PROPRIEDADES MECÂNICAS DE ALGUNS TIPOS DE AÇO, POSTERIORES AOS DIFERENTES PROCESSOS DE SOLDAGEM E TRATAMENTO TÉRMICO
|
|
|
- João Victor Pinho Salgado
- 5 Há anos
- Visualizações:
Transcrição
1 PROPRIEDADES MECÂNICAS DE ALGUNS TIPOS DE AÇO, POSTERIORES AOS DIFERENTES PROCESSOS DE SOLDAGEM E TRATAMENTO TÉRMICO SANDRA MAUREN ELL 1 ; MOACIR TOMAZELA 2 ; LUCAS PIRES GOMES DE OLIVEIRA 3. 1 Professora, Mestre Sandra Mauren Ell, FATEC-SP. maurenell@yahoo.com.br. 2 Professor, Moacir Tomazela, FATEC-SP. moacirzela@hotmail.com. 3 Graduando do Curso de Tecnologia em Manutenção Industrial, FATEC-SP. lpgo171@hotmail.com. RESUMO Este trabalho tem por finalidade comparar o que se encontra na literatura sobre gem e sobre comportamento dos aços, com o ocorrido na prática, tendo em vista os aços dos e, posteriormente, alguns deles tratados termicamente. Para se analisar melhor foram realizados ensaios de tração, dureza e micrografia dos aços SAE 1045, 1020, AISI 304 e AISI 316. Todo material contém uma característica específica, chamada de propriedade do material, que é uma estrutura que determina a diferença de um material para outro. Portanto, é muito importante se conhecer as propriedades dos materiais para a aplicação do processo de gem. Para isso, se utilizam ensaios no material. Como afirma SOUZA (1982), a determinação das propriedades mecânicas de um material metálico é realizada por meio de vários ensaios. Basicamente, a gem é um processo de união de materiais, utilizada para se obter a coalescência localizada, sendo metais ou não metais, realizada por aquecimento até uma temperatura específica para cada material, podendo ou não ter material de adição. A gem é executada através de calor e/ou deformação plástica do material. Segundo MARQUES (2009), alterações das propriedades do material, nem sempre desejáveis ou aceitáveis, podem ocorrer na junta. Após as escolhas dos materiais, nessa pesquisa, conheceram-se as suas propriedades, características, uma vez que são materiais muito utilizados na manutenção. Também foram escolhidos os tipos de chanfro, tipo de gem, e foi realizada a nos materiais. Logo após, foi dado tratamento térmico no material SAE 1045 e os materiais, dos e não dos, passaram por ensaio de tração e de dureza. Por fim, as suas estruturas foram analisadas, microscopicamente, após a gem, o ensaio e o tratamento térmico. Com isso, pôde-se observar que, com a gem em alguns materiais, a dureza e o limite de resistência são diminuídos, porém o limite de escoamento, aumentado. Além de que, após a gem e o tratamento térmico de têmpera, ocorre a diminuição da dureza do material, deixando o mesmo recozido. 1. INTRODUÇÃO Neste artigo, serão abordados conceitos básicos dos diversos tipos de gem, dando ênfase nos processos que serão utilizados na gem em questão. Por conseguinte, será discorrido sobre ensaios e sobre as propriedades dos aços nos conceitos desses ensaios, pois se pretende demonstrar o seu comportamento após serem dos, e um deles tratado termicamente. O aço também é aplicado por algumas características específicas como o limite de resistência à ruptura, à ductilidade, à tenacidade da fratura, resistência à fadiga, propriedades à temperatura elevada e resistência à corrosão, que são importantes para a gem. Os aços carbono em geral são frequentemente utilizados em aplicações industriais onde é necessária grande resistência mecânica, quando a resistência à corrosão também for desejada são usados aços inoxidáveis. (VELOSO, 2012, p.1). Na manutenção, a gem é muito utilizada e, por diversas vezes, ela nem sempre é necessária para unir uma peça, mas para a recuperação, ou seja, para a manutenção de peças desgastadas, tentando atribuir novas propriedades para o material, como um revestimento. A gem, por sua vez, por conta do aporte térmico durante o processo, pode causar deformações plásticas que resultam em uma alteração na estrutura do material do. Porém, as propriedades nas estruturas dos materiais base é a característica que deve se manter na junta da e está diretamente relacionada aos procedimentos de gem que serão aplicados. 43
2 Segundo Modenesi (2012), as propriedades mecânicas de uma junta da dependem, em um sentido amplo, do perfil da junta da, da presença de descontinuidades e de sua estrutura. Os aços possuem diferentes elementos de liga em sua composição, variando a porcentagem de carbono e em alguns casos precisando utilizar um tratamento antes para não haver trincas, tensões e fragilização do material. Portanto, para demonstrar a alteração na propriedade mecânica sofrida pelo material, objetiva-se a realização de ensaios mecânicos para determinar o limite de resistência do material, para verificar as suas propriedades micro estruturais alteradas após a gem; ademais, será analisado o material microscopicamente. 2. ABORDAGEM TEÓRICA 2.1 SOLDAGEM O processo de gem é de fabricação recorrente, muito utilizado nas indústrias metalúrgicas, para união permanente através da coalescência localizada dos materiais, através de aquecimento até certa temperatura pré-determinada, podendo ter a utilização de pressão ou material de adição. Sendo assim, as peças metálicas são formadas por átomos, num certo arranjo característico, ou seja, a estrutura cristalina do metal. Ao se fazer uma, modifica-se a estrutura cristalina do material nem sempre desejada, devido à aplicação de calor, utilizado no processo de gem por fusão, ou deformação plástica, no caso de gem por compressão. Nessa pesquisa, foi utilizada somente a gem por fusão, para se mostrar a propriedade que é adquirida pelo material através do aquecimento, podendo ser chamado de um tratamento termomecânico; nesse sentido, é preciso saber as características dos materiais utilizados, antes de realizar a gem. Na gem de fusão, além da microestrutura, é possível analisar sua macroestrutura, onde existem diferentes variações de temperaturas sendo essas temperaturas as principais da gem por fusão; são características importantes do ciclo de gem de uma peça. Entre essas características se encontram: a temperatura de pico da gem, o tempo de permanência acima de uma temperatura crítica, a temperatura de fusão do material base. A temperatura de pico da gem (Tp) consiste na temperatura máxima atingida num certo ponto da gem, onde possibilita a ocorrência de transformações microestruturais no material base. Já o tempo de permanência (Tc) acima de uma temperatura crítica é o tempo que um ponto da gem, recebe temperaturas superiores a uma temperatura miníma considerada, fazendo assim o material ser alterado microesturalmente e também suas propriedades. Por sua vez, a temperatura de fusão do material (Tf) é a temperatura atingida pelo material base onde se funde com o material de adição. Assim, a partir desses conhecimentos, pode-se observar a curva de repartição térmica que mostra as zonas da macroestrutura de uma por fusão, que contém a zona fundida, zona termicamente afetada e o metal base. Portanto, a Zona Fundida (ZF) é uma região da onde o material está fundido e solidificou durante o processo de gem. A Zona Termicamente Afetada (ZTA) é a região da não fundida do metal base, que obteve sua microestrutura e/ou propriedades alteradas através do ciclo térmico realizado na gem. E o Metal Base (MB) é a região mais distante do cordão de e que não é afetada pelo processo de gem, ou seja, é o material utilizado que será do. Assim, pode-se mostrar a curva de repartição térmica, na imagem a seguir: 44

3 Figura 1. (MARQUES, 2009 p. 92). Antes da realização do processo de gem, é necessária a preparação do material para gem, já com o conhecimento das propriedades dos materiais que serão usados, assim são realizados os chanfros nos materiais a serem dos de acordo com as normas da AWS; esses chanfros são de acordo com a espessura do material e as propriedades do material. Após a escolha do chanfro, é escolhido o metal de adição se necessário, de acordo com o metal base. Portanto, na realização da gem na junta chanfrada, existem diversas posições de gem, que podem facilitar a penetração do metal de adição na junta. A posição da gem é escolhida de acordo com o processo de gem e da forma da peça PROCESSO DE SOLDAGEM COM ELETRODOS REVESTIDOS O processo de gem com eletrodo revestido, que produz a união dos materiais pelo aquecimento através de um arco elétrico, é criado por um eletrodo metálico revestido a partir da peça que está sendo da. O eletrodo é simplesmente uma vareta metálica, que é chamada alma, servindo para conduzir corrente elétrica e provém metal de adição à junta que está sendo da. A alma do eletrodo é coberta por uma mistura de diversos materiais, formando uma camada para proteção vinda daí o nome revestido, por ter esse revestimento em volta da alma do eletrodo. Atualmente, o uso da gem com eletrodos revestidos vem decaindo na indústria. Por ser um processo de gem mais manual, às vezes, é chamado de gem manual. Portanto, o nível da qualidade da com o processo de gem por eletrodo revestido provém muito do dor que manuseia o equipamento (MARQUES, 2009) PROCESSO DE SOLDAGEM TIG Soldagem a arco com eletrodo de tungstênio e protegida por um gás inerte ou mistura de diversos gases inertes é a TIG (Tungsten Inert Gas), consistindo na união de peças através de aquecimento e fusão, por um arco elétrico criado entre o eletrodo de tungstênio, não consumível, e as peças a serem unidas. Este tipo de gem pode ou não conter metal de adição. É um processo de gem manual, mas pode ser automatizado facilmente; pode se realizar a em qualquer posição. Pode ser aplicada à gem em diversas ligas de materiais. Mas antes de se iniciar a gem por esse processo, é necessário tirar as impurezas das peças a serem das, como: óleos, graxas, sujeiras. Também é muito importante que, ao se iniciar o processo de gem, a vazão do gás inerte seja aberta antes da abertura do arco (MARQUES, 2009) PROCESSO DE SOLDAGEM MIG/MAG É um processo de gem com proteção gasosa, realizando a coalescência das peças através do aquecimento, a partir de um arco elétrico que acontece através de um eletrodo metálico consumível e a peça a ser da. Nesse processo, o gás de proteção pode ser ativo ou inerte. Conhecido em alguns lugares como MIG (Metal Inert Gás), onde se usa o gás inerte no processo de gem; já o MAG (Metal Active Gás) é o processo que se utiliza gás ativo. 45
4 Esse processo de gem geralmente é semiautomático, com sua alimentação de eletrodo automática, através de um alimentador motorizado, sendo o dor quem dá o início e o término da operação da gem e também tem que realizar o movimento da tocha para executar a na junta. Com esse processo, pode ser da uma diversidade de materiais tanto ferrosos como não ferrosos, de diversas espessuras. Além da coalescência de materiais, a gem MIG/MAG também é utilizada na manutenção para recuperar peças ou revestir (MARQUES, 2009). 2.2 ENSAIOS Os ensaios mecânicos servem para determinar as propriedades mecânicas de um determinado material metálico. Os ensaios podem ser destrutivos, que promovem a inutilização da peça ensaiada, ou seja, destruindo o corpo de prova utilizado no ensaio. Porém, há os ensaios não destrutivos, mais utilizados para determinar falhas internas em um material, ou estados físicos do material. Os ensaios destrutivos estão divididos em categorias, entre elas estão os ensaios de tração, dobramento, flexão, torção, fadiga, impacto, compressão. Todavia, o ensaio de dureza faz parte da categoria de ensaios não destrutivos mesmo não deixando a peça inutilizável. Também os materiais podem ser comparados através de ensaios, de maneira geral. Alguns dos dados obtidos nos ensaios podem ser utilizados para cálculos em projetos de peças, e tensões de trabalho nas peças. Ou podem apenas gerar resultados comparativos ou qualitativos que servem para um estudo. Em ensaios mecânicos, as normas mais usuais são as que dizem respeito a especificações dos materiais e aos métodos dos ensaios, para poder se manter um padrão em todos os ensaios; sendo assim poder-se-ão reproduzir os resultados obtidos, em qualquer laboratório que seja ensaiado, a partir do mesmo material. As normas técnicas mais usuais nos laboratórios de ensaios são as seguintes: ABNT, ASTM, DIN, AFNOR, ASME, ISSO, JIS, SAE, COPANT, além de algumas particulares de algumas indústrias ou companhias (SOUZA, 1982) ENSAIO DE TRAÇÃO Por ser um ensaio simples de se efetuar é bastante utilizado, sendo muito importantes os resultados descobertos através dele. Assim, uma força externa no corpo de prova irá promover uma deformação no mesmo. O ensaio de tração consiste basicamente em aplicar uma força que tende a esticálo ou alongá-lo até sua ruptura. Para realizar esse ensaio para preparar o corpo de prova, são utilizadas normas de acordo com o processo que esse corpo de prova passou antes de ser ensaiado. Nesse ensaio, o corpo de prova é preso a uma máquina que aplica esforços crescentes na direção axial do corpo de prova, sendo medidos os esforços causando deformações na peça na própria máquina, podendo, assim, apontar que uma deformação no material pode se estender por todo o material ensaiado. Quando se realiza esse ensaio em um corpo de prova metálico, pode se observar e construir um gráfico tensão deformação, através da medida da tensão aplicada e da deformação causada no corpo de prova até sua ruptura (SOUZA, 1982). Nesse ensaio, através do gráfico de tensão deformação, são achadas diversas medidas para especificação do material e de comparação de materiais. Como, por exemplo, módulo de elasticidade, limite de escoamento, limite de resistência, alongamento, estricção. Simplesmente o módulo de elasticidade é uma medida de rigidez do material, pois quanto maior for o módulo de elasticidade de um material mais rígido ele será, sendo também menor sua deformação plástica. O escoamento basicamente é a mudança heterogênea e que acontece entre a deformação elástica e plástica. O limite de resistência basicamente é calculado pela carga máxima que atingiu o corpo de prova no ensaio de tração ENSAIO DE DUREZA 46
5 Dureza é uma das propriedades mais utilizadas nas especificações de materiais, utilizada em pesquisas, estudos sobre o material, comparação entre materiais. Mas o conceito de dureza tem diversas definições, dependendo da área de estudo do profissional. O ensaio de dureza pode ser dividido em três tipos que são os principais, diferenciando o modo como é realizado o ensaio, sendo por penetração, por choque e por risco. O ensaio por risco é raramente usado, e, como se diz o próprio nome, é utilizado para saber a possibilidade de um material riscar o outro. Mas os ensaios de dureza por penetração e por choque são os mais utilizados na Metalurgia e Mecânica. Dentre esses ensaios o de dureza por penetração é o mais aplicado e representado em especificações técnicas dos materiais e relatórios. Os ensaios de dureza por penetração são divididos em diversos métodos de medição de dureza o Brinell, Rockwell, Vickers, Knoop e Meyer (SOUZA, 1982) Ensaio de Dureza Rockwell Este ensaio de dureza por penetração foi utilizado pela primeira vez em 1922 por Rockwell, e ficou conhecido pelo nome do criador. Esse ensaio oferece poucas vantagens, mas que são importantes, o que acabou tornando-o o mais utilizado internacionalmente. O símbolo de dureza deste ensaio é o HR (Hardness Rockwell). A dureza Rockwell é lida diretamente na máquina; com isso ganhando mais tempo, além de ser mais difícil erro por operador (SOUZA, 1982). O método é fundamentado na profundidade de penetração de uma ponta, que se chama penetrador, sem recuperação elástica por causa da remoção de uma carga maior e uma profundidade causada por uma carga menor. Este ensaio é dividido em escalas de acordo com o material. As máquinas já contêm escalas que podem ser pré-determinadas ou visualizadas no visor da máquina na hora da medição, para qualquer tipo de dureza Rockwell. As escalas de dureza são baseadas na profundidade que o penetrador penetrou no corpo de prova, sendo conhecidas pelas letras A, B, C, D, etc, as quais são colocadas depois da sigla HR, para se determinar qual tipo de escala foi utilizado. Quanto maior for o valor encontrado de dureza, menor será a profundidade atingida pelo penetrador; já um valor baixo de dureza significa uma penetração maior. 2.3 ENSAIO DE MICROGRAFIA Para se realizar o ensaio de micrografia, existem alguns procedimentos que devem ser seguidos corretamente para poder se ter êxito nos resultados. Portanto, a sequência é seguida com a identificação do material, a escolha da seção que será estudada, a parte que será cortada, embutimento, lixamento para desbastar e o lixamento de acabamento, polimento da superfície lixada, ataque químico e por fim a análise no microscópio. As amostradas que serão analisadas devem estar limpas e os procedimentos devem ser seguidos rigorosamente. Com a micrografia, conseguem-se diversas informações importantes sobre a estrutura e os tratamentos térmicos nas amostras (CARUSO, 2002). Nesse ensaio, é muito importante saber qual a parte da amostra será estudada, analisada, para isso precisa-se cortar a amostra, ou seja, pegar uma seção da amostra, esse corte pode ser em diversas partes da amostra dependendo do que se deseja analisar, os cortes mais utilizados são os longitudinais e transversais. O seccionamento é importante, pois é realizado através de um corte abrasivo e, em alguns casos, elimina trabalhos mecânicos a frio realizados anteriormente nas peças, obtendo uma superfície plana e tendo baixa rugosidade. Após realizar o seccionamento da amostra, precisa-se realizar o embutimento da amostra. Este é realizado por compressão a frio ou a quente, e esses processos são bastante empregados em laboratórios metalográficos, por serem de baixo custo e rápidos de se realizar, podendo ser feitos com utilização de baquelite, acrílico, epóxi e resina, todos juntos da amostra. Depois do embutimento da amostra, é realizado o lixamento de desbaste, executado para remover imperfeições e impurezas a partir de amostra embutida por várias lixas de diferentes granulações, numa lixadeira manual. Por último, é realizado o lixamento de acabamento, executado no politriz de mesa, manual assim o material ficará sem impurezas. Por final da preparação da amostra, é realizado o ataque químico, porque mesmo com as preparações correta das amostras só poderá ser visto algumas falhas, inclusões e trincas do material no 47


6 microscópio, por isso se realiza o ataque químico para que possa ser visto a microestrutura da amostra ou fases que estão presentes (CARUSO, 2002). 3. MATERIAIS E MÉTODOS Nesse trabalho, foi realizada uma pesquisa teórica, como citada anteriormente. Através dela e dos conhecimentos adquiridos com o curso de Manutenção Industrial da Fatec-Tatuí, pode-se perceber que o aço é um dos materiais mais utilizados para diversos trabalhos assim como na manutenção, sendo também a gem um processo muito importante, com avanço da tecnologia e dos conceitos de manutenção. Para esse artigo foram escolhidos alguns tipos de aço, o aço o SAE 1045, o SAE 1020, o AISI 304 e o AISI 316 e observados suas propriedades fornecidas através dos livros pesquisados na abordagem teórica, também seu comportamento através de aporte térmico. Portanto, este trabalho foi subdividido em: 3.1 SOLDAGEM Foram escolhidas as formas das amostras e os tipos de gem que seriam realizadas, também o tipo de chanfro, e qual metal de adição se necessário. Portanto foram realizadas duas formas de amostras: as cilíndricas e as em chapas. Para as cílindricas foram utilizadas as normas da ASME IX QW462 (do tipo a). Para as chapas, como as normas da ASME IX, precisavam de amostras maiores que não suportaria a máquina de tração, foram utilizadas as normas ASME E8, conforme o livro de ensaios (SOUZA, 1982). Portanto, foram realizados os chanfros nas peças de corpo cílindricos, do tipo de chanfro junta de topo em X, com 3/8 de diâmetro, com um ângulo do chanfro de 30º, nariz da de 3 mm, e com uma abertura de raiz de 3 mm. Para as chapas, foram executados chanfros do tipo junta de topo em V, com ¼ de espessura das chapas, num ângulo do chanfro de 60º, com uma abertura de raiz de 3 mm e também nariz da com 3 mm. Todas as normas de chanfros foram retiradas da norma AWS A 3.0. As amostras cilíndricas de aço SAE 1045 e 1020 tiveram seu passe da raiz (seladas) com o processo de eletrodo revestido, também preenchido o aço SAE 1020 com o eletrodo do tipo OK46, e o aço SAE 1045 com o eletrodo do tipo OK48, a máquina estava na amperagem 90 A, com polarização CC (+). Para as amostras cilíndricas de aço AISI 304, 316, foi realizado um passe na raiz com o processo de gem TIG, sendo preenchidos com a gem MIG, utilizando uma amperagem 70 A, com polarização CC. Nas chapas, porém, foram executadas passe de raiz com o processo de gem TIG, e preenchidas com MIG, utilizando a mesma amperagem e polarização das amostras cilíndricas. E, após a gem e o resfriamento, a temperatura ambiente as amostras de corpo cilíndrico de aço SAE 1045 foram tratadas com o tratamento térmico de têmpera, que consistiu em aquecer o material acima da zona crítica em uma faixa de temperatura de 845 C e foi resfriado rapidamente em água. 3.2 ENSAIOS Imagem 1. Corpo de prova cilíndrico do e sem de AISI 304. Corpos de provas em chapas dos aços SAE 1045,1020 e AISI 304,316. Com as amostras já das e resfriadas à temperatura ambiente, foram realizados ensaios de dureza Rockwell, no Laboratório de Ensaios da FATEC-TATUÍ. Nas amostras selecionadas, foram obtidos os valores abaixo: 48


7 ENSAIO DE DUREZA DAS AMOSTRAS Material Soldado Parte da amostra Dureza Aço Inox 304 Não Corpo da amostra 14,967 HR C Não Cabeça da amostra 21, 53 HRC Aço Inox 304 Sim Corpo da amostra 16,217 HRC Sim Cabeça da amostra 26,9 HRC Aço SAE 1045 Não Corpo da amostra 57,27 HRC Não Cabeça da amostra 59,16 HRC Aço SAE 1045 Sim Corpo da amostra 29,36 HRC Sim Cabeça da amostra 61,83 HRC Aço SAE 1020 Não Corpo da amostra 71,3 HRB Não Cabeça da amostra 70,43 HRB Aço SAE 1020 Sim Corpo da amostra 82,8 HRB Sim Cabeça da amostra 75,96 HRB Aço Inox 316 Não Corpo da amostra 19,1 HRC Não Cabeça da amostra 24,63 HRC Aço Inox 316 Sim Corpo da amostra 21,5 HRC Sim Cabeça da amostra 24,8 HRC Tabela 1. Dados de ensaio de dureza nos corpos de prova cilíndricos ensaiados. Imagem 2. Imagem da máquina de ensaio de dureza e da máquina de tração. As escalas de dureza variaram de acordo com o material ensaiado e com sua faixa de dureza estipulada pelos livros, especificações do fabricante do material e através de cálculos que podem ser realizados. Portanto, assim que realizado o ensaio de dureza, foi realizado o ensaio de tração das amostras das e de outras sem para poder se analisar o desempenho da amostra após a gem. Segui-se o passo-a-passo do manual de operação da máquina de tração da FATEC-TATUÍ. Através desses ensaios, foram gerados gráficos de tensão e de deformação pela máquina. Com isso, pôde-se observar também, pelas tabelas geradas pelo software da máquina, a força máxima que o material recebeu pela máquina, o limite de resistência do material, o limite de escoamento, o alongamento que a peça teve no ensaio e a estricção da sua seção de área. Abaixo, serão mostrados gráficos que contêm informações de comparação mais importantes para o trabalho. 49
8 Aço 316 do Força Máxima 50,22 kn Limite de Resistência 607,15 MPa Limite de Alongamento 363,32 MPa Alongamento 12,85% Estricção 12,49% Tabela 2. Resultados do ensaio tração. Gráfico 1. Gráfico de tensão/deformação do ensaio de tração. Aço 316 sem Força Máxima 51,63 kn Limite de Resistência 696,42 MPa Limite de Alongamento 489,53 MPa Alongamento 47,07% Estricção 19,82% Tabela 3. Resultados do ensaio tração. Gráfico 2. Gráfico de tensão/deformação do ensaio de tração. 50
9 Aço 1020 sem Força Máxima 35,39 kn Limite de Resistência 472,50 MPa Limite de Alongamento 310,21 MPa Alongamento 21,12% Estricção 51,51% Tabela 4. Resultados do ensaio tração. Gráfico 3. Gráfico de tensão/deformação do ensaio de tração. Aço 1020 do Força Máxima 32,43 kn Limite de Resistência 407,72 MPa Limite de Alongamento 318,12 MPa Alongamento 5,88% Estricção 7,09% Tabela 5. Resultados do ensaio tração. Gráfico 4. Gráfico de tensão/deformação do ensaio de tração. 3.3 ANÁLISE DAS AMOSTRAS SOLDADAS ATRAVÉS DA MICROGRAFIA Contudo após os ensaios de dureza e de tração, foram separados os materiais e realizados o seccionamento e lixamento na FATEC-SOROCABA no Laboratório de Micrografia dos Materiais para a análise de micrografia, separando uma amostra de cada tipo de material usado, dentre os corpos de prova que foram dos. O seccionamento realizado foi o longitudinal para poder-se observar tanto o metal base quanto à junta da, a zona termicamente afetada. 51







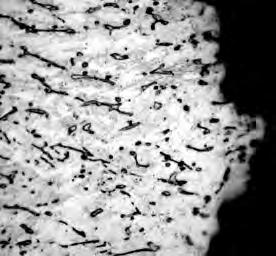
10 Imagem 3. Imagem da amostra de aço AISI 316. Imagem 3.1. ZF Zona Fundida do material. Imagem 3.3. MB Metal Base do material. Imagem 3.2. ZTA Zona Termicamente Afetada do Material. Imagem 4. Imagem da amostra de aço AISI ZF Zona Fundida do material. Imagem 4.2. ZTA Zona Termicamente Afetada do Material. Fonte: Elaboração Própria. Imagem 4.3. MB Metal Base do material. 52





11 Imagem 5. Imagem da amostra de aço Imagem 5.1. MB Metal Base do material. Imagem 5.2. ZF Zona Fundida do material. Fonte: autor. Imagem 5.3. ZTA Zona Termicamente Afetada do Material. As imagens de microestrutura dos materiais foram adquiridas através do microscópio da FATEC-TATUÍ. Utilizando uma ampliação de 100X para todos os materiais. 4. RESULTADOS DE DISCUSSÃO Imagem 6. Microscópio e computador utilizado nos ensaios de micrografia. Com base nos dados dos ensaios de dureza, de tração e de micrografia, foram identificadas as diferenças de dureza na região da, através do aporte térmico fornecido pelo processo de gem de fusão que fornece calor para o corpo de prova. Pôde-se, então, demostrar através do gráfico abaixo o aumento que ocorreu na dureza dos materiais. 53
12 Aço SAE 1045 sem Aço SAE 1045 do Aumento da dureza Aço Inox 306 do Aço Inox 306 sem Aço Inox 304 do Aço Inox 304 sem Dureza Gráfico 5. Gráfico de comparação do aumento da dureza na região da junta da dos corpos de prova. Fonte: Elaboração Própria Essas durezas em HRC foram medidas na região da. No aço SAE 1045, aconteceu um recozimento devido ao tratamento de têmpera realizado, sendo assim diminuindo sua dureza na região da. Pôde-se também perceber que diminuíram suas propriedades medidas pelo ensaio de tração, deixando o material um pouco mais frágil na região da em alguns casos que poderão ser analisados melhor através dos gráficos. Os valores mostrados nos próximos gráficos foram encontrados para os corpos de prova cilíndricos. A unidade do gráfico de Força máxima é em kn, para o Limite de resistência e escoamento são MPa. Os resultados de dureza para chapas foram parecidos com os de barras, assim como os de tração; foram mostrados os mais importantes para o trabalho. 60 Força máxima Força máxima 10 0 Aço 1020 com Aço 1020 sem aço 316 com aço 316 sem Gráfico 5. 54
13 700 Lim. Resistência Lim. Resistencia Aço 1020 com Aço 1020 sem aço 316 com aço 316 sem Gráfico Lim. Escoamento Lim. Escoamento % Aço 1020 com Aço 1020 sem aço 316 com aço 316 sem Gráfico % 40.00% 30.00% 20.00% Alongamento Estricção 10.00% 0.00% Aço 1020 com Aço 1020 sem aço 316 com aço 316 sem Gráfico 8. Comparação entre Estricção e Alongamento. Fonte: Elaboração Própria. 55
14 5. CONCLUSÃO Através da pesquisa bibliográfica realizada, foram constatadas diversas propriedades que são levadas em consideração em um projeto mecânico, contendo peças das. Na manutenção tudo que se é realizado não pode fugir do projeto original que antes havia na máquina, mantendo-se a originalidade da máquina ou peça, mesmo após realizada a gem na manutenção de um componente ou máquina. Assim que realizado o processo de gem, deve-se analisar o material, para avaliar se não houve nenhuma alteração nas suas propriedades mecânicas. Como por exemplo, há o aumento de dureza na região da junta da, devido ao calor fornecido ao metal base; também outro exemplo é a redução do valor da força máxima suportada no material do, bem como a redução da porcentagem de alongamento e estricção do material que foi do. Além de todas essas propriedades alteradas que puderam ser vistas através de ensaios e que são físicas, observa-se também a microestrutura que foi alterada na região da, mostrando sua zona termicamente afetada. No entanto, o que também foi identificado e observado é que o resto do material, além da parte onde se encontra a, recebe calor proveniente do aporte térmico, causando uma alteração menor do que a parte que recebeu calor pelo processo de gem de fusão. Essa alteração ocorre somente nas propriedades físicas, pois a microestrutura manteve a mesma fora da parte da e da zona termicamente afetada. Portanto, com esse trabalho, pôde-se aplicar em prática o que foi aprendido na teoria, através de ensaio para chegar aos resultados obtidos. Dessa forma, foi ampliada a visão de como se aplica a gem nos materiais e o efeito que ela pode causar neles, sempre tendo como foco os serviços que as peças que serão feitas desses materiais irão realizar, para não ocasionar uma alteração no projeto da peça, por eventuais modificações ocasionadas pela gem. 6. REFERÊNCIAS CARUSO, J. Micrografia Preparação e Exame de Amostras. São Paulo, SP: [s.n.], 2002, 13 p. Disponível em: < Acesso em: 17 jun CATÁLOGO COMERCIAL CAMPSOLDAS 20 Mar Produzido por CAMPSOLDAS. Disponível em: < Acesso em: 20 mar CONGRESSO DE INICIAÇÃO CIENTÍFICA DA UNIMEP, 10.,2012, Piracicaba. CARACTERIZAÇÃO DE UMA JUNTA SOLDADA ATRAVÉS DA ANÁLISE METALOGRÁFICA E ENSAIOS MECÂNICOS. Piracicaba UNIMEP, Disponível em: < Acesso em: 2 jan ENGINEERS, A.S. QUALIFICATION STANDARD FOR WELDING AND BRAZING PROCEDURES, WELDERS, BRAZERS, AND WELDING AND BRAZING OPERATORS. 2. Ed. New York, NY: IBP, 2004, 225 pg. Disponível em: < Acesso em: 15 jul MARQUES, P.V. et all. Soldagem: fundamentos e tecnologia. 3. ed. Belo Horizonte: Editora UFMG, 2009, 363 p. ISBN: MODENESI, P. J. Soldabilidade de Algumas Ligas Metálicas. Belo Horizonte, MG: [s.n.], 2011, 26 p. Disponível em: < Acesso em: 2 jan
15 MODENESI, P. J. SOLDABILIDADE DOS AÇOS TRANSFORMÁVEIS. Belo Horizonte, MG: [s.n.], 2012, 77 p. Disponível em: < Acesso em: 2 jan SOCIETY, A. W. Standard Welding Terms and Definitions. 12. ed. Miami, FL: Clearance Center, 2009, 148 pg. Disponível em: < /category/10-pdf-%3Fdownload%3D50+&cd=1&hl=pt-BR&ct=clnk&gl=br>. Acesso em: 25 mar SOUZA, S.A. Ensaios mecânicos de materiais metálicos- Fundamentos teóricos e práticos. São Paulo: Editora Blücher,
Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento.
 1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
1 Análise das regiões de uma junta soldada com e sem adição de calor através do Pré e Pós aquecimento. Nome: Alex Sandro Fausto dos Santos E-mail: alex.fausto@ig.com.br 24/05/2014 - Guarulhos 1-Introdução
0 Introdução à Soldagem. Professor: Luiz Cláudio Furlan
 0 Introdução à Soldagem Professor: Luiz Cláudio Furlan 1 SOLDAGEM FUNDAMENTOS E TECNOLOGIA Terminologia e Simbologia de Soldagem; Princípios de Segurança em Soldagem. Normas e Qualificação em Soldagem.
0 Introdução à Soldagem Professor: Luiz Cláudio Furlan 1 SOLDAGEM FUNDAMENTOS E TECNOLOGIA Terminologia e Simbologia de Soldagem; Princípios de Segurança em Soldagem. Normas e Qualificação em Soldagem.
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
PROCESSOS DE FABRICAÇÃO III SOLDAGEM METALURGIA DA SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 METALURGIA DA SOLDAGEM A JUNTA SOLDADA Consiste: Metal de Solda, Zona Afetada pelo Calor (ZAC), Metal
Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020
 Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020 João Antonio da Silva Neto 1, Alysson Domingos Silvestre 1, David Domingos Soares da Silva 2, Heber Sivini Ferreira
Avaliação da microestrutura de juntas soldadas com gás acetileno em chapas de aço 1020 João Antonio da Silva Neto 1, Alysson Domingos Silvestre 1, David Domingos Soares da Silva 2, Heber Sivini Ferreira
AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW
 Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Título do projeto: SOLDABILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA
 Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
Título do projeto: SOLDAILIDADE DE UM AÇO ACLIMÁVEL DE ALTO SILÍCIO PARA CONSTRUÇÃO METÁLICA COM RESISTENCIA EXTRA A CORROSÃO MARINHA Linha de Pesquisa: Metalurgia da Transformação. Soldagem e Processos
TÍTULO: ESTUDO COMPARATIVO DAS ZONAS TERMICAMENTE AFETADA DO AÇO ABNT 1045 SOLDADO POR ELETRODO REVESTIDO E MAG
 TÍTULO: ESTUDO COMPARATIVO DAS ZONAS TERMICAMENTE AFETADA DO AÇO ABNT 1045 SOLDADO POR ELETRODO REVESTIDO E MAG CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE
TÍTULO: ESTUDO COMPARATIVO DAS ZONAS TERMICAMENTE AFETADA DO AÇO ABNT 1045 SOLDADO POR ELETRODO REVESTIDO E MAG CATEGORIA: CONCLUÍDO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE
EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO
 EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM PROFESSOR: LUIZ GIMENES Jr. ALUNO: ROBERTO BATISTA DOS SANTOS E-mail: inspetor.dutos@yahoo.com.br FEVEREIRO
EPS 10 FACIULDADE SENAI NADIR DIAS DE FIGUEIREDO POS GRADUAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM PROFESSOR: LUIZ GIMENES Jr. ALUNO: ROBERTO BATISTA DOS SANTOS E-mail: inspetor.dutos@yahoo.com.br FEVEREIRO
FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO. Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA
 FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA Disciplina: Metalurgia da Soldagem Professor: LUIZ GIMENES JR. EPS
FACULDADE DE TECNOLOGIA SENAI SP ESCOLA SENAI NADIR DIAS DE FIGUEIREDO Curso de Inspeção e Automação em Soldagem AUGUSTO JOSÉ DA SILVA Disciplina: Metalurgia da Soldagem Professor: LUIZ GIMENES JR. EPS
A Tabela 2 apresenta a composição química do depósito do eletrodo puro fornecida pelo fabricante CONARCO. ELETRODO P S C Si Ni Cr Mo Mn
 3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
3 Materiais e Procedimentos Experimentais 3.1 Materiais Utilizados Com o objetivo de se avaliar o efeito do Mn no comportamento do metal de solda depositado, foram produzidos experimentalmente pela CONARCO
Processo d e soldagem
 Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
SEM Elementos de Máquinas II
 SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
SEM 0326 - Elementos de Máquinas II Aula 9 Uniões soldadas: Definições e processos Profa. Zilda de C. Silveira São Carlos, novembro de 2011 1- Considerações - Processo que envolve a fusão local de superfícies
AVALIAÇÃO E CARACTERIZAÇÃO DE JUNTAS SOLDADAS DE AÇO INOXIDÁVEL AUSTENÍTICO PARA USO NAVAL PELO PROCESSO TIG
 AVALIAÇÃO E CARACTERIZAÇÃO DE JUNTAS SOLDADAS DE AÇO INOXIDÁVEL AUSTENÍTICO PARA USO NAVAL PELO PROCESSO TIG K. F. R. C. OMENA / KATYCVRD@HOTMAIL.COM M. M. POSSO / MILLENAPOSSO@YAHOO.COM.BR T. S. NUNES
AVALIAÇÃO E CARACTERIZAÇÃO DE JUNTAS SOLDADAS DE AÇO INOXIDÁVEL AUSTENÍTICO PARA USO NAVAL PELO PROCESSO TIG K. F. R. C. OMENA / KATYCVRD@HOTMAIL.COM M. M. POSSO / MILLENAPOSSO@YAHOO.COM.BR T. S. NUNES
INSPEÇÃO DE SOLDAGEM. Qualificação de Procedimentos de Soldagem e de Soldadores
 INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
INSPEÇÃO DE SOLDAGEM Qualificação de Procedimentos de Soldagem e de Soldadores e Soldadores Definições Peça de Teste Chapa ou tubo de teste Chapa ou Tubo de Teste Peça soldada para a qualificação de procedimento
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.
, SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO.") ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
ANÁLISE MECÂNICA E MICROESTRUTURAL DE UM AÇO BAIXO CARBONO (ABNT 1015), SUBMETIDO À RECRISTALIZAÇÃO TÉRMICA PÓS-DOBRAMENTO. Renan Rodrigues Araújo Instituto Federal do Pará - IFPA E-mail: eng.prod.renan@hotmail.com
Faculdade SENAI De Tecnologia Em Processos Metalúrgicos. Pós-graduação Inspeção e automação em soldagem. Metalurgia da soldagem
 Faculdade SENAI De Tecnologia Em Processos Metalúrgicos Pós-graduação Inspeção e automação em soldagem Metalurgia da soldagem Elaboração da EPS n 14 Renaldo Augusto Correia Osasco SP 2012 Faculdade SENAI
Faculdade SENAI De Tecnologia Em Processos Metalúrgicos Pós-graduação Inspeção e automação em soldagem Metalurgia da soldagem Elaboração da EPS n 14 Renaldo Augusto Correia Osasco SP 2012 Faculdade SENAI
PROCESSOS DE FABRICAÇÃO III SOLDAGEM NORMAS E QUALIFICAÇÃO EM SOLDAGEM
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM NORMAS E QUALIFICAÇÃO EM SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 INTRODUÇÃO Códigos, leis, normas são regras de controle de atividades humanas A Revolução
PROCESSOS DE FABRICAÇÃO III SOLDAGEM NORMAS E QUALIFICAÇÃO EM SOLDAGEM Professor: Moisés Luiz Lagares Júnior 1 INTRODUÇÃO Códigos, leis, normas são regras de controle de atividades humanas A Revolução
C R E E M SOLDAGEM DOS MATERIAIS. UNESP Campus de Ilha Solteira. Prof. Dr. Vicente A. Ventrella
 C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS Prof. Dr. Vicente A. Ventrella UNESP Campus de Ilha Solteira C R E E M 2 0 0 5 SOLDAGEM DOS MATERIAIS 1. Introdução 2. Terminologia de Soldagem 3. Simbologia de
Faculdade SENAI de Tecnologia Nadir Dias de Figueiredo Pós Graduação Latu Sensu Inspeção e Automação em Soldagem
 Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
Disciplina: Metalurgia da Soldagem, módulo 3 Prof Dr.: Luiz Gimenes Aluno: Gilberto Tadayuki Nakamura Data: 04 / agosto / 2012 1-Objetivo Elaboração de uma EPS conforme dados abaixo: - Soldagem de Topo
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
AVALIAÇÃO MICROESTRUTURAL DA REGIÃO SOLDADA PELO PROCESSO GMAW DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES
 AVALIAÇÃO MICROESTRUTURAL DA REGIÃO SOLDADA PELO PROCESSO GMAW DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES Péricles Bosquetti 1, Vinícius Silva Oliveira 2, Maurício Angeloni 3, Alessandro
AVALIAÇÃO MICROESTRUTURAL DA REGIÃO SOLDADA PELO PROCESSO GMAW DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES Péricles Bosquetti 1, Vinícius Silva Oliveira 2, Maurício Angeloni 3, Alessandro
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016
 FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016") SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
O tipo de Metal de Base (MB) escolhido é um aço ASTM A 36, de espessura 3/8 e
 escolhido é um aço ASTM A 36, de espessura 3/8 e") A INFLUÊNCIA DAS VELOCIDADES DE VENTO NO CORDÃO DE SOLDA NO PROCESSO DE SOLDAGEM ARAME TUBULAR AUTO PROTEGIDO Autores : Cristiano José TURRA¹; Mario Wolfart JUNIOR². Identificação autores: 1 Graduando,
A INFLUÊNCIA DAS VELOCIDADES DE VENTO NO CORDÃO DE SOLDA NO PROCESSO DE SOLDAGEM ARAME TUBULAR AUTO PROTEGIDO Autores : Cristiano José TURRA¹; Mario Wolfart JUNIOR². Identificação autores: 1 Graduando,
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
Características. Fundamentos. Histórico SOLDAGEM COM ARAME TUBULAR
 Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO
 CATÁLOGO GERAL CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO ELETRODOS REVESTIDOS HS 613 E 6013 Eletrodo Especial para USO GERAL, em TODAS AS POSIÇÕES, indicado para AÇOS COMUNS. SERRALHERIAS. Soldas de ÓTIMO
CATÁLOGO GERAL CONSUMÍVEIS DE SOLDAGEM PARA AÇOS CARBONO ELETRODOS REVESTIDOS HS 613 E 6013 Eletrodo Especial para USO GERAL, em TODAS AS POSIÇÕES, indicado para AÇOS COMUNS. SERRALHERIAS. Soldas de ÓTIMO
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
SENAI- Nadir Dias de Figueiredo ELABORAÇÃO DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM -EPS
 SENAI- Nadir Dias de Figueiredo Pós Graduação: Inspeção e Automação em Soldagem FELIPE LEONARDO N 10245316 ELABORAÇÃO DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM -EPS Orientador: Luiz Gimenes Jr. Osasco-SP
SENAI- Nadir Dias de Figueiredo Pós Graduação: Inspeção e Automação em Soldagem FELIPE LEONARDO N 10245316 ELABORAÇÃO DE ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM -EPS Orientador: Luiz Gimenes Jr. Osasco-SP
5 Discussão dos Resultados
 79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
PROVA DE SELEÇÃO 2016 Página: 1 de 7
 Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
Página: 1 de 7 1) Considerando as responsabilidades do Inspetor de Soldagem Nível 1, em relação à qualificação e certificação dos procedimentos de soldagem e às normas técnicas, identifique a única opção
SOLDA POR FRICÇÃO EM AÇO CARBONO
 SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
SOLDA POR FRICÇÃO EM AÇO CARBONO Autores: Adriano GAIO 1, Fernando Prando DACAS 2, Diego Rodolfo Simões de LIMA 3, Mario Wolfart JUNIOR 4. 1 Graduando em Engenharia Mecânica, Instituto Federal Catarinense
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO. Pós- Graduação Especialização em Soldagem. Disciplina- Engenharia de Soldagem. Prof.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO. Pós- Graduação Especialização em Soldagem. Disciplina- Engenharia de Soldagem. Prof. Gimenez Aluno ANDRÉ LUIZ VENTURELLI ESTUDO PARA DEFINIR A ESPECIFICAÇÃO
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO. Pós- Graduação Especialização em Soldagem. Disciplina- Engenharia de Soldagem. Prof. Gimenez Aluno ANDRÉ LUIZ VENTURELLI ESTUDO PARA DEFINIR A ESPECIFICAÇÃO
SOLDAGEM Aula 01. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 9º Período Barreiro, Agosto 2016
 SOLDAGEM Aula 01 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 9º Período Barreiro, Agosto 2016 Índice Introdução Definição Formação de uma junta soldada Principais processos de soldagem
SOLDAGEM Aula 01 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 9º Período Barreiro, Agosto 2016 Índice Introdução Definição Formação de uma junta soldada Principais processos de soldagem
CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA
 CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA Neste capítulo são apresentados os resultados dos ensaios de tração, dobramento e embutimento realizados nos corpos de prova dos dois metais de base,
CAPÍTULO VI CARACTERIZAÇÃO MECÂNICA DA JUNTA SOLDADA Neste capítulo são apresentados os resultados dos ensaios de tração, dobramento e embutimento realizados nos corpos de prova dos dois metais de base,
Caracterização microestrutural do aço ASTM-A soldado por GMAW.
 UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
ESTUDO TEÓRICO EXPERIMENTAL DAS PROPRIEDADES MECÂNICAS EM LIGAS DE AÇO SAE 1020 E SAE 1045
 ESTUDO TEÓRICO EXPERIMENTAL DAS PROPRIEDADES MECÂNICAS EM LIGAS DE AÇO SAE 1020 E SAE 1045 Arthur Vinicius Ribeiro de Freitas Azevedo; Rodrigo Ernesto Andrade Silva; Allan Giuseppe de Araújo Caldas; Alexandre
ESTUDO TEÓRICO EXPERIMENTAL DAS PROPRIEDADES MECÂNICAS EM LIGAS DE AÇO SAE 1020 E SAE 1045 Arthur Vinicius Ribeiro de Freitas Azevedo; Rodrigo Ernesto Andrade Silva; Allan Giuseppe de Araújo Caldas; Alexandre
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS
 Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
ESPECIFICAÇÃO DO PROCEDIMENTO DE SOLDAGEM (EPS) - 34
 - 34") FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS METALÚRGICOS PÓS-GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Eng. Oreste Guerra Neto ESPECIFICAÇÃO DO PROCEDIMENTO DE SOLDAGEM (EPS) - 34 Osasco SP 2012 RESUMO
FACULDADE SENAI DE TECNOLOGIA EM PROCESSOS METALÚRGICOS PÓS-GRADUAÇÃO INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM Eng. Oreste Guerra Neto ESPECIFICAÇÃO DO PROCEDIMENTO DE SOLDAGEM (EPS) - 34 Osasco SP 2012 RESUMO
Aços Alta Liga Resistentes a Corrosão IV
 Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
Ensaio de Dureza. Propriedade utilizada na especificação de materiais
 Ensaio de Dureza Propriedade utilizada na especificação de materiais Base de medida para: Resistência mecânica e ao desgaste Resistência ao corte em usinagem Tratamento térmico e tratamento mecânico Conceitos
Ensaio de Dureza Propriedade utilizada na especificação de materiais Base de medida para: Resistência mecânica e ao desgaste Resistência ao corte em usinagem Tratamento térmico e tratamento mecânico Conceitos
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA
 DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA 1 OZORIO, Marcelo de Jesus Cevey 2 MACHADO, Joubert Alexandro 3 Meer, Marco Van Der Resumo O encruamento
DETERMINAÇÃO DO COEFICIENTE DE ENCRUAMENTO POR MEIO DE ANÁLISE DE IMPRESSÃO EM ENSAIO DE DUREZA 1 OZORIO, Marcelo de Jesus Cevey 2 MACHADO, Joubert Alexandro 3 Meer, Marco Van Der Resumo O encruamento
Tensões Residuais de Soldagem
 "Neste artigo apresentaremos um assunto sobre o qual quase todos temos dúvidas, que são as tensões residuais de soldagem. Por que são geradas, quais as implicações reais de sua presença durante a soldagem
"Neste artigo apresentaremos um assunto sobre o qual quase todos temos dúvidas, que são as tensões residuais de soldagem. Por que são geradas, quais as implicações reais de sua presença durante a soldagem
DETERMINAÇÃO DA TRANSIÇÃO DO COMPORTAMENTO DÚCTIL-FRÁGIL DO AÇO FUNDIDO G17CRMOV5-10
 DETERMINAÇÃO DA TRANSIÇÃO DO COMPORTAMENTO DÚCTIL-FRÁGIL DO AÇO FUNDIDO G17CRMOV5-10 Mauricio Angeloni 1, Mara Regina Mellini Jabur 2, Omar Maluf 3, Péricles Bosquetti 4, Alessandro Fraga Farah 5, José
DETERMINAÇÃO DA TRANSIÇÃO DO COMPORTAMENTO DÚCTIL-FRÁGIL DO AÇO FUNDIDO G17CRMOV5-10 Mauricio Angeloni 1, Mara Regina Mellini Jabur 2, Omar Maluf 3, Péricles Bosquetti 4, Alessandro Fraga Farah 5, José
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM EPS 003
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO CURSO DE PÓS-GRADUAÇÃO ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM EPS 003 PROFESSOR: LUIZ GIMENES ALUNO: SÉRGIO APARECIDO DO SANTOS E-mail: sergio.inspetorn1@hotmail.com
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO CURSO DE PÓS-GRADUAÇÃO ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM EPS 003 PROFESSOR: LUIZ GIMENES ALUNO: SÉRGIO APARECIDO DO SANTOS E-mail: sergio.inspetorn1@hotmail.com
Construção dos Navios. Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO
 Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
Construção dos Navios Seção B LIGAÇÃO DAS PEÇAS DE CONSTRUÇÃO Juntas permanentes Solda Pressão JUNTAS Exemplo: ligação de uma camisa em um cilindro Contração Quando se aquece uma peça antes de forçar a
CAPÍTULO 7 SOLDAGEM TIG
 SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
TÉCNICO EM MECÂNICA FURG CONCURSO PÚBLICO
 1. Analise as afirmações abaixo a respeito das fases de um ensaio metalográfico: I - Escolha a localização de uma região a ser estudada; II - Preparação de uma superfície plana e polida no lugar escolhido;
1. Analise as afirmações abaixo a respeito das fases de um ensaio metalográfico: I - Escolha a localização de uma região a ser estudada; II - Preparação de uma superfície plana e polida no lugar escolhido;
Preparação de Amostras Metalográficas. Curso de Preparação de Amostras Metalográficas. Karin Soldatelli Borsato
 Curso de Preparação de Amostras Metalográficas Preparação de Amostras Metalográficas Fornecer e fundamentar técnicas de preparação metalográfica. Engenheiros, técnicos, estudantes de graduação e pós-graduação
Curso de Preparação de Amostras Metalográficas Preparação de Amostras Metalográficas Fornecer e fundamentar técnicas de preparação metalográfica. Engenheiros, técnicos, estudantes de graduação e pós-graduação
CARACTERIZAÇÃO MICROESTRUTURAL E MECÂNICA DE JUNTA SOLDADA EM AÇO MÉDIO CARBONO E BAIXA LIGA.
 CARACTERIZAÇÃO MICROESTRUTURAL E MECÂNICA DE JUNTA SOLDADA EM AÇO MÉDIO CARBONO E BAIXA LIGA. ASSUNÇAO, FABIANO S. 1 ; LACORTE, JULIENE O. 1 ; DUQUE, ANA PAULA A. B. 1 ; ROSA, JORGE L. 1 ; NASCIMENTO,
CARACTERIZAÇÃO MICROESTRUTURAL E MECÂNICA DE JUNTA SOLDADA EM AÇO MÉDIO CARBONO E BAIXA LIGA. ASSUNÇAO, FABIANO S. 1 ; LACORTE, JULIENE O. 1 ; DUQUE, ANA PAULA A. B. 1 ; ROSA, JORGE L. 1 ; NASCIMENTO,
Processo de Soldagem Eletrodo Revestido
 Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Processos de Fabricação I Processo de Soldagem Eletrodo Revestido Prof.: João Carlos Segatto Simões Características gerais O Processo Manual Taxa de deposição: 1 a 5 kg/h Fator de ocupação do soldador
Elaboração de Especificação de Procedimento de Soldagem EPS N 13.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707
 PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707 TRAÇÃO, DUREZA E IMPACTO DOS METAIS 1 ENSAIO DE TRAÇÃO MONOTÔNICA QUASE-ESTÁTICA
PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707 TRAÇÃO, DUREZA E IMPACTO DOS METAIS 1 ENSAIO DE TRAÇÃO MONOTÔNICA QUASE-ESTÁTICA
AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DE REGIÃO DE SOLDA MAG (GMAW) DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES DE SOLDAGEM
 DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES DE SOLDAGEM") AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DE REGIÃO DE SOLDA MAG (GMAW) DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES DE SOLDAGEM Péricles Bosquetti 1, Vinícius Silva Oliveira 2, Maurício Angeloni
AVALIAÇÃO DAS PROPRIEDADES MECÂNICAS DE REGIÃO DE SOLDA MAG (GMAW) DE UM AÇO PATINÁVEL UTILIZANDO DOIS DIFERENTES TIPOS DE ARAMES DE SOLDAGEM Péricles Bosquetti 1, Vinícius Silva Oliveira 2, Maurício Angeloni
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
Palavras chave: tratamento térmico, óleo de palma, caracterização microestrutural
 ESTUDO COMPARATIVO DA VANTAGEM DE UMA TÊMPERA EM ÓLEO DE PALMA SOBRE A TÊMPERA TRADICIONAL EM AÇO AISI 5160. Tatianne Cristine de Oliveira Nunes 1, Vanessa de Nazaré Barroso Amorim 1, Elielson Alves dos
ESTUDO COMPARATIVO DA VANTAGEM DE UMA TÊMPERA EM ÓLEO DE PALMA SOBRE A TÊMPERA TRADICIONAL EM AÇO AISI 5160. Tatianne Cristine de Oliveira Nunes 1, Vanessa de Nazaré Barroso Amorim 1, Elielson Alves dos
INFLUÊNCIA DO PARÂMETRO CORRENTE DE SOLDAGEM NA RESISTÊNCIA MECÂNICA DE JUNTA SOLDADA EM AÇOS INOXIDÁVEIS AUSTENÍTICOS
 INFLUÊNCIA DO PARÂMETRO CORRENTE DE SOLDAGEM NA RESISTÊNCIA MECÂNICA DE JUNTA SOLDADA EM AÇOS INOXIDÁVEIS AUSTENÍTICOS Francisco Sartori * Sergio Luis Marquezi ** Resumo Este trabalho foi desenvolvido
INFLUÊNCIA DO PARÂMETRO CORRENTE DE SOLDAGEM NA RESISTÊNCIA MECÂNICA DE JUNTA SOLDADA EM AÇOS INOXIDÁVEIS AUSTENÍTICOS Francisco Sartori * Sergio Luis Marquezi ** Resumo Este trabalho foi desenvolvido
Área de Educação e Treinamento
 Área de Educação e Treinamento Prova Concurso Inspetor de Soldagem N1 EAD 2018 Folha de Respostas Candidato: NOTA: DATA: 12/12/2017 Prezado Candidato: A Folha de Respostas é documento único e final para
Área de Educação e Treinamento Prova Concurso Inspetor de Soldagem N1 EAD 2018 Folha de Respostas Candidato: NOTA: DATA: 12/12/2017 Prezado Candidato: A Folha de Respostas é documento único e final para
ESTUDO COMPARATIVO ENTRE AÇO RÁPIDO E AÇO PARA TRABALHO A QUENTE NO PROCESSO DE CONFORMAÇÃO A FRIO
 ESTUDO COMPARATIVO ENTRE AÇO RÁPIDO E AÇO PARA TRABALHO A QUENTE NO PROCESSO DE CONFORMAÇÃO A FRIO L.S. Gomes 1, J. Vatavuk 2, A. Augusto 3, C.H.F Silva 4, C.R Lustosa 5 Rua da Consolação, 930, CEP 01302-907
ESTUDO COMPARATIVO ENTRE AÇO RÁPIDO E AÇO PARA TRABALHO A QUENTE NO PROCESSO DE CONFORMAÇÃO A FRIO L.S. Gomes 1, J. Vatavuk 2, A. Augusto 3, C.H.F Silva 4, C.R Lustosa 5 Rua da Consolação, 930, CEP 01302-907
TÍTULO: ESTUDO DO ENSAIO DA RESISTÊNCIA À TRAÇÃO DA SOLDA MIG CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS
 16 TÍTULO: ESTUDO DO ENSAIO DA RESISTÊNCIA À TRAÇÃO DA SOLDA MIG CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): RAFAEL APARECIDO MOTA,
16 TÍTULO: ESTUDO DO ENSAIO DA RESISTÊNCIA À TRAÇÃO DA SOLDA MIG CATEGORIA: EM ANDAMENTO ÁREA: ENGENHARIAS E ARQUITETURA SUBÁREA: ENGENHARIAS INSTITUIÇÃO: FACULDADE ENIAC AUTOR(ES): RAFAEL APARECIDO MOTA,
11 - FALHA OU RUPTURA NOS METAIS
 11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
SOLDAGEM DOS METAIS CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO
 37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Generalidades. Metal. Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia
 Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono
 Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
UNIVERSIDADE FEDERAL DE JUIZ DE FORA Faculdade de Engenharia Engenharia Mecânica
 UNIVERSIDADE FEDERAL DE JUIZ DE FORA Faculdade de Engenharia Engenharia Mecânica Procedimentos do Laboratório de Metalografia Baseado no Procedimento Metalografia para preparação de amostra Juiz de Fora
UNIVERSIDADE FEDERAL DE JUIZ DE FORA Faculdade de Engenharia Engenharia Mecânica Procedimentos do Laboratório de Metalografia Baseado no Procedimento Metalografia para preparação de amostra Juiz de Fora
Ligações Soldadas FACULDADE DE TECNOLOGIA DE SÃO PAULO - FATEC SP DISCIPLINA: ESTRUTURAS III DEPARTAMENTO: EDIFÍCIOS
 FACULDADE DE TECNOLOGIA DE SÃO PAULO - FATEC SP Ligações Soldadas DISCIPLINA: ESTRUTURAS III DEPARTAMENTO: EDIFÍCIOS PROFESSOR: JOSÉ NAGIB MIZIARA FILHO 2013 Ligações Soldadas Faculdade de Tecnologia de
FACULDADE DE TECNOLOGIA DE SÃO PAULO - FATEC SP Ligações Soldadas DISCIPLINA: ESTRUTURAS III DEPARTAMENTO: EDIFÍCIOS PROFESSOR: JOSÉ NAGIB MIZIARA FILHO 2013 Ligações Soldadas Faculdade de Tecnologia de
Oxy-Cut Processos de Fabrico. Trabalho de pesquisa efetuado por Rodrigo Chora
 Oxy-Cut Processos de Fabrico Trabalho de pesquisa efetuado por Rodrigo Chora Uma breve introdução O oxicorte é uma técnica muito utilizada para o corte de objetos metálicos. Este método consiste no corte
Oxy-Cut Processos de Fabrico Trabalho de pesquisa efetuado por Rodrigo Chora Uma breve introdução O oxicorte é uma técnica muito utilizada para o corte de objetos metálicos. Este método consiste no corte
Rua Dário Freire Meireles, 541 Campo dos Amarais Campinas SP CEP:
 SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
a) Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110") Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união.
 Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
ANÁLISE DE SOLDA COM ELETRODO REVESTIDO EM AÇO SAE Acadêmico de Engenharia Mecânica, IFPI, Teresina-PI,
 Congresso Técnico Científico da Engenharia e da Agronomia CONTECC 2018 Maceió - AL 21 a 24 de agosto de 2018 ANÁLISE DE SOLDA COM ELETRODO REVESTIDO EM AÇO SAE 1020 MATHEUS GABRIEL ALMEIDA 1 ; NATÁLIA
Congresso Técnico Científico da Engenharia e da Agronomia CONTECC 2018 Maceió - AL 21 a 24 de agosto de 2018 ANÁLISE DE SOLDA COM ELETRODO REVESTIDO EM AÇO SAE 1020 MATHEUS GABRIEL ALMEIDA 1 ; NATÁLIA
INFLUÊNCIA DO PROCESSO DE ELETROEROSÃO A FIO NAS PROPRIEDADES DO AÇO AISI D6.
 INFLUÊNCIA DO PROCESSO DE ELETROEROSÃO A FIO NAS PROPRIEDADES DO AÇO AISI D6. Piter Alves Sousa 1 RESUMO Atualmente, a elevada competitividade dentro do setor metal-mecânico exige, além da qualidade do
INFLUÊNCIA DO PROCESSO DE ELETROEROSÃO A FIO NAS PROPRIEDADES DO AÇO AISI D6. Piter Alves Sousa 1 RESUMO Atualmente, a elevada competitividade dentro do setor metal-mecânico exige, além da qualidade do
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL
 3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
3 MATERIAL E PROCEDIMENTO EXPERIMENTAL 3.1. Material O material adotado no presente trabalho foi um aço do tipo SAE 4140 recebido em forma de barra circular com diâmetro e comprimento de 165 mm e 120 mm,
DETALHAMENTO DOS ITENS PARA ELABORAÇÃO DE EPS EPS 20
 FACULDADE DE TECNOLOGIA - SENAI ESCOLA SENAI NADIR DIAS DE FIGUEIREDO OSASCO SÃO PAULO CURSO DE ESPECIALIZAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM VALDEMIR DE OLIVEIRA PRIMO DETALHAMENTO DOS ITENS PARA
FACULDADE DE TECNOLOGIA - SENAI ESCOLA SENAI NADIR DIAS DE FIGUEIREDO OSASCO SÃO PAULO CURSO DE ESPECIALIZAÇÃO EM INSPEÇÃO E AUTOMAÇÃO EM SOLDAGEM VALDEMIR DE OLIVEIRA PRIMO DETALHAMENTO DOS ITENS PARA
SOLDAGEM MIG/MAG. Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC
 SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
Processos de Soldagem Soldagem a Arco com Arame Tubular
 Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
3 - QUE TIPO DE PROBLEMA PODE OCORRER QUANDO SE REALIZA UM PONTO DE SOLDA?
 Annelise Zeemann "Que mal pode fazer um pontinho de solda? Para fixar um parafuso... para restringir o movimento de uma luva... ou mesmo para posicionar uma estrutura que será soldada. A prática do ponteamento
Annelise Zeemann "Que mal pode fazer um pontinho de solda? Para fixar um parafuso... para restringir o movimento de uma luva... ou mesmo para posicionar uma estrutura que será soldada. A prática do ponteamento
Palavras chave: Aço-carbono, Tratamento Térmico, Propriedade Mecânica.
 Caracterização Mecânica e Microestrutural de um Aço AISI 1060 submetido a diferentes Meios de Resfriamentos Angela de Jesus Vasconcelos 1, Daniele Cristina de Brito Lima Soares 1, Adriano Matos Mendes
Caracterização Mecânica e Microestrutural de um Aço AISI 1060 submetido a diferentes Meios de Resfriamentos Angela de Jesus Vasconcelos 1, Daniele Cristina de Brito Lima Soares 1, Adriano Matos Mendes
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
Aços estruturais e materiais de ligação
 Aços estruturais e materiais de ligação Introdução O aço é um material de construção utilizado em diversas estruturas fixas, como as edificações, e em estruturas móveis, como máquinas e equipamentos. Para
Aços estruturais e materiais de ligação Introdução O aço é um material de construção utilizado em diversas estruturas fixas, como as edificações, e em estruturas móveis, como máquinas e equipamentos. Para