RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80
|
|
|
- Derek Fraga Stachinski
- 6 Há anos
- Visualizações:
Transcrição
1 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Maria Fernanda Nunes Slade Orientador: Ivani de Souza ott Coorientador: Adriana Forero Introdução O rasil vive um momento único, marcado pela impressionante escalada do preço do barril de petróleo e pela descoberta de gigantescos campos petrolíferos no litoral brasileiro, que vão do estado do Espírito Santo ao estado de Santa Catarina, na região denominada pré-sal. Informações não confirmadas oficialmente apontam para a existência de aproximadamente 80 bilhões de barris de petróleo nesta região, o que colocará o país entre os três maiores detentores de reservas de petróleo no mundo. (1) Em todo o mundo, com o crescimento da demanda por energia, tornou-se necessária a construção de dutos para transporte de petróleo e gás mais resistentes, capazes de operar sobre condições ambientais críticas e com gases a altas pressões (3), que trabalhassem com a melhor eficiência possível e que ainda permitissem uma redução nos custos de transporte e de construção dos dutos. Para isso foi necessário o desenvolvimento de aços de alta resistência que possibilitassem a maior eficiência desejada e ao mesmo tempo não exigissem que as paredes dos tubos fossem cada vez mais grossas.(2) Neste sentido foram criados os aços ARL. Feitos através de tratamentos térmicos que produzem um grão muito fino de ferrita e apresentam redução do carbono, são aços de altíssima qualidade com maior resistência, soldabilidade melhorada e maior resistência à fratura (4). Possibilitam a redução nos custos de construção, devido a uma redução significativa na espessura da parede dos tubos, havendo um impacto considerável na quantidade de material utilizado, nos custos de transporte e de soldagem. Além disso, estes aços viabilizam a operação de dutos com pressões maiores do que aquelas utilizadas anteriormente, resultando em um maior volume de gás ou petróleo transportado. No início dos anos 70, o aço API grau X-70 foi introduzido pela primeira vez na Alemanha para a construção de dutos de transporte de gás. Seguindo esta experiência bem sucedida e com o desenvolvimento do processo de controlada com resfriamento acelerado, o aço API 5L grau X-80 entrou em uso pela primeira vez em 1985, com a construção de uma seção de 3,2 Km de dutos feitos com este material. Finalmente, em 1992 na Alemanha, houve a primeira construção de duto feita interamente de aço X-80, com uma distância de construção de 250 Km. Apesar de no mundo já existirem estudos avançados com dutos de grau X-100 e até X-120, no rasil, os dutos de maior resistência existentes atualmene são fabricados com aço API 5L X-70 cuja tecnologia já está bem desenvolvida e consolidada. 1
2 Entretanto, para o aço API 5L X-80, produzido por controlada, ainda são necessários estudos a fim de consolidar a utilização desse material. (2) Este estudo vem ajudar neste sentido associando a presença de delaminações, trincas centrais longitudinais que se apresentam quando o material é ensaiado em tração ou pelo teste de impacto Charpy (5), com as energias dos testes de impacto Charpy. Material Para este estudo foi utilizado trechos de tubo de aço API 5L X80. Feito através do processo de controlada, método que permite a obtenção de aços com alta resistência, alta tenacidade a fratura e boa soldabilidade associada aos baixos níveis de elementos de liga, principalmente de carbono. (6) Segundo a norma API 5L (2008), os aços API 5L X80 são aços de Alta Resistência e aixa Liga (ARL). Estes aços possuem um limite de escoamento mínimo de 80 Ksi (550 MPa) e contêm baixo teor de carbono e elementos de liga (5), o que leva a melhor soldabilidade e tenacidade, que é a capacidade de um material de absorver energia durante o processo de deformação que pode levar à ruptura (7). São produzidos por controlada e tem características tais como: boa tensão de escoamento, tenacidade ao impacto, alta resistência, ductilidade e conformabilidade. Com a capacidade de suportar maior carga com espessuras de chapas mais finas quando comparado com aços convencionais. (5) O tubo foi dividido em várias regiões para melhor avaliar o comportamento em cada uma: Figura 1 Divisão do tubo ensaiado 1- Solda da parte reta. 2- Zona de transição do extradorso. 2
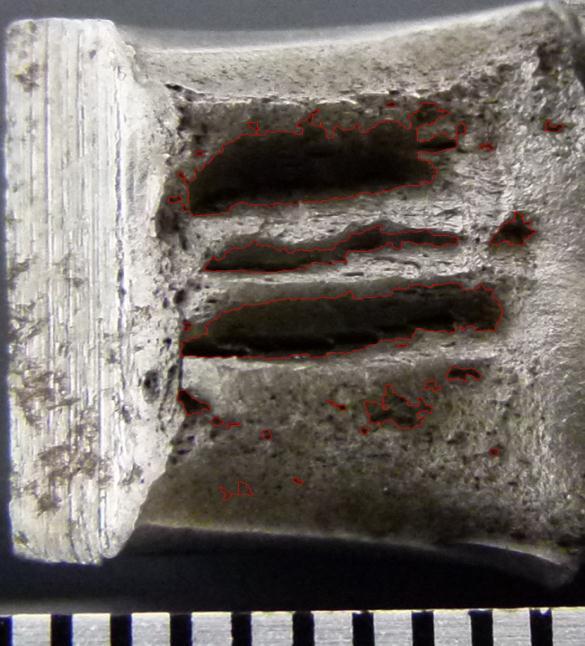
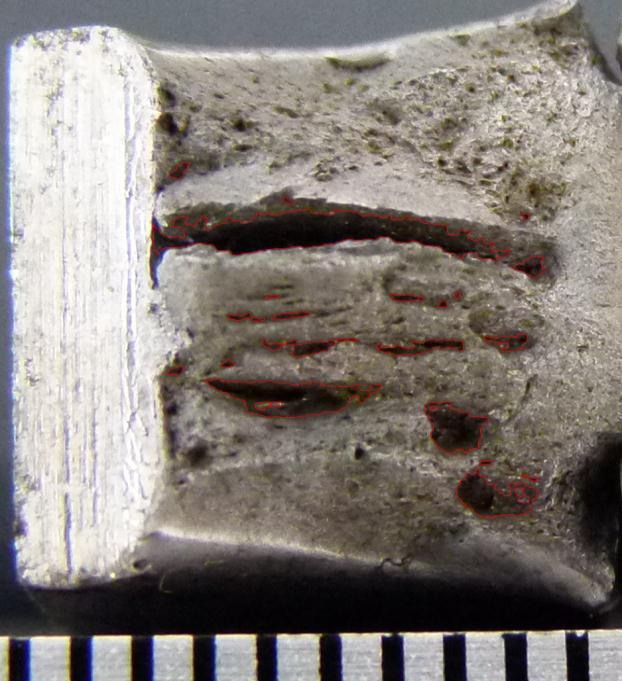
3 3- Extradorso 4- Solda na curva 5- Solda na zona de transição. 6- Linha neutra na zona de transição. 7- Intradorso. 8- Linha neutra na curva. 9- Zona de Transição do intradorso. 10- Parte reta. Ensaio de impacto Charpy O ensaio de impacto Charpy possibilita que se determine a energia total absorvida para fratura de um corpo de prova. Essa energia resulta da soma de duas componentes a energia necessária para iniciar a fratura mais a energia necessária para a propagação dessa fratura. (8) O ensaio de impacto é simples, um corpo de prova padronizado com um entalhe é rompido pela ação de um martelo em forma de pêndulo. (9) Metodologia Para facilitar a identificação as amostras serão nomeadas de acordo com a tabela seguinte: CRH CRT CZET CZIT CZNT Corpo de prova Charpy na ZTA do Trecho Reto Corpo de prova Charpy Transversal do Trecho Reto Corpo de prova Charpy Transversal da Zona de Transição do Extradorso Corpo de prova Charpy Transversal da Zona de Transição do Intradorso Corpo de prova Charpy Transversal da Zona de Transição da Linha Neutra (oposta a solda na curva) É importante ressaltar que foram analisados corpos de prova dessas cinco regiões a 0 C, -20 C, -40 C, -60 C e -80 C. É possível saber qual a temperatura da peça a partir de sua nomeação, ex: peça CRH02 corresponde a peça da região CRH a 0 C. Medições As medições das delaminações das peças foram realizadas após a obtenção de fotografias das mesmas e feitas de duas formas diferentes de forma Linear e por Programa. A forma Linear consistiu na observação da imagem e através de programas de computador foram traçadas linhas sobre a imagem que correspondiam ao comprimento da de. O programa calculava automaticamente a medida da de a partir desta linha. Na forma por Programa a partir da definição de critérios de contraste da imagem o programa captava a área das delaminações e a partir dessa área calculava a distância horizontal de uma extensão da de a outra. 3



4 Os gráficos a seguir apresentam o comportamento de cada medida. Também são apresentadas as imagens das peças com as duas formas de obtenção das medidas e as tabelas com as medidas obtidas pela forma por Programa. Linear A Programa A 4
5 Lado A Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 5


6 Linear A Programa A 6
7 Lado A Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 7

8 Linear A Programa A 8
9 Lado A Total laminações Laminações consideradas laminações laminações laminações 38, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 9



10 Linear A Programa A 10
11 Lado A Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total de laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 11


12 Linear A Programa A 12
13 Lado A Total s Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 13



14 A Linear É importante ressaltar que a medida Linear Lado não está completa. Programa 14
15 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 15



16 Linear A Programa A 16
17 Lado A Laminações Total laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,79E-02 0, Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,76E-02 0, , , , , , , , , , , , , , , , , , ,


18 96, , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. A Linear É importante observar que a medida Linear Lado não está completa. 18

19 Programa Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,25 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,


20 As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. A Linear É importante ressaltar que a medida Linear Lado não está completa. 20

21 Programa Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 21



22 Linear A A Programa 22
23 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
24 45, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 24



25 Linear A Programa A 25
26 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 26



27 Linear A Programa A 27
28 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
29 18, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 29



30 A Linear É importante ressaltar qua a medida Linear Lado não está completa. Programa 30
31 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,15 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 31



32 Linear A É importante ressaltar que a medida Linear Lado não está completa. Programa 32
33 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,40E-02 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 33



34 Linear A Programa A 34
35 Lado A Total Laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,
36 338 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,425 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 36



37 Linear A Programa A 37
38 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,12 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 38



39 Linear A É importante ressaltar que a medida Linear Lado não está completa. Programa 39
40 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 40



41 A Linear É importante ressaltar que a medida Linear Lado não está completa. Programa 41
42 Lado A Laminações consideradas Total laminações , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 42



43 Linear A Programa A 43
44 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 44



45 Linear A Programa A 45
46 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,25 0, , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas laminaçao 16, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , ,


47 As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. Linear A É importante ressaltar que a medida Linear Lado não está completa. 47

48 Programa Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 48



49 A Linear É importante ressaltar que a medida Linear Lado não está completa. Programa 49
50 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 50



51 A Linear É importante ressaltar que a medida Linear Lado não está completa. Programa 51
52 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 52



53 Linear A Programa A 53
54 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , ,17E-02 0, , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 54


55 Linear A Programa A 55
56 Lado A Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , Lado Total laminações Laminações consideradas , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , , As medidas tomadas em vermelho na tabela são aquelas mais próximas às medidas Lineares. É importante observar que as medidas destacadas em laranja foram desconsideradas por se tratar de laminações com forma arredondada. O método de seleção dessas laminações foi feito através da medida da inclinação da. Aquelas que possuíam uma inclinação maior que 0,65 foram descartadas. 56
57 Ao observar os gráficos é possível notar que apesar de algumas diferenças entre as medidas de forma Linear e por Programa, em geral os resultados obtidos são bem semelhantes. Relação entre energia, número de delaminações, temperatura e análise dos resultados A seguir podemos observar gráficos com a relação energia, número de delaminações e temperatuda de cada trecho observado. Podemos perceber pelo gráfico que ao aumentarmos o número de medidas a energia absorvida diminui. Esse fato é bem claro ao observarmos as medidas Lineares. Já na medida do Programa lado A é possível notar um ponto em 46,81 J, que corresponderia à peça com -60⁰C, após o qual ao diminuirmos o número de delaminações a energia absorvida diminui também. Na medida do Programa lado existem dois destes pontos, o primeiro em 176,18 J e segundo em 118,8 J, que correspondem a peça com 0⁰C e -40⁰C respectivamente. Podemos dizer então que com o decréscimo da temperatura, a tendência por delaminações aumentou (7). Mas a temperaturas muito baixas essa tendência não é encontrada, nestas temperaturas aparecem clivagens e as delaminações não ocorrem (10). Nas peças CRH a temperatura na qual a tendência não foi observada corresponde a -80⁰C para as medidas Lineares e do Programa no lado A, e em dois pontos na medida do Programa no lado a 20⁰C e a partir de -60⁰C. Também podemos comprovar que quanto maiores as temperaturas, maior é a energia. (10) Outro fato interessante que podemos notar é que todas as medidas possuem o número de delaminações muito próximo no ponto a -80⁰C. 57
58 Podemos notar neste gráfico que à medida que o número de delaminações vai aumentando a energia absorvia diminui, porém como no gráfico anterior, existe um ponto em 74,69 J, que corresponde à peça com -40⁰C, após o qual o número de delaminações caiu e a energia absorvida também. Este ponto está em -20⁰C, 120,25 J, para a medida Linear lado, porém em -80⁰C, que corresponde a 27,83 J existe um aumento no número de delaminações. Já a medida do Programa lado apresenta um comportamento no qual quanto mais delaminações menor a energia absorvida. Como no gráfico anterior, fica provado que com o decréscimo da temperatura, a tendência por delaminações aumentou (7). Mas a temperaturas muito baixas essa tendência não é encontrada, nestas temperaturas aparecem clivagens e as delaminações não ocorrem (10). Nas peças CRT a temperatura na qual a tendência não foi observada corresponde aos pontos a partir de -60⁰C para a medida do Programa e para a medida Linear no lado A e -40⁰C para a medida Linear lado A. Também podemos comprovar que quanto maiores as temperaturas, maior é a energia. (10) 58
59 Esta peça apresenta um comportamento semelhante ao anterior. À medida que o número de delaminações vai aumentando a energia absorvida vai diminuindo até chegar a um ponto após o qual as delaminações vão diminuindo e a energia absorvida também. Porém este fato ocorre em pontos diferentes para os diferentes tipos de medida. 61,14 J para a medida do Programa lado A, e 77,46 J para a medida Linear lado A, e 142,02 para a medida Linear lado, pontos que correspondem a peça com -60⁰C, -40⁰C e - 20⁰C respectivamente. Já para a medida do programa lado este fato não ocorre. A energia absorvida sempre diminui com o aumento do número de delaminações. Como nos gráficos anteriores, fica provado que com o decréscimo da temperatura, a tendência por delaminações aumentou (7). Mas a temperaturas muito baixas essa tendência não é encontrada, nestas temperaturas aparecem clivagens e as delaminações não ocorrem (10). Nas peças CZET a temperatura na qual a tendência não foi observada corresponde a -80⁰C para a medida do Programa e a partir de -60⁰C para a medida Linear ambas no lado A e -40⁰C para a medida Linear lado. Também podemos comprovar que quanto maiores as temperaturas, maior é a energia. (10) 59
60 Este gráfico possui comportamento semelhante aos anteriores, à medida que o número de delaminações vai aumentando a energia absorvida vai diminuindo até chegar a um ponto após o qual as delaminações vão diminuindo e a energia absorvida também. Para o lado A este ponto está localizado em 133,32 J, que corresponde à peça com - 20⁰C. Para a medida do Programa lado este ponto está em 48,08 J, que corresponde à peça com -60⁰C. E para a medida Linear lado esse ponto está em 16,12 J, que corresponde a peça com 0⁰C. Como nos gráficos anteriores, fica provado que com o decréscimo da temperatura, a tendência por delaminações aumentou (7). Mas a temperaturas muito baixas essa tendência não é encontrada, nestas temperaturas aparecem clivagens e as delaminações não ocorrem (10). Nas peças CZIT a temperatura na qual a tendência não foi observada corresponde a -40⁰C para o lado A, -20⁰C para a medida Linear lado e - 80⁰C para a medida do Programa lado. Também podemos comprovar que quanto maiores as temperaturas, maior é a energia. (10) Porém, diferente das peças anteriores, após este ponto a peça volta a ter o comportamento inicial. O número de delaminações aumenta e a energia absorvida diminui. Para a medida Linear lado A este ponto foi em 15,13 J, que corresponde a peça com -80⁰C. Para a medida do Programa lado A e Linear lado este ponto foi em 48,08 J, que corresponde a peça com -60⁰C. 60
61 Este gráfico apresenta comportamento semelhante aos anteriores. À medida que o número de delaminações aumenta a energia absorvida diminue até chegar a um ponto em após o qual o número de delaminações diminue e a energia absorvida também. Este ponto está para o lado A em 91,49 J, que corresponderia a peça com -40⁰C. Já para o lado este ponto seria em 90,07 J, que corresponderia a peça com -60⁰C. Como nos gráficos anteriores, fica provado que com o decréscimo da temperatura, a tendência por delaminações aumentou (7). Mas a temperaturas muito baixas essa tendência não é encontrada, nestas temperaturas aparecem clivagens e as delaminações não ocorrem (10). Nas peças CZNT a temperatura na qual a tendência não foi observada corresponde a -60⁰C para o lado A e -80⁰C para o lado. Também podemos comprovar que quanto maiores as temperaturas, maior é a energia. (10) Morfologia As peças foram divididas de acordo com a forma das delaminações e depois de acordo com o tamanho destas (método utilizado em 10) e seguem o seguinte padrão: Forma de da Valor máximo de de () Peça De profunda 0,8 CRT01, CRT43, CZET42, CZIT21, CZNT42 0,7 CRH41, CRT21, CZET21, CZIT43, CZNT62 0,6 CRH21, CZET01, CZNT02, CZNT21 0,5 CZIT02 0,4 CRH02 De 0,9 CRH81 61



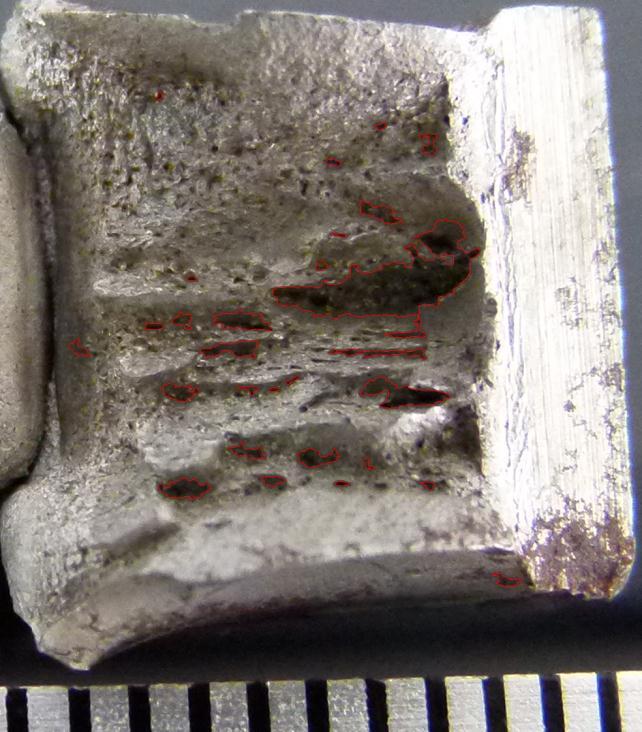
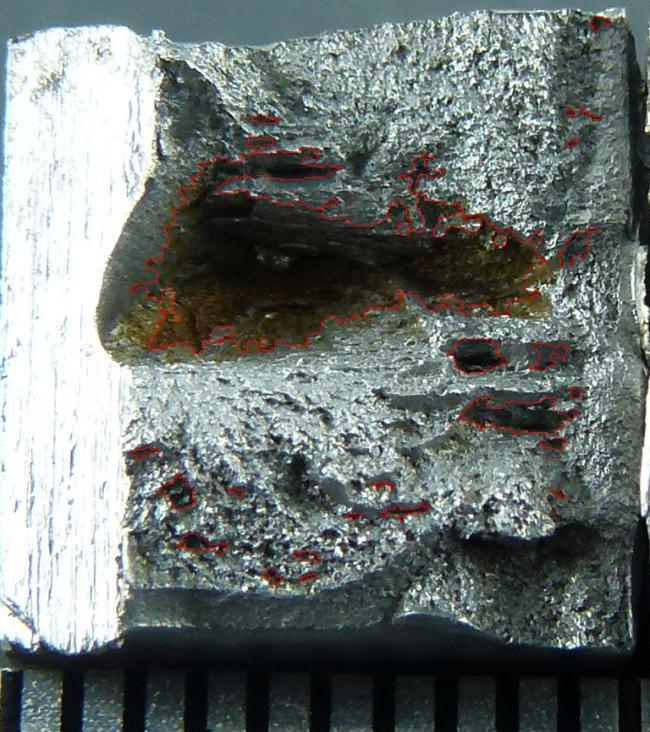
62 apresentada como buracos De apresentada como buracos e delaminações em sua maioria no centro da peça 0,8 CZET61 0,9 CRT83, CZIT83, CZNT82 0,8 CZET82 0,7 CRT63 0,6 CRH61, CZIT63 Um bom exemplo de delaminações profundas pode ser observado na imagem abaixo da peça CRH21: Para delaminações apresentadas como buracos, um bom exemplo é a peça CRH81 apresentada abaixo: E para delaminações apresentadas como buracos e delaminações em sua maioria no centro da peça, podemos exemplificar com a peça CRT83 abaixo: 62
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUTILIDADE ATRAVÉS DA ESPESSURA DO AÇO API 5L X80 Aluno: José Carlos Benatti Neto Orientadora: Ivani de S. Bott Co Orientadora: Adriana F. Ballesteros Introdução Aços
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Isis de Oliveira Fernandes Orientador: Ivani de Souza Bott Introdução O Brasil vive um momento privilegiado na
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS A ESPESSURA DE AÇO API 5L X80 Aluno: Isis de Oliveira Fernandes Orientador: Ivani de Souza Bott Introdução O Brasil vive um momento privilegiado na
4 Resultados e Discussão
 4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados e Discussão Neste capítulo são apresentados e analisados os resultados obtidos do processo de curvamento e dos ensaios mecânicos e metalográficos realizados. 4.1. Análise Dimensional Como
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
Introdução Conteúdo que vai ser abordado:
 Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
Introdução Conteúdo que vai ser abordado: Considerações sobre seleção de materiais; Propriedades dos materiais (metais, polímeros e cerâmicas); Seleção de materiais segundo: Resistência mecânica Resistência
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS DA ESPESSURA DE AÇO API 5L X80
 RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS DA ESPESSURA DE AÇO API 5L X80 Aluno: Sohad Lerech Orientador: Ivani de Souza Bott Co-Orientador: Adriana Forero Introdução Alguns países de America
RELAÇÃO ENTRE A ENERGIA CHARPY E A DUCTILIDADE ATRAVÉS DA ESPESSURA DE AÇO API 5L X80 Aluno: Sohad Lerech Orientador: Ivani de Souza Bott Co-Orientador: Adriana Forero Introdução Alguns países de America
Introdução ao estudo das Estruturas Metálicas
 Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Introdução ao estudo das Estruturas Metálicas Processos de produção Propriedades físicas e mecânicas do aço estrutural FTC-116 Estruturas Metálicas Eng. Wagner Queiroz Silva UFAM Composição do aço O elemento
Ensaios de materiais I - Ensaio de fadiga / Ensaio de impacto
 Página 1 de 5 MENU PRINCIPAL CONTEUDO TÉCNICO DOWNLOAD CONTATO ENTRETENIMENTO LOGIN search.... Home PAINEL Ciência dos Materiais Ensaios de materiais I - Ensaio de fadiga / Ensaio de impacto Ensaios de
Página 1 de 5 MENU PRINCIPAL CONTEUDO TÉCNICO DOWNLOAD CONTATO ENTRETENIMENTO LOGIN search.... Home PAINEL Ciência dos Materiais Ensaios de materiais I - Ensaio de fadiga / Ensaio de impacto Ensaios de
Gilmar Zacca Batista. Curvamento por Indução de Tubo da Classe API 5L X80. Dissertação de Mestrado
 Gilmar Zacca Batista Curvamento por Indução de Tubo da Classe API 5L X80 Dissertação de Mestrado Dissertação apresentada como requisito parcial para obtenção do título de Mestre em Engenharia Metalúrgica
Gilmar Zacca Batista Curvamento por Indução de Tubo da Classe API 5L X80 Dissertação de Mestrado Dissertação apresentada como requisito parcial para obtenção do título de Mestre em Engenharia Metalúrgica
Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior
 Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior frequência no inverno. As hipóteses levantadas na época
Durante a segunda guerra, verificou-se que navios apresentavam fraturas catastróficas, tanto em alto mar quanto no cais. E isto ocorria com maior frequência no inverno. As hipóteses levantadas na época
9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa
 95 9 Resultados 9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa As análises realizadas pela UFMG para cada tipo de consumível resultaram nas seguintes quantidades de hidrogênio
95 9 Resultados 9.1 Medição do hidrogênio difusível pela técnica de cromatografia gasosa As análises realizadas pela UFMG para cada tipo de consumível resultaram nas seguintes quantidades de hidrogênio
3- Materiais e Métodos
 3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
3- Materiais e Métodos 3.1. Caracterização do Material 3.1.1. Material Os materiais utilizados neste trabalho foram retirados de dois tubos de aço produzido pela Confab que atende a especificação API 5L
Diagrama Tensão Deformação 0,0000 0,0005 0,0010 0,0015 0,0020 0,0025
 . Os dados de um teste tensão-deformação de uma cerâmica são fornecidos na tabela. A curva é linear entre a origem e o primeiro ponto. Construir o diagrama e determinar o módulo de elasticidade e o módulo
. Os dados de um teste tensão-deformação de uma cerâmica são fornecidos na tabela. A curva é linear entre a origem e o primeiro ponto. Construir o diagrama e determinar o módulo de elasticidade e o módulo
11 Resultados (Parte 08)
") Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
Resultados (Parte 8) Os efeitos do revenimento sobre as propriedades mecânicas do tubo curvado e correlações microestruturais serão considerados nesta seção... Efeito sobre a tenacidade Os valores de energia
5 Discussão Desempenho da soldagem
 5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
5 Discussão 5.1. Desempenho da soldagem Na etapa experimental foram realizados testes para treinamento dos soldadores antes de executar a junta soldada com a finalidade de se adequar melhor ao material
ENSAIO DE IMPACTO UNIVERSIDADE ESTADUAL PAULISTA CAMPUS DE GUARATINGUETÁ DEPARTAMENTO DE MATERIAIS E TECNOLOGIA
 ENSAIO DE IMPACTO Ana Carolina Rosifini Alves Claro carolina.rosifini@hotmail.com Faculdade de Engenharia de Guaratinguetá, Departamento de Materiais e Tecnologia Turma 341 Resumo: O ensaio de impacto,
ENSAIO DE IMPACTO Ana Carolina Rosifini Alves Claro carolina.rosifini@hotmail.com Faculdade de Engenharia de Guaratinguetá, Departamento de Materiais e Tecnologia Turma 341 Resumo: O ensaio de impacto,
2 Revisão Bibliográfica
 2 Revisão Bibliográfica 2.1. Metodologias Utilizadas na Fabricação de Aços para Dutos Os aços estruturais, e conseqüentemente as propriedades dos tubos, são controlados pela microestrutura, que por sua
2 Revisão Bibliográfica 2.1. Metodologias Utilizadas na Fabricação de Aços para Dutos Os aços estruturais, e conseqüentemente as propriedades dos tubos, são controlados pela microestrutura, que por sua
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 10 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Cálculo de tensões em juntas soldadas Terminologia Juntas soldadas: região da peça onde duas ou mais partes são unidas pela operação
10 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Cálculo de tensões em juntas soldadas Terminologia Juntas soldadas: região da peça onde duas ou mais partes são unidas pela operação
8 Resultados (Parte 05)
") 8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
8 Resultados (Parte 05) A parte 05 compara as curvas obtidas nos dois curvamentos a quente realizados a 2500 e 500 Hz, enfatizando as mudanças dimensionais, microestruturais e as correlações entre propriedades
Estruturas Metálicas PROPRIEDADES DOS AÇOS
 Estruturas Metálicas PROPRIEDADES DOS AÇOS 1. Diagrama Tensão- Deformação Uma propriedade mecânica importante para os materiais em geral é a chamada tensão ( ), definida por: F A o Onde F é a carga aplicada
Estruturas Metálicas PROPRIEDADES DOS AÇOS 1. Diagrama Tensão- Deformação Uma propriedade mecânica importante para os materiais em geral é a chamada tensão ( ), definida por: F A o Onde F é a carga aplicada
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
5.1.Caracterização microestrutural e de microdureza dos aços estudados
 5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
5- Discussão 5.1.Caracterização microestrutural e de microdureza dos aços estudados Os aços estudados pertencem a dois sistemas onde a principal diferença esta no conteúdo de carbono e de molibdênio, no
PROPRIEDADES MECÂNICAS III Propriedades de tração
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS III Propriedades de tração Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Regime plástico Propriedades
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS III Propriedades de tração Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Regime plástico Propriedades
UNIDADE 9 Propriedades Mecânicas I
 UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
UNIDADE 9 Propriedades Mecânicas I 1. Fios de aço carbono com área de seção transversal nominal de 62,9 mm 2 são utilizados para a fabricação de peças pré-moldadas de concreto protendido. Nessas peças,
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO
 ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS DEFINIÇÕES As formas mais comuns de metais ferrosos são o aço, o ferro fundido e o ferro forjado, sendo o aço
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS DEFINIÇÕES As formas mais comuns de metais ferrosos são o aço, o ferro fundido e o ferro forjado, sendo o aço
4 Resultados. 4.1.Perfil do cordão de solda
 4 Resultados 4.1.Perfil do cordão de solda A figura 27 mostra quatro macrografias das amostras retiradas dos quatro quadrantes do perímetro como mostrado na tabela 8. Elas apresentam as distintas regiões
4 Resultados 4.1.Perfil do cordão de solda A figura 27 mostra quatro macrografias das amostras retiradas dos quatro quadrantes do perímetro como mostrado na tabela 8. Elas apresentam as distintas regiões
ENGENHARIA DE FORTIFICAÇÃO E CONSTRUÇÃO CADERNO DE QUESTÕES 2015/2016
 CONCURSO DE ADMISSÃO AO CURSO DE FORMAÇÃO ENGENHARIA DE FORTIFICAÇÃO E CONSTRUÇÃO CADERNO DE QUESTÕES 2015/2016 1 a QUESTÃO Valor: 1,0 Viga Seção transversal T A figura acima mostra uma viga de seção transversal
CONCURSO DE ADMISSÃO AO CURSO DE FORMAÇÃO ENGENHARIA DE FORTIFICAÇÃO E CONSTRUÇÃO CADERNO DE QUESTÕES 2015/2016 1 a QUESTÃO Valor: 1,0 Viga Seção transversal T A figura acima mostra uma viga de seção transversal
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA
 PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
PMR-3101 INTRODUÇÃO A MANUFATURA MECÂNICA Aula 5: Propriedades mecânicas: FRATURA E FADIGA Prof. Delson Torikai Sala: MS-12 E. mail: delsontorikai@usp.br PROJETO DE UM PRODUTO ETAPAS DE UM PROJETO: O desenvolvimento
01/31/2012 MÉTODOS ALTERNATIVOS PARA DETERMINAÇÃO DA TENACIDADE À FRATURA. Fator de concentração de tensões INTRODUÇÃO. Tenacidade à fratura
 MÉTODOS ALTERNATIVOS PARA DETERMINAÇÃO DA TENACIDADE À FRATURA Tenacidade à fratura Capacidade de um material resistir à propagação de uma trinca Claudio Antonio Guzansky Rocha Danilo Almirón Pereira Fernando
MÉTODOS ALTERNATIVOS PARA DETERMINAÇÃO DA TENACIDADE À FRATURA Tenacidade à fratura Capacidade de um material resistir à propagação de uma trinca Claudio Antonio Guzansky Rocha Danilo Almirón Pereira Fernando
Trincas a Frio. Fissuração pelo Hidrogênio. Mecanismo de Formação. Trincas a Frio. Mecanismo de Formação Trincas a Frio
 Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
Fissuração pelo Hidrogênio Trincas a Frio Trincas a Frio Mecanismo de Formação Ocorre devido a ação simultânea de 4 fatores: H2 dissolvido no metal fundido. Tensões associadas à soldagem. Microestrutura
4 Resultados Experimentais
 77 4 Resultados Experimentais As amostras soldadas de acordo com os parâmetros da tabela 3-2 do capítulo 3 foram submetidas aos ensaios mecânicos de tração e rigidez, análises térmicas (calorimetria diferencial
77 4 Resultados Experimentais As amostras soldadas de acordo com os parâmetros da tabela 3-2 do capítulo 3 foram submetidas aos ensaios mecânicos de tração e rigidez, análises térmicas (calorimetria diferencial
AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW
 Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
Título do projeto: AVALIAÇÃO DA SOLDABILIDADE DO AÇO SINCRON-WHS-800T QUANDO SOLDADO PELO PROCESSO FCAW Linha de Pesquisa: Metalurgia da Transformação. Soldagem Justificativa/Motivação para realização
5 Resultados (Parte 02)
") 5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
5 Resultados (Parte 02) A parte 02 enfatiza os aspectos referentes à temperabilidade dos aços observados no API X80 deste estudo, pois a temperabilidade é uma característica importante para os aços destinados
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS Informações adicionais: (Bolsista extensão do Edital 072 PROEX; Coorientador
Capítulo 3: Propriedades mecânicas dos materiais
 Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
Capítulo 3: Propriedades mecânicas dos materiais O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE
 INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
INFLUÊNCIA DE ASPECTOS MICROESTRUTURAIS NA RESISTÊNCIA À FRATURA DE AÇO ESTRUTURAL COM APLICAÇÕES OFFSHORE Bernardo Soares Engelke 1 Marcos Venicius Soares Pereira 2 1 Aluno de Graduação do curso de Engenharia
GRSS. SOLDAGEM POR EXPLOSÃO Explosion WELDING
 SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM POR EXPLOSÃO Fundamentos do processo É um processo de soldagem no estado sólido, que produz uma solda pelo impacto em alta velocidade das peças como resultado de uma detonação (explosão) controlada.
SOLDAGEM DOS METAIS CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM
 70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
70 CAPÍTULO 10 DEFEITOS EM OPERAÇÕES DE SOLDAGEM 71 DESCONTINUIDADES MAIS FREQÜENTES NAS OPERAÇÕES DE SOLDAGEM Podemos definir descontinuidade como sendo uma interrupção das estruturas típicas de uma junta
AULA 01: ASPECTOS GERAIS DAS ESTRUTURAS DE AÇO
 UNIVERSIDADE FEDERAL DOS VALES DO JEQUITINHONHA E MUCURI INSTITUTO DE CIÊNCIA, ENGENHARIA E TECNOLOGIA ENGENHARIA CIVIL ECV 113 ESTRUTURAS DE CONCRETO, METÁLICAS E DE MADEIRA AULA 01: ASPECTOS GERAIS DAS
UNIVERSIDADE FEDERAL DOS VALES DO JEQUITINHONHA E MUCURI INSTITUTO DE CIÊNCIA, ENGENHARIA E TECNOLOGIA ENGENHARIA CIVIL ECV 113 ESTRUTURAS DE CONCRETO, METÁLICAS E DE MADEIRA AULA 01: ASPECTOS GERAIS DAS
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE
 ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
ANÁLISE DO COMPORTAMENTO METAL-MECÂNICO APÓS CONFORMAÇÃO A QUENTE Autores : Lucas FERREIRA, Mario WOLFART Jr., Gianpaulo Alves MEDEIROS. Diego Rodolfo Simões de LIMA. Informações adicionais: (Bolsista
Propriedades Mecânicas Fundamentais. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
Propriedades Mecânicas Fundamentais Prof. Paulo Marcondes, PhD. DEMEC / UFPR Aspectos gerais da conformação Deformação Plástica: Aspectos fenomenológicos Curva x Limite de escoamento; Limite de resistência;
5 Ensaio de tração: análise dos resultados
 A U A UL LA Ensaio de tração: análise dos resultados Introdução A máquina de ensaio está pronta para começar seu trabalho: o corpo de prova fixado, a velocidade de aplicação da força ajustada, a escala
A U A UL LA Ensaio de tração: análise dos resultados Introdução A máquina de ensaio está pronta para começar seu trabalho: o corpo de prova fixado, a velocidade de aplicação da força ajustada, a escala
Propriedades Mecânicas dos Materiais
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC DEPARTAMENTO DE ENGENHARIA MECÂNICA - DEM PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS -PGCEM Propriedades Mecânicas dos Materiais Mestrando: Roger
UNIVERSIDADE DO ESTADO DE SANTA CATARINA UDESC DEPARTAMENTO DE ENGENHARIA MECÂNICA - DEM PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE MATERIAIS -PGCEM Propriedades Mecânicas dos Materiais Mestrando: Roger
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
 EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
a) Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110") Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
Avaliar reparos de materiais compósitos em dutos e componentes com perda de espessura externa.
 1 Introdução O Brasil conta atualmente com aproximadamente 27,500 km de dutos para o transporte de gás, óleo e seus produtos [1]. Nos Estados Unidos a extensão da malha dutoviária é de mais de 2,2 milhões
1 Introdução O Brasil conta atualmente com aproximadamente 27,500 km de dutos para o transporte de gás, óleo e seus produtos [1]. Nos Estados Unidos a extensão da malha dutoviária é de mais de 2,2 milhões
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas. Aços para concreto armado
 Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
Universidade Estadual de Campinas Faculdade de Engenharia Civil Departamento de Estruturas Aços para concreto armado Notas de aula da disciplina AU414 - Estruturas IV Concreto armado Prof. Msc. Luiz Carlos
Dependendo da habilidade do material em deformar plasticamente antes da fratura, dois tipos de fratura pode ocorrer: Dúctil Frágil.
 Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
Fratura Separação do material devido a tensão aplicada, numa temperatura abaixo do ponto de fusão. Passos da fratura: Formação da trinca Propagação da trinca Dependendo da habilidade do material em deformar
Propriedades dos Aços e sua Classificação
 O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido Propriedades dos Aços e sua Classificação Objetivo Conhecer as características mecânicas, principalmente em termos de tensões e deformações Propriedades
O uso do Aço na Arquitetura 1 Aluízio Fontana Margarido Propriedades dos Aços e sua Classificação Objetivo Conhecer as características mecânicas, principalmente em termos de tensões e deformações Propriedades
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
TM229 - Introdução aos Materiais
 TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
TM229 - Introdução aos Materiais Propriedades mecânicas 2009.1 Ana Sofia C. M. D Oliveira Propriedades mecânicas Resistência - Tração - Escoamento - Compressão - Flexão - Cisalhamento - Fluência - Tensão
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS
 Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Brasil 2017 SOLUÇÕES INTEGRADAS EM ENSAIOS NÃO DESTRUTIVOS FORNO DE REAQUECIMENTO DE PLACAS FORNO DE REAQUECIMENTO DE PLACAS 2 FORNO DE REAQUECIMENTO DE PLACAS As tecnologias de inspeção da IB-NDT aplicadas
Propriedades Mecânicas e Geométricas dos Perfis Estruturais. Curso de Projeto e Cálculo de Estruturas metálicas
 Propriedades Mecânicas e Geométricas dos Perfis Estruturais DEFINIÇÃO DE AÇO: AÇO = LIGA METÁLICA COMPOSTA POR Fe + C (Ferro + Carbono) ENSAIO DE TRAÇÃO: σ = F A Tensão σ (F/A) DIAGRAMA TENSÃO X DEFORMAÇÃO:
Propriedades Mecânicas e Geométricas dos Perfis Estruturais DEFINIÇÃO DE AÇO: AÇO = LIGA METÁLICA COMPOSTA POR Fe + C (Ferro + Carbono) ENSAIO DE TRAÇÃO: σ = F A Tensão σ (F/A) DIAGRAMA TENSÃO X DEFORMAÇÃO:
9. Análise de Tensões de Tubulações Curvadas
 9.1) Introdução O curvamento de tubos por Indução vem se desenvolvendo desde 1960 pela Dai-Ichi Higt Frequency do Japão. No Brasil, este processo é utilizado unicamente pela Protubo. Ele consiste basicamente
9.1) Introdução O curvamento de tubos por Indução vem se desenvolvendo desde 1960 pela Dai-Ichi Higt Frequency do Japão. No Brasil, este processo é utilizado unicamente pela Protubo. Ele consiste basicamente
12, foram calculados a partir das equações mostradas seguir, com base nas análises químicas apresentadas na Tabela 8.
 5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
5 Discussão O estudo da fragilização ao revenido com base nos fenômenos de segregação tem como ponto de partida os resultados obtidos de experiências com pares de elementos liga e/ou impurezas, correspondendo
Caracterização microestrutural do aço ASTM-A soldado por GMAW.
 UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
UNIVERSIDADE DE SÃO PAULO USP ESCOLA DE ENGENHARIA DE LORENA Caracterização microestrutural do aço ASTM-A516-10-60 soldado por GMAW. Alunos: Alexandre Dutra Golanda Guilherme Souza Leite Paulo Ricardo
Propriedades mecânicas dos materiais
 Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
3 Material e Procedimento Experimental
 44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
44 3 Material e Procedimento Experimental 3.1 Material O material adotado neste trabalho foi um aço estrutural de alta resistência mecânica e baixa liga, classificado pela IACS (International Association
10 Resultados (Parte 07)
") 10 Resultados (Parte 07) Devido ao fato do tubo deste estudo ser UOE com solda longitudinal é necessário observar os efeitos do curvamento com freqüência de 500 Hz e potência de 205 kw na junta soldada
10 Resultados (Parte 07) Devido ao fato do tubo deste estudo ser UOE com solda longitudinal é necessário observar os efeitos do curvamento com freqüência de 500 Hz e potência de 205 kw na junta soldada
3 MATERIAIS E MÉTODOS
 40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
40 3 MATERIAIS E MÉTODOS 3.1 MATERIAL O material utilizado para realização dos ensaios necessários para suportar este trabalho foi o aço baixa liga 2.1/4Cr 1Mo temperado e revenido, conforme especificação
6 ENSAIO DE IMPACTO E TRANSIÇÃO DÚCTIL-FRÁGIL. Ensaios Mecânicos Prof. Carlos Baptista EEL
 6 ENSAIO DE IMPACTO E TRANSIÇÃO DÚCTIL-FRÁGIL Considerações Iniciais: O Titanic Considerações Iniciais: Nenhum outro naufrágio deixou uma marca tão forte na consciência pública como o do RMS Titanic em
6 ENSAIO DE IMPACTO E TRANSIÇÃO DÚCTIL-FRÁGIL Considerações Iniciais: O Titanic Considerações Iniciais: Nenhum outro naufrágio deixou uma marca tão forte na consciência pública como o do RMS Titanic em
Ciência dos Materiais II. Materiais Cerâmicos. Prof. Vera Lúcia Arantes
 Ciência dos Materiais II Materiais Cerâmicos Prof. Vera Lúcia Arantes Propriedades de produtos cerâmicos Propriedades mecânicas Propriedades térmicas Propriedades termo-mecânicas 2 Materiais Cerâmicos
Ciência dos Materiais II Materiais Cerâmicos Prof. Vera Lúcia Arantes Propriedades de produtos cerâmicos Propriedades mecânicas Propriedades térmicas Propriedades termo-mecânicas 2 Materiais Cerâmicos
05 MATERIAIS DE CONSTRUÇÃO MECÂNICA. Engenharia Mecânica Prof. LuisFernando
 05 MATERIAIS DE CONSTRUÇÃO MECÂNICA Engenharia Mecânica Prof. LuisFernando FRATURA TIPO TAÇA-CONE Prof. Dr. Rodrigo Magnabosco 3 4 Liberty ships Liberty ships Liberty ships Liberty ships Liberty ships
05 MATERIAIS DE CONSTRUÇÃO MECÂNICA Engenharia Mecânica Prof. LuisFernando FRATURA TIPO TAÇA-CONE Prof. Dr. Rodrigo Magnabosco 3 4 Liberty ships Liberty ships Liberty ships Liberty ships Liberty ships
5 Resultados Experimentais
 5 Resultados Experimentais 5.1. Introdução Neste capítulo são apresentados os resultados medidos dos dois testes experimentais em escala real realizados para a comparação dos resultados teóricos. 5.2.
5 Resultados Experimentais 5.1. Introdução Neste capítulo são apresentados os resultados medidos dos dois testes experimentais em escala real realizados para a comparação dos resultados teóricos. 5.2.
5 Discussão dos Resultados
 79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
79 5 Discussão dos Resultados É possível comparar visualmente o ponto de solda nas macrografias mostradas da Figura 21 a Figura 26. Na comparação entre as diferentes velocidades de rotação da ferramenta,
PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS
 CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
Aços estruturais e materiais de ligação
 Aços estruturais e materiais de ligação Introdução O aço é um material de construção utilizado em diversas estruturas fixas, como as edificações, e em estruturas móveis, como máquinas e equipamentos. Para
Aços estruturais e materiais de ligação Introdução O aço é um material de construção utilizado em diversas estruturas fixas, como as edificações, e em estruturas móveis, como máquinas e equipamentos. Para
Ensaios Mecânicos de Materiais. Dobramento. Prof. MSc. Luiz Eduardo Miranda J. Rodrigues
 Ensaios Mecânicos de Materiais Aula 4 Ensaio de Dobramento Tópicos Abordados Nesta Aula Ensaio de Dobramento. Definição do Ensaio O ensaio de dobramento fornece somente uma indicação qualitativa da ductilidade
Ensaios Mecânicos de Materiais Aula 4 Ensaio de Dobramento Tópicos Abordados Nesta Aula Ensaio de Dobramento. Definição do Ensaio O ensaio de dobramento fornece somente uma indicação qualitativa da ductilidade
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono
 Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Metalurgia da Soldagem Particularidades Inerentes aos Aços Carbono A partir do estudo deste texto você conhecerá as particularidades inerentes a diferentes tipos de aços: aços de médio carbono (para temperaturas
Transição Dúctil-Frágil
 Transição Dúctil-Frágil O Problema : fratura dos navios da série Liberty ancorados nos portos ou navegando: De 4.694 navios > 1.289 apresentaram fratura no casco (233 perda total, 19 partiram ao meio)
Transição Dúctil-Frágil O Problema : fratura dos navios da série Liberty ancorados nos portos ou navegando: De 4.694 navios > 1.289 apresentaram fratura no casco (233 perda total, 19 partiram ao meio)
Elaboração de Especificação de Procedimento de Soldagem EPS N 13.
 FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
FACULDADE DE TECNOLOGIA SENAI NADIR DIAS DE FIGUEIREDO Elaboração de Especificação de Procedimento de Soldagem EPS N 13. Aluno: Flavio Martins Pereira Da Silva Curso: Pós-Graduação em Inspeção e Automação
Generalidades. Metal. Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia
 Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
Materiais Metálicos Generalidades Metal Elemento químico, sólido, com estrutura cristalina e com as seguintes propriedades de interesse para a Engenharia Alta dureza Grande resistência mecânica Elevada
LABORATÓRIOS METALÚRGICOS E MECÂNICOS SGS
 LABORATÓRIOS METALÚRGICOS E MECÂNICOS SGS O QUE É PRECISO SABER? UMA DISCUSSÃO CONCEITUAL SOBRE A IMPORTÂNCIA DA QUALIDADE DOS MATERIAIS METÁLICOS ATUALMENTE EM USO NA MODERNA INDÚSTRIA BRASILEIRA ABRIL/2018
LABORATÓRIOS METALÚRGICOS E MECÂNICOS SGS O QUE É PRECISO SABER? UMA DISCUSSÃO CONCEITUAL SOBRE A IMPORTÂNCIA DA QUALIDADE DOS MATERIAIS METÁLICOS ATUALMENTE EM USO NA MODERNA INDÚSTRIA BRASILEIRA ABRIL/2018
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1
 Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
Processo Eletrodos Revestidos 2 Tipos de eletrodos A especificação AWS A5.1 Tipos de revestimento Celulósico O revestimento celulósico apresenta as seguintes características: - elevada produção de gases
GMEC7301-Materiais de Construção Mecânica Introdução. Módulo II Ensaios Mecânicos
 GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
GMEC7301-Materiais de Construção Mecânica Introdução Módulo II Ensaios Mecânicos OBJETIVOS DOS ENSAIOS MECÂNICOS Os ensaios são realizados com o objetivo de se obter informações específicas em relação
COMPORTAMENTO E PROPRIEDADES DOS MATERIAIS
 Capítulo 4 COMPORTAMENTO E PROPRIEDADES DOS MATERIAIS PROPRIEDADES FÍSICAS DENSIDADE APARENTE E DENSIDADE REAL A DENSIDADE APARENTE é a relação entre a massa do material e o volume total (incluindo o volume
Capítulo 4 COMPORTAMENTO E PROPRIEDADES DOS MATERIAIS PROPRIEDADES FÍSICAS DENSIDADE APARENTE E DENSIDADE REAL A DENSIDADE APARENTE é a relação entre a massa do material e o volume total (incluindo o volume
SMM SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Ref.: Materials Selection for Materials Design Michael F. Ashby
 SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Ref.: Materials Selection for Materials Design Michael F. Ashby Prof. Dr. José Benedito Marcomini (ASM METALS HANDBOOK, VOL.20) 2 3 (ASM METALS HANDBOOK,
SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Ref.: Materials Selection for Materials Design Michael F. Ashby Prof. Dr. José Benedito Marcomini (ASM METALS HANDBOOK, VOL.20) 2 3 (ASM METALS HANDBOOK,
Barras e fios de aço para armaduras de concreto
 Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ COORDENAÇÃO DE CONSTRUÇÃO CIVIL CURSO DE ENGENHARIA CIVIL DADOS PARA DIMENSIONAMENTO
 UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ COORDENAÇÃO DE CONSTRUÇÃO CIVIL CURSO DE ENGENHARIA CIVIL DADOS PARA DIMENSIONAMENTO CAMPO MOURÃO 2014 Sumário 1. INTRODUÇÃO... 3 2. TRAÇÃO... 3 2.1. Corpos de
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ COORDENAÇÃO DE CONSTRUÇÃO CIVIL CURSO DE ENGENHARIA CIVIL DADOS PARA DIMENSIONAMENTO CAMPO MOURÃO 2014 Sumário 1. INTRODUÇÃO... 3 2. TRAÇÃO... 3 2.1. Corpos de
Aços Planos Gerdau Chapas Grossas
 Aços Planos Gerdau Produção de 1 Tesoura Divisora Características Técnicas Largura Mínima Largura Máxima Espessura Mínima Espessura Máxima 1. mm 3.6 mm 6 mm 15 mm 4 Laminador Equipamento de última geração,
Aços Planos Gerdau Produção de 1 Tesoura Divisora Características Técnicas Largura Mínima Largura Máxima Espessura Mínima Espessura Máxima 1. mm 3.6 mm 6 mm 15 mm 4 Laminador Equipamento de última geração,
Ensaios dos. Materiais. Ensaios Mecânicos. dos Materiais - Tração. Universidade de São Paulo. Escola de Engenharia de Lorena
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais Ensaios dos Ensaios Mecânicos Materiais dos Materiais - Tração Introdução à Ciência dos Materiais Prof.
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais Ensaios dos Ensaios Mecânicos Materiais dos Materiais - Tração Introdução à Ciência dos Materiais Prof.
Ensaios e propriedades Mecânicas em Materiais
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Ensaios e propriedades Mecânicas em Materiais Ensaios Mecânicos Os ensaios mecânicos consistem num conjunto de procedimentos
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Ensaios e propriedades Mecânicas em Materiais Ensaios Mecânicos Os ensaios mecânicos consistem num conjunto de procedimentos
ENSAIO DE TRAÇÃO EM-641
 ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
ENSAIO DE TRAÇÃO DEFINIÇÃO: Aplicação de uma carga uniaxial de tração em um CP geralmente cilíndrico e maciço; Mede-se a variação comprimento como função da aplicação da carga ; Fornece dados quantitativos
MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica
 MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica Propriedades mecânicas dos metais Muitos materiais, quando em serviço, são submetidos a forças ou cargas. O comportamento
MÓDULO 2: Propriedades mecânicas dos metais. Deformação elástica, Deformação plástica Propriedades mecânicas dos metais Muitos materiais, quando em serviço, são submetidos a forças ou cargas. O comportamento
PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707
 PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707 TRAÇÃO, DUREZA E IMPACTO DOS METAIS 1 ENSAIO DE TRAÇÃO MONOTÔNICA QUASE-ESTÁTICA
PROGRAMA INTERUNIDADES EM CIÊNCIAS & ENGENHARIA DE MATERIAIS USP-SÃO CARLOS TÉCNICAS EXPERIMENTAIS EM MATERIAIS I SMM 5707 TRAÇÃO, DUREZA E IMPACTO DOS METAIS 1 ENSAIO DE TRAÇÃO MONOTÔNICA QUASE-ESTÁTICA
Resposta Questão 1. Resposta Questão 2
 GABARITO DA PROVA DO PROCESSO DE SELEÇÃO PARA O PROGRAMA DE PÓS- GRADUAÇÃO 1 SEMESTRE DE 018 FÍSICA E QUÍMICA DE MATERIAIS UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL-REI Resposta Questão 1 a) Considerando o
GABARITO DA PROVA DO PROCESSO DE SELEÇÃO PARA O PROGRAMA DE PÓS- GRADUAÇÃO 1 SEMESTRE DE 018 FÍSICA E QUÍMICA DE MATERIAIS UNIVERSIDADE FEDERAL DE SÃO JOÃO DEL-REI Resposta Questão 1 a) Considerando o
DEBORAH VENTURA YASUDA AVALIAÇÃO DA TENCIADADE EM UM AÇO MICROLIGADO, GRAU API, PARA APLICAÇÃO EM LINHAS DUTOVIÁRIAS DE PETRÓLEO E GÁS.
 DEBORAH VENTURA YASUDA AVALIAÇÃO DA TENCIADADE EM UM AÇO MICROLIGADO, GRAU API, PARA APLICAÇÃO EM LINHAS DUTOVIÁRIAS DE PETRÓLEO E GÁS. Guaratinguetá 2012 DEBORAH VENTURA YASUDA AVALIAÇÃO DA TENCIADADE
DEBORAH VENTURA YASUDA AVALIAÇÃO DA TENCIADADE EM UM AÇO MICROLIGADO, GRAU API, PARA APLICAÇÃO EM LINHAS DUTOVIÁRIAS DE PETRÓLEO E GÁS. Guaratinguetá 2012 DEBORAH VENTURA YASUDA AVALIAÇÃO DA TENCIADADE
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
1 AÇOS ESTRUTURAIS 1.1 INTRODUÇÃO E HISTÓRICO 1.2 CARACTERÍSTICAS PRINCIPAIS DAS ESTRUTURAS DE AÇO 1.3 CARACTERÍSTICAS DO AÇO ESTRUTURAL
 1 AÇOS ESTRUTURAIS 1.1 INTRODUÇÃO E HISTÓRICO As primeiras obras de aço surgiram praticamente ao mesmo tempo em que se iniciou a produção industrial desse material, por volta de 1780 existe registro da
1 AÇOS ESTRUTURAIS 1.1 INTRODUÇÃO E HISTÓRICO As primeiras obras de aço surgiram praticamente ao mesmo tempo em que se iniciou a produção industrial desse material, por volta de 1780 existe registro da
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas