Metalografia e Tratamentos Térmicos
|
|
|
- Sabina Aleixo Belmonte
- 5 Há anos
- Visualizações:
Transcrição
1 Universidade Federal do Pará Instituto de Tecnologia Metalografia e Tratamentos Térmicos Prof. Dr. Jorge Teófilo de Barros Lopes Campus de Belém Curso de Engenharia Mecânica Universidade Federal do Pará Instituto de Tecnologia Capítulo I Tratamentos Térmicos dos Materiais Campus de Belém Curso de Engenharia Mecânica 1
2 I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos Trats. Térmicos Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos 2
3 Temperatura ( C) 30/10/ Introdução TRATAMENTO TÉRMICO Pode ser definido, de uma forma geral, como o conjunto de operações de aquecimento e resfriamento a que são submetidos os aços e outros materiais, sob condições controladas de temperatura, tempo, atmosfera e velocidade de resfriamento, com o objetivo de alterar as suas propriedades ou conferir-lhes características determinadas sem modificar a forma do produto final. Dessa forma, consegue-se obter uma variada gama de propriedades que permitem que tenhamos materiais mais adequados para cada aplicação, sem que com isto os custos sejam muito aumentados. 1.1 Introdução 1000 permanência ,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 Tempo (horas) Gráfico ilustrativo das etapas de um processo de tratamento térmico. 3
.")
4 1.1 Introdução Exemplo - Mola espiral do sistema de suspensão de um veículo automotor. Tratamento térmico permite que a mola sofra deformação sem perder as suas formas e geometria originais (deformação elástica). Propriedades elevadas resistência mecânica e elasticidade, para não sofrer deformação plástica. Esquema ilustrativo da mola espiral de um sistema de suspensão veicular (Almanaque do Danico, 2006). 1.1 Introdução Nem sempre os tratamentos térmicos são intencionais. Peças metálicas podem sofrer tratamentos térmicos durante o processo de fabricação ocorre quando passam por ciclos de aquecimento ou resfriamento, os quais podem alterar as suas propriedades de forma prejudicial. Exemplo - Operações de soldagem em estruturas de aço, que ao serem aquecidas a temperaturas elevadas podem sofrer têmpera e fragilização na ZTA, comprometendo a tenacidade da estrutura como um todo. 4
5 1.1 Introdução Os tratamentos térmicos dão frequentemente associados ao aumento de resistência mecânica do material. Também utilizados para a alterar características de fabricabilidade (usinabilidade e estampabilidade, por exemplo), ou ainda, na restauração de ductilidade após intenso processo de conformação plástica a frio. Assim, pode-se dizer que os tratamentos térmicos são processos de fabricação que facilitam outros processos de fabricação e aumentam o desempenho dos produtos por meio da elevação da resistência mecânica e alteração de outras propriedades. 1.1 Introdução No caso dos aços, o benefício trazido pelos tratamentos térmicos é muito grande. Os aços respondem de maneira eficaz aos diferentes tipos de tratamentos utilizados. Em um mesmo aço, dependendo do tipo de tratamento térmico a que for submetido, conseguese obter níveis de resistência mecânica, ductilidade e tenacidade muito variadas, permitindo, por exemplo, amolecer o material para facilitar a sua usinagem, e endurecê-lo posteriormente para obter alta resistência mecânica. 5
6 1.1 Introdução Essa capacidade dos aços é uma das razões da sua grande utilização comercial, e a maior parte dos produtos ou peças que são submetidos aos tratamentos térmicos são constituídas desse material. Em função disso, o curso será inicialmente voltado ao estudo dos tratamentos térmicos dos aços, posteriormente outras ligas serão estudadas. Antes do estudo dos tratamentos térmicos serão discutidas as diversas microestruturas formadas durante os tratamentos térmicos dos aços, para melhor compreensão dos mesmos. I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade 6
7 1.2 Microestruturas dos Aços As microestruturas formadas durante os tratamentos térmicos dos aços podem ser originadas a partir de dois tipos de transformações: difusionais ou não difusionais. Transformações difusionais: transformações que ocorrem no estado sólido e dependem tanto do tempo quanto da temperatura. Transformações não difusionais: transformações no estado sólido que dependem fundamentalmente da temperatura. 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Dentre as transformações difusionais nos aços, a mais importante é a transformação eutetóide, na qual uma fase sólida se decompões em duas outras fases sólidas totalmente diferentes. A reação eutetóide do aço envolve a formação simultânea de ferrita e cementita a partir da austenita com composição eutetóide (0,77%C), que ocorre a 727 C (Figura), é reversível e expressa pela equação: resfriamento γ 0,77%C α0,02%c + (Fe 3 C) 6,67%C 7

8 1.2 Microestruturas dos Aços Diagrama Fe-Fe 3 C (Adaptada de ASKELAND & PHULÉ, 2003). 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Esquema de transformação da austenita (Adaptada de CALLISTER, 2008). 8

9 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Como se formam simultaneamente, a ferrita e a cementita estão intimamente misturadas. Essa mistura é caracteristicamente lamelar e a microestrutura resultante é denominada perlita. Sua microestrutura consiste de uma matriz de ferrita em que se encontram regularmente. distribuídas placas de cementita (Figuras). Um aço que apresenta essa microestrutura é chamado de aço eutetóide. 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. Perlita com aumento de 1500 x. Mistura lamelar de ferrita (matriz clara) e cementita (mais escura) (Adaptada de VAN VLACK, 1970). 9

. cementita e Perlita:.")
. 10")
10 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Exemplos de microestruturas perlíticas Aço eutetóide (FREITAS, 2014). 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. Exemplos de microestruturas contendo somente perlita Aço eutetóide (PUKASIEWICZ, 2003). 10
. 1.")
 a estrutura final observada será")

11 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. Análise do resfriamento de um aço eutetóide (FREITAS, 2014). 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Para os aços hipoeutetóides (%C < 0,77) a estrutura final observada será de núcleos de perlita envoltos por grão de ferrita.. Microestruturas de dois aços hipoeutetóides 0,20% e 0,45% (PUKASIEWICZ, 2003). 11
 a estrutura final observada será de núcleos de perlita rodeados por cementita.")
12 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. Análise do resfriamento de um aço hipoeutetóide (FREITAS, 2014). 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Para os aços hipereutetóides (%C > 0,77) a estrutura final observada será de núcleos de perlita rodeados por cementita.. Microestruturas de um aço hipereutetóide (PUKASIEWICZ, 2003). 12
. 1.")

13 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. Análise do resfriamento de um aço hipereutetóide (FREITAS, 2014). 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: A porcentagem da perlita aumenta com a elevação do teor de carbono do aço, e atinge 100% quando o teor de carbono for igual a 0,77%; a partir desse valor, volta a diminuir (Figura). Teor de perlita em função da porcentagem. de C no aço (FREITAS, 2014). 13
14 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Com o resfriamento lento a ferrita pró-eutetóide forma-se a partir da austenita entre 910 C e 727 C, e a ferrita eutetóide (forma lamelar na perlita) ao atingir 727 C. Em outras condições de resfriamento a ferrita pode se formar a partir de temperaturas mais baixas e, com. isso, passa a apresentar até quatro morfologias, quais sejam: ferrita alotriomorfa de contorno de grão, idiomorfa intragranular, lamelas ou ripas de Widmänstatten e lamelas intragranulares. 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Ferrita alotriomorfa de contorno de grão: Cristais nucleados no contorno de grão da austenita formados a temperaturas mais altas, que tem interfaces curvas com a austenita, com formato equiaxial ou lenticular. Idiomorfa intragranular: cristais nucleados no interior. dos grãos da austenita, apresentando formato aproximadamente equiaxial e contornos curvos ou com características cristalográficas bem definidas. 14

: são")
15 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. Diferentes morfologias de ferrita pró-eutetóide em aço com C = 0,37%, Mn = 1,50 %e V = 0,11%, transformado isotermicamente a 700 C. (CÂNDIDO, L.C, UFOP) 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Lamelas ou ripas de Widmänstatten (ferrita de Widmänstatten): são lamelas que nucleiam nos contornos de grãos austeníticos, mas crescem ao longo de planos bem definidos da matriz.. Ferrita acicular (áreas claras) aço com 0,2% C (FREITAS, 2014). 15
 (b) Duas morfologias da ferrita (áreas claras) aço com 0,2% C (FREITAS,")


16 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita:. (a) (b) Duas morfologias da ferrita (áreas claras) aço com 0,2% C (FREITAS, 2014): acicular (a) e após recozimento completo (b). 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: Lamelas intragranulares: semelhantes às ripas de Widmänstatten, mas que nucleiam exclusivamente no interior dos grãos de austenita. Lamelas intragranulares aço com 0,34% C - 15 min a 725 C (TAVARES, 2009). 16
17 1.2 Microestruturas dos Aços Ferrita, cementita e Perlita: A classificação dos cristais nucleados de cementita a diferentes temperaturas é semelhante à da ferrita. O desenvolvimento inicial é de grãos equiaxiais nos contornos de grãos (cementita pró-eutetóide); a redução da temperatura favorece o crescimento de cementita na forma de lamelas ou ripas (cementita eutetóide). Nos aços com teores mais elevados de carbono, as mudanças morfológicas apresentadas pela austenita no resfriamento rápido são muito mais significativas, formando-se uma nova estrutura, a martensita. 1.2 Microestruturas dos Aços Martensita: Denominação devido ao metalurgista alemão Adolf Martens, seu descobridor. Usada por muito tempo para designar uma microestrutura dura encontrada como produto dos aços temperados. A transformação martensítica também ocorre em alguns sistemas não ferrosos, tais como as ligas Cu-Al e Au-Cd, e em sistemas óxidos, como o SiO 2 e o ZrO 2, por exemplo. 17
18 1.2 Microestruturas dos Aços Martensita: As transformações de fases que envolvem a formação de ferrita e de cementita e, consequentemente, também da perlita, dependem do movimento dos átomos por difusão (transformações difusionais). Estas transformações são caracterizadas, sob o aspecto do comportamento dos átomos individuais, como transformações civis, em que os átomos de uma fase atravessam, individualmente e de forma não coordenada a interface entre as fases, reorganizandose na nova estrutura cristalina. 1.2 Microestruturas dos Aços Martensita: Essas transformações são também chamadas de reconstrutivas pelo fato de que os átomos, ao atravessarem a interface, constroem uma nova fase, com movimentos superiores a uma distância atômica. Entretanto, mesmo quando não existem condições para que a organização dos átomos ocorra pela difusão e movimentos significativos dos átomos, através de uma interface, é possível que as ligas de ferro se reorganizem em estruturas de menor energia do que a austenita. 18
19 1.2 Microestruturas dos Aços Martensita: Estas transformações ocorrem normalmente em condições em que a difusão não mais atua de forma significativa (temperaturas baixas) e, portanto, não estão associadas à mudança de composição química, somente à mudança de estrutura cristalina. Para que tais transformações ocorram em condições em que os átomos tem baixa mobilidade, é frequente que ocorra movimento ordenado de átomos, nas chamadas transformações militares, também chamada transformação displaciva, por causa do movimento coordenado de deslocamento dos átomos. 1.2 Microestruturas dos Aços Martensita: Nos aços e em outras ligas Fe-C, a transformação da austenita em martensita é originada num processo não difusional e, consequentemente, tem exatamente a mesma composição da austenita que lhe deu origem (até 2% C, dependendo da composição da liga). Como o processo é não difusional, devido ao resfriamento rápido, os átomos de carbono não podem se distribuir entre a ferrita e a cementita, e ficam aprisionados nos sítios octaédricos da estrutura CCC (ferrita), produzindo uma nova fase, a martensita. 19
20 1.2 Microestruturas dos Aços Martensita: Com o resfriamento rápido, a solubilidade do carbono na estrutura CCC é excessivamente excedida solução sólida supersaturada. A solubilidade excessiva provoca uma distorção neste reticulado, o qual assume nova geometria, a tetragonal de corpo centrado (TCC) - célula unitária com o parâmetro c (altura da célula) maior que o parâmetro a da base. 1.2 Microestruturas dos Aços Martensita: Dentre as várias maneiras de visualizar as transformações displacivas que podem conduzir a estrutura da austenita (CFC) a uma estrutura TCC, a mais comumente aceita é a distorção de Bain (Figura). Nesse modelo, a estrutura TCC pode ser visualizada como uma distorção da estrutura CCC em que o parâmetro da rede na direção [001] não é igual ao parâmetro das direções [010] e [100]. 20
. 1.")
21 1.2 Microestruturas dos Aços Martensita: Átomo de ferro Átomo de carbono Representação esquemática da correspondência entre as redes CFC da austenita e TCC da martensita (modificada de BRADESHIA, 2001). 1.2 Microestruturas dos Aços Martensita: Representação esquemática mostrando a artensita da liga Fe-C obtida através de um resfriamento rápido a partir da temperatura de austenitização, relacionando com o processo de saída do carbono de dentro da célula CFC para formar uma célula TCC. 21
22 1.2 Microestruturas dos Aços Martensita: Quanto maior o teor de carbono na martensita maior o número de sítios intersticiais preenchidos, acarretando num acréscimo da tetragonalidade da rede TCC (Figura). A tetragonalidade pode ser medida pelo quociente c/a entre os parâmetros do reticulado TCC da martensita (equação), e aumenta com o teor de carbono (BRADESHIA; HONEYCOMBE, 2006). c a = 1 + 0,045%pC Para um teor nulo de carbono a estrutura é CCC sem distorção (c = a). 1.2 Microestruturas dos Aços Martensita: 3,66 3,62 Ǻ 3,58 3,54 %at C 0 0,95 1,90 2,85 3,80 4,75 5,70 6,65 3,02 2,98 2,94 Ǻ 2,90 2,86 %at C 0 0,95 1,90 2,85 3,80 4,75 5,70 6,65 3,50 0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 %p C 2,82 0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 %p C Efeito do carbono no parâmetro a da austenita e nos parâmetros a e c da martensita (Adaptadas de COHEN, 1962 apud HUALLPA, 2011). 22
23 1.2 Microestruturas dos Aços Martensita: Dureza da martensita em função do teor de carbono, comparada com a dureza da perlita obtida por resfriamento ao ar (lento). 1.2 Microestruturas dos Aços Martensita: A composição química da martensita formada é a mesma da austenita (matriz) que a originou; A transformação á basicamente atérmica, isto é, a quantidade de austenita transformada depende da temperatura atingida e não do tempo em que o material é mantido na temperatura. Em função da variação de volume associada à transformação de fase e ao mecanismo displacivo, a transformação ocorre com um nível elevado de tensões residuais. 23
24 1.2 Microestruturas dos Aços Martensita: A martensita apresenta uma única fase formada nos aços (também pode ocorrer nos ferros fundidos), com estrutura cristalina e composição química próprias, além de uma interface bem definida com outras fases, quando houverem. É metaestável - tende a retornar para um estado estável ou de equilíbrio ao longo do tempo ou quando um agente externo atua, como a temperatura. 1.2 Microestruturas dos Aços Martensita: Neste caso, no aquecimento da martensita, os átomos de carbono aprisionados no cristal TCC ganham mobilidade e se difundem, formando carbonetos. O resultado é o alívio da estrutura, com a decomposição da martensita em uma mistura de ferrita e cementita. 24
25 1.2 Microestruturas dos Aços Martensita: A austenita é relativamente dúctil, pois os átomos de carbono se acomodam perfeitamente na estrutura do ferro gama (CFC) e não dificultam os deslizamentos cristalinos quando o aço é deformado. Na martensita, no entanto, o ferro está numa forma alfa modificada pelo excesso de carbono, cuja presença dificulta as transformações plásticas a tal ponto, que elas se tornam praticamente impossíveis. 1.2 Microestruturas dos Aços Martensita: Portanto, a alta dureza da martensita está relacionada a capacidade dos átomos intersticiais de carbono de restringir o movimento das discordâncias, bem como ao número relativamente pequeno de sistemas de escorregamento para a estrutura TCC. 25
, assim: - teor de carbono até")
. 26")
26 1.2 Microestruturas dos Aços Martensita (morfologia): Do ponto de vista morfológico, a martensita se revela ao microscópio de modo característico. Pode se apresentar na forma de ripas, placas ou em uma mistura de ambas, dependendo do teor de carbono do aço (figura - gráfico), assim: - teor de carbono até 0,6% - tendência à formação martensita por ripas; - entre 0,6% e 1%, uma mistura de ripas e placas; - e acima de 1%, apenas por placas. 1.2 Microestruturas dos Aços Martensita (morfologia): Aspecto micrográfico da martensita. Relação entre o teor de carbono e o tipo de martensita formada no aço (ZHAO NOTIS, 1995 apud HUALLPA, 2011). 26

")
 Crescimento da placa")
")
 27")
27 1.2 Microestruturas dos Aços Martensita (morfologia): Martensita na forma de ripas e sua estrutura (MAKI; TSUZARA ; TAMURA, 1980 apud HUALLPA, 2011) Micrografia da martensita na forma de ripas - Aço 4140 (KRAUSS, 1999 apud HUALLPA, 2011) 1.2 Microestruturas dos Aços Martensita (morfologia): (a) (b) Crescimento de placas de martensita com incremento do resfriamento abaixo de Ms: (a) Crescimento da placa interrompido pelo contorno de grão; (b) Propagação da martensita (PORTER; EASTERLING, 1982 apud HUALLPA, 2011) Microestrutura de martensita em placas com microtrincas liga Fe-1,86%pC (KRAUSS, 1999 apud HUALLPA, 2011) 27
28 1.2 Microestruturas dos Aços Martensita (morfologia): Em geral a estrutura martensítica em ripas está associada com alta dureza e ductilidade, porém menor resistência mecânica. As estruturas martensíticas em placas têm alta resistência mecânica, mas não são dúcteis, e frequentemente contêm microtrincas decorrentes do impacto entre placas, que podem inicias falhas subsequentes (VOORT, 2009). 1.2 Microestruturas dos Aços Austenita: A austenita é encontrada em temperatura ambiente em alguns aços inoxidáveis austeníticos e duplex (ferrita +austenita), ou em aços que sofreram têmpera. Muitas vezes, por motivos relacionados principalmente à composição química, não tiveram sua transformação totalmente completada, restando certa porcentagem em temperatura ambiente (austenita retida). Neste caso se apresentará juntamente à martensita (Figura). 28
 ocorre por um processo misto, envolvendo difusão, como nas transformações")
29 1.2 Microestruturas dos Aços Austenita: Micrografia mostrando a mistura de martensita e austenita retida (áreas claras) (FREITAS, 2014). 1.2 Microestruturas dos Aços Bainita: A formação da bainita (nome dado em homenagem a Edgard Bain, um de seus descobridores) ocorre por um processo misto, envolvendo difusão, como nas transformações eutetóides, e forças de cisalhamento, como se observa nas transformações martensíticas - depende tanto do tempo quanto da temperatura. Faixa de formação: está situada abaixo da temperatura de formação da perlita (cerca de C) e acima da transformação martensítica, daí o surgimento de duas morfologias distintas: bainitas superior e inferior. 29
30 1.2 Microestruturas dos Aços Bainita: Estas microestruturas são, frequentemente, agregados de ferrita e cementita (ou outros carbonetos, no caso de aços ligados) com dimensões características muito pequenas. Assim a bainita pode ser definida como um produto de transformação formado em faixa de temperatura intermediária entre a transformação eutetóide (de formação da perlita) e a formação da martensita, constituído por agregados de ferrita e cementita (WANG, J. et al.) 1.2 Microestruturas dos Aços Bainita: A principal diferença entre as duas microestruturas está na forma de precipitação dos carbonetos; tais diferenças, no entanto, não são observáveis em microscopia ótica. A própria diferença entre a bainita e a martensita, por meio da microscopia ótica pode ser difícil, pois as duas estruturas estão, em geral, no limite de resolução da técnica. Esta classificação é importante, devido as diferenças em termos de propriedades mecânicas das duas bainitas. 30
.")
 (Fig-b). 1.")
31 1.2 Microestruturas dos Aços Bainita: Bainita superior: forma-se em faixas de temperaturas imediatamente abaixo da faixa de formação da perlita, e é constituída de pacotes de cristais de ferrita paralelos entre si, que crescem através dos grãos de austenita, com carbonetos presentes entre oscristais de ferrita (Fig-a). Bainita inferior: forma-se em temperaturas muito próximas da temperatura de início de formação da martensita, e é constituída por placas de ferrita longas, não paralelas, em uma microestrutura análoga à da martensita em placas (morfologia comumente caracterizada com acicular forma de agulhas) (Fig-b). 1.2 Microestruturas dos Aços Bainita: (a) (b) (a) Bainita superior de um aço 4360; (b) Bainita inferior de um aço com 1,1%C. 31
32 1.2 Microestruturas dos Aços Dureza das microestruturas: Perlita grossa - mais dúctil que a perlita fina (86 a 97 HRB). Perlita fina - mais dura que a perlita grossa a fase cementita forte e rígida restringe severamente a deformação da fase ferrita (20 a 30 HRC). Antigamente perlita muito fina = troostita (termo em desuso). Aços bainíticos - possuem uma estrutura mais fina são. mais resistentes e duros. Bainita superior (40 a 45 HRC); Bainita inferior (50 a 60 HRC). Martensita - é fase mais dura, mais resistente e frágil (63 a 67 HRC). I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade 32
33 1.3 Diagramas de Transformação Generalidades: Explicam a formação de estruturas fora do equilíbrio que não dependem essencialmente de processos difusionais. Mostram as curvas de resfriamento e as faixas de temperatura em que os diversos constituintes das transformações austeníticas se formam. São uma importante ferramenta para a especificação dos parâmetros dos tratamentos térmicos dos aços, e podem ser de dois tipos: diagrama de transformação isotérmica ou diagrama de transformação em resfriamento contínuo. 1.3 Diagramas de Transformação Diagrama de transformação isotérmica: O diagrama de transformação isotérmica (Figura) é também denominado diagrama transformação-tempotemperatura (diagrama TTT) ou diagrama IT (isothermal transformation) ou curva em C ou curva em S. O diagrama TTT define as transformações da austenita em função do tempo a uma temperatura constante. Mostra, portanto, as transformações que o aço passará de acordo com o tempo em que permanecer em determinada temperatura. 33

34 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Representação de um diagrama TTT. 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Construção de um diagrama TTT: - Se um determinado aço for aquecido a uma temperatura, de modo a se ter somente austenita (temperatura de austenitização), e posteriormente resfriado bruscamente até uma temperatura inferior a 727 C (linha A 1 ), ele levará um certo tempo para iniciar a sua transformação em perlita naquela temperatura, e a perlita, depois de iniciada, se completará após um certo tempo. 34
35 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Construção de um diagrama TTT: - A obtenção do diagrama TTT consiste em se repetir o processo anteriormente descrito para vários corpos de prova, mas com intervalos de tempo determinados para cada um deles, antes de resfriá-los bruscamente até a temperatura ambiente. - Repete-se novamente o processo para várias temperaturas de transformação especificadas. 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Construção de um diagrama TTT: - Se o intervalo de tempo no qual o corpo de prova foi mantido na temperatura especificada não for suficiente para a transformação da austenita em perlita, então, no segundo resfriamento (brusco) aquela se transformará totalmente em martensita. - Portanto, na temperatura ambiente, o material apresentará uma certa área transformada isotermicamente em perlita e o restante se transformará em martensita no resfriamento brusco subsequente. 35
36 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Construção de um diagrama TTT: - Pelo exame dessa série de corpos de prova pode-se acompanhar a evolução da transformação, o que permitirá traçar gráficos relacionando a porcentagem de produtos de transformação isotérmica com o tempo de permanência do corpo de prova nas diversas temperaturas escolhidas (Figura). - A partir dos tempos de início e fim das transformações obtidas desses gráficos, constrói-se o diagrama TTT (Figura). 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Construção de um diagrama de transformação isotérmica 36
37 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Como já visto anteriormente, tanto a perlita como a bainita são agregadas de ferrita e cementita; por isso, em alguns diagramas TTT as regiões correspondentes aos campos de existência da ferrita e da bainita poderão vir identificadas somente por F + C (ferrita + carboneto). De um modo geral, as fases são indicadas pelos próprios nomes ou por suas iniciais: Austenita (A), Bainita (B), Cementita (C), Perlita (P) e Martensita (M). 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: As curvas do diagrama TTT indicam: - o início e o fim da formação da perlita, que ocorre acima do nariz (cotovelo ou joelho) do diagrama; - a formação da bainita abaixo do nariz até o início da transformação martensítica, indicada pela letra M s (martensite starter) ou M i (martensita início), que no diagrama aparece como uma linha reta, visto que a transformação martensítica depende somente da temperatura; - A formação da martensita que ocorre entre as linhas M i (martensita início) e M f (martensita final). 37
. A região compreendida entre as curvas de início e de fim de transformação corresponde à zona onde se processam isotermicamente as transformações.")
38 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: A linha A 1 (727 C) assintótica à curva de início de transformação, delimita os campos de austenita estável (superior) e austenita instável (inferior). A região compreendida entre as curvas de início e de fim de transformação corresponde à zona onde se processam isotermicamente as transformações. Para outros composições que não a eutetóide, constituintes pró-eutetóides (ferrita ou cementita separadas dentro da zona crítica) coexistem com a perlita (Figura). 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: A 1 γ estável γ instável Diagrama TTT mais completo de um aço eutetóide M i M 50 M 90 M f 38
39 1.3 Diagramas de Transformação Comparação do diagrama binário Fe-C (a) com uma curva TTT de um aço eutetóide (b) e um aço hipoeutetóide com 0,5% de C (c) (KRAUSS, 2005, p. 182) 1.3 Diagramas de Transformação (a) (b) Diagrama TTT de aços hipoeutetóides: (a) 0,20% C (1020); (b) 0,50% C (1050). 39
40 1.3 Diagramas de Transformação (a) (b) Diagrama TTT de aços hipereutetóides: (a) 1,13% C (10113); (b) 1,3% C (10130). 1.3 Diagramas de Transformação (a) (b) Diagrama TTT: (a) Hipo 0,35% C (1035); (b) Hiper 0,90% C (1090). 40
41 1.3 Diagramas de Transformação Diagramas de transformação isotérmica: Pode-se determinar para cada aço a temperatura do início da formação da martensita e às correspondentes às diversas porcentagens desse microconstituinte 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo A maioria dos tratamentos térmicos para os aços envolve o resfriamento contínuo de uma amostra, com maior ou menor velocidade, desde a temperatura de austenitização até a temperatura ambiente. Por este motivo os constituintes resultantes de transformação que requeiram tempo (difusão) serão formados em faixas de temperatura e, portanto, serão misturas de constituintes formados em diferentes temperaturas. 41
42 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo Só nos casos extremos de velocidades de resfriamento muito altas ou relativamente baixas é que se obtém constituintes bem definidos, como a martensita ou a perlita grosseira, respectivamente, pois as curvas de resfriamento cruzarão somente as zonas de formação desses constituintes no diagrama TTT. Um diagrama de transformação isotérmica só é válido para temperatura constante e tal diagrama deve ser modificado para transformações com mudanças constantes de temperaturas. 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo Técnicas semelhantes às utilizadas nos diagramas de transformação isotérmica poderão ser empregadas para a determinação de diagramas de transformação em resfriamento contínuo. Em um dos métodos, séries de amostras são resfriadas com velocidade controlada, e ao se atingir determinadas temperaturas, as amostras são resfriadas bruscamente para bloquear o processo de transformação 42
43 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo A natureza e a quantidade dos constituintes formados até se atingir a temperatura determinada e a quantidade de martensita decorrente da austenita não transformada, permitirá, para diversas curvas de resfriamento, traçar os diagramas de transformação em resfriamento contínuo. No resfriamento contínuo o tempo exigido para que uma reação tenha seu início e o seu término é retardado e as curvas são deslocadas para tempos mais longos e temperaturas menores. 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo Comparando-se os dois tipos de diagramas de transformação do mesmo material (Figura), vê-se que as curvas de início de transformação do primeiro (resfriamento contínuo) se localizam em temperaturas mais baixas e à direita das curvas em C, de modo que, exceto para pata os TTs feitos com velocidades de resfriamento intermediárias, as curvas em C, apesar de serem curvas de transformação isotérmica, permitem predizer o comportamento relativo dos diferentes aços em face dos TTs a que venham a ser submetidos. 43

44 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo A transformação tem início após um período de tempo que corresponde à intersecção da curva de resfriamento com a curva de início da reação, e termina com o cruzamento da curva de resfriamento com o término da transformação. Normalmente, não irá se formar bainita para aços ferro-carbono resfriados continuamente, pois toda a austenita se transformará em perlita. Para qualquer curva de resfriamento que passe por AB a austenita não reagida transforma-se em martensita. 44
45 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo Curvas de resfriamento de uma peça sobre um diagrama de resfriamento contínuo (aço eutetóide). 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo Para o resfriamento contínuo de uma liga de aço existe uma taxa de têmpera crítica que representa a taxa mínima de têmpera para se produzir uma estrutura totalmente martensítica (a curva de resfriamento passa em A). Para taxas de resfriamento superiores à crítica existirá apenas martensita (< A). Além disso existirá uma faixa de taxas (entre A e B) em que perlita e martensita são produzidas e finalmente uma estrutura totalmente perlítica (> B) se desenvolve para baixas taxas de resfriamento. 45
46 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo A B Curvas de resfriamento de uma peça sobre um diagrama de resfriamento contínuo (aço eutetóide). 1.3 Diagramas de Transformação Diagramas de transformação em resfriamento contínuo Curvas de resfriamento de uma peça sobre um diagrama de resfriamento contínuo (aço eutetóide) A- Forno = perlita grossa B- Ar = perlita mais fina (mais dura que a anterior) C- Ar soprado = perlita mais fina que a anterior D- Óleo = perlita mais martensita E- Água = martensita T- Taxa mínima = martensita 46
47 1.3 Diagramas de Transformação Fatores que influenciam diretamente a posição das linhas de transformação dos diagramas TTT Teor de carbono: - Quanto menor o teor de carbono (abaixo da composição eutetóide) mais difícil de se obter estrutura martensítica (Figura). 1.3 Diagramas de Transformação (a) (b) Diagrama TTT de aços hipoeutetóides: (a) 0,20% C (1020); (b) 0,50% C (1050). 47
48 1.3 Diagramas de Transformação Fatores que influenciam diretamente a posição das linhas de transformação dos diagramas TTT Elementos de adição: - Quanto maior o teor e o número dos elementos de liga, mais numerosas e complexas são as reações. 1.3 Diagramas de Transformação (a) (b) Aços com o mesmo teor de carbono, mas com diferentes elementos de liga. 48
49 1.3 Diagramas de Transformação Fatores que influenciam diretamente a posição das linhas de transformação dos diagramas TTT Todos os elementos de liga (exceto o cobalto) deslocam as curvas de início e fim de transformação para a direita, ou seja: retardam as transformações e promovem a formação de um joelho de separação para a bainita (Figura); facilitam a formação de martensita; como consequência, em determinados aços pode-se obter martensita mesmo com o resfriamento lento. 1.3 Diagramas de Transformação (a) (b) Aços com o mesmo teor de carbono, mas com diferentes elementos de liga. 49
50 1.3 Diagramas de Transformação Fatores que influenciam diretamente a posição das linhas de transformação dos diagramas TTT O tamanho dos grãos da austenita: - Quanto maior o tamanho de grão (menos contornos de grão), mais para a direita deslocam-se as curvas TTT. - O tamanho de grão grande dificulta a formação da perlita, já que a mesma inicia-se no contorno de grão. - Então, o tamanho de grão grande favorece a formação da martensita. 1.3 Diagramas de Transformação (a) (b) Aços com a mesma composição, mas com diferentes tamanhos de grãos da austenita. 50
51 1.3 Diagramas de Transformação Fatores que influenciam diretamente a posição das linhas de transformação dos diagramas TTT - Deve-se evitar tamanho de grão da austenita muito grande, pois: Diminui a tenacidade; Gera tensões residuais; É mais fácil de empenar ; É mais fácil de ocorrer fissuras. 1.3 Diagramas de Transformação Fatores que influenciam diretamente a posição das linhas de transformação dos diagramas TTT A homogeneidade da austenita: - Quanto mais homogênea a austenita, mais para à direita deslocam-se as curvas TTT. - Os carbonetos residuais ou regiões ricas em carbono atuam como núcleos para a formação da perlita. - Então, uma maior homogeneidade favorece a formação da martensita. 51
52 I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade 1.4 Influência da Matéria-Prima nos TTs Generalidades: Uma das causas principais das falhas em componentes metálicos está associada ao material. Falha de um componente interfere na função de outros elementos. Origem da falha análise com segurança da causa prevenir a recorrência. As falhas que podem interferir nos tratamentos térmicos: seleção inadequada da liga, geometria do componente, defeitos da MP e defeitos de usinagem. 52
53 1.4 Influência da Matéria-Prima nos TTs Seleção inadequada da liga: Caso em que o componente deverá ser submetido a TT com determinada finalidade a escolha inadequada do material e/ou do tipo de TT poderá acarretar em falhas ou na necessidade de TTs adicionais, encarecendo o processo. EXEMPLO (FREITAS, 2014): Seleção da liga para cementação se a camada cimentada for espessa, a escolha de ligas com alto Ni (>1,5%) tende a formar alto teor de γ retida, comprometendo a dureza desejada do componente ou encarecendo o processo com TTs adicionais para eliminar a γ retida. 1.4 Influência da Matéria-Prima nos TTs Geometria do componente: Aspectos de projetos que devem ser evitados a todo custo, pois geram campos de concentração de tensões, propiciando a nucleação de trincas em serviço ou durante o tratamento térmico de têmpera, com a consequente falha por fadiga do material, empenamentos etc.: cantos vivos, quinas e arestas não arredondadas; variações bruscas de secção; furos, sobretudo quando situados muito próximos da parede externa da peça; relação comprimento/largura desfavorável; e folgas inadequadas (entre punção e matriz). 53
54 1.4 Influência da Matéria-Prima nos TTs Defeitos na matéria-prima: Falhas originadas na obtenção e no processamento do material devem ser consideradas. Durante as operações de transformação do metal líquido em um produto sólido (bolsas, vazios, inclusões e segregações). 1.4 Influência da Matéria-Prima nos TTs Defeitos provocados pela usinagem: Operação que normalmente antecede os tratamentos térmicos. Riscos causados por mau acabamento superficial; grandes remoção de material por fresagem ou torneamento; queimas e outros. Marcas de usinagem na superfície da peça podem atuar como concentradores de tensão (início e propagação de trincas). 54
55 1.4 Influência da Matéria-Prima nos TTs Defeitos provocados pela usinagem: Grandes avanços e elevadas velocidades de corte nas operações de desbaste, resultando em trincas superficiais muito pequenas, além de uma estreita camada encruada pela deformação plástica que acompanha o arranque de material na usinagem. O calor gerado pela operação de arranque de cavaco é suficiente para aquecer localmente o aço até a sua austenitização o arrefecimento subsequente pode dar origem a uma transformação martensítica. 1.4 Influência da Matéria-Prima nos TTs Defeitos provocados pela usinagem: A retífica final, utilizada para retirar a camada superficial alterada pela operação de desbaste, muitas vezes só é realizada após a têmpera e o revenimento, e durante a têmpera os defeitos produzidos pelas operações de usinagem anteriores as peças estarão suscetíveis à fissuração ou ao empeno. As tensões internas e o encruamento provocados pela usinagem podem ser removidos ou atenuados por meio de um alívio de tensões antes da têmpera. 55
56 I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade 1.5 Variáveis do Tratamento Térmico Generalidades: Representando o tratamento térmico um ciclo tempo-temperatura, os fatores a serem considerados na sua realização são: Temperatura de aquecimento, Taxa de aquecimento, Tempo de permanência à temperatura, Taxa de resfriamento, e Atmosfera do recinto de aquecimento. 56
57 1.5 Variáveis do Tratamento Térmico Temperatura de aquecimento: O caso mais frequente de tratamento térmico do aço é alterar uma ou mais de suas propriedades mecânicas, mediante uma determinada modificação que se processa na sua estrutura. O aquecimento no início do processo é geralmente realizado a uma temperatura acima da crítica, para garantir a completa austenização do aço (total dissolução das fases no ferro gama - carboneto de ferro e ferrita). 1.5 Variáveis do Tratamento Térmico Temperatura de aquecimento: Assim, a austenização é o ponto de partida para as transformações posteriores desejadas, as quais se processarão em função da velocidade de esfriamento (taxa de resfriamento) adotada. A temperatura de aquecimento é mais ou menos um fator fixo determinado pela natureza do processo e depende, evidentemente, das propriedades e das estruturas finais desejadas, assim como da composição química do aço, principalmente do seu teor de carbono. 57
58 1.5 Variáveis do Tratamento Térmico Temperatura de aquecimento: Quanto mais alta essa temperatura, acima da zona crítica, maior segurança se tem da completa dissolução das fases no ferro gama; em contra partida, maior será o tamanho de grão da austenita (Figura). As desvantagens de um tamanho de grão excessivo são maiores que as desvantagens de não se ter total dissolução das fases no ferro gama, de modo que se deve procurar evitar temperaturas muito acima de linha superior da zona crítica. 1.5 Variáveis do Tratamento Térmico Temperatura de aquecimento: Influência da temperatura e do tempo sobre o tamanho de grãos. 58
59 1.5 Variáveis do Tratamento Térmico Temperatura de aquecimento: Aços hipoeutetóides: na prática, o máximo que se admite é 50 ºC acima de A 3. Aços hipereutetóides: temperatura recomendada inferior à da linha A cm, pois a temperatura correspondente se eleva muito rapidamente com o teor de carbono, ou seja, são necessárias temperaturas muito altas para a completa dissolução do carboneto de ferro em ferro gama, com consequente e excessivo crescimento de grão de austenita - condição mais prejudicial que a presença de certa quantidade de carboneto não dissolvido. 1.5 Variáveis do Tratamento Térmico Temperatura de aquecimento: Diagrama Fe- C, com destaque para as linhas de transformação: A 1, A 3 e A cm. 59
60 1.5 Variáveis do Tratamento Térmico Taxa de aquecimento: A velocidade de aquecimento, embora na maioria dos casos seja fator secundário, apresenta certa importância, principalmente quando os aços estão em estado de tensão interna ou possuem tensões residuais devidas a encruamento prévio ou ao estado inteiramente martensítico. Nessas condições, um aquecimento muito rápido pode provocar empenamento ou mesmo aparecimento de fissuras. 1.5 Variáveis do Tratamento Térmico Taxa de aquecimento: Para aços fortemente encruados que apresentam uma tendência para excessivo crescimento de grão quando aquecidos lentamente dentro da zona crítica, é conveniente realizar um aquecimento mais rápido através dessa zona de transformação. Para certos aços especiais que exigem temperatura final de austenização muito elevada, quando no aquecimento a zona crítica é atingida, torna-se necessário que a mesma seja ultrapassada mais ou menos rapidamente para evitar excessivo crescimento de grãos de austenita. 60
. 1.")
61 1.5 Variáveis do Tratamento Térmico Taxa de aquecimento: O efeito depende do volume do material a ser aquecido. Quanto maior a taxa de aquecimento mais elevadas as temperaturas de transformação de fases em relação ao diagrama (Figuras). 1.5 Variáveis do Tratamento Térmico Tempo de permanência na temperatura de tratamento: A sua influência é mais ou menos idêntica à da máxima temperatura de aquecimento - quanto mais longo o tempo à temperatura considerada de austenização, tanto mais completa a dissolução do carboneto de ferro ou outras fases presentes (elemento de liga) em ferro gama, porém maior o tamanho de grão resultante (Figura). O tempo de permanência à temperatura de aquecimento deve ser o estritamente necessário para que se obtenha uma temperatura uniforme através de toda a seção do aço e para que se consigam as modificações estruturais mais convenientes. 61
62 1.5 Variáveis do Tratamento Térmico Tempo de permanência na temperatura de tratamento: o Tempo muito longo: maior a segurança da completa dissolução das fases para posterior transformação, mas propicia o crescimento de grão, oxidação dos contornos de grão e descarbonetação da superfície. o Tempo muito curto: o material não austenitiza completamente ou homogeneamente (núcleo pode manter estrutura original). 1.5 Variáveis do Tratamento Térmico Tempo de permanência na temperatura de tratamento: Sob o ponto de vista de modificação estrutural, admite-se que uma temperatura ligeiramente mais elevada seja mais vantajosa do que um tempo mais longo a uma temperatura inferior, devido à maior mobilidade atômica. De qualquer modo, o tempo à temperatura de tratamento deve ser pelo menos o suficiente a se ter sua uniformização através de toda a seção. 62
63 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Fator mais importante: determinará efetivamente a estrutura e, em consequência, as propriedades finais dos aços (Figura). Variação da velocidade de resfriamento: pode-se obter desde a perlita grosseira (baixa resistência mecânica e baixa dureza) até a martensita (constituinte mais duro resultante dos tratamentos térmicos). 1.5 Variáveis do Tratamento Térmico Tempo de permanência na temperatura de tratamento: AUSTENITA Resfriamento lento Resfriamento moderado Resfriamento rápido Perlita + Fase pró-eutetóide Bainita Martensita Reaquecimento Martensita revenida 63
64 1.5 Variáveis do Tratamento Térmico Tempo de permanência na temperatura de tratamento: Como já visto anteriormente, a obtenção desses constituintes depende também da composição do aço (teor em elemento de liga, deslocando a posição das curvas em C), das dimensões (seção) das peças etc. 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento - compromisso entre: o Obtenção das características finais desejadas (microestruturas e propriedades); o Ausência de fissuras e empenamento na peça; e o Minimização de concentração de tensões. 64
65 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento: o O meio de resfriamento é o fator básico no que se refere à reação da austenita e, em consequência, aos produtos finais de transformação. o O fator inicial a ser considerado é o tipo de estrutura final desejada a uma determinada profundidade. 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento: o A seção e a forma da peça influem consideravelmente na escolha do meio. Exemplo: a seção da peça é tal que a alteração estrutural projetada não ocorre à profundidade esperada. 65
66 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento: o Em alguns casos a forma da peça é tal que um resfriamento mais drástico (como em água) pode provocar consequências inesperadas e resultados indesejáveis, tais como o empenamento e mesmo a ruptura da peça submetida ao resfriamento. 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento: o Um meio de resfriamento menos drástico, como óleo, seria o indicado sob o ponto de vista de empenamento ou ruptura, pois reduz o gradiente de temperatura apreciavelmente durante o resfriamento, mas não pode satisfazer sob o ponto de vista de profundidade de endurecimento. 66
67 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento: o Os meios de resfriamento mais usados: ambiente do forno (mais brando), ar, banho de sais ou metal fundido (mais comum é o de Pb), óleo, água, soluções aquosas de NaOH, Na 2 CO 3 ou NaCl (mais severos). o Outro fator que deve ser levado em conta é o da circulação do meio de resfriamento ou agitação da peça no interior, podendo levar ao empenamento das peças e até mesmo fissuras. 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Seleção do meio de resfriamento: o o Para que isso não ocorra deve-se usar meios menos drásticos como óleo, água aquecida ou ar, banhos de sal ou banho de metal fundido. A severidade da têmpera depende do meio onde o aço é resfriado (Tabela): MEIO Ar Óleo Água SEVERIDADE Baixa Moderada Alta DUREZA Baixa Moderada Alta 67
68 1.5 Variáveis do Tratamento Térmico Taxa de resfriamento: Curvas Taxa de resfriamento x Temperatura para os vários meios de resfriamento. 1.5 Variáveis do Tratamento Térmico Atmosfera do forno: Fenômenos muito comuns e prejudiciais no tratamento térmico dos aços, em função da reação deste com o meio: o a oxidação que resulta na formação indesejadas da casca de óxido, e o a descarbonetação, que pode provocar a formação de uma camada mais mole na superfície do metal. 68
69 1.5 Variáveis do Tratamento Térmico Atmosfera do forno: Reações de oxidação mais comuns: o 2Fe + O 2 = 2FeO, provocada pelo oxigênio o Fe + CO 2 = FeO + CO, provocada pelo anidrido carbônico o Fe + H 2 O = FeO + H 2, provocada pelo vapor de água 1.5 Variáveis do Tratamento Térmico Atmosfera do forno: Os agentes descarbonetantes usuais: o 2C + O 2 = 2CO o C + CO 2 = 2CO o C + 2H 2 = CH 4 69
70 1.5 Variáveis do Tratamento Térmico Atmosfera do forno: Os fenômenos de oxidação e de descarbonetação, são evitados pelo uso de uma atmosfera protetora ou controlada no interior do forno. Essa atmosfera, ao prevenir a formação da casca de óxido, torna desnecessário o emprego de métodos de limpeza e, ao eliminar a descarbonetação, garante uma superfície uniformemente dura e resistente ao desgaste. I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade 70
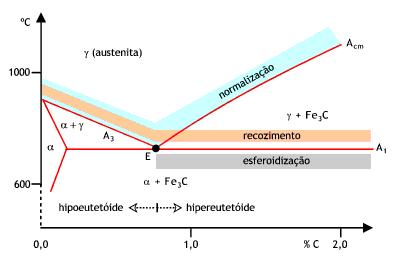
71 1.6 Principais Tratamentos Térmicos 1.7 Recozimento Considerações iniciais: De forma genérica, o recozimento objetiva eliminar os efeitos de quaisquer tratamentos térmicos ou mecânicos a que o metal tenha sido anteriormente submetido. Genericamente, o tratamento térmico recozimento abrange os seguintes tratamentos específicos: 1. Alívio de tensões 3. Total ou pleno 2. Recristalização 4. Isométrico ou cíclico (aços) 5. Homogeneização (peças fundidas). 71
72 1.7 Recozimento Considerações iniciais: Aplicações: Recozimento para alívio de tensões (qualquer liga metálica); Recozimento para recristalização (qualquer liga metálica); Recozimento total ou pleno (aços); Recozimento isotérmico ou cíclico (aços); Recozimento para homogeneização (peças fundidas ou lingotes fundidos). 1.7 Recozimento 1. Recozimento para alívio de tensões: Consiste no aquecimento do metal a temperaturas abaixo do limite inferior da zona crítica (Linha A 1 ). OBJETIVOS: Uniformizar ou reduzir tensões introduzidas por qualquer processo que gere tensões residuais (operações de usinagem, lixamento, soldagem, fabricação, resfriamento brusco e tratamentos termomecânicos). 72
73 1.7 Recozimento 1. Recozimento para alívio de tensões: TEMPERATURA: Deve ser a mínima compatível com o tipo e as condições da peça, para que não se modifique sua estrutura interna, assim como não se produzam alterações sensíveis de suas propriedades mecânicas. Deve relaxar as tensões residuais sem introduzir alterações microestruturais redução do limite elástico que colabora para a redução das tensões residuais do material. 1.7 Recozimento 1. Recozimento para alívio de tensões: TEMPERATURA: Essas tensões começam a ser aliviadas em temperaturas logo cima da ambiente; entretanto, é aconselhável aquecimento lento até pelo menos 500 ºC para garantir os melhores resultados. Para os aços, geralmente na faixa dos 500 a 600 C (FREITAS, 2014) a redução do limite elástico ocorre a partir dos 300 C. Quanto menor a temperatura escolhida, maior deverá ser o tempo de permanência na mesma. 73
74 1.7 Recozimento 1. Recozimento para alívio de tensões: TEMPERATURA: O efeito da temperatura de tratamento é muito maior do que o do tempo de manutenção da peça naquela temperatura. O percentual de alívio de tensões internas depende do tipo de material, basicamente da composição química e do limite de escoamento. 1.7 Recozimento 1. Recozimento para alívio de tensões: TAXA DE AQUECIMENTO: mais lenta quanto menor for a tenacidade do material. TAXA DE RESFRIAMENTO: Deve-se evitar taxas muito altas devido o risco de distorções. Lenta (ao ar ou ao forno) 74
75 1.7 Recozimento 2. Recozimento para recristalização: Consiste no aquecimento da peça a uma temperatura acima da temperatura de recristalização e abaixo da temperatura de transformação de fases do material. No caso dos aços, abaixo de A 1, em torno de 760 C. Esse tratamento é utilizado em peças que sofreram operações de deformação a frio - aumentam a dureza e diminuem a ductilidade, podendo ocorrer ruptura entre duas operações consecutivas (Figura). 1.7 Recozimento 2. Recozimento para recristalização: TRABALHO A FRIO: É uma deformação feita abaixo da temperatura de recristalização. O trabalho a frio é acompanhado do encruamento (do inglês strain hardening ) do metal, que é ocasionado pela interação das discordâncias entre si e com outras barreiras (tais como contornos de grão), que impedem o seu movimento através da rede cristalina. 75
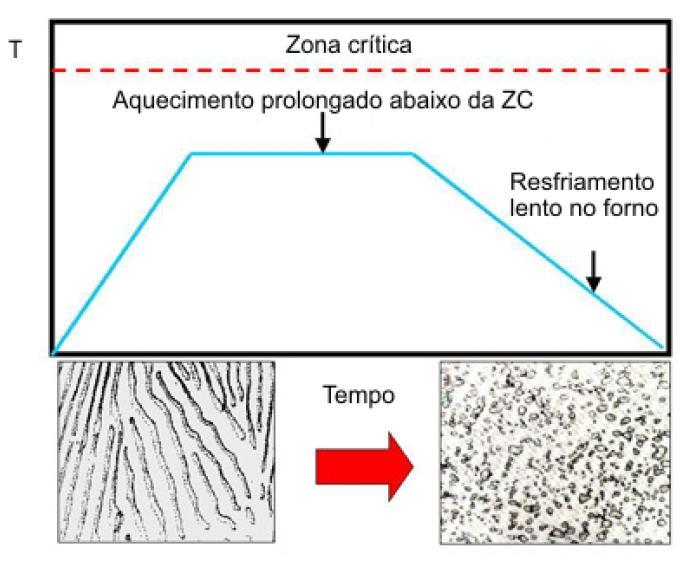
76 1.7 Recozimento 2. Recozimento para recristalização: TRABALHO A FRIO: Se a deformação é feita acima da temperatura de recristalização, será denominado de trabalho a quente. Um material trabalhado a quente não encrua, porque a recristalização pode ocorrer simultaneamente à distorção e neutralizar seus efeitos. 1.7 Recozimento 2. Recozimento para recristalização: A deformação plástica produz também um aumento no número de discordâncias, as quais, em virtude de sua interação, resultam num elevado estado de tensão interna na rede cristalina. Um metal cristalino contém em média 10 6 a 10 8 cm de discordâncias por cm 3, enquanto que um metal severamente encruado apresenta cerca de cm de discordâncias por cm 3. 76

77 1.7 Recozimento 2. Recozimento para recristalização: A estrutura característica do estado encruado examinada ao microscópio eletrônico, apresenta dentro de cada grão, regiões pobres em discordâncias, cercadas por um emaranhado altamente denso de discordâncias nos planos de deslizamento. Tudo isto resulta macroscopicamente num aumento de resistência e dureza e num decréscimo da ductilidade do material (Figura). 1.7 Recozimento 2. Recozimento para recristalização: Aumento do limite de escoamento e de resistência à tração e diminuição do alongamento (e redução de área na fratura)com o encruamento devidos ao trabalho a frio (CIMM). 77

78 1.7 Recozimento 2. Recozimento para recristalização: Num ensaio de tração, isso se traduz no aumento da tensão de escoamento e do limite de resistência, como também no decréscimo do alongamento total (alongamento até a fratura do corpo de prova). A microestrutura também muda (Figura), com os grãos se alongando na direção de maior deformação, podendo o material como um todo desenvolver propriedades direcionais (anisotropia). 1.7 Recozimento 2. Recozimento para recristalização: 78

79 1.7 Recozimento 2. Recozimento para recristalização: 1.7 Recozimento 2. Recozimento para recristalização: OBJETIVO DO RECOZIMENTO PARA RECRISTALIZAÇÃO: - Eliminar o encruamento gerado pela deformação a frio, recuperando a ductilidade do material. PRINCIPAIS TRANSFORMAÇÕES: (a) Recuperação (b) Recristalização das microestruturas encruadas. 79
80 1.7 Recozimento 2. Recozimento para recristalização: 1.7 Recozimento 2. Recozimento para recristalização: (a) Fase de recuperação - Durante o aquecimento, ainda em temperaturas relativamente baixas, ocorre a eliminação de microtensões, com pequena redução no limite de resistência. No prosseguimento, ocorre a redução da densidade de discordâncias. - Em temperaturas de cerca de 0,3 a 0,5Tf, as discordâncias são bastante móveis para formar arranjos regulares e mesmo se aniquilarem (somente as discordâncias de sinais opostos). 80
81 1.7 Recozimento 2. Recozimento para recristalização: (a) Fase de recuperação - É um processo que depende do tempo (Figura b) e, embora não mude a microestrutura, restaura parcialmente a maciez do material (menor resistência e maior ductilidade). 1.7 Recozimento 2. Recozimento para recristalização: 81
82 1.7 Recozimento 2. Recozimento para recristalização: (b) Fase de recristalização - Com o aumento da temperatura, novos grãos equiaxiais começam a ser formados, livres de deformação (início da recristalização). - A maciez original é inteiramente restaurada pelo aquecimento acima de T=0,5Tf, quando se formam novos grãos com baixa densidade de discordâncias. 1.7 Recozimento 2. Recozimento para recristalização: (b) Fase de recristalização - Os grãos crescem continuamente até que a estrutura toda esteja RECRISTALIZADA. - Normalmente, a microestrutura resultante é equiaxial. - Tal processo de recozimento envolve difusão, e portanto é grandemente dependente da temperatura e do tempo (Figura c). 82
83 1.7 Recozimento 2. Recozimento para recristalização: (b) Fase de recristalização 1.7 Recozimento 2. Recozimento para recristalização: (b) Fase de recristalização - A temperatura de 0,5Tf é apenas uma referência aproximada, pois mesmo pequenos teores de elemento de liga podem retardar substancialmente a formação de novos grãos, elevando a temperatura de recristalização. - Na prática, a temperatura de recristalização é convencionalmente definida como aquela em que o metal severamente encruado recristaliza totalmente no espaço de uma hora. 83

84 1.7 Recozimento 2. Recozimento para recristalização: (b) Fase de recristalização - A tabela abaixo apresenta as temperaturas de recristalização para alguns metais e ligas de uso comum. 1.7 Recozimento 2. Recozimento para recristalização: (b) Fase de recristalização - Portanto, a recristalização consiste do processo de difusão, com o surgimento de núcleos de novos grãos; com o desaparecimento por completo dos grãos deformados, começa a ocorrer o crescimento dos grãos, uns à custa de outros, que dependem da temperatura de recozimento, da duração do ciclo e do grau de deformação prévio. 84
85 1.7 Recozimento 2. Recozimento para recristalização: Resumidamente, os principais fatores que afetam a recristalização são: 1. uma quantidade mínima de deformação prévia: se o trabalho a frio prévio é zero, não há energia de ativação para a recristalização e ficam mantidos os grão originais; 2. quanto maior a deformação prévia, menor será a temperatura de recristalização; 3. quanto menor a temperatura, maior o tempo necessário à recristalização; 1.7 Recozimento 2. Recozimento para recristalização: 4. quanto maior a deformação prévia, menor será o tamanho de grão resultante (pois será maior o número de núcleos a partir dos quais crescerão os novos grãos). OBS: Uma estrutura de grãos grosseiros apresenta propriedades mecânicas pobres, ao passo que um tamanho de grão fino fornece ao material alta resistência sem diminuir-lhe muito a ductilidade. 5. A adição de elementos de liga tendem a aumentar a temperatura de recristalização - retardam a difusão. 85
86 1.7 Recozimento 2. Recozimento para recristalização: Efeitos do TF prévio e da temperatura de recozimento sobre o tamanho de grão do material recozido, para um tempo de recozimento constante. 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação - Há um grau de encruamento mínimo crítico abaixo do qual não ocorre recristalização. - Se o grau de encruamento é maior que o mínimo, mas tem um valor pequeno, poucos núcleos isentos de deformação se formarão durante a recristalização, e o tamanho de grão recristalizado será grande. 86
87 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação - Quanto maior o trabalho a frio (encruamento), mais núcleos e menor o tamanho de grão. Então: - Graus de deformação pequenos: o aquecimento não produz recristalização. - Graus de deformação da ordem de 3 a 15%: após o recozimento, os grãos crescem bruscamente, podendo superar o tamanho de grão original, diminuindo fortemente a resistência do metal. 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação - Nas aplicações industriais, o grau de encruamento é expresso frequentemente como uma medida convencional da deformação. - Exemplo: a redução percentual da área transversal da peça, r, onde A o e A f são as áreas de seção transversal antes e após a conformação, respectivamente. r = A o A f Τ A o 87
88 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação - Na laminação a frio de uma chapa de espessura inicial h o para a espessura final h f, a redução pode ser obtida pela expressão abaixo, visto que a sua largura praticamente não varia durante a laminação. r = h o h f Τ h o 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação - Os artigos trabalhados a frio usualmente produzidos (como tiras, chapas e fios), agrupamse segundo classificações que dependem do grau de encruamento, conforme mostrado na tabela abaixo, para chapas de aço laminadas a frio. - Cada estado (do inglês temper ) indica uma diferente percentagem de trabalho a frio após o último recozimento. 88

89 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação - A classificação varia conforme o metal, sendo em geral baseada em valores comparativos do limite de resistência à tração, e não em valores de dureza de penetração. - Observe-se que nem todas as ligas admitem os graus de encruamento correspondentes às classes mais elevadas. 1.7 Recozimento 2. Recozimento para recristalização: Graus de deformação 89
90 1.7 Recozimento 2. Recozimento para recristalização: RESFRIAMENTO: Lento (ao ar, ou ao forno em situações em que se deseja evitar oxidação da superfície). 1.7 Recozimento 3. Recozimento total ou pleno: Constitui-se no aquecimento do aço acima da zona crítica, durante o tempo necessário e suficiente para se ter solução do carbono ou dos elementos de liga no ferro gama (austenita), seguido de um resfriamento lento. OBJETIVO: Obter perlita de granulação grosseira, pouco resistente e dúctil, proporcionando uma melhora sensível na usinabilidade de aços de baixo e médio carbono, que serão usinados ou passarão por extensa deformação plástica. Para melhorar a usinabilidade dos aços de alto carbono recomenda-se a esferoidização. 90

91 1.7 Recozimento 3. Recozimento total ou pleno: Diagrama esquemático de transformação para recozimento pleno. 1.7 Recozimento 3. Recozimento total ou pleno: A perlita fina é mais dura que a perlita grosseira. Existe forte aderência entre a ferrita e a cementita através dos contornos entre elas quanto maior a área superficial, maior a dureza. Além disso, os contornos de grãos restringem o movimento das discordância. Assim, maior área superficial, maior dureza 91

92 1.7 Recozimento 3. Recozimento total ou pleno: 1.7 Recozimento 3. Recozimento total ou pleno: TEMPERATURA: Aços hipoeutetóides: 50 C acima de A 3 (austenitização completa). Aços hipereutetóides: entre A 1 e A cm (não se deve ultrapassar a linha superior A cm, pois no resfriamento lento posterior, ao atravessá-la novamente, formar-se-á nos contornos dos grãos um invólucro contínuo e frágil de carboneto cementita pró-eutetóide). 92

93 1.7 Recozimento 3. Recozimento total ou pleno: Temperatura de aquecimento para vários aços no recozimento pleno 1.7 Recozimento 3. Recozimento total ou pleno: Diagrama mostrando a temperatura de aquecimento no recozimento pleno 93
94 1.7 Recozimento 3. Recozimento total ou pleno: Diagrama mostrando a temperatura de aquecimento no recozimento pleno 1.7 Recozimento 3. Recozimento total ou pleno: RESFRIAMENTO: Realizado mediante o controle da velocidade de resfriamento do forno ou desligando-o e deixando que o aço resfrie junto com o mesmo. MICROESTRUTURA FINAL: Aço hipoeutetóide: ferrita + perlita grosseira Aço eutetóide: perlita grosseira Aço hipereutetóide: cementita + perlita grosseira 94
95 1.7 Recozimento 3. Recozimento total ou pleno: TEMPO DE PERMANÊNCIA À TEMPERATURA (patamar) - Deve ser suficiente para a formação e homogeneização da austenita, inclusive no centro da peça. - Varia em função da espessura da peça, que, quanto maior, precisa de mais tempo. 1.7 Recozimento 3. Recozimento total ou pleno: ATMOSFERA DO FORNO - Em fornos de atmosfera oxidante devem ser minimizadas as entradas de ar, para evitar a formação de carepa (óxido), principalmente para peças grandes com longos tempos de tratamento, assim como a descarbonetação, principalmente de peças cementadas (endurecidas superficialmente por tratamentos termoquímicos). 95
96 1.7 Recozimento 3. Recozimento total ou pleno: RESFRIAMENTO - Lento - deve ser realizado preferencialmente dentro do forno. - Se o custo for inaceitável realizar o resfriamento em campânulas isoladas ou imersas/enterradas em materiais isolantes térmicos (vermiculita, cal em pó, areia bem seca, cinzas ou outros meios que assegurem resfriamento bem lento após saída do forno). 1.7 Recozimento 4. Recozimento isotérmico ou cíclico: Consiste no aquecimento do aço nas mesmas condições do recozimento pleno, mas seguido de um resfriamento rápido até uma temperatura situada dentro da porção superior do diagrama de transformação isotérmico, onde o material é mantido durante o tempo necessário a se produzir a transformação completa. Em seguida, o resfriamento até a temperatura ambiente pode ser apressado. 96

97 1.7 Recozimento 4. Recozimento isotérmico ou cíclico: Diagrama esquemático de transformação para recozimento isométrico. 1.7 Recozimento 4. Recozimento isotérmico ou cíclico: Os produtos resultantes desse tratamento térmico são também perlita e ferrita, perlita e cementita ou só perlita, dependendo do aço. Contudo, a estrutura final é mais uniforme que no caso do recozimento pleno. O resfriamento é geralmente executado em banho de sais. 97
98 1.7 Recozimento 5. Recozimento para homogeneização: É normalmente aplicado a materiais anteriormente a operações de trabalho a quente, tais como forjamento e laminação. OBJETIVO PRINCIPAL: Melhorar a homogeneidade (e a composição química) ao longo de lingotes fundidos e peças fundidas, e dissolver todos os carbonetos eventualmente presentes, resultando em melhor forma de trabalho a quente do material e melhores respostas a tratamentos térmicos posteriores. 1.7 Recozimento 5. Recozimento para homogeneização: TEMPERATURA: Não deve ocorrer transformação de fases. RESFRIAMENTO: Lento (ao ar ou ao forno). 98

.")
99 1.7 Recozimento 5. Recozimento para homogeneização: Desenho esquemático da estrutura de grão de um metal solidificado em um molde frio (lingoteira) (CIMM, 2007). 1.7 Recozimento 5. Recozimento para homogeneização: Dendritas de um sistema Ni-Al (José Eduardo, UNICAMP). 99
100 1.8 Normalização Considerações iniciais: A normalização pode ser usada para obter uma boa ductilidade sem redução significativa da dureza e da resistência à tração dos aços. Também para refinar a estrutura dos grãos dos aços e facilitar a usinagem. É um tratamento comum para aços-liga antes da usinagem ou posteriormente a tratamentos como têmpera e revenido. 1.8 Normalização Considerações iniciais: O aço com grãos grandes tende a apresentar maior heterogeneidade de propriedades. O refino de grão garante maior homogeneidade de propriedades. Devido à maior velocidade de resfriamento, aços normalizados tendem a ser menos dúcteis e mais duros que os plenamente recozidos. 100
.")
101 1.8 Normalização Considerações iniciais: As diferenças são significativas somente para teores acima de 0,5% de carbono. Consiste no aquecimento do aço a uma temperatura acima da zona crítica, seguido de resfriamento no ar (Figura). É um procedimento similar ao recozimento, mas com resfriamento ao ar (calmo ou forçado), proporcionando uma maior velocidade de resfriamento (Figura). 1.8 Normalização Diagrama esquemático de transformação para normalização. Diagrama mostrando a temperatura de aquecimento na normalização 101

102 1.8 Normalização Considerações iniciais: Para os aços hipoeutetóides, pode-se admitir que a temperatura de aquecimento ultrapasse a linha A 3 e para os hipereutetóides a linha A cm. Nesse último caso, sem os inconvenientes, no esfriamento ao ar que se seguem da formação do invólucro frágil de carbonetos. 1.8 Normalização Ciclo de aquecimento e resfriamento para a redução de grão na normalização 102
103 1.8 Normalização Objetivos: Também usada como tratamento preliminar à têmpera e revenido, justamente para produzir estrutura mais uniforme do que a obtida por laminação, por exemplo. Refinar o grão e homogeneizar as microestruturas de produtos conformados a quente. Refinar a microestrutura de estruturas brutas de fusão. 1.8 Normalização Temperatura: Aquecimento acima do limite superior da zona crítica (A 3 ou A cm, por exemplo 60 C, entre 800 C e 900 C), para garantir a austenitização total do material. Em seguida é retirado do forno e deixado resfriar ao ar calmo ou forçado. Estrutura resultante: Pequenos grãos de ferrita e perlita fina (aço hipoeutetóide) ou só perlita fina (aço eutetóide) ou cementita e perlita fina (aço hipereutetóide). 103
104 1.8 Normalização Eventualmente, dependendo do tipo de aço, podese obter a bainita. Em relação ao recozimento, a microestrutura é mais fina, apresenta menor quantidade e melhor distribuição de carbonetos. É um processo normalmente usado em aços hipereutetóides (%C > 0,8). Esses aços apresentam uma rede frágil de cementita ao redor da perlita, e essa quantidade maior de cementita torna a sua usinagem difícil. 1.9 Esferoidização Considerações iniciais: É assim chamado porque as partículas de cementita tornam-se esféricas ou globulares após tempo prolongado de exposição em temperaturas ligeiramente subcríticas. Produz cementita esferoidal em uma matriz de ferrita, eliminando a matriz de perlita e a rede de carbonetos frágeis anteriormente existentes. A força motriz da transformação é a redução da área (energia) interfacial. 104
105 1.9 Esferoidização Objetivo: Melhorar a usinabilidade dos aços de alto carbono, pela alteração da morfologia da cementita (mínima dureza e máxima usinabilidade). Aquecimento/Resfriamento: Aquecer e manter por um longo tempo (várias horas) a peça em temperatura um pouco abaixo da formação da austenita (cerca de 50 C abaixo da zona crítica, por exemplo) e resfriar lentamente dentro do forno (ciclo abcd da Figura). Valores típicos podem ser, por exemplo, 24 h a 700 ºC. 1.9 Esferoidização Ciclo de aquecimento e resfriamento para a esferoidização da cementita. 105
106 1.9 Esferoidização 1.9 Esferoidização 106
107 1.9 Esferoidização 1.9 Esferoidização Outras formas de esferoidização: Aquecimento e resfriamento alternados entre temperaturas que estão logo acima e logo abaixo da linha de transformação inferior (ciclo ab123d da Figura). 107

108 1.9 Esferoidização Outras formas de esferoidização: Austenitizar o material, fazer um resfriamento até uma temperatura logo abaixo da temperatura eutetóide, mantendo-se nesta temperatura por um tempo e resfriamento ao ar. Este tratamento também pode ser efetuado variandose ciclicamente entre temperaturas acima e abaixo da temperatura de austenitização. A segunda forma de execução deste tratamento é a que propicia tempos menores de tratamento e pode ser facilmente entendida pela observação. 1.9 Esferoidização Outras formas de esferoidização: 108
109 1.10 Têmpera Considerações iniciais: Como um tratamento de endurecimento, visa aumentar a resistência mecânica dos aços. São feitos normalmente após a peça ter passado por operações de conformação plástica, usinagem, normalização ou alívio de tensões. O tratamento de têmpera consiste em aquecimento da peça até uma temperatura superior à crítica, em torno de 50 C (a mesma faixa utilizada para o recozimento pleno), e em seguida resfriá-la bruscamente em meio adequado para tal, evitando-se, assim, a formação de ferrita, perlita, bainita e microconstituintes mais moles que a martensita Têmpera Considerações iniciais: A velocidade de resfriamento, nessas condições, dependerá do tipo de aço, da forma e das dimensões das peças. O meio de resfriamento depende muito da composição do aço (% de carbono e elementos de liga) e da espessura da peça. 109
110 1.10 Têmpera Taxa de resfriamento para o tratamento de têmpera na superfície e no centro da peça 1.10 Têmpera Objetivos: Como na têmpera o constituinte final desejado é a martensita, o objetivo principal dessa operação, sob o ponto de vista de propriedades mecânicas, é o aumento da dureza, a qual deve verificar-se até uma determinada profundidade. Resultam também da têmpera: redução da ductilidade (baixos valores de alongamento e estricção), redução da tenacidade e o aparecimento de apreciáveis tensões internas. Tais inconvenientes são atenuados ou eliminados pelo revenido. 110
111 1.10 Têmpera Temperatura: Definida pelo teor de carbono, quantidade de elementos de liga e tamanho de grãos obtidas nos diagramas de transformação, catálogos técnicos de fabricantes ou em manuais e guias de tratamentos térmicos (Tabela). - Aços hipoeutetóides: entre 30 e 50 C acima de A 3 formação totalmente austenítica, resultando numa estrutura martensítica. - Aços Hipereutetóides: em torno de 780 e 820 C ou pouco acima de A 1 formação austenita e cementita, resultando numa estrutura martensítica com partículas de cementita não dissolvida Têmpera Temperatura: Observação: No caso dos aços hipereutetóides, se forem aquecidos a uma temperatura superior a A cm, haverá a total dissolução da cementita, obtendo-se somente austenita; entretanto, essa austenita estará supersaturada de carbono, e na transformação durante o resfriamento rápido, a martensita formada será acicular sem cementita e restará uma parcela significativa de austenita não transformada, resultando em dureza menor. 111
112 1.10 Têmpera Velocidade de aquecimento: É determinada pelo meio de resfriamento, elementos de liga, teor de carbono e dimensões e geometria das peças. Deverá ser menor quando a peça apresentar grandes dimensões, geometrias complexas e altos teores de elementos de liga e carbono Têmpera Tempo na temperatura: É necessário para garantir em todas as seções da peça a homogeneidade da temperatura e da composição da austenita, embora possam ser mais baixos para temperaturas elevadas de austenitização. Pré-aquecimento, velocidade menor de aquecimento, estrutura ferrítica-perlítica com espaçamento interlamelar pequeno, baixos teores de ferrita e de elementos de liga necessitam de tempos menores para a obtenção de austenita homogênea. 112

113 1.10 Têmpera Tempo na temperatura: Para aços carbono e baixa liga o tempo de encharque é de 50 a 80 s (FREITAS, 2014, apud LAJTIN, 1977) para cada milímetro de diâmetro ou espessura; Para aços ligados o tempo é de 70 a 90 s; Os tempos são reduzidos para 20 a 25 s e 25 a 30 s, respectivamente, quando o aquecimento é realizado em banhos de sais fundidos, pois estes possuem maior poder de transmissão de calor Têmpera Temperaturas para vários aços e tratamentos e meios para resfriamento na têmpera 113

114 1.10 Têmpera Temperaturas para vários aços e tratamentos e meios para resfriamento na têmpera 1.10 Têmpera Resfriamento: Quando se faz o resfriamento brusco do aço, durante a têmpera, ocorre choque térmico devido à passagem da peça de temperaturas altas para a ambiente em poucos segundos. O resfriamento brusco pode causar distorções e até mesmo trincas na peça, denominadas trincas de têmpera. Entretanto, deve ser rápido o suficiente para garantir a formação de martensita na superfície do material. 114
115 1.10 Têmpera Resfriamento: O tempo disponível para resfriamento é dado pela distância do cotovelo da curva RC ao eixo das temperaturas. Quanto mais deslocada para a direita a curva RC, mais fácil é temperar o aço Têmpera Resfriamento: Quando a velocidade de resfriamento é alta, estabelecem-se grandes diferenças de temperaturas entre a superfície e o centro da peça, pois a superfície, em contato direto com o meio refrigerante, resfria rápido, enquanto o núcleo resfria mais lentamente (Figura). Para tratamentos de peças médias e grandes peças devese sempre levar em consideração que o núcleo e a superfície, que são submetidos a diferentes velocidades de resfriamento, podem apresentar microestruturas e propriedades mecânicas muito diferentes. 115

116 1.10 Têmpera Resfriamento: Meios de resfriamento usuais: - água ou mistura de água e sal (NaCl), - óleos minerais ou vegetais, - polímeros, - sais fundidos, - gases inertes e - ar Têmpera 116

117 1.11 Revenimento Considerações iniciais: O tratamento de têmpera torna as peças muito duras, porém muito frágeis. Salvo raras exceções, as peças temperadas são sempre revenidas com o objetivo de reduzir a dureza e elevar a tenacidade. Durante o revenido, a martensita, com estrutura TCC, perde o excesso de carbono em solução e o seu reticulado cristalino vai se tornando mais próximo da ferrita, sem distorção e sem acúmulo de tensões Revenimento Considerações iniciais: 117
118 1.11 Revenimento Objetivos: Aliviar ou remover tensões. Corrigir a dureza e a fragilidade. Aumentar a ductilidade e a tenacidade. Temperatura: Quanto mais alta a temperatura de revenido, menor a distorção do reticulado, menor a dureza e maior a tenacidade do aço. Nos aços para construção mecânica de baixa liga e alta resistência, a dureza cai continuamente com a temperatura de revenido (Figura) Revenimento Variação das propriedades mecânicas do aço 4340 temperado em óleo em função da temperatura de revenido. 118
119 1.11 Revenimento Influência da temperatura e do tempo de revenido na dureza do aço Revenimento Temperatura: Deve ser escolhida de acordo com a combinação de propriedades mecânicas que se deseja no aço temperado. Existe uma faixa de temperaturas em que o revenido deve ser evitado, pois a tenacidade é bastante prejudicada (fenômeno denominado fragilidade azul ou fragilidade dos 500 F = 260 C). Recebe este nome, pois na faixa de temperatura em que ocorre forma-se uma película de óxido azulada 119
120 1.11 Revenimento Queda de energia absorvida no ensaio de impacto entre 260 e 375 C (500 a 700 F) Revenimento Estágios do revenido (FREITAS, 2014): 100 a 200 C: também chamada etapa de alívios de tensões diminuição das tensões internas, pequena redução da dureza e melhora da tenacidade. Os carbonetos ε (Fe 2,4 C) começam a precipitar. - Dureza: 65 HRC HRC 200 a 350 C: a austenita retida se transforma em ferrita e cementita. O carboneto Fe 3 C precipita. - Dureza: 62 HRC 50 HRC 350 a 500 C: segregação de impurezas e elementos de liga (fragilização do revenido). 120
121 1.11 Revenimento Estágios do revenido: 400 a 500 C: os carbonetos (de Fe) crescem em glóbulos. - Dureza: HRC 500 a 700 C: formação de carbonetos com elementos de liga (W, V, Nb, Cr; Fe 3 C pode dissolver). - Endurecimento secundário Revenimento Cores do revenido: Coloração das peças geradas com o resfriamento a partir de determinadas temperaturas, deve-se à formação de uma película de óxido. Além do efeito estético, as cores podem dar uma leve proteção anticorrosiva às peças. COR TEMP ( C) COR TEMP ( C) Amarelo-pálido 200 Azul-escuro 290 Amarelo-palha 220 Azul-marinho 300 Marrom 240 Azul-claro 320 Púrpura 260 Verde-oceano/cinza 350 violeta 280 Preto 450/
, utilizando sais de resfriamento.")
122 1.12 Martêmpera e Austêmpera Considerações gerais: São classificados como tratamentos isotérmicos o resfriamento é interrompido a certa faixa de temperatura e mantido por um determinado tempo. Martêmpera: Neste tratamento, o resfriamento é executado a uma temperatura superior a de formação da martensita (M i ), utilizando sais de resfriamento. Deve-se manter o resfriamento nessa faixa por tempo suficiente para que as temperaturas do núcleo e da superfície se equalizem Martêmpera e Austêmpera Martêmpera: Ciclo da martêmpera. 122
123 1.12 Martêmpera e Austêmpera Mertêmpera: Então, deve-se resfriar, geralmente ao ar, em temperatura ambiente. O produto resultante é a martensita, que após o resfriamento completado terá a etapa de revenimento. Com a equalização das temperaturas do núcleo e da superfície, espera-se que a transformação martensítica ocorra simultaneamente em toda a seção da peça, minimizando as distorções e possibilidades de trincas em peças cuja geometria traga esse risco Martêmpera e Austêmpera Austêmpera: Objetivo principal: obtenção da estrutura bainítica, que possui tenacidade e resistência à fadiga superiores às da martensita revenida. Objetivo secundário: Aplicada como alternativa à martêmpera. Consiste no resfriamento rápido até a temperatura de formação da bainita, geralmente entre 400 e 250 C, e manutenção da mesma até que o processo de início e finalização da transformação ocorra, podendo, após esse tempo, resfriar à temperatura ambiente. 123

124 1.12 Martêmpera e Austêmpera Austêmpera: Ciclo de austêmpera Martêmpera e Austêmpera Austêmpera: Os meios usualmente utilizados para o resfriamento são sais ou metais fundidos, que são menos empregados em virtude de maior dificuldade de limpeza e risco à saúde dos operadores. O revenimento não deve ser realizado, pois promove uma precipitação de carbonetos, que reduz a tenacidade e a resistência à fadiga. Após o resfriamento em temperatura ambiente, as peças devem ser lavadas em água quente para remoção de sal impregnado. 124
125 1.12 Martêmpera e Austêmpera Austêmpera: PROPRIEDADES TÊMPERA AUSTÊMPERA Limite de resistência (MPa) Limite de escoamento (MPa) Alongamento (%) 4,8 8,2 Estricção (%) 9,5 36 Resistência ao impacto (J/cm²) 38 a a 76 Resistência à fadiga (ciclos) Fonte: FREITAS, 2014, p. 60 Comparação entre dois ciclos de tratamento para um aço SAE 5160 I TRATAMENTOS TÉRMICOS Introdução Microestruturas dos Aços Diagramas de Transformação Influência da Matéria-Prima nos TTs Variáveis do Tratamento Térmico Principais Tratamentos Térmicos Temperabilidade 125
126 1.13 Temperabilidade Considerações iniciais: Temperabilidade ou profundidade de penetração à têmpera é a característica que define a variação de dureza desde a superfície até o núcleo da peça quando temperada. Está associada à capacidade de determinado aço formar martensita e, portanto, à velocidade crítica de têmpera. Assim, um aço com alta temperabilidade é capaz de formar martensita em seções mais espessas (onde as taxas de resfriamento são mais baixas) Temperabilidade Considerações iniciais: Efeitos sobre a temperabilidade do aço: o tamanho de grão austenítico, a homogeneidade da microestrutura inicial (austenita), a composição química e o teor de carbono. A formação da martensita depende da composição química e da microestrutura da austenita para transformação fora das condições de equilíbrio termodinâmico (taxa de resfriamento). 126
.")
127 1.13 Temperabilidade Considerações iniciais: Grãos austeníticos mais finos facilitam a nucleação dos microconstituintes a serem formados durante o tratamento térmico (resfriamento), pois dificultam a formação de martensita e, portanto, a temperabilidade do aço (Figura). O carbono tem um forte efeito sobre a dureza da martensita, além de retardar as transformações de decomposição difusional da austenita, aumentando a sua temperabilidade (Figura) Temperabilidade (a) (b) Aços com o mesmo teor de carbono, mas com diferentes elementos de liga. 127
128 1.13 Temperabilidade (a) (b) Diagrama TTT de aços hipoeutetóides: (a) 0,20% C (1020); (b) 0,50% C (1050) Temperabilidade Considerações iniciais: A maior parte dos elementos de liga adicionados ao aço também retarda as transformações de decomposição difusional da austenita (Figura), com exceção do cobalto que reduz a temperabilidade. Quando uma peça é submetida a uma têmpera, dois fatores influenciam a velocidade com a qual as diferentes posições na peça resfriam: a. A velocidade com a qual o calor é extraído na superfície da peça, que é função do meio de têmpera. b. A transmissão de calor, por condução, dentro da peça. 128

129 1.13 Temperabilidade (a) (b) Aços com o mesmo teor de carbono, mas com diferentes elementos de liga Temperabilidade Considerações iniciais: A combinação desses dois fatores faz com que diferentes posições em uma peça resfriem a diferentes velocidades. Em geral, o problema na seleção de materiais, em metalurgia, consiste em definir qual aço, temperado em qual meio, atingirá determinada microestrutura (e, portanto, propriedades) em determinada posição na peça que se deseja fabricar. 129
130 1.13 Temperabilidade Considerações iniciais: Para resolver este problema, métodos foram desenvolvidos capazes de prever as microestruturas que se obtém no resfriamento dos aços, a partir de informações padronizadas. Os principais métodos para medir e quantificar a temperabilidade dos aços são: ensaio Jominy (ASTM A255, mais simples e o mais comumente usado) e o método do diâmetro crítico de Grossmann. Permitem um mapeamento da profundidade da têmpera para diferentes ligas com o mesmo teor de carbono Temperabilidade Método de Grossmann: Envolve temperar barras de diâmetros crescentes para determinar o diâmetro em que se obtém 50% de martensita no centro da barra. Avaliação desse percentual: metalograficamente ou através da medida da dureza da barra. Obtenção de gráficos diâmetros ou distâncias dos centros das barras (abcissas) versus valores de dureza HRC (ordenada). 130

131 1.13 Temperabilidade Método de Grossmann: Em tais gráficos, considera-se o diâmetro crítico (Dc) o correspondente à barra cujo centro apresenta dureza equivalente ao mínimo de 50% de martensita. Como a dureza da martensita depende do seu teor de carbono, a dureza correspondente a 50% de martensita pode ser feita utilizando diagramas, tal como o mostrado na figura a seguir Temperabilidade Método de Grossmann: Dureza atingida pelo aço após têmpera em função do teor de carbono e da porcentagem de martensita na microestrutura. 131
132 1.13 Temperabilidade Método de Grossmann: Uma forma mais prática é se considerar o diâmetro crítico como o correspondente à inflexão da curva, que é tomada como a transição entre a estrutura martensítica e a estrutura ferrítica/perlítica de menor dureza. As medidas de temperabilidade também podem ser apresentadas em gráficos em que as várias curvas são superpostas, chamadas curvas em U (Figura) Temperabilidade Método de Grossmann: Gráfico diâmetros das barras versus valores de dureza HRC 132

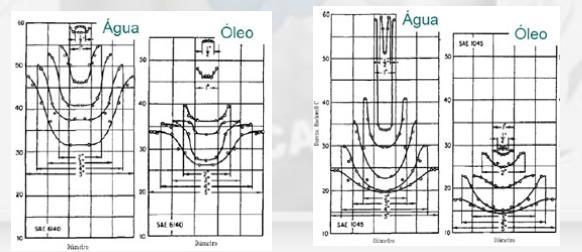
133 1.13 Temperabilidade Método de Grossmann: 1.13 Temperabilidade Método de Grossmann: 133
. Quanto maior a severidade de têmpera, mais rápido é o resfriamento; entretanto, o potencial de ocorrência de distorção e trincas também cresce. 1.")
134 1.13 Temperabilidade Método de Grossmann: Como o meio de têmpera é determinante no resultado, este método permite calcular o seu efeito, medido através de um fator H, denominado severidade de têmpera (Tabela). Quanto maior a severidade de têmpera, mais rápido é o resfriamento; entretanto, o potencial de ocorrência de distorção e trincas também cresce Temperabilidade Método de Grossmann: Severidade de têmpera de diferentes meios comparados com a água (adaptada de COLPAERT, 2008) 134
135 1.13 Temperabilidade Método de Grossmann: Orientações básicas: A água deve ser usada para peças de geometria simples, simétrica, em que alguma distorção possa ser tolerada (ex.: usinagem póstratamento). Devem ser usados meios de resfriamento menos drásticos, quando a distorção e a possibilidade de trincas são fatores críticos Temperabilidade Método de Grossmann: Orientações básicas: O volume do tanque de têmpera deve ser suficiente para que o meio possa remover o calor da peça com, pouca alteração de sua temperatura se o meio de têmpera se aquece a taxa de resfriamento cai comum o emprego de sistemas de refrigeração. A temperatura inicial do meio deve ser suficientemente baixa limites tais como 40 C são estabelecidos ao longo de todo o trabalho. 135
136 1.13 Temperabilidade Método de Grossmann: Orientações básicas: Agitação adequada do meio, ao longo de todo o tempo de têmpera, pois o resfriamento não uniforme é uma das maiores causade têmpera inadequada. O tempo de transferência do forno de austenitização até o tanque de têmpera é crítico, especialmente para peças pequenas, que perdem o calor muito rapidamente e, em consequência, podem sofrer transformação parcial antes de serem imersas Temperabilidade Ensaio Jominy: Neste ensaio, em um único corpo de prova é gerada uma ampla faixa de velocidades de resfriamento. Após a austenitização em condições definidas por norma (ASTM A255), o CP é colocado em um dispositivo, e a sua extremidade é resfriada por um jato de água em condições controladas. Cada posição da superfície do CP resfria com uma velocidade diferente e, em consequência, sofre diferentes transformações, resultando em diferentes durezas. 136



137 1.13 Temperabilidade Ensaio Jominy: Esquema de um ensaio Jominy 1.13 Temperabilidade Ensaio Jominy: Representação esquemática de um ensaio Jominy 137


138 1.13 Temperabilidade Ensaio Jominy: Ensaio Jominy sendo realizado Temperabilidade Ensaio Jominy: Ensaio Jominy sendo realizado. 138
. 1.")
139 1.13 Temperabilidade Ensaio Jominy: Uma vez completamente resfriado até a temperatura ambiente, é usinada uma área ao longo do CP de modo a remover a camada superficial alterada durante o aquecimento. Só então são efetuadas medições de dureza sobre a região usinada e traçado um gráfico representativo da variação da dureza com a distância à extremidade resfriada pelo jato de água (Figura) Temperabilidade Ensaio Jominy: Marcação dos pontos de dureza no CP do ensaio Jominy 139


140 1.13 Temperabilidade Ensaio Jominy: 1.13 Temperabilidade Ensaio Jominy: 140

141 1.13 Temperabilidade Ensaio Jominy: 1.13 Temperabilidade Ensaio Jominy: As curvas assim obtidas indicam níveis elevados de dureza na vizinhança da face inferior resfriada pelo jato de água, sendo estes reduzidos gradualmente à medida que aumente a distância a esta face. Os valores tendem a estabilizar a partir de uma certa distância. Quanto mais temperável for o aço tanto mais atenuada é a queda de dureza na vizinhança da face arrefecida. 141
142 1.13 Temperabilidade Ensaio Jominy: O procedimento de ensaio é descrito nas normas ASTM A255 e NBR6339: 1) Austenitização - O CP cilíndrico, com 1 de diâmetro e 4 de comprimento, dotado de um flange de suporte na extremidade superior de 32 mm de diâmetro por 3 mm de comprimento, é colocado em um forno a uma dada temperatura por um período de 30 minutos Temperabilidade Ensaio Jominy: 2) Resfriamento - Em seguida, o CP é colocado em um dispositivo onde recebe um jato de água, por meio de um tubo de 10 mm de diâmetro fixado logo abaixo de sua base, regulado com pressão correspondente a altura livre de 65 mm. 142
143 1.13 Temperabilidade Ensaio Jominy: 3) Medição de dureza - Após o resfriamento, o corpo de prova é retificado ao longo de todo o seu comprimento e valores de dureza Rockwell C (HRC), a distância de 1/16 são determinados. Os pontos de medida estão situados a 1, mm da extremidade resfriada e são designados por J1,5-J J80. 4) Levantamento das curvas de temperabilidade. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades FERROS FUNDIDOS - Ligas a base de ferro, carbono e silício, além de certo teor de manganês, com adição de diversos outros elementos conforme a necessidade. O teor de carbono desses materiais varia entre 2,11 e 6,67%, usualmente entre 2,5 e 3,8%, e têm um baixo ponto de fusão (Figura). O teor de silício varia entre 1% e 3%. 11/09/15 15:45:34 143
144 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades Diagrama Fe-Fe 3 C (Adaptada de ASKELAND & PHULÉ, 2003). 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades Utilizados em geral quando se deseja: elevada resistência ao desgaste e à abrasão; amortecimento de vibrações; componentes de grandes dimensões; peças de geometria complicada; peças onde a deformação plástica a frio é inadmissível. VANTAGENS: baixo ponto de fusão, elevada dureza e resistência ao desgaste, boa resistência à corrosão e baixo custo. 11/09/15 15:45:34 144
145 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades DESVANTAGENS: Grande fragilidade e baixa ductilidade, deformação plástica impossível à temperatura ambiente e soldagem muito limitada. Apresentam uma extensa gama de resistências mecânicas e de durezas, e na maioria dos casos são de fácil usinagem. Elementos de liga permitem excelente resistência ao desgaste, à abrasão e á corrosão, porém em geral a resistência ao impacto e a ductilidade são relativamente baixas, limitando sua utilização a algumas aplicações. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades De acordo com a composição química e com a distribuição de carbono na sua microestrutura, os ferros fundidos podem ser classificados nas seguintes categorias: a. Ferro fundido cinzento b. Ferro fundido branco c. Ferro fundido mesclado d. Ferro fundido maleável e. Ferro fundido nodular f. Ferro fundido de grafita compactada 11/09/15 15:45:34 145
146 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades a) Ferro fundido cinzento cuja fratura mostra uma coloração escura (donde a sua denominação), caracterizada por apresentar como elementos de liga fundamentais o carbono e o silício e estrutura em que uma parcela relativamente grande do carbono está no estado livre (grafita lamelar) e outra parcela no estado combinado (Fe 3 C). 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades b) Ferro fundido branco cuja fratura mostra uma coloração clara (donde a sua denominação), caracterizado por apresentar ainda como elementos de liga fundamentais o carbono e o silício, mas cuja estrutura, devido às condições de fabricação e menor teor de silício, apresenta o carbono quase inteiramente na forma combinada (Fe 3 C). 11/09/15 15:45:34 146
147 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades c) Ferro fundido mesclado cuja fratura mostra uma coloração mista entre branca e cinzenta (donde a sua denominação), caracterizado igualmente por uma mescla de proporções variáveis de ferro fundido branco e ferro fundido cinzento. d) Ferro fundido maleável caracterizado por ser obtido a partir do ferro fundido branco, mediante um tratamento térmico especial (maleabilização), resultando numa transformação de praticamente todo o ferro combinado em grafita na forma de nódulos (em vez de veios ou lamelas). 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades e) Ferro fundido nodular obtido a partir do ferro fundido cinzento, caracterizado por apresentar, devido a um tratamento realizado ainda no estado líquido, carbono livre na forma de grafita esferoidal, o que confere ao material característica de boa ductilidade, donde a denominação frequente para esse material de ferro fundido dúctil. 11/09/15 15:45:34 147
148 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades f. Ferro fundido de grafita compactada caracterizado pelo fato da grafita apresentar-se em escamas, ou seja, na forma de plaquetas ou estrias, motivo pelo qual tem sido também designado por quasiescama, escama agregada, semiondular e vermicular. - É um produto que, como o ferro nodular, exige adição de elementos especiais como terras raras, com um elemento adicional, como o titânio, que reduz a formação de grafita esferoidal. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades - O ferro de grafita compactada pode ser considerado um material intermediário entre o ferro fundido cinzento e o ferro nodular; possui a fundibilidade do ferro fundido cinzento, com melhor resistência mecânica e alguma ductilidade. - Sua comercialização é relativamente recente. 11/09/15 15:45:34 148
149 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades Tipo Branco Maleável Cinzento Nodular Grafita compactada Composição química (%) C Si Mn S P 1,8/3,6 2,2/2,9 2,5/4,0 3,0/4,0 2,5/4,0 0,5/1,9 0,9/1,9 1,0/3,0 1,8/2,8 1,0/3,0 0,25/0,80 0,15/1,20 0,20/1,00 0,10/1,00 0,01/0,03 0,06/0,20 0,02/0,20 0,02/0,25 0,01/0,03 0,01/0,03 0,06/0,20 0,02/0,20 0,02/1,00 0,01/0,10 0,01/0,10 Faixa de composição de ferros fundidos típicos comuns (Infomet) 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades Possuem reação eutética e eutetóide estáveis e metaestáveis, as quais podem gerar diversas microestruturas e, por consequência, diversas propriedades. Uma das formas mais utilizadas para provocar alterações controladas nas propriedades de ferros fundidos são os tratamentos térmicos. 11/09/15 15:45:34 149
150 1.14 Tratamentos Térmicos - Ferros Fundidos Generalidades Os tratamentos térmicos nos ferros fundidos tem como objetivos eliminar as tensões residuais, homogeneizar as propriedades da peça e melhorar as propriedades mecânicas do material. Ferro fundido é um material barato, com pequena quantidade de carbono e pode ser tratado para atingir uma vasta faixa de propriedades mecânicas como elevados alongamento, limite de resistência, dureza, tenacidade etc. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Generalidades Tais modificações, no entanto, são mais restritas e menos reversíveis do que nos aços, em função da presença de grafita já existente na peça ou a tendência para grafitizar, quando aquecida acima de 600 C. Dessa forma, esses tratamentos se reduzem, quase que exclusivamente, aos três mencionados a seguir, os quais serão posteriormente descritos: alívio de tensões (envelhecimento artificial), recozimento e têmpera. 11/09/15 15:45:34 150
151 1.14 Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Objetiva diminuir as tensões residuais da peça resultante de seu processo de solidificação ou de outros tratamentos térmicos e/ou mecânicos, bem como garantir uma estabilidade dimensional. Consiste em aquecer, com uma taxa controlada e de forma uniforme, uma peça até uma dada temperatura, geralmente inferior à da transformação da perlita em austenita, durante um determinado tempo, seguido de um arrefecimento uniforme a taxa controlada. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial As tensões residuais são devidas, principalmente, à presença de diferença de espessura entre partes da peça recém fundida e esta possuir geometria complexa. Peças de ferro fundido recém moldadas apresentam tensões internas, devido aos esforços desenvolvidos: (a) na desigualdade de contração dos diversos pontos da mesma durante a solidificação e o resfriamento, que é função da diferença de espessura entre as diversas partes que a compõe e de sua geometria complexa; (b) nas mudanças estruturais com consequente aparecimento de variações de volumes não uniformes. 11/09/15 15:45:34 151
152 1.14 Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial As tensões assim originadas podem causar empenamento das peças ou mesmo fissuras e sua ruptura; a intensidade delas, por outro lado, depende da forma e das dimensões das peças e da própria composição do material. Suas consequências mais graves podem ser atenuadas por um projeto adequado das peças, técnica apropriada de fundição e seleção de composição que represente um equilíbrio apropriado entre as propriedades de resistência e contração. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Entretanto, na maioria dos casos, essas tensões internas devem ser aliviadas ou eliminadas. Admite-se que a redução de tensões se deve à diminuição do limite elástico do material com o aquecimento, podendo ocorrer fluência e movimentação das estruturas internas levando ao relaxamento do material (alívio das tensões internas), isto é, as tensões residuais de origem elástica são aliviadas por deformação plástica. 11/09/15 15:45:34 152
153 1.14 Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Não obstante tais tensões tenderem a desaparecer ou atenuar com o decorrer dos meses (envelhecimento natural), esse tempo pode ser reduzido a poucas horas, mediante o aquecimento moderado da peça em um forno envelhecimento artificial. Os mais importantes fatores no tratamento de tensões são, pois, a temperatura e o tempo de permanência na mesma. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Quanto mais elevada a temperatura, maior a quantidade de tensões aliviadas, devendo-se entretanto, evitar alterações na estrutura e propriedades do ferro fundido. A faixa de temperaturas típica para alívio de tensões em ferros fundidos é de 500 a 600ºC, com tempos a partir de 2 horas, dependendo das condições da liga e espessura da peça. Geralmente o resfriamento é realizado no forno até atingir 100ºCe o restante é resfriado ao ar. 11/09/15 15:45:34 153
154 1.14 Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Verifica-se, pelo diagrama a seguir, que abaixo de 400 C o efeito é muito pequeno e que será necessário aquecer-se o material acima de pelo menos 500 C para resultados mais positivos. De acordo com dados experimentais (diagrama), o máximo alívio de tensões, com probabilidade mínima de modificações da estrutura pela decomposição do carbono combinado, é obtido entre temperaturas de 500 C a 565 C. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Efeito da temperatura sobre a quantidade de tensões internas aliviadas. 11/09/15 15:45:34 154
155 1.14 Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Efeito do tempo à temperatura no tratamento de alívio de tensões. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial Ferros fundidos cinzentos de baixo teor em liga - são necessárias maiores temperaturas, da ordem de 560 C a 600 C, pois os elementos de liga usuais Cr, Mo, Ni e V tendem a aumentar a resistência desse tipo de ferro fundido à fluência, ou seja, a deformação plástica necessária para reduzir ou eliminar as tensões internas. No entanto, essas temperaturas elevadas, nos ferros fundidos ligados, não são ainda suficientes para modificar a estrutura do material e promover um amolecimento prematuro. 11/09/15 15:45:34 155
156 1.14 Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial As temperaturas recomendadas para alívio de tensões são as indicadas na tabela abaixo. Tipo de ferro fundido cinzento Temperatura para alívio de tensões ( C) Sem elemento 530 a 565 De baixo teor 610 a 620 De alto teor 620 a 650 Faixa de temperaturas recomendadas para alívio de tensões do ferro fundido cinzento. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Alívio de tensões ou envelhecimento artificial O resfriamento deve ser conduzido com cuidado, pois se for rápido pode originar novas tensões internas. Recomenda-se, assim, que as peças sejam resfriadas no forno de aquecimento até a temperatura atingir 290 C, quando então podem ser resfriadas ao ar. Para as peças de forma complexa, é recomendável que o resfriamento no interior do forno seja feito até a temperatura atingir 90 C, quanto então podem ser resfriadas ao ar. 11/09/15 15:45:34 156
157 1.14 Tratamentos Térmicos - Ferros Fundidos Recozimento Aplica-se o recozimento quando se deseja obter máxima ductilidade e melhor usinabilidade e quando não há necessidade de elevadas resistências mecânicas. Partes da peça que resfriaram mais rapidamente por serem mais finas ou que, por qualquer motivo, conservam partículas de cementita, dificultam a usinagem especialmente pela a sua ação abrasiva sobre as ferramentas de corte. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Recozimento Pode ser feito nos ferros fundidos cinzento e nodular, para decompor os carbonetos (cementita e outros formados com os elementos de adição), como nos ferros fundidos nodulares com o objetivo de obter uma matriz ferrítica (ferritização). Tipos principais de recozimento em ferros fundidos: recozimento subcrítico e recozimento pleno. 11/09/15 15:45:34 157
158 1.14 Tratamentos Térmicos - Ferros Fundidos Recozimento Recozimento subcrítico Feito principalmente para aumentar a usinabilidade do material. Trata-se da ferritização da matriz e é realizado entre 680 e 780ºC com tempo entre 4 e 24 horas, com o resfriamento podendo ser feito ao ar ou no forno. Pode-se realizar recozimento para esferoidizar a perlita, aumentando assim a ductilidade com baixa perda de resistência mecânica. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Recozimento Recozimento pleno ou de decomposição de carbonetos Realizado entre 850 e 950ºC por pelo menos 2 horas, com resfriamento ao ar. Quanto maior o teor de elementos de liga formadores de carbonetos, maior a temperatura necessária para que a dissolução destes seja mais rápida. Entretanto, deve-se evitar temperaturas de tratamento muito elevadas sob o risco de causar empenamentos na peça. 11/09/15 15:45:34 158
 - aplica-se para os ferros fundidos comuns ou com baixo teor de liga, quando se deseja apenas melhorar a")
159 1.14 Tratamentos Térmicos - Ferros Fundidos Recozimento Ciclos de recozimento recomendados para os ferros fundidos. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Recozimento Curva de recozimento mais baixa (B) - aplica-se para os ferros fundidos comuns ou com baixo teor de liga, quando se deseja apenas melhorar a usinabilidade, o que se consegue pela conversão da perlita em ferrita e grafita. A faixa de temperaturas recomendada situa-se entre 700 C e 760 C. Curva média (B1) - corresponde a uma faixa de temperaturas de aquecimento entre 790 C e 900 C, é empregada para conseguir resultados mais positivos sob o ponto de vista de melhora da usinabilidade, sobretudo em ferros fundidos ligados. 11/09/15 15:45:34 159
160 1.14 Tratamentos Térmicos - Ferros Fundidos Recozimento Curva mais elevada (C) - aplicada quando o material possui muito carbono combinado na forma de cementita, como no caso do ferro fundido mesclado ou branco. A faixa de temperatura recomendada, na presença de cementita maciça, é de 900 C a 950 C, em tempos que variam de 1 a 3 horas, além de mais 1 hora para cada 2,5 cm de secção das peças. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Recozimento Tabela com o resumo da prática recomendada para o recozimento dos ferros fundidos. Processos Objetivo Aplicação Temperatura ( C) Tempo Velocidade de resfriamento recomendada Recozimento a baixas temperaturas Decomposição da perlita em ferrita e grafita Ferros fundidos comuns e de baixo teor em liga 705 a 760 Aproximadamente 15 a 25 min por cm de seção transversal Resfriamento no forno a velocidade de 55 C por hora entre 540 e 290 C Recozimento médio ou pleno idem Ferros fundidos ligados e nos que não apresentam resultados no recozimento a baixas temperaturas 790 a 900 Aproximadamente 15 min por cm de seção transversal Resfriamento lento através da zona crítica, de cerca de 790 C a cerca de 675 C Recozimento a altas temperaturas Decomposição dos carbonetos maciços em ferrita e grafita para máxima usinabilidade Ferro fundido mesclado ou branco 900 a 965 Aproximadamente 25 a 75 min Mais 25 min por cm de seção transversal Resfriamento ao ar até cerca de 535 C Resfriamento ao forno até cerca de 535 C Em nenhum dos casos deve-se resfriamento mais rapidamente do que a velocidade de 65 C por hora, entre 575 e 275 C 11/09/15 15:45:34 160
161 1.14 Tratamentos Térmicos - Ferros Fundidos Normalização É utilizado para homogeneizar as propriedades da peça fundida, para aumentar propriedades mecânicas de resistência (resistência à tração e dureza, por exemplo) ou recuperar propriedades da peça bruta de fundição, cuja estrutura tenha sido alterada por outro processo de aquecimento (grafitização ou preaquecimento ou aquecimento posterior associados com soldagem de reparo, por exemplo). 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Normalização É realizado a temperaturas entre 885 e 925ºC, acima portanto da zona crítica, com tempos de 25 minutos/cm e posterior resfriamento ao ar, gerando estruturas predominantemente perlíticas bastante refinadas. Ferros fundidos cinzentos só são afetados positivamente por este tratamento quando possuem elementos de liga em sua composição como cobre, níquel, manganês etc. 11/09/15 15:45:34 161
162 1.14 Tratamentos Térmicos - Ferros Fundidos Normalização Isto se deve ao fato de que nos ferros cinzentos não ligados há formação de ferrita livre e/ou aumento da quantidade de grafita quando o material é submetido a este tratamento. Para ferros fundidos nodulares, o tratamento de normalização tem efeito geralmente benéfico para a resistência mecânica. Entretanto, observa-se queda na dureza destes materiais quando a normalização é feita a baixas temperaturas (inferiores a 850 C), devido à homogeneização incompleta e subsequente aumento da ferrita livre após resfriamento. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Normalização Portanto, a normalização é um processo de amolecimento para ferros fundidos cinzentos sem elementos de liga e um processo de endurecimento para ferros fundidos ligados, conforme demonstrado pela tabela abaixo. 11/09/15 15:45:34 162
163 1.14 Tratamentos Térmicos - Ferros Fundidos Têmpera e Revenido O objetivo desse tratamento é aumentar a resistência mecânica e dureza e, consequentemente, a resistência ao desgaste do ferro fundido cinzento. Ele consiste em austenitizar o material e então resfriar rapidamente (têmpera). É aplicado aos ferros fundidos cinzentos, pois a têmpera dos ferros fundidos brancos não apresenta interesse dada a elevada dureza que este material já apresenta normalmente (400 a 500 HB) 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Têmpera e Revenido O aquecimento deve ser lento (em fornos ou em banhos de sal). A temperatura de aquecimento deve estar acima da zona crítica (780 a 970 C, para os ferros fundidos comuns) de modo que ocorra formação de austenita. O tempo de permanência à essa temperatura depende da composição do material, mas deve ser o necessário para que haja suficiente solução de carbono. 11/09/15 15:45:34 163
164 1.14 Tratamentos Térmicos - Ferros Fundidos Têmpera e Revenido O aquecimento deve ser lento (em fornos ou em banhos de sal). O resfriamento deve ser efetuado com taxas rápidas o suficiente para que as decomposições da austenita em perlita ou bainita não ocorram, mas lentas o suficiente para que as tensões resultantes da transformação martensítica não fraturem a peça para tanto, utiliza-se normalmente têmpera a óleo em vez de água. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Têmpera e Revenido O aquecimento deve ser lento (em fornos ou em banhos de sal). Revenido levado a efeito logo após a têmpera, em temperaturas bem inferiores às temperaturas de transformação, reduz a fragilidade, alivia as tensões, diminui a dureza e melhora a resistência mecânica e a tenacidade, conforme mostra a figura a seguir para um ferro fundido cinzento de baixo silício, temperado em óleo a partir de 870 C. 11/09/15 15:45:34 164
165 1.14 Tratamentos Térmicos - Ferros Fundidos Têmpera e Revenido O revenido, porém, reduz novamente a alta dureza obtida com a têmpera, de modo que a temperatura máxima, que se deve atingir, neste segundo tratamento, é limitada pela dureza mínima admissível em cada caso. A prática tem mostrado que a temperatura mais aconselhável de revenido, no sentido de melhora das propriedades de resistência mecânica, varia de 370 C a 600 C, para ferros fundidos cinzentos sem elementos de liga ou ligados, sendo as maiores utilizadas para estes últimos (Figura). 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Têmpera e Revenido Modificação das propriedades mecânicas de ferro fundido temperado, em função da temperatura de revenido. 11/09/15 15:45:34 165
166 1.14 Tratamentos Térmicos - Ferros Fundidos Austêmpera A austêmpera do ferro fundido é um tratamento isotérmico que consiste no aquecimento até a temperatura de austenitização, permanência nesta temperatura até completa equalização, resfriamento rápido até a faixa de formação da bainita, permanência nesta temperatura até completa transformação da austenita em bainita, e resfriamento qualquer até a temperatura ambiente (Figura). 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Austêmpera Representação esquemática de um exemplo de um ciclo de austêmpera de ferro fundido. 11/09/15 15:45:34 166
167 1.14 Tratamentos Térmicos - Ferros Fundidos Austêmpera O tratamento de austêmpera em ferro fundido, também conhecido como ADI - Austempered Ductile Iron, tem como principal objetivo o de aumentar a resistência mecânica das peças, com boa tenacidade, e ainda garantir uma maior resistência contra o desgaste, prolongando a vida útil dos equipamentos. Portanto, confere aos ferros fundidos nodulares (ou dúcteis) uma excelente combinação de propriedades de resistência e ductilidade, permitindo sua aplicação onde tradicionalmente se usavam aços forjados ou fundidos. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Austêmpera Outra vantagem do tratamento de austêmpera em ferro fundido é a sua alta precisão, sendo ele um processo capaz de alinhar rapidez com grande desempenho, e proporciona ao material uma estrutura ausferrita (austenita + ferrita) após o tratamento. O efeito dos elementos de liga é mais ou menos semelhante ao que ocorre nos aços e dependendo da temperatura de transformação pode-se obter: 11/09/15 15:45:34 167
168 1.14 Tratamentos Térmicos - Ferros Fundidos Austêmpera Bainita inferior Quando a temperatura é próxima à formação inicial de martensita (em torno de 205 C). Nesse caso, os ferros dúcteis apresentam alta dureza, superior a 400 HB, e elevada resistência mecânica. Tais propriedades são desejáveis, por exemplo, em engrenagens e outras aplicações que exigem resistência a altas tensões de contato. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Austêmpera Bainita superior Quando a transformação se dá logo abaixo do cotovelo da curva em C (em torno de 400 C). Os ferros fundidos nodulares austemperados nessas condições apresentam dureza entre 260 e 350 HB; são dúcteis e tenazes, com boa resistência à fadiga e ao desgaste; são razoavelmente usináveis e, entre as aplicações importantes, podem-se mencionar os virabrequins. 11/09/15 15:45:34 168
169 1.14 Tratamentos Térmicos - Ferros Fundidos Austêmpera Outro fator importante é a temperatura de austenitização. Esta está geralmente localizada entre 815 a 925 C quanto mais alta a temperatura, maior a solução do carbono na austenita, o que pode provocar, no final, maior quantidade de austenita retida; ocorre também um crescimento de grãos da austenita, o que aumenta a endurecibilidade do material. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Austêmpera Por outro lado, a presença de elementos de liga afeta o teor de carbono na austenita, pois eles interferem na solubilidade do carbono. O silício, por exemplo, reduz a solubilidade do carbono. O manganês, o cromo e o molibdênio, ao contrário, aumentam a solubilidade do carbono. 11/09/15 15:45:34 169

170 1.14 Tratamentos Térmicos - Ferros Fundidos Austêmpera Diagrama esquemático de transformação isotérmica para um ferro fundido. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Martêmpera A martêmpera produz uma estrutura martensítica, sem resultar em tensões elevadas como acontece com a têmpera usual, contudo, deve-se proceder a um revenido posterior. Esse tratamento permite obter uma dureza final maior do que a da austêmpera; essa diferença é, entretanto, eventualmente diminuída, devido ao revenido da martêmpera. 11/09/15 15:45:34 170
171 1.14 Tratamentos Térmicos - Ferros Fundidos Martêmpera 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Martêmpera De qualquer modo, os tratamentos isotérmicos conferem às peças de ferro fundido cinzento maior tenacidade do que no caso da têmpera e revenido com mesma dureza. Uma visão geral do resultado de tratamentos térmicos de têmpera normal e têmpera a quente (austêmpera e martêmpera) pode ser apreciada na tabela a seguir, referente ao ferro fundido cinzento submetido aos diversos tratamentos apresentava a seguinte composição: 2,84%Ct, 1,40%Si, 0,67%Mn, 0,11%P, 0,09%S, 1,68%Ni, 0,16%Cr, 0,46%Mo e 0,15%Cu. 11/09/15 15:45:34 171
172 1.14 Tratamentos Térmicos - Ferros Fundidos Martêmpera LRT Tratamento (MPa) - No estado fundido 346,2 - Temperado de 870 C, revenido a 565 C, resfriado 447,2 ao ar - Temperado a quente de 870 C a 480 C durante 434,4 18 h, resfriado ao ar - Temperado a quente de 870 C a 343 C durante 487,4 18 h, resfriado ao ar - Resfriado no molde até 570 C, em seguida 453,1 resfriado ao ar HB RC (J) 24,5 21,6 20,6 28,5 24,5 LF (MPa) 119,6 123,6 119,6 154,9 144,2 LRT Limite de resistência à tração; HB Dureza Brinell; RC Resistência ao choque; LF Limite de fadiga; θ1 Aumento do LRT; θ2 Aumento do LF. θ1 (%) - 29,2 25,5 40,8 30,9 θ2 (%) - 3,3 0 29,5 20,6 Efeito de tratamento térmico nas propriedades mecânicas de ferro fundido cinzento 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial O ferro fundido cinzento ainda pode ser submetido ao processo de endurecimento ou têmpera superficial. Essa uma técnica de endurecimento confere ao material tratado uma alta dureza em toda a sua superfície, ou, conforme se considere conveniente, em regiões localizadas. O tratamento produz uma camada externa martensítica dura e de alta resistência ao desgaste, e um núcleo mais mole por não ter atingido no tratamento a temperatura de transformação. 11/09/15 15:45:34 172
173 1.14 Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial O objetivo, portanto é de, em se obtendo altas durezas, aumentar a resistência à abrasão e, devido às tensões residuais criadas pelo tratamento térmico, aumentar também a resistência à fadiga. O tratamento de endurecimento superficial encontra aplicação em peças tais como, engrenagens, virabrequins, eixo comando de válvula, cilindro de laminação, suportes de mola, garfos de transmissão, dentre outros. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial O processo consiste no aquecimento de uma determinada camada superficial, que será submetida a esforços ou desgaste, em temperatura suficiente para a obtenção de estrutura austenítica, seguido de resfriamento brusco, normalmente realizado em água, para a transformação da camada austenítica em martensita. A profundidade da camada transformada pode variar de 0,5 a 4,0 mm, dependendo da técnica empregada, podendo atingir valores de dureza da ordem de60 HRC. 11/09/15 15:45:34 173
174 1.14 Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial Na figura a seguir observa-se que apenas uma pequena camada superficial atinge temperatura superior a A3 (limite superior da zona crítica acima da qual a estrutura apresenta-se totalmente austenítica, podendo ainda conter carbonetos estáveis), existindo também uma região intermediária que permanece dentro da zona crítica, onde coexistem austenita + ferrita + carbonetos, e uma zona central onde não ocorrem transformações de fase. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial Distribuições típicas de temperatura e dureza em peça cilíndrica endurecida superficialmente. 11/09/15 15:45:34 174
175 1.14 Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial Os processos de aquecimento mais comumente utilizados são os de aquecimento por chama e por indução. Também são citados na literatura como alternativa para os processos convencionais o aquecimento por imersão em metal líquido, o aquecimento por laser e o aquecimento solar. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial O processo se aplica tanto a ferros fundidos cinzentos comuns como ligados. Há composições, contudo, que se prestam melhor ao processo. Sendo a dureza da martensita dependente do teor de carbono dissolvido na austenita (Figura), procura-se ter na matriz metálica, antes do tratamento, a maior quantidade possível de carbono combinado, ou seja, matrizes perlíticas, bainíticas ou martensita revenida. 11/09/15 15:45:34 175
176 1.14 Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial Assim, o carbono combinado deve situar-se na faixa de 0,50% a 0,70% - acima de 0,80% de carbono combinado, o endurecimento superficial não é recomendado, pois o material pode fissurar. Efeito do teor de carbono na dureza da martensita. 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial Após o tratamento, deve-se proceder a um alívio de tensões, mediante um aquecimento entra 150 C e 205 C, em forno, em óleo quente ou passando-se uma chama sobre a superfície endurecida. Verificou-se que um aquecimento a 150 C durante 7 horas removeu de 25% a 40% das tensões residuais, com redução da dureza superficial de apenas 2 a 5 pontos na escala de dureza Rockwell A. 11/09/15 15:45:34 176
177 1.14 Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial O limite de fadiga geralmente aumenta pelo endurecimento superficial, devido ao fato de serem introduzidas tensões de compressão na superfície do material, o que não se consegue mediante um endurecimento total das peças. O resfriamento, após a aplicação da chama, depende do método utilizado no processo, ou seja: 11/09/15 15:45: Tratamentos Térmicos - Ferros Fundidos Endurecimento superficial Quando o aquecimento da superfície for progressivo, utilizam-se meios de resfriamento não inflamáveis, como água, misturas de óleos solúveis e soluções em água de álcool polivinílico. Quando o aquecimento da superfície for por pontos ou localizado, processos em que a chama é retirada antes do resfriamento, as peças são resfriadas mergulhando-as em óleo. 11/09/15 15:45:34 177
178 1.15 Tratamentos Termoquímicos Considerações iniciais: Aplicados aos aços quando se deseja alterar as propriedades superficiais. Em geral, são usados quando a combinação de um núcleo tenaz com uma superfície de elevada resistência ao desgaste é desejada, tais como em: engrenagens, pinos móveis, eixos de comando. A maior parte desses tratamentos envolve a adição de carbono e/ou nitrogênio na superfície da peça, que por serem solutos intersticiais difundem-se com relativa rapidez nos aços. 11/09/15 15:45: Tratamentos Termoquímicos Considerações iniciais: Os tratamentos mais usuais são: Cementação (ou carbonetação) - Em que se introduz carbono na superfície do aço a temperaturas normalmente acima de900 C. Nitretação - Em que se introduz nitrogênio na superfície do aço entre 500 e 590 C. Carbonitretação - Derivada da carbonetação, mas correspondente a introdução de carbono e nitrogênio no aço a temperaturas entre 800 e 900 C. 11/09/15 15:45:34 178

 quantidade de átomos por unidade de área por unidade de tempo.")
179 1.15 Tratamentos Termoquímicos Considerações iniciais: Cianetação (um tipo de carbonitretação) - onde o carbono e o nitrogênio são absorvidos pelo aço pela imersão do mesmo em um banho contendo cianetos fundidos. Nitrocarburização - Que envolve a introdução de carbono e nitrogênio no aço na condição ferrítica, como na nitretação. Boretação - Que envolve a introdução de boro na superfície do aço. É pouco aplicado no Brasil. 11/09/15 15:45: Tratamentos Termoquímicos Considerações iniciais: Fluxo de átomos (J) quantidade de átomos por unidade de área por unidade de tempo. Primeira lei de Fick - Calcula a difusão estacionária (Fluxo constante regime estacionário). Área unitária J= D dc átomos dx m 2 s D Coeficiente de difusão D f(frequência e deslocamento) 11/09/15 15:45:34 179

180 1.15 Tratamentos Termoquímicos Considerações iniciais: Gradiente de concentração para regime estacionário. 11/09/15 15:45: Tratamentos Termoquímicos Considerações iniciais: Variação do coeficiente de difusão D no ferro. 11/09/15 15:45:34 180
181 1.15 Tratamentos Termoquímicos Considerações iniciais: Segunda lei de Fick - Considera as variações de fluxo descreve a dinâmica, ou o estado nãoestacionário, da difusão de átomos, por meio da equação diferencial: 11/09/15 15:45: Tratamentos Termoquímicos Considerações iniciais: Solução da segunda lei de Fick para os processos termoquímicos: 11/09/15 15:45:34 181


182 1.15 Tratamentos Termoquímicos Considerações iniciais: A superfície dos dentes da engrenagem deve ser resistente ao desgaste, mas o seu interior deve ser dúctil para poder absorver choques. 11/09/15 15:45: Tratamentos Termoquímicos Cementação: Consiste na difusão de carbono para a superfície do componente, aquecido em temperaturas suficientes para produzir a microestrutura austenítica. Após a cementação, a austenita é convertida em martensita, por meio do tratamento de têmpera e subsequente revenimento. 11/09/15 15:45:34 182
183 1.15 Tratamentos Termoquímicos Considerações iniciais: Os processos usuais de cementação devem elevar o teor de carbono na superfície do aço entre 0,8 e 1%. Como envolve um processo difusional, a velocidade de enriquecimento superficial do carbono nos aços depende primeiramente do seu coeficiente de difusão, mas também da fonte de suprimento de carbono (cementante) e da transferência deste para a superfície do aço. Dessa forma, pode-se estabelecer os seguintes fatores que influenciam a velocidade de enriquecimento superficial dos aços: 11/09/15 15:45: Tratamentos Termoquímicos Cementação: Composição química dos aços - O teor de carbono no aço, bem como alguns elementos de liga favorecem a difusão do carbono quanto menor o teor de carbono no aço, maior o gradiente de concentração entre este e o cementante, e consequentemente, tanto maior a velocidade de carbonetação. Em geral, a cementação é realizada em aços carbono e aços de baixa liga com teores de carbono inferiores a 0,25%. 11/09/15 15:45:34 183

184 1.15 Tratamentos Termoquímicos Cementação: Potencial de carbono no meio cementante - Fator de primordial importância o enriquecimento superficial de carbono no aço é um fenômeno difusional, determinado pelo fluxo de carbono, que também depende do gradiente de contração. Tempo - Todo processo difusional necessita de tempo para a sua ocorrência e tanto maior será a penetração de carbono no aço quanto maior for o tempo de exposição do sistema. 11/09/15 15:45: Tratamentos Termoquímicos Cementação: Variação da profundidade de cementação com o tempo 11/09/15 15:45:34 184
185 1.15 Tratamentos Termoquímicos Cementação: Temperatura - O fator mais importante acelera a difusão atômica (eleva o coeficiente de difusão do sistema), influi na concentração de carbono na austenita (aumenta a sua solubilidade) e na velocidade de reação de carbonetação na superfície do aço (formação de cementita). Temperatura entre 850 a 950 C para diminuir o contorno de grão daaustenita. 11/09/15 15:45: Tratamentos Termoquímicos Cementação: A profundidade da camada cementada pode ser verificada com lupa ou pela medição da dureza Vickers. Na medição da dureza, usa-se o método EHT (effective hardness thickness espessura da camada endurecida), em que a dureza é igual ou superior a 50 HRC (513 HV), medida de acordo com a norma ASTM E384. A cementação é classificada de acordo com o meio empregado para a difusão do carbono: cementação sólida (ou caixa), líquida, gasosa, a vácuo e a plasma. 11/09/15 15:45:34 185
186 1.15 Tratamentos Termoquímicos Cementação sólida: É o processo mais antigo de cementação, que inicialmente envolvia somente o uso de meios de cementação (cementos) sólidos. Devido à lentidão da cementação sólida e às dificuldades de controle preciso dos resultados obtidos, esse processo foi superado por outros, como a cementação gasosa e a cementação líquida, embora do ponto de vista microestrutural seja uma base para os demais processos. 11/09/15 15:45: Tratamentos Termoquímicos Cementação sólida: O tratamento de cementação é realizado acima da zona crítica, no campo austenítico, no qual a solubilidade do carbono no aço é elevada. Embora a fonte de carbono seja sólida, o carbono é transportado pelo gás que se forma em torno da peça, a qual é envolvida pelo meio de carbonetação. A reação CO 2 + C = 2CO é crítica para definir o potencial químico do carbono. 11/09/15 15:45:34 186
187 1.15 Tratamentos Termoquímicos Cementação sólida: Os cementos sólidos são tradicionalmente constituídos por uma mistura de carvão vegetal moído (não muito fino) e catalisadores (carbonatos), aumentando a proporção de CO em relação à de CO 2 (Figura) Cemento tradicional - Caron (40 % de carbonato de bário e 60 % de carvão vegetal). A cementação sólida é lenta - requer várias horas de permanência acima da zona crítica (900 a 1000 ºC), quando então ocorre crescimento de grão austenítico. 11/09/15 15:45: Tratamentos Termoquímicos Cementação sólida: Reações químicas na superfície da peça (FEIS, UNESP) 11/09/15 15:45:34 187
 11/09/15")
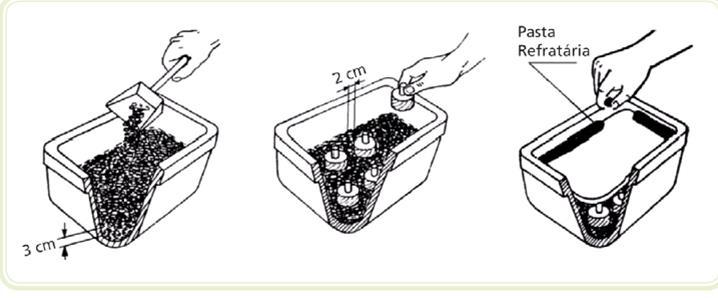
188 1.15 Tratamentos Termoquímicos Cementação sólida: Reações químicas na superfície da peça (FEIS, UNESP) 11/09/15 15:45: Tratamentos Termoquímicos Cementação sólida: Reações químicas na superfície da peça (FEIS, UNESP) 11/09/15 15:45:34 188

189 1.15 Tratamentos Termoquímicos Cementação sólida: 11/09/15 15:45: Tratamentos Termoquímicos Cementação sólida: Por esse motivo, após a cementação sólida em caixa é necessário um tratamento térmico que permita refinar o grão, geralmente a normalização. Após a normalização, a camada superficial pode ser endurecida por têmpera. A temperatura de têmpera é suficiente para temperar a região cementada (alto teor de carbono), mas não altera muito as propriedades do núcleo da peça (ductilidade preservada). 11/09/15 15:45:34 189
190 1.15 Tratamentos Termoquímicos Cementação sólida: Interior da peça - permanece na região intercrítica com resfriamento lento: perlita e ferrita. Superfície da peça - austenitizada, temperada (martensita) e revenida. Revenimento - obrigatoriamente realizado em baixas temperaturas (afetar o mínimo possível a dureza da camada cementada). 11/09/15 15:45: Tratamentos Termoquímicos Cementação sólida: A espessura (profundidade) da camada cementada depende do tempo de tratamento (aumenta com o tempo). Na cementação sólida é inviável o ajuste do potencial químico do carbono - considerável risco de cementação excessiva, inclusive com a formação de cementita em rede (causa trincas durante a têmpera e o acabamento superficial). Quando os gradientes de teor de carbono são muito altos, há risco de lascamento da cama cementada. 11/09/15 15:45:34 190
191 1.15 Tratamentos Termoquímicos Cementação gasosa: Muito empregada na indústria. A limpeza superficial da peça a ser cementada é muito importante. Possibilita o controle do potencial de carbono através da injeção de gases que contêm CO, CO 2, H 2, H 2 O e CH 4, tais como propano, etanol, metanol, entre outros, que são controlados por meio de sondas e equipamentos computadorizados. 11/09/15 15:45: Tratamentos Termoquímicos Cementação gasosa: Além do controle do potencial de carbono também é necessário o controle do potencial de oxigênio. Microestrutura resultante: depende de dois fatores conjugados - variação de velocidade de resfriamento (têmpera) e variação de composição química (difusão de carbono). Assim, há diferentes microestruturas na superfície da peça cementada dependendo da velocidade de resfriamento após a cementação e do teor de carbono. 11/09/15 15:45:34 191
192 1.15 Tratamentos Termoquímicos Cementação líquida: São realizados mediante a imersão das peças em sais fundidos contendo cianetos (NaCN, por exemplo), a temperaturas entre 850 e 900 ºC, havendo dupla absorção, de carbono e nitrogênio. Implicam no uso de sais tóxicos no estado líquido, exigindo cuidados especiais de segurança. Após tempo adequado as peças cianetadas são temperadas a partir do banho de sais. 11/09/15 15:45: Tratamentos Termoquímicos Cementação líquida: As camadas cimentadas são similares às obtidas com o meio gasoso; entretanto, os ciclos são mais curtos devido o período de aquecimento ser mais rápido. Os banhos de sais apresentam coeficientes de transferência de calor muito elevados, por apresentarem, simultaneamente, condução, convecção e radiação. Há duas variantes do processo: banhos de baixa temperatura e banhos de alta temperatura. 11/09/15 15:45:34 192
193 1.15 Tratamentos Termoquímicos Cementação líquida: Banhos de baixa temperatura - Indicados para camadas com profundidades entre 0,13 a 0,25 mm. operam em temperaturas entre 845 e 900 C, mantidos com uma camada protetiva de grafite. Banhos de alta temperatura - Indicados para camadas com profundidades entre 0,5 e 3 mm. Operam em temperaturas entre 900 e 955 C. Sua principal característica é o rápido desenvolvimento de camadas entre 1 e 2 mm. 11/09/15 15:45: Tratamentos Termoquímicos Cementação sob vácuo: O processo é iniciado com a formação de vácuo e, em seguida, a temperatura é elevada na faixa de 925 e C. Introduz-se, então, um fluxo controlado de hidrocarbonetos gasosos (metano, propano, dentre outros) em uma pressão entre 10 e 200 torr, que ao entrar em contato com a superfície do aço, desprende vapor de carbono, depositando uma camada muito fina desse elemento na superfície da peça. 11/09/15 15:45:34 193
194 1.15 Tratamentos Termoquímicos Cementação sob vácuo: O carbono é imediatamente absorvido pelo aço até o limite de saturação. A seguir, o fluxo de gás é interrompido, e as bombas de vácuo, que estão operando durante todo o processo, retiram o excesso de gás e preenchem a câmara do forno com gás nitrogênio. Começa então a segunda fase do processo, chamado ciclo de difusão controlada, no qual se atinge os desejados teores de carbono e profundidade da camada cementada. 11/09/15 15:45: Tratamentos Termoquímicos Cementação sob vácuo: O processo oferece melhor uniformidade e controle mais preciso da camada cementada em relação à cementação gasosa, além de evitar a oxidação intergranular. As peças são menos susceptíveis à formação de óxidos, microfissuras, descarbonetação e outros efeitos. Por ser um processo a vácuo, as peças saem mais limpas que na cementação gasosa, não requerendo limpeza posterior. 11/09/15 15:45:34 194
195 1.15 Tratamentos Termoquímicos Cementação sob vácuo: A emissão de gases também é menor que na cementação gasosa, reduzindo problemas ambientais. O custo do equipamento é maior. Permite a utilização de temperaturas e potenciais de carbono mais elevados diminui o tempo do processo e os riscos de oxidação intergranular, além de excelente qualidade superficial 11/09/15 15:45: Tratamentos Termoquímicos Cementação sob vácuo: A eficácia da deposição de átomos de carbono depende de quatro passos: 1- Aquecimento e permanência do aço em sua temperatura de carbonetação para garantir a uniformidade da temperatura na peça (temperaturas entre 845 e C). 2- Estágio de impulso, na deposição inicial dos átomos, em que uma quantidade importante de átomos de carbono da atmosfera é depositada na superfície da peças ocorrem as reações responsáveis pela difusão do carbono no aço austenítico. 11/09/15 15:45:34 195
196 1.15 Tratamentos Termoquímicos Cementação sob vácuo: 3- Difusão influenciada pela temperatura, sem a necessidade de suprimentos adicionais de carbono na atmosfera para ocorrer um processo difusivo - difusão controlada, que só ocorre a uma pressão de 0,5 a 1 torr (67 Pa a 134 Pa). 4- Têmpera para que o aço adquira dureza superficial. 11/09/15 15:45: Tratamentos Termoquímicos Cementação: 11/09/15 15:45:34 196
 - sólido (carvão moído + catalisador em caixa ) 11/09/15 15:45:34 1.")
197 1.15 Tratamentos Termoquímicos Cementação: processos industriais Espessuras normalmente inferiores a 1,5 mm Durezas superficiais: HRC Tempos de processo: 4 a 5 horas Meios: - gasoso (metano) - líquido (banho de sal fundido, a base de cloretos, carbonatos e cianeto de sódio) - sólido (carvão moído + catalisador em caixa ) 11/09/15 15:45: Tratamentos Termoquímicos Cementação: Metalografia da camada cementada de uma engrenagem (FEIS, UNESP) 11/09/15 15:45:34 197
.")
198 1.15 Tratamentos Termoquímicos Cementação: 11/09/15 15:45: Tratamentos Termoquímicos Nitretação: Destaca-se entre os tratamentos termoquímicos pela baixa temperatura em que é processada e pela variação dimensional relativamente pequena (baixa distorção). Promove um incremento da resistência ao desgaste, à fadiga e à corrosão em função da difusão do nitrogênio, que se combina com o ferro e elementos de liga presentes formando microconstituintes (nitretos) modificadores das propriedades físicas e mecânicas da superfície de peças das mais variadas ligas de aço, ferro fundido e sinterizados ferrosos, podendo ser realizada por meio gasoso, líquido e plasma. 11/09/15 15:45:34 198
199 1.15 Tratamentos Termoquímicos Nitretação: As seguintes fases podem ser encontrados na camada nitretada dos materiais: ε + (ε + γ ) γ (α + γ ) α Camada superficial (camada branca) Zona de difusão (camada de difusão) A camada superficial é denominada camada branca ou zona de ligação (coloração branca quando atacada com nital e observada ao microscópio óptico). A zona de difusão é difícil de ser visualizada ao microscópio para alguns materiais (profundidade determinada pela microdureza Vickers). 11/09/15 15:45: Tratamentos Termoquímicos Nitretação: Além dessas duas camadas ainda é possível a formação de uma camada porosa acima da camada branca, a maior em processos que utilizam meios líquidos. Temperatura de tratamento entre 500 a 575 C. No meio gasoso: camada com 0,65 mm após 70 horas; No meio líquido: resultado anterior em 1 a 3 horas; 11/09/15 15:45:34 199
 O processo é controlado medindo-se o fluxo de amônia e determinando a porcentagem de dissociação,")
200 1.15 Tratamentos Termoquímicos Nitretação gasosa: A nitretação é realizada em uma atmosfera de amônia com temperatura entre 500 e 570 C, que nessas condições se dissocia parcialmente na superfície da peça, liberando o nitrogênio nascente, de acordo com a equação: NH 3 3/2H 2 + N (dissolvido no ferro) O processo é controlado medindo-se o fluxo de amônia e determinando a porcentagem de dissociação, que aumenta com o aumento da temperatura ou redução do fluxo de amônia. 11/09/15 15:45: Tratamentos Termoquímicos Nitretação gasosa: Desenho ilustrativo do processo de nitretação gasosa 11/09/15 15:45:34 200
201 1.15 Tratamentos Termoquímicos Nitretação gasosa: Tipicamente, o processo é conduzido numa condição tal que a dissociação de amônia esteja entre 15 e 30%. O processo produz uma camada branca relativamente grande, que, do ponto de vista da aplicação, não traz vantagens. Nitretação em dois estágios (minimiza a camada branca): Consiste em nitretar a peça inicialmente em 525 C, com 20% de dissociação de amônia durante 5 a 8 h, seguida de outra etapa em 550 C, com dissociação entre 80 e 85% (serve como um ciclo de difusão). 11/09/15 15:45: Tratamentos Termoquímicos Nitretação líquida: Emprega a mesma faixa de temperatura que a nitretação gasosa (entre 500 e 570 C. Assim como na cementação líquida, o meio nitretante é constituído de sais de cianetos fundidos, mas a nitretação é realizada abaixo da temperatura de transformação do aço a ser tratado. Adiciona mais nitrogênio e menos carbono ao aço. 11/09/15 15:45:34 201
202 1.15 Tratamentos Termoquímicos Nitretação líquida: Em geral, o uso das nitretações líquida e gasosa são semelhantes; entretanto, em aplicações em que se requer profundidade de camadas mais duras, a gasosa é a mais indicada. Nos casos em que se deseja nitretar aços-carbono com uma boa camada de compostos, utiliza-se a líquida. Sais de sódio: Na(CN); Na2CO3; Na(CNO). Sais de potássio: K(CN); K2CO3; K(CNO); KCl. 11/09/15 15:45: Tratamentos Termoquímicos Nitretação a plasma ou iônica: Plasma pode ser definido como uma mistura de partículas neutras, positivas e negativas (átomos, moléculas, íons e elétrons) dentro de um campo elétrico. Neste processo, o plasma é o meio de transporte de nitrogênio que viabiliza a nitretação. Consiste em submeter uma mistura gasosa, num ambiente previamente evacuado, a uma tensão elétrica formada entre as peças (cátodo) e a parede da retorta (ânodo). 11/09/15 15:45:34 202

203 1.15 Tratamentos Termoquímicos Nitretação a plasma ou iônica: Esquema ilustrativo da nitretação a plasma 11/09/15 15:45: Tratamentos Termoquímicos Nitretação a plasma ou iônica: Desenho ilustrativo da formação das camadas branca e de difusão no processo de nitretação a plasma 11/09/15 15:45:34 203
204 1.15 Tratamentos Termoquímicos Nitretação a plasma ou iônica: Apresenta quatro importantes reações: 1- A tensão aplicada entre cátodo/ânodo à mistura de gases sob baixa pressão produz nitrogênio neutro e ionizado pela aceleração de elétrons através do campo elétrico: e - N + + N + 2e - 2- Desintegração do cátodo (sputtering) pelo choque de íons positivos de nitrogênio, que adquiriram energia cinética proporcionada pelo próprio campo elétrico (também proporciona desoxidação da superfície). 11/09/15 15:45: Tratamentos Termoquímicos Nitretação a plasma ou iônica: 3- Combinação de átomos de ferro gerado pelo sputtering com átomos de nitrogênio neutro formando o composto ferro-nitrogênio (FeN). 4- Deposição e decomposição de FeN na superfície da peça. O controle e a monitoração dos parâmetros do processo, como pressão, tempo, temperatura (carga e retorta do forno), tensão corrente e composição dos gases, são feitos por meio de um software. 11/09/15 15:45:34 204
205 1.15 Tratamentos Termoquímicos Nitretação a plasma ou iônica: O controle e a monitoração dos parâmetros do processo, como pressão, tempo, temperatura (carga e retorta do forno), tensão corrente e composição dos gases, são feitos por meio de um software. A variação nos parâmetros do processo permite um controle sob a composição da camada, de forma que é possível, por exemplo, a obtenção de uma camada nitretada com ausência total da camada de compostos (camada branca) essa versatilidade é uma das principais e mais importantes características do processo. 11/09/15 15:45: Tratamentos Termoquímicos Nitretação a plasma ou iônica: Mistura gasosa: 80% H2 + 20% N2(v/v). Pressão na câmara: 500Pa (5mBar) a C durante 5 horas. 11/09/15 15:45:34 205

206 1.15 Tratamentos Termoquímicos Nitretação a plasma ou iônica: 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Generalidades Considerando-se os tratamentos térmicos das ligas de alumínio, deve-se inicialmente diferenciar as ligas termicamente tratáveis (séries 2XXX, 6XXX, 7XXX e a maioria da série 8XXX), as que podem endurecer por meio de tratamento térmico de solubilização e envelhecimento, daquelas cujo aumento de dureza só pode ser obtido mediante trabalho mecânico e consequentemente encruamento (séries 1XXX, 3XXX, 4XXX e 5XXX). 11/09/15 15:45:34 206
207 1.16 Tratamentos Térmicos Ligas de Alumínio Generalidades As ligas não tratáveis termicamente podem ser submetidas a tratamentos térmicos como de estabilização e recozimentos plenos ou parciais. As ligas tratáveis termicamente, como já mencionado, podem ser submetidas ao tratamento de solubilização seguida de envelhecimento natural ou artificial. 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento O tratamento de solubilização e envelhecimento tem por objetivo a obtenção de precipitados finos e uniformemente distribuídas, que sejam pequenos o suficiente para manter a coerência com a rede cristalina da matriz, de modo agir como obstáculos ao movimento das discordâncias, endurecendo a liga. A solubilização da liga consiste no seu aquecimento a uma dada temperatura, permanecendo tempo suficiente na mesma para promover a completa dissolução das fases microscópicas (Diagrama). 11/09/15 15:45:34 207
208 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento Diagrama Cu-Al: solubilização da liga Al-5%Cu 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento 11/09/15 15:45:34 208
 a fase solubilizada.")
209 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento Após a solubilização, a liga é resfriada rapidamente, impedindo, dessa forma, o retorno à condição de equilíbrio, o que torna supersaturada (condição metaestável) a fase solubilizada. Com o passar do tempo na temperatura mais baixa, ocorrerá o envelhecimento, ou seja, a precipitação de partículas das fases que deveriam existir nas condições de equilíbrio, proporcionado o endurecimento da liga por precipitação. 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento 11/09/15 15:45:34 209
210 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento Com o prosseguindo do envelhecimento em uma temperatura suficientemente alta formam-se os precipitados metaestáveis. A coerência do precipitado com a matriz, ao provocar distorções na mesma, devido a pequenas diferenças de parâmetro de rede, gera um campo de tensões que dificulta a movimentação de discordâncias, endurecendo o material. 11/09/15 15:45:34 210
211 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento Com o tempo ocorre perda parcial de coerência, através do surgimento de deslocações na interface entre o precipitado e a matriz, que está associada a uma pequena queda de dureza. 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento 11/09/15 15:45:34 211
212 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento Prolongando o envelhecimento para tempos longos, ocorre a perda total de coerência, aliviando totalmente as tensões, provocando amaciamento significativo. Além disso, como os precipitados, incoerentes, estáveis e muito grandes, encontram-se muito afastados uns dos outros devido ao coalescimento, resulta em um longo caminho livre para a movimentação das discordâncias, o que também favorece o amaciamento típico do superenvelhecimento. 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento O envelhecimento pode ser natural ou artificial, conforme seja realizado à temperatura ambiente ou a uma temperatura mais elevada, respectivamente. No envelhecimento artificial, o efeito da precipitação é bastante acelerado mediante aquecimento em temperaturas da ordem de 95 a 205ºC, inferiores à temperatura solvus, porém suficientes para a obtenção de energia térmica necessária para a difusão dos átomos de soluto que permite a formação dos precipitados. 11/09/15 15:45:34 212
213 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento Entretanto, o máximo de dureza atingido por uma liga corresponde a uma considerável queda de ductilidade e tenacidade. Por outro lado, o super-envelhecimento, resultante do prolongado tempo de tratamento térmico de envelhecimento em altas temperaturas, provoca queda de dureza, porém simultaneamente aumento de ductilidade e tenacidade em comparação com a condição de máximo de dureza. No envelhecimento natural, os processos de precipitação são, evidentemente, muito mais lento e com níveis de dureza mais baixos. 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento A diferença básica entre o envelhecimento artificial e o envelhecimento natural, além dos níveis de dureza que podem ser atingidos, é a cinética do processo: enquanto o máximo de dureza no envelhecimento artificial pode ser obtido em algumas horas, no envelhecimento natural o máximo de dureza somente acontece após uma semana ou mais de manutenção do material à temperatura ambiente. 11/09/15 15:45:34 213

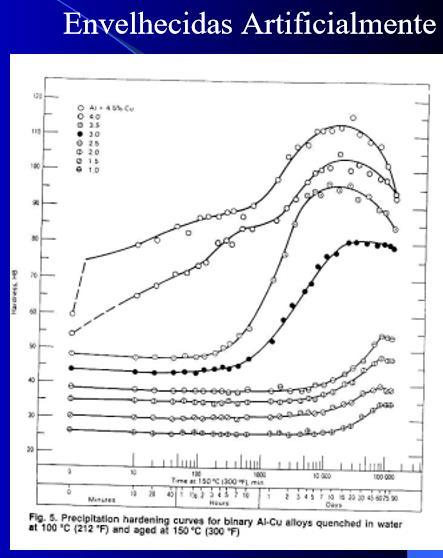
214 1.16 Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento 11/09/15 15:45: Tratamentos Térmicos Ligas de Alumínio Solubilização e envelhecimento 11/09/15 15:45:34 214
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale
 TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Transformação de fase em metais Tratamento térmico (tempo/temperatura) Microestrutura
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Transformação de fase em metais Tratamento térmico (tempo/temperatura) Microestrutura
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Introdução à Ciência dos Materiais Prof. Dr. Cassius
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Introdução à Ciência dos Materiais Prof. Dr. Cassius
AÇO-CARBONO AÇO-LIGA ALOTROPIA DO FERRO
 AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
Transformação de fase em metais
 Transformação de fase em metais Transformação de fase em metais Dependente da difusão, sem modificações na composição de fase ou números de fase presentes: solidificação de metal puro, transformações
Transformação de fase em metais Transformação de fase em metais Dependente da difusão, sem modificações na composição de fase ou números de fase presentes: solidificação de metal puro, transformações
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Transformações de Fase em Metais e Microestruturas Quinta Quinzenal Semana par 05/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/
1 Ciências dos materiais- 232 Transformações de Fase em Metais e Microestruturas Quinta Quinzenal Semana par 05/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/
TRATAMENTO TÉRMICO PARTE 1
 TRATAMENTO TÉRMICO PARTE 1 Definição: Tratamento térmico é o conjunto de operações de aquecimento e resfriamento a que são submetidos os aços, sob condições controladas de temperatura, tempo, atmosfera
TRATAMENTO TÉRMICO PARTE 1 Definição: Tratamento térmico é o conjunto de operações de aquecimento e resfriamento a que são submetidos os aços, sob condições controladas de temperatura, tempo, atmosfera
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º.
 TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º. Semestre 2017 TRANSFORMAÇÕES MULTIFÁSICAS As condições de equilíbrio caracterizadas
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º. Semestre 2017 TRANSFORMAÇÕES MULTIFÁSICAS As condições de equilíbrio caracterizadas
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
 EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
Aula 20: Transformações Martensíticas. - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria.
 - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
- Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
CAP 11 - MICROESTRUTURAS
 CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
CAP 11 - MICROESTRUTURAS Smith cap 9 Microestrutura: arranjo geométrico dos grãos e fases num material Parâmetros: quantidade, tamanho, forma e distribuição Observação: microscópio óptico (até 2000x) ou
Transformações de fase em aços [15]
![Transformações de fase em aços [15]](/thumbs/66/55572195.jpg "Transformações de fase em aços [15]") [15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
[15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
Representação da decomposição da austenita
 Fe γ 723 0 C Fe γ + Feα Fe γ + Fe 3 C Feα + Fe 3 C 0,8%C Representação da decomposição da austenita Perlita: mistura específica de duas fases, formada pela transformação da austenita de composição eutetóide
Fe γ 723 0 C Fe γ + Feα Fe γ + Fe 3 C Feα + Fe 3 C 0,8%C Representação da decomposição da austenita Perlita: mistura específica de duas fases, formada pela transformação da austenita de composição eutetóide
Frederico A.P. Fernandes
 Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Universidade Estadual Paulista UNESP Faculdade de Engenharia de Ilha Solteira FEIS Departamento de Eng. Mecânica Programa de Pós-Graduação em Eng. Mecânica Disciplina: Ciência dos Materiais de Engenharia
Disciplina : Metalurgia Física- MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica. Aula 05 - Solidificação e Equilíbrio
 Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 05 - Solidificação e Equilíbrio Desenvolvimento das Microestruturas sob condições de Equilíbrio e de Não Equilíbrio
Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 05 - Solidificação e Equilíbrio Desenvolvimento das Microestruturas sob condições de Equilíbrio e de Não Equilíbrio
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TERMINOLOGIA UTILIZADA NOS TRATAMENTOS TÉRMICOS
 TERMINOLOGIA UTILIZADA NOS TRATAMENTOS TÉRMICOS Austêmpera Austenitização Beneficiamento Boretação Carbonitretação Tratamento isotérmico composto de aquecimento até a temperatura de austenitização, permanência
TERMINOLOGIA UTILIZADA NOS TRATAMENTOS TÉRMICOS Austêmpera Austenitização Beneficiamento Boretação Carbonitretação Tratamento isotérmico composto de aquecimento até a temperatura de austenitização, permanência
DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
Introdução a Ciência dos Materiais Diagramas de fases. Professora: Maria Ismenia Sodero
 Introdução a Ciência dos Materiais Diagramas de fases Professora: Maria Ismenia Sodero maria.ismenia@usp.br O que você vai aprender? definição de fase ; curva de resfriamento; diagramas de equilíbrio de
Introdução a Ciência dos Materiais Diagramas de fases Professora: Maria Ismenia Sodero maria.ismenia@usp.br O que você vai aprender? definição de fase ; curva de resfriamento; diagramas de equilíbrio de
Profa. Dra. Lauralice Canale
 Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
CURVAS TTT Cesar Edil da Costa e Eleani Maria da Costa
 CURVAS TTT Cesar Edil da Costa e Eleani Maria da Costa As curvas TTT estabelecem a temperatura e o tempo em que ocorre uma determinada transformação Só tem validade para transformações a temperatura constante
CURVAS TTT Cesar Edil da Costa e Eleani Maria da Costa As curvas TTT estabelecem a temperatura e o tempo em que ocorre uma determinada transformação Só tem validade para transformações a temperatura constante
Introdução a Ciência dos Materiais Diagramas de fases. Professora: Maria Ismenia Sodero
 Introdução a Ciência dos Materiais Diagramas de fases Professora: Maria Ismenia Sodero maria.ismenia@usp.br O que você vai aprender? definição de fase ; curva de resfriamento; diagramas de equilíbrio de
Introdução a Ciência dos Materiais Diagramas de fases Professora: Maria Ismenia Sodero maria.ismenia@usp.br O que você vai aprender? definição de fase ; curva de resfriamento; diagramas de equilíbrio de
Têmpera. Lauralice Canale
 Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Beneficiamento de Aços [21]
![Beneficiamento de Aços [21]](/thumbs/50/27312966.jpg "Beneficiamento de Aços [21]") [21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
[21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
Microestrutura dos aços [5] Ferro δ (CCC) Ferro γ (CFC) Ferro α (CCC)
![Microestrutura dos aços [5] Ferro δ (CCC) Ferro γ (CFC) Ferro α (CCC)](/thumbs/51/28703317.jpg "Microestrutura dos aços [5] Ferro δ (CCC) Ferro γ (CFC) Ferro α (CCC)") [5] Alotropia do ferro puro: Líquido 1538 C 1394 C Ferro δ (CCC) Cúbico de corpo centrado 912 C 770 C Ferro γ (CFC) Ferro α (CCC) a o = 2,93 Å (δ) a o = 2,86 Å (α) Cúbico de face centrada Temperatura ambiente
[5] Alotropia do ferro puro: Líquido 1538 C 1394 C Ferro δ (CCC) Cúbico de corpo centrado 912 C 770 C Ferro γ (CFC) Ferro α (CCC) a o = 2,93 Å (δ) a o = 2,86 Å (α) Cúbico de face centrada Temperatura ambiente
Processos Metalúrgicos AULA 7-8 DIAGRAMA TTT E TRATAMENTOS TÉRMICOS
 Processos Metalúrgicos AULA 7-8 DIAGRAMA TTT E TRATAMENTOS TÉRMICOS PROF.: KAIO DUTRA Diagrama TTT (Transformação Tempo Temperatura) Um dos fatores mais importantes que influenciam a posição das linhas
Processos Metalúrgicos AULA 7-8 DIAGRAMA TTT E TRATAMENTOS TÉRMICOS PROF.: KAIO DUTRA Diagrama TTT (Transformação Tempo Temperatura) Um dos fatores mais importantes que influenciam a posição das linhas
Tratamentos térmicos de Recozimento e Normalização para os aços
 Tratamentos térmicos de Recozimento e Normalização para os aços Figura 10.1. Indicação das temperaturas recomendadas em aços carbonos, para austenitização e efetivação dos tratamentos térmicos de Normalização
Tratamentos térmicos de Recozimento e Normalização para os aços Figura 10.1. Indicação das temperaturas recomendadas em aços carbonos, para austenitização e efetivação dos tratamentos térmicos de Normalização
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA
 PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
TECFAR COMERCIAL E INDUSTRIAL LTDA
 GLOSSÁRIO DE TERMOS TÉCNICOS EM TRATAMENTO TÉRMICO Aço Alta Liga Aço ligado, cujo teor total de elemento de liga é maior que 10%. Aço Alto Carbono Aço ao carbono com teor nominal de carbono acima de 0.5%.
GLOSSÁRIO DE TERMOS TÉCNICOS EM TRATAMENTO TÉRMICO Aço Alta Liga Aço ligado, cujo teor total de elemento de liga é maior que 10%. Aço Alto Carbono Aço ao carbono com teor nominal de carbono acima de 0.5%.
PGMEC EME774 Tratamentos Térmicos dos Aços. Prof. Scheid
 PGMEC EME774 Tratamentos Térmicos dos Aços Prof. Scheid 1- Revisão Aços: Ligas contendo ferro e carbono entre 0 e 2.11% em peso, podendo conter elementos de ligas adicionados intencionalmente e ainda impurezas.
PGMEC EME774 Tratamentos Térmicos dos Aços Prof. Scheid 1- Revisão Aços: Ligas contendo ferro e carbono entre 0 e 2.11% em peso, podendo conter elementos de ligas adicionados intencionalmente e ainda impurezas.
DIAGRAMAS DE EQUILÍBRIO DIAGRAMAS DE EQUILÍBRIO
 DIAGRAMAS DE EQUILÍBRIO Prof. Dr.: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de
DIAGRAMAS DE EQUILÍBRIO Prof. Dr.: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de
DIAGRAMAS DE FASES DIAGRAMAS DE FASES
 DIAGRAMAS DE FASES Prof. Dr. Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de fusão,
DIAGRAMAS DE FASES Prof. Dr. Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de fusão,
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Tratamentos Térmicos. Recozimento. Objetivos:
 Recozimento Objetivos: Reduzir a dureza; Aumentar a usinabilidade; Facilitar o trabalho a frio; Atingir microestrutura e propriedades desejadas Recozimento pleno Conceitos: Tratamentos Térmicos - TEMPERATURAS
Recozimento Objetivos: Reduzir a dureza; Aumentar a usinabilidade; Facilitar o trabalho a frio; Atingir microestrutura e propriedades desejadas Recozimento pleno Conceitos: Tratamentos Térmicos - TEMPERATURAS
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy. Resultados: - Microestruturas diferentes; - Durezas diferentes.
 Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Bibliografia Callister Jr., W. D. Ciência e engenharia de materiais: Uma introdução. LTC, 5ed., cap 11, 2002. Shackelford, J.F. Ciências dos Materiais, Pearson
Tratamento Térmico Profa. Dra. Daniela Becker Bibliografia Callister Jr., W. D. Ciência e engenharia de materiais: Uma introdução. LTC, 5ed., cap 11, 2002. Shackelford, J.F. Ciências dos Materiais, Pearson
Cotações. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais 2º Teste (09.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais 2º Teste (09.Janeiro.2012) Cotações Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 0,50 1. (d) 1,00 1. (e) 1,50 2. (a) 0,50
UNICAMP FACULDADE DE ENGENHARIA MECÂNICA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS INTRODUÇÃO À METALOGRAFIA DOS AÇOS CARBONO
 UNICAMP FACULDADE DE ENGENHARIA MECÂNICA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS INTRODUÇÃO À METALOGRAFIA DOS AÇOS CARBONO Este texto é parte do material didático utilizado na disciplina ES333 Laboratório
UNICAMP FACULDADE DE ENGENHARIA MECÂNICA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS INTRODUÇÃO À METALOGRAFIA DOS AÇOS CARBONO Este texto é parte do material didático utilizado na disciplina ES333 Laboratório
DIAGRAMAS DE FASES DIAGRAMAS DE FASES
 DIAGRAMAS DE FASES Prof. MSc: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de fusão,
DIAGRAMAS DE FASES Prof. MSc: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de fusão,
Física dos Materiais
 Física dos Materiais 4300502 1º Semestre de 2016 Instituto de Física Universidade de São Paulo Professor: Luiz C. C. M. Nagamine E-mail: nagamine@if.usp.br Fone: 3091.6877 homepage: http://disciplinas.stoa.usp.br/course/view.php?id=10070
Física dos Materiais 4300502 1º Semestre de 2016 Instituto de Física Universidade de São Paulo Professor: Luiz C. C. M. Nagamine E-mail: nagamine@if.usp.br Fone: 3091.6877 homepage: http://disciplinas.stoa.usp.br/course/view.php?id=10070
Microestrutura (fases) Parte 5
 Parte 5") Microestrutura (fases) Parte 5 DIGRM DE FSES DO SISTEM Fe - DIGRM DE FSES DO SISTEM Fe Ferros Família dos aços Família dos ferros fundidos Soluções sólidas: Ferro δ ustenita Ferrita omposto estequiométrico:
Microestrutura (fases) Parte 5 DIGRM DE FSES DO SISTEM Fe - DIGRM DE FSES DO SISTEM Fe Ferros Família dos aços Família dos ferros fundidos Soluções sólidas: Ferro δ ustenita Ferrita omposto estequiométrico:
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
Processos Metalúrgicos PROF.: KAIO DUTRA
 Processos Metalúrgicos AULA 6 LIGAS FERROAS E DIAGRAMA DE FASES PROF.: KAIO DUTRA Ligas Ferrosas As ligas ferrosas são, em princípio, divididas em dois grupos: Aços, com teores de carbono até 2,11%; Ferros
Processos Metalúrgicos AULA 6 LIGAS FERROAS E DIAGRAMA DE FASES PROF.: KAIO DUTRA Ligas Ferrosas As ligas ferrosas são, em princípio, divididas em dois grupos: Aços, com teores de carbono até 2,11%; Ferros
6 - Microestrutura Fases
 24 6 - Microestrutura 6-1. Fases Um cubo de gelo flutuando na água e a atmosfera que os envolve são exemplos dos três estados da matéria, sem dúvida, mas também são exemplos de fases (Figura 6-1). Uma
24 6 - Microestrutura 6-1. Fases Um cubo de gelo flutuando na água e a atmosfera que os envolve são exemplos dos três estados da matéria, sem dúvida, mas também são exemplos de fases (Figura 6-1). Uma
INSTITUTO FEDERAL SANTA CATARINA Câmpus Lages. Materiais I. Recozimento e Alívio de Tensões Prof. Eng. o Claudio Schaeffer
 Materiais I e Alívio de Tensões 18.10.15 Justificativa - O PROCESSOS DE RECOZIMENTO E ALÍVIO DE TENSÕES SERVEM PARA MELHORAR AS PROPRIEDADES MECÂNICAS DOS MATERIAIS, EM ESPECIAL A DUCTILIDADE QUE GERALMENTE
Materiais I e Alívio de Tensões 18.10.15 Justificativa - O PROCESSOS DE RECOZIMENTO E ALÍVIO DE TENSÕES SERVEM PARA MELHORAR AS PROPRIEDADES MECÂNICAS DOS MATERIAIS, EM ESPECIAL A DUCTILIDADE QUE GERALMENTE
Endurecimento por dispersão de fases e diagramas de fases eutéticos
 UNIVESIDADE DE SÃO PAULO EESC/IFSC/IQSC SCM5757 Ciência dos Materiais I Endurecimento por dispersão de fases e diagramas de fases eutéticos Prof. Dra. Lauralice Canale 1º semestre de 2017 1 Compostos intermetálicos
UNIVESIDADE DE SÃO PAULO EESC/IFSC/IQSC SCM5757 Ciência dos Materiais I Endurecimento por dispersão de fases e diagramas de fases eutéticos Prof. Dra. Lauralice Canale 1º semestre de 2017 1 Compostos intermetálicos
DIAGRAMAS DE EQUILÍBRIO DIAGRAMAS DE EQUILÍBRIO
 DIAGRAMAS DE EQUILÍBRIO Prof. M.Sc.: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos
DIAGRAMAS DE EQUILÍBRIO Prof. M.Sc.: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos
METALURGIA DA CONFORMAÇÃO MECÂNICA
 METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
METALURGIA DA CONFORMAÇÃO MECÂNICA OBJETIVOS definir as características dos materiais metálicos quanto a: resistência à deformação (tensão de escoamento) comportamento sob deformação a altas temperaturas
Introdução a Ciência dos Materiais Diagrama de fases. Professora: Maria Ismenia Sodero
 Introdução a Ciência dos Materiais Diagrama de fases Professora: Maria Ismenia Sodero maria.ismenia@usp.br O que você vai aprender? definição de fase ; curva de resfriamento; diagramas de equilíbrio de
Introdução a Ciência dos Materiais Diagrama de fases Professora: Maria Ismenia Sodero maria.ismenia@usp.br O que você vai aprender? definição de fase ; curva de resfriamento; diagramas de equilíbrio de
Cinética das transformações de fase Curvas TTT e TRC
 Cinética das transformações de fase Curvas TTT e TRC Diagramas de fase não incluem o fator tempo mas as transformações de fase são dependentes do tempo (Fenômenos de difusão estão envolvidos) O tempo necessário
Cinética das transformações de fase Curvas TTT e TRC Diagramas de fase não incluem o fator tempo mas as transformações de fase são dependentes do tempo (Fenômenos de difusão estão envolvidos) O tempo necessário
Existem diversas técnicas e procedimentos empregados visando o aumento das propriedades
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
TRATAMENTOS EMPREGADOS EM MATERIAIS METÁLICOS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
Diagramas de fase. A.S.D Oliveira
 Diagramas de fase O que são Diagramas de Fase? Mapas que representam a relação de fases em função da temperatura, pressão e composição química Fornecem informação necessária para o controle das fases/microestrutura
Diagramas de fase O que são Diagramas de Fase? Mapas que representam a relação de fases em função da temperatura, pressão e composição química Fornecem informação necessária para o controle das fases/microestrutura
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASES
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASES PMT 3100 - Introdução à Ciência dos Materiais para Engenharia 2º semestre de 2014
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASES PMT 3100 - Introdução à Ciência dos Materiais para Engenharia 2º semestre de 2014
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Sistema Fe-C C ou Fe-Fe
 DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA Sistema Fe-C C ou Fe-Fe 3 C e microestruturas que se formam no resfriamento lento 1 CCC CFC CCC DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA
DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA Sistema Fe-C C ou Fe-Fe 3 C e microestruturas que se formam no resfriamento lento 1 CCC CFC CCC DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Tecnologia dos Materiais IV DIAGRAMA DE EQUILÍBRIO FERRO- CARBONO
 Tecnologia dos Materiais IV DIAGRAMA UNIDADE DE EQUILÍBRIO FERRO- CARBONO 1 CONTEÚDO DESTA UNIDADE Introdução. Definições: Aços Carbono. Aços Liga. Ferro Fundido Diagrama de Equilíbrio Fe-C: Reações na
Tecnologia dos Materiais IV DIAGRAMA UNIDADE DE EQUILÍBRIO FERRO- CARBONO 1 CONTEÚDO DESTA UNIDADE Introdução. Definições: Aços Carbono. Aços Liga. Ferro Fundido Diagrama de Equilíbrio Fe-C: Reações na
Ciência de Materiais. LEGI. Ano lectivo CINÉTICA DAS TRANSFORMAÇÕES DE FASES E TRATAMENTOS TÉRMICOS
 1. Esboce as curvas TTT (TI) de um aço hipereutectóide. Trace 3 curvas de arrefecimento que conduzam às seguintes microestruturas: a) cementite + perlite b) martensite c) cementite + perlite + martensite
1. Esboce as curvas TTT (TI) de um aço hipereutectóide. Trace 3 curvas de arrefecimento que conduzam às seguintes microestruturas: a) cementite + perlite b) martensite c) cementite + perlite + martensite
Meios de Têmpera: Têmpera em água
 Meios de Têmpera: Têmpera em água A água é o meio de têmpera mais antigo, mais barato e o mais empregado. O processo de têmpera em água é conduzido de diversas maneiras: por meio de imersão, jatos, imersão
Meios de Têmpera: Têmpera em água A água é o meio de têmpera mais antigo, mais barato e o mais empregado. O processo de têmpera em água é conduzido de diversas maneiras: por meio de imersão, jatos, imersão
Ciência e Engenharia de Materiais I Introdução aos Materiais
 Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Lista de Exercícios 05 / 2018 Diagramas de Fases e Transformações de Fases 1. Considere o diagrama de fases do sistema cobre-prata (determinado a pressão constante) apresentado abaixo. Uma liga com composição
Lista de Exercícios 05 / 2018 Diagramas de Fases e Transformações de Fases 1. Considere o diagrama de fases do sistema cobre-prata (determinado a pressão constante) apresentado abaixo. Uma liga com composição
Materiais de Construção Aços
 Materiais de Construção José Carlos G. Mocito email:jmocito@ipcb.pt O que é o aço? O aço é uma liga Ferro Carbono (liga FE C), cujo teor em carbono varia entre 0.03 e 2,06%. Uma propriedade característica
Materiais de Construção José Carlos G. Mocito email:jmocito@ipcb.pt O que é o aço? O aço é uma liga Ferro Carbono (liga FE C), cujo teor em carbono varia entre 0.03 e 2,06%. Uma propriedade característica
O teor de C (>2%) está acima do teor que pode ser retido em solução sólida na austenita. " Consequência
 está acima do teor que pode ser retido em solução sólida na austenita. Consequência") 1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
[8] Temperabilidade dos aços
![[8] Temperabilidade dos aços](/thumbs/66/54946171.jpg "[8] Temperabilidade dos aços") [8] Temperabilidade dos aços Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. Tratamento Procedimento Microconstituintes Recozimento
[8] Temperabilidade dos aços Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. Tratamento Procedimento Microconstituintes Recozimento
Ferro Fundido. A.S.D Oliveira
 Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
FERROS FUNDIDOS. Materiais Metálicos Profa.Dr. Lauralice Canale
 FERROS FUNDIDOS Materiais Metálicos Profa.Dr. Lauralice Canale Ferros Fundidos - Introdução - Ligas ferrosas contendo 1,7 a 4,0% C e 0,5 a 3,5% Si - Composição torna excelente para fundição (fluidez) Utilizados
FERROS FUNDIDOS Materiais Metálicos Profa.Dr. Lauralice Canale Ferros Fundidos - Introdução - Ligas ferrosas contendo 1,7 a 4,0% C e 0,5 a 3,5% Si - Composição torna excelente para fundição (fluidez) Utilizados
Ciência de Materiais. LEGI. Ano lectivo CINÉTICA DAS TRANSFORMAÇÕES DE FASES E TRATAMENTOS TÉRMICOS
 1. Esboce as curvas TTT (TI) de um aço hipereutectóide. Trace 3 curvas de arrefecimento que conduzam às seguintes microestruturas: a) cementite + perlite b) martensite c) cementite + perlite + martensite
1. Esboce as curvas TTT (TI) de um aço hipereutectóide. Trace 3 curvas de arrefecimento que conduzam às seguintes microestruturas: a) cementite + perlite b) martensite c) cementite + perlite + martensite
Tratamentos de Recozimento [20] Finalidade dos tratamentos de recozimento:
![Tratamentos de Recozimento [20] Finalidade dos tratamentos de recozimento:](/thumbs/45/23363724.jpg "Tratamentos de Recozimento [20] Finalidade dos tratamentos de recozimento:") [20] Finalidade dos tratamentos de recozimento: eliminar i os efeitos da deformação plástica a frio eliminar os efeitos de tratamentos térmicos preliminares homogeneização da composição química alívio
[20] Finalidade dos tratamentos de recozimento: eliminar i os efeitos da deformação plástica a frio eliminar os efeitos de tratamentos térmicos preliminares homogeneização da composição química alívio
Unidade 8 DIAGRAMAS DE FASES. ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais
 1 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais Unidade 8 DIAGRAMAS DE FASES PMT 3100 - Fundamentos de Ciência e Engenharia dos Materiais 1º semestre
1 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais Unidade 8 DIAGRAMAS DE FASES PMT 3100 - Fundamentos de Ciência e Engenharia dos Materiais 1º semestre
Metalografia e tratamento térmico do cobre e suas ligas
 PMT-2402 Metalografia e Tratamentos Térmicos dos Metais Metalografia e tratamento térmico do cobre e suas ligas André Paulo Tschiptschin Histórico Primeiro metal a ser utilizado pelo homem Facas de cobre
PMT-2402 Metalografia e Tratamentos Térmicos dos Metais Metalografia e tratamento térmico do cobre e suas ligas André Paulo Tschiptschin Histórico Primeiro metal a ser utilizado pelo homem Facas de cobre
Moldes ABM Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo
 Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo - Isoflama www.isoflama.com.br isoflama@isoflama.com.br Definição ABNT 8635 para Tratamento Térmico
Recomendações técnicas para o Projetista de moldes e matrizes em aço com vistas a uma boa Têmpera a Vácuo - Isoflama www.isoflama.com.br isoflama@isoflama.com.br Definição ABNT 8635 para Tratamento Térmico
Aços Ferramenta. A.S.D Oliveira
 Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J , SAE J E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS*
 ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
Temperabilidade. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale
 Temperabilidade Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Efeito da composição da liga na temperabilidade Aumento de C Aumenta temperabilidade Aumento de elementos de liga
Temperabilidade Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Efeito da composição da liga na temperabilidade Aumento de C Aumenta temperabilidade Aumento de elementos de liga
Recozimento recuperação) Tratamento Térmico (Amolecimento, Normalização (Resfriamento ao ar) Tempera (Endurecimento) homogeneização, Revenido (alívio
 Tratamento Térmico (Amolecimento, Normalização (Resfriamento ao ar) Tempera (Endurecimento) homogeneização, Revenido (alívio") É o conjunto de operações de aquecimento e resfriamento que são submetidos os aços sob condições controladas de temperatura, tempo, atmosfera e velocidade de esfriamento. Objetivos dos tratamentos térmicos.
É o conjunto de operações de aquecimento e resfriamento que são submetidos os aços sob condições controladas de temperatura, tempo, atmosfera e velocidade de esfriamento. Objetivos dos tratamentos térmicos.
TM343 Materiais de Engenharia
 Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM343 Materiais de Engenharia Capítulo 9 Revisão - Diagramas de Fase e Sistema Fe-C Prof. Rodrigo Perito Cardoso Onde
Universidade Federal do Paraná Setor de Tecnologia Departamento de Engenharia Mecânica TM343 Materiais de Engenharia Capítulo 9 Revisão - Diagramas de Fase e Sistema Fe-C Prof. Rodrigo Perito Cardoso Onde
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
CLASSIFICAÇÃO SEGUNDO A NORMA ABNT (ou AISI)
") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 60 2.2.4.1 - CLASSIFICAÇÃO SEGUNDO A NORMA ABNT (ou AISI) Esta norma classifica os aços em dois grandes grupos de forma distinta: Aços-ao-carbono
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 60 2.2.4.1 - CLASSIFICAÇÃO SEGUNDO A NORMA ABNT (ou AISI) Esta norma classifica os aços em dois grandes grupos de forma distinta: Aços-ao-carbono
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
Tratamentos Térmicos
 Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
COTAÇÕES. Universidade Técnica de Lisboa. Instituto Superior Técnico. Ciência de Materiais Repescagem 2º Teste (30.Janeiro.2012)
") Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais Repescagem 2º Teste (30.Janeiro.2012) COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 1,00 1. (d) 0,50 1. (e) 1,50
Universidade Técnica de Lisboa Instituto Superior Técnico Ciência de Materiais Repescagem 2º Teste (30.Janeiro.2012) COTAÇÕES Pergunta Cotação 1. (a) 0,50 1. (b) 0,50 1. (c) 1,00 1. (d) 0,50 1. (e) 1,50
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid
 Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Deformação e Mecanismos de Endurecimento Metais DEMEC TM242-B Prof Adriano Scheid Tensão Propriedades Mecânicas: Tensão e Deformação Deformação Elástica Comportamento tensão-deformação O grau com o qual
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid
 Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
Difusão em Sólidos TM229 - DEMEC Prof Adriano Scheid O que é Difusão? É o fenômeno de transporte de material pelo movimento de átomos. Importância? Diversas reações e processos que ocorrem nos materiais
FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P. Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0
 C Si Mn S P. Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0") FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0 Branco 1,8-3,6 0,5-1,9 0,25-0,80 0,06-0,20 0,06-0,18 Maleável 2,0-2,6 1,1-1,6 0,20-1,0
FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0 Branco 1,8-3,6 0,5-1,9 0,25-0,80 0,06-0,20 0,06-0,18 Maleável 2,0-2,6 1,1-1,6 0,20-1,0
DIAGRAMA DE EQUILÍBRIO FERRO CARBONO. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale
 DIAGRAMA DE EQUILÍBRIO FERRO CARBONO Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale DIAGRAMA DE FASES FASE Uma fase pode ser definida como uma porção homogênea de um sistema que possui
DIAGRAMA DE EQUILÍBRIO FERRO CARBONO Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale DIAGRAMA DE FASES FASE Uma fase pode ser definida como uma porção homogênea de um sistema que possui
Departamento de Engenharia Mecânica. Prof. Carlos Henrique Lauro
 Departamento de Engenharia Mecânica Tipos de Tratamentos Térmicos Termoquímicos 2 Termoquímicos Os tratamentos termoquímicos têm por objetivo alterar as propriedades superficiais do aço. Adição de elementos
Departamento de Engenharia Mecânica Tipos de Tratamentos Térmicos Termoquímicos 2 Termoquímicos Os tratamentos termoquímicos têm por objetivo alterar as propriedades superficiais do aço. Adição de elementos
Ferros Fundidos. Universidade de São Paulo. Escola de Engenharia de São Carlos. Departamento de Engenharia de Materiais
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ferros Fundidos SMM0193-Engenharia e Ciência dos Materiais I Waldek Wladimir Bose Filho Ferros Fundidos
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ferros Fundidos SMM0193-Engenharia e Ciência dos Materiais I Waldek Wladimir Bose Filho Ferros Fundidos
TRATAMENTOS TÉRMICOS TT-001 TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS
 TRATAMENTOS TÉRMICOS TT-001 TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS SILVIO MACHADO DE SOUZA TRATAMENTOS TÉRMICOS TT-001 TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS SILVIO
TRATAMENTOS TÉRMICOS TT-001 TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS SILVIO MACHADO DE SOUZA TRATAMENTOS TÉRMICOS TT-001 TRATAMENTOS TÉRMICOS EM AÇOS ESPECIAIS SILVIO
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
Aula 03 Propriedades Gerais dos Materiais
 Universidade Federal de Santa Catarina Departamento de Engenharia Elétrica Materiais Elétricos - Teoria Aula 03 Propriedades Gerais dos Materiais Clóvis Antônio Petry, professor. Florianópolis, setembro
Universidade Federal de Santa Catarina Departamento de Engenharia Elétrica Materiais Elétricos - Teoria Aula 03 Propriedades Gerais dos Materiais Clóvis Antônio Petry, professor. Florianópolis, setembro