RETÍFICA JOÃO ALBERTO MUNIZ
|
|
|
- Flávio Elias Leveck Conceição
- 8 Há anos
- Visualizações:
Transcrição
1 RETÍFICA JOÃO ALBERTO MUNIZ

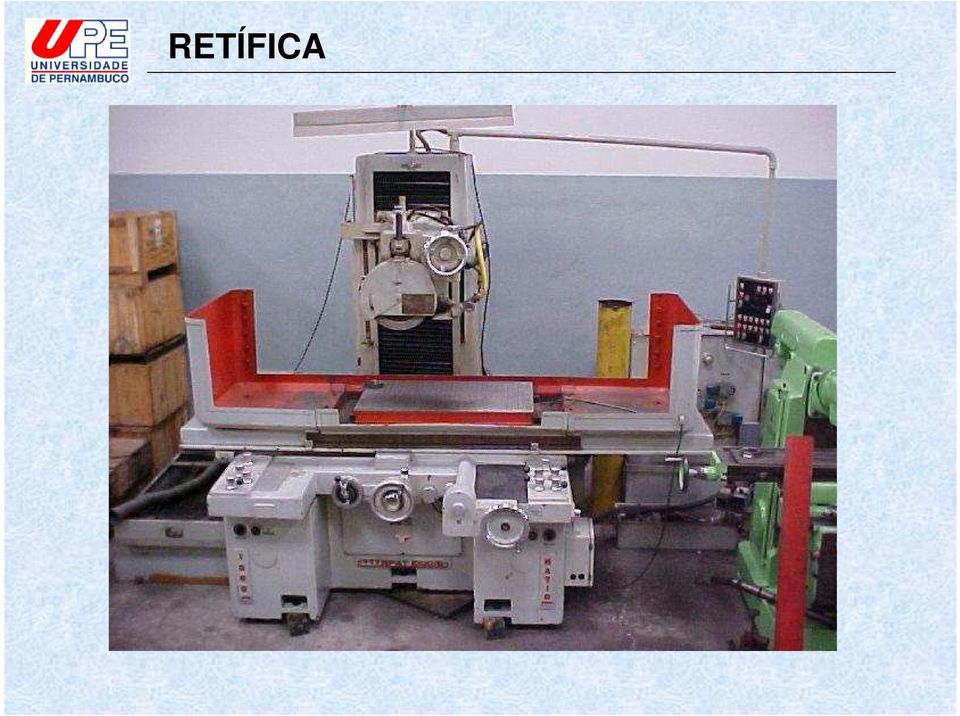
2 Introdução A retífica é uma máquina utilizada para dar acabamento fino e exatidão dimensinal às peças. Geralmente, este tipo de usinagem é posterior ao torneamento e ao fresamento, para um melhor acabamento da superfície O sobremetal deixado para o processo de retificação é da ordem de 0,2 a 0,5 mm, porque a retificadora e uma máquina de custo elevado e seu emprego encarece o produto

3 Retificação A retificação é um processo de usinagem por abrasão. Retificar significa corrigir irregularidades de forma e superfície das peças.

4 Retificação A retificação tem por objetivo: a) Reduzir rugosidades ou saliências e rebaixos de superfícies usinadas com máquinas- ferramenta, como furadeira, torno, plaina, fresadora; b) Dar à superfície da peça a exatidão de medidas que permita obter peças semelhantes que possam ser substituídas umas pelas outras; c) Retificar peças que tenham sido deformadas ligeiramente durante um processo de tratamento térmico; d) remover camadas finas de material endurecido por têmpera, cementação ou nitretação.
 remover camadas finas de material endurecido por têmpera,")
5 Classificação Basicamente são três os tipos de retificadora: 1. Plana; 2. Cilíndrica universal e 3. Cilíndrica sem centros ( center less). Quanto ao movimento, em geral as retificadoras podem ser manuais, semiautomáticas e automáticas.

6 Retificadora plana Esse tipo de máquina retifica todos os tipos de superfícies planas: Paralelas; Perpendiculares e Inclinadas. O movimento transversal junto com o movimento longitudinal permite uma varredura da superfície a ser usinada. O valor do deslocamento transversal depende da largura do rebolo. Na prática, usa- se 1/3 da largura do rebolo para a retificação de desbaste e 1/10 da largura do rebolo para retificação de acabamento.

7

8

9 Retificadora plana Na retificadora plana tangencial de eixo horizontal, utiliza-se um rebolo cilíndrico

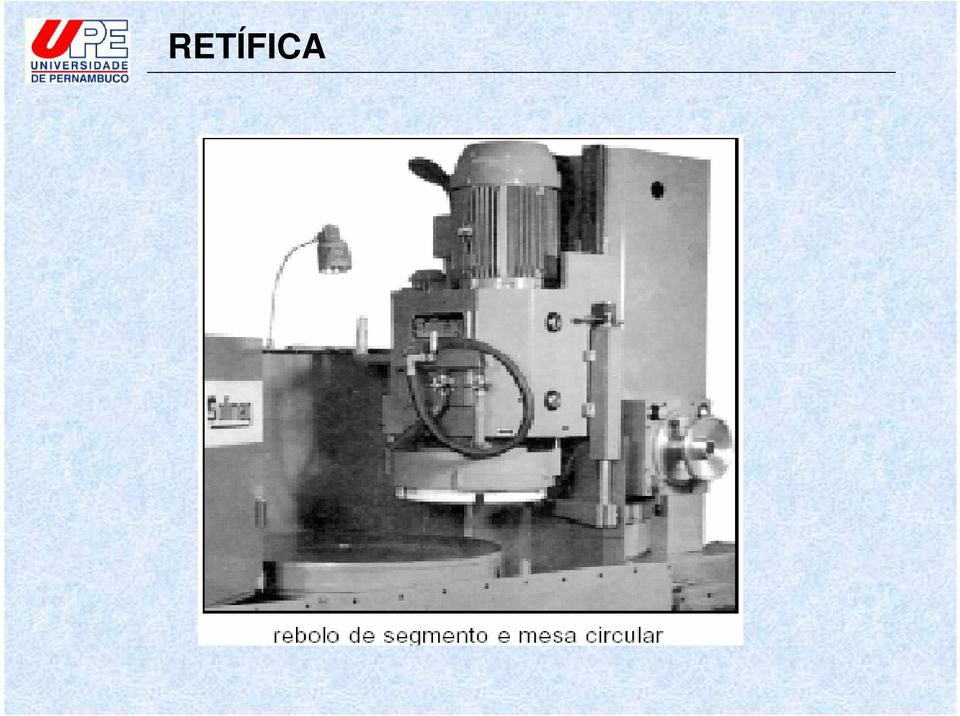
10 Retificadora plana Na retificadora vertical, utiliza-se um rebolo tipo copo ou anel, cuja superfície de corte tem, em sua parte plana, a forma de coroa circular

11
12

13
14 Retificadora sem centros (center less) Esse tipo de retificadora é muito usado na produção em série. A peça é conduzida pelo rebolo e pelo disco de arraste o disco de arraste possui uma inclinação de 3 a 5 graus, que é responsável pelo avanço da peça No caso da centerless, ela é automática, pois se trata de uma máquina utilizada para a produção em série.

15

16

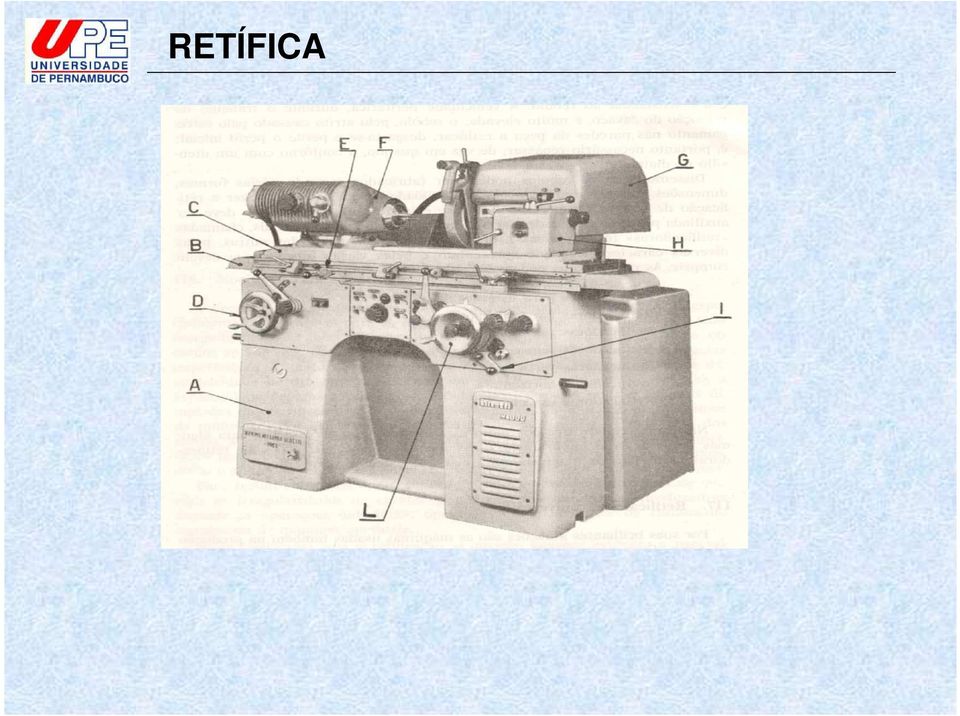
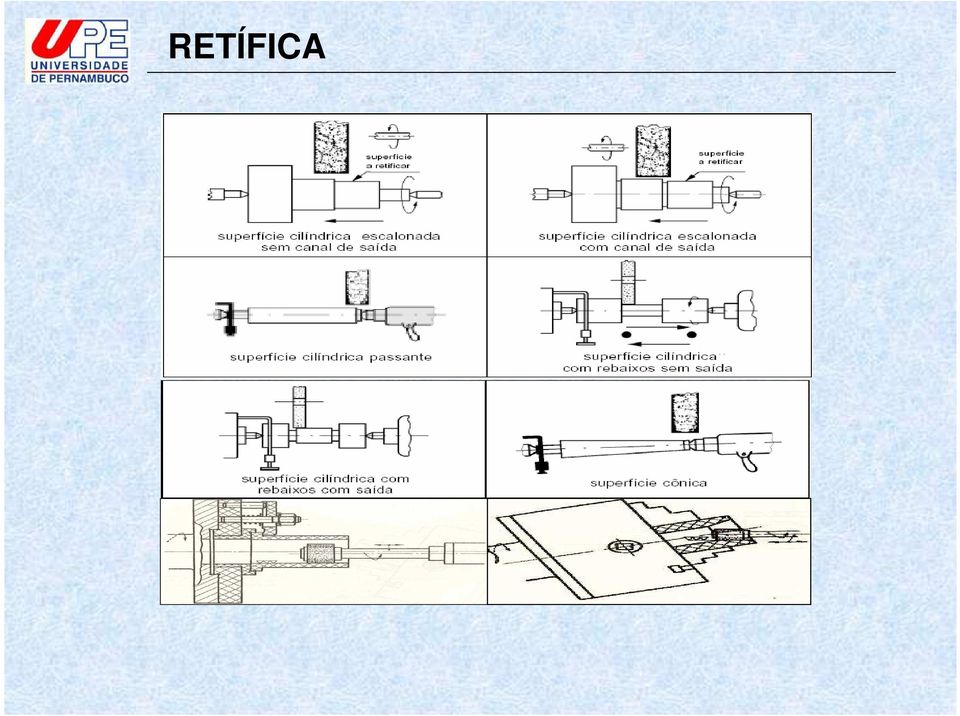
17 Retificadora cilíndrica universal Por suas ótimas qualidades são as máquinas usadas também na produção em série. Com as retificadoras universais podese executar as seguintes operações: a) Retificação externa de superfícies cilíndricas. b) Retificação externa de superfícies cônicas. c) Retificação interna de superfícies cilíndricas. d) Retificação interna de superfícies cônicas
 Retificação externa de superfícies cônicas.")
18 Retificadora cilíndrica universal Essa retíficadora consegue alto grau de acabamento superfícial de peças cilíndricas, com grande exatidão de medidas.

19
20
21
22
23
24 CNC As retificadoras CNC foram desenvolvidas para atender as pequenas, médias e grandes produções. Desenvolvida para atender às mais diversas exigências na retificação de peças de alta precisão.
25 CNC Retificadora Cilíndrica Externa CNC Para Produção Grandes Lotes. Retificadora Cilíndrica Externa CNC Para Produção de Pequenos e Médios Lotes.
26 CNC Retificadora cilíndrica a CNC - Série GL-600. CARACTERÍSTICAS TÉCNICAS Comprimento máximo retificável 600 mm Dimensões do rebolo Ø 406 x 127 x 63 Velocidade periférica do rebolo 45 m/s
27 CNC Exemplos de Aplicação
28 CNC Retificadora Cilíndrica de Internos e Faces Para Produção. Retificadora Cilíndrica Universal CNC.
29 CNC Retificadora Cilíndrica de Internos e Faces Para Produção. IF S IF 500 S IF 750 S
30
31 CNC Exemplos de Aplicação
32 CNC UNIDADE DE COMANDO CNC FANUC 21i Software Intertronika desenvolvido especificamente para atender as necessidades da retificação de internos e faces.
33 CNC linha de retificadoras planas tangencial e de perfil produzidas pela empresa EFavretto. -Retificadora plana tangencial de coluna vertical simples. -Retificadora plana tangencial de dupla coluna e mandril para retificação universal. -Retificadora plana tangencial de coluna vertical simples com mesa rotativa.
34
35
36
37 Rebolo A ferramenta de corte utilizada na retificadora é o rebolo, cuja superfície é abrasiva, ou seja, apresenta-se constituída de grãos de óxido de alumínio ou de carbeto de silício, entre outros Por isso, a usinagem com rebolo é designada como um processo de usinagem por abrasão
38
39 Rebolo O rebolo apresenta cinco elementos a serem considerados. Abrasivo material que compõe os grãos do rebolo. Granulação tamanho dos grãos abrasivos. Aglomerante material que une os grãos abrasivos. Grau de dureza resistência do aglomerante. Estrutura porosidade do disco abrasivo
40
41 Rebolo As ligas mais empregadas são Vitrificadas (V): feitas à base de mistura de feldspato e argila, são as mais utilizadas, pois não sofrem ataque ou reação química pela água, óleo ou ácidos. São usadas nas máquinas retificadoras com velocidade periférica de no máximo 35 m/s. Resinóides (R): são feitos com base em resinas sintéticas (fenólicas) e permitem a construção de rebolos para serviços pesados com cortes frios e em alta velocidade, que nunca deve superar 80 m/s. Borracha (R): utilizada em aglomerante de ferramentas abrasivas para corte de metais e em rebolos transportadores das retificadoras sem centro (centerless). Goma-laca (E) e Oxicloretos (O): atualmente em desuso e só aplicada em trabalhos que exijam cortes extremamente frios em peças desgastadas.
42 Rebolo Quanto à velocidade da mesa, existem as seguintes relações:
43 Rebolo Quanto à dureza do rebolo: Quanto à estrutura
44
45 Tipos de abrasivos Atualmente, são utilizados para confecção de rebolos grãos abrasivos obtidos artificialmente, já que os de origem natural deixaram de ser aplicados pelo seu alto custo. Os principais são: Óxido de alumínio (Al 2 O 3 ) Óxido de alumínio comum Óxido de alumínio branco (AA) Carbeto de silício (SIC) Carbeto de boro (B 4 C)
46 Tipos de abrasivos Óxido de alumínio (Al2O3)- Obtido a partir do mineral denominado bauxita por um processo de redução, apresenta- se em duas qualidades segundo o critério de pureza conseguida na sua elaboração: Óxido de alumínio comum (A)- De cor acinzentada, com pureza química em torno de 96-97%, e tendo como principal característica a sua alta tenacidade Óxido de alumínio branco (AA) - Com 99% de pureza, distingue- se pela sua cor, geralmente branca, e com propriedades semelhantes ao óxido de alumínio comum, porém devido a sua pureza e forma de obtenção (cristalizado) tornase mais quebradiço
47 Tipos de abrasivos Carbeto de silício (SIC) - Obtido indiretamente por meio da reação química de sílica pura com carvão coque em fornos elétricos. Este tipo de abrasivo apresenta maior dureza que os óxidos de alumínio, sendo consequentemente mais quebradiço. Carbeto de boro (B 4 C) - Com características superiores aos anteriores, é pouco empregado na fabricação de rebolo Diamante - Material mais duro encontrado na natureza, é utilizado em estado natural ou sintético na elaboração de rebolos para lapidação.
48 Tipos de abrasivos Simbologia do grão abrasivo: A - Óxido de alumínio comum AA - Óxido de alumínio branco C - Carboneto de silício preto GC - Carboneto de silício verde DA - Mistura de 50% de óxido de alumínio comum com 50% de óxido de alumínio branco D - Diamantado (C)
49
50 Tipos de abrasivos Exemplo: - Tamanho de grão 80 Significa que foi obtido através de uma peneira cujo lado tem 1/80 de polegada (aproximadamente 0,32 mm).
51 Rugosidade Rugosidades são irregularidades micrométricas que se formam na superfície da peça, durante o processo de usinagem. Na retificação, elas podem ser causadas por folgas nos eixos, irregularidades no movimento da mesa, desbalanceamento do rebolo e granulação do abrasivo, entre outras causas
52 Prevenção de acidentes Para prevenir ferimentos, o operador deve observar os seguintes procedimentos: Ao iniciar a rotação, ficar de lado e não em frente do rebolo; usar óculos de proteção; Em caso de usinagem a seco, ajustar um coletor de aspiração de pó junto ao protetor e usar máscara contra pó, para evitar inalação de poeira, prejudicial ao aparelho respiratório; Não empilhar rebolos, pois eles podem empenar ou quebrar. Além disso, o armazenamento deve ser em local apropriado.
53
54 O PROCESSO DE RETÍFICA E SUA IMPLICAÇÃO NO RESULTADO DO TRATAMENTO TÉRMICO Shun Yoshida (a) da Brasimet
55 1. INTRODUÇÃO Retífica é um processo que, conduzido sem os cuidados necessários causa sérios danos na forma de, principalmente, queimas de retífica. O presente texto visa, fundamentalmente, a ilustrar como as queimais de retífica ocorrem, e as condições para que possam ser prevenidas. 2. DEFINIÇÕES O processo pode ser definido como a remoção de material, através de desgaste abrasivo. (fig.1) Fig. 1: Processo de Retífica
56 O rebolo (ou disco de retífica) é, basicamente, constituído de um aglomerado de partículas duras (abrasivas), unidas por um ligante. A eficiência do rebolo está diretamente relacionado com o tipo do abrasivo empregado, o ligante e a porosidade existente (fig.2) Fig. 2: Componentes do rebolo de retífica. (ERASTEEL)
57 O grão abrasivo é responsável pelo corte da peça que está sendo retificada; o ligante tem como função manter o grão abrasivo no lugar e a porosidade, correspondendo aos espaços vazios entre os grãos, tem a importante finalidade de conduzir o fluido refrigerante para a peça e dar espaço para os cavacos. Para cada tipo de serviço, deve ser encontrada a combinação ideal entre os tipos de abrasivos, o ligante e a granulometria dos abrasivos, que define o tamanho dos poros. Associado a essas informações é importante que parâmetros de usinagem, como a velocidade do rebolo e o avanço correspondente sejam adequados ao trabalho. Esses dados, em geral, podem ser encontrados nos manuais e catálogos dos fabricantes de rebolos.
58 CLASSIFICAÇÃO DE REBOLOS Os rebolos são reconhecidos pela notação padronizada, em que constam dados sobre as principais características (fig.3)
59 TIPO DO ABRASIVO O tipo de abrasivo é indicado pelas letras A, C, B e D, como segue: A Óxido de Alumínio C Carbeto de Silício B Nitreto Cúbico de Boro (CBN) D Diamante O número colocado à frente da letra identifica o tipo particular de abrasivo. Por exemplo, o tipo A, óxido de alumínio, tem vários graus diferentes de dureza e tenacidade, lembrando que, no caso de rebolos, alta tenacidade não é uma propriedade desejável, uma vez que, se forem frágeis, quebram com facilidade, provocando o efeito de auto-afiação no rebolo, mantendo sempre as partículas abrasivas afiadas e prontas para uso.
60 TAMANHO DO GRÃO ABRASIVO O número indica a classificação de peneiras correspondente ao tamanho, conforme tabelas de Classificação Internacional de Peneiras. A medida é feita em mesh/polegada, variando de 8 (grosseira) até 1200 mesh (ultrafina). Para aços ferramenta, o tamanho, em geral, varia de 24 até 100 mesh. As classes mais grosseiras são utilizadas para taxas de remoção de material mais elevadas, particularmente na retífica de peças de grande porte, materiais moles (aços recozidos, p.ex.) ou mesmo quando a superfície de contato entre o rebolo e a peça é grande. As granulações mais finas são utilizadas quando se deseja elevada qualidade de acabamento superficial, materiais duros (aços temperados, por exemplo) e pequena área de contato (retífica de perfil, por exemplo). Algumas empresas e países classificam o tamanho de grão pela medida direta do diâmetro médio deste, em micra.
61 GRAU DO REBOLO Refere-se à dureza do rebolo. Define-se dureza de rebolo como sendo a sua resistência ao arrancamento das partículas abrasivas, ou seja, à resistência à tração do ligante. A priori, não tem relação com a dureza das partículas abrasivas. A quantidade de ligante é diretamente proporcional à dureza do rebolo. Quanto mais ligante, menos poros, maior superfície ligada, e maior resistência ao arrancamento das partículas abrasivas. Assim, os rebolos ditos duros mantém bem a sua forma, mas tendem a queimarpois as partículas abrasivas não se soltam durante o trabalho, havendo perda da afiação. Por outro lado, os ditos moles, tendem a perder rapidamente a forma, mas tem baixa tendência à queima, pois perde as partículas abrasivas com maior facilidade, mantendo a afiação do rebolo sempre em ordem. A classificação do Grau do Rebolo obedece à seqüência alfabética da letra E até a letra W, aumentando em dureza nessa ordem.
62 NÚMERO DE ESTRUTURA O número de estrutura classifica o espaçamento entre os grãos abrasivos no rebolo. Quanto menor o número, maior a quantidade de partículas abrasivas e menor o espaçamento entre elas, portanto mais fechada a estrutura. Conseqüentemente, quanto maior o número, menor quantidade de partículas e mais aberta a estrutura. Este número é opcional na identificação, pois há fabricantes que usam um padrão fixo para o espaçamento entre as partículas no seu processo de fabricação de rebolos. Note-se que, quanto mais aberta a estrutura, mais facilmente se formam os cavacos, o que torna esse tipo adequado para remoção de grandes quantidades de material com mais rapidez.
63 LIGANTE RETÍFICA O objetivo primordial do ligante é manter as partículas abrasivas em posição no rebolo. Os tipos mais comuns de ligantes são: V VITRIFICADOS São os mais comuns, muito utilizados em retífica de precisão, tendo baixa sensibilidade à altas temperaturas, devido à sua estrutura porosa. B RESINÓIDES De baixa porosidade, dão excelente acabamento superficial, sendo indicados para operações de acabamento. Tem elevada sensibilidade à altas temperaturas, exigindo refrigeração intensa e constante. R BORRACHA Usado em discos de corte refrigerados. Boa qualidade superficial. M METAL São os mais utilizados com SUPERABRASIVOS (CBN e DIAMANTE)
64 3. PRINCÍPIO DE FUNCIONAMENTO DOS REBOLOS DE RETÍFICA Retífica é, por definição um processo de corte por abrasão, na qual as partículas abrasivas atuam como uma ferramenta de corte (um bite por exemplo) e ligante atua como o porta ferramentas (de um processo de torneamento, por exemplo). Similarmente ao torneamento ou frezamento, o processo de retífica também é um processo em que se formam cavacos, mas podemos apontar como diferenças principais: o A ferramenta de corte (os grãos abrasivos) tem geometria irregular; o A geometria de corte pode se alterar em trabalho. A depender do tipo de rebolo, a aresta cortante sofre auto-afiação significando que os grãos se quebram, ou mesmo são removidos automaticamente durante o trabalho;
65 Durante a retífica, há três tipos de interação entre o grão abrasivo e a peça: CORTE, SULCAMENTO E ESCORREGAMENTO (fig.4) O corte é a formação de cavaco, para as laterais do grão abrasivo; o Sulcamento corresponde à deformação do material para os lados e para a frente do grão abrasivo. Nesse caso não há formação de cavaco, mas o sulcamento facilita a sua formação. O Escorregamento é o deslizamento da peça contra o grão abrasivo. Não há remoção de material. Em todos os três casos de interação, ocorre geração de calor. Todos os três ocorrem simultaneamente durante a operação de retífica. Quando há predominância de corte, ou seja, com uma boa afiação e operação de rebolo eficiente, há menor geração de calor; ao contrário, quando há predominância de sulcamento e escorregamento (no caso de rebolos mal afiados), vai haver maior geração de calor, e, conseqüentemente, maior problema para a superfície da peça. Fig. 4: Interações entre o grão abrasivo e a peça a ser retificada (ERASTEEL)
66 DESGASTE DO REBOLO Os grãos abrasivos são inicialmente afiados, imediatamente após a afiação (o termo mais utilizado é dressagem). À medida que a operação de retífica progride, ocorre um gradual desgaste da aresta cortante dos grãos, havendo forte perda de eficiência de corte, até que a dificuldade em penetrar o material a ser retificado se torna tão elevada, que cessa a remoção de material. Nesse ponto, não há mais retífica e sim, apenas geração de calor, queimando o material. Para o correto funcionamento do rebolo, as tensões entre o ligante devem estar equilibradas de tal forma a, quando os grãos abrasivos atingirem um desgaste além do admissível, eles sejam arrancados dando lugar a outros novos, e, portanto, afiados corretamente. Nessas condições, pode-se dizer que o rebolo sofre uma auto-afiação. O fenômeno também ocorre quando os grãos abrasivos fraturam, expondo uma nova aresta cortante.
67 Um outro fator importante do ponto de vista de desgaste de rebolo é a composição química do material que está sendo retificado. A retífica em aços altamente ligados, com durezas elevadas e grande número de carbonetos duros, leva a um rápido desgaste das partículas abrasivas do rebolo, aumentando o consumo de potencia da máquina. A fig. 5 Ilustra a variação no consumo de potencia para diversos tipos de aços. Observe-se que, inicialmente, com o rebolo bem dressado, o consumo de potencia é praticamente o mesmo, qualquer que seja o tipo de aço. À medida que a retífica progride, entretanto, começa a haver uma importante diferença em função do tipo de aço. Fig. 5: Influência do tipo de aço, baixa ou alta liga, no consumo de potência durante retífica sob idênticas condições. (ERASTEEL)
68 4. VARIÁVEIS DO PROCESSO DE RETÍFICA a. Espessura média de Cavaco: cavaco grandes, i n duze induzem maior auto-afiação no rebolo (fig.6) m forças maiores sobre o grão abrasivo, gerando uma superfície retificada mais rugosa. Forças maiores Fig. 6: Acabamento superficial do processo de retífica em função do tamanho do cavaco removido (UDDEHOLM)
69 b. Taxa de Remoção: corresponde à quantidade de cavacos removidos por unidade de tempo. Em geral, usa-se a unidade mm 3 /s. c. Velocidade de Corte: corresponde à velocidade periférica do rebolo, combinada com a velocidade da peça (da mesa da máquina). Por exemplo, dobrando a velocidade periférica, o dobro de partículas abrasivas vão passar sobre a peça sendo retificada por unidade de tempo. Se a velocidade da peça não for aumentada, haverá redução no tamanho médio do cavaco, e conseqüentemente uma redução nas forças atuantes no grão abrasivo. Haverá menor auto-afiação do rebolo, aumentando a sua dureza e a superfície ficara mais fina, com melhor acabamento. Por outro lado, haverá aumento no risco de queimas de retífica.
70 d. Taxa G de remoção de material: corresponde à relação entre a quantidade de material removido pela retífica e a quantidade de material removido do rebolo, durante a operação. É uma variável útil para análises econômicas do processo, pois mede, diretamente, a eficiência do rebolo (fig. 19 e 20) Fig. 19: Taxa de Remoção de material em função do tipo do rebolo (largura: Alumina com 40 mm e CBN com 20 mm) (UDDEHOLM)
71 AJUSTAGEM E DRESSAGEM DO REBOLO A preparação do rebolo antes do processo de retífica, inclui o processo de ajustagem e de dressagem. A Ajustagem refere-se à remoção de material para realinhar a concentricidade do rebolo. Também por esse processo, pode-se criar um formato desejado no rebolo. A dressagem refere-se ao processo de criação de uma topografia específica na superfície ativa do rebolo, para obter um desejado comportamento de retífica. De um modo geral, durante o uso, o rebolo empasta, ou seja, seus poros ficam impregnados dos cavacos do material que foi retificado, além de ocorrer o arredondamento das arestas cortantes das partículas abrasivas. O processo de dressagem corresponde à uma afiação do rebolo, reconstituindo novas arestas cortantes na superfície ativa do rebolo além de limpar os poros.
72 REFRIGERAÇÃO FLUIDO DE CORTE Todo processo de retífica trabalha com refrigeração. Os principais objetivos dos líquidos refrigerantes de corte são: o Resfriar a peça que está sendo retificada; o Lubrificar a interface peça/partícula abrasiva; o Arrastar os cavacos. De uma forma geral, emulsões à base de água trazem uma boa refrigeração, porém lubrificação ruim, enquanto que óleos de corte dão boa lubrificação, porém refrigeração reduzida. Apesar de ambas serem utilizadas em larga escala na industria, há uma tendência ao uso maior de emulsões devido às questões de saúde e meio ambiente. A eficiência da refrigeração depende em larga escala do comprimento do arco de corte (vide fig.7) Fig. 7: Formas típicas de arcos de corte em operações de retífica (ERASTEEL)
73 RETÍFICA 5. TRINCAS E TENSÕES DE RETÍFICA A QUEIMA DE RETÍFICA A escolha errada de um rebolo ou dos parâmetros de retífica, resulta em considerável risco de causar trincas na superfície da peça (fig.11) Fig 11. : exemplo de trinca causada por retífica. Aço: AISI O1 temperado para 58/60 HRC. (fonte: BRASIMET) Geralmente, trincas de retífica não são tão simples de visualizar como pode ser visto na fig.11. Usualmente a observação só é possível sob um microscópio ou mesmo por inspeção por partículas magnéticas.
74 A formação de trincas de retífica, as quais tendem a ocorrer perpendicularmente à direção de retífica geralmente leva à perda da ferramenta (fig.12). Aços temperados são mais sensíveis a trincas de retífica que os não temperados (particularmente no caso de aços ferramenta). Fig.12..Vista da superfície de uma ferramenta que sofreu trincas de retífica. A Seta vermelha indica a direção de retífica. Note as trincas na direção perpendicular (fonte: BRASIMET) Lupa 5x sem ataque
75 OXIDAÇÀO RETÍFICA Oxidação da peça e/ou do fluido refrigerante, gerando uma fina camada na superfície retificada. Pode também ocorrer em superfícies adjacentes à área retificada, devido à condução de calor. Em geral esse defeito não causa grandes danos microestruturais, mas apenas cosméticos. Entretanto, nos casos em que, posteriormente haverá algum tratamento de superfície (como revestimentos PVD, p.ex.), essa camada deverá, obrigatoriamente ser removida, sob pena de má aderência. A fig.14 mostra um caso ilustrativo. Fig. 14.Fresa fabricada em aço rápido, apresentando oxidação devido à retífica (fonte:brasimet)
76 Queima de retífica é o termo vulgarmente empregado para descrever as trincas e tensões de retífica. A causa principal desses defeitos tem origem térmica. Na realidade, há diferentes tipos de dano térmico, que ocorrem a diferentes faixas de temperatura e que afetam a qualidade superficial da peça de diferentes formas. A maior parte da energia despendida no processo de retífica transforma-se em calor. As temperaturas na superfície da peça que está sendo retificada tornam-se extremamente altas como esquematicamente ilustrado na fig.13. Fig.13:.representação esquemática do perfil de temperaturas considerando uma região de contato peça/rebolo de 1,0 mm. Note as elevadas temperaturas até profundidades significativas da peça. (fonte: BRASIMET).
77 6. Os Estados Unidos reconheceram a qualidade de nossos aviões (produzidos pela Embraer) e vão adquirir aviões altamente especializados para treinamento de sua Força Aeronáutica.
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
REBOLOS RESINÓIDES (LIGA RESINÓIDE)
") Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Retificar significa corrigir irregularidades de superfícies de peças. Assim, a retificação tem por objetivo:
 1 8 - RETIFICAÇÃO 8.1 Introdução A retificação é um processo de usinagem por abrasão. Este processo é realizado utilizando-se uma máquina-ferramenta chamada retificadora, para dar acabamento fino e exatidão
1 8 - RETIFICAÇÃO 8.1 Introdução A retificação é um processo de usinagem por abrasão. Este processo é realizado utilizando-se uma máquina-ferramenta chamada retificadora, para dar acabamento fino e exatidão
Preparação de máquina
 A U A UL LA Preparação de máquina A retificação é um dos processos de usinagem por abrasão. Basicamente, a retificação visa corrigir as irregularidades de superfícies de peças ou materiais submetidos a
A U A UL LA Preparação de máquina A retificação é um dos processos de usinagem por abrasão. Basicamente, a retificação visa corrigir as irregularidades de superfícies de peças ou materiais submetidos a
Retificação. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS
 AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 265 34. PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 34.1. Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser
AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 265 34. PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 34.1. Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
Dureza de materiais metálicos
 Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
Dureza de materiais metálicos Podemos considerar a dureza de um material de engenharia como sendo a propriedade mecânica de resistir à penetração ou riscamento na sua superfície. No caso dos materiais
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
59 Brunimento, lapidação, polimento
 A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
Aspectos de Segurança - Discos de Corte e Desbaste
 Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Diamantados MAIS RÁPIDOS. MAIS DURÁVEIS.
 Contínuos Turbo Turbo para Porcelanato Segmentados Segmentados para Concreto Segmentados para Asfalto Segmentado para Granito e Mármore Segmentado Multiuso 102 102 103 103 104 104 105 105 NOVOS Discos
Contínuos Turbo Turbo para Porcelanato Segmentados Segmentados para Concreto Segmentados para Asfalto Segmentado para Granito e Mármore Segmentado Multiuso 102 102 103 103 104 104 105 105 NOVOS Discos
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
JATEAMENTO - INTRODUÇÃO APLICAÇÃO
 www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
www.sinto.com.br JATEAMENTO - INTRODUÇÃO APLICAÇÃO O Jateamento com abrasivo é um método de trabalho a frio que consiste no arremesso de partículas contra uma determinada superfície, a elevadas velocidades,
Aperfeiçoamentos no Cabeçote
 Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
Brocas para Concreto. Conjuntos de Brocas para Concreto Conjuntos Combinados Brocas para Furar Vidro Brocas SDS Max Brocas SDS Plus - Speedhammer
 Conjuntos de Brocas para Concreto Conjuntos Combinados Brocas para Furar Vidro Brocas SDS Max Brocas SDS Plus Speedhammer 37 39 41 41 42 Brocas para Concreto Brocas para furação de paredes de concreto,
Conjuntos de Brocas para Concreto Conjuntos Combinados Brocas para Furar Vidro Brocas SDS Max Brocas SDS Plus Speedhammer 37 39 41 41 42 Brocas para Concreto Brocas para furação de paredes de concreto,
Nesta aula, você vai estudar exatamente isso. E para acabar com o suspense, vamos a ela.
 Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
A afiação das ferramentas é feita somente nas superfícies que determinam os ângulos de ataque, de cunha e saída.
 O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
Texto retirado do livro "Rebolos & Abrasivos", de Guillaume Ch. Nussbaum. Gravura: "The Knife Grinder" (O Amolador de Facas), Antonio Puga, 1640.
, Antonio Puga, 1640.") ABRASIVOS E ABRASÃO Quando começou o uso dos abrasivos? O homem pré-histórico já conhecia a forma de afiar sua ferramenta, sua arma, talhando-a primeiro e esfregando-a com uma pedra depois, para obter
ABRASIVOS E ABRASÃO Quando começou o uso dos abrasivos? O homem pré-histórico já conhecia a forma de afiar sua ferramenta, sua arma, talhando-a primeiro e esfregando-a com uma pedra depois, para obter
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
29 Recuperação de guias ou vias deslizantes I
 A U A UL LA Recuperação de guias ou vias deslizantes I Uma máquina foi retirada do setor de produção e levada para o setor de manutenção porque havia atingido o seu ponto de reforma. A equipe de manutenção
A U A UL LA Recuperação de guias ou vias deslizantes I Uma máquina foi retirada do setor de produção e levada para o setor de manutenção porque havia atingido o seu ponto de reforma. A equipe de manutenção
Polias e correias. Polias
 A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
PROJETO DE OPERAÇÕES DE USINAGEM
 Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Elementos de transmissão de potência José Queiroz - Unilins
 Projetos Mecânicos Elementos de transmissão de potência José Queiroz - Unilins 2 Polias e correias Polias: As polias são peças cilíndricas, movimentadas pela rotação do eixo do motor e pelas correias.
Projetos Mecânicos Elementos de transmissão de potência José Queiroz - Unilins 2 Polias e correias Polias: As polias são peças cilíndricas, movimentadas pela rotação do eixo do motor e pelas correias.
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Resultados e Discussões 95
 Resultados e Discussões 95 É interessante observar, que a ordem de profundidade máxima não obedece à ordem de dureza Shore A. A definição de dureza é exatamente a dificuldade de se penetrar na superfície
Resultados e Discussões 95 É interessante observar, que a ordem de profundidade máxima não obedece à ordem de dureza Shore A. A definição de dureza é exatamente a dificuldade de se penetrar na superfície
Rebolos. O que é um rebolo? Especificações
 Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Rua do Manifesto, 2216 - Ipiranga - São Paulo Fone: +55 (11) 2271-3211 www.internacionalferramentas.com.br. Discos Diamantados. www.irwin.com.
 2271-3211 www.internacionalferramentas.com.br. Discos Diamantados. www.irwin.com.") Rua do Manifesto, 2216 Ipiranga São Paulo www.irwin.com.br Rua do Manifesto, 2216 Ipiranga São Paulo Apesar de serem conhecidos como ferramentas de corte, os discos diamantados são, na verdade, uma ferramenta
Rua do Manifesto, 2216 Ipiranga São Paulo www.irwin.com.br Rua do Manifesto, 2216 Ipiranga São Paulo Apesar de serem conhecidos como ferramentas de corte, os discos diamantados são, na verdade, uma ferramenta
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
7 FURAÇÃO. 7.1 Furadeira
 1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
Ensaio de torção. Diz o ditado popular: É de pequenino que
 A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS
 1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
27 Sistemas de vedação II
 A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
Usinagem I. 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem Processos não- convencionais O termo usinagem não tradicional refere- se a este grupo, que remove o material em excesso de uma
Usinagem I 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem Processos não- convencionais O termo usinagem não tradicional refere- se a este grupo, que remove o material em excesso de uma
Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
CURSO DE AQUITETURA E URBANISMO
 1- Generalidades PROPRIEDADES DO CONCRETO FRESCO Todas as misturas de concreto devem ser adequadamente dosadas para atender aos requisitos de: Economia; Trabalhabilidade; Resistência; Durabilidade. Esses
1- Generalidades PROPRIEDADES DO CONCRETO FRESCO Todas as misturas de concreto devem ser adequadamente dosadas para atender aos requisitos de: Economia; Trabalhabilidade; Resistência; Durabilidade. Esses
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
TW104 TW105 TW106 TW114 TW204 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS PARA APLICAÇÃO GERAL LENOX-TWILL DESENVOLVIDAS PARA FURAR UMA AMPLA GAMA DE MATERIAIS, PROPORCIONANDO DESEMPENHO EFICIENTE COM EXCELENTE
Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS
 Marca de quem compra qualidade Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS A RETÍFICA DE AFIAÇÃO: OS SEGUINTES ASPECTOS DEVEM SER CONSIDERADOS PARA A OBTENÇÃO DE UM BOM RESULTADO
Marca de quem compra qualidade Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS A RETÍFICA DE AFIAÇÃO: OS SEGUINTES ASPECTOS DEVEM SER CONSIDERADOS PARA A OBTENÇÃO DE UM BOM RESULTADO
Furação NOMENCLATURA A B C D E F G H I J K L M N O P Q
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
Rodas para Remoção de Rebarbas Leves Scotch-Brite Industrial
 3 Rodas para Remoção de Rebarbas Leves Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de Introdução: b As Rodas para Remoção de Rebarbas Leves Scotch-Brite foram
3 Rodas para Remoção de Rebarbas Leves Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de Introdução: b As Rodas para Remoção de Rebarbas Leves Scotch-Brite foram
Instruções de Montagem / Operação / Manutenção. Porta de Explosão
 Intensiv-Filter do Brasil Ltda. Av. Água Fria, 648 - Sala 01 CEP 02332.000 - Santana - São Paulo - Brasil Fone: +55 11 6973-2041 / Fax: +55 11 6283 6262 e-mail: intensiv@intensiv-filter.com.br Instruções
Intensiv-Filter do Brasil Ltda. Av. Água Fria, 648 - Sala 01 CEP 02332.000 - Santana - São Paulo - Brasil Fone: +55 11 6973-2041 / Fax: +55 11 6283 6262 e-mail: intensiv@intensiv-filter.com.br Instruções
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Cotagens especiais. Você já aprendeu a interpretar cotas básicas
 A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
Lubrificação III. Após a visita de um vendedor de lubrificante. Outros dispositivos de lubrificação
 A U A UL LA Lubrificação III Introdução Após a visita de um vendedor de lubrificante ao setor de manutenção de uma indústria, o pessoal da empresa constatou que ainda não conhecia todos os dispositivos
A U A UL LA Lubrificação III Introdução Após a visita de um vendedor de lubrificante ao setor de manutenção de uma indústria, o pessoal da empresa constatou que ainda não conhecia todos os dispositivos
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Diamantados e CBN. Abrasivos Diamantados. Tipos de diamante Industrial:
 iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
Desenho e Projeto de tubulação Industrial
 Desenho e Projeto de tubulação Industrial Módulo I Aula 08 1. PROJEÇÃO ORTOGONAL Projeção ortogonal é a maneira que o profissional recebe o desenho em industrias, 1 onde irá reproduzi-lo em sua totalidade,
Desenho e Projeto de tubulação Industrial Módulo I Aula 08 1. PROJEÇÃO ORTOGONAL Projeção ortogonal é a maneira que o profissional recebe o desenho em industrias, 1 onde irá reproduzi-lo em sua totalidade,
Acesse: http://fuvestibular.com.br/
 Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
OBJETIVOS: CARGA HORÁRIA MÍNIMA CRONOGRAMA:
 ESTUDO DIRIGIDO COMPONENTE CURRICULAR: Controle de Processos e Instrumentação PROFESSOR: Dorival Rosa Brito ESTUDO DIRIGIDO: Métodos de Determinação de Parâmetros de Processos APRESENTAÇÃO: O rápido desenvolvimento
ESTUDO DIRIGIDO COMPONENTE CURRICULAR: Controle de Processos e Instrumentação PROFESSOR: Dorival Rosa Brito ESTUDO DIRIGIDO: Métodos de Determinação de Parâmetros de Processos APRESENTAÇÃO: O rápido desenvolvimento
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido
 e Sistemas de Tratamento do Ar Comprimido") 4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
www.meccomeletronica.com página 1
 Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS
 TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
Materiais de Corte Segmento Madeireiro
 Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
O FORNO A VÁCUO TIPOS E TENDÊNCIA 1
 O FORNO A VÁCUO TIPOS E TENDÊNCIA 1 João Carmo Vendramim 2 Marco Antonio Manz 3 Thomas Heiliger 4 RESUMO O tratamento térmico de ligas ferrosas de média e alta liga já utiliza há muitos anos a tecnologia
O FORNO A VÁCUO TIPOS E TENDÊNCIA 1 João Carmo Vendramim 2 Marco Antonio Manz 3 Thomas Heiliger 4 RESUMO O tratamento térmico de ligas ferrosas de média e alta liga já utiliza há muitos anos a tecnologia
Alta confiabilidade em cortes e canais mais profundos
 Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
MOINHO ALTA ROTAÇÃO E BAIXA ROTAÇÃO
 MANUAL DE OPERAÇÕES MOINHO ALTA ROTAÇÃO E BAIXA ROTAÇÃO MI-200 / MI-300 1 - Introdução Leia atentamente o Manual de Instruções, pois nele estão contidas as informações necessárias para o bom funcionamento
MANUAL DE OPERAÇÕES MOINHO ALTA ROTAÇÃO E BAIXA ROTAÇÃO MI-200 / MI-300 1 - Introdução Leia atentamente o Manual de Instruções, pois nele estão contidas as informações necessárias para o bom funcionamento
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Tipos (continuação) Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Frontais: é composto
Professor: Leonardo Leódido Sumário Tipos (continuação) Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Contato plano-frontal para junções móveis. Frontais: é composto
CATÁLOGO TÉCNICO 2013-2
 CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP. Tecnologia Mecânica
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
FICHA TÉCNICA - MASSA LEVE -
 FICHA TÉCNICA - MASSA LEVE - Massa Leve é um aditivo capaz de produzir concreto poroso de baixa massa especifica aparente, com ótima estabilidade, isto é, com reduzida queda de volume na aplicação. Características
FICHA TÉCNICA - MASSA LEVE - Massa Leve é um aditivo capaz de produzir concreto poroso de baixa massa especifica aparente, com ótima estabilidade, isto é, com reduzida queda de volume na aplicação. Características
Ensaio de fadiga. Em condições normais de uso, os produtos. Nossa aula. Quando começa a fadiga
 A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
3 Kit Trizact Film - Polimento de Vidros
 3 Kit Trizact Film - Polimento de Vidros Boletim Técnico Outubro/2001 Sistema para Recuperação e Restauração de Transparência de Vidros Microabrasivo Trizact TM Um dos maiores problemas enfrentados pelas
3 Kit Trizact Film - Polimento de Vidros Boletim Técnico Outubro/2001 Sistema para Recuperação e Restauração de Transparência de Vidros Microabrasivo Trizact TM Um dos maiores problemas enfrentados pelas
CLEARPOINT. A Qualidade do Ar Comprimido
 CLEARPOINT CLEARPOINT A Qualidade do Ar Comprimido CARACTERÍSTICAS Meio A filtração efetiva para ar e gases comprimidos e essencial para quase todas as aplicações industriais. A linha CLEARPOINT da BEKO
CLEARPOINT CLEARPOINT A Qualidade do Ar Comprimido CARACTERÍSTICAS Meio A filtração efetiva para ar e gases comprimidos e essencial para quase todas as aplicações industriais. A linha CLEARPOINT da BEKO
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
UNIVERSIDADE SANTA. Objetivo Metodologia Introdução. Método Experimental Resultados Experimentais Conclusão Grupo de Trabalho
 UNIVERSIDADE SANTA CECÍLIA ENGENHARIA MECÂNICA INDUSTRIAL Análise dos Parâmetros que Influenciaram a Falha dos Parafusos Calibrados Aço1045 A do Acoplamento de Engrenagem da Mesa Giratória ria do Laminador
UNIVERSIDADE SANTA CECÍLIA ENGENHARIA MECÂNICA INDUSTRIAL Análise dos Parâmetros que Influenciaram a Falha dos Parafusos Calibrados Aço1045 A do Acoplamento de Engrenagem da Mesa Giratória ria do Laminador
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE
 AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal