Msc. Domingos F. O. Azevedo 2013
|
|
|
- Salvador da Costa Escobar
- 8 Há anos
- Visualizações:
Transcrição


1 2013

 Supervisão por seres humanos FMS e CIM (filosofias de")
2 Quantidade e qualidade em harmonia Agrupando máquinas (CNC, robô e processo), otimizando tempo e custo Automação racional (planejada em função da necessidade) Supervisão por seres humanos FMS e CIM (filosofias de produção)

3 FMS - SISTEMA FLEXÍVEL DE MANUFATURA GLOBALIZAÇÃO CONCORRÊNCIA ACIRRADA DESEJOS DOS CLIENTES PRODUTOS PERSONALIZADOS CIM/FMS Integração das economias mundiais que trocam entre si matérias primas, produtos e entre outras coisas produzidas internamente. E, com o advento de novas tecnologias e desenvolvimentos das tecnologias de comunicação e de transporte possibilitam a troca de informação e de mercadorias.

4 EXEMPLOS DE PRODUTOS PERSONALIZADOS

5 COMPUTER INTEGRATED MANUFACTURING (CIM) Integração das diversas atividades da empresa, relacionadas com a produção, através da utilização de tecnologias de informação, como sejam, bases de dados, sistemas de comunicação, etc. Deste modo, os vários departamentos associados às atividades, podem comunicar entre si através da partilha ou troca de informações. Integração apenas das atividades de engenharia e de produção. Integração de todas as atividades relacionadas com a fabricação Integração dos sistemas de informação da empresa com os dos clientes e fornecedores.

6 VANTAGENS DO CIM Produtividade A eliminação da redundância da informação, conduz a um melhor controle e gestão dos recursos, podendo ser atingidas melhorias de 40 a 70%. Flexibilidade Maior rapidez de resposta aos eventos externos (variações do mercado,...) e aos internos (avarias e defeitos de qualidade,...). Qualidade A integração de sistemas automatizados permite diminuir o número de erros ocorridos, devido à garantia da não duplicação da informação (aumento da qualidade de 2 a 5 vezes). Tempos de concepção A partilha de informação entre os vários departamentos de projeto permite a redução do tempo de concepção de um produto entre 15 a 30%. Work In Progress (WIP) Uma gestão otimizada permite uma redução do material que circula na fabrica em valores que podem variar entre 30 a 60%.
.")
7 VANTAGENS DO CIM Decremento dos custos de produção. Msc. Domingos F. O. Azevedo Com a produção realizada conforme pedido do cliente, se reduz os suprimentos (matériaprima, mão de obra, etc.) apenas ao necessário. Há a partilha dos recursos produtivos (máquinas, equipamentos, dispositivos, ferramentas, etc.). Redução de estoques. Evita-se produzir para formar estoque, pois, a estocagem envolve altos custos, tais como, local para armazenagem, controle de entrada e saída de produtos, segurança, etc. Redução da necessidade de manter documentação em papel. A maior parte da documentação é mantida em meio eletrônico. Decremento do tempo de resposta. Como a produção é realizada conforme pedido do cliente, evita-se produzir para formar estoque, tendo-se assim, a fabricação dedicada aos pedidos e assim, agilizando a resposta. Produtos feitos à medida do cliente. Com a adequação do produto às necessidades e preferências dos clientes, uma quantidade de maior de clientes se associa àquele produto.

8 DESVANTAGENS E PROBLEMAS O CIM é mais uma questão mais estratégica do que tecnológica. Não existe uma especificação genérica de CIM, nem um sistema normalizado que se possa comprar, portanto, é sempre personalizado. Alto custo do sistema. Heterogeneidade dos equipamentos existentes no sistema. Fatores sociológicos, tais como: necessidade de treinamentos, adaptação do pessoal ao sistema, impacto sobre os costumes da empresa e região.

9 NATUREZA DOS ELEMENTOS DO SISTEMA CIM Concepção do Produto Concepção da funcionalidade do produto Modelagem geométrica - CAD Análise e verificação de engenharia - CAE Definição da programação dos equipamentos e processo - CAM Integração destas atividades com as restantes do ciclo de vida de um produto: DFM (Design for Manufacturing), DFA (Design for Assembly) e CE (Concurrent Engineering). Planejamento da Produção Planejamento de requisitos de matérias primas - MRP Planejamento da capacidade - CRP Planejamento do processo de produção - CAPP Escalonamento de longo prazo

10 NATUREZA DOS ELEMENTOS DO SISTEMA CIM Controle da Produção Dimensionamento auxiliado por computador - modelagem, simulação, escalonamento dinâmico. Aquisição de dados em tempo real relativas a ordens de fabricação e recursos. Equipamento dinâmico CNC FMS Robôs Sistemas de manipulação/armazenamento Sistemas de inspecção Etc.

11 Funções Msc. Domingos F. O. Azevedo SISTEMA DE CONTROLE (CIM) Controle de cada estação de trabalho. Distribuição das instruções de controle às estações de trabalho. Controle da produção. Controle dos sistemas de manipulação e armazenamento de materiais. Controle das ferramentas. Monitoração do desempenho do sistema. Dados armazenados Programas para as máquinas CNC. Folhas de encaminhamento. Parâmetros de produção de cada peça. Dados relativos a contentores e fixações. Dados das ferramentas de cada máquina.

12 FMS - SISTEMA FLEXÍVEL DE MANUFATURA DEFINIÇÃO: Sistema de produção altamente automatizado e capacitado a produzir uma grande variedade de diferentes peças e produtos, usando o mesmo equipamento e o mesmo sistema de controle. Um sistema de fabricação flexível consiste num conjunto de estações de trabalho (normalmente máquinas de controle numérico), interligadas por um sistema de transporte e manuseamento de materiais e controladas por um sistema computadorizado integrado de manufatura (CIM).
, interligadas por um sistema de transporte e manuseamento de materiais e controladas por um sistema")
13 FMS - SISTEMA FLEXÍVEL DE MANUFATURA Exemplo de sistema flexível manufatura :

14 FMS - SISTEMA FLEXÍVEL DE MANUFATURA Exemplo de sistema flexível manufatura na Chance- Vought Aircraft (Cincinnati Milacron)

15 ÂMBITO DOS SISTEMAS DE MANUFATURA Produtividade Flexibilidade Âmbito dos sistemas de manufatura. Adaptado de: Groover.

16 CARACTERÍSTICAS DO FMS Msc. Domingos F. O. Azevedo Capacidade de processar uma variedade de diferentes tipos de peças, simultaneamente, nas várias estações de trabalho. Objetivo: preencher o vazio entre a produção em massa (caracterizada pelas linhas de produção) e as pequenas produções realizadas em máquinas CNC isoladas.

17 COMPONENTES DE UM FMS Estações de Trabalho Células de manufatura (com máquinas-ferramenta de controle numérico, robôs, etc.), células de montagem, células de inspeção, etc. Manipulação e armazenamento de materiais Manipulação de materiais entre as diversas estações de trabalho. Exemplos: Armazéns automáticos, sistemas automáticos de esteiras, AGV, etc. Sistema de controle por computador Sistema de controle, sistema de informação e sistema de comunicação.

18 Leiautes (Layout) do FMS Msc. Domingos F. O. Azevedo O leiaute do FMS é estabelecido pelo sistema de manuseio de material Cinco tipos básicos de leiautes 1. Em linha 2. Ciclo (Loop) 3. Escada (Ladder) 4. Campo Aberto (Open field) 5. Robô centrado
 3. Escada (Ladder) 4.")
19 Em linha Msc. Domingos F. O. Azevedo CONFIGURAÇÃO DE FMS Esta configuração é apropriada para sistemas em que o progresso dos materiais de uma estação para a próxima está bem definido. O transporte de materiais é realizado através de esteiras. Entrada Máquina Máquina Máquina Máquina Saída

20 CONFIGURAÇÃO DE FMS EM LINHA (Cincinnati Milacron)

21 Ciclo (Loop ) Msc. Domingos F. O. Azevedo CONFIGURAÇÃO DE FMS Os materiais fluem entre estações, tal como na configuração anterior, com a diferença da estação de entrada coincidir com a de saída. O transporte de materiais é realizado através de esteiras, trilhos ou roletes. Máquina Máquina Máquina E/S Máquina Máquina
22 CONFIGURAÇÃO DE FMS Ciclo (Loop ) Outro exemplo de configuração.
23 Escada (Ladder ) CONFIGURAÇÃO DE FMS Esta configuração é semelhante à anterior, apresentando a vantagem de possuir caminhos alternativos, de forma a reduzir os tempos de transporte. O transporte de materiais é realizado através de esteiras ou de AGVs. Msc. Domingos F. O. Azevedo Fluxo de materiais E/S
24 Campo aberto (OpenField) CONFIGURAÇÃO DE FMS Esta configuração assenta na divisão da planta fabril em células, cada uma das quais responsável pela execução de um determinado conjunto de funções, podendo ter internamente Loops e várias escadas, adequado para grandes famílias de peças. O transporte é realizado através de esteiras ou de AGVs. Msc. Domingos F. O. Azevedo Centros de Usinagem Armazenamento Intermediário Paletização e Limpeza Estações de Carga e Descarga Montagem Inspeção e Testes
25 Robô centrado CONFIGURAÇÃO DE FMS Msc. Domingos F. O. Azevedo Esta configuração é típica de aplicações em que o robô é o elemento central do processo produtivo, sendo o manuseamento de materiais efectuado através de robôs industriais.
26 FATORES QUE INFLUENCIAM O PLANEJAMENTO E CONCEPÇÃO DE UM FMS Volume de trabalho a ser produzido pelo sistema. Variações nos encaminhamentos do processo. Características físicas das peças. Famílias de peças definidas de acordo com semelhanças geométricas e de processo. Requisitos de operações humanas (um gestor do sistema, uma equipe de manutenção para cada 10 máquinas, etc.). Volume de produção adequado ( peças por ano). Número mínimo de máquinas: 4

27 CÉLULAS DE FABRICAÇÃO FLEXÍVEIS Conjunto de várias máquinas CNC, alimentadas por um ou vários robôs e ocasionalmente com a possibilidade de sistemas de armazenamento e manipulação de materiais. Todo este equipamento é controlado e supervisionado por uma aplicação computorizada, pertencente à um componente de software. Células de Manufatura
28 TECNOLOGIA DE GRUPO O conceito de fabricação flexível significa que a célula pode produzir variados produtos, com um pequeno ou nenhum tempo de setup, e que a sequência de operações, designado por routing, para cada produto não é necessariamente igual. A tecnologia de grupo representa grupos ou famílias de peças ou produtos com características semelhantes em termos de geometria e de processos. Tempo de Setup: Tempo despendido para configurar ou alterar a célula, por forma a prepará-la para receber uma nova produção (por exemplo, mudar as posições dos mordentes, mudar as ferramentas, mudar as garras do robô, etc.).
29 CÉLULAS RECONFIGURÁVEIS DE MANUFATURA Alteração da configuração do layout da célula, preparando-a para otimizar a fabricação de novos itens (mudança da disposição física dos equipamentos, remoção e/ou adição de novos dispositivos). Estas células apresentam uma grande desvantagem que é a dificuldade de manuseamento das máquinas e robôs, devido às grandes dimensões e elevado peso destes recursos pelo que só em poucos casos é que são utilizadas.
30 COMPONENTES DAS CÉLULAS DE MANUFATURA VEÍCULOS GUIADOS AUTOMATICAMENTE
31 COMPONENTES DAS CÉLULAS DE MANUFATURA ROBÔS MANIPULADORES INDUSTRIAIS
32 COMPONENTES DAS CÉLULAS DE MANUFATURA SISTEMAS DE INSPEÇÃO

33 COMPONENTES DAS CÉLULAS DE MANUFATURA SISTEMAS DE TRANSPORTE

34 COMPONENTES DAS CÉLULAS DE MANUFATURA SISTEMAS DE ARMAZENAMENTO

35 COMPONENTES DAS CÉLULAS DE MANUFATURA MÁQUINAS FERRAMENTA CNC
36 Célula de Manufatura N 1 Msc. Domingos F. O. Azevedo INTEGRANDO AS MÁQUINAS Célula de Manufatura N 2 Sistema Flexível de Manufatura - FMS
37 SISTEMA FLEXÍVEL DE MANUFATURA CLP torno estoque automatizado fresadora transportador AGV mesa de medição por coordenadas host Instalado na universidade do Kuwait
38 VISÃO GERAL DE UM FMS
39 Rede de computadores na automação (CIM com FMS) Internet Banco de Dados, Históricos, Otimizadores, etc. Operator Workplaces Rede Fabril (Plant Network) OPC Server OPC Server OPC Server (OLE for Process Control) OLE (Object Linking and Embedding) Rede de Controle Controlador IEC station bus Fieldbus HART mux Hart Profinet Proteção & Controle Instrumentos Instrumentação do Processo Eletrificação Geração de energia Automação de Subestação Gerenciamento de energia
40 MÁQUINAS FERRAMENTAS DE CONTROLE NUMÉRICO Msc. Domingos F. O. Azevedo 2013
41 Significados de algumas siglas: CAM Computer Aided Manufacturing (Manufatura Auxiliada por Computador) NC Numerical Control (Controle Numérico) CNC Computerized Numerical Control (Controle Numérico Computadorizado) MF Máquina Ferramenta
42 Definição de CAM Com os softwares de CAM, se produzem programas com uma série de instruções que devem ser interpretadas pelo sistema de controle numérico e traduzidas em movimentos da ferramenta e comportamento funcional da máquina.
43 Definição de NC e CNC A operação de máquinas ferramentas por meio de instruções codificadas especificamente para o sistema de controle da máquina. Controladores NC não permitem edição do programa. Controladores CNC permitem edição, criação, além da execução do programa.
44 Definição de MF É uma máquina que através de ferramentas possibilita a fabricação de peças, por meio de sua movimentação mecânica.
45 Resumo histórico das MF com NC 1942 John T. Parsons inicia os trabalhos para a Sikorsky Aircraft Realiza-se um contrato entre John T. Parsons, MIT (Instituto de Tecnologia de Massachusetts) e Força aérea norte-americana (5 de maio) realizou um pedido de patente para sua máquina NC (setembro) é apresentada publicamente a máquina do MIT.
46 Primeira máquina NC Msc. Domingos F. O. Azevedo Custo de US$ (1952)

47 Programação com fitas perfuradas Cinzeiro fresado com linguagem APT II
48 Desenvolvimento de computadores: Unidade aritmética Whirlwind Desenvolvido entre as décadas de 1940 e Ocupava em torno de 230 metros quadrados. Consumia 150 kwatts. Possuía válvulas. Aproximadamente um décimo do total do computador
 Eniac (Fev/1946)")
49 Primeiros computadores Msc. Domingos F. O. Azevedo Colossus Mk2 (Dez/1943) Eniac (Fev/1946) Whirlwind (Abr/1951)


50 Criação do transistor Jack Kilby criou o primeiro circuito integrado na Texas Instruments para provar que resistências e condensadores podem existir na mesma peça de material semicondutor. Seu circuito consistia de uma lasca de germânio, com cinco componentes ligados por fios. Msc. Domingos F. O. Azevedo


51 Número de transistores em um circuito integrado Msc. Domingos F. O. Azevedo Quantidade de transistores de cada processador Intel ao longo do tempo. (Fora de escala). ±1 Bilhão de transistores Haswell DEZ/2013 I3, i5 e i milhões de transistores Ano
52 Desenvolvimento de computadores: TX-0 / TX-2 Desenvolvidos a partir de Possuía 3500 transistores ao custo de US$ 80. TX-2 possuía 64kBytes memória. Realizava até adições e subtrações por segundo. Dr. Ivan E. Sutherland com o TX-2 Caneta de luz usada com o TX-2
 Apple (Abr/ 1976) Macintosh (Jan/ 1984) Discos magnéticos")
53 Desenvolvimento de computadores: Gravações em rolos de fitas magnéticas TRS-80, da Radio Sharck (Ago/ 1977) Apple (Abr/ 1976) Macintosh (Jan/ 1984) Discos magnéticos
54 Desenvolvimento de linguagem CNC A força aérea americana decidiu patrocinar o desenvolvimento de máquinas ferramentas NC e encorajar as pesquisas no MIT para desenvolvimento de uma linguagem de programação para as máquinas de controle numérico. Esta pesquisa resultou no desenvolvimento de padronização APT Automatically Programmed Tooling como uma linguagem de programação.
55 O pai do CADD/CAM Patrick J. Hanratty enquanto trabalhava para a General Electric desenvolveu o primeiro sistema comercial de programação de controle numérico (NC), denominado PRONTO. Msc. Domingos F. O. Azevedo
56 O pai do CADD/CAM Msc. Domingos F. O. Azevedo Patrick J. Hanratty foi transferido para os laboratórios de pesquisa da General Motors, onde auxiliou no desenvolvimento do programa DAC, (Design Augmented by Computer) Desenho Aumentado por Computador, o primeiro sistema CADD/CAM Patrick J. Hanratty funda a MCS (Manufacturing and Consulting Services Inc.) e escreve o programa ADAM (Automated Drafting And Machining) Manufatura e Desenho Automatizado.
57 Desenvolvimento de linguagem NC 1972 Uma organização foi formada por um grupo de indústrias, instituições educacionais, e agências governamentais denominada Computer-Aided Manufacturing International ou CAM-I. Década de 1970 houve a padronização e posterior normalização da linguagem NC.
58 Características dos softwares de CAM atuais Definir e visualizar a matéria prima Definir meios de fixação da peça Configurar as ferramentas a serem utilizadas e os melhores parâmetros de usinagem Verificar se no trajeto da ferramenta haverá colisão com a peça Verificar se com a utilização das ferramentas selecionadas restará algum material a remover da peça ao final do programa Visualizar rapidamente a simulação da usinagem permitindo que o programador teste várias estratégias e escolha a melhor para cada peça. Prever com grande exatidão o tempo de usinagem Visualizar a peça pronta
59 Vantagens qualitativas de programas CAM Melhoria na qualidade dos programas NC Maior satisfação dos operadores das máquinas Mais previsibilidade no tempo de execução Redução no tempo entre as etapas de projeto e manufatura Redução de estoque de peças Maior garantia de desempenho do produto Melhor confiabilidade e utilização de recursos de capital Ganhos na competição mundial com redução de custos

60 SISTEMAS DE CONTROLE E OPERAÇÃO FANUC TORNO CENTRO DE USINAGEM
61 COMANDO CINCINNATI (MOTOR LINEAR) Entrada de dados no comando pelo toque em tela
62 SISTEMA DE CONTROLE NUMÉRICO Lê e interpreta o programa NC É responsável pelos cálculos de trajetória entre outros cálculos Lê e interpreta os sinais oriundos dos sensores e botões. É responsável por decisões e ações da máquina Coordena a execução de todas as operações de usinagem na sequência estabelecida pelo programa NC. Verifica eventuais requisições de interrupção: Emergência, limites de curso, sobrecarga de corrente, etc.
63 TRANSMISSÃO DE DADOS PARA O SISTEMA DE CONTROLE Manual apenas em CNC; Cartões ou fitas perfuradas; Discos e fitas magnéticas; Memórias sólidas (pendrives) via USB ou cartões de memória (micro discos) SD; Bluetooth; Conexões por rede ethernet, intranet e até internet.
64 TRANSMISSÃO DE DADOS PARA O SISTEMA DE CONTROLE ETHERNET (CIM) Integração convencional entre CADD/CAM/CNC Máquina ferramenta CNC Sistema CADD Sistema CAM
65 TRANSMISSÃO DE DADOS PARA O SISTEMA DE CONTROLE ETHERNET / WIRELESS (CIM)
66 Controle numérico por DNC Direct numerical control (DNC) Controle de múltiplas máquinas ferramentas por apenas um computador através de conexão direta e em tempo real Tecnologia dos anos 1960 Dois sentidos de comunicação Distributed numerical control (DNC) Rede que consiste de um computador central conectado a várias unidades de controle de máquinas, que são CNC Tecnologia atual Dois sentidos de comunicação
67 Configuração Geral de um sistema Direct Numerical Control Na configuração direta a conexão era feita com o leitor de fita perfurada.
68 Configuração Distribuída Distributed Numerical Control Switching network (Rede de comutação) Nos sistemas NC distribuídos, programas inteiros são transferidos para cada MCU (Machine Control Unit), que é CNC ao invés de NC convencional
69 Configuração Distribuída Distributed Numerical Control Local area network (LAN) (Rede de comunicação local)
70 MÁQUINA FERRAMENTA CNC Msc. Domingos F. O. Azevedo Inter travamento limites de curso chaves datum MOTOR emergência Servo-motor HD, FITA, DNC, ETC. CN/CP eletrônica FANUC/GE DIADUR SIEMENS DIGICON HEIDENHEIN Acionamento eletrônico árvore/avanço (weg-siemensabb-motor) CAPTADOR DE POSIÇÃO Mecânica ROCCO VOTAN ROMI MORI SEIKI Z FUSO DE ESFERAS TECLADO, BOTOEIRA, ETC. VIDEO peça Ferram. fresa
71 PAINEL DE COMANDO NUMÉRICO
72 TIPOS DE COMANDO Msc. Domingos F. O. Azevedo comando de ponto a ponto eixos posicionados um a um (máquina de soldagem, roscadeira, etc.) comando de percurso deslocamento da ferramenta é linear em apenas um dos eixos (máquina de corte de chapas e soldagem linear) comando de trajetória máquinas CNC com interpolações linear e circular (tornos, fresas, eletro erosão, etc.)
73 TIPOS DE CONTROLADORES Msc. Domingos F. O. Azevedo código controlador G/M DIN/ISO (torno MIRAC/FANUC) competência em programação e mecânica programação OFF-LINE controlador interativo recurso computacional gráfico estabelece diálogo (máquina/operador) sobre movimentos desejados competência em mecânica (fresa Bridgeport -TNC 145- Heidenhain)
74 TIPOS DE CONTROLADORES Msc. Domingos F. O. Azevedo controlador semiautomático recurso computacional gráfico avançado geometria traçada na própria máquina seleção de ferramenta e simulação na própria máquina geração do programa G/M na própria máquina torno churchil- comando fanuc
75 TIPOS DE CONTROLADORES Msc. Domingos F. O. Azevedo Controlador automático (CAD\CAM) recurso computacional gráfico CAD - (Computer Aided Design and Drafting Projeto e Desenho Auxiliado por Computador) AutoCAD, CADKEY, Autodesk Inventor, Creo, etc. CAM - (Computer Aided Manufacturing - Manufatura Auxiliada pelo Computador) MASTERCAM, SMARTCAM, etc. Geometria a ser usinada desenhada por um computador de propósito geral (CLDATA) Seleção de ferramenta, etapas de usinagem e dados de corte Simulação, post-processamento Post-processamento (geração do programa de máquina G/M) Transmissão DNC (Direct Numerical Control)

76 TORNOS HORIZONTAIS CNC Msc. Domingos F. O. Azevedo Mori Seiki CTX 310 ecoline

77 CENTROS DE USINAGEM COM CNC Mori Seiki DMC 1035 V ecoline

78 MÁQUINAS FERRAMENTA CNC Msc. Domingos F. O. Azevedo hand-held pendant Fresadora CNC (TIPO PONTE)
79 CENTRO DE TORNEAMENTO CNC Msc. Domingos F. O. Azevedo x C z Máquina com eixo C (rotação em torno de Z)
80 USINAGEM EM INTERPOLAÇÃO ESPACIAL Processo de pós-digitalização
81 CARACTERÍSTICAS MAIS COMUNS ÀS MF CNC Barramento ou estrutura base rígida; Carros ou mesa rígida e estável quanto a altas cargas e vibrações; Motores elétricos com elevada potência e capacidade de torque; Eixos árvores com capacidade de altas rotações e variação contínua; Torre ou trocador de ferramentas automático; Fusos de esferas recirculantes para movimentação dos carros ou mesas; Servomotores para acionamento dos fusos; Guias lineares com patins sob as mesas de fresadoras e centros de usinagem; Sistema de refrigeração direcionada; Encoders ou réguas óticas.
82 ACIONAMENTO DA MÁQUINA CNC As transmissões de rotação para a peça nos tornos são realizadas pelo eixo-árvore. O acionamento da árvore é realizado através de um motor de corrente alternada ou de corrente contínua.
83 ACIONAMENTO DA MÁQUINA CNC Motor de Acionamento dos Fusos Os movimentos de avanço devem ser realizados de forma a gerar a geometria desejada da peça atendendo exigências de uniformidade de movimentos e de rapidez de reação na alteração de velocidades. A interferência de forças externas, como a força de corte e de atrito, provoca erros nos movimentos dos carros. Isso aumenta a dificuldade do controle dos movimentos pelo CN e de acionamento dos motores. Motores elétricos são usados para o acionamento dos fusos, são regulados por um circuito de potência e podem acionar ou frear em ambas as direções de movimento.


84 ACIONAMENTO DA MÁQUINA CNC Transmissão de Movimento por Fuso de Esferas Recirculantes O sistema de transmissão de movimento para os carros porta-ferramentas é o sistema de fuso e porca, que permite converter a rotação de um motor em um movimento linear. No caso das maquinas CNC, faz-se o uso dos sistemas parafuso/porca com esferas, chamados de fusos de esferas recirculantes.
85 ACIONAMENTO DA MÁQUINA CNC Transmissão de Movimento por Fuso de Esferas Recirculantes 1. Alto Rendimento: A redução de atrito possibilita um rendimento mecânico em torno de 90%; 2. Movimento Regular: Os fusos de esferas possuem movimento regular também a rotações muito baixas, eliminando possíveis trepidações (efeito stick-slip ) características dos fusos de rosca trapezoidal; 3. Folga Axial Zero: A alta eficiência do contato por esferas permite pré-carga reduzindo bastante a folga axial; 4. Maior velocidade permitida: Os fusos de esferas permitem maior velocidade de rotação e possuem ponto de velocidade crítica muito superior aos fusos trapezoidais. 5. Maior vida útil: Os sistemas com fusos trapezoidais necessitam de mais intervenções de manutenção devido ao aparecimento de folga; 6. Repetibilidade de posição: A redução de desgaste por atrito e as folgas muito pequenas permite a repetitividade de posicionamentos requeridos em certas máquinas de alta precisão; 7. Mínima Lubrificação: Os fusos de esferas eliminam a necessidade constante de lubrificação, característica dos fusos de rosca comum (trapezoidal). A lubrificação é feita somente na montagem da máquina conforme instrução dos fabricantes.
86 CONTROLE DE POSICIONAMENTO RÉGUAS ÓTICAS E ENCODERS Os encoders são transdutores de movimento capazes de converter movimentos lineares ou angulares em informações elétricas que podem ser transformadas em informações binárias e trabalhadas por um programa que converta as informações passadas em algo que possa ser entendido como distância, velocidade, etc.

87 CONTROLE DE POSICIONAMENTO ENCODERS
88 CONTROLE DE POSICIONAMENTO RÉGUAS ÓTICAS E ENCODERS Usa a medição de retorno para confirmar a posição da mesa é a aquela especificada pelo programa
89 CONTROLE DE POSICIONAMENTO RÉGUAS ÓTICAS E ENCODERS As réguas óticas são um tipo de encoder e possuem a mesma função, porém realizam a medição diretamente, conforme o carro se desloca pulsos são gerados pela luz que chega ao receptor ótico.
90 DISPOSITIVOS DE TROCA DE FERRAMENTAS GANG TOOLS Dispositivo para posicionamento dos suportes de ferramentas em linha, oferecendo flexibilidade de montagem de ferramentas para múltiplas aplicações.
91 DISPOSITIVOS DE TROCA DE FERRAMENTAS TORRE ELÉTRICA Neste sistema a troca automática de ferramentas é realizada através do giro da mesma que é comandado pelo programa CNC, deixando a ferramenta na posição de trabalho.
92 DISPOSITIVOS DE TROCA DE FERRAMENTAS REVÓLVER No sistema de revólver a troca é realizada com o giro do dispositivo, que também é comandado pelo programa CNC, até que a ferramenta desejada fique na posição de trabalho.

93 DISPOSITIVOS DE CALIBRAÇÃO DE DESGASTE E QUEBRA DE FERRAMENTAS
94 DISPOSITIVOS DE TROCA DE FERRAMENTAS MAGAZINE / CARROSSEL No sistema magazine as ferramentas são armazenadas em locais numerados. Um braço com duas garras tira: de um lado a nova ferramenta do magazine e do outro lado a ferramenta que estava operando na árvore principal da máquina.
95 SISTEMA DE REFRIGERAÇÃO Algumas máquinas apresentam sistemas onde o fluído refrigerante é conduzido através de canais no interior do suporte porta-ferramentas ou da própria ferramenta. Outras utilizam mangueiras flexíveis. Em alguns casos utiliza-se ar comprimido com mínima quantidade de fluído, evitando a contaminação do meio ambiente pelos fluidos refrigerantes.
96 SISTEMA DE TRANSPORTE DE CAVACO A maioria das máquinas CNC pode ser equipada com transportador automático de cavacos. O transportador pode ser de esteira mecânica, magnética ou rosca.
97 VANTAGENS DAS MÁQUINAS CNC SE COMPARADAS COM MÁQUINAS CONVENCIONAIS Redução no tempo de preparação da máquina; Redução do tempo não produtivo; Redução no tempo de usinagem; Redução de não conformidades e sucateamentos; Redução da necessidade de estocagem de peças (menos espaço ocupado); Maior conjunção de exatidão e repetitividade; Possibilita a usinagem de formas complexas, mais facilmente; Reduz a necessidade de inspeções dimensionais; Assegura simplificação do ferramental e trabalho; Tempo de corte consistente (mais homogêneo); Reduz a necessidade de habilidade manual do operador; As mudanças de engenharia são mais fáceis de fazer; Aumento geral da produtividade.
98 ALGUMAS DESVANTAGENS DE MÁQUINAS CNC Custo mais elevado da máquina; Alto custo de manutenção preventiva e corretiva; Manutenção capacitada em eletromecânica (mão de obra e equipamentos); Necessita de fundações especiais; Necessita de instalações especiais com alimentação elétrica isenta de ruídos, alimentação pneumática, etc.; Preferivelmente devem-se utilizar ferramentas intercambiáveis; Necessita de programadores qualificados; Necessita investir tempo em novas peças (A repetição de ordens de serviço é mais fácil, pois o programa da peça já está pronto); Requer utilização frequente.
99 TIPOS DE MF CNC MAIS COMUNS Fresadoras e Centros de usinagens Tornos e Centros de torneamento Furadeiras Mandrilhadoras e Perfiladoras Máquinas de eletro-erosão Puncionadoras e Guilhotinas Máquinas de corte por chama Roteadores Máquinas de corte à laser e água Retificadoras cilíndricas Máquinas de soldagem Dobradeiras, enroladeiras, etc.
100 LINGUAGEM DE PROGRAMAÇÃO CNC Msc. Domingos F. O. Azevedo 2013
101 FLUXOGRAMA DO PROCESSO DE PROGRAMAÇÃO DADOS DE CORTE TABELA DE COORDENADAS DE CORTE X=9,990mm Z=10,567mm X=5,556mn Z=4,890mm X=9,970mm z=10,556mm N=2000 RPM F=200 mm/min pmax=2mm a=0,1mm óleo de corte = on sobremetal = 0,5mm tipo de ferramenta Tool 1 Tool 2 Tool 3 DESENHO CADD CLDATA CAM POST - PROCESSADOR N10 G21; N20 G96 S200; N30 G50 S5000; N40 G28; N50 M06 T01; N60 G00 X15 Z2 M03; N500 M30; (FIM)
102 PLANEJAMENTO DA PROGRAMAÇÃO 1. Estudar das informações iniciais (desenhos e métodos); 2. Avaliar o material a ser utilizado (fundido, forjado, laminado, etc.); 3. Conhecer as especificações da máquina ferramenta (capacidades e demais características); 4. Conhecer as características do sistema de controle (instruções especiais, limitações, etc.); 5. Estabelecer a sequência das operações de usinagem; 6. Realizar a seleção das ferramentas de corte e estabelecer seu arranjo na máquina; 7. Realizar a preparação da peça (corte, fixação, etc.); 8. Estabelecer os melhores parâmetros de usinagem (velocidades, avanços, etc.); 9. Realizar os cálculos matemáticos e rascunhos de trabalho (para as roscas, cones, concordâncias, etc.); 10. Determinar o percurso das ferramentas (coordenadas de contorno e aproximação); 11. Escrever o programa; 12. Testar o programa no simulador e realizar as correções necessárias; 13. Preparar a transferência de dados; 14. Testar o programa na máquina, e realizar os ajustes necessários; 15. Documentar o programa NC (identificar o programa associando-o com a peça).
103 TERMOS BÁSICOS DE PROGRAMAÇÃO CNC CARACTERES PALAVRAS BLOCOS PROGRAMA São algarismos de 0 até 9, 26 letras e vários símbolos. Obs. não deve ser usada a cedilha, acentuação ou vírgula. Exemplos: 123, ABCD, -. ; ( % [ Palavras são formadas por uma letra de endereçamento seguida de um número representando um código ou valor. Exemplos: N25, G01, F150, S1400 Bloco é uma linha ou mais que contenha várias instruções iniciada pela letra N. Exemplo: N45 G00 X38 Z2 M03 S800; Conjunto de blocos que indicam a sequência de execução. É identificado pela letra O seguida de um número. Exemplos: O4567, O5555, etc.

104 Sequência de execução do programa
105 ESTRUTURA DOS PROGRAMAS Estrutura de bloco (DIN/ISO) representa uma linha de programa de máquina. diversas palavras com ; indicando o final do bloco. exemplo: N100 G02 X40 Z-50 I00 K-10 F100 S2000 M03; número máximo de 80 caracteres (tela roda-> sai de visualização). poderá ser colocado comentários no programa (orientação do programador) através do início com parênteses (. outras diretivas estão a disposição do programador iniciados com colchete [.
106 ESTRUTURA DOS PROGRAMAS Formato dos dados de geometria Msc. Domingos F. O. Azevedo componente a ser usinado (peça) informações que regem o deslocamento dos eixos da máquina. formato típico X ± 4.3 exemplo: X mm Z mm Estrutura das palavras letras (endereços) e uma sequência de dígitos (dados) exemplo: G01 X50 Z-40 F100 G, X, Z e F => endereços 01, 50, -40 e 100 => dados
107 INSTRUÇÕES EM MF CNC Normalizadas pelo padrão DIN/ISO (66024 e 66025) NBR Instruções ou funções preparatórias (G) determinam condições funcionais da máquina (ações físicas ou de ajuste) formato G = 2.0 (G00 a G99)separadas por grupos podem ser modais (não será necessário repeti-las nas linhas de programa posteriores se ativas) modalidade é cancelada com funções do mesmo grupo
108 FUNÇÕES EM MF CNC Função miscelânea ou auxiliar (M) Determina ações físicas(saídas ou entradas) na máquina como ligar o eixo árvore, óleo de corte, etc. Funções de tecnologia. Formato M = 2.0. Comunicação externa Funções associadas ao Inter travamento (CLP) Robôs manipuladores E outros equipamentos de entradas e saídas tipo CLP.
109 EIXOS DE UMA MÁQUINA CN Eixo árvore (spindle axis) Msc. Domingos F. O. Azevedo Eixo principal rotativo (peça no caso dos tornos e ferramenta no caso das fresadoras)). Endereço de rotação S (spindle). Exemplo de palavra de rotação => S4000 (4000 RPM) Eixos de avanço (graus de liberdade na direção X, Z (tornos) e X, Y e Z (fresadoras)). Endereço de velocidade de avanço (feedrate) F. Exemplo de palavra de avanço => F200 (200mm/min).
110 FUNÇÕES EM MF CNC Msc. Domingos F. O. Azevedo Função ferramenta (T) Estabelece um endereço na torre de ferramentas e poderá ser associado a um corretor de ferramenta. Formato T Posição na torre ou revólver Exemplo Ferramenta T Rn Xf Corretor de ferramenta Zf (dados de geometria das ferramentas) MEMÓRIA FERRAMENTA T01 T02 T03 T05 T06 Xf Zf Rn
111 NOMENCLATURAS DE EIXOS E MOVIMENTOS NAS MÁQUINAS CNC Padrão EIA(Electronic Industries Association) (NBR NM 155) Programação avançada necessitando intercâmbio entre vários CAD/CAM e máquinas distintas -X +v +Y -Z +B +w +C +u +A +Z -Y +X
112 SISTEMA DE COORDENADAS CARTESIANAS 1 As orientações dos eixos seguem o sistema de coordenadas cartesianas. 2 O plano utilizado em tornos é o XZ 3 Cada plano terá quatro quadrantes. 4 As coordenadas podem ser positivas ou negativas.

113 QUADRANTES DO SISTEMA DE COORDENADAS
114 ORIENTAÇÃO DOS EIXOS
115 POSICIONAMENTO EM COORDENADAS ABSOLUTAS As posições são estabelecidas através da localização de pontos. Os pontos são determinados através de valores numéricos juntos ás identificações dos eixos. As coordenadas dos pontos podem ser positivas ou negativas. A trajetória da ferramenta se dá através da ligação sequencial destes pontos. Os valores do eixo X serão sempre em diâmetro.
116 PONTOS DA TRAJETÓRIA DA FERRAMENTA Coordenadas dos pontos Pontos X Z Origem
117 REFERÊNCIAS DA TRAJETÓRIA Msc. Domingos F. O. Azevedo 1 A referência para as coordenadas absolutas é definida a partir do zero peça 2 O zero peça, geralmente, será estabelecido na extremidade da peça 3 A referência de posicionamento da Ferramenta é sua ponta
118 INSTRUÇÕES ou FUNÇÕES G (PREPARATÓRIAS) CÓDIGO G00 G01 G02 G03 G04 G20 G21 G28 G50 G70 G71 G72 G73 G74 G76 G81 Posicionamento rápido (Cancela G01, G02 e G03)* Interpolação linear (Cancela G00, G02 e G03)* DESCRIÇÃO Interpolação circular no sentido horário (CW) (Cancela G00, G01 e G03)* Interpolação circular no sentido anti-horário (CCW) (Cancela G00, G01 e G02)* Temporização / Tempo de espera (Dwell)* Coordenadas em sistema Inglês (Polegadas) (Cancela G21)* Coordenadas em sistema Internacional (Milímetros) (Cancela G20)* Retorna a posição de referência 1 (Zero máquina)* Definição de máxima rotação com S (não usar com outras palavras)* Ciclo de acabamento (GE Fanuc Séries T: 16i,18i,160i e 180i-modelo A e B)* Ciclo de desbaste horizontal direção do eixo Z (GE Fanuc Séries T: 16i,18i,160i e 180i-modelo A e B)* Ciclo de desbaste transversal (faceamento) direção do eixo X (GE Fanuc Séries T: 16i,18i,160i e 180i-modelo A e B)* Ciclo de padrão repetitivo (GE Fanuc Séries T: 16i,18i,160i e 180i-modelo A e B) ou Ciclo de desbaste paralelo ao perfil* ou Ciclo de furação em alta rotação para furos profundos. Ciclo de furação com quebra de cavaco ou Ciclo de roscamento à esquerda. Ciclo de roscamento automático com múltiplas passadas*. Ciclo de furação ou canais* G90 Ciclo de torneamento simples*, Posicionamento absoluto (Fanuc Séries T: 16i,18i,160i e 180i-modelos B e C)ou Ciclo de corte. G92 Ciclo de Roscamento*, Limite de rotação ou Zeragem de eixos (mandatório sobre os G54...) ou Registrador de posição de ferramenta. G94 Ciclo de faceamento paralelo e cônico* ou Avanço em milímetros por minuto (Fanuc Séries T: 16i,18i,160i e 180imodelos B e C). G96 Velocidade de corte constante em m/min (Cancela G97)*. G97 G98 G99 Rotação constante do eixo árvore em RPM com o parâmetro S (Cancela G96)*. Taxa de avanço em milímetros por minuto com o parâmetro F (Cancela G99)*. Taxa de avanço em milímetros por revolução com o parâmetro F (Cancela G98)*.
119 INSTRUÇÕES ou FUNÇÕES G Msc. Domingos F. O. Azevedo Grupo de movimento de posicionamento e corte Funções do grupo 1 (simples) G00... posicionamento em marcha rápida G01... interpolação linear com avanço programável G02... interpolação circular horário com avanço programável G03... interpolação circular anti-horário com avanço programável A programação da taxa de avanço se faz com F Posicionamento em marcha rápida (G00) Posicionamento espacial da ferramenta na velocidade máxima (1200 mm/min até 40m/min, conforme capacidade da máquina). sintaxe => N... G00 X... Z...; X e Z ---- coordenadas finais de posicionamento
120 Interpolação linear com avanço programável (G01) Movimento de corte linear com velocidade de avanço programável através do parâmetro F (feedrate) Unidade da velocidade de avanço ajustada pelas funções do grupo 5: G98 => mm/min (in/min) G99 => mm/rot (in/rot) Ajuste do sistema de medida na máquina á ser utilizado é feito com as funções do grupo 6: G20... polegada (inglês) G21... milímetro (métrico) Sintaxe : N... G01 X... Z... F...; X e Z são as coordenadas destino e F endereço da vel. de avanço. Todos os elementos do bloco são modais. Coordenadas iniciais programadas no bloco anterior.
121 PONTOS DA TRAJETÓRIA DA FERRAMENTA AVANÇO RÁPIDO G00 AVANÇO CONTROLADO G01 P3 P4 P2 P1 ZERO PEÇA
 N G00 X Z (P2) N G01 Z(W) (P3) N X(U) (P4) N G00 Z(W) (P5) N X(U) (P6) N G01 Z(W) (P7) N X(U)")
122 TRAJETO DA FERRAMENTA Msc. Domingos F. O. Azevedo A sequência de programação: (Aprox.P1) N G00 X Z (P2) N G01 Z(W) (P3) N X(U) (P4) N G00 Z(W) (P5) N X(U) (P6) N G01 Z(W) (P7) N X(U) (P8) N G00 Z(W)
123 Torneamento Externo Msc. Domingos F. O. Azevedo Interpolação linear
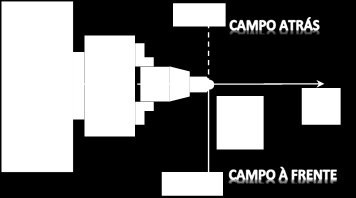
124 CW CCW Msc. Domingos F. O. Azevedo Interpolação circular com avanço programável (G02/G03) Movimento de corte circular que dependerá do campo de trabalho da máquina (torno): campo atrás X G02 X G03 campo na frente Z Z Z Z G03 G02 X X
125 Ø30 Ø50 Msc. Domingos F. O. Azevedo PROGRAMANDO PELO RAIO DO CONTORNO: sintaxe: N... G... X... Z... R... F... ; G... => G02 ou G03 F... => velocidade de avanço X e Z => coordenadas finais R...=> raio do contorno exemplo: N100 G02 X50 Z-25 R10 F0.05; o parâmetro R poderá ser positivo ou negativo (comportamentos diferentes). X FC CC R10 IC => inicio do contorno FC => final do contorno IC Z R => raio do contorno CC => centro do contorno ZP
, Y (J) e Z (K).")
126 PROGRAMANDO ATRAVÉS DOS PARÂMETROS DE INTERPOLAÇÃO I E K Parâmetros de interpolação I e K são vetores paralelos aos eixos principais X (I) e Z (K) máquinas de três eixos X (I), Y (J) e Z (K). Sentido e direção : I+ X+ CC K- CC => centro do contorno IC => inicio do contorno FC => final do contorno I- FC R IC I+ Z+ -K +K

127 Torneamento Externo Msc. Domingos F. O. Azevedo Interpolação Circular S. Horário
128 Torneamento Externo Msc. Domingos F. O. Azevedo Interpolação Circular S. Anti-horário
129 FUNÇÕES AUXILIARES (MISCELÂNEAS) Código M M00 M02 M03 M04 M05 M06 Parada do programa DESCRIÇÃO Fim de programa (usualmente sem retorno ao início) Liga o eixo árvore no sentido horário (CW) Liga o eixo árvore no sentido anti-horário (CCW) Desliga o eixo árvore Mudança automática de ferramenta M08 Liga sistema de refrigeração numero 1 M09 M10 M11 M13 M14 M25 M26 M30 Desliga sistema de refrigeração Abre a placa do torno Fecha a placa do torno Liga a árvore no sentido horário e o refrigerante Liga a árvore no sentido anti-horário e o refrigerante Avanço do contra ponto Recuo do contra ponto Fim de programa com retorno ao seu início. Obs. Principais funções do simulador Denford Fanuc M
130 FUNÇÕES INICIAIS DE UM PROGRAMA O2801 N10 G21; (O Número do programa.) (N10 Bloco número 10.) (G21 - Ajusta o sistema de medidas, no caso, métrico milímetros.) N20 G28; troca.) (G28 Move a ferramenta para local de N30 M06 T07; (M06 Realiza a troca da ferramenta pela T07 (Desbaste Externo.) N40 G99 F0.2 G97 S800 M03; (G99 Estabelece taxa de avanço em mm/rpm, F0.2 Taxa de avanço 0.2mm/rpm, G97 Estabelece rotação fixa, S800 Rotação 800rpm, M03 Liga o eixo árvore no sentido horário)
131 FUNÇÕES INICIAIS (SIMULADOR DENFORD FANUC) O2801 (O Número do programa.)!primeiro-programa-cnc (! Envia nova mensagem.) N10 G21; (N10 Bloco número 10.) (G21 - Ajusta o sistema de medidas, no caso, métrico milímetros.) [BILLET X40 Z35 (A diretiva [BILLET X Z define o tamanho da matéria prima para simulação, sendo X40 o diâmetro e Z35 o comprimento) [CLEAR mensagens.) ([CLEAR Limpa a área de!operador-inicio (! Envia nova mensagem.) N20 G28; de troca.) (G28 Move a ferramenta para local N30 M06 T07; (M06 Realiza a troca da ferramenta pela T07 (Desbaste Externo.) N40 G99 F0.2 G97 S800 M03;
132 EXEMPLO DE PROGRAMA COMPLETO O2901 (O Número do programa.) N05 G21; (N05 Bloco número 5.) (G21 - Estabelece unidade de medida, milímetro.) N10 G28; (G28 Move a ferramenta para local de troca.) N15 M06 T07; (M06 Realiza a troca da ferramenta pela T07 (Desbaste Externo).) N20 G00 X38 Z2 G97 S800 M03; (G00 Move a ferramenta rapidamente para a primeira posição de usinagem X38 Z2) (G97 Estabelece rotação constante) (S800 Define a rotação em 800 rpm.) (M03 Liga árvore no sentido horário.) N25 G99 F0.15 G01 Z-20; (G99 Define o avanço em mm/rotação.) (F0.15 Especifica o avanço em 0.15 mm/rotação.) (G01 Executa avanço controlado por F0.15.) (Z-20 Posição final de desbaste no comprimento.) N30 X41; (X41 Afasta a ferramenta da peça para o diâmetro X41.) N35 G00 Z2; (G00 Move rapidamente a ferramenta até posição inicial no comprimento.) N40 X36; (X36 Move rapidamente a ferramenta até posição inicial para a próxima passada.) N45 G01 Z-20; (G01 Executa avanço controlado da ferramenta por F até Z-20.) N50 X41; (X40 Afasta a ferramenta da peça para o diâmetro X41.) N55 G00 Z2; (G00 Move rapidamente a ferramenta até posição inicial no comprimento.) N60 X34; (X34 Move rapidamente a ferramenta até posição inicial no próximo diâmetro á ser desbastado.) N65 G01 Z-20; (G01 Executa avanço controlado da ferramenta por F até Z-20.) N70 X41; N75 G00 Z2; N80 X32; N85 G01 Z-20; N90 X41; N95 G28 M05; (G28 Move a ferramenta para local de troca.) (M05 Desliga o eixo árvore.) N100 M30; (M30 Finaliza o programa e retorna ao início.)
133 G96 - VELOCIDADE DE CORTE CONSTANTE. D. n Vc 1000 D=44mm D=11mm n Vc D Vc = 120m/min n=868rpm n=3472rpm G50 LIMITA A ROTAÇÃO Exemplo: G50 S3000
134 CICLOS FIXOS (CICLOS DE REPETIÇÃO) Msc. Domingos F. O. Azevedo 2013
 N")
135 G90 - CICLO DE DESBASTE SIMPLES Msc. Domingos F. O. Azevedo A instrução G90 requer: N G00 X Z (Coordenada de aproximação) N G90 X(U) Z(W) R F N X(U)
136 G71 - CICLO DE DESBASTE LONGITUDINAL
137 G71 - CICLO DE DESBASTE LONGITUDINAL A instrução G71 no primeiro bloco requer: N G71 U R ; onde: U = valor da profundidade máxima de corte durante o ciclo (diferença no raio) R = valor do afastamento no eixo transversal X (raio) antes do retorno ao Z inicial A instrução G71 no segundo bloco requer: G71 P _ Q _ U _ W _ F _; onde: P = número do bloco que define o início do perfil Obs. Uma das instruções G01, G02 ou G03 deve aparecer no bloco que define o início do perfil junto a coordenada em X, mas a coordenada em Z não deve aparecer nesta linha. Q = número do bloco que define o final do perfil U = sobremetal para acabamento no eixo X (positivo para o diâmetro externo e negativo para o interno) W = sobremetal para acabamento no eixo Z F = avanço de trabalho
138 G70 CICLO DE ACABAMENTO CONTORNANDO O PERFIL A instrução G70 requer apenas um bloco: G70 P Q F ; onde: P = número do bloco que define o início do perfil Q = número do bloco que define o final do perfil
139 REFERÊNCIAS BIBLIOGRAFICAS: BEEBY, William D e Collier, Phyllis K. New Directions Through CAD/CAM. Dearborn : Society of Manufacturing Engineers, ISBN DENFORD. FANUC OM Programming Manual DOS version. West Yorkshire : Denford Limited, GE FANUC Automation North America. Operation and Maintenance Handbook GROOVER, M. P. Automação industrial e sistemas de manufatura. São Paulo: Pearson, ISBN MACHADO, Aryoldo. Comando numérico aplicado ás máquinas - ferramenta. São Paulo : Icone, SILVA, S. D. CNC: Programação de comandos numéricos computadorizados. Torneamento. São Paulo : Érica, ISBN SMID, P. CNC Programing Handbook. New York : Industrial Press, ISBN
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
Características da Usinagem CNC
 Características da Usinagem CNC CN: comando numérico É o código propriamente dito! CNC: comando numérico computadorizado É o sistema de interpretação e controle de equipamentos que se utilizam de CN para
Características da Usinagem CNC CN: comando numérico É o código propriamente dito! CNC: comando numérico computadorizado É o sistema de interpretação e controle de equipamentos que se utilizam de CN para
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC
 CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
Computer Aided Manufacturing. Adaptado de: Donghoon Yang
 Computer Aided Manufacturing Frederico Damasceno Bortoloti Adaptado de: Donghoon Yang CAD : Computer Aided Design A tecnologia que se preocupa com o uso de sistemas de computação para assistir a criação,
Computer Aided Manufacturing Frederico Damasceno Bortoloti Adaptado de: Donghoon Yang CAD : Computer Aided Design A tecnologia que se preocupa com o uso de sistemas de computação para assistir a criação,
15 Computador, projeto e manufatura
 A U A UL LA Computador, projeto e manufatura Um problema Depois de pronto o desenho de uma peça ou objeto, de que maneira ele é utilizado na fabricação? Parte da resposta está na Aula 2, que aborda as
A U A UL LA Computador, projeto e manufatura Um problema Depois de pronto o desenho de uma peça ou objeto, de que maneira ele é utilizado na fabricação? Parte da resposta está na Aula 2, que aborda as
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
Automação Industrial Parte 2
 Automação Industrial Parte 2 Prof. Ms. Getúlio Teruo Tateoki http://www.getulio.eng.br/meusalunos/autind.html Perspectiva Histórica Os primeiros sistemas de controle foram desenvolvidos durante a Revolução
Automação Industrial Parte 2 Prof. Ms. Getúlio Teruo Tateoki http://www.getulio.eng.br/meusalunos/autind.html Perspectiva Histórica Os primeiros sistemas de controle foram desenvolvidos durante a Revolução
1. Controle numérico computadorizado 2. Programação 3. Manufatura auxiliada por computador I. Título.
 2013 9 Ficha catalográfica Azevedo, Domingos Flávio de Oliveira. 1958 - Linguagem de programação CNC: Torno e centro de usinagem / Domingos Flávio de Oliveira Azevedo. Mogi das Cruzes:, 2013. 164 p. Bibliografia.
2013 9 Ficha catalográfica Azevedo, Domingos Flávio de Oliveira. 1958 - Linguagem de programação CNC: Torno e centro de usinagem / Domingos Flávio de Oliveira Azevedo. Mogi das Cruzes:, 2013. 164 p. Bibliografia.
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
DESCRITIVO TÉCNICO. 1 Alimentador
 DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
Sua indústria. Seu show. Seu Futuro
 Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
APLICAÇÕES INDUSTRIAIS DE ROBÔS
 Material de estudo APLICAÇÕES INDUSTRIAIS DE ROBÔS 2010 Lívia F. Silva Mendes APLICAÇÕES INDUSTRIAIS DE ROBÔS Os robôs têm vindo a ser utilizados numa gama muito variada de aplicações industriais. As primeiras
Material de estudo APLICAÇÕES INDUSTRIAIS DE ROBÔS 2010 Lívia F. Silva Mendes APLICAÇÕES INDUSTRIAIS DE ROBÔS Os robôs têm vindo a ser utilizados numa gama muito variada de aplicações industriais. As primeiras
Fundamentos de Automação
 Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Fundamentos de Automação Conceito,
Ministério da educação - MEC Secretaria de Educação Profissional e Técnica SETEC Instituto Federal de Educação Ciência e Tecnologia do Rio Grande do Sul Campus Rio Grande Fundamentos de Automação Conceito,
Introdução ao Controle Numérico
 Introdução ao Controle Numérico Prof. João Paulo P. Marcicano; e-mail: marcican@usp.br Introdução O controle numérico (CN) é um método de controle dos movimentos de máquinas pela interpretação direta de
Introdução ao Controle Numérico Prof. João Paulo P. Marcicano; e-mail: marcican@usp.br Introdução O controle numérico (CN) é um método de controle dos movimentos de máquinas pela interpretação direta de
Capítulo 1 <Introdução 17 1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado 17
 Índice Analítico Capítulo 1
Índice Analítico Capítulo 1
Algoritmos: Lógica para desenvolvimento de programação de computadores. Autor: José Augusto Manzano. Capítulo 1 Abordagem Contextual
 Algoritmos: Lógica para desenvolvimento de programação de computadores Autor: José Augusto Manzano Capítulo 1 Abordagem Contextual 1.1. Definições Básicas Raciocínio lógico depende de vários fatores para
Algoritmos: Lógica para desenvolvimento de programação de computadores Autor: José Augusto Manzano Capítulo 1 Abordagem Contextual 1.1. Definições Básicas Raciocínio lógico depende de vários fatores para
TBA 42/60. Tornos automáticos CNC de carros múltiplos
 TBA 42/60 Tornos automáticos CNC de carros múltiplos TBA 42/60 - nova geração com moderna tecnologia Os tornos automáticos CNC de carros múltiplos Ergomat TBA 42 e TBA 60 se tornaram mais versáteis e produtivos
TBA 42/60 Tornos automáticos CNC de carros múltiplos TBA 42/60 - nova geração com moderna tecnologia Os tornos automáticos CNC de carros múltiplos Ergomat TBA 42 e TBA 60 se tornaram mais versáteis e produtivos
IW10. Rev.: 02. Especificações Técnicas
 IW10 Rev.: 02 Especificações Técnicas Sumário 1. INTRODUÇÃO... 1 2. COMPOSIÇÃO DO IW10... 2 2.1 Placa Principal... 2 2.2 Módulos de Sensores... 5 3. APLICAÇÕES... 6 3.1 Monitoramento Local... 7 3.2 Monitoramento
IW10 Rev.: 02 Especificações Técnicas Sumário 1. INTRODUÇÃO... 1 2. COMPOSIÇÃO DO IW10... 2 2.1 Placa Principal... 2 2.2 Módulos de Sensores... 5 3. APLICAÇÕES... 6 3.1 Monitoramento Local... 7 3.2 Monitoramento
Introdução às Máquinas CNC s. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Missão. Valores. Visão
 O U T E C N C A empresa A Tecnopampa Indústria de Máquinas Ltda é uma empresa Brasileira sediada em Santa Maria -S que atua na fabricação de máquinas CNC. Pesquisando e desenvolvendo tecnologias próprias
O U T E C N C A empresa A Tecnopampa Indústria de Máquinas Ltda é uma empresa Brasileira sediada em Santa Maria -S que atua na fabricação de máquinas CNC. Pesquisando e desenvolvendo tecnologias próprias
TREINAMENTO PARA TORNO CNC
 TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
TRABALHOS PRÁTICOS PROGRAMAÇÃO NC
 Universidade de Brasília Faculdade de Tecnologia Engenharia Mecatrônica Tecnologias de Comando Numérico Prof. Alberto J. Alvares TRABALHOS PRÁTICOS PROGRAMAÇÃO NC 1. Peça Exemplo: Elaborar um programa
Universidade de Brasília Faculdade de Tecnologia Engenharia Mecatrônica Tecnologias de Comando Numérico Prof. Alberto J. Alvares TRABALHOS PRÁTICOS PROGRAMAÇÃO NC 1. Peça Exemplo: Elaborar um programa
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. /jcarlos j.c.ferreira@ufsc.br Universidade Federal de Santa Catarina Departamento de Engenharia Mecânica
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. /jcarlos j.c.ferreira@ufsc.br Universidade Federal de Santa Catarina Departamento de Engenharia Mecânica
João Manuel R. S. Tavares / JOF
 Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
TÍTULO: PROGRAMAÇÃO DE CLP PARA UMA MÁQUINA DE SECÇÃO SEGMENTOS ORGÂNICOS
 Anais do Conic-Semesp. Volume 1, 2013 - Faculdade Anhanguera de Campinas - Unidade 3. ISSN 2357-8904 TÍTULO: PROGRAMAÇÃO DE CLP PARA UMA MÁQUINA DE SECÇÃO SEGMENTOS ORGÂNICOS CATEGORIA: CONCLUÍDO ÁREA:
Anais do Conic-Semesp. Volume 1, 2013 - Faculdade Anhanguera de Campinas - Unidade 3. ISSN 2357-8904 TÍTULO: PROGRAMAÇÃO DE CLP PARA UMA MÁQUINA DE SECÇÃO SEGMENTOS ORGÂNICOS CATEGORIA: CONCLUÍDO ÁREA:
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Curso Superior de Tecnologia em Automação Industrial. Curso Superior de Tecnologia em Construção Naval
 Automação Industrial Indústria O Tecnólogo em Automação Industrial é um profissional a serviço da modernização das técnicas de produção utilizadas no setor industrial, atuando na execução de projetos,
Automação Industrial Indústria O Tecnólogo em Automação Industrial é um profissional a serviço da modernização das técnicas de produção utilizadas no setor industrial, atuando na execução de projetos,
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
Sistema de Tensionamento de Correias SKF. A forma da SKF apoiar a transmissão Fácil Rápido Repetitivo
 Sistema de Tensionamento de Correias SKF A forma da SKF apoiar a transmissão Fácil Rápido Repetitivo Sistema de Tensionamento de Correias SKF Uma solução inovadora para as transmissões por correias É sabido
Sistema de Tensionamento de Correias SKF A forma da SKF apoiar a transmissão Fácil Rápido Repetitivo Sistema de Tensionamento de Correias SKF Uma solução inovadora para as transmissões por correias É sabido
Principais funções de movimento em analisadores médicos.
 Movimento em analisadores médicos Menor, mais rápido, mais forte. Como os motores em miniatura estão ajudando os equipamentos de diagnóstico a avançar. Os diagnósticos médicos fazem parte da vida cotidiana
Movimento em analisadores médicos Menor, mais rápido, mais forte. Como os motores em miniatura estão ajudando os equipamentos de diagnóstico a avançar. Os diagnósticos médicos fazem parte da vida cotidiana
Sensores. Sensor. Passivos: Chave Potenciômetro Energia Auxiliar. Ativos: Célula Fotoelétrica Cristal Piezoelétrico. Digitais: Encoder Régua Óptica
 Sensores Passivos: Chave Potenciômetro Energia Auxiliar Ativos: Célula Fotoelétrica Cristal Piezoelétrico Entrada Sensor Saída Analógicos: Potenciômetro Resolver Digitais: Encoder Régua Óptica Prof. Silas
Sensores Passivos: Chave Potenciômetro Energia Auxiliar Ativos: Célula Fotoelétrica Cristal Piezoelétrico Entrada Sensor Saída Analógicos: Potenciômetro Resolver Digitais: Encoder Régua Óptica Prof. Silas
Manual do Usuário. Plano de Corte
 Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
Tecnologia de Comando Numérico 164399
 164399 Aula 2 Introdução à Automação da Manufatura Mecatrônica; Automação; Níveis de Automação; Tipos de Automação; Justificativas para automatizar; Justificativas para não automatizar; Prof. Edson Paulo
164399 Aula 2 Introdução à Automação da Manufatura Mecatrônica; Automação; Níveis de Automação; Tipos de Automação; Justificativas para automatizar; Justificativas para não automatizar; Prof. Edson Paulo
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Capacidade = 512 x 300 x 20000 x 2 x 5 = 30.720.000.000 30,72 GB
 Calculando a capacidade de disco: Capacidade = (# bytes/setor) x (méd. # setores/trilha) x (# trilhas/superfície) x (# superfícies/prato) x (# pratos/disco) Exemplo 01: 512 bytes/setor 300 setores/trilha
Calculando a capacidade de disco: Capacidade = (# bytes/setor) x (méd. # setores/trilha) x (# trilhas/superfície) x (# superfícies/prato) x (# pratos/disco) Exemplo 01: 512 bytes/setor 300 setores/trilha
CAPÍTULO 2 CARACTERÍSTICAS DE E/S E PORTA PARALELA
 8 CAPÍTULO 2 CARACTERÍSTICAS DE E/S E PORTA PARALELA A porta paralela, também conhecida por printer port ou Centronics e a porta serial (RS-232) são interfaces bastante comuns que, apesar de estarem praticamente
8 CAPÍTULO 2 CARACTERÍSTICAS DE E/S E PORTA PARALELA A porta paralela, também conhecida por printer port ou Centronics e a porta serial (RS-232) são interfaces bastante comuns que, apesar de estarem praticamente
3. Arquitetura Básica do Computador
 3. Arquitetura Básica do Computador 3.1. Modelo de Von Neumann Dar-me-eis um grão de trigo pela primeira casa do tabuleiro; dois pela segunda, quatro pela terceira, oito pela quarta, e assim dobrando sucessivamente,
3. Arquitetura Básica do Computador 3.1. Modelo de Von Neumann Dar-me-eis um grão de trigo pela primeira casa do tabuleiro; dois pela segunda, quatro pela terceira, oito pela quarta, e assim dobrando sucessivamente,
PROJETO DE OPERAÇÕES DE USINAGEM
 Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Automação de Processos Industriais*
 Automação de Processos Industriais* Automação Rígida e Automação Flexível *Moraes, C.C.; Catrucci, P.L. Engenharia de Automação Industrial. Ed. LTC, Rio de Janeiro RJ, 2001. Black, J.T. O Projeto da Fábrica
Automação de Processos Industriais* Automação Rígida e Automação Flexível *Moraes, C.C.; Catrucci, P.L. Engenharia de Automação Industrial. Ed. LTC, Rio de Janeiro RJ, 2001. Black, J.T. O Projeto da Fábrica
SISTEMAS DE TRANSPORTADORES CONTINUOS
 Consiste na movimentação constante entre dois pontos pré-determinados. d São utilizados em mineração, indústrias, terminais de carga e descarga, terminais de recepção e expedição ou em armazéns. Esteiras
Consiste na movimentação constante entre dois pontos pré-determinados. d São utilizados em mineração, indústrias, terminais de carga e descarga, terminais de recepção e expedição ou em armazéns. Esteiras
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Sistemas de Automação
 Sistemas de Automação Introdução Walter Fetter Lages w.fetter@ieee.org Universidade Federal do Rio Grande do Sul Escola de Engenharia Departamento de Engenharia Elétrica Programa de Pós-Graduação em Engenharia
Sistemas de Automação Introdução Walter Fetter Lages w.fetter@ieee.org Universidade Federal do Rio Grande do Sul Escola de Engenharia Departamento de Engenharia Elétrica Programa de Pós-Graduação em Engenharia
GUIA RÁPIDO DE PROGRAMAÇÃO (CNC PROTEO)
") GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
2005 José Miquel Cabeças
 Dimensionamento de linhas de produção 1 - INTRODUÇÃO A fabricação de elevado volume de produção é frequentemente caracterizada pela utilização de linhas de montagem e fabricação. O balanceamento de linhas
Dimensionamento de linhas de produção 1 - INTRODUÇÃO A fabricação de elevado volume de produção é frequentemente caracterizada pela utilização de linhas de montagem e fabricação. O balanceamento de linhas
A importância da Manutenção de Máquina e Equipamentos
 INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
1. CAPÍTULO COMPUTADORES
 1. CAPÍTULO COMPUTADORES 1.1. Computadores Denomina-se computador uma máquina capaz de executar variados tipos de tratamento automático de informações ou processamento de dados. Os primeiros eram capazes
1. CAPÍTULO COMPUTADORES 1.1. Computadores Denomina-se computador uma máquina capaz de executar variados tipos de tratamento automático de informações ou processamento de dados. Os primeiros eram capazes
2. Função Produção/Operação/Valor Adicionado
 2. Função Produção/Operação/Valor Adicionado Conteúdo 1. Função Produção 3. Administração da Produção 1 Bibliografia Recomenda Livro Texto: Introdução à Administração Eunice Lacava Kwasnicka - Editora
2. Função Produção/Operação/Valor Adicionado Conteúdo 1. Função Produção 3. Administração da Produção 1 Bibliografia Recomenda Livro Texto: Introdução à Administração Eunice Lacava Kwasnicka - Editora
Motores em miniatura proporcionam um grande desempenho para analisadores médicos
 thinkmotion Motores em miniatura proporcionam um grande desempenho para analisadores médicos Os analisadores médicos são elementos fundamentais do setor de diagnósticos médicos. São ferramentas versáteis
thinkmotion Motores em miniatura proporcionam um grande desempenho para analisadores médicos Os analisadores médicos são elementos fundamentais do setor de diagnósticos médicos. São ferramentas versáteis
Curso Automação Industrial Aula 3 Robôs e Seus Periféricos. Prof. Giuliano Gozzi Disciplina: CNC - Robótica
 Curso Automação Industrial Aula 3 Robôs e Seus Periféricos Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs Robôs e seus Periféricos
Curso Automação Industrial Aula 3 Robôs e Seus Periféricos Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs Robôs e seus Periféricos
FAPERJ & PIUES/PUC-Rio FÍSICA E MATEMÁTICA DO ENSINO MÉDIO APLICADAS A SISTEMAS DE ENGENHARIA
 FAPERJ & PIUES/PUC-Rio FÍSICA E MATEMÁTICA DO ENSINO MÉDIO APLICADAS A SISTEMAS DE ENGENHARIA 1) INTRODUÇÃO Rio de Janeiro, 05 de Maio de 2015. A equipe desenvolvedora deste projeto conta com: - Prof.
FAPERJ & PIUES/PUC-Rio FÍSICA E MATEMÁTICA DO ENSINO MÉDIO APLICADAS A SISTEMAS DE ENGENHARIA 1) INTRODUÇÃO Rio de Janeiro, 05 de Maio de 2015. A equipe desenvolvedora deste projeto conta com: - Prof.
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
UCS. Universidade de Caxias do Sul. Centro de Ciências Exatas e Tecnologia. Departamento de Engenharia Mecânica
 1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
Curso Automação Industrial Aula 2 Estrutura e características Gerais dos Robôs. Prof. Giuliano Gozzi Disciplina: CNC - Robótica
 Curso Automação Industrial Aula 2 Estrutura e características Gerais dos Robôs Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs
Curso Automação Industrial Aula 2 Estrutura e características Gerais dos Robôs Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs
www.keelautomacao.com.br Linha KSDX Solução em processamento CNC
 Linha KSDX Solução em processamento CNC Automatize a produção de sua empresa Instalada em Tubarão, SC, a KEEL atua na fabricação de equipamentos para Corte, Solda e Sistemas (CNC). Fundada em 2002, a empresa
Linha KSDX Solução em processamento CNC Automatize a produção de sua empresa Instalada em Tubarão, SC, a KEEL atua na fabricação de equipamentos para Corte, Solda e Sistemas (CNC). Fundada em 2002, a empresa
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
Módulo 2/3: Automação nos Sistemas de Produção. Prof. André Pedro Fernandes Neto
 Módulo 2/3: Automação nos Sistemas de Produção Prof. André Pedro Fernandes Neto Razões para Automatizar Alto custo de mão de obra Investimentos em máquinas que possam automatizar a produção com um custo
Módulo 2/3: Automação nos Sistemas de Produção Prof. André Pedro Fernandes Neto Razões para Automatizar Alto custo de mão de obra Investimentos em máquinas que possam automatizar a produção com um custo
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Estudo do Layout Ricardo A. Cassel Áreas de Decisão na Produção
 Estudo do Layout Ricardo A. Cassel Áreas de Decisão na Produção Áreas de decisão Instalações Capacidade de Produção Tecnologia Integração Vertical Organização Recursos Humanos Qualidade Planejamento e
Estudo do Layout Ricardo A. Cassel Áreas de Decisão na Produção Áreas de decisão Instalações Capacidade de Produção Tecnologia Integração Vertical Organização Recursos Humanos Qualidade Planejamento e
1.1. Organização de um Sistema Computacional
 1. INTRODUÇÃO 1.1. Organização de um Sistema Computacional Desde a antiguidade, o homem vem desenvolvendo dispositivos elétricoeletrônicos (hardware) que funciona com base em instruções e que são capazes
1. INTRODUÇÃO 1.1. Organização de um Sistema Computacional Desde a antiguidade, o homem vem desenvolvendo dispositivos elétricoeletrônicos (hardware) que funciona com base em instruções e que são capazes
Unidade Central de Processamento (CPU) Processador. Renan Manola Introdução ao Computador 2010/01
 Processador. Renan Manola Introdução ao Computador 2010/01") Unidade Central de Processamento (CPU) Processador Renan Manola Introdução ao Computador 2010/01 Componentes de um Computador (1) Computador Eletrônico Digital É um sistema composto por: Memória Principal
Unidade Central de Processamento (CPU) Processador Renan Manola Introdução ao Computador 2010/01 Componentes de um Computador (1) Computador Eletrônico Digital É um sistema composto por: Memória Principal
Abordagem de Processo: conceitos e diretrizes para sua implementação
 QP Informe Reservado Nº 70 Maio/2007 Abordagem de Processo: conceitos e diretrizes para sua implementação Tradução para o português especialmente preparada para os Associados ao QP. Este guindance paper
QP Informe Reservado Nº 70 Maio/2007 Abordagem de Processo: conceitos e diretrizes para sua implementação Tradução para o português especialmente preparada para os Associados ao QP. Este guindance paper
[ significa: Made in the Heart of Europe pelo melhor preço. Torno Vertical VT 250 com automação integrada
 [ E[M]CONOMY] significa: Made in the Heart of Europe pelo melhor preço Torno Vertical VT 25 com automação integrada EMCO VERTICAL VT 25 O Torno Vertical EMCO VT 25, projetado para usinagens pesadas, é
[ E[M]CONOMY] significa: Made in the Heart of Europe pelo melhor preço Torno Vertical VT 25 com automação integrada EMCO VERTICAL VT 25 O Torno Vertical EMCO VT 25, projetado para usinagens pesadas, é
Bancada de Testes Hidrostáticos e Pneumáticos
 Bancada de Testes Hidrostáticos e Pneumáticos 1 Concepção O que é a bancada de testes da Valeq? Esta bancada foi desenvolvia com a intenção de agilizar os testes de campo e de bancada que envolvem pressão.
Bancada de Testes Hidrostáticos e Pneumáticos 1 Concepção O que é a bancada de testes da Valeq? Esta bancada foi desenvolvia com a intenção de agilizar os testes de campo e de bancada que envolvem pressão.
Instalações Máquinas Equipamentos Pessoal de produção
 Fascículo 6 Arranjo físico e fluxo O arranjo físico (em inglês layout) de uma operação produtiva preocupa-se com o posicionamento dos recursos de transformação. Isto é, definir onde colocar: Instalações
Fascículo 6 Arranjo físico e fluxo O arranjo físico (em inglês layout) de uma operação produtiva preocupa-se com o posicionamento dos recursos de transformação. Isto é, definir onde colocar: Instalações
SISTEMA DE VISUALIZAÇÃO DE DADOS GEOMÉTRICOS DE PROGRAMAS CN PARA OPERAÇÕES DE FRESAMENTO
 SISTEMA DE VISUALIZAÇÃO DE DADOS GEOMÉTRICOS DE PROGRAMAS CN PARA OPERAÇÕES DE FRESAMENTO Alexandre Dias da Silva Universidade Federal de Santa Maria Universidade Federal de Santa Maria, Avenida Roraima,
SISTEMA DE VISUALIZAÇÃO DE DADOS GEOMÉTRICOS DE PROGRAMAS CN PARA OPERAÇÕES DE FRESAMENTO Alexandre Dias da Silva Universidade Federal de Santa Maria Universidade Federal de Santa Maria, Avenida Roraima,
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Ao longo do presente capítulo será apresentada uma descrição introdutória da tecnologia FPGA e dos módulos básicos que a constitui.
 3 Tecnologia FPGA Ao longo do presente capítulo será apresentada uma descrição introdutória da tecnologia FPGA e dos módulos básicos que a constitui. 3.1. FPGA: Histórico, linguagens e blocos Muitos dos
3 Tecnologia FPGA Ao longo do presente capítulo será apresentada uma descrição introdutória da tecnologia FPGA e dos módulos básicos que a constitui. 3.1. FPGA: Histórico, linguagens e blocos Muitos dos
Sensores e Atuadores (2)
") (2) 4º Engenharia de Controle e Automação FACIT / 2009 Prof. Maurílio J. Inácio Atuadores São componentes que convertem energia elétrica, hidráulica ou pneumática em energia mecânica. Através dos sistemas
(2) 4º Engenharia de Controle e Automação FACIT / 2009 Prof. Maurílio J. Inácio Atuadores São componentes que convertem energia elétrica, hidráulica ou pneumática em energia mecânica. Através dos sistemas
6 Conclusões e Trabalhos futuros 6.1. Conclusões
 6 Conclusões e Trabalhos futuros 6.1. Conclusões Neste trabalho estudou-se o comportamento do sistema que foi denominado pendulo planar com a adição de uma roda de reação na haste do pendulo composta de
6 Conclusões e Trabalhos futuros 6.1. Conclusões Neste trabalho estudou-se o comportamento do sistema que foi denominado pendulo planar com a adição de uma roda de reação na haste do pendulo composta de
A automação em nossas vidas 25/10/2015. Módulo IV Tecnologia. TECNOLOGIA Conceito e História
 Módulo IV Tecnologia Danillo Tourinho S. da Silva, M.Sc. TECNOLOGIA Conceito e História A automação em nossas vidas Objetivo: Facilitar nossas vidas no dia-a-dia Em casa: Lavando roupa Esquentando leite
Módulo IV Tecnologia Danillo Tourinho S. da Silva, M.Sc. TECNOLOGIA Conceito e História A automação em nossas vidas Objetivo: Facilitar nossas vidas no dia-a-dia Em casa: Lavando roupa Esquentando leite
Setores Trilhas. Espaço entre setores Espaço entre trilhas
 Memória Externa Disco Magnético O disco magnético é constituído de um prato circular de metal ou plástico, coberto com um material que poder magnetizado. Os dados são gravados e posteriormente lidos do
Memória Externa Disco Magnético O disco magnético é constituído de um prato circular de metal ou plástico, coberto com um material que poder magnetizado. Os dados são gravados e posteriormente lidos do
Introdução ao Controlo Numérico Computorizado I Conceitos Gerais
 Introdução ao Controlo Numérico Computorizado I Conceitos Gerais João Manuel R. S. Tavares Joaquim Oliveira Fonseca Bibliografia Controlo Numérico Computorizado, Conceitos Fundamentais Carlos Relvas Publindústria,
Introdução ao Controlo Numérico Computorizado I Conceitos Gerais João Manuel R. S. Tavares Joaquim Oliveira Fonseca Bibliografia Controlo Numérico Computorizado, Conceitos Fundamentais Carlos Relvas Publindústria,
Introdução ao Controlo Numérico Computorizado I Conceitos Gerais. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Introdução ao Controlo Numérico Computorizado I Conceitos Gerais João Manuel R. S. Tavares Joaquim Oliveira Fonseca Bibliografia Controlo Numérico Computorizado, Conceitos Fundamentais Carlos Relvas Publindústria,
Introdução ao Controlo Numérico Computorizado I Conceitos Gerais João Manuel R. S. Tavares Joaquim Oliveira Fonseca Bibliografia Controlo Numérico Computorizado, Conceitos Fundamentais Carlos Relvas Publindústria,
REDE DE COMPUTADORES
 SERVIÇO NACIONAL DE APRENDIZAGEM COMERCIAL REDE DE COMPUTADORES Tecnologias de Rede Topologias Tipos de Arquitetura Prof. Airton Ribeiro de Sousa E-mail: airton.ribeiros@gmail.com 1 REDES LOCAIS LAN -
SERVIÇO NACIONAL DE APRENDIZAGEM COMERCIAL REDE DE COMPUTADORES Tecnologias de Rede Topologias Tipos de Arquitetura Prof. Airton Ribeiro de Sousa E-mail: airton.ribeiros@gmail.com 1 REDES LOCAIS LAN -
As disciplinas de Sistemas CNC garantem ao educando subsídios para o entendimento das técnicas de utilização e programação das máquinas CNC.
 I. Dados Identificadores Curso Tecnologia em Mecatrônica Industrial Disciplina Sistemas CNC Professor Rogério Campos Semestre / Módulo 5º semestre Período Noturno Módulo 3FM5A Carga Horária Semanal: 4
I. Dados Identificadores Curso Tecnologia em Mecatrônica Industrial Disciplina Sistemas CNC Professor Rogério Campos Semestre / Módulo 5º semestre Período Noturno Módulo 3FM5A Carga Horária Semanal: 4
Curso de Engenharia de Produção. Organização do Trabalho na Produção
 Curso de Engenharia de Produção Organização do Trabalho na Produção Organização do Trabalho na Produção Projeto do Trabalho -Objetivo: criar um ambiente produtivo e eficiente, onde cada um saiba o que
Curso de Engenharia de Produção Organização do Trabalho na Produção Organização do Trabalho na Produção Projeto do Trabalho -Objetivo: criar um ambiente produtivo e eficiente, onde cada um saiba o que
Robótica Industrial. Projeto de Manipuladores
 Robótica Industrial Projeto de Manipuladores Robôs são os típicos representantes da Mecatrônica. Integram aspectos de: Manipulação Sensoreamento Controle Comunicação 1 Robótica e Mecatrônica 2 Princípios
Robótica Industrial Projeto de Manipuladores Robôs são os típicos representantes da Mecatrônica. Integram aspectos de: Manipulação Sensoreamento Controle Comunicação 1 Robótica e Mecatrônica 2 Princípios
MOVIMENTAÇÃO DE MATERIAIS
 MOVIMENTAÇÃO DE MATERIAIS Ricardo A. Cassel A movimentação de materiais é uma atividade importante a ser ponderada quando se deseja iniciar o projeto de novas instalações. Existe uma forte relação entre
MOVIMENTAÇÃO DE MATERIAIS Ricardo A. Cassel A movimentação de materiais é uma atividade importante a ser ponderada quando se deseja iniciar o projeto de novas instalações. Existe uma forte relação entre
Máquinas Multiníveis
 Infra-Estrutura de Hardware Máquinas Multiníveis Prof. Edilberto Silva www.edilms.eti.br edilms@yahoo.com Sumário Conceitos básicos Classificação de arquiteturas Tendências da tecnologia Família Pentium
Infra-Estrutura de Hardware Máquinas Multiníveis Prof. Edilberto Silva www.edilms.eti.br edilms@yahoo.com Sumário Conceitos básicos Classificação de arquiteturas Tendências da tecnologia Família Pentium
Curso de Graduação em Administração. Administração da Produção e Operações I
 Curso de Graduação em Administração Administração da Produção e Operações I 21º Encontro - 07/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - LAYOUTS DE EMPRESAS INDIVIDUAIS 02 ABERTURA
Curso de Graduação em Administração Administração da Produção e Operações I 21º Encontro - 07/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - LAYOUTS DE EMPRESAS INDIVIDUAIS 02 ABERTURA
CNC 8055. Educacional. Ref. 1107
 CNC 855 Educacional Ref. 7 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE 3 FEE D % 5 6 7 8 9 FAGOR JOG SPI
CNC 855 Educacional Ref. 7 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE 3 FEE D % 5 6 7 8 9 FAGOR JOG SPI
XXV Encontro Nac. de Eng. de Produção Porto Alegre, RS, Brasil, 29 out a 01 de nov de 2005
 Laboratório de tecnologia de manufatura - uma experiência aplicada ao ensino da engenharia de produção Wilson de Castro Hilsdorf (FEI) wicastro@fei.edu.br Alexandre Augusto Massote (FEI) massote@fei.edu.br
Laboratório de tecnologia de manufatura - uma experiência aplicada ao ensino da engenharia de produção Wilson de Castro Hilsdorf (FEI) wicastro@fei.edu.br Alexandre Augusto Massote (FEI) massote@fei.edu.br
Sistemas Operacionais Gerência de Dispositivos
 Universidade Estadual de Mato Grosso do Sul UEMS Curso de Licenciatura em Computação Sistemas Operacionais Gerência de Dispositivos Prof. José Gonçalves Dias Neto profneto_ti@hotmail.com Introdução A gerência
Universidade Estadual de Mato Grosso do Sul UEMS Curso de Licenciatura em Computação Sistemas Operacionais Gerência de Dispositivos Prof. José Gonçalves Dias Neto profneto_ti@hotmail.com Introdução A gerência
ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Embreagens são elementos que
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Embreagens são elementos que
Prof. Daniel Hasse. Robótica Industrial
 Prof. Daniel Hasse Robótica Industrial Aula 02 - Robôs e seus Periféricos Tipos de Sistemas de Controle Volume de Trabalho Dinâmica e Precisão dos Movimentos Sistemas de Acionamentos Garras Tipos de Sistemas
Prof. Daniel Hasse Robótica Industrial Aula 02 - Robôs e seus Periféricos Tipos de Sistemas de Controle Volume de Trabalho Dinâmica e Precisão dos Movimentos Sistemas de Acionamentos Garras Tipos de Sistemas
ACIONAMENTOS ELETRÔNICOS (INVERSOR DE FREQUÊNCIA)
") ACIONAMENTOS ELETRÔNICOS (INVERSOR DE FREQUÊNCIA) 1. Introdução 1.1 Inversor de Frequência A necessidade de aumento de produção e diminuição de custos faz surgir uma grande infinidade de equipamentos desenvolvidos
ACIONAMENTOS ELETRÔNICOS (INVERSOR DE FREQUÊNCIA) 1. Introdução 1.1 Inversor de Frequência A necessidade de aumento de produção e diminuição de custos faz surgir uma grande infinidade de equipamentos desenvolvidos
1.3 Conectando a rede de alimentação das válvulas solenóides
 1.3 Conectando a rede de alimentação das válvulas solenóides CONTROLE DE FLUSHING AUTOMÁTICO LCF 12 Modo Periódico e Horário www.lubing.com.br (19) 3583-6929 DESCALVADO SP 1. Instalação O equipamento deve
1.3 Conectando a rede de alimentação das válvulas solenóides CONTROLE DE FLUSHING AUTOMÁTICO LCF 12 Modo Periódico e Horário www.lubing.com.br (19) 3583-6929 DESCALVADO SP 1. Instalação O equipamento deve
José Novais (1997), Método sequencial para automatização electro-pneumática, 3ª Edição, Fundação
, Método sequencial para automatização electro-pneumática, 3ª Edição, Fundação") AUTOMAÇÃO (M323/3073) CAPÍTULO I Introdução à Automação 2013/2014 Bibliografia José Novais (1997), Método sequencial para automatização electro-pneumática, 3ª Edição, Fundação Calouste Gulbenkian Curtis
AUTOMAÇÃO (M323/3073) CAPÍTULO I Introdução à Automação 2013/2014 Bibliografia José Novais (1997), Método sequencial para automatização electro-pneumática, 3ª Edição, Fundação Calouste Gulbenkian Curtis
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
. linear ou rotativo. analógico ou digital. absoluto, incremental ou incremental-absoluto. princípio de operação
 8 - Transdutores Um transdut or é um equipamento que converte variações de uma determinada grandeza física em outra. Por exemplo, um transdut or de posição converte variações de movimento em um sinal de
8 - Transdutores Um transdut or é um equipamento que converte variações de uma determinada grandeza física em outra. Por exemplo, um transdut or de posição converte variações de movimento em um sinal de
Fundamentos de Redes de Computadores. Elementos de Redes Locais
 Fundamentos de Redes de Computadores Elementos de Redes Locais Contexto Implementação física de uma rede de computadores é feita com o auxílio de equipamentos de interconexão (repetidores, hubs, pontos
Fundamentos de Redes de Computadores Elementos de Redes Locais Contexto Implementação física de uma rede de computadores é feita com o auxílio de equipamentos de interconexão (repetidores, hubs, pontos
Introdução à Engenharia de Automação
 Introdução à Engenharia de Automação 1 A automação em nossas vidas Objetivo: Facilitar nossas vidas Automação no dia-a-dia Em casa: Lavando roupa Abrindo o portão Lavando louça Na rua: Sacando dinheiro
Introdução à Engenharia de Automação 1 A automação em nossas vidas Objetivo: Facilitar nossas vidas Automação no dia-a-dia Em casa: Lavando roupa Abrindo o portão Lavando louça Na rua: Sacando dinheiro
Placa Acessório Modem Impacta
 manual do usuário Placa Acessório Modem Impacta Parabéns, você acaba de adquirir um produto com a qualidade e segurança Intelbras. A Placa Modem é um acessório que poderá ser utilizado em todas as centrais
manual do usuário Placa Acessório Modem Impacta Parabéns, você acaba de adquirir um produto com a qualidade e segurança Intelbras. A Placa Modem é um acessório que poderá ser utilizado em todas as centrais
LOGÍSTICA EMPRESARIAL
 LOGÍSTICA EMPRESARIAL FORNECEDORES Erros de compras são dispendiosos Canais de distribuição * Compra direta - Vendedores em tempo integral - Representantes dos fabricantes Compras em distribuidores Localização
LOGÍSTICA EMPRESARIAL FORNECEDORES Erros de compras são dispendiosos Canais de distribuição * Compra direta - Vendedores em tempo integral - Representantes dos fabricantes Compras em distribuidores Localização