. Fonte: (Autoria própria) Figura 46. Resultados gráficos da análise de variância (ANOVA) para ensaio de tração, analisando o Limite de Ruptura. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria) Figura 47. Resultados gráficos da análise de variância (ANOVA) para ensaio de dureza HV 10 kg. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria)
15 Figura 48. Resultados gráficos da análise de variância (ANOVA) para ensaio Charpy à 0ºC. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria) Figura 49. Resultados gráficos da análise de variância (ANOVA) para ensaio Charpy à 20ºC. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria)
16 LISTA DE TABELAS Tabela 1 - Composição química típica, peso% de 50mm de chapa de alta resistência. Fonte: (HULKA e GRAY, 2001). Adaptado Tabela 2 - Características do Descarepador Primário. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) 43 Tabela 3 - Características técnicas do Laminador. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tabela 4 - Características da Pré Desempenadeira. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tabela 5 - Características do resfriamento acelerado Tabela 6 - Características da Desempenadeira a Quente. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tabela 7 - Características técnicas da Tesoura Lateral. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tabela 8 - Características técnicas da tesoura divisora. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tabela 9 - Composição Química da Placa (% em peso) Tabela 10 - Temperaturas críticas de laminação. Fonte: (Autoria própria) Tabela 11 - Plano de corpos de provas para experimento. Fonte:(Autoria própria) Tabela 12 - Dimensões e tolerâncias do CP para ensaio de Charpy. Fonte:(ASTM A370) Tabela 13 - Resultado TGF Método intercepto ASTME Tabela 14 - Dados dos experimentos de ensaio de tração. Fonte: (Autoria própria) Tabela 15 - Dados dos experimentos de ensaios de dureza transversal. Fonte: (Autoria própria) Tabela 16 - Dados dos experimentos de ensaios Charpy Longitudinal. Fonte: (Autoria própria) Tabela 17 - Análise de Fratura Posição Transversal. Fonte: (Autoria própria)
17 LISTA DE ABREVIATURAS E SIGLAS Siglas ABNT= Associação Brasileira de Normas Técnicas ACC= Accelereted cooling (resfriamento acelerado) ANSI = American National Standards Institute (Instituto Americano de Padrões) API = American Petroleum Institute (Instituto de Petroleo Americano) Ar1: Temperatura de término de decomposição da austenita durante resfriamento Ar3: Temperatura de início de decomposição da austenita durante resfriamento ARBL (HSLA): Aço de alta resistência e baixa liga (High strengh low alloy) ASTM: American Society for Testing and Materials (Sociedade americana para testes e materiais) C: Grau Celsius Ceq: Carbono equivalente CP: Corpo de prova DIN = Deutches Institut für normung (Instituto Alemão de Normalização) DQ= Direct quenching (têmpera direta) EN = European Norm (Norma Européia) HTP = High temperature processing (processamento de laminação a alta temperatura) ISO = International Organization for Standardization (Organização Internacional para Padronização) LE: Limite de escoamento LR: Limite de resistência máxima MO: Microscopia ótica mm: Milímetro MPa: Mega Pascal NbC: Carboneto de nióbio NbCN: Carbonitreto de nióbio NbN: Nitreto de nióbio Rex.: Recristalização t: Tempo 17
18 T: Temperatura TMCP Termo-mechanical control process (Laminação termomecânica) Tnr: Temperatura de não recristalização da austenita TTT: Tempo, Temperatura, Transformação Letras gregas σ = Tensão [N/m²] σr= Limite de resistência [N/m²] μm: Microns Lista de símbolos Ø = diâmetro 18
19 SUMÁRIO 1. INTRODUÇÃO Estrutura do trabalho REVISÃO BIBLIOGRÁFICA Aços de alta resistência e baixa liga (ARBL) A atuação dos elementos microligantes O papel do nióbio nos aços microligados TMCP The Thermo-Mechanical Rolling Process Descrição do processo de laminação de Chapas Grossas Estocagem e reaquecimento de placas Descarepação primária Laminador Quádruo Reversível Pré-desempenadeira Resfriamento Acelerado Desempenadeira a quente Leito de Resfriamento Linha de Corte de Chapas Estocagem e expedição de produtos MATERIAIS E MÉTODOS Seleção e laminação dos aços Processo de Reaquecimento da Placa Laminação de Acabamento e de Desbaste Equipamentos utilizados no Laboratório Laboratório Microestrutural Laboratório Análise comportamental (propriedades mecânicas) Planejamento Execução dos testes Testes de tração
20 Teste de Impacto Charpy Teste de Dureza HV10 com carga de 10 kg Análise estatístico dos dados obtidos dos ensaios. Teste de hipótese para validação dos resultados Análise metalográfica do material RESULTADOS E DISCUSSÕES Caracterização metalográfica Ensaios mecânicos Ensaios de tração Ensaios de Dureza Transversal Ensaios de Charpy Análise de Fratura PROPOSTAS TRABALHOS FUTUROS REFERÊNCIAS ASTM Standard E112, Standard Test Methods for Determining Average Grain Size. American Society for Testing and Materials,
21 21
22 CAPÍTULO 1 1. INTRODUÇÃO A necessidade de utilização de aços ARBL (alta resistência e baixa liga) se torna cada vez mais necessária pois são aços de maior resistência mecânica e, ao mesmo tempo, de elevada tenacidade. Outros benefícios como, menor peso relativo requerido em projetos devido a elevada resistência, pode propiciar a viabilidade econômica dos projetos, uma vez que o transporte, beneficiamento, montagem e instalação podem ser otimizados. Todas estas características podem permitir uma grande economia em projetos de grande porte e um melhor retorno de investimento, que além de utilizar menor peso relativo de aço. Outro fator relevante é a aplicabilidade dos aços microligados no qual podem atender uma maior gama de aplicações, tornam-se muito atraente para a siderurgia no que tange as estratégias de mercado. Este tema é muito debatido e estudado profundamente pelos metalurgistas, sendo crucial para as indústrias siderúrgicas mundiais, que através de investimentos em pesquisas e desenvolvimento de novos processos de laminação, se consolidam no mercado e à frente no desenvolvimento de novos produtos para aplicações cada vez mais exigentes. Dentre as produtoras de aço, temos em destaque no mercado brasileiro o grupo USIMINAS, que produz aços planos desde a década de 70, em 2010 investiu na atualização tecnológica (maior nível de automatização) no processo de laminação para o desenvolvimento de novos aços ARBL na sua linha de chapas grossas. Outro exemplo, o grupo GERDAU, com o maior investimento de sua história, inaugurou duas novas plantas de laminação de produtos planos, a laminação de tiras a quente tipo Steckel (para produção de chapas em bobinas) e a laminação de chapas grossas (para produção de chapas planas) entrando no mercado de aços planos por questões de competitividade e estratégia de mercado. O aço é a liga metálica mais utilizada no mundo e existem diversas especificações e normas para diversas aplicações. Este trabalho aborda temas relevantes do processo de laminação do aço e conceitos importantes para a compreensão de alguns mecanismos importantes para a melhoria de propriedades mecânicas do aço. 22
23 1.1. Estrutura do trabalho Este trabalho está dividido em seis capítulos, apresentados conforme a descrição abaixo: Capítulo 1 Introdução: contextualização sobre o tema estudado com informações sobre os objetivos e a estrutura do trabalho. Capítulo 2 Revisão de Literatura: informações técnicas e características dos aços, definição do processo de laminação termomecânica controlada, atuação e efeitos da microliga de nióbio, apresentação do processo de laminação. Capítulo 3 Materiais e Métodos: apresenta o procedimento experimental, destacando o material empregado, equipamentos utilizados, o planejamento experimental e a metodologia para execução dos experimentos. Capítulo 4 Resultados e Discussões: apresenta a análise das amostradas, discussões dos resultados obtidos nas propriedades mecânicas e a análise da microestrutura. Capítulo 5 Conclusão: analisa os resultados encontrados para os aços em estudo Capítulo 6 Propostas para trabalhos futuros: apresenta algumas sugestões para futuros trabalhos baseados nas dúvidas e resultados obtidos neste trabalho. 23
24 CAPÍTULO 2 2. REVISÃO BIBLIOGRÁFICA 2.1. Aços de alta resistência e baixa liga (ARBL) Os aços microligados são aços que exigem pesquisas constantes, a indústria siderúrgica mantém investimentos em equipes de desenvolvimento de novas soluções em aços para atendimento as demandas de mercado, propriedades como alta tenacidade, elevada dureza e soldabilidade, são atributos básicos para o desenvolvimento continuado de novas especificações de aços. A adição de microliga, associada à laminação termomecânica, tem a principal função de promover o refino de grãos da microestrutura do aço de forma a se obter resistência mecânica e tenacidade melhoradas no produto laminado a quente. De acordo com ANIJDANA (2012), o aumento da resistência é obtido através da combinação de adição de microligas e do adequado plano de laminação termomecânica. Para garantir as especificações de resistência mecânica e de tenacidade, necessidade de condições críticas de soldagem em campo, as composições químicas dos aços nas chapas laminadas a quente devem objetivar em uma microestrutura com grãos ferríticos muito finos e baixo valor de carbono equivalente, reduzindo a suscetibilidade à ocorrência de trincas a frio nas juntas soldadas. Os microligantes têm grande afinidade com o carbono e o nitrogênio, formando nitretos, carbonetos e carbonitretos que precipitados na matriz durante a laminação interferem na microestrutura do aço. Os precipitados agem de forma a impedir a movimentação das frentes de recristalização e consequentemente inibindo a formação de novos grãos e seu crescimento após os passes de laminação. A temperatura na qual a inibição de recristalização ocorre é denominada Temperatura de Não Recristalização (Tnr). Os cálculos de solubilidade mostram que o nióbio irá precipitar como NbC e NbN a temperaturas usuais de laminação, geralmente entre 800 e 1100ºC, na faixa normal de temperatura de deformação total para laminação a quente. De acordo com HOMSHER (2013), o nióbio tanto em solução sólida como finamente precipitado em Nb(C, N), contribuem para o aumento da propriedade mecânica do aço. O nióbio em solução sólida é eficaz em retardar a recristalização estática durante a laminação. A deformação sucessiva do grão austenítico a temperaturas abaixo da Tnr promove um panquecamento do grão, conforme mostrado na figura 1. O achatamento destes grãos resulta em uma área de contorno de grão muito maior relativamente, disponibilizando uma maior quantidade de sítios para nucleação de grãos ferríticos e com alto refinamento, HOMSHER (2013). 24
 O uso de laminação termomecânica é fundamental para que os aços ARBL venham a apresentar as características desejadas de resistência mecânica e tenacidade.")
25 Figura 1. Fases da transformação da austenita na laminação controlada. Fonte: (KOZASU, 1992) O uso de laminação termomecânica é fundamental para que os aços ARBL venham a apresentar as características desejadas de resistência mecânica e tenacidade. Como se sabe, esse processo termomecânico é iniciado pelo reaquecimento das placas sob alta temperatura, geralmente acima de 1200ºC para permitir plena solubilização dos carbonitretos de nióbio. Após a placa ser desenfornada a mesma é transportada até o laminador para iniciar a conformação mecânica a alta temperatura por processo de laminação, onde ocorre recristalização plena da austenita. Após o material em laminação (denominado de esboço) alcançar uma determinada espessura, a laminação se interrompe, seguindo-se um tempo de espera até que o material atinja a temperatura onde a austenita não mais se recristalizará entre passes. Dá-se, então, a etapa final de deformação, onde a ausência de recristalização na austenita provocará o "panquecamento" de seus grãos e, dessa forma, um intensificado refino de grão, o qual eleva simultaneamente a resistência mecânica e tenacidade do material conforme mostra a figura 2. 25

26 Figura 2. Comportamento da microestrutura durante o processo de laminação termomecânica. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado. A concepção de liga de aço com pequena quantidade de nióbio pode permitir a redução do valor do carbono equivalente em função do maior refino de grão, menor adição de carbono necessária para alcançar elevada resistência mecânica planejada. Como consequência, melhores resultados são alcançados na tenacidade. O processamento termomecânico dos aços com nióbio necessita ser bem compreendido para permitir o melhor aproveitamento do potencial que a liga apresenta para o alcance de uma microestrutura adequada à obtenção de elevada resistência mecânica combinada com excelente tenacidade. Alguns fatores devem ser considerados para a obtenção das propriedades mecânicas desejadas: - Controle no reaquecimento da placa para o início da laminação; - Controle das temperaturas de início e de término da laminação de acabamento; - A quantidade de deformação aplicada nas fases de desbaste e acabamento; - A velocidade com que a austenita é transformada em ferrita. Para que seja alcançado o refino de grão adequado, a liga do aço e o processo devem ser cuidadosamente definidos. Alguns parâmetros importantes para o sucesso da laminação termomecânica são: 26
27 Boas práticas na produção das placas durante o processo de aciaria e lingotamento quanto à pureza do aço: - Redução do volume de fração da perlita pela adição de menos carbono o baixo carbono e maior pureza do aço têm efeito positivo na soldabilidade. - Desgaseificação a vácuo durante a refino secundário do aço para abaixar os teores residuais de fósforo, nitrogênio, hidrogênio e oxigênio. - Tratamento cálcio para modificar quaisquer inclusões de sulfeto tornando-os mais globulares. - Soft reduction para contrair cavidades e minimizar macrosegregação durante o lingotamento contínuo - Produção de placas com máxima espessura para aumentar a redução aplicada durante laminação. Temperatura de reaquecimento adequada para promoção da solubilização dos microligantes, tipicamente entre ºC Laminação termomecânica (temperatura de laminação controlada) Resfriamento tanto ao ar livre ou acelerado controlado da linha de resfriamento on-line, até a temperatura de resfriamento final definida. A temperatura ao final do resfriamento acelerado deve ser baixa o bastante para formação de microestruturas favoráveis. Importante afirmar que quanto melhor o controle no processo de laminação termomecânica, maior o entendimento das influências de cada variável do processo como temperatura de cada passe, tempo de entre passes, redução de espessura de cada passe, controle de dimensão (controle de forma e planicidade). Para um mesmo objetivo de propriedades mecânicas de um aço microligado, há diferentes formas de se obter, seja no aumento da adição de microligantes ou na melhoria do processo de laminação ou na taxa de resfriamento controlado. As laminações modernas, como no caso do laminador de chapas grossas, por suas características particulares incluem equipamentos para resfriamento acelerado on-line, apresentam grandes vantagens que justificam o processamento de materiais especiais com custo competitivo. A figuras 3 e 4 apresentam um layout do processo de laminação de chapas grossas, a definição do layout e a tecnologia embarcada nos equipamentos também são fundamentais para viabilizar o desenvolvimento de novas especificações de aço. 27


28 Figura 3. Layout de uma instalação de planta de laminação de chapas grossas com resfriamento acelerado e tratamento térmico on line na JFE West Japan Works (Fukuyama, Japão). Fonte: (ENDO SHIGERU, NAKATA NAOKI, 2015). Adaptado. Figura 4. Layout de Laminação de Chapas Grossas na East Japan Works e novo processo de controle de laminação através o Super-CR - alta taxa de resfriamento (Fukuyama, Japão). Fonte: (ENDO SHIGERU, NAKATA NAOKI, 2015). Adaptado. 28

29 Atualmente as gerações modernas de aços de alta resistência estão crescentemente utilizando o baixo carbono nas rotas TMCP para alcançar alta resistência mecânica, melhor tenacidade e melhor soldabilidade. Adicionalmente, os recentes desenvolvimentos e melhorias em tecnologia de laminação de chapas grossas eliminam procedimentos de tratamento térmico adicional posterior: normalização, têmpera e revenimento (PORTER, 2006). A composição química do aço é um fator importante para o alcance de tais propriedades, porém, aliada ao controle do processo de laminação termomecânica e resfriamento controlado. Os aços de alta resistência mecânica e baixo teor de carbono, ainda que sejam constituídos, predominantemente por ferrita, podem exibir outros constituintes como bainita, martensita ou austenita retida, como um resultado das condições de fabricação do aço, ou de seus requisitos de fabricação e aplicação final. A combinação da composição química da liga com as condições de seu processamento termomecânico produzirá quantidades distintas dos constituintes mencionados, determinando que as várias características desejadas em importantes projetos de dutos: resistência mecânica, tenacidade, ductilidade e soldabilidade (STALHEIM, 2006). Nas figuras 5 e 6 apresentamos um esquema conceitual do processo TMCP, percebe-se e como se dá o controle de tempo, temperatura e transformação do aço. As microligas determinam a temperatura de não recristalização (Tnr), como também a posição das curvas de transformação, onde diferentes ligas de aço apresentam diferentes curvas TTT. Figura 5. Conceito do processo TMCP. Exemplo 1. Fonte: (TURANI, 2010) 29
 O cliente consumidor especifica as propriedades mecânicas do aço que ele necessita e envia a consulta para as siderúrgicas, que desenvolvem as receitas para a produção e efetuam")
30 Figura 6. Conceito do processo TMCP. Exemplo 2. Fonte: (TURANI, 2010) O cliente consumidor especifica as propriedades mecânicas do aço que ele necessita e envia a consulta para as siderúrgicas, que desenvolvem as receitas para a produção e efetuam testes nas suas plantas de laminação. Os novos aços são certificados por um órgão autônomo para a garantia de atendimento respeitando-se as normas aplicáveis e controle de qualidade. Uma receita de processo consolidada em uma planta de produção não garante o mesmo resultado em outra planta, devido às infinitas variáveis de processo não controladas e diferentes layouts que interferem diretamente nestas variáveis, no entanto o desenvolvimento é atraente, pois as margens de lucros para estes aços são maiores. Neste mercado, tornase essencial o investimento em pesquisa e desenvolvimento constante de novos aços ARBL. A tabela 1 apresenta a composição química típica para uma chapa de 50mm, tanto para tratamento térmico ou laminação termomecânica, com carbono equivalente indicando as condições necessárias para soldagem. É possível ver na tabela, além do TMCP outra possível solução para uma produção econômica é a aplicação do conceito HTP (HULKA e GRAY, 2001), que é baseado na maior quantidade de nióbio em solução sólida, permitindo processar a austenita em temperaturas ainda maiores e aumentar a produção de chapas. 30
31 Tabela 1 - Composição química típica, peso% de 50mm de chapa de alta resistência. Fonte: (HULKA e GRAY, 2001). Adaptado. Especificação S355 S355 S460 S460 S460 API X80 do Aço Processo N TM N QT TM+ACC 0,10%Nb TM+ACC C 0,15 0,07 0,15 0,10 0,07 0,03 Si 0,40 0,30 0,40 0,35 0,25 0,30 Mn 1,50 1,50 1, ,55 1,80 P 0,012 0,012 0,012 0,012 O,012 0,012 S 0,004 0,004 0,004 0,004 0,004 0,004 Al 0,03 0,03 0,03 0,03 0,03 0,03 N 0,005 0,005 0,005 0,005 0,005 0,005 Ti 0,015 0,015 0,015 0,015 0,015 0,015 V - - 0,12-0,04 - Nb 0,04 0,04 0,04 0,04 0,04 0,10 Cu - - 0,60 0,30-0,20 Ni - - 0,60 0,60 0,25 0,10 Mo , CE 0,40 0,31 0,50 0,45 0,36 0,36 pcm 0,23 0,15 0,28 0,22 0,17 0,14 (N = Normalizado, TM = laminado termomecanicamente, QT = temperado e revenido, TM + ACC = laminado termomecanicamente + resfriamento acelerado) O conhecimento dos mecanismos de endurecimento, envolvidos na obtenção da resistência mecânica dos aços de alta resistência e baixa liga (ARBL), tornou-se imperativo para as siderúrgicas e para os fabricantes de peças, tendo em vista que a maioria dos mecanismos produz um efeito antagônico entre a maior resistência mecânica e a tenacidade mais elevada. De fato, o único mecanismo de endurecimento no aço que permite, simultaneamente, combinar ambas as propriedades em níveis continuamente mais elevados é o de refinamento dos grãos (SHANMUNGAM, 2006). A adição de determinados elementos químicos contribui para a obtenção de grão ferrítico fino. Os elementos com maiores potenciais para promover o refinamento do grão são aqueles capazes de formar uma segunda fase precipitada na matriz da microestrutura dos grãos em formação. Alumínio, nióbio, vanádio e titânio são elementos que, adicionados em proporções muito menores que outros elementos de liga nos aços comuns, impõem barreiras ao crescimento dos grãos, tornando os grãos ferríticos mais finos ao final do processamento termomecânico. Estes elementos, denominados como microligantes pela relação entre sua quantidade adicionada e o benefício do efeito endurecedor resultante nos aços, foram essenciais para o desenvolvimento dos aços ARBL (CAMPOS, 2000). 31
32 2.2. A atuação dos elementos microligantes O objetivo da atuação dos microligantes é limitar o crescimento do grão, atuando como uma barreira, obtendo-se o refinamento dos grãos para o alcance de elevada resistência mecânica e também elevada tenacidade. É importante afirmar que o planejamento da composição química é um processo fundamental para o sucesso da obtenção das propriedades desejáveis. Os microligantes não alteram a estrutura cristalina nem possuem afinidade com o Fe (ferro), porém, devido à afinidade com o carbono e nitrogênio, os produtos desta interação formam os carbonetos e carbonitretos. Estes carbonetos e carbonitretos são precipitados durante as etapas de deformação a quente e mudam as microestruturas finais. A microliga de nióbio se enquadra nesta definição. Os microligantes impedem a movimentação da frente cristalina que causam a recristalização e crescimento de grãos austeníticos. A habilidade em reter o deslocamento de contornos dos grãos, que ocorreria logo após cada etapa da deformação a quente, sem a presença desses elementos, dá-se a denominação de mecanismo de arraste do soluto e, ao sucessivo controle do tamanho do grão austenítico através de deformações com a queda da temperatura, dá-se o nome de condicionamento da austenita. O condicionamento da austenita pressupõe que, ao final de todo o processo de deformação e a uma temperatura próxima daquela para início de sua transformação, haja uma elevada relação entre o somatório da área de contornos de grão e o somatório do volume total de grão, que é chamada de parâmetro Sv. Colocando de outra forma, Sv é a densidade de sítios disponíveis para a nucleação da ferrita por unidade de volume. A maximização deste parâmetro indica o grau de condicionamento da austenita, significando que quanto maior o seu valor, menor será o tamanho de grão ferrítico, como pode ser verificado na figura
33 Figura 7. Tamanho de grão ferrítico obtido a partir de valores variados de Sv em austenita recristalizada e austenita deformada. Fonte:(DEARDO, 2001) 2.3. O papel do nióbio nos aços microligados O Nióbio ganhou notoriedade a partir da segunda metade do século 20 por suas características específicas, tais como: - A elevada afinidade com os elementos carbono e nitrogênio; - A necessária solubilidade na austenita; - O grande potencial para formação de precipitados na austenita e na ferrita; - A baixa afinidade com o oxigênio. Estas características confirmam que o nióbio possui um perfil natural para cumprir com a função de um elemento microligante: obtenção de grandes mudanças nas propriedades do aço com adições em quantidades muito menores quando comparadas com aquelas necessárias com outros elementos de liga, como carbono, manganês, cromo e molibdênio, por exemplo. As mais notáveis e desejáveis consequências finais da presença do nióbio sobre as características de um aço microligado podem ser assim discriminadas (MEYER, 2001): - diminuição do tamanho do grão ferrítico; - retardamento da recristalização da austenita; - endurecimento por precipitação na matriz ferrítica. Dentre os vários efeitos que o nióbio pode provocar em um aço ARBL, o mais pronunciado e de maior interesse, para o controle das propriedades mecânicas, via processamento na laminação termomecânica a quente, é o condicionamento da austenita. Um aço contendo nióbio, quando aquecido até a completa obtenção da fase austenítica, deverá apresentar este elemento tanto em solução sólida, quanto como precipitados de NbCN. Em ambas as condições, ele será capaz de provocar o retardamento da transformação desta fase em ferrita, durante resfriamento subsequente, devido sua atuação (DEARDO, 2001). O nióbio exerce seu efeito sobre a recristalização dos aços ARBL por três formas distintas de atuação: a) a presença de nióbio em solução sólida na austenita dificulta o processo de recristalização, devido ao efeito de arraste de soluto, que é traduzido na capacidade que os átomos deste 33
34 elemento têm em diminuir a velocidade de avanço dos contornos de grão ao se recristalizarem. Com o aumento da quantidade de nióbio em solução, a força motriz para que ocorra a recristalização será reduzida. Entretanto, uma transição de baixa para alta força motriz pode ocorrer, se a quantidade de soluto se reduzir abaixo de uma determinada concentração, tornando maior a mobilidade dos contornos de grão, facilitando, assim, a recristalização do aço. A figura 8 mostra a solubilidade temperatura de solubilidade do nióbio em função do ter de carbono. Figura 8. Solubilidade do nióbio em função do teor de carbono. Fonte: (GRAY J. M., SICILIANO F., 2009). Não existem estudos que puderam determinar, com exatidão, a que concentração crítica de nióbio em solução ele é capaz de exercer tal fenômeno (SUBRAMANIAN, 2006). Na figura 9 podemos perceber a relevância do efeito do nióbio na temperatura de recristalização. 34
35 Figura 9. Efeito da adição de nióbio em comparação aos outros principais microligantes na Tnr. Fonte: (GRAY J. M., SICILIANO F.,2009). Com a diminuição da temperatura, a mobilidade dos contornos de grão da austenita diminui, para qualquer aço examinado. A presença de nióbio em solução faz com que essa mobilidade seja mais reduzida. Contudo, o efeito não evolui proporcionalmente com o aumento do teor de nióbio em solução, havendo grande efeito inicial para uma quantidade razoavelmente pequena do elemento. Parece haver uma saturação deste efeito para um valor acima de 0,100% de concentração de Nióbio em solução. A figura 10 apresenta as curvas de mobilidade do contorno de grão da austenita em função da temperatura para várias concentrações de nióbio em solução. 35
 b) a recristalização da microestrutura dos aços dependente do movimento de deslocações através dos contornos de grãos.")
36 Figura 10. Efeito da temperatura e da concentração de nióbio em solução na mobilidade do contorno de grão da austenita. Fonte:(SUBRAMANIAN, 2006) b) a recristalização da microestrutura dos aços dependente do movimento de deslocações através dos contornos de grãos. O arranjo e a movimentação das deslocações podem ser restringidos pela presença de partículas precipitadas na matriz do aço, o que dificultará a ocorrência do fenômeno da recuperação, necessário para que ocorra a nucleação da recristalização. A restrição ao seu desenvolvimento, ou o efeito que o elemento microligante adicionado provoca sobre a recristalização da austenita, tende a ser maior, quanto mais finos forem e melhor distribuídos estiverem os precipitados existentes. c) as partículas dos precipitados são capazes de exercer um efeito no travamento da movimentação dos contornos de grão. A força com que elas exercem a função de desacelerar o crescimento dos grãos, ou até mesmo de barrá-los por completo, é denominada de Força de Arraste de Zener e depende do volume e do tamanho das partículas precipitadas. Como sua evolução é mais demorada, não se espera grande contribuição sua quando da deformação a quente com intervalos curtos entre os passes. Seu efeito será tanto maior quanto maior for o volume total de precipitados formados, o que ocorrerá após vários segundos depois da aplicação do passe de laminação. Assim, com um aumento significativo da fração volumétrica de precipitados, a força de travamento das deslocações torna-se efetiva, dificultando o crescimento dos grãos recristalizados. 36
37 A formação de precipitados de nióbio fará com que haja uma redução da quantidade de soluto disponível capaz de exercer o efeito de arraste de soluto, enquanto a precipitação é seguida por uma maior migração dos contornos de grão, favorecendo a recristalização da austenita. Um balanço entre a quantidade de nióbio em solução e a densidade de deslocações é requerido para que se obtenha o máximo efeito de sua adição a um aço ARBL, com a pretensão de se obter um grão ferrítico final mais fino (SUBRAMANIAN, 2006) TMCP The Thermo-Mechanical Rolling Process O objetivo maior da laminação termomecânica é a obtenção da redução do tamanho de grão e controle da estrutura metalúrgica que se deseja, sendo possível fabricar aços que possui resistência mecânica similar com baixo teor de carbono equivalente (incluindo as microligas), resultando na maior eficiência de fabricação onde estão aços são utilizados, além da prevenção de trincas durante soldagem. A maioria dos aços ARBL é constituída por ligas com baixo carbono equivalente e o seu processamento é determinado através da laminação termomecânica, geralmente acompanhado do controle de resfriamento após laminação. A definição de processo de laminação termomecânica é definida em normas de aços estruturais, exemplo EN 10113(3) 1993, mas em geral pode ser definida para processo que atingem estruturas de grãos refinados que permitem o favorecimento de combinação de propriedades mecânicas. O planejamento de laminação é orientado pela composição química do aço, composto pelos seguintes passos e governados pelo tempo e temperatura (STREISSELBERGER, 2001): - Forno - Temperatura de reaquecimento adequada para promoção da solubilização dos microligantes, tipicamente acima de 1150ºC - Laminação baseado no sequenciamento de passes planejados para o passe de laminação final na austenita não recristalizada. A alta temperatura de acabamento também facilita o processamento para obtenção de melhor planicidade em menores cargas de laminação; - Resfriamento tanto ao ar livre ou em pilhas de chapas, ou acelerado da linha de resfriamento on-line, até a temperatura de resfriamento final definida. Temperatura ao final do resfriamento acelerado deve ser baixa o bastante para formação de microestruturas favoráveis. - Opcional estágio de tratamento térmico adicional (revenimento) Nos últimos anos a laminação termomecânica em chapas grossas acima de 500MPa tem sido desenvolvido para o setor de construção (STREISSELBERGER, 2001). Estes aços são caracterizados pelo excelente nível de tenacidade após soldagem mesmo para propriedades de alta resistência. Nos casos em que altas cargas ou grandes vãos devem ser projetados, colunas, estacas e vigas são normalmente soldadas 37

38 e fabricadas por chapas grossas. O método de projeto e a construção apresentam uma vantagem econômica devido à menor necessidade de aço aplicado para a construção e além de benefícios na logística para o transporte das peças fabricadas e menor tempo de preparação para soldagem. A figura 11 mostra como a influência do controle de resfriamento para diferentes obtenções de estruturas metalográficas. Figura 11. Relação da taxa de resfriamento da temperatura da zona de transformação e estruturas metalográficas e também nível de resistência mecânica. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado Descrição do processo de laminação de Chapas Grossas O processo de laminação de chapas depende de outros processos anteriores para a obtenção da placa, o insumo principal para a produção de chapas. Existem diversas especificações para ampla gama de aplicações de chapas, desde a mais simples aplicação estrutural até aplicações complexas para trabalho em alta pressão. Destacamos a importância da qualidade da placa para a entrada do processo de laminação, que além de atendimento aos requisitos de qualidade mais exigentes no mercado, não se admite falha no controle de qualidade principalmente para as chapas em aplicações mais severas. Vejamos a seguir uma ilustração básica dos processos que antecedem o processo de laminação na figura

39 Figura 12. Fluxo básico processos para a obtenção da placa. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado. Desde que atendida à especificação da placa, entregue no pátio de placas da laminação, inicia-se o processo de laminação conforme figuras 13 e 14. Figura 13.Fluxo básico do processo reaquecimento, laminação e resfriamento controlado. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado. 39

40 Figura 14. Fluxo básico do processo resfriamento ao ar e corte de chapa. Fonte: (NIPPON STEEL e SUMITOMO STEEL, 2017). Adaptado Estocagem e reaquecimento de placas As placas são produzidas na aciaria e estocadas no pátio de placas da laminação em endereços de armazenamento já cadastrados e disponíveis para programação de reaquecimento e laminação. Depois de programadas, as placas são transportadas para o forno de reaquecimento de placas para serem reaquecidas em sequência pré-determinada, critérios como a resistência do aço, largura e espessura são variáveis importantes para melhor vida útil dos cilindros de laminação e redução de custos de produção. A identificação da placa é importante para a rastreabilidade e controle de qualidade. O pátio de placas está mostrado na figura 15. Dimensão da placa: espessura: 220 ou 250 mm; largura: 900 a 2100 mm; comprimento: 2200 a 3600 mm. Figura 15.Pátio de placas. Fonte: (Autoria própria). 40

41 O processo de reaquecimento de placas garante a homogeneidade térmica das placas até que estas atinjam a temperatura especificada, geralmente acima de 1150 C, afim de se obter as propriedades mecânicas e metalúrgicas requeridas durante a laminação. O forno de reaquecimento de placas tipo walking beam, totalmente automatizado, com controle dinâmico e automático das temperaturas através de um sistema de modelamento matemático melhorando a uniformidade da temperatura nas placas e reduzindo o consumo de combustível (neste caso utiliza-se gás natural ou gás de coqueria misturado com gás de alto forno).este processo é de suma importância na laminação termomecânica de aços microligados, visto que é imprescindível a solubilização do microligante no forno para garantir uma distribuição homogênea na placa. A figura 16 mostra o desenfornamento da placa reaquecida. Figura 16. Desenfornamento da placa reaquecida na temperatura de laminação. Fonte: (Autoria própria). 41
, este sistema é totalmente automatizado e faz a remoção dos óxidos através do impacto de jatos contínuos de água com bicos spray de")
42 Descarepação primária O sistema de descarepação é importante para assegurar que a superfície da placa isenta de óxidos formados durante o aquecimento. Além de ser responsável pela remoção de carepas (óxidos de ferro), este sistema é totalmente automatizado e faz a remoção dos óxidos através do impacto de jatos contínuos de água com bicos spray de alto impacto. As figuras 17 e 18 apresentam o equipamento descarepador e a configuração do spray de água, respectivamente. 42
43 Figura 17. Descarepador primário. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Figura 18. Padrão típico para configuração do spray para descarepação. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) O processo de descarepação é importante para a garantia da qualidade superficial da chapa durante o processo de laminação. O jato em alta pressão, retiram os óxidos de ferro originados no processo de reaquecimento que ficam aderidos na chapa. A tabela 2 descreve as características do equipamento de descarepação da Gerdau. Tabela 2 - Características do Descarepador Primário. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tipo Hidráulico (água) Pressão de descarepação 250 bar Quantidade de Headers 2 superiores e 2 inferiores Ajuste de altura Automático Laminador Quádruo Reversível A linha de laminação de chapas grossas conta com um laminador do tipo quadro reversível (quatro cilindros), ver figuras 19 e 20, com capacidade de t/ano, espessuras de chapas de 5,0mm a 150mm e largura de 900mm a 3.700mm. O laminador possui dois cilindros de trabalho e dois cilindros de 43
.")
44 encosto, porém apenas os cilindros de trabalho são acionados por motores. A característica do laminador de chapas grossas da Gerdau é mostrada na tabela 3. Tabela 3 - Características técnicas do Laminador. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). Tipo 4-Hi Single piece housing (Cadeira única) Largura do work roll 4100mm Largura do back up roll 3800 Diâmetro do work roll 1120mm Diâmetro do back up roll 2200mm Força máxima de laminação 8600 ton Potência motores de acionamento 2 x 8500 kw Figura 19. Laminador de chapas grossas. Fonte: (Autoria própria). 44

45 Figura 20. Laminador de chapas grossas em operação. Fonte: (Autoria própria). A principal diferença tecnológica entre os métodos tradicionais para laminação de chapas grossas e a tecnologia de laminação com laminadores quádruos reversíveis, é o processo final de laminação, onde as etapas de esboçamento, alargamento e acabamento podem ocorrer em um único laminador, sendo este totalmente automatizado. Além disso, é possível fazer o passe de espera quando em laminação termomecânica. Na espera a fase de acabamento pode ser dividida em uma ou duas etapas, laminando até uma espessura definida, onde a laminação é interrompida e o material oscila nas mesas de rolos aguardando o tempo necessário para que a temperatura objetivada seja alcançada de retorno da laminação para o passe final. O processo no laminador do tipo quádruo reversível pode ser descrito em algumas etapas: A placa é laminada até uma espessura específica (laminação de esboço), e nesta fase, a laminação consiste basicamente na passagem na placa pelos cilindros de trabalho havendo redução de espessura gradativamente a capa passe. Após a fase de esboçamento a placa gira 90 e inicia o alargamento do material até a largura desejada. Em seguida, a placa gira novamente sendo laminada com a espessura final requerida pelo cliente. Esta etapa é realizada em vários passes a depender do tipo de aço, largura da placa, espessura final do esboço e espessura final de acabamento. É possível executar dois tipos de laminação na linha de laminação de chapas grossas: a laminação convencional e a laminação termomecânica. A laminação convencional consiste na aplicação de sucessivos passes de redução sem rigor quanto ao controle das temperaturas ao longo do processo, pois sua influência 45

46 nas propriedades mecânicas é pouco significativa. Por outro lado, se deve respeitar certos limites de temperatura em função das limitações do equipamento e planicidade do esboço. Já a laminação termomecânica, consiste na aplicação de sucessivos passes de redução respeitando-se rigorosamente a determinados patamares de temperatura que são decisivos para obtenção de propriedades mecânicas específicas. A laminação termomecânica tem 1 ou 2 patamares de espessura onde a chapa é resfriada ao ar até a temperatura especificada. Nesta temperatura a laminação é reiniciada e reduções são realizadas até a espessura e temperatura de acabamento especificada. A temperatura final é geralmente entre 700 a 850 C dependendo da especificação do aço que será produzido. Na figura 21 é possível perceber as dimensões do laminador e o seu conjunto de acionamento constituídos por 2 motores elétricos. Figura 21. Vista frontal do laminador e acionamento principal. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). 46

47 Pré-desempenadeira A Pré-desempenadeira numa linha de laminação de chapas grossas é instalada entre a saída do laminador e a máquina de resfriamento acelerado, no caso da laminação da Gerdau, possui as seguintes características: Tabela 4 - Características da Pré Desempenadeira. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). Tipo 4Hi - Hidráulica Número de rolos 5 (3 superiores, 2 inferiores) Diâmetro 280mm / 270mm Força 1200 ton Motor 1 x 450kW Velocidade 2.0 m/s Este equipamento é constituído por 4 cilindros hidráulicos localizados na estrutura superior que controla a abertura e carga entre os rolos da entrada e da saída independentemente. Os rolos de trabalho que funcionam sob suporte dos rolos de encosto. O processo de desempeno tem o objetivo de minimizar o defeito de planicidade do laminado antes do resfriamento, visto que a chapa tem que estar com as devidas condições de planicidade antes de passar pelo processo de resfriamento para se obter uniformidade no resfriamento e consequentemente uma maior homogeneidade de propriedades mecânicas. A figura 22 mostra o arranjo básico configuração básica dos rolos de desempeno. 47
48 Figura 22. Cassetes de rolos de desempeno da pré desempenadeira. Fonte:(ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Resfriamento Acelerado O processo de resfriamento do esboço é composto por uma unidade de resfriamento com quatro bancos capazes de promover dois tipos de resfriamento: acelerado (ACC) e tempera direta (DQ). As vazões requeridas, assim como distribuição desta vazão ao longo do comprimento da chapa, variam com a especificação e taxa de resfriamento desejada. Este equipamento opera com controle automatizado e operados por modelos matemáticos avançados que aproximam os parâmetros de vazão, temperatura e taxa de resfriamento de acordo com a microestrutura que se deseja alcançar. A tabela 5 apresenta as características técnicas de processo, é notório a capacidade de vazão que este equipamento atinge. 48
 Tipo Resfriamento acelerado de chapas por água Comprimento 24 m Número de bancos 4 bancos com 6 cabeçotes de refrigeração cada São divididos em superior e")
49 Tabela 5 - Características do resfriamento acelerado. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010) Tipo Resfriamento acelerado de chapas por água Comprimento 24 m Número de bancos 4 bancos com 6 cabeçotes de refrigeração cada São divididos em superior e inferior Números de bicos de refrigeração Vazão de água Resfriamento acelerado - nominal 15 l/s/m2 Total m /h Têmpera Direta - nominal 33 l/s/m2 Total m3/h Fornecimento de água ACC tanque elevado (gravidade) DQ banco A Sistema de bombas (forçado) Utiliza-se água como meio refrigerante através de vários jatos distribuídos ao longo da mesa, subdivididos por quatro seções independentes comandadas por válvulas controladoras de vazão. A foto da figura 23 mostra o equipamento resfriamento acelerado.. Figura 23. Pré desempenadeira e o sistema de resfriamento. Fonte autoria própria 49


50 Desempenadeira a quente A desempenadeira a quente tem a função de eliminar o empeno, ou seja, corrigir a forma do material logo após a laminação, ver figuras 24, 25 e 26. Consiste na passagem do material entre os rolos, defasados entre si, de modo a permitir a deformação plástica com estiramento da região ondulada. Obtendo-se a planicidade para os valores de tolerâncias de qualidade. Figura 24. Desempenadeira a quente. Fonte: Autoria própria. Figura 25. Desempenadeira a quente, vista lateral dos rolos de desempenos superiores e inferiores. Fonte:(ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). 50

51 Figura 26. Desempenadeira a quente - Arranjo de acionamento. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). A tabela 6 mostra as características básicas do equipamento e capacidade de desempeno da desempenadeira a quente. Tabela 6 - Características da Desempenadeira a Quente. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). Tipo Número de rolos Diâmetro dos rolos Força Motor Velocidade Curso cilindro hidráulico de flexão 4 Hi - Hidráulica 11 (6 superiores, 5 inferiores) 280mm / 270mm 3000 ton 11 x 160kW 2.0 m/s 50 mm Leito de Resfriamento Este equipamento permite o resfriamento ao ar do material após laminação a quente facilitando os processos posteriores de corte, inspeção e marcação a frio. O material na entrada do leito na temperatura em torno de 850 C (no caso de resfriamento somente ao ar livre) e é descarregado com temperatura abaixo de 500 C. 51

52 Linha de Corte de Chapas A linha de corte composta pela tesoura de corte de bordas laterais e tesoura divisora de chapas são os principais equipamentos. A tesoura lateral, figuras 27 e 28 tem a função de cortar as bordas da chapa na largura desejada pelo cliente, já a tesoura divisora conforme figura 29 tem a função de descartar as pontas, cortar o esboço em chapas no comprimento que cada cliente solicitar, além de também, retirar a tira de amostragem para análises de qualidade em laboratório. As tabelas 7 e 8 possui informações sobre as características técnicas básicas da tesoura lateral e da tesoura divisora, respectivamente. Tabela 7 - Características técnicas da Tesoura Lateral. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). Tipo Mecânico Virabrequim triplo Força de Corte 6500kN Taxa de corte 20 cortes por minuto Espessura da Chapa Mínimo 5mm Máximo 50 mm Largura da chapa cortada Mínimo 900mm Máximo 3600mm Comprimento da chapa Mínimo 6500mm Máximo 50000mm Figura 27. Vista frontal da tesoura lateral. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). 52

.")
53 Figura 28. Modelo 3D do mecanismo de corte da tesoura lateral. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). Figura 29. Tesoura divisora modelo 3D. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). 53
54 Tabela 8 - Características técnicas da tesoura divisora. Fonte: (ESPECIFICAÇÃO TÉCNICA GERDAU, 2010). Tipo Força de Corte Ciclo de corte Espessura da Chapa Largura da chapa cortada Comprimento da chapa Mecânico Virabrequim duplo 1600kN 4,5 s Mínimo 5mm Máximo 50 mm Mínimo 900mm Máximo 3600mm Mínimo 6500mm Máximo 50000mm Estocagem e expedição de produtos Os pátios internos da linha de chapas grossas são gerenciados por sistemas de controle desenvolvidos em parceria com a área de Tecnologia de Informação. Estes sistemas têm como principais funções garantir o rastreamento de placas e chapas estocadas nos pátios, otimizar a estocagem e minimizar a movimentação interna de material. Depois que as chapas são recebidas e estocadas em endereços cadastrados elas ficam à disposição para programação da logística. Depois de programada a expedição, os produtos são enviados aos clientes. 54
55 CAPÍTULO 3 3. MATERIAIS E MÉTODOS O objetivo deste trabalho é conhecer os resultados de propriedades mecânicas do aço microligado especificação ASTM-A572Gr501 (A572/A572M 15) e do aço especificação ASTM-A36 (A36/A36M 14), bem como uma análise de caracterização metalográfica para explicar as diferenças entre os dois tipos de aço. Para atingir este objetivo, neste capítulo consta a apresentação dos materiais, equipamentos, procedimentos e planejamento de cada etapa. O processo de laminação, preparação de amostras e a execução dos procedimentos experimentos foram realizadas dentro da Gerdau com o apoio das áreas operacionais e de qualidade para que os testes foram garantidos pelo controle de qualidade da empresa. A figura 30 apresenta o fluxograma planejado o experimento. PROCEDIMENTO EXPERIMENTAL ETAPAS DO PROCEDIMENTO LAMINAÇÃO A QUENTE AÇO CARBONO MICROLIGADO AÇO CARBONO CONVENCIONAL SELEÇÃO DAS AMOSTRAS E PREPARAÇÃO DOS CORPOS DE PROVAS ANÁLISE MICROESTRUTURAL ENSAIOS MECÂNICOS Figura 30. Fluxograma do procedimento experimental. Fonte: (Autoria própria). 55
56 3.1. Seleção e laminação dos aços Os aços aplicados neste estudo foram chapas laminadas de aço microligado ao nióbio do aço microligado especificação ASTM-A572Gr501 (A572/A572M 15) e do aço especificação ASTM-A36 (A36/A36M 14). Estes aços são provenientes de corridas de teores similares de carbono, importante na propriedade mecânica de tração, o enxofre é importante na propriedade de tenacidade. Para os testes de laminação foram utilizadas placas de 250mm de espessura, 2100mm de largura e 3600 mm de comprimento. A composição química especificada está apresentada na tabela 9. Tabela 9 - Composição Química da Placa (% em peso). Fonte: (NormasASTM A36/A36M-14 e ASTM A572/A572M-15). Especificação do Aço C Mn Si S P Nb ASTM-A36 0,25 0,80 1,2 0,40 0,030 0,030 - ASTM A572 0,23 1,35 0,40 0,030 0,030 0,005-0,05 O equipamento utilizado para o processamento das placas foi o laminador de chapas grossas da empresa Gerdau. Todas as placas foram laminadas e produziram chapas comerciais nas dimensões de 25,4mm de espessura, 2440mm de largura e 6000mm de comprimento Processo de Reaquecimento da Placa O processo de reaquecimento da placa foi feito no forno de reaquecimento Walking Beam de 57 metros de extensão. Para o processo de reaquecimento e a solubilização completa do nióbio, foram definidos os seguintes parâmetros: - Temperatura mínima de desenfornamento da placas: 1220 C; - Tempo mínimo de residência para homogeneização da temperatura: 4 horas; 56
57 A temperatura de desenfornamento foi definida com base na equação 01 para solubilidade dos carbonitretos de nióbio proposta por IRVINE demonstrada abaixo: Onde: Ts = Ts - Temperatura de desenfornamento Nb Nióbio C - Carborno ,26 {log[%nb][%c]} (Equação 1) Na prática, a temperatura de desenfornamento do aço carbono tende a ser inferior ao aço microligado. Para efeito de produtividade e sequenciamento de placas na etapa de enfornamento, todas as placas foram desenfornadas com temperaturas acima de 1220 C Laminação de Acabamento e de Desbaste O processo foi delineado nos conceitos de laminação termomecânica somente para o aço microligado. A premissa do plano de passes durante a laminação baseou-se na aplicação de uma alta redução de espessura nos passes de desbaste (roughing passes) para obtenção de menor tamanho de grão austenítico, temperatura de espera para resfriamento em uma espessura com a qual é possível desenvolver alta deformação do grão austenítico acima da Tnr, e a laminação de acabamento (finishing passes) com o mínimo de passes possível, abaixo da Tnr. O cálculo da Tnr baseou-se na equação de BORATTO (1988) mostrada na equação 2. Onde: Tnr = C + (6645Nb 644 Nb) + (732V 230 V) + 890Ti + 363Al 357Si (Equação 2) C - Carbono Nb - nióbio V- Vanádio Ti - Titânio Al - Alumínio Si - Silício 57
58 Para o aço ASTM-A572Gr501 (A572/A572M 15) a Tnr calculada foi de 951 C. O processo foi delineado considerando estas temperaturas calculadas conforme Tabela 10 abaixo. Material Tabela 10 - Temperaturas críticas de laminação. Fonte: (Autoria própria). Temp. Temp. Processo Solubilização Tnr Acabamento AR3 Laminação ASTM-A572Gr C 973 C ºC 750 C Laminação (A572/A572M 15) termomecânica ASTM-A36 NA NA ~950 C 796 C Laminação (A36/A36M 14) Convencional A temperatura após o último passe na fase de acabamento ocorreu acima da temperatura Ar3. A temperatura Ar3foi calculada pela fórmula proposta por OUCHI, (1982) equação 3. Para o aço ASTM- A572Gr501 (A572/A572M 15) a Ar3 calculada foi de 758 C e para o aço ASTM-A36 (A36/A36M 14) foi de 799 C. Onde: C: Carbono Mn - Manganês Cu - Cobre Cr - Cromo Ni - Níquel Ar3 = C 80Mn 20Cu 15Cr 55Ni 80Mo + 0,35(th 8) (Equação 3) Mo - Molibdênio Th - espessura da chapa (neste caso de 25,4mm). Após a laminação todas as chapas laminadas foram resfriadas naturalmente ao ar Equipamentos utilizados no Laboratório Laboratório Microestrutural Microscopia ótica com o microscópio modelo Olympus BX60m Laboratório Análise comportamental (propriedades mecânicas) 58
59 Ensaio Universal (tração) Máquina de tração Shimadzu, Capacidade de 600kN, foi utilizada. Extensômetro automático, Fabricante Shimadzu Modelo: ST Ensaio de dureza Durômetro de marca Wilson-Wolpert, modelo S8 300, com capacidade de 50 kgf. Ensaio de absorção de impacto (Charpy) Zwick, modelo RPK750, com capacidade de 750 J Planejamento Neste estudo foram utilizadas amostras provenientes de chapas grossas produzidas industrialmente na espessura de 25,40 mm. Essas amostras foram utilizadas para estudar as propriedades das chapas grossas em função da composição química e laminação termomecânica utilizados na laminação a quente. Ambas são pertencentes a duas classes de aços, um aço sem adição de microligas especificação ASTM-A36 (A36/A36M 14) e outro microligado ao nióbio, especificação ASTM-A572Gr501 (A572/A572M 15). Segue abaixo na tabela 11 o plano de corpo de provas para a realização dos experimentos. Tabela 11 - Plano de corpos de provas para experimento. Fonte:(Autoria própria). Etapas de testes Aço carbono Aço microligado 1. Identificação e retirada de amostras 3 amostras (250x300mm) de 3 diferentes chapas 3 amostras (250x300mm) de 3 diferentes chapas 2. Usinagem dos corpos de provas (CP s) para ensaio mecânico Charpy Transversal e Análise de fratura Total: 18 CP s Total: 18 CP s 3. Usinagem dos CP s para Ensaio de Tração Transversal Total: 03 CP s Total: 03 CP s 4. Preparação amostra para micrografia, metalografia, e ensaio de dureza Total: 18 CP s Total: 18 CP s Execução dos testes. Uma amostra de cada chapa foi cortada na sua extremidade na região da borda, conforme estabelece a regra de amostragem. Esta região corresponde ao topo da laminação da chapa. A dimensão para obtenção 59
60 de amostras: 300 mm de largura por 300 mm de comprimento. Todos os corpos de prova foram confeccionados na instalação da Gerdau em atendimento a ASTM A Testes de tração A determinação da resistência mecânica dos aços foi definida pela realização de testes de tração, orientados na direção transversal à direção de laminação das chapas grossas. Foram utilizados corpos-deprova (CP) retirados da posição correspondente ao topo do esboço na posição da borda, conforme requerimento da norma ASTM-A6. Os corpos de provas, com seção circular, foram usinados com dimensões conforme ASTM A370 conforme figura 31. A tensão de escoamento foi determinada, com uso de um extensômetro automático. As condições do ensaio cumpriram com as determinações da especificação ASTM A370, ver figura 32. Figura 31.Dimensão corpo de prova de tração. (Fonte: ASTM A370). 60
. 3.")
 retirado na posição correspondente a ¼ da espessura da amostra, conforme requerimento da ASTM-A370.")

61 Figura 32. Fotografia de um ensaio de tração. Fonte: (Autoria própria) Teste de Impacto Charpy Os testes de tenacidade na direção transversal à direção de laminação das chapas grossas foram realizados, com a utilização de corpo-de-prova (CP) retirado na posição correspondente a ¼ da espessura da amostra, conforme requerimento da ASTM-A370. Os corpos de provas foram usinados para redução da espessura até 10 mm, conforme regra de obtenção do tamanho padrão. As condições de preparação dos corpos de provas e de execução dos testes cumpriram com os requerimentos dados na especificação ASTM A370. Os testes foram realizados nas temperaturas de 20 C e 0 C. As avaliações das fraturas foram efetuadas também conforme norma ASTM-A370. Dimensão: 10mm x 10mm (espessura x largura) x 55mm (comprimento). A tabela 12 e figura 33 fornecem informações da ASTM-A370 sobre as dimensões padronizadas para este teste. 61
62 Tabela 12 - Dimensões e tolerâncias do CP para ensaio de Charpy. Fonte:(ASTM A370). Dimensão Nominal Tolerância ASTM e demais Normas * Profundidade do Entalhe 2 mm ± 0,025 mm Largura 10,00 mm ± 0,025 Espessura 10,00 mm ± 0,025 Raio 0,25 mm ± 0,0025 Meio do Corpo de Prova 27,5 ± 0,42 Ângulo de Simetria do entalhe e o eixo longitudinal do CP ** 90 ± 1 Ângulo do entalhe 45 ± 1 Comprimento ,5 **(Para Norma ASTM, mede a diagonal ou o ângulo de simetria) R V T M W R L Figura 33. Dimensão corpo de prova para ensaio Charpy. (Fonte: ASTM A370). Conforme já mencionado, os testes foram realizados com corpos de provas nas temperaturas de 20 C e 0 C, mostrado na figura 34. O local onde foi realizado o teste possui temperatura controlada de 20 C., no entanto, para o ensaio na temperatura de 0 C, as amostras foram refrigeradas e os corpos de provas controlados por termopar para controle da temperatura no momento da realização dos testes. 62
 em três posições sobre a face da espessura do CP, a uma distância de cerca de 1 mm a partir da superfície da chapa transversal a")
. 63")
63 Figura 34. Fotografias de um Ensaio de Charpy. (a) - Máquina de ensaio; (b) - CP s na temperatura de 20 C; (c) - CP s na temperatura de 0ºC. (Fonte: Autoria própria) Teste de Dureza HV10 com carga de 10 kg Testes de dureza Vickers foram realizados em CPs preparados conforme norma ASTM E92. As medições de dureza foram realizadas com carga de 10 kgf (HV10) em três posições sobre a face da espessura do CP, a uma distância de cerca de 1 mm a partir da superfície da chapa transversal a direção de laminação. O valor de dureza resultante para chapa foi calculado pela média dos valores de cada CP. A figura 35, mostra um exemplo de impressão de teste de dureza Vickers. Figura 35. Exemplo da impressão para medida de dureza em um dos aços analisados. Fonte: (Autoria própria). 63
64 Análise estatístico dos dados obtidos dos ensaios. Teste de hipótese para validação dos resultados. Todos os testes estatísticos constantes no presente trabalho foram avaliados no Software MINITAB versão 18. A análise de variância (ANOVA) buscou analisar a existência ou não de diferenças significativas entre as médias dos conjuntos de dados. Graficamente os resultados foram expressos através de BoxPlot e intervalos de confiança. O BoxPlot foi utilizado por ser uma ferramenta visual e representativa de várias métricas como, por exemplo, média, variância, identificação de outliers e simetria dos conjuntos de dados [Montgomery estatística e probabilidade para engenheiros]. Os intervalos de confiança foram utilizados especificamente para a verificação de diferenças representativas entre as médias. Todas as análises estatísticas foram avaliadas ao nível de significância de 5%. Para os testes de hipóteses tem-se a hipótese nula como médias iguais e a hipótese alternativa como médias diferentes. Com o objetivo de validar os resultados provenientes do teste de hipóteses, analisou-se os resíduos. Primeiramente pelo exame da normalidade dos resíduos (p-valor>0,05) através do teste de Anderson- Darling. Depois pelo histograma, o qual nos indica, qualitativamente, a dispersão e distribuição dos dados. Por último, foi avaliado o gráfico resíduo versus valores ajustados a fim de avaliar o comportamento da variância dos resíduos em relação aos valores ajustados. Esta análise se fez necessária para validar a hipótese que os dados coletados são independentes, seguem distribuição normal e possui variâncias iguais Análise metalográfica do material A caracterização microestrutural do aço foi realizada por análises metalográficas em corpos-de-prova retirados da posição equivalente a ¼ da espessura das amostras. O equipamento utilizado foi Microscopia ótica com o microscópio modelo Olympus BX60m. Essa investigação permitiu: a) identificar os constituintes microestruturais presentes. Para a identificação dos constituintes, as amostras foram submetidas a ataque químico com nital 2%. b) medir o tamanho de grão ferrítico das amostras. A medição foi realizada a ¼ da espessura das amostras, pelo método dos interceptos, conforme descrito pela prática recomendada pela ASTM E112 (Item 4.1.3) Método de intercepto. Utilizado o microscópio óptico com um analisador de imagem com ampliação de 500X, foi traçada uma linha em diagonal contando-se em seguida os grãos de ferrita que foram interceptados pela linha. Calculado o percentual de fases utilizando o programa CLEMEX, próprio para esse tipo 64
65 de análise, onde foi possível estimar o percentual de ferrita e perlita observado no material. Com todos estes resultados, foi multiplicado o comprimento da linha (em microns) x percentual de ferrita. O resultado da multiplicação é dividido pelo número de grãos. Encontra-se então o tamanho do grão em microns, que depois é convertido em ASTM de acordo com a norma ASTM E
66 CAPÍTULO 4 4 RESULTADOS E DISCUSSÕES 4.1 Caracterização metalográfica As amostras foram usinadas, lixada, polidas e preparadas para análise de micrografia. O objetivo da caracterização é identificar características básicas que nos auxiliem no entendimento do material bem como uma descrição breve de como este material pode ser comportar mecanicamente. Isto nos auxilia a explicar mais adiante a tese, juntamente, com os resultados encontrados nos testes dos ensaios mecânicos. Os números de identificação das amostras estão apresentados de modo a facilitar a leitura e análise dos resultados pelos leitores, assim como o devido rastreio das amostras ao longo de todas as análises. O tamanho médio de grão ferritico (TGF), está representado em todas as tabelas adiante, tanto para medições feitas com o auxílio de microscópio em microns ( e convencionado conforme norma ASTM E A tabela 13 apresenta os resultados do TGF (tamanho de grão ferrítico) medidos em cada amostra, conforme ASTM E112 (Item 4.1.3) Método do intercepto. Tabela 13 - Resultado TGF Método intercepto ASTME112 Amostra Especificação TGF (µm) TGF ASTM ASTM36 16, ASTM36 13,4 9, ASTM36 9,8 10, ASTMA572GR50T1 6,7 11, ASTMA572GR50T1 5, ASTMA572GR50T1 3,4 13,5 66
 detectamos nitidamente os contornos de grãos ferríticos (parte mais clara) o que")
 quanto na 36(b) e a direção destas linhas tem características similares e causados pelo processo de laminação (redução de espessura).")
67 A figura 36 apresentam as amostras onde apresentou-se o maior e menor tamanho de grão. Ainda no aumento de 100X na direção longitudinal já é possível perceber notória diferença visual, a figura 36(a) detectamos nitidamente os contornos de grãos ferríticos (parte mais clara) o que evidencia o tamanho TGF maior. A linhas preferencias de perlita aparecem tanto na figura 36(a) quanto na 36(b) e a direção destas linhas tem características similares e causados pelo processo de laminação (redução de espessura). A figura 36(b) apresenta estrutura metalográfica mais refinada e uniforme. Não se percebe neste aumento de 100x os contornos de grãos devido o TGF ser muito menor. A fração volumétrica entre os materiais de todas as amostradas são similares, microestrutura constituída de 18% de perlita e 82% de ferrita. A diferença entre tamanho de grão comparado da 36(a) e 36(b) é significante. Este aumento de contornos entre grãos (refino de grãos) detectado na figura 36(b) atribui maior resistência mecânica do aço e também o aumento da tenacidade. (a) ASTM A36- TGF 16,7 µ (b) ASTM A572 - TGF 3,4 µ Figura 36. Micrografia com aumento de 100X Longitudinal. ASTM A36 - Amostra , ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) A figura 36 apresentam as amostras onde apresentou-se o maior e menor tamanho de grão. Ainda no aumento microscópico de 100X também já é possível perceber notória diferença visual, a figura 37(a) nota-se nitidamente os contornos de grãos ferríticos (parte mais clara) o que evidencia o tamanho TGF maior. 67
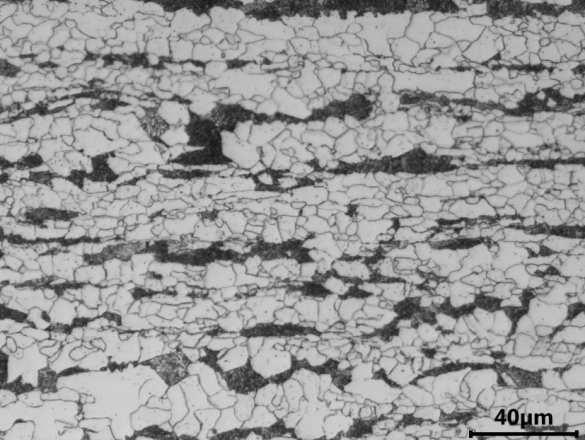
 Com aumento microscópico 500X pode-se detectar na figura 38(a) os grãos ferríticos, parte mais clara, nitidamente maior e na figura 38(b) os grãos são muito menores e com")

 ASTM A36- TGF 16,7 µ (b) ASTM A572 - TGF 3,4 µ Figura 38. Micrografia com aumento de 500X Transversal. ASTM A36 - Amostra 28096422005, ASTM A572 - Amostra 27096134003. Ataque com Nital 2%.")
68 (a) ASTM A36 - TGF 16,7 µ (b) ASTM A572 - TGF 3,4 µ Figura 37. Micrografia com aumento de 100X Transversal. ASTM A36 - Amostra , ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Com aumento microscópico 500X pode-se detectar na figura 38(a) os grãos ferríticos, parte mais clara, nitidamente maior e na figura 38(b) os grãos são muito menores e com maiores números de contornos de grãos. A estrutura cristalina mais refinada, grãos pequenos, favorece no aumento da resistência mecânica do material aliada a maior porção de ferrita que aumenta a tenacidade e soldabilidade. Isto sugere que o material ASTM A572 possui propriedades mecânicas melhoradas quanto comparado com o material ASTM A36, ou seja, maior resistência mecânica e também maior tenacidade. (a) ASTM A36- TGF 16,7 µ (b) ASTM A572 - TGF 3,4 µ Figura 38. Micrografia com aumento de 500X Transversal. ASTM A36 - Amostra , ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) Nas figuras a seguir, através das fotografias microscópicas com aumento 500X de todas as amostras, é possível notar a variação do tamanho de grão de cada amostra estudada. A figuras 39 à 44 registram as imagens em cada tamanho de grão identificado neste estudo. 68

 e amostra longitudinal (dir.). ASTM A36 - Amostra 28096422005.")
 ASTM A36 - TGF 13,4 µ")
 ASTM A36 - Amostra 27095587003.")
 e amostra longitudinal (dir.")
 69")
69 ASTM A36 - TGF 16,7 µ Figura 39. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.). ASTM A36 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) ASTM A36 - TGF 13,4 µ Figura 40. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A36 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) ASTM A36 - TGF 9,8 µ Figura 41. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A36 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) 69

 e amostra longitudinal (dir.")

 ASTM A572 - Amostra 27096140002.")
 ASTM A572 - Amostra 27096134003.")
70 ASTM A572 - TGF 6,7 µ Figura 42. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) ASTM A572 - TGF 5,4 µ Figura 43. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) ASTM A572 - TGF 3,4 µ Figura 44. Micrografia com aumento de 500X. Amostra transversal (esq.) e amostra longitudinal (dir.) ASTM A572 - Amostra Ataque com Nital 2%. (Fonte: Autoria própria) 70
71 4.2 Ensaios mecânicos Os ensaios mecânicos foram realizados visando a comprovação da tese expressa neste trabalho, obtendo informação quantitativas para análise da fundamentação. No que se segue os resultados, serão apresentados a seguir os resultados comparativos entre aço ASTMA36/A36M e ASTM A572GR50T1 avaliando os desempenhos quanto a Limite de Escoamento, Limite de Ruptura, Dureza HV10, Charpy para 0ºC e 20ºC e análise de fratura Ensaios de tração A tabela 14 apresenta os resultados por meio do ensaio de tração. Observa-se limite de escoamento (LE), limite de ruptura (LR), relação entre limite de escoamento e ruptura (LE/LR) e percentual de alongamento o qual exibiu os corpos de prova. Nota-se maiores valores de LE e LR para o aço ASTMA572GR50T1, aço de menor valor TGF em ( ). Amostra Tabela 14 - Dados dos experimentos de ensaio de tração. Fonte: (Autoria própria). Qualidade Tração Transversal LE MPa LR MPa LE/LR ALO % TGF (µm) TGF (ASTM E112-12) ASTMA36/A36M , ASTMA36/A36M ,4 9, ASTMA36/A36M ,8 10, ASTM A572GR50T ,7 11, ASTM A572GR50T , ASTM A572GR50T ,4 13,5 A análise foi feita somente para a direção transversal, pois a norma ASTM A370 consta como critério suficiente para comprovar o desempenho do material. Qualitativamente, observa-se na tabela 14 uma correlação diretamente proporcional entre refino de grão e o aumento valores para limite de escoamento tanto para o aço ASTMA36/A36M quanto para o ASTMA572GR50T1, esta tendência segue em acordo com a teoria já fundamentada nesta tese. Assim, observa-se a grande tendência do 71
72 aço ASTMA572GR50T1 apresentar resultados de limite de escoamento e ruptura superior ao aço ASTMA36/A36M. Pode-se notar através da fig.45(a) e 45(b) a sugestão de diferenças estatisticamente significativas entre os resultados do ensaio de tração provenientes das amostras ASTMA36/A36M e ASTMA572GR50T1. As dispersões dentro dos dois conjuntos de dados, bem como a amplitude, exibem comportamentos semelhantes. O intervalo de confiança apresentado na fig. 45(b), indica a diferença significativa entre as medias, visto que os intervalos não se interceptam. Informação está confirmada através do teste de Tukey, fig. 45(c), pois o valor 0 não está presente no intervalo de confiança do teste. Por fim analisou-se os resíduos a fim de endossar os resultados anteriores. Pela fig. 45 (d), nota-se a normalidade dos resíduos, bem como o comportamento simetricamente distribuído dos mesmos em relação aos valores ajustados, indicando variâncias iguais. Sendo assim, rejeita-se H0 ao nível de 5% de significância, pois temos evidências que as médias são diferentes. Logo o limite de escoamento no ensaio de tração do aço ASTMA572GR50T1 é maior do que o limite de escoamento LE do aço ASTMA36/A36M. O aço especificação ASTMA36/A36M com TGF (tamanho médio de grão ferrítico) variando entre 9,8 a 16,7 µm, apresentaram menores valores de limite de escoamento e ruptura nos testes realizados, resultado do processo de laminação convencional, ou seja, sem controle rigoroso da temperatura de laminação. O teste de tração indica que o aço especificação ASTMA36/A36M apresenta menor resistência mecânica em comparação ao aço especificação ASTMA572GR50T1. O aço especificação ASTMA572GR50T1, com TGF variando entre 3,4 a 6,7 µm. Através da laminação termomecânica com a laminação de acabamento abaixo da Tnr, no qual segure que o efeito do nióbio no atraso da recuperação dos grãos austeníticos foi relevante para obtenção de TGF s menores, propiciando melhores valores de propriedades mecânicas. 72
 Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Análise de resíduos. Fonte: (Autoria própria).")
73 Figura 45. Resultados gráficos da análise de variância (ANOVA) para ensaio de tração, analisando o Limite de Escoamento. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Análise de resíduos. Fonte: (Autoria própria). Sobre os resultados da figura 46, pelos mesmos argumentos apresentados na análise dos resultados limite de escoamento obtidos pelo ensaio de tração, rejeita-se H0 ao nível de 5% de significância, pois temos evidências que as médias são diferentes. Logo o limite de ruptura no ensaio de tração do aço ASTMA572GR50T1é maior do que o limite de escoamento LE do aço ASTMA36/A36M. Os valores obtidos nos testes de tração atenderam também as especificações ASTMA572GR50T1 e ASTMA36/A36M. O aço especificação ASTMA36/A36M com TGF (tamanho médio de grão ferrítico) variando entre 9,8 a 16,7 µm, apresentaram menores valores de limite de escoamento e ruptura nos testes realizados, resultado do processo de laminação convencional, ou seja, sem controle rigoroso da temperatura de laminação. O teste de tração indica que o aço especificação ASTMA36/A36M apresenta menor resistência mecânica em comparação ao aço especificação ASTMA572GR50T1. O aço especificação ASTMA572GR50T1, com TGF variando entre 3,4 a 6,7 µm. Através da laminação termomecânica com a laminação de acabamento abaixo da Tnr, no qual segure que o 73
74 efeito do nióbio no atraso da recuperação dos grãos austeníticos foi relevante para obtenção de TGF s menores, propiciando melhores valores de propriedades mecânicas. Figura 46. Resultados gráficos da análise de variância (ANOVA) para ensaio de tração, analisando o Limite de Ruptura. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria) Ensaios de Dureza Transversal A tabela 15 apresenta os resultados por meio do ensaio de dureza na direção transversal. Observa-se os valores de dureza HV10 e os valores médios. Nota-se valores médios de dureza maiores no aço especificação ASTMA572GR50T1, é possível perceber que há relação entre TGF menor e dureza maior. Tabela 15 - Dados dos experimentos de ensaios de dureza transversal. Fonte: (Autoria própria). Amostra Qualidade Posição Dureza HV10 (carga de 10 kg) Media TGF (µm) ASTMA36/A36M Transversal ,8 16, ASTMA36/A36M Transversal ,6 13, ASTMA36/A36M Transversal ,4 9, ASTMA572GR50T1 Transversal ,6 6, ASTMA572GR50T1 Transversal ,0 5, ASTMA572GR50T1 Transversal ,8 3,4 74
75 Sobre os resultados da figura 47, pelos mesmos argumentos apresentados na análise dos resultados provenientes do ensaio de tração, rejeita-se H0 ao nível de 5% de significância, pois temos evidências que as médias são diferentes. Logo a dureza do aço ASTMA572GR50T1é maior do que do aço ASTMA36/A36M. O aço especificação ASTMA36/A36M com TGF (tamanho médio de grão ferrítico) variando entre 9,8 a 16,7 µm, apresentaram menores valores de limite de escoamento e ruptura nos testes realizados, resultado do processo de laminação convencional, ou seja, sem controle rigoroso da temperatura de laminação. O teste de dureza indica que o aço especificação ASTMA36/A36M apresenta menor resistência mecânica em comparação ao aço especificação ASTMA572GR50T1. O aço especificação ASTMA572GR50T1, com TGF variando entre 3,4 a 6,7 µm. Através da laminação termomecânica com a laminação de acabamento abaixo da Tnr, no qual segure que o efeito do nióbio no atraso da recuperação dos grãos austeníticos foi relevante para obtenção de TGF s menores, propiciando melhores valores de propriedades mecânicas. Figura 47. Resultados gráficos da análise de variância (ANOVA) para ensaio de dureza HV 10 kg. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria). 75
76 4.2.3 Ensaios de Charpy A tabela 16 apresenta os resultados do ensaio de Charpy, o qual foi realizado na direção longitudinal. Observa-se os valores da quantidade de energia absorvida durante o impacto em Joules. Observa-se que os resultados foram obtidos para dois valores de temperatura, a 0ºC e a 20C. Nota-se que o aço especificação ASTMA572GR50T1 apresenta melhores resultados de absorção de energia ao impacto em ambas temperaturas de teste, 20 C e 0 C. Tabela 16 - Dados dos experimentos de ensaios Charpy Longitudinal. Fonte: (Autoria própria). Amostra Qualidade Temp ( C) ASTMA36/A36M ASTMA36/A36M ASTMA36/A36M ASTMA572GR50T ASTMA572GR50T ASTMA572GR50T1 Charpy Longitudinal E1 J E2 J E3 J EM J Posição TGF (ASTM E112-12) Longitudinal 18,43 Longitudinal 13,87 Longitudinal 9,63 Longitudinal 6,06 Longitudinal 5,13 Longitudinal 3,86 Conforme resultados apresentados na figura 48, pelos mesmos argumentos apresentados na análise dos resultados de limite de escoamento obtidos pelo ensaio de tração, rejeita-se H0 ao nível de 5% de significância, pois temos evidências que as médias são diferentes. Logo a tenacidade a 0ºC do aço ASTMA572GR50T1é maior do que a do aço ASTMA36/A36M. O aço especificação ASTMA36/A36M com TGF (tamanho médio de grão ferrítico) variando entre 9,8 a 16,7 µm, apresentaram menores valores de absorção de energia nos testes realizados, resultado do processo de laminação convencional, ou seja, sem controle rigoroso da temperatura de laminação. O teste de Charpy indica que o aço especificação ASTMA36/A36M apresenta menor tenacidade em comparação ao aço especificação ASTMA572GR50T1. O aço especificação ASTMA572GR50T1, com TGF variando entre 3,4 a 6,7 µm. Através da laminação termomecânica com a laminação de acabamento abaixo da Tnr, no qual segure que o 76
 para ensaio Charpy à 0ºC. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria).")
77 efeito do nióbio no atraso da recuperação dos grãos austeníticos foi relevante para obtenção de TGF s menores, propiciando melhores valores de tenacidade. Figura 48. Resultados gráficos da análise de variância (ANOVA) para ensaio Charpy à 0ºC. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria). Conforme resultados apresentados na figura 49, pelos mesmos argumentos apresentados na análise dos resultados de limite de escoamento obtidos pelo ensaio de tração, rejeita-se H0 ao nível de 5% de significância, pois temos evidências que as médias são diferentes. Logo tenacidade a 20ºC do aço ASTMA572GR50T1é maior do que a do aço ASTMA36/A36M. 77
. 4.2.4 Análise de Fratura A tabela 17 apresenta os resultados das análises visuais de fratura conforme norma ASTM A370, realizado na direção transversal.")
78 Figura 49. Resultados gráficos da análise de variância (ANOVA) para ensaio Charpy à 20ºC. (a) Box Plot; (b) Intervalo de confiança; (c) Teste de Tukey; (d) Analise de resíduos. Fonte: (Autoria própria) Análise de Fratura A tabela 17 apresenta os resultados das análises visuais de fratura conforme norma ASTM A370, realizado na direção transversal. Nesta tabela os dados estão apresentados em percentual de fratura frágil, observa-se a maior ductilidade no aço ASTMA572GR50T1 quando comparado ao aço ASTMA36/A36M. Onde estes valores foram avaliados tanto para 0ºC quanto para 20ºC. O aço com especificação ASTMA36/A36M apresenta TGF (tamanho médio de grão ferrítico) em microns maior, consequência do processo de laminação convencional - sem controle rigoroso da temperatura de laminação - além de apresentar menor absorção de energia quando comparado ao aço ASTMA572GR50T1. Apresenta fratura de transição dúctil/frágil em todos os corpos de provas durante os ensaios Charpy, apresenta restrição para aplicações em temperaturas mais baixas. Os resultados mostram que o aço com especificação ASTMA572GR50T1 é mais dúctil. As análises de fratura não detectaram presença fratura frágil em nenhuma das amostras, isto explica 78
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
CARACTERIZAÇÃO MICROESTRUTURAL E MECÂNICA DO AÇO API 5L X80 COM DISTINTOS PROJETOS DE LIGA*
 CARACTERIZAÇÃO MICROESTRUTURAL E MECÂNICA DO AÇO API 5L X80 COM DISTINTOS PROJETOS DE LIGA* João Paulo Vilano de Castro 1 Vicente Tadeu Lopes Buono 2 Carmos Antônio Gandra 3 Odair José dos Santos 4 Resumo
CARACTERIZAÇÃO MICROESTRUTURAL E MECÂNICA DO AÇO API 5L X80 COM DISTINTOS PROJETOS DE LIGA* João Paulo Vilano de Castro 1 Vicente Tadeu Lopes Buono 2 Carmos Antônio Gandra 3 Odair José dos Santos 4 Resumo
LAMINAÇÃO TERMOMECÂNICA DE UM AÇO MICROLIGADO AO NIÓBIO EM UM LAMINADOR DE TIRAS A QUENTE, COM CADEIRA STECKEL*
 LAMINAÇÃO TERMOMECÂNICA DE UM AÇO MICROLIGADO AO NIÓBIO EM UM LAMINADOR DE TIRAS A QUENTE, COM CADEIRA STECKEL* João Júnio Pereira Lino 1 Jorge Adam Cleto Cohn 2 Edson Hugo Rossi 3 Altair Lúcio de Souza
LAMINAÇÃO TERMOMECÂNICA DE UM AÇO MICROLIGADO AO NIÓBIO EM UM LAMINADOR DE TIRAS A QUENTE, COM CADEIRA STECKEL* João Júnio Pereira Lino 1 Jorge Adam Cleto Cohn 2 Edson Hugo Rossi 3 Altair Lúcio de Souza
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO*
 EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
EFEITO DAS TEMPERATURAS DE BOBINAMENTO E ENCHARQUE NAS PROPRIEDADES MECÂNICAS DE UM AÇO LAMINADO A FRIO MICROLIGADO AO NIÓBIO* Saulo Morais de Andrade 1 Fagner de Carvalho Oliveira 2 Maria Amélia Martins
Tabela 4. Composição química dos aços API5LX80 (% em peso).
.") 41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
41 3. MATERIAIS E MÉTODOS 3.1. Composição Química Os três aços estudados foram classificados como Nb-Cr, Nb-Cr-Mo e Nb- Cr-Mo-V para facilitar o trabalho. Foram retiradas amostras da região central das
LAMINAÇÃO TMCP DE CHAPAS GROSSAS PARA AÇOS ARBL MICROLIGADOS COM NIÓBIO, VANÁDIO E TITÂNIO LAMINADOS NA GERDAU OURO BRANCO*
 463 LAMINAÇÃO TMCP DE CHAPAS GROSSAS PARA AÇOS ARBL MICROLIGADOS COM NIÓBIO, VANÁDIO E TITÂNIO LAMINADOS NA GERDAU OURO BRANCO* Emanuelle Garcia Reis 1 Ricardo José de Faria 2 José Herbert Dolabela da
463 LAMINAÇÃO TMCP DE CHAPAS GROSSAS PARA AÇOS ARBL MICROLIGADOS COM NIÓBIO, VANÁDIO E TITÂNIO LAMINADOS NA GERDAU OURO BRANCO* Emanuelle Garcia Reis 1 Ricardo José de Faria 2 José Herbert Dolabela da
AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW
 Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
4 Resultados e Discussão
 4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J , SAE J E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS*
 ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
Efeito dos Parâmetros de Resfriamento Acelerado na Microestrutura e nas Propriedades Mecânicas em Aços para Tubos de Grande Diâmetro
 Título do Projeto: Efeito dos Parâmetros de Resfriamento Acelerado na Microestrutura e nas Propriedades Mecânicas em Aços para Tubos de Grande Diâmetro Linha de Pesquisa: Processamento Termomecânico e
Título do Projeto: Efeito dos Parâmetros de Resfriamento Acelerado na Microestrutura e nas Propriedades Mecânicas em Aços para Tubos de Grande Diâmetro Linha de Pesquisa: Processamento Termomecânico e
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
Gilmar Zacca Batista. Curvamento por Indução de Tubo da Classe API 5L X80. Dissertação de Mestrado
 Gilmar Zacca Batista Curvamento por Indução de Tubo da Classe API 5L X80 Dissertação de Mestrado Dissertação apresentada como requisito parcial para obtenção do título de Mestre em Engenharia Metalúrgica
Gilmar Zacca Batista Curvamento por Indução de Tubo da Classe API 5L X80 Dissertação de Mestrado Dissertação apresentada como requisito parcial para obtenção do título de Mestre em Engenharia Metalúrgica
PRODUÇÃO INDUSTRIAL DE AÇOS PLANOS COM GRÃO ULTRA-FINO
 PRODUÇÃO INDUSTRIAL DE AÇOS PLANOS COM GRÃO ULTRA-FINO ATRAVÉS S DE LAMINAÇÃO A QUENTE Antonio Augusto Gorni II Simpósio sobre Aços: A Novas Ligas Estruturais para a Indústria Automobilística São Paulo,
PRODUÇÃO INDUSTRIAL DE AÇOS PLANOS COM GRÃO ULTRA-FINO ATRAVÉS S DE LAMINAÇÃO A QUENTE Antonio Augusto Gorni II Simpósio sobre Aços: A Novas Ligas Estruturais para a Indústria Automobilística São Paulo,
Dissertação de Mestrado
 Dissertação de Mestrado Laminação Controlada de um Aço Microligado ao Nióbio Visando a Obtenção do Grau API X60 em Laminador Steckel Mestrando: João Júnio Pereira Lino Orientador: Prof Dr. Geraldo Lúcio
Dissertação de Mestrado Laminação Controlada de um Aço Microligado ao Nióbio Visando a Obtenção do Grau API X60 em Laminador Steckel Mestrando: João Júnio Pereira Lino Orientador: Prof Dr. Geraldo Lúcio
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1
 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
INFLUÊNCIAS DE PROCESSO NO LIMITE DE ESCOAMENTO DE CANTONEIRA NA ESPECIFICAÇÃO NBR 7007 AR 415*
 INFLUÊNCIAS DE PROCESSO NO LIMITE DE ESCOAMENTO DE CANTONEIRA NA ESPECIFICAÇÃO NBR 7007 AR 415* Luciana Vilarinho Ramos de Carvalho 1 Jéveson Batista dos Santos 2 Rosan Fernandes Lima 3 Resumo Este trabalho
INFLUÊNCIAS DE PROCESSO NO LIMITE DE ESCOAMENTO DE CANTONEIRA NA ESPECIFICAÇÃO NBR 7007 AR 415* Luciana Vilarinho Ramos de Carvalho 1 Jéveson Batista dos Santos 2 Rosan Fernandes Lima 3 Resumo Este trabalho
Benefícios do uso de aços microligados ao Nióbio em edifícios industriais. Roberval José Pimenta Leonardo Magalhães Silvestre
 Benefícios do uso de aços microligados ao Nióbio em edifícios industriais Roberval José Pimenta Leonardo Magalhães Silvestre Aços estruturais são uma solução para os grandes desafios enfrentados na construção
Benefícios do uso de aços microligados ao Nióbio em edifícios industriais Roberval José Pimenta Leonardo Magalhães Silvestre Aços estruturais são uma solução para os grandes desafios enfrentados na construção
11 Resultados (Parte 08)
") Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono
 Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
7 Resultados (Parte 04)
") 7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
João Carmo Vendramim 1 Jan Vatavuk 2 Thomas H Heiliger 3 R Jorge Krzesimovski 4 Anderson Vilele 5
 O tratamento térmico de têmpera e revenimento a vácuo de um bloco de aço AISI H13, dimensões 300x300x300 mm, monitorado com quatro termopares de contato João Carmo Vendramim 1 Jan Vatavuk 2 Thomas H Heiliger
O tratamento térmico de têmpera e revenimento a vácuo de um bloco de aço AISI H13, dimensões 300x300x300 mm, monitorado com quatro termopares de contato João Carmo Vendramim 1 Jan Vatavuk 2 Thomas H Heiliger
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
Profa. Dra. Lauralice Canale
 Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
5 Resultados (Parte 02)
") 5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
EFEITO DA ADIÇÃO DE MICROLIGAS NA LAMINAÇÃO DE BOBINAS A QUENTE*
 EFEITO DA ADIÇÃO DE MICROLIGAS NA LAMINAÇÃO DE BOBINAS A QUENTE* Felipe Farage David 1 Alisson Paulo de Oliveira 2 Ricardo José Faria 3 Romeu Thomaz Viana Junior 4 Edson Hugo Rossi 5 Carlos Alberto Soares
EFEITO DA ADIÇÃO DE MICROLIGAS NA LAMINAÇÃO DE BOBINAS A QUENTE* Felipe Farage David 1 Alisson Paulo de Oliveira 2 Ricardo José Faria 3 Romeu Thomaz Viana Junior 4 Edson Hugo Rossi 5 Carlos Alberto Soares
2 Revisão Bibliográfica
 2 Revisão Bibliográfica 2.1. Metodologias Utilizadas na Fabricação de Aços para Dutos Os aços estruturais, e conseqüentemente as propriedades dos tubos, são controlados pela microestrutura, que por sua
2 Revisão Bibliográfica 2.1. Metodologias Utilizadas na Fabricação de Aços para Dutos Os aços estruturais, e conseqüentemente as propriedades dos tubos, são controlados pela microestrutura, que por sua
12, foram calculados a partir das equações mostradas seguir, com base nas análises químicas apresentadas na Tabela 8.
 5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO
 UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO CENTRO TECNOLÓGICO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA ELÉTRICA MARCELO LUCAS PEREIRA MACHADO MODELO TERMOMICROESTRUTURAL PARA DETERMINAÇÃO DE VARIÁVEIS OPERACIONAIS
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
Cotações. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais 2º Teste (09.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Beneficiamento de Aços [21]
![Beneficiamento de Aços [21]](/thumbs/50/27312966.jpg "Beneficiamento de Aços [21]") [21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
[21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
Caracterização microestrutural do aço ASTM-A soldado por GMAW.
 UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
PRODUÇÃO DE AÇOS DAS CLASSES DE RESISTÊNCIA DE 80 E 90 KSI VIA TMCP NO LAMINADOR DE CHAPAS GROSSAS DA GERDAU OURO BRANCO *
 258 PRODUÇÃO DE AÇOS DAS CLASSES DE RESISTÊNCIA DE 80 E 90 KSI VIA TMCP NO LAMINADOR DE CHAPAS GROSSAS DA GERDAU OURO BRANCO * Romeu Thomaz Viana Jr 1 Adenilson Rosário Vitor 2 Antônio Augusto Gorni 3
258 PRODUÇÃO DE AÇOS DAS CLASSES DE RESISTÊNCIA DE 80 E 90 KSI VIA TMCP NO LAMINADOR DE CHAPAS GROSSAS DA GERDAU OURO BRANCO * Romeu Thomaz Viana Jr 1 Adenilson Rosário Vitor 2 Antônio Augusto Gorni 3
5.1. Morfologia da Microestrutura Austenítica durante a Laminação a Quente
 Capítulo 5 Conclusões Este trabalho teve como objetivo verificar o efeito do tratamento termomecânico aplicado num aço endurecível por precipitação ao cobre (HSLA-80) e bainítico de ultra-baixo carbono
Capítulo 5 Conclusões Este trabalho teve como objetivo verificar o efeito do tratamento termomecânico aplicado num aço endurecível por precipitação ao cobre (HSLA-80) e bainítico de ultra-baixo carbono
ESTUDO AVALIATIVO DA TENACIDADE AO IMPACTO DE UM AÇO SAE 1644 SUBMETIDO A TRATAMENTO TERMOQUÍMICO DE CEMENTAÇÃO.
 ESTUDO AVALIATIVO DA TENACIDADE AO IMPACTO DE UM AÇO SAE 1644 SUBMETIDO A TRATAMENTO TERMOQUÍMICO DE CEMENTAÇÃO. S. A. Lopes¹, D. A. Coimbra 1, M. R. de Almeida 1, W. C. Oliveira 1, H. M. Santos 1, P.
ESTUDO AVALIATIVO DA TENACIDADE AO IMPACTO DE UM AÇO SAE 1644 SUBMETIDO A TRATAMENTO TERMOQUÍMICO DE CEMENTAÇÃO. S. A. Lopes¹, D. A. Coimbra 1, M. R. de Almeida 1, W. C. Oliveira 1, H. M. Santos 1, P.
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
Título do projeto: SOLDABILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA
 Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
UNIVERSIDADE FEDERAL DE MINAS GERAIS. Curso de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas. Dissertação de mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de mestrado Influência das condições de laminação a quente nas propriedades mecânicas
UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de mestrado Influência das condições de laminação a quente nas propriedades mecânicas
AÇOS INOXIDÁVEIS (Fe-Cr-(Ni))
)") AÇOS INOXIDÁVEIS (Fe-Cr-(Ni)) Ligas à base de Fe, com um mínimo de 11%Cr em solução para prevenir a corrosão Podem apresentar estrutura ferrítica, austenítica, martensítica, ou mista, consoante às % de
AÇOS INOXIDÁVEIS (Fe-Cr-(Ni)) Ligas à base de Fe, com um mínimo de 11%Cr em solução para prevenir a corrosão Podem apresentar estrutura ferrítica, austenítica, martensítica, ou mista, consoante às % de
UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas. Dissertação de Mestrado
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado ESTUDO DA INFLUÊNCIA DE VARIÁVEIS DE LAMINAÇÃO EM UMA LINHA DE TIRAS A QUENTE CONVENCIONAL
UNIVERSIDADE FEDERAL DE MINAS GERAIS Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas Dissertação de Mestrado ESTUDO DA INFLUÊNCIA DE VARIÁVEIS DE LAMINAÇÃO EM UMA LINHA DE TIRAS A QUENTE CONVENCIONAL
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
EFEITO DA TEMPERATURA DE RECOZIMENTO SOBRE A MICROESTRUTURA E AS PROPRIEDADES MECÂNICAS DO AÇO ARBL MICROLIGADO NBR 6656 LNE 380
 Revista Perspectivas Online: Exatas & Engenharias Julho de 2017, Vol.7, nº 18, p. 09-14 ISSN: 2236-885X (Online) DOI: 10.25242/885x71820171191 EFEITO DA TEMPERATURA DE RECOZIMENTO SOBRE A MICROESTRUTURA
Revista Perspectivas Online: Exatas & Engenharias Julho de 2017, Vol.7, nº 18, p. 09-14 ISSN: 2236-885X (Online) DOI: 10.25242/885x71820171191 EFEITO DA TEMPERATURA DE RECOZIMENTO SOBRE A MICROESTRUTURA
EFEITO DA TÊMPERA E REVENIMENTO EM AÇOS MICROLIGADOS CONTENDO BORO E TITANIO
 EFEITO DA TÊMPERA E REVENIMENTO EM AÇOS MICROLIGADOS CONTENDO BORO E TITANIO Souza, W. M. 1 ; Itman F o, A. 1 ; Martins, J. B. R. 2 ; Lima, L. X. C. 2 1 Instituto Federal de Educação, Ciência e Tecnologia
EFEITO DA TÊMPERA E REVENIMENTO EM AÇOS MICROLIGADOS CONTENDO BORO E TITANIO Souza, W. M. 1 ; Itman F o, A. 1 ; Martins, J. B. R. 2 ; Lima, L. X. C. 2 1 Instituto Federal de Educação, Ciência e Tecnologia
MECANISMOS DE ENDURECIMENTO DE METAIS
 1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
1 MECANISMOS DE ENDURECIMENTO DE METAIS Eng. os metalurgistas e Eng. os de materiais visam o "projeto" de ligas com elevadas resistência mecânica (S E 0,2% ), ductilidade (A% e RA%) e tenacidade (resistência
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio
 Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Aspectos Metalúrgicos na Produção de Trefilados em Ligas de Alumínio Eng o. Marcelo Gonçalves, M.E., Ph.D. Alpina Consultoria e ESEG Escola Superior de Engenharia e Gestão Objetivo da Palestra Trefilação
Estudo de três distintas rotas de têmpera a vácuo e revenimento para o aço AISI H13
 Estudo de três distintas rotas de têmpera a vácuo e revenimento para o aço AISI H13 João Carmo Vendramim 1 R Jorge Krzesimovski 2 Thomas H Heiliger 3 Jan Vatavuk 4 Resumo Esta contribuição descreve três
Estudo de três distintas rotas de têmpera a vácuo e revenimento para o aço AISI H13 João Carmo Vendramim 1 R Jorge Krzesimovski 2 Thomas H Heiliger 3 Jan Vatavuk 4 Resumo Esta contribuição descreve três
UNIVERSIDADE FEDERAL DE MINAS GERAIS
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de Mestrado Caracterização microestrutural e mecânica do aço API 5L X80 com distintos
UNIVERSIDADE FEDERAL DE MINAS GERAIS Programa de Pós-Graduação em Engenharia Metalúrgica, Materiais e de Minas Dissertação de Mestrado Caracterização microestrutural e mecânica do aço API 5L X80 com distintos
MODELO MATEMÁTICO DE PREVISÃO DE PROPRIEDADES MECÂNICAS NA ARCELORMITTAL CARIACICA*
 281 MODELO MATEMÁTICO DE PREVISÃO DE PROPRIEDADES MECÂNICAS NA ARCELORMITTAL CARIACICA* Luciana Vilarinho Ramos de Carvalho 1 Rosan Fernandes Lima 2 Marcelo Lucas Pereira Machado 3 Resumo O objetivo deste
281 MODELO MATEMÁTICO DE PREVISÃO DE PROPRIEDADES MECÂNICAS NA ARCELORMITTAL CARIACICA* Luciana Vilarinho Ramos de Carvalho 1 Rosan Fernandes Lima 2 Marcelo Lucas Pereira Machado 3 Resumo O objetivo deste
Aula 20: Transformações Martensíticas. - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria.
 - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
- Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
ESTUDO DA INFLUÊNCIA DA COMPOSIÇÃO QUÍMICA E PARÂMETROS DE TRATAMENTO TÉRMICO NA TENACIDADE E NA RESISTÊNCIA DE AÇOS APLICADOS EM BAIXAS TEMPERATURAS*
 ESTUDO DA INFLUÊNCIA DA COMPOSIÇÃO QUÍMICA E PARÂMETROS DE TRATAMENTO TÉRMICO NA TENACIDADE E NA RESISTÊNCIA DE AÇOS APLICADOS EM BAIXAS TEMPERATURAS* Carolina Conter Elgert 1 Jader Daniel de Brito 2 Afonso
ESTUDO DA INFLUÊNCIA DA COMPOSIÇÃO QUÍMICA E PARÂMETROS DE TRATAMENTO TÉRMICO NA TENACIDADE E NA RESISTÊNCIA DE AÇOS APLICADOS EM BAIXAS TEMPERATURAS* Carolina Conter Elgert 1 Jader Daniel de Brito 2 Afonso
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO*
 INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA MICROESTRUTURA DO AÇO INOXIDÁVEL FERRÍTICO DURANTE A RECRISTALIZAÇÃO* Ariane Neves de Moura 1 Daniella Gomes Rodrigues 2 Tarcísio Reis de Oliveira 3 Claudio
INFLUENCE OF THE PRESENCE OF MICROALLOYING ELEMENTS AND THERMOMECHANICAL ROLLING PROCESS ON THE MECHANICAL PROPERTIES OBTAINED IN A SBQ STEEL
 368 INFLUÊNCIA DA PRESENÇA DE ELEMENTOS MICROLIGANTES E DO PROCESSO DE LAMINAÇÃO TERMOMECÂNICA NAS PROPRIEDADES MECÂNICAS OBTIDAS EM UMA BARRA DE AÇO ESPECIAL* Carolina Elgert 1 Felipe Bastos 2 José Roberto
368 INFLUÊNCIA DA PRESENÇA DE ELEMENTOS MICROLIGANTES E DO PROCESSO DE LAMINAÇÃO TERMOMECÂNICA NAS PROPRIEDADES MECÂNICAS OBTIDAS EM UMA BARRA DE AÇO ESPECIAL* Carolina Elgert 1 Felipe Bastos 2 José Roberto
CAP 11 - MICROESTRUTURAS
 CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
Processos de Conformação Metalúrgica
 Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Engenheiro Metalurgista, Mestrando em Engenharia Metalúrgica, Assistência Técnica, Usiminas, Ipatinga, MG, Brasil. 2
 EFEITO DA TEMPERATURA DE BOBINAMENTO NA MICROESTRUTURA E NAS PROPRIEDADES MECÂNICAS DE UM AÇO MULTICONSTITUÍDO DA CLASSE DE 800 MPa DE LIMITE DE RESISTÊNCIA* Danilo de Castro Denúbila 1 Ronaldo Antônio
EFEITO DA TEMPERATURA DE BOBINAMENTO NA MICROESTRUTURA E NAS PROPRIEDADES MECÂNICAS DE UM AÇO MULTICONSTITUÍDO DA CLASSE DE 800 MPa DE LIMITE DE RESISTÊNCIA* Danilo de Castro Denúbila 1 Ronaldo Antônio
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
8 Resultados (Parte 05)
") 8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
INVESTIGAÇÃO COMPUTACIONAL DO IMPACTO DOS PARÂMETROS TERMOMECÂNICOS NA MICROESTRUTURA DE UM AÇO MICROLIGADO AO NIÓBIO DURANTE A LTQ *
 486 INVESTIGAÇÃO COMPUTACIONAL DO IMPACTO DOS PARÂMETROS TERMOMECÂNICOS NA MICROESTRUTURA DE UM AÇO MICROLIGADO AO NIÓBIO DURANTE A LTQ * Melina Gamis da Silva 1 Felipe Monteiro Moraes de Moura Bastos
486 INVESTIGAÇÃO COMPUTACIONAL DO IMPACTO DOS PARÂMETROS TERMOMECÂNICOS NA MICROESTRUTURA DE UM AÇO MICROLIGADO AO NIÓBIO DURANTE A LTQ * Melina Gamis da Silva 1 Felipe Monteiro Moraes de Moura Bastos
AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13
 AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13 Laura Rodrigues de Novaes 1 ; Susana M. Giampietri Lebrão 2 1 Aluna de Iniciação Científica da Escola de Engenharia Mauá (EEM/CEUN-IMT);
AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13 Laura Rodrigues de Novaes 1 ; Susana M. Giampietri Lebrão 2 1 Aluna de Iniciação Científica da Escola de Engenharia Mauá (EEM/CEUN-IMT);
Material conforme recebido (CR) e/ou metal base (MB)
 e/ou metal base (MB)") 85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Transformações de fase em aços [15]
![Transformações de fase em aços [15]](/thumbs/66/55572195.jpg "Transformações de fase em aços [15]") [15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
[15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
DESENVOLVIMENTO DO AÇO LAMINADO A QUENTE PARA ATENDER AOS REQUISITOS GRAU S700 DA NORMA EN10149 NA ARCELORMITTAL TUBARÃO*
 2064 DESENVOLVIMENTO DO AÇO LAMINADO A QUENTE PARA ATENDER AOS REQUISITOS GRAU S700 DA NORMA EN10149 NA ARCELORMITTAL TUBARÃO* Ricardo Porto 1 Marden Valente de Souza 2 James Albert dos Santos Soares Mohallem
2064 DESENVOLVIMENTO DO AÇO LAMINADO A QUENTE PARA ATENDER AOS REQUISITOS GRAU S700 DA NORMA EN10149 NA ARCELORMITTAL TUBARÃO* Ricardo Porto 1 Marden Valente de Souza 2 James Albert dos Santos Soares Mohallem
Tratamentos térmicos de Recozimento e Normalização para os aços
 Tratamentos térmicos de Recozimento e Normalização para os aços Figura 10.1. Indicação das temperaturas recomendadas em aços carbonos, para austenitização e efetivação dos tratamentos térmicos de Normalização
Tratamentos térmicos de Recozimento e Normalização para os aços Figura 10.1. Indicação das temperaturas recomendadas em aços carbonos, para austenitização e efetivação dos tratamentos térmicos de Normalização
ESTUDO DAS PROPRIEDADES MECÂNICAS DO AÇO API X70 PRODUZIDO POR LAMINAÇÃO CONTROLADA
 ESTUDO DAS PROPRIEDADES MECÂNICAS DO AÇO API X70 PRODUZIDO POR LAMINAÇÃO CONTROLADA doi: 10.4322/tmm.00601002 Ronald Lesley Plaut 1 Antônio Augusto Gorni 2 Júlio Toshio Nakashima 3 Maurício Martins Pereira
ESTUDO DAS PROPRIEDADES MECÂNICAS DO AÇO API X70 PRODUZIDO POR LAMINAÇÃO CONTROLADA doi: 10.4322/tmm.00601002 Ronald Lesley Plaut 1 Antônio Augusto Gorni 2 Júlio Toshio Nakashima 3 Maurício Martins Pereira
Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020
 Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020 João Antonio da Silva Neto 1, Alysson Domingos Silvestre 1, David Domingos Soares da Silva 2, Heber Sivini Ferreira
Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020 João Antonio da Silva Neto 1, Alysson Domingos Silvestre 1, David Domingos Soares da Silva 2, Heber Sivini Ferreira
- Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval.
 Aço -Histórico - Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval. - Conversor Bessemer Fonte Infomet Processamento
Aço -Histórico - Fornos primitivos, com foles manuais, ainda hoje usados na África Central - Fornos primitivos, com foles manuais, utilizados na europa medieval. - Conversor Bessemer Fonte Infomet Processamento
2. REVISÃO BIBLIOGRÁFICA Evolução dos aços ARBL
 21 2. REVISÃO BIBLIOGRÁFICA 2.1. Evolução dos aços ARBL Entre as décadas de 60 a 80 foi realizado um grande progresso nas relações entre microestrutura e propriedades mecânicas no desenvolvimento de aços
21 2. REVISÃO BIBLIOGRÁFICA 2.1. Evolução dos aços ARBL Entre as décadas de 60 a 80 foi realizado um grande progresso nas relações entre microestrutura e propriedades mecânicas no desenvolvimento de aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Maria Fernanda Nunes Slade Orientador: Ivani de Souza ott Coorientador: Adriana Forero Introdução O rasil vive
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Maria Fernanda Nunes Slade Orientador: Ivani de Souza ott Coorientador: Adriana Forero Introdução O rasil vive
CARACTERIZAÇÃO DO MICROCONSTITUINTE MARTENSITA- AUSTENITA EM JUNTAS SOLDADAS POR ATRITO COM PINO NÃO CONSUMÍVEL NO AÇO X80-API-5L
 CARACTERIZAÇÃO DO MICROCONSTITUINTE MARTENSITA- AUSTENITA EM JUNTAS SOLDADAS POR ATRITO COM PINO NÃO CONSUMÍVEL NO AÇO X80-API-5L Pesquisador responsável: Johnnatan Rodríguez F. Unidade: Grupo de Caracterização
CARACTERIZAÇÃO DO MICROCONSTITUINTE MARTENSITA- AUSTENITA EM JUNTAS SOLDADAS POR ATRITO COM PINO NÃO CONSUMÍVEL NO AÇO X80-API-5L Pesquisador responsável: Johnnatan Rodríguez F. Unidade: Grupo de Caracterização
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
Ciência e Engenharia de Materiais I Introdução aos Materiais
 Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
AVALIAÇÃO ESTATÍSTICA DA COMPOSIÇÃO QUÍMICA DOS AÇOS DE VARÕES PARA BETÃO ARMADO
 AVALIAÇÃO ESTATÍSTICA DA COMPOSIÇÃO QUÍMICA DOS AÇOS DE VARÕES PARA BETÃO ARMADO António Manuel Baptista Doutorado, LNEC, ambaptista@lnec.pt Maria João Correia Doutorada, LNEC, mjmcorreia@lnec.pt Elsa
AVALIAÇÃO ESTATÍSTICA DA COMPOSIÇÃO QUÍMICA DOS AÇOS DE VARÕES PARA BETÃO ARMADO António Manuel Baptista Doutorado, LNEC, ambaptista@lnec.pt Maria João Correia Doutorada, LNEC, mjmcorreia@lnec.pt Elsa
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada. Columbus Stainless. Nome X2CrNil2. Elementos C Mn Si Cr Ni N P S
 Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Aço Inoxidável Ferrítico com 11% de Cromo para Construção Soldada ArcelorMittal Inox Brasil S.A. Ugine S.A. Columbus Stainless P410D F12N 3CR12 * equivalência aproximada Designação Européia NF EN 10088-2
Natal, 7 a 11 de agosto de 2000
 Natal, 7 a 11 de agosto de 2000 (in: CD-ROM) PRECIPITAÇÃO DE CARBONITRETOS EM AÇO ARBL LAMINADO COMO TIRA A QUENTE Juno Gallego * e Vicente Afonso Ventrella UNESP/Ilha Solteira - Departamento de Engenharia
Natal, 7 a 11 de agosto de 2000 (in: CD-ROM) PRECIPITAÇÃO DE CARBONITRETOS EM AÇO ARBL LAMINADO COMO TIRA A QUENTE Juno Gallego * e Vicente Afonso Ventrella UNESP/Ilha Solteira - Departamento de Engenharia
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
Mecanismos de endurecimento em aços [16]
![Mecanismos de endurecimento em aços [16]](/thumbs/58/41498062.jpg "Mecanismos de endurecimento em aços [16]") [16] projetos Engenheiro Mecânico mecânicos propriedades mecânicas materiais de engenharia módulo de elasticidade limite de escoamento dureza resistência mecânica e tenacidade adequadas 1> Principais mecanismos
[16] projetos Engenheiro Mecânico mecânicos propriedades mecânicas materiais de engenharia módulo de elasticidade limite de escoamento dureza resistência mecânica e tenacidade adequadas 1> Principais mecanismos
LAMINAÇÃO DE CHAPAS GROSSAS DA GERDAU *
 LAMINAÇÃO DE CHAPAS GROSSAS DA GERDAU * Rafael Abreu Fraga 1 Rodney Pardo Alves 2 Flávio Viana de Freitas 3 Emanuelle Garcia Reis 4 Maurício Martins Pereira 5 José Herbert Dolabela da Silveira 6 Resumo
LAMINAÇÃO DE CHAPAS GROSSAS DA GERDAU * Rafael Abreu Fraga 1 Rodney Pardo Alves 2 Flávio Viana de Freitas 3 Emanuelle Garcia Reis 4 Maurício Martins Pereira 5 José Herbert Dolabela da Silveira 6 Resumo
Doutor, Professor, Propemm, Instituto Federal do Espírito Santo, Vitória, ES, Brasil. 3
 Tema: Metalurgia física e comportamento de materiais em temperaturas elevadas DESENVOLVIMENTO DE UM AÇO MICROLIGADO FORJADO COM CARACTERÍSTICAS DA NORMA API* Suzana Souza da Silva Scardua 1 Bruno Camara
Tema: Metalurgia física e comportamento de materiais em temperaturas elevadas DESENVOLVIMENTO DE UM AÇO MICROLIGADO FORJADO COM CARACTERÍSTICAS DA NORMA API* Suzana Souza da Silva Scardua 1 Bruno Camara