DEFEITOS EM PEÇAS FABRICADAS PELO PROCESSO DE FUNDIÇÃO AUTOR: ENG.ARNALDO FERREIRA BRAGA JR.
|
|
|
- Maria da Assunção Desconhecida Figueiredo
- 8 Há anos
- Visualizações:
Transcrição
1 DEFEITOS EM PEÇAS FABRICADAS PELO PROCESSO DE FUNDIÇÃO AUTOR: ENG.ARNALDO FERREIRA BRAGA JR.

2 1. INTRODUÇÃO Com o aumento da produção de peças fundidas e com a competitividade cada vez mais acirrada, as fundições tem necessidade de melhorar a qualidade e desenvolvimento de seus produtos, procurar a redução dos custos e prazo de entrega. Um dos caminhos mais fáceis para tal está na mão do fundidor: é saber a causa raiz dos seus defeitos, para tomar ação corretiva. Os defeitos deste trabalho são somente visuais.

3 2.CLASSIFICAÇÃO DOS DEFEITOS Critério Visual: A PROTUBERÂNCIA METÁLICA (REBARBAS) SEM MUDANÇA NA FORMA GEOMÉTRICA DA PEÇA COM MUDANÇA NA FORMA GEOMÉTRICA DA PEÇA B CAVIDADES (POROSIDADES) C TRINCAS (RUPTURAS, FRATURAS) D SUPERFÍCIE DEFEITUOSA E PEÇAS INCOMPLETAS F DIMENSÕES OU FORMA INCORRETA G INCLUSÕES

4 2.A PROTUBERÂNCIA METÁLICA Sem mudança da forma geométrica da peça 2.A.1 REBARBA METÁLICA Definição: São protuberâncias metálicas que se encontram nas junções entre molde e macho ou nas linhas de divisão dos moldes.

5 2.A PROTUBERÂNCIA METÁLICA 2.A.1 REBARBA METÁLICA Causas: Folgas entre machos e moldes ou entre machos e machos. Ações: Cuidado na fabricação de modelos, moldes e machos; Controlar as suas dimensões; Executar bem o fechamento dos moldes; Vedar as folgas existentes (calafetar)

6 2.A PROTUBERÂNCIA METÁLICA 2.A.1 REBARBA METÁLICA

7 2.A PROTUBERÂNCIA METÁLICA 2.A.2 VEIAMENTO Definição: São rebarbas em forma de veios, geralmente perpendicular à superfície isolada ou em rede e não situadas ao longo de cantos.

8 2.A PROTUBERÂNCIA METÁLICA 2.A.2 VEIAMENTO Causas: Rachaduras nas superfícies dos moldes quando está sendo secado, com forte tendência da areia contrair, devido ao aquecimento muito rápido; Temperatura de aquecimento muito alta, principalmente no processo de secagem do molde; Grande quantidade de aglomerante na areia; Umidade alta; Rachadura nos moldes no momento do vazamento muito lento; Fissura nos moldes que acompanham a expansão da areia

9 2.A PROTUBERÂNCIA METÁLICA 2.A.2 VEIAMENTO Ações: Acertar a composição da areia; Calafetar as fendas nos moldes; Repetir as ações que serão explicadas no defeito expansão da areia (2.D.2); Aumentar a dureza do molde; Diminuir a pressão metalostática;
; Aumentar a dureza do molde; Diminuir a pressão")
10 2.A PROTUBERÂNCIA METÁLICA 2.A.2 VEIAMENTO

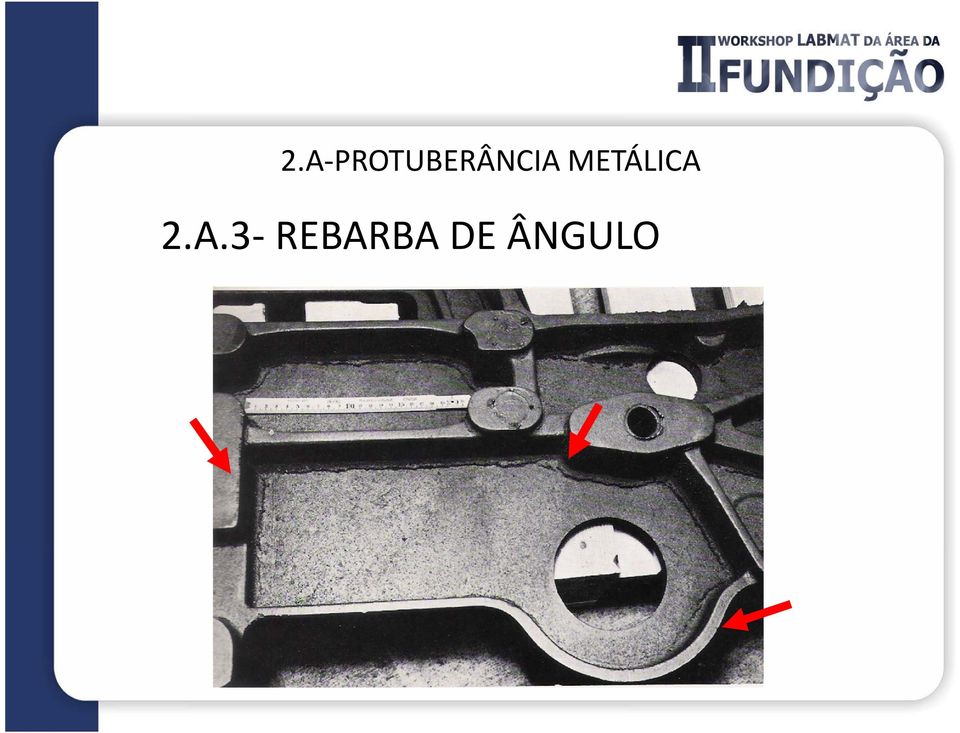
11 2.A PROTUBERÂNCIA METÁLICA 2.A.3 REBARBA DE ÂNGULO Definição: Protuberância metálica na forma de lâmina delgada que divide em dois um ângulo entrante na areia do molde.

12 2.A PROTUBERÂNCIA METÁLICA 2.A.3 REBARBA DE ÂNGULO Causas: Rachadura no molde ou no macho produzida durante a estufagem, secagem ou no vazamento; Grande quantidade de aglomerante na areia. Ações: Diminuir a quantidade de aglomerante na areia; Modificar a natureza dos aglomerantes.

13 2.A PROTUBERÂNCIA METÁLICA 2.A.3 REBARBA DE ÂNGULO
14 2.A PROTUBERÂNCIA METÁLICA Com mudança na forma geométrica da peça 2.A.4 LEVANTAMENTO DO MOLDE Definição: Rebarba plana,um pouco grossa, de perfil dentado que se encontra ao longo da linha de divisão do molde, que vem acompanhada com o corresponde aumento da espessura da peça."

15 2.A PROTUBERÂNCIA METÁLICA 2.A.4 LEVANTAMENTO DO MOLDE Causa: Excesso de pressão metalostática ou dinâmica do metal líquido, que produz um levantamento da parte superior do molde, sendo que sua carga não é suficiente para evitá lo. Ações: Colocar peso suficiente para evitar o empuxo; Fazer o grampeamento correto; Se possível diminuir a altura do canal de descida.

16 2.A PROTUBERÂNCIA METÁLICA 2.A.4 LEVANTAMENTO DO MOLDE

17 2.A PROTUBERÂNCIA METÁLICA Com mudança na forma geométrica da peça 2.A.5 EROSÃO DE AREIA Definição: Protuberância de forma irregular e normalmente rugosa nas paredes das peças, em geral na região dos ataques ou aparecendo ao longo do percurso do metal líquido; esta areia removida ou erodida, geralmente se encontra em outra região da peça na forma de inclusões.

18 2.A PROTUBERÂNCIA METÁLICA Com mudança na forma geométrica da peça 2.A.5 EROSÃO DE AREIA Causas: Areia com baixa coesão (de molde e macho); Areia muito seca; Sistema de vazamento mal projetado.o metal entra no molde com alta velocidade e/ou passa durante muito tempo pelo mesmo ataque. Ações: Colocar aglomerante na areia que melhore a resistência à quente; Rever sistema de vazamento(enchimento e alimentação); Controlar a dureza do molde e/ou do macho; Evitar a entrada de metal líquido diretamente nas arestas de areia ou nas paredes verticais do molde; Utilizar canais de descida cerâmico ou de macho ou filtros; Colocar areia de faceamento mais refratárias nas zonas afetadas; Pintar os canais com tinta mais refratária.

19 2.A PROTUBERÂNCIA METÁLICA Com mudança na forma geométrica da peça 2.A.5 EROSÃO DE AREIA

20 2.A PROTUBERÂNCIA METÁLICA 2.A.6 MACHO QUEBRADO Definição: Protuberância irregular na forma de rebarba com aspecto de ruptura e estão situadas nas partes internas das peças obtidas por meio de machos.os defeitos são vistos geralmente nas partes inferiores da peça na forma de inclusões de areia de macho.

21 2.A PROTUBERÂNCIA METÁLICA 2.A.6 MACHO QUEBRADO Causas: Areia de macho com baixa resistência; Marcação de machos fora de dimensão; Caixa de macho mal projetada; Transporte de molde feito de forma brusca; Ruptura do macho ao fechar o molde; Ruptura do macho durante o vazamento,impacto do jato de metal líquido muito forte; Macho sem armação.
22 2.A PROTUBERÂNCIA METÁLICA 2.A.6 MACHO QUEBRADO Ações: Aumentar a resistência da areia do macho; Mudar o processo de fabricação do macho; Dimensionar as marcações do macho; Melhorar o transporte do molde de forma menos brusca; Reposicionar os ataques; Colocar armação no macho. Obs.:Os dois mandamentos do macho: 1 O macho deve ser colocado na posição certa. 2 Deve permanecer nessa posição.
23 2.A PROTUBERÂNCIA METÁLICA 2.A.6 MACHO QUEBRADO
24 2.B CAVIDADES 2.B.1 POROSIDADES / GASES Definição: As cavidades também chamadas de porosidades, gases ou bolhas tem as paredes lisas, ligeiramente esféricas, sem comunicação com o exterior. As maiores aparecem isoladas; enquanto que as menores em grupos,de dimensões variadas. As paredes internas das cavidades podem ser brilhantes ou oxidadas; tratando-se de fundição FoFo podem ter uma fina camada de grafite. Os defeitos podem aparecer em todas as regiões da peça.
25 2.B.1 POROSIDADES / GASES Causas: 2.B CAVIDADES Endógenas: gases provenientes do metal ( origem metalúrgica); Exógenas: gases provenientes dos materiais que constituem os moldes e machos retidos mecanicamente. Causas Endógenas: o Quantidade de gás demasiado alto no banho metálico; o Em fundição de aço, FoFo formação de oxido de carbono. Possibilidade da difusão de hidrogênio, raramente de nitrogênio. Causas Exógenas: o o o o o o o Elevada umidade de moldes e machos; Aglomerantes com elevada tendência em desprender gases; Elevada porcentagem de aditivos que contenham carboneto de hidrogênio; Pintura com forte tendência de liberação de gases; Insuficiente saída dos gases; Baixa permeabilidade da areia do molde e macho; Arraste de ar pelos canais.
26 2.B CAVIDADES 2.B.1 POROSIDADES / GASES Ações Gerais: Prever saída de gases e ar dos moldes através de respiros devidamente adequados; Aumentar a permeabilidade das areias de macho e molde; Diminuir a dureza dos moldes; Boa secagem dos moldes com maçarico; Controlar a umidade da areia; Diminuir a porcentagem dos aglomerantes ou trocá los; Empregar tintas que sejam formadoras de gás redutores; Modificar a relação e canais; Aumentar a pressão metalostática com aumento da altura do canal de descida.
27 2.B CAVIDADES 2.B.1 POROSIDADES / GASES Ações para aços moldados: Desoxidar o banho metálico; Evitar uma reoxidação; Diminuir a quantidade de hidrogênio e nitrogênio em marcha de fusão; Controlar a temperatura e tempo de vazamento. Ações para FoFo cinzento e nodular: Evitar a introdução de óxidos e oxidação do banho com emprego de cargas oxidadas; Excepcionalmente, controlar o conteúdo de nitrogênio; Evitar quantidade excessiva de alumínio e titânio; Evitar temperaturas de vazamento baixas. Ações para não ferrosos: Não fundir com temperatura muito alta, eventualmente desgaseificar o banho.
28 2.B CAVIDADES 2.B.1 POROSIDADES / GASES
29 2.B CAVIDADES 2.B.1 POROSIDADES / GASES
30 2.B CAVIDADES 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.1 Rechupes Dispersos ou cavidades em forma de vírgula Obs.:defeito referente especialmente para FoFos Definição: Cavidades estreitas em forma de vírgulas,geralmente perpendicular à superfície da peça. Sua profundidade pode variar até 2 cm e sua superfície interior tem aspécto dendrítico.frequentemente são acompanhados de um aumento da grafita.
31 2.B CAVIDADES 2.B.2.1 Rechupes Dispersos ou cavidades em forma de vírgula Causas: Baixa quantidade de carbono; Quantidade de nitrogênio muito alta,geralmente superior a 100ppm, influencia quanto maior for espessura da peça; vem normalmente com elevada proporção de aço na carga ou em elaboração do ferro em fornos à arco; Molde com baixa dureza. Ações: Diminuir a quantidade de nitrogênio: Diminuir a proporção de aço na carga; Usar, se possível, forno de indução, cubilô ou outros; Fixar o nitrogênio em forma de nitretos, por meio do titânio ou alumínio; Secar bem os moldes.
32 2.B CAVIDADES 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.1 Rechupes Dispersos ou cavidades em forma de vírgula
33 2.B CAVIDADES 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.2 Rechupes Típicos Definição: Cavidade(s)mais ou menos dispersas,abertas ou fechadas, com paredes rugosas de formato dendrítico. Em ligas eutéticas são lisas, localizadas nas zonas que se solidificam por último ou também em contato de ângulos entrantes nas peças, nos machos e nas proximidades dos ataques.
34 2.B CAVIDADES 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.2 Rechupes Típicos
35 2.B CAVIDADES 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.2 Rechupes Típicos Causas: Contração volumétrica como resultado da solidificação do metal; Gases desprendidos pelo molde em combinação com a pressão atmosférica ( efeito Leonard); Deformação dos moldes por sua dilatação, devido a altas temperaturas de vazamento e da pressão metalostática. No caso de ferro cinzento e nodular, o crescimento da grafita eutética compensa o efeito de contração metálica; dependendo desse crescimento, poderá ocorrer uma contração reduzida, ausência de contração ou um crescimento provocando um certo refluxo.
36 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.2 Rechupes Típicos 2.B CAVIDADES Ações: Projetar peças com espessura, cujos módulos são quase iguais, se possível,crescente em direção aos massalotes; Aplicar padding que possam ser removidos ou por usinagem ou por rebarbação; Das ligas de FoFos pode se diminuir a contração variando se a quantidade de grafita; Diminuir a temperatura de vazamento quanto possível; Colocar massalotes nas regiões de maior módulo; Usar produto exotérmico; Colocar número de massalotes suficiente para atender distância de alimentação; Usar resfriadores internos e/ou externos para modificar o módulo; Colocar nervuras ou arrendondar os cantos; Modificar a relação de módulos, principalmente para Os FoFos.
37 2.B CAVIDADES 2.B.2 RECHUPES (CHUPAGEM) 2.B.2.2 Rechupes Típicos
38 2.C TRINCAS (RUPTURAS/ FRATURAS) 2.C.1 TRINCAS À FRIO Definição: É uma descontinuidade da peça, visível, que a divide em fragmentos,cuja geometria da peça não permite supor que houve um efeito de contração durante seu resfriamento. O aspecto da fratura não é oxidado.
39 2.C TRINCAS (RUPTURAS/ FRATURAS) 2.C.1 TRINCAS À FRIO Causas: Manuseio da peça mal feito na desmoldagem, na quebra de canal ou no seu transporte; Excessivo esforço durante a rebarbação e/ou na usinagem. Ações: Tomar os devidos cuidados nas operações citadas.
40 2.C TRINCAS (RUPTURAS/ FRATURAS) 2.C.1 TRINCAS À FRIO
41 2.C TRINCAS (RUPTURAS/ FRATURAS) 2.C.1 TRINCAS À QUENTE Definição: É uma descontinuidade da peça, visível, que a divide em partes, cujo aspecto da fratura é toda oxidada e a sua geometria não permite supor que houve efeito de contração durante seu resfriamento.
42 2.C TRINCAS (RUPTURAS/ FRATURAS) 2.C.1 TRINCAS À QUENTE Causas: Desmoldagem muito rápida ou prematura; Movimentação brusca, batidas. Ações: Cuidado no manuseio da desmoldagem, principalmente quando a peça ainda está rubra; Dar tempo suficiente para a desmoldagem, esfriando a peça dentro do molde
43 2.D SUPERFICIES DEFEITUOSAS 2.D.1 ESMAGAMENTO Definição: Depressão de pequena extensão, com idêntico aspecto superficial do resto da peça; é um defeito que corresponde à uma deformação de desprendimento de parte da superfície do molde.
44 2.D SUPERFICIES DEFEITUOSAS 2.D.1 ESMAGAMENTO Causas: Uma parte do molde se desprendeu, essa deformação poderá ocorrer devido a: Cinta de apoio das caixas gasta; Peso excessivo na tampa; Grampeamento muito forte; Falta de planicidade no suporte do molde; Desprendimento de um suporte ou armação do molde.
45 2.D SUPERFICIES DEFEITUOSAS 2.D.1 ESMAGAMENTO
46 2.D SUPERFICIES DEFEITUOSAS 2.D.2 EXPANSÃO DA AREIA (CHAGA DE EXPANSÃO) Definição: É um defeito superficial, metálico, irregular, de alguns milímetros de espessura, de contorno delgado e de superfície muito rugosa, paralela à peça fundida; está unida por um pequeno filete. Abaixo desse defeito a superfície da peça apresenta uma pequena depressão. Obs.: As paredes laterais são pouco atingidas por esse defeito.
47 2.D SUPERFICIES DEFEITUOSAS 2.D.2 EXPANSÃO DA AREIA (CHAGA DE EXPANSÃO) Causas na Tampa: Formação de uma zona de condensação e baixa resistência (esquema 1) e posterior formação de uma camada de dilatação onde a resistência à compreensão é fraca e começa a se destacar (esquema 2); Com o enchimento do molde pelo metal este comprime a camada contra a parede da tampa e onde se dá por expansão da areia o rompimento da camada (esquema 3).
48 2.D SUPERFICIES DEFEITUOSAS 2.D.2 EXPANSÃO DA AREIA (CHAGA DE EXPANSÃO)
49 2.D SUPERFICIES DEFEITUOSAS 2.D.2 EXPANSÃO DA AREIA (CHAGA DE EXPANSÃO)
50 2.D SUPERFICIES DEFEITUOSAS 2.D.2 EXPANSÃO DA AREIA (CHAGA DE EXPANSÃO) Causas no fundo: Com uma lâmina de metal saindo dos canais de ataque provoca rapidamente uma zona de condensação de umidade, formando uma camada de baixa resistência à compreensão (esquema 1); essa camada não se separa completamente da areia do molde do fundo e se destaca somente nas bordas, devido a dilatação da areia de sílica (esquema 2). Quando a areia se destaca bem ( S esquema 3) é uma chaga de expansão típica; quando não ( R esquema 3) é chamada rabo de rato.
51 2.D SUPERFICIES DEFEITUOSAS Causas no fundo:
52 2.D SUPERFICIES DEFEITUOSAS 2.D.2 EXPANSÃO DA AREIA (CHAGA DE EXPANSÃO) Ações: Aumentar a quantidade de aglomerante; Emprego de uma argila de melhor qualidade; Ativar mais a bentonita; Refrigerar a areia do sistema; Melhorar a preparação da areia; Aumentar a granulometria da areia; Aumentar a velocidade de vazamento; Diminuir a umidade da areia; Usar aditivos na areia: Usar areia de faceamento com menor dilatação; Colocar respiros; Aumentar a permeabilidade da areia.
53 2.E PEÇAS INCOMPLETAS 2.E.1 FALTA DE ENCHIMENTO Definição: A peça está completa à exceção das arestas que estão arredondadas;tratando-se FoFo a superfície é brilhante e lisa.
54 2.E PEÇAS INCOMPLETAS 2.E.1 FALTA DE ENCHIMENTO Causas: Falta de fluidez do metal líquido, devido a temperatura de vazamento baixa, em relação a sua composição química; Enchimento demasiadamente lento em decorrência de relação de canais; Permeabilidade da areia baixa; Respiros e canal de subida mal dimensionados; Em peças fundidas em coquilha, pode ser que sua temperatura esteja muito baixa. Ações: Aumentar a temperatura de vazamento de acordo dom a composição química e espessura da peça; Rever a relação de canais; Elevar a temperatura da coquilha; Melhorar a permeabilidade e saída de gases.
55 2.E PEÇAS INCOMPLETAS 2.E.1 FALTA DE ENCHIMENTO
56 2.E PEÇAS INCOMPLETAS 2.E.2 FALTA DE METAL (Vazamento interrompido/arriscado) Definição: A peça está incompleta, as arestas estão ligeiramente arredondadas na parte superior; as inferiores estão corretas.
57 2.E PEÇAS INCOMPLETAS 2.E.2 FALTA DE METAL (Vazamento interrompido/arriscado) Causas: Quantidade insuficiente de metal líquido na panela de vazamento; Interrupção no vazamento. Ações: Colocar quantidade suficiente de metal na panela; Rever a relação de canais; Treinar os operadores.
58 2.E PEÇAS INCOMPLETAS 2.E.2 FALTA DE METAL (Vazamento interrompido/arriscado)
59 2.E PEÇAS INCOMPLETAS 2.E.3 MOLDE VAZADO Definição: A peça está incompleta; a superfície superior é geralmente côncava e se prolonga até o topo do molde, com aspecto de rebarba.
60 2.E PEÇAS INCOMPLETAS 2.E.3 MOLDE VAZADO Causas: Estanqueidade insuficiente do molde ou resistência inadequada das paredes de moldes e machos, principalmente em peças de grande espessura; Mal vedação no fechamento dos moldes; Cinta de apoio gasta; Respiro entre macho e molde sem vedação; Grampeamento mal realizado; Peso insuficiente no molde superior; Superfície do molde superior não casa com a do molde inferior; Desmoldagem com parte da peça ainda em estado llíquido. Ações: Eliminar as causas descritas.
61 2.E PEÇAS INCOMPLETAS 2.E.3 MOLDE VAZADO
62 2.F DIMENSÕES OU FORMA INCORRETA 2.F.1 DEFORMAÇÃO DEVIDO À CONTRAÇÃO Definição: A peça apresenta em sua totalidade ou localmente uma deformação, em relação ao plano do modelo ou do molde. Essas deformações podem se repetir, mais ou menos, regularmente, sobretudo em regiões de diferentes espessuras.
63 2.F DIMENSÕES OU FORMA INCORRETA 2.F.1 DEFORMAÇÃO DEVIDO À CONTRAÇÃO Causas: Obstáculos que impedem a contração: Geometria da peça; Massalote e/ou canais; Partes do molde ou macho; o Técnicas de moldagem mal feita (alívios); o Contração irregular causada por uma desmoldagem rápida. Ações: o Se possível mudar a forma geométrica; o Adotar técnica de vazamento de maneira a distribuir a temperatura uniformemente; o Acertar o tempo e temperatura de vazamento mais adequado; o Quebrar o massalote canais, após o vazamento; o Fazer alívios ou colocar machos de alta colapsibilidade em pontos que possam aliviar a tensão na areia; o Esfriar a peça fundida no molde.
64 2.F DIMENSÕES OU FORMA INCORRETA 2.F.1 DEFORMAÇÃO DEVIDO À CONTRAÇÃO
65 2.F DIMENSÕES OU FORMA INCORRETA 2.F.1 DEFORMAÇÃO DEVIDO À CONTRAÇÃO
66 2.G INCLUSÕES 2.G.1 INCLUSÃO DE ESCÓRIA E/OU PRODUTO USADO NO BANHO METÁLICO Definição: Inclusão não metálica de forma irregular, com aspecto de escória de forno de fusão e/ou panela de vazamento e/ou produto de tratamento do banho, situado nas regiões da tampa ou partes inferiores dos machos; quando removidas apresentam parede lisa. As inclusões de escórias podem vir acompanhadas de uma cavidade proveniente dos gases por elas desprendidos.
67 2.G INCLUSÕES 2.G.1 INCLUSÃO DE ESCÓRIA E/OU PRODUTO USADO NO BANHO METÁLICO Causas: Escórias do forno/panelas /bicas, etc; Adições ao banho metálico não dissolvidas. Ações: Limpar escórias do forno de fusão; Facilitar a aglomeração da escória; Para FoFo, aumentar a temperatura do metal no forno; Usar panela bico de chaleira ou varão; Manter o canal de vazamento cheio, até seu término; Usar filtros, choques, etc; Prever no sistema canais, retenção de escória; Colocar as partes usinadas, sempre que possível, no molde do fundo; Usar cargas no forno com sucata limpa e não oxidadas.
68 2.G INCLUSÕES 2.G.1 INCLUSÃO DE ESCÓRIA E/OU PRODUTO USADO NO BANHO METÁLICO
69 DEFEITOS DE FUNDIÇÃO MÉTODOS PARA DETERMINAR A CAUSA RAIZ
70 DEFEITOS DE FUNDIÇÃO ANTES DE ESCOLHERMOS UM MÉTODO, VAMOS PRIMEIRO MONTAR O GRUPO DE COMBATE AO REFUGO. 1.O QUE FAZER? (WHAT?) Devemos escolher uma peça com defeito que queremos achar a causa raiz.
71 DEFEITOS DE FUNDIÇÃO 2. QUEM FAZ? ( WHO?) O líder desse grupo de combate ao refugo DEVE ser da Engenharia de Processo ou alguém responsável pelo mesmo. Esse grupo deve ser formado pelo líder e operador(es), supervisor de produção ou outro(s) elemento(s) que o líder achar necessário.
72 DEFEITOS DE FUNDIÇÃO 3. QUANDO FAZER? (WHEN?) Esse grupo deve se reunir diariamente (manhã ou tarde). 4.ONDE FAZER? (WHERE?) O local deve ser próximo das peças com defeito.
73 DEFEITOS DE FUNDIÇÃO 5. QUAL FAZER? (WHICH)? O grupo deve definir qual é o problema; correlacionado com O QUE FAZER? e definir metas!!! 6. COMO FAZER? (HOW?) Usar as ferramentas da Engenharia da Qualidade, que podem ser: PARETO
74 DEFEITOS DE FUNDIÇÃO 6 COMO FAZER? (HOW?) PARETO
75 DEFEITOS DE FUNDIÇÃO 6 COMO FAZER? (HOW?) PARETO
76 DEFEITOS DE FUNDIÇÃO 6 COMO FAZER? (HOW?) ANÁLISE DE PROBLEMA (AP)
77 DEFEITOS DE FUNDIÇÃO 6 COMO FAZER? (HOW?) ANÁLISE DA SITUAÇÃO (5W1H) DIAGRAMA DE CAUSA E EFEITO (ESPINHA DE PEIXE OU ISHIKAWA) 5 PORQUÊS?
78 DEFEITOS DE FUNDIÇÃO 6 COMO FAZER? (HOW?) P D C A (PLAN/DU/CHECK/ACTION) CEP
79 DEFEITOS DE FUNDIÇÃO EXEMPLOS PRÁTICOS NO USO DE ALGUMAS FERRAMENTAS: TUBOS COM CAROÇO NO DIÂMETRO INTERNO
80 DEFEITOS DE FUNDIÇÃO EXEMPLOS PRÁTICOS NO USO DE ALGUMAS FERRAMENTAS: TUBOS COM CAROÇO NO DIÂMETRO INTERNO
81 DEFEITOS DE FUNDIÇÃO EXEMPLOS PRÁTICOS NO USO DE ALGUMAS FERRAMENTAS: CAMISA MOLHADA COM POROSIDADE NO DIÂMETRO INTERNO
82 EXEMPLOS PRÁTICOS NO USO DE ALGUMAS FERRAMENTAS: CUBO DA RODA DEFEITOS DE FUNDIÇÃO
83 DEFEITOS DE FUNDIÇÃO
84 BIBLIOGRAFIA CIATF Mejora de la calidad de piezas fundidas Madrid Editor Luiz Cárcamo 1974; Le Breton.H Defectos de las piezas de fundicion Bilbao 9 Espartero; Urmo, S.A.Edeciones 1975; Lo Ré, Victor;Brosch Carlos Dias Areias de Fundição e Materiais de Moldagem Boletim 54 IPT 1965; Sofunge Defeitos de Fundição Biblioteca SOFUNGE n ; AFS Analysis of Casting Defects second edition 1966; ABM Simpósio sobre Defeitos em Peças Fundias COFUN Joinville SC 1979; BCIRA Control and Prevention of Casting Defects Alve Church, Birmingham B48 7QB UK; QPB Consultoria e Treinamento Metodologia Seis Sigma de excelência da qualidade de produto e serviços 2003; KEPNER TREGOE Análise de problemas e Tomada de decisão Princeton, New Jersey,USA 1977.
Defeito de Fundição Cavidades (Porosidades)
") TEMA: Defeito de Fundição Cavidades (Porosidades) Eng. Arnaldo Ferreira Braga Junior 1. INTRODUÇÃO Com o aumento da produção de peças fundidas e com a competitividade cada vez mais acirrada, as fundições
TEMA: Defeito de Fundição Cavidades (Porosidades) Eng. Arnaldo Ferreira Braga Junior 1. INTRODUÇÃO Com o aumento da produção de peças fundidas e com a competitividade cada vez mais acirrada, as fundições
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
PROCESSOS E VARIÁVEIS DE FUNDIÇÃO
 PROCESSOS E VARIÁVEIS DE FUNDIÇÃO Sergio Mazzer Rossitti maio/1993 Fundição não é uma arte! É um campo do conhecimento tecnológico, bastante complexo e com um grande numero de variáveis. Exige pois, do
PROCESSOS E VARIÁVEIS DE FUNDIÇÃO Sergio Mazzer Rossitti maio/1993 Fundição não é uma arte! É um campo do conhecimento tecnológico, bastante complexo e com um grande numero de variáveis. Exige pois, do
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
Lingotes. Estrutura de solidificação dos lingotes
 Lingotes Estrutura de solidificação dos lingotes Genericamente é possível identificar três regiões diferentes em um lingote após solidificação de uma liga metálica: - a região mais externa denominada zona
Lingotes Estrutura de solidificação dos lingotes Genericamente é possível identificar três regiões diferentes em um lingote após solidificação de uma liga metálica: - a região mais externa denominada zona
Processamento de materiais cerâmicos + H 2 O. Ivone
 + H 2 O Ivone Umidade (%) Colagem 100 Líquido Plástico Semi-Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP COLAGEM EXTRUSÃO Sólido Limite de Contração - LC PRENSAGEM
+ H 2 O Ivone Umidade (%) Colagem 100 Líquido Plástico Semi-Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP COLAGEM EXTRUSÃO Sólido Limite de Contração - LC PRENSAGEM
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Acesse: http://fuvestibular.com.br/
 Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
Esse molde é (quase) para sempre Manuais ou mecanizados, de precisão, não importa qual o processo de fundição que tenhamos estudado até agora, todos tinham em comum duas coisas: o fato de que o material
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS
 1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
1 NITRAMET TRATAMENTO DE METAIS LTDA PABX: 11 2192 3350 nitramet@nitramet.com.br GLOSSÁRIO DE TRATAMENTOS TÉRMICOS E TERMOQUÍMICOS Austêmpera Tratamento isotérmico composto de aquecimento até a temperatura
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA. 15 de Abril de 2010
 FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
FÓRUM NOVAS TECNOLOGIAS NA SOLDADURA 1 Defeitos de soldaduras em Aços de Construção 1 Fendas José Alexandre 2 Cavidades 3 Inclusões Sólidas 4 Falta de Fusão e Penetração 5 Forma Imperfeita 6 Defeitos Diversos
CONSERVAÇÃO DE ROTINA
 CONSERVAÇÃO DE ROTINA PARTE 3 Engº Pery C. G. de Castro Revisado em setembro/2009 1 CONSERVAÇÃO DE ROTINA Visa corrigir os defeitos que surgem no pavimento. Em alguns tipos de defeitos é possível dar duas
CONSERVAÇÃO DE ROTINA PARTE 3 Engº Pery C. G. de Castro Revisado em setembro/2009 1 CONSERVAÇÃO DE ROTINA Visa corrigir os defeitos que surgem no pavimento. Em alguns tipos de defeitos é possível dar duas
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor
 Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Produtos Devcon. Guia do Usuário. Kit Devcon para reparo de vazamentos em transformadores a óieo
 1 Produtos Devcon Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo 2 Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo Prefácio 3 Preparação da
1 Produtos Devcon Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo 2 Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo Prefácio 3 Preparação da
BR 280 - KM 47 - GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com
 TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
TÉCNICA DA NITRETAÇÃO A PLASMA BR 280 KM 47 GUARAMIRIM SC Fone 47 3373 8444 Fax 47 3373 8191 nitriondobrasil@terra.com.br www.nitrion.com A Nitrion do Brasil, presente no mercado brasileiro desde 2002,
Propriedades do Concreto
 Universidade Federal de Itajubá Instituto de Recursos Naturais Propriedades do Concreto EHD 804 MÉTODOS DE CONSTRUÇÃO Profa. Nívea Pons PROPRIEDADES DO CONCRETO O concreto fresco é assim considerado até
Universidade Federal de Itajubá Instituto de Recursos Naturais Propriedades do Concreto EHD 804 MÉTODOS DE CONSTRUÇÃO Profa. Nívea Pons PROPRIEDADES DO CONCRETO O concreto fresco é assim considerado até
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Eletroduto de PVC Rígido Roscável
 Eletroduto de PVC Rígido Roscável Localização no Website TIGRE: Obra Predial Eletricidade Eletroduto roscável Função: Proteção mecânica para instalações elétricas embutidas. Aplicação: instalações elétricas
Eletroduto de PVC Rígido Roscável Localização no Website TIGRE: Obra Predial Eletricidade Eletroduto roscável Função: Proteção mecânica para instalações elétricas embutidas. Aplicação: instalações elétricas
A Fundição Injectada de Alumínio. Princípios e Desafios
 A Fundição Injectada de Alumínio Princípios e Desafios O Passado... Os primeiros exemplos de fundição por injecção (em oposição à fundição por gravidade) ocorrem em meios do século XIX (1800). A patente
A Fundição Injectada de Alumínio Princípios e Desafios O Passado... Os primeiros exemplos de fundição por injecção (em oposição à fundição por gravidade) ocorrem em meios do século XIX (1800). A patente
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido
 e Sistemas de Tratamento do Ar Comprimido") 4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
ANCORAS METALICAS. Projetos / Aplicações / Importância / Análise de danos
 ANCORAS METALICAS Projetos / Aplicações / Importância / Análise de danos Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de andorinha / Grampo Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de
ANCORAS METALICAS Projetos / Aplicações / Importância / Análise de danos Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de andorinha / Grampo Conceito Âncoras / Clipes / Chumbadores Grapas Rabo de
PROCESSOS BASEADOS EM EXTRUSÃO
 PROCESSOS BASEADOS EM EXTRUSÃO EXTRUSÃO DE TUBOS E CANOS Tubos diâmetro inferior a 12,7mm (1/2 in) Materiais mais utilizados: PE e PVC (canos), PA, POM (tubos). corte Extrusora matriz resfriamento/calibração
PROCESSOS BASEADOS EM EXTRUSÃO EXTRUSÃO DE TUBOS E CANOS Tubos diâmetro inferior a 12,7mm (1/2 in) Materiais mais utilizados: PE e PVC (canos), PA, POM (tubos). corte Extrusora matriz resfriamento/calibração
Tratamentos térmicos de ferros fundidos
 FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
TM703 Ciência dos Materiais PIPE Pós - Graduação em Engenharia e Ciências de Materiais
 TM703 Ciência dos Materiais PIPE Pós - Graduação em Engenharia e Ciências de Materiais Carlos Mauricio Lepienski Laboratório de Propriedades Nanomecânicas Universidade Federal do Paraná Aulas 7 1º sem.
TM703 Ciência dos Materiais PIPE Pós - Graduação em Engenharia e Ciências de Materiais Carlos Mauricio Lepienski Laboratório de Propriedades Nanomecânicas Universidade Federal do Paraná Aulas 7 1º sem.
Divisão Clássica dos Materiais de Moldagem
 Aula 10 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Aula 10 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
RECUPERAÇÃO TÉRMICA DE AREIA DESCARTADA DE FUNDIÇÃO (ADF)
") RECUPERAÇÃO TÉRMICA DE AREIA DESCARTADA DE FUNDIÇÃO (ADF) Luís Renato de Souza Resumo Este documento tem como principal objetivo apresentar e detalhar aos leitores uma solução para o reaproveitamento da
RECUPERAÇÃO TÉRMICA DE AREIA DESCARTADA DE FUNDIÇÃO (ADF) Luís Renato de Souza Resumo Este documento tem como principal objetivo apresentar e detalhar aos leitores uma solução para o reaproveitamento da
Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem
 Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
FUNDIÇÃO 3/23/2014 BIBLIOGRAFIA VANTAGENS DO PROCESSO DE FUNDIÇÃO
 BIBLIOGRAFIA FUNDIÇÃO Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos de Fabricação
BIBLIOGRAFIA FUNDIÇÃO Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos de Fabricação
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
Soluções Amanco. Linha Amanco Novafort
 Linha Amanco Novafort Linha Amanco Novafort s o l u ç õ e s a m a n c o i n f r a e s t r u t u r a Linha Amanco Novafort para Redes Coletoras de Esgotos e Águas Pluviais para Infraestrutura A linha Amanco
Linha Amanco Novafort Linha Amanco Novafort s o l u ç õ e s a m a n c o i n f r a e s t r u t u r a Linha Amanco Novafort para Redes Coletoras de Esgotos e Águas Pluviais para Infraestrutura A linha Amanco
ESPECIFICAÇÃO TÉCNICA DISTRIBUIÇÃO
 ESPECIFICAÇÃO TÉCNICA DISTRIBUIÇÃO ETD - 07 CRUZETA DE CONCRETO ARMADO PARA REDES DE DISTRIBUIÇÃO ESPECIFICAÇÃO E PADRONIZAÇÃO EMISSÃO: julho/2003 REVISÃO: setembro/08 FOLHA : 1 / 6 FURAÇÃO DA CRUZETA
ESPECIFICAÇÃO TÉCNICA DISTRIBUIÇÃO ETD - 07 CRUZETA DE CONCRETO ARMADO PARA REDES DE DISTRIBUIÇÃO ESPECIFICAÇÃO E PADRONIZAÇÃO EMISSÃO: julho/2003 REVISÃO: setembro/08 FOLHA : 1 / 6 FURAÇÃO DA CRUZETA
PROCESSO DE FABRICAÇÃO DE FUNDIÇÃO POR CENTRIFUGAÇÃO ENGº ARNALDO F. BRAGA JR.
 PROCESSO DE FABRICAÇÃO DE FUNDIÇÃO POR CENTRIFUGAÇÃO ENGº ARNALDO F. BRAGA JR. São Paulo, 26 Agosto 2008 AGENDA Introdução Histórico Definição Tipos de materiais usados no processo de centrifugação Tipos
PROCESSO DE FABRICAÇÃO DE FUNDIÇÃO POR CENTRIFUGAÇÃO ENGº ARNALDO F. BRAGA JR. São Paulo, 26 Agosto 2008 AGENDA Introdução Histórico Definição Tipos de materiais usados no processo de centrifugação Tipos
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Lingotamento Ato ou efeito de transformar em lingotes. (Aurelio) Lingote Barra de metal fundido, Tira metálica. (Aurelio) Lingotamento Convencional:
Curso de Engenharia de Produção Processos de Fabricação Lingotamento Ato ou efeito de transformar em lingotes. (Aurelio) Lingote Barra de metal fundido, Tira metálica. (Aurelio) Lingotamento Convencional:
Técnicas de fundição. Técnicas De Fundição. Page 1 1. Odontologia: tem por função restituir ao dente: Saúde Forma Função Estética
 Disciplina Titulo da aula Expositor Slides 34 Materiais Dentários I Técnicas de fundição Prof. Dr. Eclérion Chaves Duração Aproximadamente 1:30 Plano de aula Publicado em: http://usuarios.upf.br/~fo/disciplinas/materiais%20dentarios/materiais1.htm
Disciplina Titulo da aula Expositor Slides 34 Materiais Dentários I Técnicas de fundição Prof. Dr. Eclérion Chaves Duração Aproximadamente 1:30 Plano de aula Publicado em: http://usuarios.upf.br/~fo/disciplinas/materiais%20dentarios/materiais1.htm
COTIP Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
") 1 MOENDAS 1. Moendas Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no sentido horário e apenas 01 no sentido antihorário. Sua função é forçar
1 MOENDAS 1. Moendas Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no sentido horário e apenas 01 no sentido antihorário. Sua função é forçar
EM-028 VENTILAÇÃO INDUSTRIAL & AR COMPRIMIDO
 EM-028 VENTILAÇÃO INDUSTRIAL & AR COMPRIMIDO RESUMO AULA 6 - VENTILAÇÃO DE TANQUES 1 CLASSIFICAÇÃO DOS PROCESSOS A ventilação por exaustão encontra muita aplicação nos tanques de processamento, por exemplo:
EM-028 VENTILAÇÃO INDUSTRIAL & AR COMPRIMIDO RESUMO AULA 6 - VENTILAÇÃO DE TANQUES 1 CLASSIFICAÇÃO DOS PROCESSOS A ventilação por exaustão encontra muita aplicação nos tanques de processamento, por exemplo:
Matéria prima. Fabricação de aço. Fabricação de aço
 Matéria prima A fundição é usada para fabricação de componentes acabados. Também p/ produzir lingotes ou placas que serão posteriormente processados em diferentes formas, tais como: vergalhões, barras,
Matéria prima A fundição é usada para fabricação de componentes acabados. Também p/ produzir lingotes ou placas que serão posteriormente processados em diferentes formas, tais como: vergalhões, barras,
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS
 TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3. ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE...
... 4 ACABAMENTO DE SUPERFÍCIE...") ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3 ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE... 5 FUNDAMENTOS DOS TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
ÍNDICE CORROSÃO E MEDIDAS DE PROTEÇÃO... 3 ESPECIFICAÇÃO DE AÇOS, LIGAS ESPECIAIS E FERROS FUNDIDOS (Módulo I)... 4 ACABAMENTO DE SUPERFÍCIE... 5 FUNDAMENTOS DOS TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
DURABILIDADE DAS ESTRUTURAS DE CONCRETO
 Objetivo Assegurar que a estrutura satisfaça, durante o seu tempo de vida, os requisitos de utilização, resistência e estabilidade, sem perda significativa de utilidade nem excesso de manutenção não prevista
Objetivo Assegurar que a estrutura satisfaça, durante o seu tempo de vida, os requisitos de utilização, resistência e estabilidade, sem perda significativa de utilidade nem excesso de manutenção não prevista
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Os constituintes do solo
 Os constituintes do solo Os componentes do solo Constituintes minerais Materiais orgânicos Água Ar Fase sólida partículas minerais e materiais orgânicos Vazios ocupados por água e/ou ar Os componentes
Os constituintes do solo Os componentes do solo Constituintes minerais Materiais orgânicos Água Ar Fase sólida partículas minerais e materiais orgânicos Vazios ocupados por água e/ou ar Os componentes
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
UNIVERSIDADE SANTA. Objetivo Metodologia Introdução. Método Experimental Resultados Experimentais Conclusão Grupo de Trabalho
 UNIVERSIDADE SANTA CECÍLIA ENGENHARIA MECÂNICA INDUSTRIAL Análise dos Parâmetros que Influenciaram a Falha dos Parafusos Calibrados Aço1045 A do Acoplamento de Engrenagem da Mesa Giratória ria do Laminador
UNIVERSIDADE SANTA CECÍLIA ENGENHARIA MECÂNICA INDUSTRIAL Análise dos Parâmetros que Influenciaram a Falha dos Parafusos Calibrados Aço1045 A do Acoplamento de Engrenagem da Mesa Giratória ria do Laminador
FUNDIÇÃO CENTRIFUGADA QUANDO E POR QUAIS MOTIVOS ESCOLHER. comercial@fvtecnologia.com.br http://www.fvtecnologia.com.br
 FUNDIÇÃO CENTRIFUGADA QUANDO E POR QUAIS MOTIVOS ESCOLHER comercial@fvtecnologia.com.br http://www.fvtecnologia.com.br 1 VANTAGENS DO PROCESSO DE FUNDIÇÃO CENTRIFUGADA 1. O que é fundição centrifugada?
FUNDIÇÃO CENTRIFUGADA QUANDO E POR QUAIS MOTIVOS ESCOLHER comercial@fvtecnologia.com.br http://www.fvtecnologia.com.br 1 VANTAGENS DO PROCESSO DE FUNDIÇÃO CENTRIFUGADA 1. O que é fundição centrifugada?
Aspectos de Segurança - Discos de Corte e Desbaste
 Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aperfeiçoamentos no Cabeçote
 Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Processo de fabricação de cabos de alumínio com ênfase em trefilação
 Processo de fabricação de cabos de alumínio com ênfase em trefilação É fazendo que se aprende a fazer aquilo que se deve aprender a fazer. Aristóteles 24/Novembro/2014 1 Produtos e Aplicações Cabos de
Processo de fabricação de cabos de alumínio com ênfase em trefilação É fazendo que se aprende a fazer aquilo que se deve aprender a fazer. Aristóteles 24/Novembro/2014 1 Produtos e Aplicações Cabos de
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
Maçarico de soldar ou bico de soldar portátil - alicate bloqueador - torno de bancada - pára chamas, escudo térmico - lima.
 FERRAMENTAS NECESSÁRIAS Maçarico de soldar ou bico de soldar portátil - alicate bloqueador - torno de bancada - pára chamas, escudo térmico - lima. COMO ESCOLHER OS MATERIAIS NECESSÁRIOS As ferramentas
FERRAMENTAS NECESSÁRIAS Maçarico de soldar ou bico de soldar portátil - alicate bloqueador - torno de bancada - pára chamas, escudo térmico - lima. COMO ESCOLHER OS MATERIAIS NECESSÁRIOS As ferramentas
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
CURSO DE AQUITETURA E URBANISMO
 1- Generalidades PROPRIEDADES DO CONCRETO FRESCO Todas as misturas de concreto devem ser adequadamente dosadas para atender aos requisitos de: Economia; Trabalhabilidade; Resistência; Durabilidade. Esses
1- Generalidades PROPRIEDADES DO CONCRETO FRESCO Todas as misturas de concreto devem ser adequadamente dosadas para atender aos requisitos de: Economia; Trabalhabilidade; Resistência; Durabilidade. Esses
Introdução à Manufatura Mecânica PMR 2202 - Processos de Fundição e Sinterização (Metalurgia do Pó) Profa. Izabel Machado
 Profa. Izabel Machado") Introdução à Manufatura Mecânica PMR 2202 Processos de Fundição e Sinterização (Metalurgia do Pó) Índice 1. Fundição 1.1. Solidificação de Metais e Ligas 1.1.1 Temperatura de vazamento. 1.1.2 Taxa de resfriamento.
Introdução à Manufatura Mecânica PMR 2202 Processos de Fundição e Sinterização (Metalurgia do Pó) Índice 1. Fundição 1.1. Solidificação de Metais e Ligas 1.1.1 Temperatura de vazamento. 1.1.2 Taxa de resfriamento.
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
ECOFOGÃO MODELO CAMPESTRE 3. Manual de instalação, uso e manutenção.
 ECOFOGÃO MODELO CAMPESTRE 3 Manual de instalação, uso e manutenção. Parabéns, ao adquirir o Ecofogão, você tem em mãos uma das tecnologias mais simples, eficiente e limpa atualmente disponível, para o
ECOFOGÃO MODELO CAMPESTRE 3 Manual de instalação, uso e manutenção. Parabéns, ao adquirir o Ecofogão, você tem em mãos uma das tecnologias mais simples, eficiente e limpa atualmente disponível, para o
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Escola Politécnica de Pernambuco Departamento de Ensino Básico PROGRAMA
 PROGRAMA Disciplina: MATERIAIS DE CONSTRUÇÃO MECÂNICA Código: MECN0039 Carga Horária Semestral: 45 HORAS Número de Créditos: TEÓRICOS: 00; PRÁTICOS: 03; TOTAL: 03 Pré-Requisito: MECN0004 CIÊNCIA DOS MATERIAIS
PROGRAMA Disciplina: MATERIAIS DE CONSTRUÇÃO MECÂNICA Código: MECN0039 Carga Horária Semestral: 45 HORAS Número de Créditos: TEÓRICOS: 00; PRÁTICOS: 03; TOTAL: 03 Pré-Requisito: MECN0004 CIÊNCIA DOS MATERIAIS
ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA
 Celesc Di Celesc Distribuição S.A. ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA ESPECIFICAÇÃO TÉCNICA PARA PINTURA SISTEMAS DE PROTEÇÃO ANTICORROSIVA PARA APLICAÇÃO EM : TRANSFORMADORES
Celesc Di Celesc Distribuição S.A. ANEXO IV ESPECIFICAÇÃO DE PINTURA PARA TRANSFORMADORES DE POTÊNCIA ESPECIFICAÇÃO TÉCNICA PARA PINTURA SISTEMAS DE PROTEÇÃO ANTICORROSIVA PARA APLICAÇÃO EM : TRANSFORMADORES
Grupo 09 Centrais de testes e limpeza
 Grupo 09 Centrais de testes e limpeza Fornecedor: Tipo Descrição Página CPR Central de teste para circuitos de refrigeração 01 Descrição 01-01 CPC Central de teste para circuitos de refrigeração 02 Descrição
Grupo 09 Centrais de testes e limpeza Fornecedor: Tipo Descrição Página CPR Central de teste para circuitos de refrigeração 01 Descrição 01-01 CPC Central de teste para circuitos de refrigeração 02 Descrição
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO FACULDADE DE TECNOLOGIA CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA
 UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO FACULDADE DE TECNOLOGIA CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA PROCESSOS DE FABRICAÇÃO III Processos de Fundição Prof. Jaques Jonas Santos Silva Resende, RJ,
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO FACULDADE DE TECNOLOGIA CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA PROCESSOS DE FABRICAÇÃO III Processos de Fundição Prof. Jaques Jonas Santos Silva Resende, RJ,
Desempenamento. desempenamento de uma barra
 A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
A UU L AL A Desempenamento Na área mecânica e metalúrgica, desempenar é a operação de endireitar chapas, tubos, arames, barras e perfis metálicos, de acordo com as necessidades relativas ao projeto de
Grupo 13 Bico quente especial + acessórios para sistemas de câmara quente
 Grupo 13 Bico quente especial + acessórios para sistemas de câmara quente Fornecedor: Tipo Descrição Página -13 Introdução -01-01 + 02 Aplicação dos bicos especiais -02-01 Resistências para bicos 10 Resistência
Grupo 13 Bico quente especial + acessórios para sistemas de câmara quente Fornecedor: Tipo Descrição Página -13 Introdução -01-01 + 02 Aplicação dos bicos especiais -02-01 Resistências para bicos 10 Resistência
GUIA DE SOLUÇÕES PARA SOLDAGEM COM ELETRODOS REVESTIDOS
 01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
01/14 VENDAS SUDESTE São Paulo Tel. (11) 3094-6600 Fax (11) 3094-6303 e-mail: atendimentogerdau.sp@gerdau.com.br Rio de Janeiro Tel. (21) 3974-7529 Fax (21) 3974-7592 e-mail: atendimentogerdau.rj@gerdau.com.br
MEMORIAL DESCRITIVO, ORÇAMENTO E PROJETO DO ACESSO PRINCIPAL E IDENTIFICAÇÃO DA UNIDADE BÁSICA DE SAÚDE FRONTEIRA
 MEMORIAL DESCRITIVO, ORÇAMENTO E PROJETO DO ACESSO PRINCIPAL E IDENTIFICAÇÃO DA UNIDADE BÁSICA DE SAÚDE FRONTEIRA Orçamento Unidade Básica de Saúde - Fronteira Estrutura para o acesso e identificação do
MEMORIAL DESCRITIVO, ORÇAMENTO E PROJETO DO ACESSO PRINCIPAL E IDENTIFICAÇÃO DA UNIDADE BÁSICA DE SAÚDE FRONTEIRA Orçamento Unidade Básica de Saúde - Fronteira Estrutura para o acesso e identificação do
EFICIÊNCIA ENERGÉTICA EM SISTEMAS E INSTALAÇÕES
 EFICIÊNCIA ENERGÉTICA EM SISTEMAS E INSTALAÇÕES PROF. RAMÓN SILVA Engenharia de Energia Dourados MS - 2013 2 Áreas de oportunidade para melhorar a eficiência na distribuição de frio Isolamento das tubulações
EFICIÊNCIA ENERGÉTICA EM SISTEMAS E INSTALAÇÕES PROF. RAMÓN SILVA Engenharia de Energia Dourados MS - 2013 2 Áreas de oportunidade para melhorar a eficiência na distribuição de frio Isolamento das tubulações
Bicos Automação Análise Técnica. Sistemas. Guia de Tecnologia de Pulverização para Processos Farmacêuticos
 Bicos Automação Análise Técnica Sistemas Guia de Tecnologia de Pulverização para Processos Farmacêuticos Revestimento de Comprimidos com Baixa Manutenção Os maiores desafios no revestimento de comprimidos
Bicos Automação Análise Técnica Sistemas Guia de Tecnologia de Pulverização para Processos Farmacêuticos Revestimento de Comprimidos com Baixa Manutenção Os maiores desafios no revestimento de comprimidos
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos
 Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
POLICARBONATO CHAPAS COMPACTAS. Estilo com Tecnologia. Alveolar - Compacto - Telhas - Acessórios de Instalação
 POLICARBONATO CHAPAS COMPACTAS Estilo com Tecnologia Alveolar - Compacto - Telhas - Acessórios de Instalação CHAPAS COMPACTAS Chapa em policarbonato compacto, com tratamento em um dos lados contra o ataque
POLICARBONATO CHAPAS COMPACTAS Estilo com Tecnologia Alveolar - Compacto - Telhas - Acessórios de Instalação CHAPAS COMPACTAS Chapa em policarbonato compacto, com tratamento em um dos lados contra o ataque
Suportes de Tubulações
 Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
Suportes de Tubulações Classificação dos Suportes Destinados a sustentar os pesos Fixos Semimóveis Móveis (Suportes de mola e suportes de contrapeso) Destinados a limitar os movimentos dos tubos Dispositivo
TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS -
 TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS - Através da têmpera por indução e por chama consegue-se um efeito similar ao do tratamento de cementação e têmpera, quando se compara a
TÊMPERA SUPERFICIAL POR INDUÇÃO E POR CHAMA - ASPECTOS PRÁTICOS - Através da têmpera por indução e por chama consegue-se um efeito similar ao do tratamento de cementação e têmpera, quando se compara a
PERFIL PROFISSIONAL OPERADOR(A) DE FUNDIÇÃO. PERFIL PROFISSIONAL Operador/a de Fundição Nível 2 CATÁLOGO NACIONAL DE QUALIFICAÇÕES 1/5
 DE FUNDIÇÃO. PERFIL PROFISSIONAL Operador/a de Fundição Nível 2 CATÁLOGO NACIONAL DE QUALIFICAÇÕES 1/5") PERFIL PROFISSIONAL OPERADOR(A) DE FUNDIÇÃO PERFIL PROFISSIONAL Operador/a de Fundição Nível 2 CATÁLOGO NACIONAL DE QUALIFICAÇÕES 1/5 ÁREA DE ACTIVIDADE - METALURGIA E METALOMECÂNICA OBJECTIVO GLOBAL -
PERFIL PROFISSIONAL OPERADOR(A) DE FUNDIÇÃO PERFIL PROFISSIONAL Operador/a de Fundição Nível 2 CATÁLOGO NACIONAL DE QUALIFICAÇÕES 1/5 ÁREA DE ACTIVIDADE - METALURGIA E METALOMECÂNICA OBJECTIVO GLOBAL -
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Disciplina CIÊNCIA DOS MATERIAIS A. Marinho Jr. Materiais polifásicos - Processamentos térmicos
 Tópico 7E Materiais polifásicos - Processamentos térmicos Introdução Já vimos que a deformação plástica de um metal decorre da movimentação interna de discordâncias, fazendo com que planos cristalinos
Tópico 7E Materiais polifásicos - Processamentos térmicos Introdução Já vimos que a deformação plástica de um metal decorre da movimentação interna de discordâncias, fazendo com que planos cristalinos
ECOFOGÃO MODELO CAMPESTRE 2. Manual de instalação, uso e manutenção.
 ECOFOGÃO MODELO CAMPESTRE 2 Manual de instalação, uso e manutenção. Parabéns, ao adquirir o Ecofogão, você tem em mãos uma das tecnologias mais simples, eficiente e limpa atualmente disponível, para o
ECOFOGÃO MODELO CAMPESTRE 2 Manual de instalação, uso e manutenção. Parabéns, ao adquirir o Ecofogão, você tem em mãos uma das tecnologias mais simples, eficiente e limpa atualmente disponível, para o
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP. Tecnologia Mecânica
 CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE SÃO PAULO CEFET-SP Tecnologia Mecânica Tratamentos térmicos e termo-químicos Recozimento Normalização Têmpera Revenimento Cementação Nitretação Tratamentos Térmicos
Tecnol. Mecânica: Produção do Gusa Introdução: conhecimentos tecnológicos que faltavam ao homem da antiguidade:
 Introdução Você já parou para imaginar um mundo sem coisas simples como facas, agulhas de costura, chaves, fechaduras, alfinetes lâminas de barbear? Pois é, não faz muito tempo, na verdade cerca de 500
Introdução Você já parou para imaginar um mundo sem coisas simples como facas, agulhas de costura, chaves, fechaduras, alfinetes lâminas de barbear? Pois é, não faz muito tempo, na verdade cerca de 500
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Conformação dos Metais Prof.: Marcelo Lucas P. Machado
 Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Ensaio de fadiga. Em condições normais de uso, os produtos. Nossa aula. Quando começa a fadiga
 A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
A U A UL LA Ensaio de fadiga Introdução Nossa aula Em condições normais de uso, os produtos devem sofrer esforços abaixo do limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
3. Como são classificadas as diversas técnicas de prototipagem rápida?
 PROTOTIPAGEM RÁPIDA 1. Introdução Fabricação de protótipos em curto espaço de tempo (horas ou dias contra dias ou meses anteriormente necessários) Protótipo: - modelo em escala real de peças ou produtos
PROTOTIPAGEM RÁPIDA 1. Introdução Fabricação de protótipos em curto espaço de tempo (horas ou dias contra dias ou meses anteriormente necessários) Protótipo: - modelo em escala real de peças ou produtos