COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL MANUAL TÉCNICO DE SOLDAGEM DO AÇO INOX
|
|
|
- Luca Vasques Fortunato
- 8 Há anos
- Visualizações:
Transcrição
1 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL MANUAL TÉCNICO DE SOLDAGEM DO AÇO INOX Messias José de Carvalho Colaboração: Tarcisio Reis de Oliveira Gerência de Pesquisa e Desenvolvimento - ACESITA Reginaldo Pinto Barbosa Gerência de Metalurgia Inox - Acesita Manuel Nunes Baptista Assistência Técnica ao Cliente ACESITA

2 INTRODUÇÃO Os problemas identificados nas empresas que trabalham com soldagem de aços inoxidáveis, nem sempre estão relacionados com os aspectos metalúrgicos do materialbase. Na grande maioria das vezes estes problemas estão ligados a técnicas, processos, procedimentos e consumíveis errados, máquinas em mau estado e cabos e acessórios em condições precárias. As informações contidas neste manual prático são de grande valia para os profissionais que trabalham com o aço inox, contendo recomendações preventivas e respostas rápidas às questões mais comuns do dia-a-dia das empresas. ACESSÓRIOS DANIFICADOS

3 ACESSÓRIOS SUGERIDOS PRÁTICAS DE SOLDAGEM DO AÇO INOX As empresas de médio e pequeno porte não possuem uma pessoa ou um técnico específico para a área de soldagem, confiando em seus soldadores individualmente ou em seu encarregado geral de fabricação. Não fazem nenhum plano de soldagem e nem têm procedimentos de fabricação. Tomam decisões quando a fabricação já está em andamento. Não possuem estufas adequadas para armazenamento dos materiais de soldagem e nem estufas portáteis (cochichos) para os soldadores durante a soldagem.
 para os soldadores")
4 Não sabem qual a temperatura correta de conservação dos eletrodos, arames e fluxos. Os eletrodos estocados fora de estufas, ou em temperaturas inadequadas, podem causar os seguintes problemas: porosidade, excesso de respingos, soldas de má aparência, trincas no pé da solda, juntas soldadas rejeitadas (raios X). Existe grande resistência por parte dos soldadores para a implantação dos processos MIG / MAG convencional e MIG-Pulsado pode demorar até 4 (quatro) meses, pois depende muito da habilidade do soldador. Nunca sabem qual é o gás de proteção mais indicado para o serviço. Abaixo alguns exemplos de gases e misturas gasosas para o aço inox: a) Corte a plasma - solda a plasma - solda TIG mecanizada de aço inoxidável austenítico. pulsado. d) 4% CO % Arg. - solda MIG de aço inoxidável em passe único (curtocircuito). b) 5% H2 + 95% Arg. - solda a plasma - solda TIG mecanizada de aço inoxidável austenítico. c) 2% O % Arg. - solda MIG de aço inoxidável transferência spray e arco e) 1% H2 + 2% CO2 + 97% Arg. - solda MIG multipasse de aço inoxidável austenítico (spray / curto-circuito). f) 100% CO2 - solda MIG/MAG multipasse para arames tubulantes em aço carbono e inoxidável. g) Para aços inoxidáveis ferríticos utilizar sempre argônico puro. Jamais adicionar nitrogênio ou hidrogênio. Muitas vezes encontramos máquinas de solda e acessórios em condições precárias. Os soldadores e encarregados devem certificar-se de que o grampo-terra é apropriado e se está bem preso à peça, além de verificar se as fontes, cabos e porta eletrodos estão em bom estado, mantendo-os sempre em boas condições de uso. Os soldadores devem sempre ser qualificados para a classe do serviço que irão realizar. Ponteamentos devem ser feitos apenas por soldadores qualificados. Todos os materiais de soldagem (eletrodos, arames, fluxos, gases, etc.) devem ser adquiridos diretamente do fabricante ou de seus representantes autorizados, que devem
 meses, pois depende muito da habilidade do")
5 seguir as exigências das normas AWS ou ASME além de possuir certificados de homologação. Uma vez definidos os fabricantes dos materiais de soldagem (eletrodo revestido, arame sólido ou tubular, gases e consumíveis) os mesmos devem ser utilizados até o fim da obra, pois a troca de fabricante pode trazer problemas sérios nos procedimentos. As empresas devem verificar o ciclo de trabalho da máquina de solda ou da tocha no caso de solda MIG. Ex: Ciclo de Trabalho 60% Capacidade da Máquina 300A Concluindo que para um trabalho contínuo sem interrupção, ou seja 100%, só podemos trabalhar até 232,4 ampères. E em cada 10 (dez) minutos só podemos trabalhar 6 (seis) minutos com 300 ampères a descansar 4 (quatro) minutos. Onde I = Amperagem de trabalho contínuo 60% = 0,6 Para a tocha fazemos os mesmos cálculos. Muitas vezes os chanfros estão dimensionados corretamente nos desenhos ou procedimentos de soldagem, mas mal feitos na oficina. As atividades de soldagem devem ser acompanhadas pelos encarregados da oficina, conforme pedem os procedimentos. Dar preferência aos chanfros assimétricos, quando o outro lado da solda for goivado por processo arc-air, e esmerilhamento até o metal ficar limpo. As empresas devem providenciar dispositivos, fixadores e viradores para soldagem, o que torna a solda muito mais econômica. A soldagem, apesar de todos os avanços na fabricação de máquinas de solda, ainda depende muito do elemento humano: soldadores e operadores. O PERFIL DO SOLDADOR IDEAL Requisitos fundamentais Ter bom caráter, ser confiável, pois realiza grande parte de seu trabalho sozinho.

6 Ser inteligente, para bem compreender as orientações recebidas. Ser educado, essencial para um bom relacionamento humano. Gozar de boa saúde física e mental e, principalmente, ter estabilidade na área psíquicoemocional além de ótima acuidade visual. Possuir um sistema nervoso perfeito e equilibrado, com bom controle motor e elevada habilidade manual, ser um pouco artesão. Ser responsável, previdente e obediente. Ser observador e detalhista, não sensível a trabalhos repetitivos, e capaz de tomar decisões rápidas. Ter o primeiro grau completo, para aprender os princípios básicos de sua profissão, estudar as diversas técnicas envolvidas, acompanhar os progressos industriais e especificações de procedimento de soldagem, elaborar relatórios de trabalho. Ser receptivo a novos ensinamentos, para poder acompanhar a evolução da tecnologia da soldagem. ATRIBUTOS DESEJÁVEIS Ser uma pessoa calma, introvertida, tranqüila por natureza pois não é possível passar todo o tempo atrás de uma máscara e ser aberto e comunicativo. Ser conveniente e cooperativo. Na maioria das vezes o soldador trabalha em equipe, e é importantes o calor humano para uma boa integração, cooperação, relacionamento e troca de experiências. Ser asseado e organizado como pessoa, para ser confiável como profissional. Realizar o aprendizado entre 16 a 22 anos para atingir produtividade máxima entre 25 e 30 anos, é a época em que um soldador atinge sua maturidade plena. Ter estatura pequena ou mediana, para superar com mais facilidade as dificuldades para soldar em espaços apertados e geralmente muito quentes.

7 Não ingerir bebidas alcoólicas, cujo excesso conduz à perda do domínio motor e da firmeza na mão. Não sofrer de claustrofobia e/ou vertigem de altura. Não ter falta de ar e nem medo de fogo, pois pode causar insegurança. CONSIDERAÇÕES FINAIS Experiências têm sido realizadas com mão-de-obra feminina, com resultados bastante animadores. Todos os projetos consideram soldadores destros, ou seja, aquele que solda da esquerda para a direita. Mas em determinados momentos, seria muito mais fácil o acesso da direita para a esquerda, ou seja a realização da soldagem por canhoto. Portanto, é importante observar a existência de canhotos no contingente dos soldadores e designar, se possível, um canhoto para cada equipe ou turno de trabalho. (Fonte: ESAB)

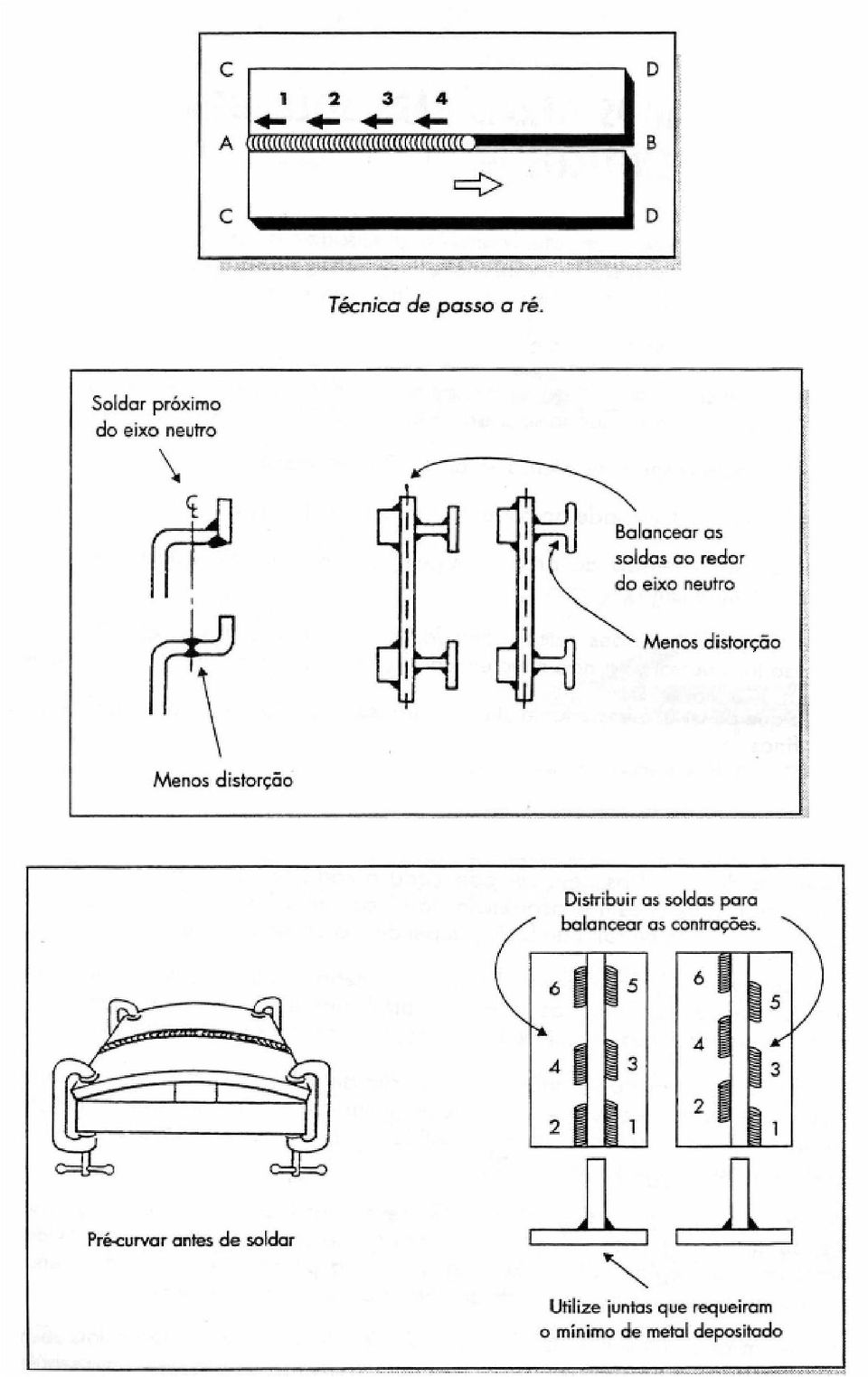
8 SUGESTÃO PARA CONTROLE DE DISTORÇÕES Posicionar um conjunto montado sobre o outro e prender com sargentos rígidos, ou dispositivos.

9

10
11 TÉCNICAS E CUIDADOS GERAIS PARA SOLDAGEM DOS AÇOS INOXIDÁVEIS AUSTENÍTICOS O primeiro requisito para se obter soldas de qualidade é a correta seleção, inspeção e armazenamento, desde os metais-base e os consumíveis (eletrodos, discos de desbaste/corte, etc.) até os acessórios e equipamentos a serem utilizados. Soldar com baixo aporte de calor. Não pré-aquecer os metais-base, exceto quando se encontrarem a temperaturas muito baixas, neste caso, recomenda-se pré-aquecer até 20º C. Controlar a temperatura de interpasse até 150º C no máximo. Utilizar a menor intensidade de corrente (amperagem) possível. Utilizar a menor tensão do arco (voltagem) possível, o que consiste em utilizar pequeno comprimento do arco. Soldar utilizando cordões retos, contudo, caso seja necessária a utilização de oscilação transversal esta não deve exceder a três vezes o diâmetro do consumível. Sempre que possível é importante utilizar cordões de solda curtos, principalmente em peças finas. IMPORTANTE - RECOMENDAÇÕES DE LIMPEZA A abertura dos chanfros deve ser adequada a cada processo de solda. Chanfros muito estrei tos favorecem a ocorrência de trincas de solidificação e defeitos como inclusão de escória ou falta de fusão, dependendo do processo empregado. Os dispositivos de fixação devem permitir uma certa mobilidade das partes a serem soldadas, sem, comprometer as tolerâncias dimensionais do conjunto soldado. Desta forma, o risco de trincas a quente é reduzido.
 possível. Utilizar a menor tensão do arco (voltagem) possível, o que consiste em utilizar pequeno comprimento do arco.")
12 Quanto maior o teor de nitrogênio no depósito de solda, maior a possibilidade de trinca a quente, conseqüentemente deve-se limitar sua entrada através da utilização do arco curto nos processos eletrodo revestido e arame tubular, além de uma proteção gasosa adequada nos processos TIG e MIG. Principalmente nos processos TIG e MIG, deve-se utilizar uma proteção gasosa na rais (purga), pelo menos até a terceira camada de solda, a fim de evitar oxidação excessiva nesta região. Caso não seja possível a proteção gasosa, recomenda-se remover por esmerilhamento a forte camada de óxidos que se formará. A fim de limitar as distorções de soldagem pode-se utilizar dispositivos especiais ou matajuntas (backing), sempre em conjunto com ponteamentos eqüidistantes e uma seqüência de deposição de cordões de solda, adequada à cada tipo de junta soldada. Antes de extinguir o arco elétrico, deve-se preencher bem as crateras de solda (unhas de solda), a fim de evitar trincas nesta região. O esmerilhamento das soldas (solda de raiz, etc.) deverá ser feito de forma a não produzir superaquecimento localizado (pontos azulados). As soldas com acesso apenas pelo lado externo devem ter raiz executada pelo processo TIG com proteção de gás inerte pelo lado interno. A purga do ar é geralmente feita com volume igual a seis vezes o volume interno do equipamento a ser soldado. Cuidados especiais de limpeza devem ser tomados desde o armazenamento de metalbase, não permitindo que haja acúmulo de resíduos de aço carbono sobre os aços inoxidáveis.

13 A picadeira (picão), utilizada para remover a escória, deve ser de aço inox ou ter as extremidades revestidas com um depósito de solda de aço inoxidável, a fim de evitar a contaminação da solda com resíduos de aço carbono. Pelo mesmo motivo, a escova manual ou elétrica deve ser de aço inox. Os discos de corte ou desbaste devem ser próprios para aço inox (estrutura de nylon) e, assim como todos os instrumentos utilizados para a soldagem (escova, picadeira, riscadores, punção etc.), devem ser de uso exclusivo para aço inox. Imediatamente antes do início da soldagem, deve ser realizada uma limpeza final para remover impurezas como óleo, graxa, tinta, etc. Os solventes mais adequados são acetona ou álcool. Não utilizar solventes que contenham cloro. Durante a montagem, o afastamento das chapas deve ser no máximo 3 mm e no mínimo 1,5 mm.
, devem ser de uso exclusivo para aço inox. Imediatamente antes do início da soldagem, deve ser realizada uma limpeza final para remover impurezas como óleo, graxa, tinta, etc.")
14 * Para soldagem automática utilize dois cabos 4/0 para amperagem menor que Amp. ou três cabos 4/0 até Amp. ** Utilize cabo 2/0 trançados duplamente. *** Utilize cabo 3/0 trançados duplamente. + Para 225 Amp. 40% utilize os menos cabos indicados para 250 Amp. 30%. TÉCNICAS DE SOLDAGEM E RECOMENDAÇÕES PARA UMA BOA SOLDAGEM COM ELETRODO REVESTIDO E ARAME TUBULAR ABERTURA DO ARCO O arco deve ser sempre aberto dentro do chanfro, ou no local onde o cordão irá passar. Nunca nas proximidades para evitar que se crie uma região de alta temperatura que ao esfriar rapidamente (tempera) possa causar uma trinca. Ao abrir o arco, na utilização de eletrodos básicos e arames tubulares em aço inox, não se deve nunca alongá-lo em demasia. Ao fazer o enchimento do chanfro, devemos sempre colocar no seu início e final um pedaço de material com as mesmas composições químicas do metal-base. Esse procedimento permite que o chanfro fique perfeitamente preenchido tanto no início como no final.
 possa causar uma trinca.")
15 Ao iniciar um cordão de solda, não se deve abrir o arco na extremidade da junta, mas sim a alguns milímetros de distância desta, retornando até a mesma e depois continuando a operação de soldagem normalmente no sentido inverso. Na troca de eletrodos, continua-se a solda no ponto em que se havia parado mas devese proceder do mesmo modo descrito acima, conforme as figuras abaixo: No final da soldagem, não se deve retirar o eletrodo e parar a operação, mas deve-se retornar no sentido inverso de soldagem até alguns milímetros antes e então retirar o eletrodo o mais lentamente possível (fig.4). Estes cuidados devem ser tomados para: 1) Evitar a falta de fusão na extremidade da junta;

16 2) Diminuir o problema da porosidade e inclusão de escória durante o início e término de cada eletrodo na confecção dos passes. Quase sempre, os defeitos encontrados em soldas executadas com eletrodo e arame tubular são porosidades que ocorrem nas emendas quando é necessário trocar o eletrodo. Para evitar esses defeitos é necessário deixar a unha correta na parada do eletrodo ou arame. Para preparar a unha corretamente deve-se usar esmerilhadeiras ou mesmo a talhadeira. Após cada cordão de solda, devemos fazer a limpeza de escória muito bem feita pois, se ela permanecer, vai dificultar a penetração do cordão que será feita em seguida, ocasionando inclusão de escória. Sempre que houver irregularidades nas bordas dos chanfros, provocadas pela entrada da tocha do plasma na ocasião do corte ou chanfro, essa entrada será um ponto de inclusão de escória e de difícil remoção.

17 Quando se tem um cordão de solda muito convexo (principalmente no passe de raiz) por falta de movimento angular do eletrodo, não tocando igualmente a borda do chanfro e a raiz ao mesmo tempo (posição vertical ascendente por exemplo); quando o chanfro é muito estreito não permitindo o movimento angular do eletrodo; ou quando os passes são mal distribuídos dentro do chanfro, esses fatores podem ocasionar as inclusões de escória devido a uma má fusão dos cordões. Para que se possa evitar esse tipo de inclusão devemos esmerilhar a crista do cordão antes de dar o passe seguinte. Se tivermos uma mordedura num passe anterior este será fatalmente um local onde haverá inclusão de escória. A seguir, alguns exemplos de inclusão de escória por limpeza mal feita. REFORÇOS DE CONTRAÇÃO Na montagem de equipamentos, deveremos tomar cuidado com as soldas de fixação, pois estas soldas são fracas e trincam por causa das tensões provocadas pela montagem. Sendo assim, nunca devemos fazer um novo cordão sobre a solda de fixação trincada, pois não teremos a certeza de que o material depositado vai fundir completamente a trinca. Para evitar que a trica permaneça sob o cordão de solda passe para o cordão seguinte, deve-se retirar completamente a solda de fixação ao fazer a solda definitiva.

18 MICROFISSURAS A microfissura aparece devido à umidade contida nos revestimentos dos eletrodos. Ela é provocada pela liberação do hidrogênio que ficou preso no interior e só aparece algumas semanas após a soldagem. Para acelerarmos a saída desse hidrogênio, devemos fazer um pós-aquecimento. Esse pós-aquecimento sempre é feito a uma temperatura predeterminada. TÉCNICAS DE SOLDAGEM E RECOMENDAÇÕES PARA UMA BOA SOLDAGEM COM O PROCESSO MIG Os próprios fabricantes reconhecem que a vida útil dos equipamentos poderia ser 50% mais longa, caso as recomendações de uso e manutenção preventiva fossem efetivamente observadas pelo usuário. Os conduítes Guia Espiral devem ser limpos regularmente com ar-comprimido. É essencial que o bico de contato seja vistoriado regularmente. Em caso de qualquer dano substitua-o. Alguns cuidados especiais devem ser tomados na utilização da tocha de soldagem: 1. Evite bater o local nas peças. 2. Evite soldar muito próximo à poça de fusão. 3. Mantenha o cabo da tocha o mais retilíneo possível, evitando torções e voltas. 4. Evite dobrar em ângulos agudos os cabos e conduítes Guia Espiral. Verifique todos os bornes de ligação e, principalmente, os do cabo de retorno (pólo negativo). Uma falha na passagem de corrente elétrica gera instabilidade do arco e prejudica a qualidade da solda. A composição do gás também influencia no modo de transferência do metal de adição, bem

19 como a quantidade de respingos, fumaça, fumos, o formato e a aparência do cordão, além do grau de penetração e do custo de limpeza. (Veja no início desta apostila a tabela de utilização de gases para aço inox). Armazene as bobinas de arame em local seco e isento de umidade. Evite empilhar 2 (dois) pallets (estrados). Mantenha a embalagem fechada até a data de utilização. Evite deixar o material na máquina parado por muito tempo. Evite trançar o arame no bico de contato, pois aumenta muito o desgaste do mesmo. Todo soldador deve ter um alicate para cortar pontas. Nunca corte as pontas abrindo o arco na peça. Ao colocar o carretel na máquina, evite que as espiras caiam, embolando sobre o eixo. Evite que o arame faça curvas acentuadas. POSICIONAMENTO DA TOCHA O posicionamento da tocha (ou pistola) afeta a penetração, a quantidade de respingos, a estabilidade do arco, o perfil do cordão e a largura do cordão. Considera-se a posição em função do ângulo de posicionamento. a) Ângulo negativo ou arco frio. O cordão é mais baixo e mais longo que o arco quente. A penetração é menor, o cordão é mais claro. Por outro lado a formação de respingos é maior. b) Ângulo positivo ou arco quente. Neste caso o arco é aberto sobre a poça de fusão, o que provoca maior penetração, melhor estabilidade do arco e menor formação de respingos.

20 Efeito da alteração da distância entre o tubo de contato e a peça. O afastamento do tubo de contato provoca alterações bem sensíveis no cordão e na estabilidade do arco. Isto pode ser conseguido tanto pelo afastamento puro e simples da tocha quanto pela mudança na posição do bico de contato no bocal.

21 Sugestão de altura do eletrodo até o bico de contato, também chamado Eletrical Stickout, para transferências curto-circuito e spray. A composição do gás influencia também no modo de transferência do metal de adição, quantidade de respingos, fumaça, fumos, o formato e a aparência do cordão, o grau de penetração e o custo de limpeza.
22 TÉCNICAS DE SOLDAGEM E RECOMENDAÇÕES PARA UMA BOA SOLDAGEM COM O PROCESSO TIG Ao abrir o arco, segure a tocha de modo que a ponta do eletrodo fique, aproximadamente, 3,0 (três) milímetros acima do ponto inicial do cordão a ser realizado. Movimente a tocha em pequenos círculos a fim de pré-aquecer o metal de superfície até que ele se liqüefaça e que uma poça de fusão se forme nas peças. A poça deve se formar rapidamente e permanecer clara. O tamanho da poça será determinado pelo diâmetro do eletrodo, pelo valor da corrente (amperagem) e pelo fato de o eletrodo ter ou não sua extremidade cônica.
23 Uma vez formada a poça de fusão, desloque a tocha para a borda traseira da poça com o elemento apontado para a direção de ralização do cordão, posicionando-a num Ângulo de 10º (dez graus) a 20º (vinte graus) da vertical com relação à peça a soldar. O metal de adição deve entrar na borda dianteira da poça de fusão (não dentro do arco) com um ângulo de, aproximadamente, 15º (quize graus) em relação à superfície horizontal da área de soldagem. Desta forma evita-se que o metal de adição possa estar em contato com o eletrodo, eliminando-se assim possibilidade de contaminação do eletrodo e do cordão de solda. Quando o metal de adição é depositado, a poça de fusão torna-se turva.
24 É comum dar à tocha e à vareta de adição ângulos impróprios. A tocha deve ser mantida tão vertical quanto possível. Ângulo da tocha pequeno demais faz com que o gás inerte possa sugar o ar, em detrimento da qualidade do cordão de solda. Se a vareta de metal de adição for segura e fundida na poça de fusão com ângulo grande demais, o metal adicionado simplesmente cai na área de soldagem, possibilitando uma fusão incompleta com o metal-base e um cordão de solda desigual e rugoso. O calor do arco deve ser usado para formar e manter a poça de fusão líquida. Quando o cordão tem a largura desejada, a vareta de adição é momentaneamente afastada da borda dianteira da poça; no entanto a extremidade da vareta deve ser mantida dentro da cortina de gás inerte para evitar que ela se oxide. Após ter afastado a vareta de adição, traga o arco na borda dianteira da poça. Assim que a poça se tornar novamente clara, repita as etapas mencionadas até que o cordão seja completado. A tocha e a vareta de adição devem ter movimentos sincronizados, avance a tocha 5 a 6 mm para a borda dianteira da poça e, a seguir, traga-a para trás de 3 a 5 mm. Deposite o metal de adição na borda dianteira da poça até que o cordão tenha a largura desejada e então movimente-a novamente para frente. O tempo necessário para completar este ciclo depende da secção da solda, da espessura do material-base e do tamanho da tocha. Desta forma, o arco se encontra na frente da poça aproximadamente 1/3 do ciclo e 2/3 do ciclo da própria poça. Ao extinguir o arco, traga o eletrodo para a posição horizontal rapidamente, para que o arco não marque a superfície da peça.
25 Se ficar uma cratera profunda na extinção do arco, reabra o arco e acrescente material de adição. Ao interromper um cordão, deve-se tomar cuidado para que haja uma fusão perfeita ao reiniciar a solda. Inicie o segundo cordão de 6 a 13 mm dentro do primeiro cordão e prossiga com a soldagem até que a junta seja completada. PROBLEMAS QUE PODEM OCORRER COM O PROCESSO ELETRODO REVESTIDO NOS AÇOS INOXIDÁVEIS
26
27
28
29 PROBLEMAS QUE PODEM OCORRER COM O PROCESSO MIG - CONVENCIONAL EM AÇO INOX
30
31
32
33 PROBLEMAS QUE PODEM OCORRER NO CABEÇOTE ALIMENTADOR DE ARAME EM PROCESSOS MIG/MAG AÇO INOX OU AÇO CARBONO
34
35 PROBLEMAS QUE PODEM OCORRER COMO PROCESSO
36 MIG - ARCO PULSADO
37 PROBLEMAS QUE PODEM OCORRER COM O PROCESSO MIG
38 ARAME TUBULAR EM AÇO INOX Basicamente, a soldagem com arame tubular é uma interligação entre os processos eletrodo revestido e MIG. Este processo é mais indicado para chapas grossas, soldas fora de posição (horizontal, vertical ascendente) em solda com qualidades radiográficas. E pode ser usado em caldeirarias para construções de vasos de pressão. Todos os problemas e técnicas empregados nas tabelas de eletrodo revestido e MIG são válidos para o processo MIG com arame tubular. Um problema comum apenas ao arame tubular são marcas no cordão de solda como mostra a ilustração: Metalurgicamente, estas marcas não influenciam a solda em nada, mas dão um aspecto feio e suspeito sobre a solda. Para eliminá-las basta aumentar a altura do bocal em relação à peça. A solda com arame tubular exige altura do bocal mais alta.
39 O gás de proteção para soldagem com arame tubular de aço inox, pode ser produzido a partir de misturas como CO % a 25% de argônio ou 100% CO 2. Aconselha-se soldar com 100% CO2, que dá uma solda muito boa e tem um custo mais baixo, visto que o gás CO2 puro é mais barato, compensando maior custo do arame tubular. Em soldas de muitos passes, onde a máquina de solda trabalhará longos períodos sem interrupção, haverá menos problemas. CUIDADOS NECESSÁRIOS COM O PROCESSO TIG EM GERAL Antes de começar a soldar, além das recomendações já mencionadas, verifique as informações a seguir: 1. Verifique se o cabo-terra está bem fixado à peça. 2. Verifique o aperto de todas as conexões na linha de alimentação do gás de proteção. 3. Verifique o bocal da tocha. Se estiver queimando ou carbonizado, substitua-o. Se estiver com respingos, limpe-o. 4. Verifique o eletrodo não consumível, ele deve ter uma aparência clara e prateada. 5. Se a tocha for refrigerada à água, verifique a vazão de água na tocha ou sua pressão de entrada, além de checar se há vazamentos de água. 6. Verifique as regulagens da vazão de gás e da corrente (amperagem) de soldagem. Quando todos os parâmetros têm o valor correto, a extremidade do eletrodo tem uma forma esférica. 7. Verifique o comprimento do eletrodo fora do bocal. Este comprimento deve, normalmente ser igual ao seu diâmetro, no entanto, esta regra pode ter exceções. Para soldas de ângulo, o comprimento máximo a admitir é de 6,0 mm (seis milímetros). Para soldas de topo, o comprimento máximo a admitir é de 5,0 mm (cinco milímetros). Para as soldas em quina, o comprimento máximo a admitir é de 1,5 mm a 3,0 mm (um milímetro e meio a três milímetros).
40 8. Determine se deve ou não utilizar um eletrodo com ponta cônica. Certas aplicações, como aços inoxidáveis em espessuras finas, requerem eletrodos com ponta em forma de cone. Metais de elevada condutibilidade térmica como o alumínio ou cobre não requerem eletrodos pontiagudos, a não ser em espessuras finas. Um eletrodo pontiagudo aumenta a concentração do arco e a densidade de corrente no arco estabilizando-o, conseqüentemente. Isto faz com que se possa usar um determinado diâmetro de eletrodo a correntes mais baixas que as normais, sem perda da estabilidade do arco, prolongando a vida útil do eletrodo. 9. Dê preferência aos eletrodos tungstênio toriado conforme norma AWS A5.12 classe EWTh-2. Possui cor de identificação vermelha na ponta. Eles contam com as seguintes vantagens: a - Abertura do arco mais fácil b - Maior estabilidade do arco c - Faixas de corrente mais elevadas em AF (Alta Freqüência) d - Tendência menor em grudar o eletrodo na peça quando da abertura do arco. Os eletrodos de tungstênio toriado não devem ser usados com correntes alternadas e estabilização de alta frequência, pois existe a possibilidade de partículas de tungstênio serem transferidas para o cordão de solda. Quando for utilizada corrente alternada, utilize eletrodos tungstênio zirconiado, classe EWZr. Possui cor de identificação marrom na ponta. 10. O gás normalmente utilizado é o argônio puro. Para aços inoxidáveis ferríticos, utilize sempre argônio puro. Deve-se evitar nitrogênio e hidrogênio. 11. Use sempre polaridade direta (-). Tocha ligada no borne negativo da máquina e o cabo-terra no positivo. 12. Use polaridade inversa somente em casos especiais. Tocha ligada no borne positivo da máquina e o cabo-terra no negativo. A polaridade inversa é mais vantajosa para metais como alumínio e o magnésio. O uso desta polaridade é limitado a espessuras finas.
41 13. Procure utilizr manômetro acoplado com fluxômetro do tipo rotâmetro, sempre na posição vertical que permite uma leitura mais correta da vazão. Certos modelos são calibrados em I/min por 2,1 ou dividida C.F.H por 2, Para soldas até um máximo de 150 ampères, utilize tocha com resfriamento natural. Acima de 150 ampères utilize tocha com resfriamento por circulação de água. 15. O tamanho do bocal fabricado de cerâmica deve ser escolhido de acordo com a corrente (amperagem) de solda e a bitola do eletrodo usado. A seguir uma tabela como exemplo. Metal a soldar: Aço Inoxidável Austenítico Corrente: CC (-) Eletra Junta: de topo Gás: Argônio GUIA PARA SELEÇÃO DA CORRENTE DE SOLDAGEM
42 TABELA-BASE PARA REGULAGEM DA MÁQUINA
43 PROBLEMAS QUE PODEM OCORRER COM O PROCESSO TIG
44
45
46 PRINCIPAIS DEFEITOS E TÉCNICAS ERRADAS QUE SÃO FEITAS DURANTE A SOLDAGEM POSICIONAMENTO DE ELETRODO EM POSIÇÃO PLANA Alguns tipos de trincas na cratera provocadas por contração a quente.
47
48 0 = Ponto de origem de trincas Finalidade da goivagem 1. Remover a escória ou óxidos que geralmente, ficam retidos quando da execução do primeiro passe. 2. Remover qualquer pequena trinca que eventualmente possa ocorrer (geralmente é recomendado remover totalmente o passe de raiz). 3. Alargar o canal (chanfros) para que o primeiro cordão do segundo lado seja suficientemente largo e espesso para resistir a contração que fatalmente ocorrerá devido a rigidez da junta.
49
50
51 TERMINOLOGIA A terminologia da Soldagem Elétrica tem por finalidade definir termos e expressões técnicas usadas em soldagem. Angulo do Chanfro (*) Ângulo formado pela disposição das peças chanfradas, cujos chanfros ficam topo a topo (fig.1). Poro Pequeno vazio, geralmente redondo, encontrado numa solda (fig.2). Margem da Solda Linha de separação entre a superfície da peça e o cordão de solda (fig.3).
52 Camada Depósito de metal obtido em um ou mais passes numa mesma profundidade (fig.4). Chanfro Corte efetuado nas bordas das peças a soldar, ou abertura feita na região da peça a ser soldada Cobre-junta Material usado como apoio na raiz da junta, durante a soldagem (fig.6).
53 Passe em Filetes Técnica para depositar metal de solda sem fazer movimento lateral (fig.7). Passe Descontínuo Técnica de soldagem, na qual trechos iguais de metal são depositados em intervalos regulares prefixados (fig.8). Comprimento do Arco Distância entre a extremidade inferior da alma do eletrodo e a superfície da peça (fig.9).
54 Contração Redução de volume de metal quando resfriado (fig.10). Cordão de Solda É a solda propriamente dita, formada em um ou mais passes (fig.11). Cratera Cavidade formada no metal-base, decorrente da extinção do arco elétrico (fig.12).
55 Diâmetro do Eletrodo É o diâmetro da alma (núcleo) do eletrodo revestido, ou o diâmetro da vareta metálica ou fio, quando nu (fig.13). Eletrodo Consumível Eletrodo que se funde formando o metal de adição nas soldagens elétricas (fig.14). Eletrodo Nu Vareta sem revestimento, usada na soldagem manual a arco (fig.15). Eletrodo Revestido Vareta coberta por uma camada de revestimento, usada na soldagem manual o arco (fig.16).
56 Eletrodo não Consumível Eletrodo que não se funde, usado com o propósito de estabelecer um arco voltaíco (fig.17). Empenamento É a deformação que a peça sofre, devido à contração do metal de solda durante o seu resfriamento (fig.18). Escória Camada não metálica que cobre o cordão de solda (fig.19). Face de Solda Superfície externa oposta à raiz de uma solda (fig.20).
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
Orientações Práticas de Soldagem em Aço Inox
 Orientações Práticas de Soldagem em Aço Inox Messias José de Carvalho Consultor de Soldagem Servcal Calderaria Montagens Industriais Ltda. Colaboração: Tarcisio Reis de Oliveira Gerência de Pesquisa e
Orientações Práticas de Soldagem em Aço Inox Messias José de Carvalho Consultor de Soldagem Servcal Calderaria Montagens Industriais Ltda. Colaboração: Tarcisio Reis de Oliveira Gerência de Pesquisa e
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1.OBJETIVO. Os principais objetivos da prática de soldagem com eletrodo revestido são:
 1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2001 Terminologia
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2001 Terminologia
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
SOLDAGEM DOS METAIS CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM
 28 CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM 29 TERMINOLOGIA DE SOLDAGEM A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não
28 CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM 29 TERMINOLOGIA DE SOLDAGEM A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não
bambozzi Manual de Instruções NM 250 TURBO +55 (16) 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.
 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.") bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
PROCESSOS DE SOLDAGEM
 PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais. Definição e princípio de operação:
 Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Processos Construtivos
 Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
FINALIDADE DESTA ESPECIFICAÇÃO
 SESC PANTANAL HOTEL SESC PORTO CERCADO POSTO DE PROTEÇÃO AMBIENTAL SÃO LUIZ BARÃO DE MELGAÇO/MT ESTRUTURAS METÁLICAS PARA COBERTURA DE BARRACÃO DEPÓSITO MEMORIAL DESCRITIVO ANEXO VI 1. FINALIDADE DESTA
SESC PANTANAL HOTEL SESC PORTO CERCADO POSTO DE PROTEÇÃO AMBIENTAL SÃO LUIZ BARÃO DE MELGAÇO/MT ESTRUTURAS METÁLICAS PARA COBERTURA DE BARRACÃO DEPÓSITO MEMORIAL DESCRITIVO ANEXO VI 1. FINALIDADE DESTA
GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS
 01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Aspectos de Segurança - Discos de Corte e Desbaste
 Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS. Introdução
 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
Estabilizada de. PdP. Autor: Luís Fernando Patsko Nível: Intermediário Criação: 22/02/2006 Última versão: 18/12/2006
 TUTORIAL Fonte Estabilizada de 5 Volts Autor: Luís Fernando Patsko Nível: Intermediário Criação: 22/02/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
TUTORIAL Fonte Estabilizada de 5 Volts Autor: Luís Fernando Patsko Nível: Intermediário Criação: 22/02/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
Apostila de Treinamento MIG/MAG (GMAW)
") 2015-Jul Apostila de Treinamento MIG/MAG (GMAW) Público alvo: Vendedores e Representantes comerciais 1 Informações iniciais : Ciclo de Trabalho (Fator de trabalho) O Ciclo de Trabalho é a relação entre
2015-Jul Apostila de Treinamento MIG/MAG (GMAW) Público alvo: Vendedores e Representantes comerciais 1 Informações iniciais : Ciclo de Trabalho (Fator de trabalho) O Ciclo de Trabalho é a relação entre
BOLETIM TÉCNICO PROCESSO MIG BRAZING
 O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
Avaliação das Principais Descontinuidades Encontradas nas Juntas Soldadas, Causas e Possíveis Soluções.
 São Paulo Brasil 31 de agosto a 2 de setembro, 2010 Avaliação das Principais Descontinuidades Encontradas nas Juntas Soldadas, Causas e Possíveis Soluções. Paulo Rogerio Santos de Novais * * Tecnólogo
São Paulo Brasil 31 de agosto a 2 de setembro, 2010 Avaliação das Principais Descontinuidades Encontradas nas Juntas Soldadas, Causas e Possíveis Soluções. Paulo Rogerio Santos de Novais * * Tecnólogo
Desempenamento. desempenamento de uma barra
 A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
5 Montagem Circuítos
 Montagem 5 Circuítos Ambiente de trabalho: Para trabalhar com montagem eletrônica e reparação de equipamentos o técnico precisa de algumas ferramentas, são elas: 1 - Ferro de solda: O ferro de solda consiste
Montagem 5 Circuítos Ambiente de trabalho: Para trabalhar com montagem eletrônica e reparação de equipamentos o técnico precisa de algumas ferramentas, são elas: 1 - Ferro de solda: O ferro de solda consiste
bambozzi Manual de Instruções Fonte de Energia para Soldagem MAC 325ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
SOLDAGEM DOS METAIS CAPÍTULO 8 SOLDAGEM MIG/MAG
 53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
Cotagens especiais. Você já aprendeu a interpretar cotas básicas
 A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
bambozzi Manual de Instruções NM 250 TURBO +55 (16) 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.
 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.") bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Instruções de Uso e Segurança
 Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
SIMBOLOGIA DA SOLDAGEM
 SIMBOLOGIA DA SOLDAGEM Ricardo Leli dos Santos (leli@ig.com.br) Aires Gomes Sabino (agsabino@bol.com.br) Cícero Roberto Gonçalves Bezerra (fe3c_w@gmx.net) RESUMO A simbologia de soldagem é a representação
SIMBOLOGIA DA SOLDAGEM Ricardo Leli dos Santos (leli@ig.com.br) Aires Gomes Sabino (agsabino@bol.com.br) Cícero Roberto Gonçalves Bezerra (fe3c_w@gmx.net) RESUMO A simbologia de soldagem é a representação
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA. 15 de Abril de 2010
 FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos
 Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
 Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
IFSC - Campus São José Área de Refrigeração e Ar Condicionado Prof. Gilson Desenvolvimento de Chapas
 DESENVOLVIMENTO DE CHAPAS É o processo empregado para transformar em superfície plana, peças, reservatórios, uniões de tubulações e de dutos, normalmente feitos em chapas, razão pela qual este processo
DESENVOLVIMENTO DE CHAPAS É o processo empregado para transformar em superfície plana, peças, reservatórios, uniões de tubulações e de dutos, normalmente feitos em chapas, razão pela qual este processo
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
MANUAL DE MONTAGEM. Revisão 10 MONTAGEM DO DISCO SOLAR PARA AQUECIMENTO DE ÁGUA
 MANUAL DE MONTAGEM Revisão 10 MONTAGEM DO DISCO SOLAR PARA AQUECIMENTO DE ÁGUA Parabéns por adquirir um dos mais tecnológicos meios de aquecimento de água existentes no mercado. O Disco Solar é por sua
MANUAL DE MONTAGEM Revisão 10 MONTAGEM DO DISCO SOLAR PARA AQUECIMENTO DE ÁGUA Parabéns por adquirir um dos mais tecnológicos meios de aquecimento de água existentes no mercado. O Disco Solar é por sua
FICHA TÉCNICA - MASSA LEVE -
 FICHA TÉCNICA - MASSA LEVE - Massa Leve é um aditivo capaz de produzir concreto poroso de baixa massa especifica aparente, com ótima estabilidade, isto é, com reduzida queda de volume na aplicação. Características
FICHA TÉCNICA - MASSA LEVE - Massa Leve é um aditivo capaz de produzir concreto poroso de baixa massa especifica aparente, com ótima estabilidade, isto é, com reduzida queda de volume na aplicação. Características
PERIGOS DAS EMANAÇÕES DAS SOLDAGENS
 PERIGOS DAS EMANAÇÕES DAS SOLDAGENS Muitos soldadores e profissionais de corte de aço devem se preocupar com as emanações que encontram quando realizam suas atividades de soldagem e corte. A maioria dos
PERIGOS DAS EMANAÇÕES DAS SOLDAGENS Muitos soldadores e profissionais de corte de aço devem se preocupar com as emanações que encontram quando realizam suas atividades de soldagem e corte. A maioria dos
GUIA DE SOLUÇÕES PARA SOLDAGEM COM ARAMES MIG-MAG
 01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
ULTRA-SOM MEDIÇÃO DE ESPESSURA PROCEDIMENTO DE END PR 036
 Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
bambozzi Manual de Instruções Fonte de Energia para Soldagem MAC 155ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
SOLDADOR DE MATERIAIS METÁLICOS
 SOLDADOR DE MATERIAIS METÁLICOS (Arame Tubular, Eletrodo Revestido, MIG/MAG e TIG) Esquemas de Certificação Maio de 2015 Página 1 de 42 SUMÁRIO Soldador de Materiais Metálicos no Processo Arame Tubular...
SOLDADOR DE MATERIAIS METÁLICOS (Arame Tubular, Eletrodo Revestido, MIG/MAG e TIG) Esquemas de Certificação Maio de 2015 Página 1 de 42 SUMÁRIO Soldador de Materiais Metálicos no Processo Arame Tubular...
Suportes de Tubulações
 Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
Adesivação de frota Confira todas as etapas detalhadas do processo de adesivação de veículos
 Adesivação de frota Confira todas as etapas detalhadas do processo de adesivação de veículos Introdução Por: Elizabete Rocha Reedição Por: Luiz Ricardo Emanueli Revisão Técnica Por: Marcos Rogério do Nascimento,
Adesivação de frota Confira todas as etapas detalhadas do processo de adesivação de veículos Introdução Por: Elizabete Rocha Reedição Por: Luiz Ricardo Emanueli Revisão Técnica Por: Marcos Rogério do Nascimento,
bambozzi Manual de Instruções Fonte de Energia para Soldagem MAC 155ED +55 (16) 3383
 3383") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
ESTRUTURA CONSTRUÇÃO COM TÁBUAS CONSTRUÇÃO EM COMPENSADO. 5 32 x 44. 4 32 x 68. 3 Serrado de. 6 Cavernas do meio do barco. 8 44 x 143 1.
 ESTRUTURA 17 18 Serrado de 20 x 193 CONSTRUÇÃO COM TÁBUAS 5 32 x 44 14 16 x 143 4 32 x 68 3 Serrado de 32 x 143 3 Cavernas da popa ao meio do barco: 32 x 143 6 Cavernas do meio do barco até proa: 32 x
ESTRUTURA 17 18 Serrado de 20 x 193 CONSTRUÇÃO COM TÁBUAS 5 32 x 44 14 16 x 143 4 32 x 68 3 Serrado de 32 x 143 3 Cavernas da popa ao meio do barco: 32 x 143 6 Cavernas do meio do barco até proa: 32 x
Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG
 Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de
Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA
 REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA Tcg Alexandre Serra dos Santos Para se fazer o trabalho de revestimento protetor das camisas de moenda através de um sistema automatizado é necessário uma
REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA Tcg Alexandre Serra dos Santos Para se fazer o trabalho de revestimento protetor das camisas de moenda através de um sistema automatizado é necessário uma
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
MANUAL DE INSTRUÇÕES. LARRY FLEX Fonte de soldagem para TIG, eletrodo revestido e MIG/MAG
 MANUAL DE INSTRUÇÕES LARRY FLEX Fonte de soldagem para TIG, eletrodo revestido e MIG/MAG II Sumário 1. Introdução 1 2. Descrição do Equipamento 2.1 Ligando a fonte na Rede 2.2 Descrição do Painel Frontal
MANUAL DE INSTRUÇÕES LARRY FLEX Fonte de soldagem para TIG, eletrodo revestido e MIG/MAG II Sumário 1. Introdução 1 2. Descrição do Equipamento 2.1 Ligando a fonte na Rede 2.2 Descrição do Painel Frontal
Aperfeiçoamentos no Cabeçote
 Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS
 ARAMES PARA SOLDA ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com Gerdau-MIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas,
ARAMES PARA SOLDA ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com Gerdau-MIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas,
Condensação. Ciclo de refrigeração
 Condensação Ciclo de refrigeração Condensação Três fases: Fase 1 Dessuperaquecimento Redução da temperatura até a temp. de condensação Fase 2 Condensação Mudança de fase Fase 3 - Subresfriamento Redução
Condensação Ciclo de refrigeração Condensação Três fases: Fase 1 Dessuperaquecimento Redução da temperatura até a temp. de condensação Fase 2 Condensação Mudança de fase Fase 3 - Subresfriamento Redução
MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA
 MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA Montagem Estrutura Metálica Em uma obra de estruturas metálicas, a montagem é considerada uma das fases mais importantes por representar uma
MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA Montagem Estrutura Metálica Em uma obra de estruturas metálicas, a montagem é considerada uma das fases mais importantes por representar uma
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
MANUAL DE INSTRUÇÕES. Modelo TS-242 ESCOVA GIRATÓRIA
 Modelo TS-242 ESCOVA GIRATÓRIA Para prevenir ferimentos ou danos, antes de usar o aparelho leia e siga atentamente a todas as instruções contidas neste manual. MANUAL DE INSTRUÇÕES PRECAUÇÕES As instruções
Modelo TS-242 ESCOVA GIRATÓRIA Para prevenir ferimentos ou danos, antes de usar o aparelho leia e siga atentamente a todas as instruções contidas neste manual. MANUAL DE INSTRUÇÕES PRECAUÇÕES As instruções
O uso dos diodos nos alternadores implicam numa série de cuidados, tais como:
 Resumo - Alternador O uso dos diodos nos alternadores implicam numa série de cuidados, tais como: Não ligar a bateria com polaridade invertida; Não ligar o alternador sem carga ou retirar a carga com alternador
Resumo - Alternador O uso dos diodos nos alternadores implicam numa série de cuidados, tais como: Não ligar a bateria com polaridade invertida; Não ligar o alternador sem carga ou retirar a carga com alternador
MANUAL DE INSTRUÇÕES DA ESTAÇÃO DE RETRABALHO SMD - MODELO DK850. revisão fevereiro de 2007
 DEKEL MANUAL DE INSTRUÇÕES DA ESTAÇÃO DE RETRABALHO SMD - MODELO DK850 revisão fevereiro de 2007 Leia atentamente as instruções contidas neste manual antes de iniciar o uso do instrumento ÍNDICE INTRODUÇÃO...
DEKEL MANUAL DE INSTRUÇÕES DA ESTAÇÃO DE RETRABALHO SMD - MODELO DK850 revisão fevereiro de 2007 Leia atentamente as instruções contidas neste manual antes de iniciar o uso do instrumento ÍNDICE INTRODUÇÃO...
Manual Prensa Combo 8x1 JD INK JET
 Manual Prensa Combo 8x1 JD INK JET JD INK JET Apresentação. O desenvolvimento da prensa JD INK JET, foi criada e acompanhada por engenheiros Coreanos na China, e ao decorrer dos anos fomos aprimorando
Manual Prensa Combo 8x1 JD INK JET JD INK JET Apresentação. O desenvolvimento da prensa JD INK JET, foi criada e acompanhada por engenheiros Coreanos na China, e ao decorrer dos anos fomos aprimorando
ZJ20U93 Montagem e Operacional
 www.zoje.com.br ZJ20U93 Montagem e Operacional ÍNDICE 1. Aplicação...2 2. Operação segura...2 3. Cuidados antes da operação...2 4. Lubrificação...2 5. Seleção da agulha e do fio...3 6. A Inserção da agulha...3
www.zoje.com.br ZJ20U93 Montagem e Operacional ÍNDICE 1. Aplicação...2 2. Operação segura...2 3. Cuidados antes da operação...2 4. Lubrificação...2 5. Seleção da agulha e do fio...3 6. A Inserção da agulha...3
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Addendum ao manual 0558003746 (PT):
:") PT-32EH TOCHA DE CORTE A PLASMA Addendum ao manual 0558003746 (PT): Consulte a página em anexo para ver a lista atualizada de acessórios opcionais e consumíveis. A foto atualizada mostra os corretos números
PT-32EH TOCHA DE CORTE A PLASMA Addendum ao manual 0558003746 (PT): Consulte a página em anexo para ver a lista atualizada de acessórios opcionais e consumíveis. A foto atualizada mostra os corretos números
SOLDAGEM. Figura 1 Lado da solda de uma PCI.
 INSTITUTO FEDERAL SANTA CATARINA MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISSIONAL E TECNOLÓGICA INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CURSO DE ENGENHARIA DE TELECOMUNICAÇÕES
INSTITUTO FEDERAL SANTA CATARINA MINISTÉRIO DA EDUCAÇÃO SECRETARIA DE EDUCAÇÃO PROFISSIONAL E TECNOLÓGICA INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA CURSO DE ENGENHARIA DE TELECOMUNICAÇÕES
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
O que são os Ensaios Não Destrutivos
 Resumo Nesse relatório vamos identificar as descontinuidade de uma peça usando ensaio por líquidos penetrantes, o qual consiste na aplicação do líquido penetrante e de um revelador que irá identificar
Resumo Nesse relatório vamos identificar as descontinuidade de uma peça usando ensaio por líquidos penetrantes, o qual consiste na aplicação do líquido penetrante e de um revelador que irá identificar
Acumuladores hidráulicos
 Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
3 Manual de Instruções
 3 Manual de Instruções INTRODUÇÃO Parabéns pela escolha de mais um produto de nossa linha. Para garantir o melhor desempenho de seu produto, o usuário deve ler atentamente as instruções a seguir. Recomenda-se
3 Manual de Instruções INTRODUÇÃO Parabéns pela escolha de mais um produto de nossa linha. Para garantir o melhor desempenho de seu produto, o usuário deve ler atentamente as instruções a seguir. Recomenda-se
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
27 Sistemas de vedação II
 A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
MANUAL DE INSTRUÇÕES
 MANUAL DE INSTRUÇÕES ASPIRADOR DE PÓ 800 W COM CABO TELESCÓPICO Equipamento somente para uso doméstico. Obrigado por escolher um produto com a marca Tramontina. Por favor, leia o Manual de Instruções por
MANUAL DE INSTRUÇÕES ASPIRADOR DE PÓ 800 W COM CABO TELESCÓPICO Equipamento somente para uso doméstico. Obrigado por escolher um produto com a marca Tramontina. Por favor, leia o Manual de Instruções por
GRSS. Resistance WELDING SOLDAGEM POR RESISTÊNCIA ELÉTRICA
 SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
2.2. Antes de iniciar uma perfuração examine se não há instalações elétricas e hidráulicas embutidas ou fontes inflamáveis.
 1. Normas de segurança: Aviso! Quando utilizar ferramentas leia atentamente as instruções de segurança. 2. Instruções de segurança: 2.1. Aterramento: Aviso! Verifique se a tomada de força à ser utilizada
1. Normas de segurança: Aviso! Quando utilizar ferramentas leia atentamente as instruções de segurança. 2. Instruções de segurança: 2.1. Aterramento: Aviso! Verifique se a tomada de força à ser utilizada
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Modelo TS-243 ESCOVA GIRATÓRIA ARGAN OIL + ION MANUAL DE INSTRUÇÕES
 Modelo TS-243 ESCOVA GIRATÓRIA ARGAN OIL + ION MANUAL DE INSTRUÇÕES PRECAUÇÕES IMPORTANTES As instruções de segurança devem sempre ser seguidas para reduzir riscos. É importante ler com cuidado todas as
Modelo TS-243 ESCOVA GIRATÓRIA ARGAN OIL + ION MANUAL DE INSTRUÇÕES PRECAUÇÕES IMPORTANTES As instruções de segurança devem sempre ser seguidas para reduzir riscos. É importante ler com cuidado todas as
Manual de Instruções
 Manual de Instruções (Party Cooler s Thermomatic) Modelo: 40 litros & 77 litros Obrigado por escolher a série dos Party Cooler s da Thermomatic. Para garantir o uso correto das operações, por favor, leia
Manual de Instruções (Party Cooler s Thermomatic) Modelo: 40 litros & 77 litros Obrigado por escolher a série dos Party Cooler s da Thermomatic. Para garantir o uso correto das operações, por favor, leia
COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências
 COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências CARGO AGENTE DE MANUTENÇÃO DE VEÍCULOS Área de Concentração: Funilaria de Autos 1. Os processos de soldagem podem ser classificados em três
COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências CARGO AGENTE DE MANUTENÇÃO DE VEÍCULOS Área de Concentração: Funilaria de Autos 1. Os processos de soldagem podem ser classificados em três
AV. Herminio Gimenez RC - RUC: 80061756-8 COR: CIUDAD DEL ESTE-PY TEL: +595 983 613802 contato@options-sa.net - www.options-sa.net
 COR: -Instalação rápida e fácil, fixação com resina, ondulação de 2 a 4 mm para passagem dos cabos de energia. - Pode ser instalada em piscinas ou hidromassagens onde não tenha sido previsto sistema de
COR: -Instalação rápida e fácil, fixação com resina, ondulação de 2 a 4 mm para passagem dos cabos de energia. - Pode ser instalada em piscinas ou hidromassagens onde não tenha sido previsto sistema de
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
9. MANUTENÇÃO DE TRANSFORMADORES:
 9. MANUTENÇÃO DE TRANSFORMADORES: 9.1 OTIMIZAÇÃO E MONITORAMENTO DA OPERAÇÃO DOS TRANSFORMADORES Os transformadores são máquinas estáticas que transferem energia elétrica de um circuito para outro, mantendo
9. MANUTENÇÃO DE TRANSFORMADORES: 9.1 OTIMIZAÇÃO E MONITORAMENTO DA OPERAÇÃO DOS TRANSFORMADORES Os transformadores são máquinas estáticas que transferem energia elétrica de um circuito para outro, mantendo
EVAPORADOR ELIMINADOR DE GOTEJAMENTO
 EVAPORADOR ELIMINADOR DE GOTEJAMENTO Aparelho Bivolt 110v 220v ATENÇÃO: INSTALAR EXTERNAMENTE * Capacidade total em 220v. Em 110v, redução de 50% a 60% na capacidade de evaporação. *Não testar com água
EVAPORADOR ELIMINADOR DE GOTEJAMENTO Aparelho Bivolt 110v 220v ATENÇÃO: INSTALAR EXTERNAMENTE * Capacidade total em 220v. Em 110v, redução de 50% a 60% na capacidade de evaporação. *Não testar com água
bambozzi Manual de Instruções Fonte de Energia para Soldagem MDC 305ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
MANUAL DO USO DE ELEVADORES ÍNDICE: I Procedimentos e Cuidados
 MANUAL DO USO DE ELEVADORES ÍNDICE: I Procedimento e Cuidados II Verificação pelo usuário do funcionamento seguro do elevador III Procedimentos a evitar na utilização do elevador IV Orientação para a escolha
MANUAL DO USO DE ELEVADORES ÍNDICE: I Procedimento e Cuidados II Verificação pelo usuário do funcionamento seguro do elevador III Procedimentos a evitar na utilização do elevador IV Orientação para a escolha
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem: - Grande aplicação nas atividades industriais que existem no mundo moderno: construção naval, ferroviária, aeronáutica e automobilística,
Curso de Engenharia de Produção Processos de Fabricação Soldagem: - Grande aplicação nas atividades industriais que existem no mundo moderno: construção naval, ferroviária, aeronáutica e automobilística,
Manual de Instruções. Poços de Proteção. Exemplos
 Manual de Instruções oços de roteção Exemplos Manual de Instruções de oços de roteção ágina 3-11 2 Índice Índice 1. Instruções de segurança 4 2. Descrição 4 3. Condições de instalação e instalação 5 4.
Manual de Instruções oços de roteção Exemplos Manual de Instruções de oços de roteção ágina 3-11 2 Índice Índice 1. Instruções de segurança 4 2. Descrição 4 3. Condições de instalação e instalação 5 4.
MANUAL DE MONTAGEM. Revisão 17 MONTAGEM DO DISCO SOLAR PARA AQUECIMENTO DE ÁGUA
 MANUAL DE MONTAGEM Revisão 17 MONTAGEM DO DISCO SOLAR PARA AQUECIMENTO DE ÁGUA Parabéns por adquirir um dos mais tecnológicos meios de aquecimento de água existentes no mercado. O Disco Solar é por sua
MANUAL DE MONTAGEM Revisão 17 MONTAGEM DO DISCO SOLAR PARA AQUECIMENTO DE ÁGUA Parabéns por adquirir um dos mais tecnológicos meios de aquecimento de água existentes no mercado. O Disco Solar é por sua