Matrizes para alicates de compressão hidráulica
|
|
|
- Amadeu Paixão Duarte
- 5 Há anos
- Visualizações:
Transcrição
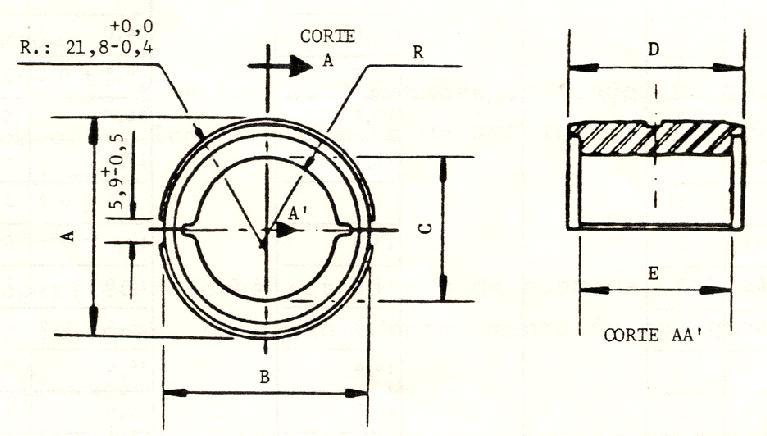
1 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para as matrizes para alicates de compressão hidráulica utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES NBR /1985 Planos de amostragem e procedimentos na inspeção por atributos. NBR 6671 Materiais metálicos determinação da dureza Rockwell. NBR 6672 Materiais metálicos Determinação da dureza Vickers. NBR 6189 Aço ferramenta Especificação. NBR 9245 Aços ferramenta Série padronizada. 3. DEFINIÇÕES Para efeitos desta especificação entende-se por matriz o par de peças metálicas, simétricas, que serve de molde para compressão de luvas e conectores de fios e cabos elétricos. 4. CONDIÇÕES GERAIS 4.1 Dimensões Cada matriz deve ter as dimensões indicadas na tabela 2 de acordo com seu índice e número de NTC correspondente. 4.2 Acabamento As superfícies devem ser livres de nódulos, rebarbas, incrustações, fissuras, oxidações e empenamento de qualquer espécie. 4.3 Identificação Cada unidade da matriz fornecida deve ter na superfície lateral impresso em baixo relevo, o nome do fabricante ou marca comercial e indicação do modelo ou tipo (índice). 5. CONDIÇÕES ESPECÍFICAS 5.1 Material Deve ser de aço do tipo SAE 4340, SAE 6150 ou aço ferramenta que devido às suas características de resistência mecânica atenda aos requisitos de esforços compatíveis com a sua utilização. 5.2 Dureza A matriz deve apresentar um grau de dureza entre 35 a 48 Rockwell C. 5.3 Tratamento superficial O tratamento superficial deve ser do tipo oxidação negra. 5.4 Esforço mecânico A matriz deve ser dimensionada para suportar o esforço mecânico de compressão de dan, no mínimo, na sua condição de trabalho. 6. INSPEÇÃO E AMOSTRAGEM 6.1 Inspeção As inspeções devem ser feitas preferencialmente nas instalações do fornecedor/fabricante na presença do inspetor da COPEL, salvo acordo diferente no ato da colocação da ordem de compra. O fornecedor/fabricante deve proporcionar ao inspetor os meios necessários e suficientes para certificar-se que o material está de acordo com a presente especificação, assim como comunicar com antecedência a data em que o lote estará pronto para inspeção. 6.2 Amostragem Para os ensaios de aceitação devem ser tomadas amostras conforme norma, utilizando-se: Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 1 de 8
2 a) Regime de inspeção: normal. b) Nível de inspeção: II. c) Plano de inspeção e amostragem dupla. d) NQA 2,5%. Conforme a Tabela 1: Tabela 1 plano de inspeção. Quantidade de unidades que formam o lote Primeira amostra Segunda amostra Quantidade de Quantidade de Ac1 Re1 unidades a ensaiar unidades a ensaiar Ac2 Re2 De 5 a De 51 a De 151 a De 281 a De 501 a De 1200 a Ac Número de peças defeituosas (ou falhas) que ainda permitem aceitar o lote. Re Número de peças defeituosas (ou falhas) que implica na rejeição do lote. Se o lote for menor do que 5 unidades, ensaiar 100% e neste caso Re=0. 7. ENSAIOS 7.1 Inspeção visual Devem ser observados os seguintes aspectos: Superfícies isentas de nódulos, rebarbas, incrustações, fissuras e oxidação. Peça isenta de empenamentos Tratamento superficial do tipo oxidação negra Identificação conforme item Inspeção dimensional Devem ser verificadas as dimensões indicadas na tabela 2 de acordo com seu índice correspondente. 7.3 Ensaio de esforço mecânico Neste ensaio é necessário a utilização do alicate de compressão com capacidade de 12ton e com cabeçote adequado à acomodação das matrizes. O ensaio consiste em simular a real condição de trabalho aplicando-se um força manual aos cabos do alicate de tal modo que comprima, através da matriz, a luva ou terminal correspondente ao seu índice. O resultado do ensaio será considerado satisfatório se após a referida compressão não houve deformação da matriz. 7.4 Ensaio de dureza A determinação da dureza deve ser feita na escala Vickers ou Rockwell, conforme método de ensaio descrito na NBR A dureza de cada peça deve ser como o valor médio entre as três medidas tomadas na área da superfície de ensaio. O resultado do ensaio será considerado satisfatório se atender o disposto no item ACEITAÇÃO E REJEIÇÃO 8.1 Aceitação do lote A aceitação do lote é condicionada aos requisitos de ensaio de aceitação do item 7, conforme critério de amostragem definido no item 6. No caso de qualquer requisito desta especificação não ter sido atendido, o fornecedor/fabricante deverá proceder à substituição para posterior reapresentação do lote, sendo que esta substituição ou reposição não deve onerar a COPEL. Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 2 de 8
3 8.2 Garantia do fabricante A aceitação de um lote de matrizes dentro do sistema de amostragem adotado, não isenta o fabricante da responsabilidade de substituir qualquer unidade que não estiver de acordo com a presente especificação, no período de, no mínimo, 1 ano. 9. EMBALAGEM Para informações sobre embalagem deste material consultar a Internet no seguinte endereço: - Fornecedores 10. FORNECIMENTO O fornecimento deste material a Copel fica condicionado à homologação da Ficha Técnica pela SEE / DNGO / VNOT. Para maiores informações consultar a Internet no seguinte endereço: - Para sua empresa - Normas Técnicas Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 3 de 8
4 NTC Código Índice Figura A (mm) Tabela 2 Matrizes. B (mm) C (mm) D (mm) E (mm) R (mm) *Fio/Cabo ,7 40,0 5,4 35,0 14,4 2, ,7 14,3 2,7 4 7,2 25,8 3, ,8 24,0 4, ,4 18,0 5, ,3 10,3 7, ,0 10+0,4-0,3 8, ,3 8,0 9,8 4/ ,5+-0,4 7,9 10,8+-0, ,0 24,0 4, ,9 9,5+-0,2 3, ,8 24,0 5, ,6 9,5+-0,2 3,8 2/ ,3 19,4 6,8 1/ ,9 19,0 7,4 2/ ,8 6,4+-0,2 4,7 4/ ,4 19,4 9,4 4/ , ,8 14,8 13,5 -- Fio 6 Fio 16 18,4 14,8 12, ,7 12,7 11,1 336, C 2 18,3 15,3 7, D 5 25,3 16,6 9, ,7 40, D3 9 30,9+-0,6 30,8+-1,2 10,9+-0, H 5 31,7 19,0 11, N 6 35, ,8 28, , O A 11 14, mm² 41, A 11 17, mm² 21, A 11 10, / ,8 9, mm² A 11 22, mm² A 11 25, mm² *As indicações das bitolas dos cabos e fios para cada índice de matriz constante nesta tabela serve apenas como referência, pois a escolha da correta matriz para cada caso depende preponderantemente do indicado nas luvas e terminações. Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 4 de 8



5 Figura Tabela 3 Figuras. Tipo da matriz Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 5 de 8

6 4 5 6 Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 6 de 8


7 7 8 9 Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 7 de 8

8 10 11 NOTA: as matrizes sextavadas, figura 11, devem ser utilizadas apenas em cabos com baixa tração mecânica, ou seja, em redes compactas ou subterrâneas. Não devem ser utilizadas em redes aéreas nuas. Outubro de 2012 SEE/DNGO/VNOT Volume Especial Página 8 de 8
Esporas para escalada de postes de concreto tipo duplo T
 1. OBJETIVO NTC 890210 Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para esporas para poste de concreto utilizadas nos trabalhos em redes de distribuição. 2. NORMAS
1. OBJETIVO NTC 890210 Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para esporas para poste de concreto utilizadas nos trabalhos em redes de distribuição. 2. NORMAS
Cabeçotes para vara de manobra
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
NTC e Ferramentas de Redes de Distribuição Facas Isoladas. Figura 1 Faca isolada lâmina reta
 Figura 1 Faca isolada lâmina reta DEZEMBRO/2017 SRF/DPLD/VNTD Volume Especial Página 1 de 5 Figura 2 Faca isolada lâmina curva NOTA: Desenho ilustrativo. Obs.: Dimensões em milímetros Tabela 1 Facas isoladas.
Figura 1 Faca isolada lâmina reta DEZEMBRO/2017 SRF/DPLD/VNTD Volume Especial Página 1 de 5 Figura 2 Faca isolada lâmina curva NOTA: Desenho ilustrativo. Obs.: Dimensões em milímetros Tabela 1 Facas isoladas.
NTC /133. Chaves ajustáveis. Figura 1 desenho ilustrativo. Figura 2 desenho ilustrativo (chave isolada)
") Figura 1 desenho ilustrativo Figura 2 desenho ilustrativo (chave isolada) Maio/2018 SRD/DPLD/VNTD Volume Especial Página 1 de 5 Chaves ajustáveis Cod. Abertura ajustável (S) em mm Tabela 1 dimensões e
Figura 1 desenho ilustrativo Figura 2 desenho ilustrativo (chave isolada) Maio/2018 SRD/DPLD/VNTD Volume Especial Página 1 de 5 Chaves ajustáveis Cod. Abertura ajustável (S) em mm Tabela 1 dimensões e
Ferramentas de Redes de Distribuição. Chaves de fenda
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para chaves de fenda utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para chaves de fenda utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
Cabeçotes para vara de manobra
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
Bastões isolantes. Os bastões tubulares devem ser constituídos de materiais isolantes, não higroscópicos, e em total conformidade com a ASTM F 711.
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para os bastões isolantes utilizados nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para os bastões isolantes utilizados nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS
Ferramentas de Redes de Distribuição Bloqueador de Disjuntor. Figura 1- Ilustrativa e dimensional (tipo 1)
") Tipos de Bloqueadores de Disjuntor Figura 1- Ilustrativa e dimensional (tipo 1) Junho/2018 SRF/DPLD/VNTD Volume Especial Página 1 de 5 GRAVAÇÃO INDELEVEL LOGO COPEL Figura 2- Ilustrativa e dimensional
Tipos de Bloqueadores de Disjuntor Figura 1- Ilustrativa e dimensional (tipo 1) Junho/2018 SRF/DPLD/VNTD Volume Especial Página 1 de 5 GRAVAÇÃO INDELEVEL LOGO COPEL Figura 2- Ilustrativa e dimensional
Ferramentas de Redes de Distribuição Bloqueador de Disjuntor. Figura 1- Ilustrativa e dimensional (tipo 1)
") Tipos de Bloqueadores de Disjuntor Figura 1- Ilustrativa e dimensional (tipo 1) Setembro/2018 SPI/DGNT/VNTD Volume Especial Página 1 de 5 GRAVAÇÃO INDELEVEL LOGO COPEL Figura 2- Ilustrativa e dimensional
Tipos de Bloqueadores de Disjuntor Figura 1- Ilustrativa e dimensional (tipo 1) Setembro/2018 SPI/DGNT/VNTD Volume Especial Página 1 de 5 GRAVAÇÃO INDELEVEL LOGO COPEL Figura 2- Ilustrativa e dimensional
Conjunto de aterramento temporário para redes de até 35kV tipo sela
 1 OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para o conjunto de aterramento temporário tipo sela utilizado nos trabalhos em redes de distribuição. 2
1 OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para o conjunto de aterramento temporário tipo sela utilizado nos trabalhos em redes de distribuição. 2
Cabeçotes para vara de manobra
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
Cabeçotes para vara de manobra
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
Cabeçotes para vara de manobra
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
1. OBJETIVO Esta NTC tem por objetivo estabelecer as características mínimas exigíveis dos cabeçotes adaptáveis às varas de manobra utilizados nos trabalhos de manutenção de redes de distribuição. 2. DEFINIÇÃO
Serra para poda. Parte ativa da ferramenta responsável pelo corte de pequenos galhos e/ou peças de madeira.
 1. OBJETIVO Esta especificação tem por objetivo estabelecer as características mínimas exigíveis da serra manual e adaptável à vara de manobra sem a necessidade de afiação (ou permanente) utilizada nos
1. OBJETIVO Esta especificação tem por objetivo estabelecer as características mínimas exigíveis da serra manual e adaptável à vara de manobra sem a necessidade de afiação (ou permanente) utilizada nos
Interruptores portáteis de carga
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para interruptores portáteis de carga utilizados nos trabalhos em redes de distribuição. 2. NORMAS E/OU
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para interruptores portáteis de carga utilizados nos trabalhos em redes de distribuição. 2. NORMAS E/OU
LINGAS DE CABO DE AÇO NTC /95. Figura 1 - Linga Simples
 Figura 1 - Linga Simples Gancho Corrediço Figura 3 Gancho Corrediço Sapatilha Figura 2 - Linga com Gancho Figura 4 - Sapatilha - medidas em milímetros - tolerância de 5% AGOSTO/2003 DIS/DEND Volume Especial
Figura 1 - Linga Simples Gancho Corrediço Figura 3 Gancho Corrediço Sapatilha Figura 2 - Linga com Gancho Figura 4 - Sapatilha - medidas em milímetros - tolerância de 5% AGOSTO/2003 DIS/DEND Volume Especial
Bolsa para leiturista tipo cartucheira
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as condições gerais e específicas da bolsa para leiturista tipo cartucheira, utilizada pelos leituristas da COPEL Distribuição. 2. NORMAS E/OU DOCUMENTOS
1. OBJETIVO Esta NTC tem por objetivo estabelecer as condições gerais e específicas da bolsa para leiturista tipo cartucheira, utilizada pelos leituristas da COPEL Distribuição. 2. NORMAS E/OU DOCUMENTOS
Aterramento temporário
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para os conjuntos de aterramentos temporários utilizados nas redes de distribuição. 2. NORMAS E/OU DOCUMENTOS
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para os conjuntos de aterramentos temporários utilizados nas redes de distribuição. 2. NORMAS E/OU DOCUMENTOS
Cintas tubulares de poliéster em anel para elevação de cargas
 1. OBJETIVO NTC 890027 Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para as cintas tubulares em poliéster utilizadas nos trabalhos em redes de distribuição com
1. OBJETIVO NTC 890027 Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para as cintas tubulares em poliéster utilizadas nos trabalhos em redes de distribuição com
DISPOSITIVO PARA FIXAÇÃO DA LINHA DE VIDA - GANCHO
 1. Objetivo Esta especificação tem por objetivo estabelecer a padronização e as características mínimas do dispositivo para fixação da linha de vida - tipo gancho - nos trabalhos de redes e linhas de distribuição.
1. Objetivo Esta especificação tem por objetivo estabelecer a padronização e as características mínimas do dispositivo para fixação da linha de vida - tipo gancho - nos trabalhos de redes e linhas de distribuição.
Emenda polimérica a frio
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as condições mínimas exigíveis que devem ser atendidas no fornecimento de emendas poliméricas para uso externo ou interno aplicados a condutores isolados
1. OBJETIVO Esta NTC tem por objetivo estabelecer as condições mínimas exigíveis que devem ser atendidas no fornecimento de emendas poliméricas para uso externo ou interno aplicados a condutores isolados
Cordas. É o conjunto de fios trançados ou torcidos juntos para formar uma estrutura de comprimento contínuo.
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para as cordas utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para as cordas utilizadas nos trabalhos em redes de distribuição. 2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
Ferramentas de Redes de Distribuição Alicate de Corte Diagonal. Figura 1 Figura Ilustrativa
 Figura 1 Figura Ilustrativa CÓDIGO COPEL NTC DESCRIÇÃO 15017176 890035 ALICATE,CORT DIAGO;L=160MM;ISOL;NT890035 Tabela 1 Descrição do Material 1. OBJETIVO Esta especificação tem por finalidade estabelecer
Figura 1 Figura Ilustrativa CÓDIGO COPEL NTC DESCRIÇÃO 15017176 890035 ALICATE,CORT DIAGO;L=160MM;ISOL;NT890035 Tabela 1 Descrição do Material 1. OBJETIVO Esta especificação tem por finalidade estabelecer
Aterramento temporário
 1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para os conjuntos de aterramentos temporários utilizados nas redes de distribuição. 2. NORMAS E/OU DOCUMENTOS
1. OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para os conjuntos de aterramentos temporários utilizados nas redes de distribuição. 2. NORMAS E/OU DOCUMENTOS
Terminais poliméricos
 1. OBJETIVO Esta NTC tem por objetivo estabelecer as condições mínimas exigíveis que devem ser atendidas no fornecimento de terminais poliméricos para uso externo ou interno aplicados a condutores isolados
1. OBJETIVO Esta NTC tem por objetivo estabelecer as condições mínimas exigíveis que devem ser atendidas no fornecimento de terminais poliméricos para uso externo ou interno aplicados a condutores isolados
CONECTOR TERMINAL DE COMPRESSÃO alumínio FIGURA 1 FIGURA 2
 FIGURA 1 FIGURA 2 FIGURA 3 OBS.: 1) Medidas em milímetros. 2) Deve ser dimensionado para atender a todas as características de aplicação mecânica e elétrica da Tabela 1. MAIO/2017 DPLD/VNTD VOLUME 1 Página
FIGURA 1 FIGURA 2 FIGURA 3 OBS.: 1) Medidas em milímetros. 2) Deve ser dimensionado para atender a todas as características de aplicação mecânica e elétrica da Tabela 1. MAIO/2017 DPLD/VNTD VOLUME 1 Página
Coberturas isolantes rígidas
 1. OBJETIVO Esta NTC padroniza as dimensões e estabelece as condições gerais mínimas exigíveis para as coberturas isolantes rígidas de proteção contra choques elétricos que possam atingir os eletricistas
1. OBJETIVO Esta NTC padroniza as dimensões e estabelece as condições gerais mínimas exigíveis para as coberturas isolantes rígidas de proteção contra choques elétricos que possam atingir os eletricistas
FIGURA 1 CONECTOR TERMINAL FIGURA 2 LUVA TERMOCONTRÁTIL FIGURA 3 DETALHE DE INSTALAÇÃO. Parafuso e Arruela. Conector. Luva
 FIGURA 1 E C D φ G F φ 10.0 + 0.2 A B CONECTOR TERMINAL FIGURA 2 I H LUVA TERMOCONTRÁTIL FIGURA 3 Rosca (Normal) DIN II 16 fios / in Sextavado Interno d1 h l1 l2 PARAFUSO D12 d2 m ARRUELA LISA DETALHE
FIGURA 1 E C D φ G F φ 10.0 + 0.2 A B CONECTOR TERMINAL FIGURA 2 I H LUVA TERMOCONTRÁTIL FIGURA 3 Rosca (Normal) DIN II 16 fios / in Sextavado Interno d1 h l1 l2 PARAFUSO D12 d2 m ARRUELA LISA DETALHE
CONECTOR TERMINAL DE COMPRESSÃO
 FIGURA 1A FIGURA 1B FIGURA 2 OBS.: 1) Medidas em milímetros. 2) Dimensões ver Tabela 1. JANEIRO/2018 SRD/DPLD/VNTD VOLUME 1 Página 1 de 5 APLICAÇÃO TABELA 1 NTC PADRÃO CÓDIGO COPEL CONDUTORES DE COBRE
FIGURA 1A FIGURA 1B FIGURA 2 OBS.: 1) Medidas em milímetros. 2) Dimensões ver Tabela 1. JANEIRO/2018 SRD/DPLD/VNTD VOLUME 1 Página 1 de 5 APLICAÇÃO TABELA 1 NTC PADRÃO CÓDIGO COPEL CONDUTORES DE COBRE
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO SENSOR DE UMIDADE 810099 AGOSTO / 2013 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA DE EXPANSÃO DA DISTRIBUIÇÃO -
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO SENSOR DE UMIDADE 810099 AGOSTO / 2013 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA DE EXPANSÃO DA DISTRIBUIÇÃO -
CONECTOR TERMINAL DE COMPRESSÃO
 FIGURA 1A FIGURA 1B MAIO/2018 SRD/DPLD/VNTD VOLUME 1 Página 1 de 7 FIGURA 1C FIGURA 2A FIGURA 2B (vista do barril) FIGURA ILUSTRATIVA FIGURA ILUSTRATIVA Nota: figuras 1B, 2A e 2B referem-se exclusivamente
FIGURA 1A FIGURA 1B MAIO/2018 SRD/DPLD/VNTD VOLUME 1 Página 1 de 7 FIGURA 1C FIGURA 2A FIGURA 2B (vista do barril) FIGURA ILUSTRATIVA FIGURA ILUSTRATIVA Nota: figuras 1B, 2A e 2B referem-se exclusivamente
CONECTOR TERMINAL DE COMPRESSÃO
 FIGURA 1A FIGURA 1B 18/JANEIRO/2019 SPI/DPLD/VNTD VOLUME 1 Página 1 de 7 FIGURA 1C FIGURA 2A FIGURA 2B (vista do barril) FIGURA ILUSTRATIVA FIGURA ILUSTRATIVA Nota: as figuras 1B, 2A e 2B referem-se exclusivamente
FIGURA 1A FIGURA 1B 18/JANEIRO/2019 SPI/DPLD/VNTD VOLUME 1 Página 1 de 7 FIGURA 1C FIGURA 2A FIGURA 2B (vista do barril) FIGURA ILUSTRATIVA FIGURA ILUSTRATIVA Nota: as figuras 1B, 2A e 2B referem-se exclusivamente
COPEL CONECTOR DERIVAÇÃO DE CUNHA NTC /3152 FIGURA 1 - COMPONENTE C FIGURA 2 - COMPONENTE CUNHA TABELA 1A
 FIGURA 1 - COMPONENTE C FIGURA 2 - COMPONENTE CUNHA TABELA 1A DIMENSÕES MÍNIMAS (mm) RESISTÊNCIA Capacidade de NTC CÓDIGO CONECTOR COR DA MÍNIMA À condução de COPEL (TIPO) EMBALAGEM A ±0,5 B ±0,5 c ±0,1
FIGURA 1 - COMPONENTE C FIGURA 2 - COMPONENTE CUNHA TABELA 1A DIMENSÕES MÍNIMAS (mm) RESISTÊNCIA Capacidade de NTC CÓDIGO CONECTOR COR DA MÍNIMA À condução de COPEL (TIPO) EMBALAGEM A ±0,5 B ±0,5 c ±0,1
CABOS DE ALUMÍNIO COM ALMA DE AÇO Tipo CAA
 NTC CÓDIGO COPEL BITOLA AWG ou MCM REFERÊNCIA COMERCIAL (CÓDIGO INTERNACIO NAL) T A B E L A 1 SEÇÃO NOMINAL (mm²) ALUMÍNIO AÇO Número de Fios ALUMÍNIO F O R M A Ç Ã O dos Fios Número de Fios AÇO dos Fios
NTC CÓDIGO COPEL BITOLA AWG ou MCM REFERÊNCIA COMERCIAL (CÓDIGO INTERNACIO NAL) T A B E L A 1 SEÇÃO NOMINAL (mm²) ALUMÍNIO AÇO Número de Fios ALUMÍNIO F O R M A Ç Ã O dos Fios Número de Fios AÇO dos Fios
Poste de concreto armado seção duplo T
 1 OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para postes de concreto armado de seção duplo T utilizados nos trabalhos em redes de distribuição. 2 NORMAS
1 OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para postes de concreto armado de seção duplo T utilizados nos trabalhos em redes de distribuição. 2 NORMAS
PARAFUSOS DE CABEÇA QUADRADA, DE ROSCA DUPLA E DE CABEÇA ABAULADA FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - NTC /19 T A B E L A 1
 - NTC /19 T A B E L A 1") FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - 811800/19 T A B E L A 1 Código Dimensões (mm) Código Dimensões (mm) COPEL A B (mín.) COPEL A B (mín.) 1800 15010938 40 ± 1.5 35 1809 15011065 250 ± 3.0 170
FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - 811800/19 T A B E L A 1 Código Dimensões (mm) Código Dimensões (mm) COPEL A B (mín.) COPEL A B (mín.) 1800 15010938 40 ± 1.5 35 1809 15011065 250 ± 3.0 170
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO DUTOS, TAMPÕES E LUVAS EM POLIETILENO DE ALTA DENSIDADE PARA REDES SUBTERRÂNEAS 810106 Fevereiro / 2018 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO DUTOS, TAMPÕES E LUVAS EM POLIETILENO DE ALTA DENSIDADE PARA REDES SUBTERRÂNEAS 810106 Fevereiro / 2018 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO
CONECTOR DERIVAÇÃO CUNHA BIMETÁLICO
 FIGURA 1 - COMPONENTE C FIGURA 2 - COMPONENTE CUNHA MAIO/17 DPLD/VNTD VOLUME 1 Página 1 de 6 FIGURA 3 - COMPONENTE C FIGURA 4 - COMPONENTE CUNHA MAIO/17 DPLD/VNTD VOLUME 1 Página 2 de 6 TABELA 1 NTC 813210
FIGURA 1 - COMPONENTE C FIGURA 2 - COMPONENTE CUNHA MAIO/17 DPLD/VNTD VOLUME 1 Página 1 de 6 FIGURA 3 - COMPONENTE C FIGURA 4 - COMPONENTE CUNHA MAIO/17 DPLD/VNTD VOLUME 1 Página 2 de 6 TABELA 1 NTC 813210
Poste de concreto armado seção duplo T
 1 OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para postes de concreto armado de seção duplo T utilizados nos trabalhos em redes de distribuição. 2 NORMAS
1 OBJETIVO Esta especificação tem por finalidade estabelecer as características mínimas exigíveis para postes de concreto armado de seção duplo T utilizados nos trabalhos em redes de distribuição. 2 NORMAS
CONECTOR DERIVAÇÃO CUNHA
 FIGURA 1 - COMPONENTE C NTC 813090 FIGURA 2 - COMPONENTE CUNHA NTC 813090 MAIO/17 DPLD/VNTD VOLUME 1 Página 1 de 11 CONECTOR DERIVAÇÃO CUNHA TABELA 1 CONECTORES EM LIGA DE COBRE NTC 813090 NTC CÓDIGO COPEL
FIGURA 1 - COMPONENTE C NTC 813090 FIGURA 2 - COMPONENTE CUNHA NTC 813090 MAIO/17 DPLD/VNTD VOLUME 1 Página 1 de 11 CONECTOR DERIVAÇÃO CUNHA TABELA 1 CONECTORES EM LIGA DE COBRE NTC 813090 NTC CÓDIGO COPEL
VARA TELESCÓPICA. Quantidade de amostras necessária para avaliação do atendimento a Especificação Técnica: Uma (01) vara telescópica.
 vara telescópica.") 1. OBJETIVO Estabelecer as características técnicas mínimas do equipamento tipo vara telescópica utilizada na execução de trabalhos de manobra, manuseio de detector de tensão, fixação e retirada de dispositivos
1. OBJETIVO Estabelecer as características técnicas mínimas do equipamento tipo vara telescópica utilizada na execução de trabalhos de manobra, manuseio de detector de tensão, fixação e retirada de dispositivos
NTC BRAÇO L 15 e 35 kv FIGURA BRAÇO L VISTA ISOMÉTRICA. JANEIRO 2015 SEE/DPRD/VPON VOLUME 3 Página 1 de 4
 FIGURA BRAÇO L VISTA ISOMÉTRICA JANEIRO 2015 SEE/DPRD/VPON VOLUME 3 Página 1 de 4 DETALHE DO REFORÇO DETALHE DO CONECTOR DETALHES DO ENSAIO VISTA LATERAL VISTA SUPERIOR JANEIRO 2015 SEE/DPRD/VPON VOLUME
FIGURA BRAÇO L VISTA ISOMÉTRICA JANEIRO 2015 SEE/DPRD/VPON VOLUME 3 Página 1 de 4 DETALHE DO REFORÇO DETALHE DO CONECTOR DETALHES DO ENSAIO VISTA LATERAL VISTA SUPERIOR JANEIRO 2015 SEE/DPRD/VPON VOLUME
CONECTOR DERIVAÇÃO PARA LINHA VIVA
 FIGURA 1 JUNHO/2017 DPLD/VNTD VOLUME 1 Página 1 de 5 DETALHE B (BICO) NOTAS: - O conector de derivação deve ter a parte superior do bico estendida, como mostra o modelo 1 do Detalhe B, visando facilitar
FIGURA 1 JUNHO/2017 DPLD/VNTD VOLUME 1 Página 1 de 5 DETALHE B (BICO) NOTAS: - O conector de derivação deve ter a parte superior do bico estendida, como mostra o modelo 1 do Detalhe B, visando facilitar
CABOS COBERTOS TABELA 1 NÚMERO. SEÇÃO NOMINAL (mm²) MÍNIMO MÍNIMO DE FIOS Cobre ,6 4,9 2,5 9,6 11,6
 MÍNIMO MÍNIMO DE FIOS Cobre ,6 4,9 2,5 9,6 11,6") TABELA 1 CONDUTOR CABO COBERTO NTC CÓDIGO COPEL CLASSE DE MATERIAL SEÇÃO NOMINAL (mm²) NÚMERO DE FIOS DIÂMETRO MÁXIMO ESPESSURA NOMINAL DA COBERTURA DIÂMETRO MÁXIMO 0680 20009557 15 Cobre 16 6 4,6 4,9
TABELA 1 CONDUTOR CABO COBERTO NTC CÓDIGO COPEL CLASSE DE MATERIAL SEÇÃO NOMINAL (mm²) NÚMERO DE FIOS DIÂMETRO MÁXIMO ESPESSURA NOMINAL DA COBERTURA DIÂMETRO MÁXIMO 0680 20009557 15 Cobre 16 6 4,6 4,9
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO Controlador de carga para sistema fotovoltaico 810103 Dezembro/2013 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO Controlador de carga para sistema fotovoltaico 810103 Dezembro/2013 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA
PARAFUSOS DE CABEÇA QUADRADA, DE ROSCA DUPLA E DE CABEÇA ABAULADA FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - NTC /19 TA B E L A 1
 - NTC /19 TA B E L A 1") FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - 811800/19 Código COPEL OBS.: 1. Medidas em milímetros. TA B E L A 1 Código A B (mín.) COPEL A B (mín.) 1800 15010938 40 1,5 35 1809 15011065 250 3,0 170 1801
FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - 811800/19 Código COPEL OBS.: 1. Medidas em milímetros. TA B E L A 1 Código A B (mín.) COPEL A B (mín.) 1800 15010938 40 1,5 35 1809 15011065 250 3,0 170 1801
SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA
 MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0072 EMENDAS E TERMINAIS UNIPOLARES
MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0072 EMENDAS E TERMINAIS UNIPOLARES
2. NORMAS E/OU DOCUMENTOS COMPLEMENTARES
 1. OBJETIVO Estabelecer as características técnicas mínimas do equipamento tipo vara telescópica utilizada na execução de trabalhos de manobra, manuseio de detector de tensão, fixação e retirada de dispositivos
1. OBJETIVO Estabelecer as características técnicas mínimas do equipamento tipo vara telescópica utilizada na execução de trabalhos de manobra, manuseio de detector de tensão, fixação e retirada de dispositivos
PARAFUSOS DE CABEÇA QUADRADA, DE ROSCA DUPLA E DE CABEÇA ABAULADA FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - NTC /19 TABELA - 1
 - NTC /19 TABELA - 1") FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - 811800/19 Código COPEL TABELA - 1 Código A B (mín.) COPEL A B (mín.) 1800 15010938 40 ± 1,5 35 1809 15011065 250 ± 3,0 170 1801 15010962 60 ± 2,0 45 1811
FIGURA 1 - PARAFUSO DE CABEÇA QUADRADA (M16) - 811800/19 Código COPEL TABELA - 1 Código A B (mín.) COPEL A B (mín.) 1800 15010938 40 ± 1,5 35 1809 15011065 250 ± 3,0 170 1801 15010962 60 ± 2,0 45 1811
CABOS DE ALUMÍNIO MULTIPLEXADOS autossustentados XLPE 0,6 / 1 kv
 TABELA 1 CABO FASE NTC CÓDIGO COPEL TIPO SEÇÃO NOMINAL (mm 2 ) NÚMERO MÍNIMO DE FIOS CONDUTOR FASE DIÂMETRO DO CONDUTOR mín 810860 20011563 duplex 16 6 4,6 5,2 1,2 1,910 110 98 810865 20011567 triplex
TABELA 1 CABO FASE NTC CÓDIGO COPEL TIPO SEÇÃO NOMINAL (mm 2 ) NÚMERO MÍNIMO DE FIOS CONDUTOR FASE DIÂMETRO DO CONDUTOR mín 810860 20011563 duplex 16 6 4,6 5,2 1,2 1,910 110 98 810865 20011567 triplex
ESPECIFICAÇÕES TÉCNICAS N o UNIFORMES E EQUIPAMENTOS DE SEGURANÇA DO TRABALHO
 1. OBJETIVO Estabelecer as condições mínimas para o fornecimento e recebimento de mosquetão. 2. DEFINIÇÃO O mosquetão, denominado como conector é um anel metálico de diversos tipos e formatos para ligação
1. OBJETIVO Estabelecer as condições mínimas para o fornecimento e recebimento de mosquetão. 2. DEFINIÇÃO O mosquetão, denominado como conector é um anel metálico de diversos tipos e formatos para ligação
Isolador Híbrido 15 kv. FIGURA 1 Dimensões
 FIGURA 1 Dimensões Observações: 1. Medidas em milímetros; 2. Dimensionar adequadamente o apoio para ensaio; 3. A base do isolador híbrido deve ter superfície plana e adequada para sua instalação em cruzetas
FIGURA 1 Dimensões Observações: 1. Medidas em milímetros; 2. Dimensionar adequadamente o apoio para ensaio; 3. A base do isolador híbrido deve ter superfície plana e adequada para sua instalação em cruzetas
Luva isolante de borracha
 1 OBJETIVO Esta NTC padroniza as dimensões e estabelece as condições gerais mínimas exigíveis para as luvas isolantes de borracha de proteção contra choques elétricos que possam atingir os eletricistas
1 OBJETIVO Esta NTC padroniza as dimensões e estabelece as condições gerais mínimas exigíveis para as luvas isolantes de borracha de proteção contra choques elétricos que possam atingir os eletricistas
PARA-RAIOS DE DISTRIBUIÇÃO
 1. OBJETIVO: Esta fixa as condições mínimas exigíveis para o fornecimento de para-raios de distribuição com resistor não linear de óxido metálico sem centelhadores, destinados às Redes de Distribuição
1. OBJETIVO: Esta fixa as condições mínimas exigíveis para o fornecimento de para-raios de distribuição com resistor não linear de óxido metálico sem centelhadores, destinados às Redes de Distribuição
NTC a 417. Reator integrado para lâmpada vapor de sódio
 OBS.: 1. Medidas em milímetros. 2. O reator poderá ser fornecido com cabo ou conector. FIGURA 1 reator integrado JULHO/2011 SED/DNGO VOLUME 2 Página 1 T A B E L A 1 Tipo APLICAÇÃO Massa Porcentagem NTC
OBS.: 1. Medidas em milímetros. 2. O reator poderá ser fornecido com cabo ou conector. FIGURA 1 reator integrado JULHO/2011 SED/DNGO VOLUME 2 Página 1 T A B E L A 1 Tipo APLICAÇÃO Massa Porcentagem NTC
NOVEMBRO/2014 SEE/DPRD/VPON
 Fig. 01 Encaixe universal com furo para parafuso borboleta de 8 mm Fig.02 Cabeçote de vara de manobra para operação de chave-fusível NTC 890091 Fig.03 Parafuso para fixação do cabeçote ao encaixe Fig.04
Fig. 01 Encaixe universal com furo para parafuso borboleta de 8 mm Fig.02 Cabeçote de vara de manobra para operação de chave-fusível NTC 890091 Fig.03 Parafuso para fixação do cabeçote ao encaixe Fig.04
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO Controlador de carga para sistema fotovoltaico 810103 OUTUBRO/2014 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA DE
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO Controlador de carga para sistema fotovoltaico 810103 OUTUBRO/2014 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA DE
COPEL. Obs.: Medidas em milímetros. ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL NTC FIGURA 1 - ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL
 FIGURA 1 - ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL Obs.: Medidas em milímetros. ABRIL / 2007 SED/DNOT VOLUME 1 Página 1 de 5 FIGURA 2 - SISTEMA CHAVE FUSÍVEL COM ISOLADOR AFASTADOR TABELA 1 - CARACTERÍSTICAS
FIGURA 1 - ISOLADOR AFASTADOR PARA CHAVE FUSÍVEL Obs.: Medidas em milímetros. ABRIL / 2007 SED/DNOT VOLUME 1 Página 1 de 5 FIGURA 2 - SISTEMA CHAVE FUSÍVEL COM ISOLADOR AFASTADOR TABELA 1 - CARACTERÍSTICAS
ESPECIFICAÇÃO TÉCNICA DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO EMD CONJUNTO DE ATERRAMENTO TEMPORÁRIO
 EMD -.037 1/19 ESPECIFICAÇÃO TÉCNICA DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO EMD.037 EMD -.037 2/19 1. OBJETIVO Esta EMD padroniza as características mínimas exigíveis para os conjuntos de aterramentos
EMD -.037 1/19 ESPECIFICAÇÃO TÉCNICA DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO EMD.037 EMD -.037 2/19 1. OBJETIVO Esta EMD padroniza as características mínimas exigíveis para os conjuntos de aterramentos
NORMA TÉCNICA CELG D
 NORMA TÉCNICA CELG D By-Pass Temporário para Chave Fusível Especificação NTC-78 Revisão 1 ÍNDICE SEÇÃO TÍTULO PÁGINA 1. OBJETIVO 1 2. NORMAS E DOCUMENTOS COMPLEMENTARES 2 3. TERMINOLOGIA E DEFINIÇÕES
NORMA TÉCNICA CELG D By-Pass Temporário para Chave Fusível Especificação NTC-78 Revisão 1 ÍNDICE SEÇÃO TÍTULO PÁGINA 1. OBJETIVO 1 2. NORMAS E DOCUMENTOS COMPLEMENTARES 2 3. TERMINOLOGIA E DEFINIÇÕES
FIGURA 1 - ELO FUSÍVEL TIPO BOTÃO - ATÉ 50 A FIGURA 2 - ELO FUSÍVEL TIPO BOTÃO - DE 65 A ATÉ 200 A DETALHE ALTERNATIVO DO BOTÂO (FIGURA 1)
") FIGURA 1 - ELO FUSÍVEL TIPO BOTÃO - ATÉ 50 A FIGURA 2 - ELO FUSÍVEL TIPO BOTÃO - DE 65 A ATÉ 200 A DETALHE ALTERNATIVO DO BOTÂO (FIGURA 1) DEZEMBRO / 2009 SED / DNOT VOLUME 2 Página 1 de 5 T A B E L A
FIGURA 1 - ELO FUSÍVEL TIPO BOTÃO - ATÉ 50 A FIGURA 2 - ELO FUSÍVEL TIPO BOTÃO - DE 65 A ATÉ 200 A DETALHE ALTERNATIVO DO BOTÂO (FIGURA 1) DEZEMBRO / 2009 SED / DNOT VOLUME 2 Página 1 de 5 T A B E L A
ESPECIFICAÇÕES TÉCNICAS No
 1. OBJETIVO Estabelecer as condições mínimas para o fornecimento e recebimento de Colete Salva - Vidas, tipo jaleco classe III. 2. DEFINIÇÃO É um equipamento individual de salvatagem que permite um empregado
1. OBJETIVO Estabelecer as condições mínimas para o fornecimento e recebimento de Colete Salva - Vidas, tipo jaleco classe III. 2. DEFINIÇÃO É um equipamento individual de salvatagem que permite um empregado
NBR 7170/1983. Tijolo maciço cerâmico para alvenaria
 NBR 7170/1983 Tijolo maciço cerâmico para alvenaria OBJETIVO: Fixar condições no recebimento de tijolos maciços cerâmicos destinados a obras de alvenaria, com ou sem revestimento; DEFINIÇÕES: 1. Tijolo
NBR 7170/1983 Tijolo maciço cerâmico para alvenaria OBJETIVO: Fixar condições no recebimento de tijolos maciços cerâmicos destinados a obras de alvenaria, com ou sem revestimento; DEFINIÇÕES: 1. Tijolo
Estabelecer as normas e padrões técnicos para o fornecimento de espaçador losangular. Coordenar o processo de revisão desta especificação.
 05/03/2018 1 de 12 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para espaçador losangular para utilização nas Redes de Distribuição e Transmissão da
05/03/2018 1 de 12 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para espaçador losangular para utilização nas Redes de Distribuição e Transmissão da
Condutor de cobre nu
 Item Seção nominal (mm²) Nº mín. de fios Formação Diâm. nom. (mm) Classe Diâm. nom. (mm) Corrente nominal (1) (A) Têmpera Peso nominal (kg/km) 1 6 1 2,8 1A 2,8 77 meio dura 54,7 2 10 1 3,55 1A 3,55 103
Item Seção nominal (mm²) Nº mín. de fios Formação Diâm. nom. (mm) Classe Diâm. nom. (mm) Corrente nominal (1) (A) Têmpera Peso nominal (kg/km) 1 6 1 2,8 1A 2,8 77 meio dura 54,7 2 10 1 3,55 1A 3,55 103
ESPECIFICAÇÃO TÉCNICA
 30/01/2018 1 de 15 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para haste de aterramento e acessórios, para utilização nas Redes de Distribuição das
30/01/2018 1 de 15 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para haste de aterramento e acessórios, para utilização nas Redes de Distribuição das
BASE DE CHAVE FUSÍVEL RELIGADORA
 FIGURA - BASE DE CHAVE FUSÍVEL RELIGADORA Ver Detalhe 1 OUTUBRO / 2009 SED / DNOT VOLUME 2 Página 1 de 6 FIGURA 1 - BUCHA DE TEFLON FIGURA 2 - PARAFUSO FIGURA 3 - CORDOALHA E CONECTOR DE COMPRESSÃO DE
FIGURA - BASE DE CHAVE FUSÍVEL RELIGADORA Ver Detalhe 1 OUTUBRO / 2009 SED / DNOT VOLUME 2 Página 1 de 6 FIGURA 1 - BUCHA DE TEFLON FIGURA 2 - PARAFUSO FIGURA 3 - CORDOALHA E CONECTOR DE COMPRESSÃO DE
ESPECIFICAÇÕES TÉCNICAS UNIFORMES E EQUIPAMENTOS DE SEGURANÇA NO TRABALHO LUVA DE RASPA COM PALMA DE VAQUETA
 1. OBJETIVO Estabelecer as características mínimas exigíveis para o fornecimento de Luvas de Raspa com Palma de Vaqueta, bem como servir de parâmetro nas avaliações feitas durante o recebimento das mesmas.
1. OBJETIVO Estabelecer as características mínimas exigíveis para o fornecimento de Luvas de Raspa com Palma de Vaqueta, bem como servir de parâmetro nas avaliações feitas durante o recebimento das mesmas.
ESPECIFICAÇÃO TÉCNICA
 26 / 07 / 2013 1 de 5 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de suporte L para fixação de Chave Fusível e para-raios em cruzeta para utilização
26 / 07 / 2013 1 de 5 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de suporte L para fixação de Chave Fusível e para-raios em cruzeta para utilização
Nº: e PROGRAMA : - - TRABALHOS EM ALTURA FIXAÇÃO PARA A LINHA DE VIDA GANCHOS ÍNDICE DE REVISÕES SMS/ECE/SEG GT CSQD SMS/ECE/SEG
 ESPECIFICAÇÃO TÉCNICA Nº: ET-0000.00-5434-980-PPM-046 CLIENTE: : - d 1 18 e PROGRAMA : - - ÁREA: - - SMS ÍNDICE DE REVISÕES REV. DESCRIÇÃO OU S ATINGIDAS 0 Especificação Inicial REV. 0 REV. A REV. B REV.
ESPECIFICAÇÃO TÉCNICA Nº: ET-0000.00-5434-980-PPM-046 CLIENTE: : - d 1 18 e PROGRAMA : - - ÁREA: - - SMS ÍNDICE DE REVISÕES REV. DESCRIÇÃO OU S ATINGIDAS 0 Especificação Inicial REV. 0 REV. A REV. B REV.
Nº: e PROGRAMA : - - TRABALHOS EM ALTURA CONECTOR ENTRE COMPONENTES MOSQUETÃO ÍNDICE DE REVISÕES SMS/ECE/SEG GT CSQD SMS/ECE/SEG
 ESPECIFICAÇÃO TÉCNICA Nº: ET-0000.00-5434-980-PPM-047 CLIENTE: : - d 1 18 e PROGRAMA : - - ÁREA: - - SMS ÍNDICE DE REVISÕES REV. DESCRIÇÃO OU S ATINGIDAS 0 Especificação Inicial REV. 0 REV. A REV. B REV.
ESPECIFICAÇÃO TÉCNICA Nº: ET-0000.00-5434-980-PPM-047 CLIENTE: : - d 1 18 e PROGRAMA : - - ÁREA: - - SMS ÍNDICE DE REVISÕES REV. DESCRIÇÃO OU S ATINGIDAS 0 Especificação Inicial REV. 0 REV. A REV. B REV.
SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA PADRONIZAÇÃO APROVAÇÃO ELABORAÇÃO VISTO
 MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0071 FUSÍVEIS TIPO NH DE BAIXA TENSÃO
MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0071 FUSÍVEIS TIPO NH DE BAIXA TENSÃO
3 REFERÊNCIAS 4 DISPOSIÇÕES GERAIS
 Elaborador: Mário Sérgio de Medeiros Damascena ET - 05.117.01 1 de 6 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de pino de isolador para utilização
Elaborador: Mário Sérgio de Medeiros Damascena ET - 05.117.01 1 de 6 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de pino de isolador para utilização
Lençóis isolantes. Figura 1 LENÇOL PARA BT
 Figura 1 LENÇOL PARA BT OBS.: 1. O velcro não deve ser costurado. Deve ser fixado com uma cola especial. 2. Deverá ser impresso de modo indelével sem agredir o lençol ou prejudicar sua rigidez dielétrica.
Figura 1 LENÇOL PARA BT OBS.: 1. O velcro não deve ser costurado. Deve ser fixado com uma cola especial. 2. Deverá ser impresso de modo indelével sem agredir o lençol ou prejudicar sua rigidez dielétrica.
ESPECIFICAÇÃO TÉCNICA
 26 / 04 / 2013 1 de 6 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para grampo de linha viva utilizado nas Redes de Distribuição Aéreas da Companhia
26 / 04 / 2013 1 de 6 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para grampo de linha viva utilizado nas Redes de Distribuição Aéreas da Companhia
ESPECIFICAÇÃO TÉCNICA
 09 / 04 / 2013 1 de 1 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de luva de emenda à compressão para cabos de alumínio nas Redes de Distribuição
09 / 04 / 2013 1 de 1 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de luva de emenda à compressão para cabos de alumínio nas Redes de Distribuição
DUTO CORRUGADO EM BARRA DE 6 METROS Para instalações subterrâneas
 DUTO CORRUGADO EM BARRA DE 6 METROS NTC TABELA 1 - DUTO CORRUGADO EM BARRA DE 6 METROS CÓDIGO COPEL EXTERNO NOMINAL DIAMETRO DO DUTO (mm) INTERNO MÉDIO MÍNIMO EXTERNO MÉDIO 813710 20009955 90 72 90 ± 2,5
DUTO CORRUGADO EM BARRA DE 6 METROS NTC TABELA 1 - DUTO CORRUGADO EM BARRA DE 6 METROS CÓDIGO COPEL EXTERNO NOMINAL DIAMETRO DO DUTO (mm) INTERNO MÉDIO MÍNIMO EXTERNO MÉDIO 813710 20009955 90 72 90 ± 2,5
CAIXA PADRÃO DAE PARA HIDRÔMETROS
 CAIXA PADRÃO DAE PARA HIDRÔMETROS ETM 007 VERSÃO 2 Jundiaí 2014 ETM-007 Sumário 1 Objetivo...2 2 Referências normativas...2 3 Definições...2 4 Requisitos gerais...2 Requisitos da caixa padrão DAE S/A para
CAIXA PADRÃO DAE PARA HIDRÔMETROS ETM 007 VERSÃO 2 Jundiaí 2014 ETM-007 Sumário 1 Objetivo...2 2 Referências normativas...2 3 Definições...2 4 Requisitos gerais...2 Requisitos da caixa padrão DAE S/A para
ESPECIFICAÇÃO DE DISTRIBUIÇÃO Título CORDOALHA DE AÇO
 ESPECIFICAÇÃO DE DISTRIBUIÇÃO Título CORDOALHA DE AÇO Código ETD-00.010 Data da emissão 24.11.1986 Data da última revisão 31.03.2008 Folha 1 SUMÁRIO 1 Objetivo 2 Normas Complementares 3 Definições 4 Condições
ESPECIFICAÇÃO DE DISTRIBUIÇÃO Título CORDOALHA DE AÇO Código ETD-00.010 Data da emissão 24.11.1986 Data da última revisão 31.03.2008 Folha 1 SUMÁRIO 1 Objetivo 2 Normas Complementares 3 Definições 4 Condições
Estabelecer as normas e padrões técnicos para o fornecimento de parafuso de cabeça quadrada. Coordenar o processo de revisão desta especificação.
 30/01/2018 1 de 14 1 EFINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para parafuso de cabeça quadrada utilizados nas Redes de Distribuição da CEMAR Companhia
30/01/2018 1 de 14 1 EFINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para parafuso de cabeça quadrada utilizados nas Redes de Distribuição da CEMAR Companhia
Kit removível reator, ignitor e capacitor para luminárias integradas F I G U R A 1 KIT REMOVÍVEL REATOR, IGNITOR E CAPACITOR
 F I G U R A 1 KIT REMOVÍVEL REATOR, IGNITOR E CAPACITOR OBS.: 1. Medidas em milímetros 2. Desenho orientativo 3. Tolerância ± 0,5mm. F I G U R A 2 KIT 70/100/150 W (NTC 811310/311/312) JULHO/2011 SED/DNGO
F I G U R A 1 KIT REMOVÍVEL REATOR, IGNITOR E CAPACITOR OBS.: 1. Medidas em milímetros 2. Desenho orientativo 3. Tolerância ± 0,5mm. F I G U R A 2 KIT 70/100/150 W (NTC 811310/311/312) JULHO/2011 SED/DNGO
ESPECIFICAÇÃO TÉCNICA 01/03/ de 9
 01/03/2018 1 de 9 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para Cantoneira para Braço C, utilizados nas Redes de Distribuição da CEMAR Companhia
01/03/2018 1 de 9 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para Cantoneira para Braço C, utilizados nas Redes de Distribuição da CEMAR Companhia
PADRONIZAÇÃO PAD
 PADRONIZAÇÃO PAD-05.05.105 Bypass Temporário para Chave Fusível Grupo: Ferramentas e Equipamentos das Equipes das Regionais Subgrupo: Uso Coletivo Versão: 00 Vigência: 16-10-2017 SUMÁRIO 1 OBJETIVO...
PADRONIZAÇÃO PAD-05.05.105 Bypass Temporário para Chave Fusível Grupo: Ferramentas e Equipamentos das Equipes das Regionais Subgrupo: Uso Coletivo Versão: 00 Vigência: 16-10-2017 SUMÁRIO 1 OBJETIVO...
Ferragem de rede aérea que se fixa numa superfície, em geral a face superior de uma cruzeta, na qual, por sua vez, é fixado um isolador de pino.
 26 / 07 / 2011 1 de 10 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do pino de isolador para utilização nas Redes de Distribuição da CEMAR. 2 CAMPO
26 / 07 / 2011 1 de 10 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do pino de isolador para utilização nas Redes de Distribuição da CEMAR. 2 CAMPO
NORMA TÉCNICA COPEL - NTC
 COMPANHIA PARANAENSE DE ENERGIA - COPEL NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO BRAÇOS DE ILUMINAÇÃO PÚBLICA NTC 810044 MARÇO DE 2009 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA
COMPANHIA PARANAENSE DE ENERGIA - COPEL NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO BRAÇOS DE ILUMINAÇÃO PÚBLICA NTC 810044 MARÇO DE 2009 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO GRADE DE VENTILAÇÃO E CANTONEIRA DE APOIO PARA CÂMARAS SUBTERRÂNEAS NTC 810084 JULHO / 2013 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO GRADE DE VENTILAÇÃO E CANTONEIRA DE APOIO PARA CÂMARAS SUBTERRÂNEAS NTC 810084 JULHO / 2013 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA
Estabelecer as normas e padrões técnicos para o fornecimento de pré-formados metálicos. Coordenar o processo de revisão desta especificação.
 05/10/2017 1 de 9 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de afastador de armação secundária destinados a afastamento das Redes Secundárias de
05/10/2017 1 de 9 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis de afastador de armação secundária destinados a afastamento das Redes Secundárias de
SUMÁRIO. CÓDIGO: ETD DATA DE VIGÊNCIA: 13/02/2011 TÍTULO: Isolador Pino Polimérico VERSÃO NORMA: 2.1
 SUMÁRIO 1. Objetivo... 2 2. Normas e documentos complementares... 2 3. Características Específicas... 2 3.1 Material... 2 3.2 Acabamento... 2 3.3 Resistência Mecânica... 2 3.4 Características Elétricas...
SUMÁRIO 1. Objetivo... 2 2. Normas e documentos complementares... 2 3. Características Específicas... 2 3.1 Material... 2 3.2 Acabamento... 2 3.3 Resistência Mecânica... 2 3.4 Características Elétricas...
ESPECIFICAÇÃO TÉCNICA DE MATERIAIS E EQUIPAMENTOS DA DISTRIBUIÇÃO
 EMD-.034 1/5 Alça Estribo para Conector Grampo de Linha Viva-GLV 100 Ampéres - Desenho orientativo - CÓDIGO CEB 32020052 EMD-.034 2/5 Alça Estribo Conector Grampo de Linha Viva-GLV - 400 Ampéres - Desenho
EMD-.034 1/5 Alça Estribo para Conector Grampo de Linha Viva-GLV 100 Ampéres - Desenho orientativo - CÓDIGO CEB 32020052 EMD-.034 2/5 Alça Estribo Conector Grampo de Linha Viva-GLV - 400 Ampéres - Desenho
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO Cruzetas de concreto armado 810003 Outubro/2012 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA DE DISTRIBUIÇÃO - SED
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO Cruzetas de concreto armado 810003 Outubro/2012 ÓRGÃO EMISSOR: COPEL DISTRIBUIÇÃO SUPERINTENDÊNCIA DE ENGENHARIA DE DISTRIBUIÇÃO - SED
Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do engate garfo-garfo para utilização nas Subestações da CEMAR.
 09 / 05 / 2011 1 de 5 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do engate garfo-garfo para utilização nas Subestações da CEMAR. 2 CAMPO DE APLICAÇÃO
09 / 05 / 2011 1 de 5 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis do engate garfo-garfo para utilização nas Subestações da CEMAR. 2 CAMPO DE APLICAÇÃO
ESPECIFICAÇÃO TÉCNICA 01/03/ de 9
 01/03/2018 1 de 9 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para Estribo para Braço Tipo L, utilizados nas Redes de Distribuição da CEMAR Companhia
01/03/2018 1 de 9 1 FINALIDADE Esta Norma especifica e padroniza as dimensões e as características mínimas exigíveis para Estribo para Braço Tipo L, utilizados nas Redes de Distribuição da CEMAR Companhia
NORMA TÉCNICA COPEL - NTC
 NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO BARRAMENTO ISOLADO COM MÚLTIPLAS SAÍDAS, PARA CABOS DE ALUMÍNIO ISOLADOS BAIXA TENSÃO, UTILIZADOS EM REDES SUBTERRÂNEAS DE DISTRIBUIÇÃO
NORMA TÉCNICA COPEL - NTC MATERIAIS DE DISTRIBUIÇÃO - ESPECIFICAÇÃO BARRAMENTO ISOLADO COM MÚLTIPLAS SAÍDAS, PARA CABOS DE ALUMÍNIO ISOLADOS BAIXA TENSÃO, UTILIZADOS EM REDES SUBTERRÂNEAS DE DISTRIBUIÇÃO
Cabo não seccionado que é ligado ao BMI através de cabo derivação.
 MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0061 BARRAMENTO MÚLTIPLO ISOLADO
MANUAL ESPECIAL SISTEMA DE DESENVOLVIMENTO DE SISTEMAS DE DISTRIBUIÇÃO SUBSISTEMA NORMAS E ESTUDOS DE MATERIAIS E EQUIPAMENTOS DE DISTRIBUIÇÃO CÓDIGO TÍTULO FOLHA E-313.0061 BARRAMENTO MÚLTIPLO ISOLADO