Soldagem de Tubulações
|
|
|
- Ágatha Bernardes Candal
- 6 Há anos
- Visualizações:
Transcrição

1 Soldagem de Tubulações ESAB BR Assistência Técnica Consumíveis br
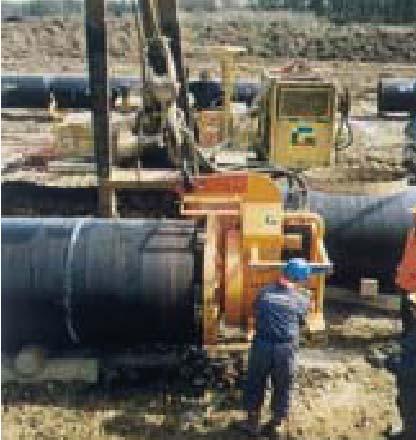
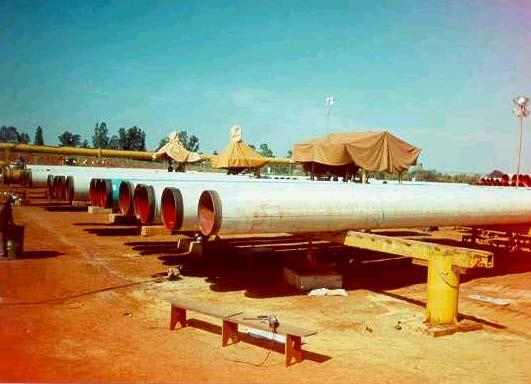
2 INTRODUÇÃO As tubulações representam a mais segura e econômica forma de transporte disponível para movimentação de grandes quantidades de fluido a longas distâncias. A cada dia, incontáveis quilômetros de tubulações são instalados no mundo para os mais variados usos civis e industriais. Para atender às especificações técnicas e atingir os requisitos necessários de segurança, processos de soldagem e materiais especiais têm sido desenvolvidos nos últimos anos.

3 DETALHES DA JUNTA

4 TIPOS DE JUNTA Muitas outras variações são possíveis

5 PADRÃO DE DEFINIÇÃO DE ÂNGULOS Cada minuto corresponde a 6

6 PLANO DE TRABALHO

7 PLANO DE ATAQUE
8
9
10

11 CONSUMO DE ELETRODOS DESCENDENTE

12 CONSUMO DE ELETRODOS ASCENDENTE

13 POSIÇÕES ASME / EN

14 POSIÇÕES ASME / EN

15 POSIÇÕES ASME / EN

16 SOLDAGEM COM ELETRODOS REVESTIDOS
17 ELETRODOS REVESTIDOS Principal processo de soldagem na soldagem de tubulações Motivos o eletrodo revestido foi o primeiro consumível inventado para a soldagem ao arco elétrico permanece como um processo favorável para a soldagem de tubulações por causa de sua facilidade de uso, capacidade de atingir posições de difícil acesso, a simplicidade dos geradores necessários não são requeridos gases de proteção Alguns tipos de eletrodos celulósicos e básicos desenvolvidos especialmente para atender aos requisitos estabelecidos pelas normas de tubulações e também para prover aos soldadores produtos versáteis criados para uma aplicação específica.
18 ELETRODOS CELULÓSICOS OK PIPEWELD Características O alto teor de celulose no eletrodo proporciona um arco intenso e uma boa penetração em todas as posições. O alto teor de celulose produz uma escória fina cobrindo o cordão; embora a escória seja facilmente refundida, é recomendável removê-la antes de soldar o próximo cordão. O fino revestimento combinado com o arco penetrante possibilita que seja usada uma abertura menor na raiz, requerendo-se, portanto, menos material de adição para soldar a junta. A alta velocidade de solidificação do metal de solda permite realmente soldagem em todas as posições.
 Progressão ascendente (A) Progressão")

19 (mm) FAIXAS DE CORRENTE RECOMENDADAS Posição plana (A) Progressão ascendente (A) Progressão descendente (A) 2, , , ,
20 EQUIPAMENTOS DE SOLDAGEM Os geradores de solda que podem ser utilizados com os eletrodos OK Pipeweld necessitam ter uma alta tensão de circuito aberto (CA > 65 V) e boas características dinâmicas. Isso evita a interrupção do arco durante a operação de soldagem.

21 CUIDADOS E ESTOCAGEM Eletrodos celulósicos necessitam de uma certa quantidade de umidade, normalmente entre 3% e 7%, para proporcionar um desempenho satisfatório. Ressecar este tipo de eletrodo levará à queima da celulose, que é um material orgânico. Isso pode resultar em um desempenho insatisfatório, perda da tensão do arco e porosidade do metal de solda. Estes tipos de eletrodos NÃO devem ser ressecados. Usar embalagens em latas fechadas para transporte em ambientes agressivos.

22 Os eletrodos celulósicos da ESAB são aplicados em passes de raiz, enchimento e acabamento em uma gama de aços utilizados na indústria de tubulações e na produção de tubos com costura.
23 ELETRODOS CELULÓSICOS Tipo do eletrodo OK 22.45P OK 22.50P OK 22.65P OK 22.46P OK 22.47P OK 22.85P Revestimento Celulósico Celulósico Celulósico Celulósico Celulósico Celulósico Classificações ASME SFA 5.1 E6010 AWS A 5.1 E6010 ASME SFA 5.1 E6010 AWS A 5.1 E6010 ASME SFA 5.1 E6011 AWS A 5.1 E6011 ASME SFA 5.5 E7010-G AWS A 5.5 E7010-G ASME SFA 5.5 E8010-G AWS A 5.5 E8010-G Rendimento 80% 80% 80% 80% 80% 80% Propriedades mecânicas Composição química típica do metal de solda depositado (%) Corrente de soldagem Parâmetros de soldagem L.R. = MPa A = % Ch -29 C J C = 0,09 Si = 0,10 Mn = 0,30 L.R. = MPa A = % Ch -29 C J C = 0,09 Si = 0,20 Mn = 0,40 L.R. = MPa A = % Ch -29 C J C = 0,09 Si = 0,15 Mn = 0,35 L.R. = MPa A = % C = 0,10 Si = 0,10 Mn = 0,40 Ni = 0,40 Mo = 0,30 L.R. = MPa A = % C = 0,10 Si = 0,10 Mn = 0,50 Ni = 0,30 Mo = 0,45 CC+, CC- CC+, CC- CC+ CC+ CC+ CC V 2,5 mm A 3,2 mm A 4,0 mm A 5,0 mm A V 2,5 mm A 3,2 mm A 4,0 mm A 5,0 mm A V 2,5 mm A 3,2 mm A 4,0 mm A 5,0 mm A V 3,2 mm A 4,0 mm A 5,0 mm A V 3,2 mm A 4,0 mm A 5,0 mm A ASME SFA 5.5 E7010-A1 AWS A 5.5 E7010-A1 L.R. = MPa A = % C = 0,07 Si = 0,10 Mn = 0,25 Mo = 0, V 3,2 mm A 4,0 mm A 5,0 mm A
24 ESCOLHA DO ELETRODO Tubo e Grau Passe de Raiz Passe Quente Enchimento Quente Passes de Enchimento Acabamento 5L, A25 5L, 5LS, A 5L, 5LS, B 5LS, 5LX42 5LS, 5LX46 5LS, 5LX52 5LX56 5LX60 5LX65 5LX70 OK 22.45P/OK22.50P OK 22.46P OK 22.47P
25 ELETRODOS BÁSICOS API 5L X70 e acima necessidade de pré-aquecimento e de pós-aquecimento alto teor de hidrogênio difusível em eletrodos celulósicos vantagens para eletrodos básicos menor risco de trincamento a frio em aços de alta resistência Propriedades de impacto muito melhores a baixas temperaturas Desvantagem na vertical ascendente: baixa corrente que tem que ser aplicada, resultando em baixa produtividade. Eletrodos básicos desenvolvidos especialmente para a soldagem de tubulações na posição vertical descendente contêm pó de ferro no revestimento e, portanto, têm um produtividade maior que os eletrodos celulósicos, já que eles podem ser soldados com correntes mais altas que as aplicadas aos eletrodos celulósicos
26 ELETRODOS BÁSICOS A produtividade nesse caso chega a ser 25-30% maior que para eletrodos celulósicos e 40-50% maior que para eletrodos básicos para soldagem na ascendente Raiz - melhor para eletrodos celulósicos maior penetração arco mais agressivo mais produtivo menores aberturas de raiz Melhor procedimento para a soldagem de tubulações de alta resistência eletrodos celulósicos para o passe de raiz eletrodos básicos para vertical descendente para os passes de enchimento e de acabamento
27 ELETRODOS BÁSICOS A maior qualidade do metal de solda do eletrodo básico é vantajosa quando uma tubulação é submetida a tensões tubulação enterrada (grandes e médios diâmetros) atravessando rodovias e ferrovias maiores tensões estáticas e dinâmicas devido a causas externas tubos de médios e pequenos diâmetros submetidos a altas temperaturas, altas pressões e a vibrações Com isso, são obtidas a penetração completa que somente os eletrodos revestidos OK Pipeweld podem assegurar e a tenacidade máxima da junta graças aos eletrodos básicos
28 ELETRODOS BÁSICOS DESCENDENTE Tipo do eletrodo Filarc 27P Filarc 37P Filarc 108MP Revestimento Básico Básico Básico Classificações ASME SFA 5.5 E8018-G AWS A 5.5 E8018-G EN 499: E46 5 B 41 H5 ASME SFA 5.5 E9018-G AWS A 5.5 E9018-G EN 499: E55 5 1NiMo B 41 H5 Rendimento 120% 120% 120% Propriedades mecânicas Composição química típica do metal de solda depositado (%) Aplicações L.R. > 550 MPa L.E. > 460 MPa A 25 % C = 0,06-0,09 Si = 0,30-0,70 Mn = 1,0-1,4 Filarc 27P é especialmente desenvolvido para soldagem na vertical descendente de juntas circunferenciais em tubulações. Adequado para aços API 5L X52 - X70. L.R. > 620 MPa L.E. > 550 MPa A 24 % C = 0,06-0,09 Si = 0,30-0,70 Mn = 1,0-1,4 Ni = 0,6-1,0 Mo = 0,3-0,6 Adequado para soldagem de tubulações de aço de alta resistência como API 5L X75. Desempenho e produtividade similares ao Filarc 27P. Corrente de soldagem CC+ CC+ CC+ Parâmetros de soldagem 2,5 mm A 3,25 mm A 4,0 mm A 5,0 mm A 3,25 mm A 4,0 mm A 5,0 mm A ASME SFA 5.5 E10018-G AWS A 5.5 E10018-G EN 757: E55 4 Z B 41 H5 L.R. > 690 MPa L.E. > 620 MPa A 22 % C = 0,06-0,09 Si = 0,30-0,70 Mn = 1,6-2,0 Ni = 1,30-1,60 Adequado à soldagem de tubulações de aço de alta resistência como API 5L X80. Desempenho e produtividade similares ao Filarc 27P. 3,25 mm A 4,0 mm A 5,0 mm A
29 ELETRODOS BÁSICOS ASCENDENTE Tipo do eletrodo OK OK OK Revestimento Básico Básico Básico Classificações ASME SFA 5.1 E7018 AWS A 5.1 E7018 ASME SFA 5.1 E AWS A 5.1 E Rendimento 115% 115% 115% Propriedades mecânicas Composição química típica do metal de solda depositado (%) L.R MPa A % Ch -29 C J C - 0,07 Si - 0,50 Mn - 1,30 L.R MPa A % Ch -46 C J C - 0,06 Si - 0,50 Mn - 1,45 Corrente de soldagem CC+ CC+ CC+ Parâmetros de soldagem V 2,0 mm A 2,5 mm A 3,2 mm A 4,0 mm A 5,0 mm A 6,0 mm A V 2,5 mm A 3,2 mm A 4,0 mm A 5,0 mm A 6,0 mm A ASME SFA 5.5 E8018-G AWS A 5.5 E8018-G L.R MPa A % Ch -46 C XX - XX J C - 0,06 Si 0,40 Mn - 1,10 Ni - 1, V 2,5 mm A 3,2 mm A 4,0 mm A 5,0 mm A
30 ELETRODOS BÁSICOS ASCENDENTE Especificação API Qualidade Eletrodo sugerido 1 o passe Enchimento Vertical Ascendente 5L A25 OK 22.45P OK L - 5LS A OK 22.45P OK L - 5LS B OK 22.45P OK LX X42 OK 22.45P OK LX X46 OK 22.45P OK LX X52 OK 22.45P OK LX X56 OK 22.45P OK LX X60 OK 22.45P OK LX X65 OK 22.45P OK LX X70 OK 22.45P OK 73.45

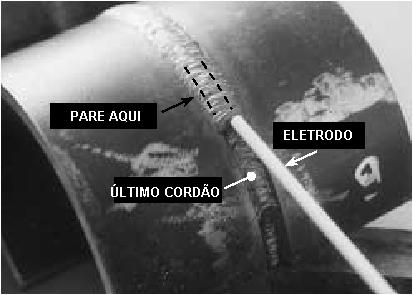
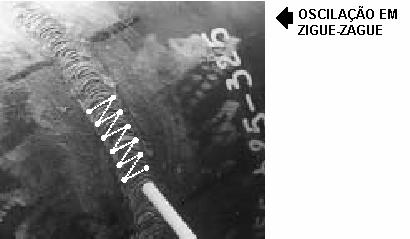
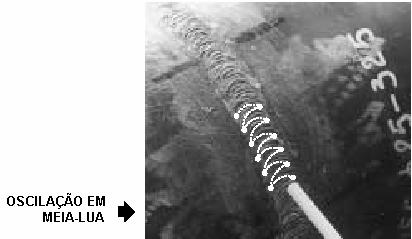
31 TÉCNICAS DE SOLDAGEM

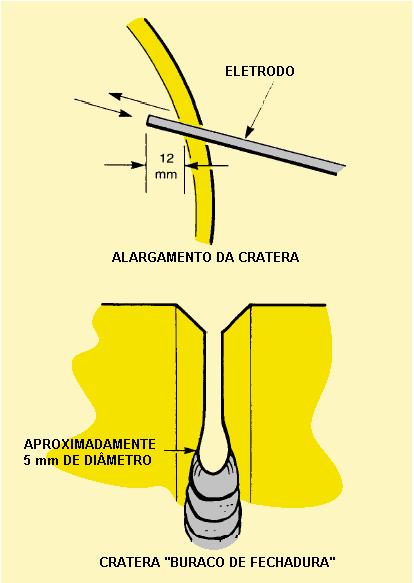
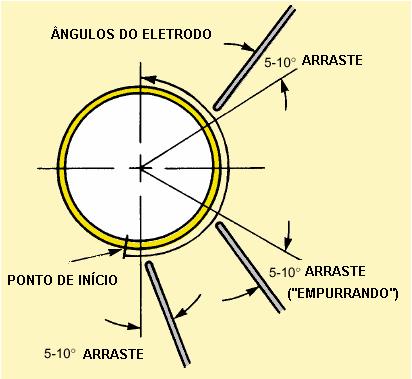
32 ELETRODOS CELULÓSICOS DESCENDENTE

33 PREPARAÇÃO Eliminar os resíduos da operação de lixamento
34 MONTAGEM
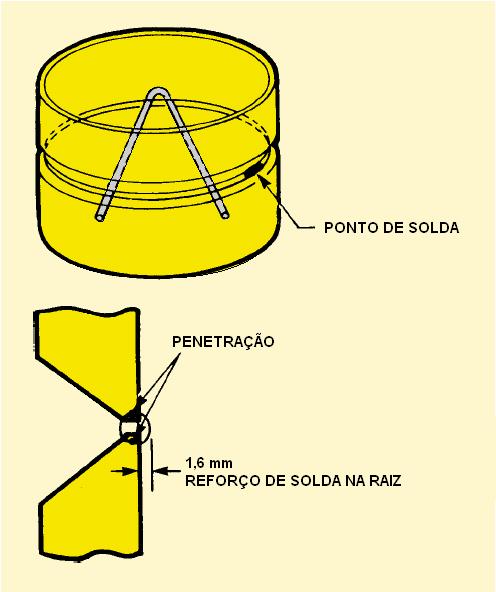
35 PONTEAMENTO
36 PONTEAMENTO

37 Terceiro ponto onde a abertura na raiz for maior

38 FIXAÇÃO DO CONJUNTO Ponto com a menor abertura na raiz na posição 12 horas

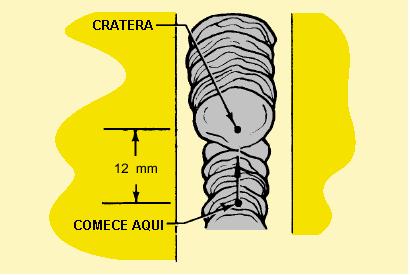
39 ADOÇAMENTO DOS PONTOS

40 Passe de raiz


41 PASSE QUENTE
42 PASSE DE ENCHIMENTO
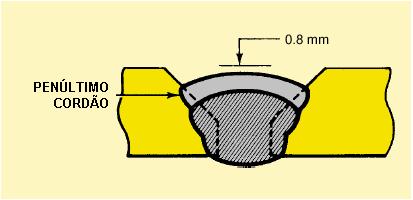
43 PASSE DE ACABAMENTO


44 CELULÓSICO / BÁSICO ASCENDENTE Ponto com a menor abertura na posição 5 horas

45 PASSE DE RAIZ

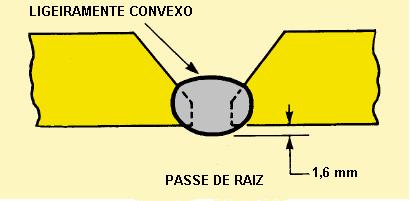
46 PASSE DE RAIZ
47 PASSES DE ENCHIMENTO / ACABAMENTO
48 PASSE DE ACABAMENTO

49 SOLDAGEM AUTOMÁTICA
50 SOLDAGEM AUTOMÁTICA Razões para a mudança: Aumento de produtividade Menores custos da soldagem Redução da mão de obra Treinamento de operadores (soldadores) em poucas semanas Menor percentual de reparos Reprodutibilidade perfeita de uma junta de teste Podem ser escolhidas diferentes alternativas quando a mudança tem que ocorrer: Soldagem unilateral com acopladores internos empregando cobrejuntas de cobre Execução de um passe interno de raiz com um acoplador interno de soldagem
51 SOLDAGEM AUTOMÁTICA Ambos proporcionam boa produtividade e baixo índice de reparos, mas suas vantagens respectivas são: Soldagem unilateral Baixo custo do equipamento Maior velocidade no passe de raiz (o primeiro passe controla a velocidade de produção na fase de soldagem na linha principal) Passe interno Pode ser empregado quando cobre-juntas de cobre não são permitidos Podem assegurar melhor penetração em condições de desalinhamento
52 MATERIAIS DE ADIÇÃO ARAMES SÓLIDOS OK Autrod Classificação: ASME SFA/AWS A ER70-S6 Arame sólido cobreado com baixo teor de impurezas soldagem GMAW circunferencial na descendente API 5L X52 até X70 gás de proteção: misturas Ar/CO 2 Composição química típica do metal de solda (%) C = 0,07 Si = 0,8 Mn = 1,4 Propriedades mecânicas típicas do metal de solda Tensão limite de escoamento: 535 MPa Tensão limite de resistência: 600 MPa Alongamento: 26% Charpy V: C
53 MATERIAIS DE ADIÇÃO ARAMES TUBULARES OK TUBROD 70 MC Classificação: ASME SFA/AWS A5.18 E70C6-M Arame tubular com alma metálica Elevada eficiência e taxa de deposição Sem escória, apenas pequenas ilhas de sílica Aplicável soldagem MIG pulsada Gás de proteção: misturas Ar/CO 2 Apropriado para uso com equipamentos orbitais automáticos Composição química típica do metal de solda (%) C - 0,04 / Si - 0,55 / Mn - 1,30 Propriedades mecânicas típicas do metal de solda Tensão limite de escoamento: 500 MPa Tensão limite de resistência: 575 MPa Alongamento: 28% Charpy V: C

54 MATERIAIS DE ADIÇÃO OK TUBROD 90 MC Classificação: ASME SFA/AWS A5.28 E90C-G Arame tubular com alma metálica Contém Ni e Mo, sendo designado para soldagem de aços de média e alta resistência e de aços temperados com tensão limite de escoamento mínimo de 550 MPa. Também designado para aplicações onde se requerem propriedades de impacto até -40 C. Aplicável soldagem MIG pulsada Gás de proteção: misturas Ar/CO 2 Composição química típica do metal de solda (%) C - 0,03 / Si - 0,50 / Mn - 1,40 / Ni - 1,60 / Mo - 0,30 Propriedades mecânicas típicas do metal de solda Tensão limite de escoamento: 620 MPa Tensão limite de resistência: 700 MPa Alongamento: 23% Charpy V: C

55 BISELADORA ACOPLADOR INTERNO

56 ACOPLADOR INTERNO EQUIPAMENTO DE SOLDAGEM


57 SOLDAGEM INTERNA



58 CABEÇOTES

59 SOLDAGEM AUTOMÁTICA COM ARAME TUBULAR

60 FLASH BUTT WELDER

61 SOLDAGEM POR FRICÇÃO RADIAL

62 TANDEM TWIN

63 VEÍCULO PARA DUTOS TERRESTRES


64 EVOLUÇÃO TECNOLÓGICA
65 BISELAMENTO E MONTAGEM

66 SOLDAGEM

67 TIG ORBITAL

68



 Mão de")

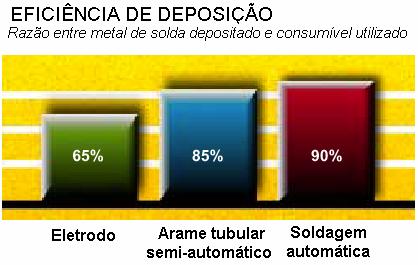
69 Comparação entre os três processos de soldagem Tubo 36", espessura 14 mm Eletrodo Eletrodo + arame Arame + cobre-juntas de cobre Tipo de bisel Bisel = redução de volume Especificação de Procedimento de Soldagem A solda acabada 1 o passe OK 22.45P 4,0 mm OK 22.45P 4,0 mm OK Autrod ,0 mm 2 o passe OK 22.46P/22.47P 4,0 mm OK 22.46P/22.47P 4,0 mm OK Autrod ,0 mm Enchimento OK 22.46P/22.47P 5,0 mm OK Autrod ,0 mm OK Autrod ,0 mm Acabamento OK 22.46P/22.47P 5,0 mm OK Autrod ,0 mm OK Autrod ,0 mm CUSTOS COMPARATIVOS Tempos Arco Aberto 64 minutos 41 minutos 25 minutos Eficiência 35% 35% + 80% 80% Tempo total 182 minutos 68 minutos 31 minutos Custos (somente um exemplo) Mão de obra: 34 Euro/hora Eletrodos: 5 Euro/kg Arame: 3 Euro/kg + 0,5 Euro/kg gás Custo da mão de obra 102 Euro 38 Euro 17 Euro Peso da junta 2 kg 1,6 kg 1,2 kg Custo dos consumíveis 11 Euro 6 Euro 4 Euro Custo total da solda 113 Euro 44 Euro 21 Euro

70

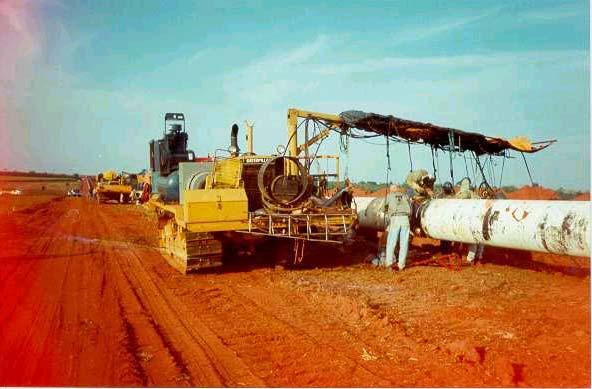
71 DUTOS TERRESTRES

72 ABERTURA DA VALA



73 TRANSPORTE E DISTRIBUIÇÃO DOS TUBOS

74 CURVAMENTO

75 TUBOS CONCRETADOS

76 CRUZAMENTO E TRAVESSIAS


77 MONTAGEM

78 SOLDAGEM

79 SOLDAGEM

80 SOLDAGEM

81 SOLDAGEM
82 SOLDAGEM

83 ABAIXAMENTO DA COLUNA

84 ABAIXAMENTO DA COLUNA

85 ABAIXAMENTO DA COLUNA


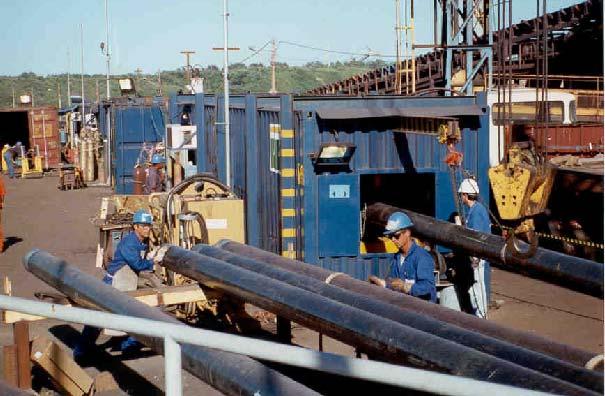
86 PIPE SHOP
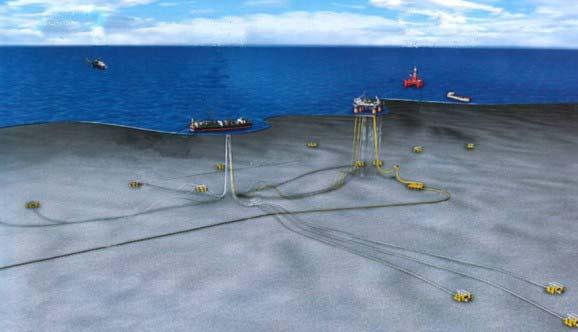
87 DUTOS SUBMARINOS

88 PREPARAÇÃO

89 PASSE DE RAIZ

90 ESTAÇÕES DE TRABALHO

91 REVESTIMENTO

92 MANTA TERMOCONTRÁTIL

93 MANTA TERMOCONTRÁTIL

94 STALKS

95 REPAROS

96 PLET

97 NAVIO LANÇADOR

98 BOBINAMENTO

99 ENDIREITADOR E POSICIONADOR

100 CARRETEL

101 DETALHE DO CARRETEL

102 QUALIFICAÇÃO DE PROCEDIMENTOS

103 QUALIFICAÇÃO DE PROCEDIMENTOS

104 QUALIFICAÇÃO DE PROCEDIMENTOS

105 QUALIFICAÇÃO DE PROCEDIMENTOS

106 QUALIFICAÇÃO DE PROCEDIMENTOS

107 QUALIFICAÇÃO DE PROCEDIMENTOS
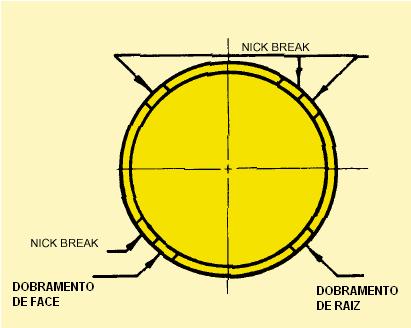
108 TESTES DESTRUTIVOS
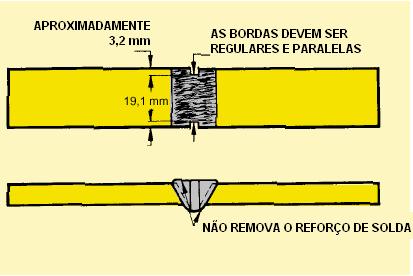
109 PROPOSTA DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM Projeto: Especificação Projeto API 1104 Ed set/99 Processo Soldagem SMAW Tipo: Manual JUNTAS METAIS DE BASE CROQUIS DA JUNTA Tipo de Bisel: Simples V Espec. Material: API 5L x API 5L Mata-Juntas: N/A Tipo ou Grau: X-70 x X-70 Mat. Mata-Juntas: N/A Faixa Diâmetro.: > 323,9 mm Outros: N/A Faixa Espessura: 4,8 mm 19,1 mm METAIS DE ADIÇÃO Fabricante: Passe N.º: Raiz 2 o Passe Enchimento Acabamento 1,5-2,0 mm Dimensões: 4,0 mm 4,0 mm 5,0 mm 5,0 mm SEQÜÊNCIA DE PASSES Especific. AWS: A A A A Classific. AWS: E 6010 E 8010-G E 8010-G E 8010-G Fabricante: Marca Comercial: OK P OK P OK P OK P N.º Corrida: Local Fabricação: Brasil Brasil Brasil Brasil POSIÇÃO 5 G PROGRESSÃO Descendente GASES PRÉ AQUECIMENTO TTPS Gas(es) Mist % Comp. Vazão Temp. Pré aq.: Remover umidade Temp.: N/A Raiz/2 o Passe: N/A N/A N/A Temp. Entrep.: 250 C máx. Tempo: N/A Enchimento: N/A N/A N/A Método. Pré aq.: Gás propano Outros: N/A Acabamento: N/A N/A N/A Controle Temp.: Lápis Térmico TIPO E REMOÇÃO DA ACOPLADEIRA TEMPO ENTRE PASSES Interna: Sim Remover Após: 50 % da raiz Tempo Máximo entre Raiz e 2 o Passe: 60 min Externa: N/A Remover Após: N/A Tempo Máximo entre 2 o Passe e demais: 60 min TÉCNICA Filetado ou Trançado filetado Oscilação: N/A Tamanho Bocal: N/A Limpeza / Esmerilhamento Esmerilhamento / escovamento Máquinas Lixadeira, Maquita 1,0-2,0 mm Ferramentas Manuais Escova, lima Distância de Contato à Peça: N/A Corrente Elétrica: Corrente contínua Polaridade: Raiz (-); 2 o Passe (+); Enchimento/Acabamento (+) Outros: Passe Progressão VAA (m/min) Diâmetro Metal Adição Largura / Freqüência Oscilação Faixa Corrente (A) Faixa Voltagem (V) Faixa Veloc. Soldagem (mm/s) Faixa Aporte de Calor (kj/mm) Raiz Descendente N/A 4,0 N/A ,0 0,7 1,0 2 o Passe Descendente N/A 4,0 N/A ,8 0,8 0,9 Enchimento Descendente N/A 5,0 N/A ,2 1,7 2,1 Acabamento Descendente N/A 5,0 N/A ,4 1,3 1, QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM NOTAS Após soldagem, executar 100 % de Ensaio Visual e Ensaio Radiográfico.
110 PROPOSTA DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM Projeto: Especificação Projeto API 1104 Ed set/99 Processo Soldagem SMAW - PGMAW Tipo: Manual, Semi-automático JUNTAS METAIS DE BASE CROQUIS DA JUNTA Tipo de Bisel: Simples V Espec. Material: API 5L x API 5L Mata-Juntas: N/A Tipo ou Grau: X-70 x X-70 Mat. Mata-Juntas: N/A Faixa Diâmetro.: > 323,9 mm Outros: N/A Faixa Espessura: 4,8 mm 19,1 mm METAIS DE ADIÇÃO Fabricante: Passe N o : Raiz 2 o Passe Enchimento Acabamento 1,5-2,0 mm Dimensões: 4,0 mm 4,0 mm 1,2 mm 1,2 mm SEQÜÊNCIA DE PASSES Especific. AWS: A A A A Classific. AWS: E 6010 E 8010-G E90C-G E90C-G Fabricante: Marca Comercial: OK P OK P OK Tubrod 90 MC OK Tubrod 90 MC N.º Corrida: Local Fabricação: Brasil Brasil Brasil Brasil POSIÇÃO 5 G PROGRESSÃO Descendente GASES PRÉ AQUECIMENTO TTPS Gas(es) Mist % Comp. Vazão Temp. Pré aq.: Remover umidade Temp.: N/A Raiz/2 o Passe N/A N/A N/A Temp. Entrep.: 250 C Tempo: N/A Enchimento: Argônio / CO 2 80 % / 20 % L/min Método. Pré aq.: Gás propano Outros: N/A Acabamento: Argônio / CO 2 80 % / 20 % L/min Controle Temp.: Lápis Térmico TIPO E REMOÇÃO DA ACOPLADEIRA TEMPO ENTRE PASSES Interna: Sim Remover Após: 50 % da raiz Tempo Máximo entre Raiz e Reforço: 60 min Externa: N/A Remover Após: N/A Tempo Máximo entre Passe de Reforço e demais: 60 min TÉCNICA Filetado ou Trançado ER filetado / AT trançado Oscilação: máx. 2,5 arame Tamanho Bocal: 20 mm Limpeza / Esmerilhamento Esmerilhamento / escovamento Máquinas Lixadeira, Maquita 1,0-2,0 mm Ferramentas Manuais Escova, lima Extensão do Eletrodo: mm Corrente Elétrica: Corrente contínua Polarid.: Raiz (-); 2 o Passe (+); Enchimento/Acabamento (-) Outros: Bocal cônico Passe Progressão VAA (m/min) Diâmetro Metal Adição Largura / Freqüência Oscilação Faixa Corrente (A) Faixa Voltagem (V) Faixa Veloc. Soldagem (mm/s) Faixa Aporte de Calor (kj/mm) Raiz Descendente N/A 4,0 N/A ,0 0,5 0,7 2 o Passe Descendente N/A 4,0 N/A ,2 0,6 0,8 Enchimento Descendente 7,0 8,0 1,2 máx. 2, ,4 4,0 1,20 1,25 Acabamento Descendente 7,0 8,0 1,2 máx. 2, ,8 29,2 3,3 1,40 1, QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM NOTAS Após soldagem, executar 100 % de Ensaio Visual e Ensaio Radiográfico. PGMAW processo de soldagem pulsada empregando arame tubular com alma metálica com proteção gasosa.



111 Defeito Passe Oco Inclusão de Escória Causas Abertura muito estreita obstáculo à desgaseificação do metal de solda Elevado teor de Al no metal de base Limpeza deficiente entre passes Passe de raiz limpeza e preparação indevida Manipulação inadequada do eletrodo Corrente de soldagem baixa no passe quente. Como evitar Abertura não menor que 1 mm Observar a separação ideal ( 1,6 mm ) para aços com 0,04 % Al. Se o problema continuar, diminuir o diâmetro do eletrodo Limpar cada passe com escova de aço rotativa Preparar adequadamente o passe de raiz, antes de se executar o passe quente. Falta de Fusão Fusão insuficiente das paredes do chanfro corrente baixa Paredes do chanfro contaminadas ou oxidadas Limpar corretamente o chanfro da junta a ser soldada Selecionar a corrente adequada de acordo com o diâmetro do eletrodo e posição de soldagem
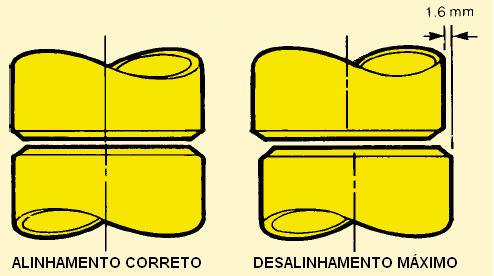
112 Defeito Trinca (fissura) Trinca (Fissura) por causas mecânicas Causas Ação combinada entre tensões, microestrutura endurecida e hidrogênio difundido desde o metal de solda fundido O tubo pode ter-se movido durante a soldagem do passe de raiz e/ou antes do passe a quente Grande desalinhamento entre as bordas de preparação, o que reduz a seção do passe de raiz. Como evitar Pré aquecer o tubo para favorecer a difusão de hidrogênio incorporado ao metal de solda. Incrementar a energia aportada também é benéfico Evitar movimentos do tubo quando se está soldando o passe de raiz Durante a soldagem do passe de raiz é esperado um considerável endurecimento do passe da ZAC, o que convêm o passe quente o mais rápido possível Evitar que o tubo se mova, particularmente durante a soldagem do passe de raiz. Manter mínimo o desalinhamento dos tubos

 Selecionar a corrente de acordo com a")

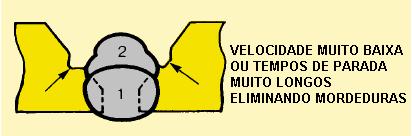
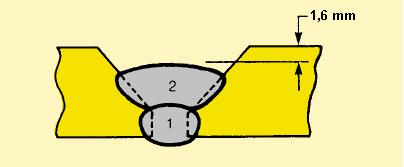
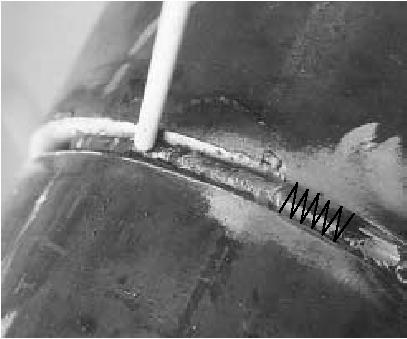
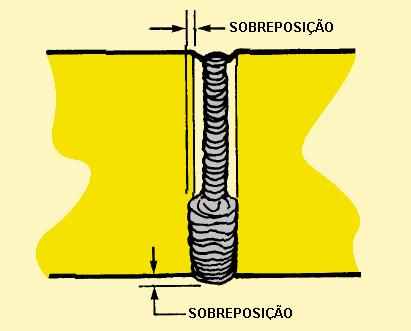
113 Defeito Mordedura Causas Corrente de soldagem muito elevada Manipulação incorreta do eletrodo Como evitar Selecionar a corrente de acordo com o diâmetro do eletrodo Reforço excessivo Raiz com concavidade Excessiva Manipulação incorreta do eletrodo Corrente de soldagem muito elevada Pobre preparação da junta (abertura muito grande) Selecionar a corrente de acordo com a separação das bordas O reforço max. Deve ser alcançado esmerilhando cordões altos e depositando cordões adicionais Selecionar a corrente para deposição do cordão da raiz de acordo com a preparação da junta

 A oscilação não deve exceder a 2 x o diâmetro do eletrodo Selecionar o diâmetro e a corrente adequada de acordo com a")
114 Defeito Poros internos Marcas de abertura de arco Causas Insuficiente desoxidação do metal depositado Eletrodo muito úmido ou muito seco Aberturas de arco fora da junta, causando endurecimento localizado com riscos de fissuras Como evitar Verificar composição química do eletrodo Armazenar adequadamente os eletrodos. Utiliza los imediatamente após aberta a embalagem Abertura de arco dentro da junta Porosidade Superficial Oscilação excessiva do eletrodo Metal de base muito aquecido Eletrodo muito seco Composição química desfavorável do metal de base (Baixa % Mn) A oscilação não deve exceder a 2 x o diâmetro do eletrodo Selecionar o diâmetro e a corrente adequada de acordo com a espessura do tubo Armazenar adequadamente os eletrodos celulósicos.
115 Seu parceiro em soldagem e corte
Elaboração de Especificação de Procedimento de Soldagem EPS N 13.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
Processo de Soldagem Eletrodo Revestido
 Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1
 Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
ESPECIFICAÇÃO DO PROCEDIMENTO DE SOLDAGEM (EPS) - 34
 - 34") FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS METALÚRGICOS PÓS-GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Eng. Oreste Guerra Neto ESPECIFICAÇÃO DO PROCEDIMENTO DE SOLDAGEM (EPS) - 34 Osasco SP 2012 RESUMO
FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS METALÚRGICOS PÓS-GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Eng. Oreste Guerra Neto ESPECIFICAÇÃO DO PROCEDIMENTO DE SOLDAGEM (EPS) - 34 Osasco SP 2012 RESUMO
Processo d e soldagem
 Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
C R E E M SOLDAGEM DOS MATERIAIS. UNESP Campus de Ilha Solteira. Prof. Dr. Vicente A. Ventrella
 C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
Arame de Solda Inox 308L
 Arame de Solda Inox 308L Não necessita de adaptador, rolo pronto para o uso. Arame enrolado no processo capa a capa, não corre perigo de enrolar no rolo ou máquina. Arame com certificação de composição
Arame de Solda Inox 308L Não necessita de adaptador, rolo pronto para o uso. Arame enrolado no processo capa a capa, não corre perigo de enrolar no rolo ou máquina. Arame com certificação de composição
Faculdade SENAI de Tecnologia Nadir Dias de Figueiredo Pós Graduação Latu Sensu Inspeção e Automação em Soldagem
 Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO. Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA
 FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA Disciplina: Metalurgia da Soldagem Professor: LUIZ GIMENES JR. EPS
FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA Disciplina: Metalurgia da Soldagem Professor: LUIZ GIMENES JR. EPS
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
Processos de Soldagem Soldagem a Arco com Arame Tubular
 Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
Soldagem TUBOxESPELHO em vasos de pressão do tipo trocador de calor casco e tubo
 Soldagem TUBOxESPELHO em vasos de pressão do tipo trocador de calor casco e tubo Nome: Leonardo Zuqui Coelho E-mail:leonardozuqui@live.com Data: 24/05/2014 Local: Cotia-SP Introdução Este trabalho tem
Soldagem TUBOxESPELHO em vasos de pressão do tipo trocador de calor casco e tubo Nome: Leonardo Zuqui Coelho E-mail:leonardozuqui@live.com Data: 24/05/2014 Local: Cotia-SP Introdução Este trabalho tem
GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS
 www.gerdau.com.br GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS VENDAS SÃO PAULO Tel. (11) 3094-6500 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br NORTE / NORDESTE Pernambuco
www.gerdau.com.br GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS VENDAS SÃO PAULO Tel. (11) 3094-6500 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br NORTE / NORDESTE Pernambuco
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
Características. Fundamentos. Histórico SOLDAGEM COM ARAME TUBULAR
 Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Soldagem de Tubulações. Seu parceiro em Soldagem e Corte
 Soldagem de Tubulações Seu parceiro em Soldagem e Corte ÍNDICE INTRODUÇÃO... 1 FABRICAÇÃO DE DUTOS TERRESTRES... 3 FABRICAÇÃO DE DUTOS SUBMARINOS... 13 TUBOS API 5L... 26 QUALIFICAÇÃO DE PROCEDIMENTOS
Soldagem de Tubulações Seu parceiro em Soldagem e Corte ÍNDICE INTRODUÇÃO... 1 FABRICAÇÃO DE DUTOS TERRESTRES... 3 FABRICAÇÃO DE DUTOS SUBMARINOS... 13 TUBOS API 5L... 26 QUALIFICAÇÃO DE PROCEDIMENTOS
Avaliação das principais descontinuidades encontradas nas juntas soldadas, causas e possíveis soluções
 Contribuição técnica nº 9 Avaliação das principais descontinuidades encontradas nas juntas soldadas, causas e possíveis soluções Autor: Paulo Rogerio Santos de Novais novais.welding@gmail.com Resumo: Os
Contribuição técnica nº 9 Avaliação das principais descontinuidades encontradas nas juntas soldadas, causas e possíveis soluções Autor: Paulo Rogerio Santos de Novais novais.welding@gmail.com Resumo: Os
Ficha Técnica D-20 CONSUMÍVEIS PARA O ALLOY 625. Produtos Disponíveis. Rev 11 03/13 DS: D-20 (pg 1 of 5) Descrição da Liga
 Descrição da Liga") Ficha Técnica D-20 CONSUMÍVEIS PARA O ALLOY 625 METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Email: info@metrode.com Internet: http//www.metrode.com
Ficha Técnica D-20 CONSUMÍVEIS PARA O ALLOY 625 METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Email: info@metrode.com Internet: http//www.metrode.com
Soldagem arco submerso III
 Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
SOLDAGEM - Aula 07. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º 9º Período Setembro 2016
 SOLDAGEM - Aula 07 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º 9º Período Setembro 2016 Índice Processo de Soldagem por Eletrodo Revestido SMAW (Shielded Metal Arc Welding) Processo
SOLDAGEM - Aula 07 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º 9º Período Setembro 2016 Índice Processo de Soldagem por Eletrodo Revestido SMAW (Shielded Metal Arc Welding) Processo
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE.
 SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
consumíveis de solda
 consumíveis de solda TOTALFIX APRESENTA HYUNDAI WELDING TOTALFIX, uma empresa especializada na distribuição exclusiva de marcas que representam qualidade e alto padrão tecnológico, apresenta mais uma inovação.
consumíveis de solda TOTALFIX APRESENTA HYUNDAI WELDING TOTALFIX, uma empresa especializada na distribuição exclusiva de marcas que representam qualidade e alto padrão tecnológico, apresenta mais uma inovação.
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM.
 INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016
 FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016") SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
INSPEÇÃO DE SOLDAGEM. Qualificação de Procedimentos de Soldagem e de Soldadores
 INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM EPS 003
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO CURSO DE PÓS-GRADUAÇÃO ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM EPS 003 PROFESSOR: LUIZ GIMENES ALUNO: SÉRGIO APARECIDO DO SANTOS E-mail: sergio.inspetorn1@hotmail.com
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO CURSO DE PÓS-GRADUAÇÃO ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM EPS 003 PROFESSOR: LUIZ GIMENES ALUNO: SÉRGIO APARECIDO DO SANTOS E-mail: sergio.inspetorn1@hotmail.com
SOLDAGEM DOS METAIS CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO
 37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
CAPÍTULO 7 SOLDAGEM TIG
 SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
DETALHAMENTO DOS ITENS PARA ELABORAÇÃO DE EPS EPS 20
 FACULDADE DE TECNOLOGIA - SENAI ESCOLA SENAI NADIR DIAS DE FIGUEIREDO OSASCO SÃO PAULO CURSO DE ESPECIALIZAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM VALDEMIR DE OLIVEIRA PRIMO DETALHAMENTO DOS ITENS PARA
FACULDADE DE TECNOLOGIA - SENAI ESCOLA SENAI NADIR DIAS DE FIGUEIREDO OSASCO SÃO PAULO CURSO DE ESPECIALIZAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM VALDEMIR DE OLIVEIRA PRIMO DETALHAMENTO DOS ITENS PARA
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO. Pós- Graduação Especialização em Soldagem. Disciplina- Engenharia de Soldagem. Prof.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO. Pós- Graduação Especialização em Soldagem. Disciplina- Engenharia de Soldagem. Prof. Gimenez Aluno ANDRÉ LUIZ VENTURELLI ESTUDO PARA DEFINIR A ESPECIFICAÇÃO
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO. Pós- Graduação Especialização em Soldagem. Disciplina- Engenharia de Soldagem. Prof. Gimenez Aluno ANDRÉ LUIZ VENTURELLI ESTUDO PARA DEFINIR A ESPECIFICAÇÃO
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
Soldagem por Alta Frequência. Maire Portella Garcia -
 Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Soldagem por Alta Frequência Maire Portella Garcia - E-mail: mairegarcia@bol.com.br Freqüência: 450KHZ Profundidade por aquecimento: Somente poucos centésimos de milímetros condutividade térmica provoca
Exercício de Fixação Aula 06 MIG-MAG - TIG
 Exercício de Fixação Aula 06 MIG-MAG - TIG Manufatura Mecânica: Soldagem 8º e 9º Período Aluno: Professor: Julio Cesar Data: Orientações: Os exercícios deverão ser feitos manuscritos e individual; Responda
Exercício de Fixação Aula 06 MIG-MAG - TIG Manufatura Mecânica: Soldagem 8º e 9º Período Aluno: Professor: Julio Cesar Data: Orientações: Os exercícios deverão ser feitos manuscritos e individual; Responda
Protegendo a solda. O processo de soldagem TIG é o assunto desta aula. Que sigla é essa?
 Protegendo a solda Até agora, falamos de processos de soldagem bastante simples, baratos e versáteis, tanto do ponto de vista da variedade de tipos de metais a serem soldados, quanto do ponto de vista
Protegendo a solda Até agora, falamos de processos de soldagem bastante simples, baratos e versáteis, tanto do ponto de vista da variedade de tipos de metais a serem soldados, quanto do ponto de vista
EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO
 EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM PROFESSOR: LUIZ GIMENES Jr. ALUNO: ROBERTO BATISTA DOS SANTOS E-mail: inspetor.dutos@yahoo.com.br FEVEREIRO
EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM PROFESSOR: LUIZ GIMENES Jr. ALUNO: ROBERTO BATISTA DOS SANTOS E-mail: inspetor.dutos@yahoo.com.br FEVEREIRO
Norma Técnica Interna SABESP NTS 035
 Norma Técnica Interna SABESP NTS 035 Consumíveis de Soldagem Especificação São Paulo Dezembro - 1999 NTS 035 : 1999 Norma Técnica Interna SABESP S U M Á R I O 1 QUALIFICAÇÃO DE CONSUMÍVEIS DE SOLDAGEM...1
Norma Técnica Interna SABESP NTS 035 Consumíveis de Soldagem Especificação São Paulo Dezembro - 1999 NTS 035 : 1999 Norma Técnica Interna SABESP S U M Á R I O 1 QUALIFICAÇÃO DE CONSUMÍVEIS DE SOLDAGEM...1
Processo Produto Especificação Eletrodos Ultramet 308H AWS E308H-16. Revestidos Ultramet B308H AWS E308H-15
 Ficha Técnica C-10 CONSUMÍVEIS 308H METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Email: info@metrode.com Internet http//www.metrode.com Descrição
Ficha Técnica C-10 CONSUMÍVEIS 308H METRODE PRODUCTS LTD HANWORTH LANE, CHERTSEY SURREY, KT16 9LL Tel: +44(0)1932 566721 Fax: +44(0)1932 565168 Email: info@metrode.com Internet http//www.metrode.com Descrição
PROVA DE SELEÇÃO 2016 Página: 1 de 7
 Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
LIGAÇÕES PERMANENTES. Processo e processos de soldadura
 Processo e processos de soldadura 1 Soldadura Com arame Sob Ambiente De Gases de Protecção 1 Soldadura Com arame Sob Ambiente De Gases de Protecção Por volta dos anos 1952 o processos era muito popular
Processo e processos de soldadura 1 Soldadura Com arame Sob Ambiente De Gases de Protecção 1 Soldadura Com arame Sob Ambiente De Gases de Protecção Por volta dos anos 1952 o processos era muito popular
BACKING CERÂMICO. Conheça as vantagens de utilização deste produto. soldor.com.br
 BACKING CERÂMICO Conheça as vantagens de utilização deste produto. soldor.com.br 21 2450 1121 2450 2544 comercial@soldor.com.br Rua Ibiá, 305 Turiaçú Rio de Janeiro RJ CEP 21540-070 O backing cerâmico
BACKING CERÂMICO Conheça as vantagens de utilização deste produto. soldor.com.br 21 2450 1121 2450 2544 comercial@soldor.com.br Rua Ibiá, 305 Turiaçú Rio de Janeiro RJ CEP 21540-070 O backing cerâmico
Processos de Soldagem Soldagem TIG
 Processos Soldagem TIG Na soldagem TIG - Tungsten Inert Gás (GTAW), a união de metais ocorre por meio do aquecimento e fusão destes com um arco elétrico, estabelecido entre a extremidade de um eletrodo
Processos Soldagem TIG Na soldagem TIG - Tungsten Inert Gás (GTAW), a união de metais ocorre por meio do aquecimento e fusão destes com um arco elétrico, estabelecido entre a extremidade de um eletrodo
Submerged Arc Welding
 SOLDAGEM COM ARCO SUBMERSO SUBMERGED ARC WELDING (SAW) Definição SAW é um processo na qual a união de metais se dá pelo calor fornecido por um arco elétrico entre um eletrodo nu e uma peça. O nome desse
SOLDAGEM COM ARCO SUBMERSO SUBMERGED ARC WELDING (SAW) Definição SAW é um processo na qual a união de metais se dá pelo calor fornecido por um arco elétrico entre um eletrodo nu e uma peça. O nome desse
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
SOLDAGEM MANUAL A ARCO ELÉTRICO I. Felipe Chicoli Villar Leandro Peres Ferreira Raphael Oliveira Ferreira. Definição (De Acordo com DIN 1910 Parte 2)
") SOLDAGEM MANUAL A ARCO ELÉTRICO I Texto traduzido pelo Aluno da FATEC-SP Felipe Chicoli Villar Leandro Peres Ferreira Raphael Oliveira Ferreira Definição (De Acordo com DIN 1910 Parte 2) O arco é estabelecido
SOLDAGEM MANUAL A ARCO ELÉTRICO I Texto traduzido pelo Aluno da FATEC-SP Felipe Chicoli Villar Leandro Peres Ferreira Raphael Oliveira Ferreira Definição (De Acordo com DIN 1910 Parte 2) O arco é estabelecido
Processo Eletrodos Revestidos 1. Soldagem Elétrica Prof. Vilmar Senger
 Processo Eletrodos Revestidos 1 Introdução Após muitas experiências com a novidade tecnológica da época, um inglês chamado Wilde obteve a primeira patente de soldagem por arco elétrico em 1865. Ele uniu
Processo Eletrodos Revestidos 1 Introdução Após muitas experiências com a novidade tecnológica da época, um inglês chamado Wilde obteve a primeira patente de soldagem por arco elétrico em 1865. Ele uniu
Acesse:
 Não é desodorante, mas dá mais proteção A globalização da economia colocou dois grandes desafios para a indústria: a produtividade e a qualidade. Para vencer a concorrência é preciso produzir muito, barato
Não é desodorante, mas dá mais proteção A globalização da economia colocou dois grandes desafios para a indústria: a produtividade e a qualidade. Para vencer a concorrência é preciso produzir muito, barato
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Faculdade SENAI De Tecnologia Em Processos Metalúrgicos. Pós-graduação Inspeção e automação em soldagem. Metalurgia da soldagem
 Faculdade SENAI De Tecnologia Em Processos Metalúrgicos Pós-graduação Inspeção e automação em soldagem Metalurgia da soldagem Elaboração da EPS n 14 Renaldo Augusto Correia Osasco SP 2012 Faculdade SENAI
Faculdade SENAI De Tecnologia Em Processos Metalúrgicos Pós-graduação Inspeção e automação em soldagem Metalurgia da soldagem Elaboração da EPS n 14 Renaldo Augusto Correia Osasco SP 2012 Faculdade SENAI
Processo de Soldagem Eletroescória HISTÓRICO
 Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Soldagem de Alumínio MIG/TIG
 Soldagem de Alumínio MIG/TIG Eng Augusto Franco Gerente de Produtos e Serviços Eutectic do Brasil Programa O Alumínio na industria brasileira Ligas de alumínio Seleção do material de adição Qualidade do
Soldagem de Alumínio MIG/TIG Eng Augusto Franco Gerente de Produtos e Serviços Eutectic do Brasil Programa O Alumínio na industria brasileira Ligas de alumínio Seleção do material de adição Qualidade do
Processo de Soldadura com Eléctrodo não consumível de Tungsténio e Protecção Gasosa Inerte TIG / GTAW / WIG / 141
 Processo de Soldadura com Eléctrodo não consumível de Tungsténio e Protecção Gasosa Inerte TIG / GTAW / WIG / 141 Direcção de Formação EWE / IWE Módulo 1.7 Italo Fernandes EWE / IWE - Módulo 1.7 EWE/IWE
Processo de Soldadura com Eléctrodo não consumível de Tungsténio e Protecção Gasosa Inerte TIG / GTAW / WIG / 141 Direcção de Formação EWE / IWE Módulo 1.7 Italo Fernandes EWE / IWE - Módulo 1.7 EWE/IWE
Gerando Valor ao Cliente. Augusto Franco Gerente Nacional de Vendas
 Gerando Valor ao Cliente Augusto Franco Gerente Nacional de Vendas Gerando Valor ao Cliente Programa da Apresentação: Valores e Missões Tecnologia Gerando Valor Redução de Custos Casos Práticos Ferramentas
Gerando Valor ao Cliente Augusto Franco Gerente Nacional de Vendas Gerando Valor ao Cliente Programa da Apresentação: Valores e Missões Tecnologia Gerando Valor Redução de Custos Casos Práticos Ferramentas
SOLDAGEM MIG/MAG. Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC
 SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
Avaliação da Perfuração na Soldagem em Operação pelo Processo MIG/MAG de Dutos de Alta Resistência e Baixa Espessura
 Avaliação da Perfuração na Soldagem em Operação pelo Processo MIG/MAG de Dutos de Alta Resistência e Baixa Espessura (Evaluation of Burnthrough in the MIG/MAG In-Service Welding of High Strength and Low
Avaliação da Perfuração na Soldagem em Operação pelo Processo MIG/MAG de Dutos de Alta Resistência e Baixa Espessura (Evaluation of Burnthrough in the MIG/MAG In-Service Welding of High Strength and Low
SENAI- Nadir Dias de Figueiredo ELABORAÇÃO DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM -EPS
 SENAI- Nadir Dias de Figueiredo Pós Graduação: Inspeção e Automação em Soldagem FELIPE LEONARDO N 10245316 ELABORAÇÃO DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM -EPS Orientador: Luiz Gimenes Jr. Osasco-SP
SENAI- Nadir Dias de Figueiredo Pós Graduação: Inspeção e Automação em Soldagem FELIPE LEONARDO N 10245316 ELABORAÇÃO DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM -EPS Orientador: Luiz Gimenes Jr. Osasco-SP
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG DEFEITOS EM SOLDAGEM E ENSAIOS NÃO DESTRUTIVOS
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
SEM Elementos de Máquinas II
 SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
Trabalho Prático N o :. Técnica Operatória da Soldagem SAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiarizar-se com
Trabalho Prático N o :. Técnica Operatória da Soldagem SAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiarizar-se com
DESCONTINUIDADES NA SOLDAGEM
 DESCONTINUIDADES NA SOLDAGEM Rogério de Luca rogério_luca@live.com 24/05/2014 Antes de abordamos sobre descontinuidades, é conveniente que seja definida as três palavras seguintes: - Indicação: evidencia
DESCONTINUIDADES NA SOLDAGEM Rogério de Luca rogério_luca@live.com 24/05/2014 Antes de abordamos sobre descontinuidades, é conveniente que seja definida as três palavras seguintes: - Indicação: evidencia
Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso
 Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso A solda pode ser definida como uma união de peças metálicas, cujas superfícies se tornaram plásticas ou liquefeitas, por ação de calor
Aula 13 e 14: Soldagem Eletrodo Revestido TIG MIG/MAG Arco Submerso A solda pode ser definida como uma união de peças metálicas, cujas superfícies se tornaram plásticas ou liquefeitas, por ação de calor
MIG/MAG-Welding IV / Soldagem-MIG/MAG IV
 MIG/MAG-Welding IV / Soldagem-MIG/MAG IV Alexandre Freitas E-mail: alexandre.freitas1@fatec.sp.gov.br Alexandre Marques Lima E-mail: alexandre1203@msn.com Alfredo Feitosa E-mail: alfredo.feitosa@hotmail.com
MIG/MAG-Welding IV / Soldagem-MIG/MAG IV Alexandre Freitas E-mail: alexandre.freitas1@fatec.sp.gov.br Alexandre Marques Lima E-mail: alexandre1203@msn.com Alfredo Feitosa E-mail: alfredo.feitosa@hotmail.com
Backings Cerâmicos e suas aplicações
 Backings Cerâmicos e suas aplicações voestalpine Böhler Welding Backings Cerâmicos e suas aplicações Os backings cerâmicos são produzidos com cerâmica resistente a altas temperaturas, a partir da combinação
Backings Cerâmicos e suas aplicações voestalpine Böhler Welding Backings Cerâmicos e suas aplicações Os backings cerâmicos são produzidos com cerâmica resistente a altas temperaturas, a partir da combinação
PROCESSOS DE FABRICAÇÃO III SOLDAGEM FORMAÇÃO DO CORDÃO DE SOLDA E CUSTOS DE SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM FORMAÇÃO DO CORDÃO DE SOLDA E CUSTOS DE SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 FORMAÇÃO DO CORDÃO DE SOLDA Normalmente o cordão de solda é caracterizado pela
PROCESSOS DE FABRICAÇÃO III SOLDAGEM FORMAÇÃO DO CORDÃO DE SOLDA E CUSTOS DE SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 FORMAÇÃO DO CORDÃO DE SOLDA Normalmente o cordão de solda é caracterizado pela
Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda
 14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
14. TERMINOLOGIA DE SOLDAGEM Existem muitos termos relativos a soldagem, os quais devemos conhecer. A seguir, apresentamos alguns: - Chanfro - Junta - Solda Chanfro É a ABERTURA entre duas partes do conjunto
Trabalho de solidificação. Soldagem. João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza
 Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
Trabalho de solidificação Soldagem João Carlos Pedro Henrique Gomes Carritá Tainá Itacy Zanin de Souza Introdução A soldagem é um processo de fabricação, do grupo dos processos de união, que visa o revestimento,
TECNOLOGIA MECÂNICA. Aula 09 PROCESSOS DE FABRICAÇÃO CONFORMAÇÃO E UNIÃO
 Aula 09 PROCESSOS DE FABRICAÇÃO CONFORMAÇÃO E UNIÃO Prof. Me. Dario de Almeida Jané Visão geral dos principais Materiais de Engenharia: METAIS POLÍMEROS ELASTÔMEROS CERÂMICOS COMPÓSITOS FERROSOS TERMOPLÁSTICOS
Aula 09 PROCESSOS DE FABRICAÇÃO CONFORMAÇÃO E UNIÃO Prof. Me. Dario de Almeida Jané Visão geral dos principais Materiais de Engenharia: METAIS POLÍMEROS ELASTÔMEROS CERÂMICOS COMPÓSITOS FERROSOS TERMOPLÁSTICOS
5 Discussão Desempenho da soldagem
 5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
FOLHA DE CAPA CONTROLE DE REVISÃO DAS FOLHAS
 FOLHA DE CAPA TÍTULO ESPECIFICAÇÃO TÉCNICA SOLDAS EM TUBOS E ACESSÓRIOS DE AÇO NÚMERO ORIGINAL NÚMERO COMPAGAS FOLHA ET-6000-6520-940-TME-004 ET-65-940-CPG-004 1 / 6 CONTROLE DE REVISÃO DAS FOLHAS ESTA
FOLHA DE CAPA TÍTULO ESPECIFICAÇÃO TÉCNICA SOLDAS EM TUBOS E ACESSÓRIOS DE AÇO NÚMERO ORIGINAL NÚMERO COMPAGAS FOLHA ET-6000-6520-940-TME-004 ET-65-940-CPG-004 1 / 6 CONTROLE DE REVISÃO DAS FOLHAS ESTA
3 - Metodologia Experimental
 3 - Metodologia Experimental Neste capítulo serão apresentados a metodologia experimental, os materiais utilizados e os métodos de análise empregados. 3.1. Descrição do método experimental A norma API
3 - Metodologia Experimental Neste capítulo serão apresentados a metodologia experimental, os materiais utilizados e os métodos de análise empregados. 3.1. Descrição do método experimental A norma API
Arames para solda Gerdau. Quem solda aprova.
 SP: (11) 3874-4434 MG: (31) 3399-8010 RJ: (21) 2414-6649 RS: (51) 3323-2929 PR: (41) 641-3609 www.gerdau.com.br gpm@gerdau.com.br A soldagem é hoje a principal técnica usada nos segmentos industriais relacionados
SP: (11) 3874-4434 MG: (31) 3399-8010 RJ: (21) 2414-6649 RS: (51) 3323-2929 PR: (41) 641-3609 www.gerdau.com.br gpm@gerdau.com.br A soldagem é hoje a principal técnica usada nos segmentos industriais relacionados
Eletrodos Revestidos
 Eletrodos Revestidos O eletrodo revestido é um consumível composto formado por duas partes: uma metálica, chamada de alma, e outra na forma de massa, chamada de revestimento. Na soldagem de aços-carbono
Eletrodos Revestidos O eletrodo revestido é um consumível composto formado por duas partes: uma metálica, chamada de alma, e outra na forma de massa, chamada de revestimento. Na soldagem de aços-carbono
SOLDAGEM TIG. Prof. Marcos Dorigão Manfrinato 1 SOLDAGEM TIG
 Prof. Marcos Dorigão Manfrinato 1 A Soldagem a Arco Gás-Tungstênio (Gas Tungsten Arc Welding - GTAW) ou, como é mais conhecida no Brasil, TIG (Tungsten Inert Gas) é um processo no qual a união é obtida
Prof. Marcos Dorigão Manfrinato 1 A Soldagem a Arco Gás-Tungstênio (Gas Tungsten Arc Welding - GTAW) ou, como é mais conhecida no Brasil, TIG (Tungsten Inert Gas) é um processo no qual a união é obtida
Área de Educação e Treinamento
 Área de Educação e Treinamento Prova Concurso Inspetor de Soldagem N1 EAD 2018 Folha de Respostas Candidato: NOTA: DATA: 12/12/2017 Prezado Candidato: A Folha de Respostas é documento único e final para
Área de Educação e Treinamento Prova Concurso Inspetor de Soldagem N1 EAD 2018 Folha de Respostas Candidato: NOTA: DATA: 12/12/2017 Prezado Candidato: A Folha de Respostas é documento único e final para
Processo de Soldadura Fios Fluxados 114/136 FCAW Direcção de Formação
 Processo de Soldadura Fios Fluxados 114/136 FCAW Direcção de Formação Processos de Soldadura Italo Fernandes Temas a tratar neste módulo Processos de Soldadura Fio Fluxado Auto-Protegido 114 Fio Fluxado
Processo de Soldadura Fios Fluxados 114/136 FCAW Direcção de Formação Processos de Soldadura Italo Fernandes Temas a tratar neste módulo Processos de Soldadura Fio Fluxado Auto-Protegido 114 Fio Fluxado
Rev. 08/2014 PROCESSO TIG
 PROCESSO TIG Rev. 08/2014 ATENÇÃO Importante: Leia este manual atentamente antes de utilizar o produto. Em caso de falta de experiência ou desconhecimento dos métodos e o funcionamento seguro, consulte
PROCESSO TIG Rev. 08/2014 ATENÇÃO Importante: Leia este manual atentamente antes de utilizar o produto. Em caso de falta de experiência ou desconhecimento dos métodos e o funcionamento seguro, consulte
Tipos de Transferencia. Nebulizado Globular Pulsante
 113 Para o alumínio e suas ligas usa-se argônio puro, enquanto que para o cobre e suas ligas apresenta bom resultado uma mistura de argônio com 70% de Hélio ou argônio puro para chapas muito finas. Outro
113 Para o alumínio e suas ligas usa-se argônio puro, enquanto que para o cobre e suas ligas apresenta bom resultado uma mistura de argônio com 70% de Hélio ou argônio puro para chapas muito finas. Outro
GUIA DE SOLDAGEM ARAMES TUBULARES PARA AÇOS AO CARBONO E DE BAIXA LIGA EM TODAS AS POSIÇÕES DE SOLDAGEM
 GUIA DE SOLDAGEM ARAMES TUBULARES PARA AÇOS AO CARBONO E DE BAIXA LIGA EM TODAS AS POSIÇÕES DE SOLDAGEM Este guia fornece informações práticas sobre a soldagem com arames tubulares ESAB em todas as posições.
GUIA DE SOLDAGEM ARAMES TUBULARES PARA AÇOS AO CARBONO E DE BAIXA LIGA EM TODAS AS POSIÇÕES DE SOLDAGEM Este guia fornece informações práticas sobre a soldagem com arames tubulares ESAB em todas as posições.
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW
 Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Histórico Concepção básica 1920 Processo de alta densidade de corrente utilizando pequenos diâmetros de eletrodos de metais específicos Alumínio e ligas
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Histórico Concepção básica 1920 Processo de alta densidade de corrente utilizando pequenos diâmetros de eletrodos de metais específicos Alumínio e ligas
Rua Trinta e Oito, 18A, Vila dos Técnicos - Timóteo/MG. Manual de Soldagem
 Rua Trinta e Oito, 18A, Vila dos Técnicos - Timóteo/MG 31 3848-3967 Manual de Soldagem www.institutodoinox.com.br O Aço Inox K03 (410D) é um aço ferrítico que possui elevado desempenho no ambiente onde
Rua Trinta e Oito, 18A, Vila dos Técnicos - Timóteo/MG 31 3848-3967 Manual de Soldagem www.institutodoinox.com.br O Aço Inox K03 (410D) é um aço ferrítico que possui elevado desempenho no ambiente onde
PROCESSOS DE FABRICAÇÃO III SOLDAGEM NORMAS E QUALIFICAÇÃO EM SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM NORMAS E QUALIFICAÇÃO EM SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 INTRODUÇÃO Códigos, leis, normas são regras de controle de atividades humanas A Revolução
PROCESSOS DE FABRICAÇÃO III SOLDAGEM NORMAS E QUALIFICAÇÃO EM SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 INTRODUÇÃO Códigos, leis, normas são regras de controle de atividades humanas A Revolução
Ø 1,6 mm 16. ₂. Tem como
 MEGAFIL 71O M Fio fluxado sem escória (Metal-Cored) para mistura Ar-CO. Tem como propriedades um excelente restabelecimento do arco elétrico. Indicado para aplicações robotizadas. Sem necessidade de limpeza
MEGAFIL 71O M Fio fluxado sem escória (Metal-Cored) para mistura Ar-CO. Tem como propriedades um excelente restabelecimento do arco elétrico. Indicado para aplicações robotizadas. Sem necessidade de limpeza
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Introdução Na soldagem ao arco elétrico com gás de proteção, também conhecida como soldagem MIG/MAG, temos: MIG Metal Inert Gas MAG Metal Active Gas Onde um arco elétrico é
Processo de Soldagem MIG/MAG Introdução Na soldagem ao arco elétrico com gás de proteção, também conhecida como soldagem MIG/MAG, temos: MIG Metal Inert Gas MAG Metal Active Gas Onde um arco elétrico é
Soldagem MIG/MAG III / MIG/MAG Welding III
 Soldagem MIG/MAG III / MIG/MAG Welding III Alexandre de Freitas Email: alexandre.freitas@fatec.sp.gov.br Alexandre marques de lima Email: alexandre0@msn.com Alfredo Feitosa Email: alfredo.feitosa@hotmail.com
Soldagem MIG/MAG III / MIG/MAG Welding III Alexandre de Freitas Email: alexandre.freitas@fatec.sp.gov.br Alexandre marques de lima Email: alexandre0@msn.com Alfredo Feitosa Email: alfredo.feitosa@hotmail.com
Soldagem de metais ferrosos para a indústria de energia
 Soldagem de metais ferrosos para a indústria de energia LEADRO FERREIRA E-mail: inspetor@infosolda.com.br LUIZ GIMENES E-mail: gimenes@infosolda.com.br Figura 1. Macrografia da soldagem de um aço carbono
Soldagem de metais ferrosos para a indústria de energia LEADRO FERREIRA E-mail: inspetor@infosolda.com.br LUIZ GIMENES E-mail: gimenes@infosolda.com.br Figura 1. Macrografia da soldagem de um aço carbono
A Belgo Bekaert Arames apresenta sua linha de produtos para solda.
 A Belgo Bekaert Arames apresenta sua linha de produtos para solda. A Belgo Bekaert Arames apresenta sua linha de produtos para solda. A Belgo Bekaert Arames é líder de mercado no Brasil e tem um dos mais
A Belgo Bekaert Arames apresenta sua linha de produtos para solda. A Belgo Bekaert Arames apresenta sua linha de produtos para solda. A Belgo Bekaert Arames é líder de mercado no Brasil e tem um dos mais
ELABORAÇÃO DE EPS N 40
 FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS METALÚRGICOS PÓS-GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Denis Santos de Santana ELABORAÇÃO DE EPS N 40 Osasco SP 2012 FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS
FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS METALÚRGICOS PÓS-GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Denis Santos de Santana ELABORAÇÃO DE EPS N 40 Osasco SP 2012 FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS
Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união.
 Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Análise econômica na soldagem
 Parte 1 Analise de juntas e seleção de processos Erasmo Lima Este é o primeiro texto de um trabalho sobre Análise Econômica na Soldagem e irá abordar aspectos gerais sobre a seleção dos processos de soldagem
Parte 1 Analise de juntas e seleção de processos Erasmo Lima Este é o primeiro texto de um trabalho sobre Análise Econômica na Soldagem e irá abordar aspectos gerais sobre a seleção dos processos de soldagem
Processo de Soldagem a Gás
 Processo a Gás Este texto apresenta aspectos relacionados com o Processo a Gás, envolvendo equipamentos de soldagem, tipos e funções dos gases, tipos e funções dos combustíveis, tipos de chama, características
Processo a Gás Este texto apresenta aspectos relacionados com o Processo a Gás, envolvendo equipamentos de soldagem, tipos e funções dos gases, tipos e funções dos combustíveis, tipos de chama, características
Técnica Operatória da Soldagem SAW
 Técnica Operatória da Soldagem SAW Paulo José Modenesi Objetivos Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiaarizar-se com os consumíveis
Técnica Operatória da Soldagem SAW Paulo José Modenesi Objetivos Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiaarizar-se com os consumíveis
3 - QUE TIPO DE PROBLEMA PODE OCORRER QUANDO SE REALIZA UM PONTO DE SOLDA?
 Annelise Zeemann "Que mal pode fazer um pontinho de solda? Para fixar um parafuso... para restringir o movimento de uma luva... ou mesmo para posicionar uma estrutura que será soldada. A prática do ponteamento
Annelise Zeemann "Que mal pode fazer um pontinho de solda? Para fixar um parafuso... para restringir o movimento de uma luva... ou mesmo para posicionar uma estrutura que será soldada. A prática do ponteamento