Implementação de Células de Produção Empresa: XC Consultores
|
|
|
- Jónatas Gustavo Belo Sequeira
- 8 Há anos
- Visualizações:
Transcrição

1 Empresa: XC Consultores Samuel João Teixeira de Sousa Dissertação de Mestrado Orientador na FEUP: Prof. António Miguel Gomes Orientador na XC Consultores: Engenheiro António Cruz Faculdade de Engenharia da Universidade do Porto Mestrado Integrado em Engenharia Mecânica Janeiro de 2010

2 À minha família e à Daniela iii

3 Resumo O projecto realizado enquadra-se na metodologia lean manufacturing e teve como principais objectivos aplicar conhecimentos de lean numa organização industrial e utilizá-los correctamente, adequando os conhecimentos académicos à realidade da indústria. O resultado pretendido deste projecto foi a implementação de células de produção, para que dessa forma fosse possível aumentar a eficiência dos processos, eliminando perdas, reduzindo actividades que não acrescentam valor às operações, basicamente eliminando desperdícios, melhorando continuamente os processos de produção. Numa primeira fase foi realizado um levantamento inicial, de maneira a conhecer a organização e estrutura da empresa e daí concluir em relação às várias linhas de acções para que fosse possível responder às necessidades da empresa. Neste levantamento inicial realizou- -se uma análise da cadeia de valor para ajudar a compreender e optimizar o fluxo do material e de informação do produto utilizando o Value Stream Mapping, uma análise dos produtos para se definirem as famílias de produtos mais importantes e uma análise do fluxo de produção das principais famílias de produtos. Terminado o levantamento inicial foi elaborado um plano das acções a implementar. A implementação das acções iniciou-se pela metodologia 5S num dos sectores da empresa, com o objectivo de transformar os postos de trabalho desse sector em locais organizados, limpos e eficientes. Após esta implementação foram realizadas regularmente auditorias 5S ao sector. As principais acções desenvolvidas no decorrer do projecto estiveram relacionadas com a implementação de células de produção. Foi proposta à empresa a implementação de duas células de produção, com a possibilidade da implementação de mais duas no futuro, fazendo parte desta implementação um conjunto de várias acções, para o qual contribuíram o estudo das famílias de produtos e a análise dos fluxos de produção dessas famílias. As acções relacionadas com as células de produção foram o estudo e/ou análise dos produtos, indicadores, processos e equipamentos, cálculo do tack time e do número de operadores necessários para a célula, definição do layout da célula, análise dos ganhos previstos, verificação das condições de instalação da célula e recursos necessários e montagem da célula. Terminado o estudo e montagem da célula procedeu-se à implementação da metodologia 5S na célula, auditorias 5S, padronização do trabalho realizado na célula, e elaboração e implementação de um plano inspecção, limpeza e lubrificação para os equipamentos associados à célula. Todas as acções implementadas durante este projecto visaram a eliminação de desperdícios na produção. Houve uma evolução positiva durante o projecto e os resultados obtidos foram os esperados, permitindo prever uma continuidade do trabalho desenvolvido num futuro próximo. Verificou-se uma diminuição dos desperdícios existentes na produção e um aumento da eficiência e da produtividade, bem como uma melhoria das condições dos postos de trabalho. iv

4 Implementation of production cells Abstract This project is part of the lean manufacturing methodology and its main objectives are to acquire knowledge of lean in an industrial manufacturing organization and to use them adequately, adjusting the academic knowledge to the industrial reality. The main result of this project is to implement production cells, to increase process efficiency, eliminating losses, reducing activities that do not add value to the product, basically eliminating waste, continuously improving production processes. We started with an initial study of the company, in order to know its organization and structure and to draw various lines of action that could meet the needs of the company. In this initial study an analysis of the value chain was performed using the Value Stream Mapping technique to help understanding and optimizing the flow of materials and product information, an analysis of the products to determine the family s most important product and a production flow analysis of the main product families. After the initial study was drawn up a plan of action to implement. The implementation of action measures was started by the 5S methodology in one the company sectors, with the aim of making the workplaces in this sector organized, clean, tidy and efficient. After this implementation regular 5S audits were carried in this sector. The main activities carried out during the project were related to the implementation of production cells. It was proposed to the company the implementation of two production cells, with the possibility of implementing two more in the future. This proposal also includes a set of various actions, for which the products families study and production flow analysis of families contributed. The actions related to the production cells were the study and / or the analysis of products, the current layout, indicators, processes and equipment, calculation of tack time and the number of operators needed, defining the layout of the cell, analysis of the estimated earnings, verification of the conditions and resources to operate the cell, implementation of the 5S methodology in the cell, 5S audits, standardization of work in the cell, development and implementation of a plan of inspection, cleaning and lubrication for the equipment associated with cell. All actions implemented during this project aimed at the elimination of production waste. There was a positive development during the project and the results were as expected, that anticipates a continuation of the work in the near future. There was a reduction of waste in the existing production and an increase in efficiency and productivity, and improving conditions of the workplaces. v

5 Agradecimentos Ao Eng.º António Cruz, orientador da dissertação na XC Consultores, pela acessibilidade e orientação ao longo do projecto. Ao Eng.º Paulo Costa e a todos os colaboradores da XC Consultores pelo apoio no decorrer do projecto. Ao Dr. Agostinho Santos pela oportunidade de realizar o projecto na A Metalúrgica e à Dra. Raquel Santos pela simpatia e disponibilidade demonstrada. Ao Sr. António Nogueira, pela simpatia e acompanhamento ao longo de todo o projecto, ao Calisto Santos, pela amizade e pela confiança, pela integração, colaboração e todo o apoio na realização deste projecto, ao Sr. Fernando Silva, ao Sr. António Pinheiro e ao Carlos Silva pela acessibilidade e por todas as explicações técnicas que me deram. A todos os colaboradores da A Metalúrgica pelo apoio e integração, por tudo que me ajudaram a aprender, por terem tornado este projecto possível. Ao Prof. António Miguel Gomes, orientador da dissertação na Faculdade de Engenharia da Universidade do Porto, pelo acompanhamento e pela disponibilidade ao longo do projecto. A todo o universo FEUP, em particular aos docentes do Departamento de Engenharia Mecânica e Gestão Industrial e a todos os meus colegas de curso pelo apoio, amizade e companheirismo ao longo destes anos. À minha família e à minha namorada, pelo apoio, amizade, confiança e paciência demonstrados. vi

6 Índice 1 Introdução Apresentação da XC Consultores A Implementação de Células de Produção na A Metalúrgica Método seguido no projecto Análise comparativa de abordagens existentes e das suas vantagens e inconvenientes Objectivos do projecto Temas Abordados e sua Organização no Presente Relatório Lean Manufacturing Melhoria Contínua Gestão Visual Eliminação de desperdícios Células de Produção Trabalho Padronizado SMED - Single Minute Exchange of Die TPM - Total Productive Maintenance VSM - Value Stream Mapping Metodologia 5S Apresentação do problema Análise ABC Análise da Cadeia de valor Fluxos de Produção Apresentação da solução proposta Solução completa Solução proposta Apresentação das acções desenvolvidas S no sector dos balancés Estudo e implementação da célula de produção Célula Estudo e implementação da célula de produção Célula Padronização do trabalho Aplicação da metodologia 5S nas células de produção Elaboração do plano ILL (inspecção, limpeza e lubrificação) Conclusões e perspectivas de trabalho futuro Referências ANEXO A: Mapa da Cadeia de valor ANEXO B: Etiqueta Vermelha ANEXO C: Folha de Registo e Controlo de Etiquetas Vermelhas ANEXO D: Resultado da última auditoria ao sector dos balancés ANEXO E: Exemplo de um plano de auditorias ANEXO F: Folha do Trabalho Padronizado da Célula vii

7 ANEXO G: Folha do Trabalho Padronizado da Célula ANEXO H: Resultado da última auditoria à Célula ANEXO I: Resultado da última auditoria à Célula ANEXO J: Plano Inspecção, Limpeza e Lubrificação da Célula ANEXO K: Plano Inspecção, Limpeza e Lubrificação da Célula viii

8 Lista de Figuras Figura 1 - Ciclo PDCA... 8 Figura 2 Forma de receber informação... 9 Figura 3 Os 8 tipos de desperdício - Muda Figura 4 - Sequência da padronização de trabalho Figura 5 - Casa TPM Figura 6 - Perdas e influências no cálculo do OEE Figura 7-5S Figura 8 Interligação dos 5S Figura 9 - Mapa da Cadeia de valor Figura 10 - Símbolos usados no desenho do VSM Figura 11 - Fluxo de produção da Família A Figura 12 - Fluxo de produção da Família B Figura 13 - Fluxo de produção da Família C Figura 14 - Calendarização das acções do projecto Figura 15 - Sensibilização 5S Figura 16 Exemplos antes e depois dos 5S no sector dos balancés Figura 17 - Balanceamento dos operadores da "Célula 1" Figura 18 - Layout da "Célula 1" Figura 19 - Fluxo de produção da "Célula 1" Figura 20 - Balanceamento dos operadores da "Célula 2" Figura 21 - Layout da "Célula 2" Figura 22 - Fluxo de produção da "Célula 2" ix

9 Lista de Tabelas Tabela 1 Famílias de produtos Tabela 2 - Operações das famílias de produtos na análise ABC Tabela 3 - Operações do fluxo de produção da Família A Tabela 4 Indicadores de produção da Família A Tabela 5 - Operações do fluxo de produção da Família B Tabela 6 Indicadores de produção da Família B Tabela 7 - Operações do fluxo de produção da Família C Tabela 8 Indicadores de produção da "Família C" Tabela 9 - Tempos das operações da "Célula 1" Tabela 10 - Divisão do trabalho da "Célula 1" Tabela 11 - Processo do fluxo de produção da "Célula 1" Tabela 12 - Indicadores de produção da Família A na Célula Tabela 13 - Tempos das operações da "Célula 2" Tabela 14 - Divisão do trabalho da "Célula 2" Tabela 15 - Processo do fluxo de produção da "Célula 2" Tabela 16 - Indicadores de produção da Família B na Célula x

10 Lista de Siglas CAD/CAM Computer Aided Design/Computer Aided Manufacturing ILL Inspecção, Limpeza e Lubrificação INIFOR/IQF Instituto para Inovação na Formação/Instituto para a Qualidade na Formação ISO International Organization for Standardization OEE Overall Equipment Efficiency PDCA Plan, Do, Check, Act SMED Single Minute Exchange of Die TPM Total Productive Maintenance TPS Toyota Production System VSM Value Stream Mapping xi

11 xii
12 1 Introdução Neste capítulo efectua-se uma breve apresentação da empresa onde decorreu o projecto assim como o contexto do projecto e as suas etapas. É descrito o método seguido bem como os principais objectivos. Para além de apresentados os temas abordados, é ainda descrita a sua organização no presente relatório. 1.1 Apresentação da XC Consultores O projecto curricular foi realizado numa empresa cliente da XC Consultores, de seu nome A Metalúrgica. A XC consultores é uma empresa que actua no ramo de prestação de serviços de consultadoria na área industrial, e segundo XC Consultores (2007), a empresa tem o objectivo de criar valor aos clientes e implementar melhorias nas suas organizações. Foi constituída em finais de 1995 tendo como actividade principal prestar serviços de consultadoria na área da qualidade. Fruto da evolução do mercado, novas oportunidades e solicitações dos clientes, foi progressivamente alargando a sua actividade para outras áreas como o ambiente, organização, produção, higiene e segurança no trabalho e estratégia. De acordo com XC Consultores (2006) o seu mercado principal são as pequenas e médias empresas dos sectores tradicionais da indústria portuguesa e grandes empresas para projectos de especialização. Em 1999 tornou-se uma unidade acreditada pelo INIFOR/IQF e iniciou a implementação do sistema de gestão da qualidade de acordo com a NPEN ISO 9001, em 2000 desenvolveu em parceria com a RIS 2048 um software de gestão da qualidade, o Control Q, obtendo o 3º prémio no concurso Microsoft Tornou-se uma empresa certificada EN ISO 9001:1995 no ano 2001, um ano antes de iniciar a implementação em sistemas de qualidade em unidades industriais na Europa, concretamente Espanha e Polónia. Decorria o ano de 2004 quando iniciou projectos de consultadoria na região autónoma da Madeira e em sistemas de melhoria da produtividade, tornou-se uma empresa de avaliação e apoio na mediação do processo de compra e venda de empresas. Em 2005 duplicou as instalações e consolidou as áreas de negócio, um ano depois iniciou os projectos de consultadoria na região autónoma dos Açores e arrancou a XC Brasil. Na área da produtividade, como referencia XC Consultores (2010) o objectivo das soluções Lean Manufacturing é maximizar o resultado operacional das empresas, actuando no chão de fábrica, sobre a eficiência do processo e equipamentos, a qualidade dos produtos e a melhoria do fluxo de informação. Soluções Lean Manufacturing oferecidas pela XC Consultores aos seus clientes: Mapa de valor acrescentado; SMED; TPM; Gestão visual 5S; Células e linhas de produção; Kanban; Pull Flow; Trabalho padronizado. 1
, a empresa tem o objectivo de criar valor aos clientes e")
13 A missão da XC Consultores é criar valor aos clientes, colaboradores e accionistas, garantindo inovação e excelência nos processos e serviços, sustentada em relações de confiança. A Metalúrgica Bakeware Production SA é uma empresa do ramo da concepção e produção de louça metálica, especializada na concepção e produção de formas para bolos e de tabuleiros para a pastelaria e panificação industriais. A empresa consegue responder com eficácia e rapidez às solicitações de cada cliente. Segundo A Metalúrgica (2010), possui um grande parque de máquinas em que se deve destacar a existência de prensas mecânicas e prensas hidráulicas, cobrindo uma gama de pressões que vai das 2 às 550 toneladas, diversos sistemas robotizados de corte, soldadura e revestimento, tecnologia CAD/CAM, máquinas de perfil e quinadeiras. É uma empresa centenária, com origem em 1896, e mantém o seu cariz de empresa familiar. Há mais de 110 anos que esta empresa tem servido de suporte à indústria de pastelaria, começando primeiro em Portugal e expandindo-se, nos últimos 30 anos, por todo o mundo. Tem como missão superar as expectativas dos clientes quanto à qualidade do produto e tempo de resposta, demonstrando competência e criatividade na concepção e produção de formas para bolos e de tabuleiros para pastelaria e panificação industrial. De acordo com A Metalúrgica (2008), a empresa é um exemplo mundial de variedade e originalidade de formas para bolos e de flexibilidade e competência na execução de equipamentos para a indústria de pastelaria e panificação. Exporta para todo o Mundo, mas o principal mercado é o europeu com maior relevância para os mercados alemão e italiano. É uma empresa certificada desde 2000 pela norma NP EN ISO 9001:2000 tem elevado grau de rigor na execução dos seus produtos com relevância para as normas de ambiente, segurança, higiene e qualidade em geral. 1.2 A Implementação de Células de Produção na A Metalúrgica O projecto baseou-se na adaptação da filosofia Lean Manufacturing ou produção sem desperdícios, tendo como principal acção a implementação de células de produção. O projecto realizado teve como etapas: Levantamento inicial da empresa. Inicialmente foi realizado um levantamento da empresa com o objectivo de ajudar a compreender e optimizar o fluxo do material e de informação dentro da empresa, necessário para levar o produto até ao seu destinatário; Estudo e implementação de células de produção. Realizou-se o estudo e implementação de duas células de produção, agrupando várias etapas do processo produtivo e a ocorrer de forma sequencial, e através da qual os componentes são processados num fluxo contínuo. Com a implementação destas células de produção pretendeu-se aumentar a qualidade e a produtividade e diminuir o lead-time 1, a distância percorrida, o stock e a área ocupada. Criação de um plano de inspecção, limpeza e lubrificação para a manutenção das máquinas associadas às células de produção. Este plano foi realizado com o objectivo de inspeccionar as máquinas associadas a cada célula e verificar qualquer tipo de 1 Tempo de processamento de um pedido, desde que chega à empresa até que o produto é entregue ao cliente 2
, possui um grande parque de máquinas em que se deve destacar a existência de prensas mecânicas e prensas hidráulicas, cobrindo uma gama de pressões que vai das 2 às 550")
14 anomalias de forma a ser possível uma correcção rápida e eficaz. Desta forma pretendeu-se também criar hábitos de limpeza e lubrificação dessas mesmas máquinas prevenindo problemas ou avarias de maior gravidade. Padronização do trabalho realizado nas células de produção. Com esta padronização do trabalho qualquer operador que vier a operar numa das células de produção poderá realizar o trabalho correcta e eficazmente através da consulta do registo efectuado. Há ainda um registo dos tempos de produção, o que facilitará estimar o tempo previsto de produção tendo em conta os tempos e a quantidade a produzir. Aplicação da ferramenta 5S no sector dos balancés e nas células de produção implementadas. O objectivo da utilização desta ferramenta na empresa foi melhorar a organização nos postos de trabalho, ordenar as ferramentas, componentes e todos os materiais, manter a limpeza dos postos de trabalho e de todo o sector, criar gestão visual, ajudar a realçar os problemas tornando-os visíveis, eliminar desperdícios, valorizar a segurança e garantir que as regras são cumpridas. Com isto pretendeu-se resolver os problemas detectados e definidos pela empresa, detectar novos pontos de melhoria onde actuar, aumentar desta forma os níveis de produtividade e qualidade e ainda alterar mentalidades e comportamentos. Foi o primeiro passo da melhoria contínua. Realização de auditorias 5S aos sectores onde foi aplicada a ferramenta 5S (sector dos balancés e as duas células de produção). Com a realização destas auditorias pretendeu-se garantir que fosse realizado um trabalho evolutivo no que diz respeito aos 5S, com o objectivo de motivar os operadores para manterem a organização, a manutenção e a limpeza dos postos de trabalho, na tentativa de integrar os princípios do 5S na rotina do trabalho diário e adoptando os princípios da melhoria contínua. Este projecto foi realizado no âmbito da dissertação do Mestrado Integrado em Engenharia Mecânica especialidade de Gestão da Produção. 1.3 Método seguido no projecto O projecto realizado teve como base uma filosofia de redução de desperdícios e princípios de melhoria contínua. O mercado cada vez mais competitivo impõe às empresas a capacidade de produzirem num curto espaço de tempo, a custos cada vez mais baixos e com a máxima qualidade, adaptando a produção às necessidades dos clientes. Daí a necessidade de implementar os princípios introduzidos pelo lean manufacturing, transformando-os numa vantagem competitiva. Inicialmente foi realizado um levantamento inicial da empresa com o objectivo de conhecer melhor o seu funcionamento, métodos de trabalho, organização, estruturas, entre outros e daí retirar as suas necessidades. Feito isto, foram reunidos e estudados todos os dados obtidos na realização do levantamento inicial, de onde saíram as várias linhas de acções de forma a responder às necessidades presentes da empresa. Através da avaliação das vantagens e desvantagens de umas e outras linhas de acções foram elaboradas e propostas à direcção da empresa as possíveis acções a implementar, estabelecendo um equilíbrio entre as principais necessidades da empresa e o 3

15 enquadramento e duração do projecto. Uma vez aceites as propostas pela direcção da empresa, iniciou-se a sua implementação. Por último realizou-se a recolha e análise dos resultados obtidos através das acções implementadas na empresa, resultados apresentados numérica e visualmente. 1.4 Análise comparativa de abordagens existentes e das suas vantagens e inconvenientes O projecto consiste principalmente na implementação de células de produção, um grupo de pessoas, máquinas e métodos em que as etapas do processo produtivo estão próximas e ocorrem de forma sequencial, através da qual os componentes são processados num fluxo contínuo. A implementação de células de produção vai ao encontro do lean manufacturing que é descrito como um sistema de organização e gestão da produção, da qualidade, da logística e dos fornecedores, que visa maximizar o valor para o cliente utilizando a menor quantidade de recursos. O principal objectivo é a eliminação de desperdícios através de um processo de melhoria contínua, ou seja, eliminar todas as actividades que consuma recursos sem acrescentar valor ao produto utilizando soluções baratas e a motivação e criatividade dos colaboradores. A análise da cadeia de valor, ferramenta que ajuda a compreender e optimizar o fluxo do material e de informação necessário para levar o produto desde o início, como matéria-prima, até à entrega ao cliente; a metodologia 5S, prática que permite criar e manter um local de trabalho organizado, limpo e de alto desempenho, bem como aumentar a segurança nos postos de trabalho; a gestão visual, que tem como objectivo a visualização de dados de forças e fraquezas, mostra a evolução e acções tomadas e estabelece ajudas visuais para trabalhos práticos; a padronização do trabalho, centrada no movimento e trabalho do operador e aplicada em operações repetitivas, respeitando a ordem das actividades executadas pelo operador; a troca rápida de ferramentas, método que visa reduzir os tempos de paragens das máquinas através da optimização das mudanças de ferramentas; e a manutenção produtiva total, que funciona como um sistema de gestão de equipamentos com vista à optimização da eficiência operacional ao longo da sua vida útil, são algumas das metodologias usadas em ambientes de lean manufacturing e visam a eliminação de desperdícios, tornando-se uma referência para a melhoria contínua. 1.5 Objectivos do projecto O projecto teve como principais objectivos aplicar conhecimentos de lean manufacturing numa organização industrial, adequar os conhecimentos académicos à realidade da indústria, realizar levantamentos das situações produtivas, elaborar planos de acções e implementar as acções definidas, integrar os conhecimentos lean e utilizá-los correctamente numa organização industrial, aumentando a eficiência dos processos eliminando perdas, reduzindo actividades que não agregam valor às operações, melhorando continuamente os processos de produção. Durante o período que decorreu o projecto pretendeu-se aplicar os conceitos e aprender as etapas da análise da cadeia de valor, identificar as vantagens da sua utilização nas organizações e utilizá-lo como ferramenta de melhoria. Pretendeu-se também desenvolver os atributos pessoais e a capacidade para planear, preparar e executar a metodologia 5S, assim como compreender a actuação de um auditor 5S. A identificação e classificação dos desperdícios existentes foram um dos objectivos principais do projecto. 4

16 Com a implementação das células de produção pretendeu-se conhecer a aplicabilidade das células, identificar as vantagens e desvantagens da sua utilização em substituição de outros métodos de produção e aplicar conceitos e métodos estudados, assim como as várias etapas por que passa a sua implementação. 1.6 Temas Abordados e sua Organização no Presente Relatório Neste capítulo, encontram-se as secções de cariz introdutório e organizativo. Fazendo-se um enquadramento do projecto, os objectivos estipulados e a metodologia de trabalho adoptada com base nas necessidades da empresa. No segundo capítulo é apresentado o conceito de lean manufacturing, fazendo referência à sua origem e aos princípios em que se baseia. No terceiro capítulo é efectuado a apresentação do problema, tendo em conta a realidade e organização da empresa, basicamente a situação com o que me deparei quando cheguei à empresa. No quarto capítulo são apresentados os resultados do levantamento inicial da empresa, assim como um estudo efectuado para definir as várias famílias de produtos existentes na produção. É ainda apresentada a solução completa tendo em conta as necessidades da empresa, bem como a solução proposta. No quinto capítulo são apresentadas com algum detalhe as acções desenvolvidas durante a realização deste projecto, bem como os resultados obtidos. No capítulo final são apresentadas as conclusões e perspectivas de trabalho futuro. 5

17 2 Lean Manufacturing O Lean Manufacturing teve como origem o Toyota Production System (TPS), desenvolvido por Taiichi Ohno nos anos 50 e 60. Centra a sua análise na cadeia de valor que dá origem ao produto, de forma a maximizar o valor e a eliminar Muda (desperdício em japonês), optimizando o todo e não apenas as partes do processo. Segundo Sipper et al. (2007) as raízes do Sistema Toyota de Produção tiveram como origem Henry Ford. Este foi o pioneiro da produção em massa, ao alterar os paradigmas de produção manual, para a produção em série. Ford eliminou a maioria dos desperdícios da montagem e pode-se dizer que ele foi responsável, com a linha de montagem de fluxo contínuo, por um dos primeiros exemplos ocidentais de produção lean, ainda no início do século XX. A base do Sistema Toyota de Produção é a absoluta eliminação do desperdício. Pode-se dizer que o Sistema Toyota de Produção procura atingir, num ambiente de variedade de produtos, uma alta produtividade e qualidade, a produção lean, que o sistema de produção Fordista conseguiu num ambiente de elevado volume de produção de produtos idênticos. De acordo com Womack et al. (1998) a produção lean assenta em cinco princípios básicos, aos quais se pode chamar a mentalidade lean: valor, fluxo de valor, fluxo contínuo, produção puxada e perfeição. O ponto de partida para a mentalidade lean consiste em definir o que é Valor. Não são as empresas mas sim o cliente que define o que é valor. Para ele, a necessidade gera o valor e cabe às empresas determinarem qual é essa necessidade, procurar satisfazê-la e cobrar por isso um preço específico para manter a empresa no negócio e aumentar os lucros via melhoria contínua dos processos, reduzindo os custos e melhorando a qualidade. O próximo passo consiste em identificar o Fluxo de Valor. Significa analisar a cadeia produtiva e separar os processos em três tipos: aqueles que efectivamente geram valor, aqueles que não geram valor mas são importantes para a manutenção dos processos e da qualidade e, por fim, aqueles que não acrescentam valor, devendo ser eliminados imediatamente. As empresas devem olhar para todo o processo, desde a criação do produto até à venda final. A seguir, deve-se estabelecer o Fluxo Contínuo, embora seja uma tarefa difícil do processo é também a mais estimulante. Exige uma mudança na mentalidade, as pessoas devem deixar de lado a ideia de produzir por processos. O efeito imediato da criação de fluxos contínuos pode ser sentido na redução dos tempos de concepção de produtos, de processamento de pedidos e em stocks. Ter a capacidade de desenvolver, produzir e distribuir rapidamente dá à empresa capacidade de atender às necessidade dos clientes quase que instantaneamente. Isso permite inverter o fluxo produtivo: as empresas não mais empurram os produtos para o consumidor, o consumidor passa a "puxar" a produção, eliminando stocks e dando valor ao produto. É a Produção Puxada. Sempre que não se consegue estabelecer o fluxo contínuo, a alternativa é conectar os processos através de sistemas puxados. Perfeição, quinto e último passo da mentalidade lean, deve ser o objectivo constante do fluxo de valor. A busca do aperfeiçoamento contínuo em busca do ideal deve conduzir todos os esforços da empresa, em processos transparentes onde todos os membros da cadeia tenham conhecimento profundo do processo como um todo, podendo dialogar e buscar continuamente melhores formas de criar valor. 6

18 O lean manufacturing é um sistema de organização e gestão da produção, da qualidade, da logística e dos fornecedores, que visa maximizar o valor para o cliente utilizando a menor quantidade de recursos. De acordo com Lean (2010) a implementação do lean manufacturing obedece às seguintes regras: Analisar a cadeia de valor na sua totalidade; Eliminar de imediato as etapas que não acrescentam valor ao produto; Organizar as áreas de trabalho; Criar fluxo entre as operações e os processos resultando numa redução dos tempos de concepção de produtos, de processamento de pedidos; Integrar a qualidade no processo produtivo; Reduzir os tempos de mudança de série, aumentando flexibilidade; Optimizar a fiabilidade e eficiência dos equipamentos e instalações; Sincronizar a produção e a procura, com baixos níveis de stock e um lead-time curto; Melhorar continuamente. Os principais problemas e causas de insucessos de programas de transformação para a produção lean, segundo Bamber et al. (2000), estão geralmente associados a: Uma cultura organizacional prévia centralizadora e de não valorização dos funcionários; Deficiente formação e desconhecimento dos princípios da produção lean por parte tanto dos operários quanto da gerência e da direcção; Falta de comprometimento da alta gerência Incompatibilidade do mercado ou do modo de produção com os princípios da produção sem desperdícios. Nas várias secções deste capítulo, a seguir apresentadas, introduzem-se os principais fundamentos das bases do Lean Manufacturing, assim como a importância destes conceitos para o sucesso de projectos nesta área. 2.1 Melhoria Contínua A melhoria contínua (kaizen em japonês) necessita da envolvência de todos, desde a direcção aos operadores e envolve poucas despesas. Este processo proporciona resultados significativos ao longo do tempo, uma vez que as melhorias são pequenas e incrementais. O kaizen baseia-se na eliminação de desperdícios com base no uso de soluções baratas e na motivação e criatividade dos colaboradores para melhorar a prática de seus processos de trabalho, com objectivo de seguir a melhoria contínua. Segundo Slack et al. (1996) esta filosofia não visa apenas ganhos de produtividade, redução de custos e eliminação de desperdícios, mas também a melhoria contínua das condições de trabalho dos colaboradores. A direcção tem um papel fundamental neste processo, tendo duas das principais funções: a manutenção e a melhoria, manter e melhorar os padrões através do treino e da disciplina. 7

19 O ciclo PDCA (Figura 1) é um dos conceitos mais importantes do processo, indispensável para a continuidade do kaizen. É constituído por quatro fases, plan (planear), do (executar), check (verificar) e act (actuar) possuindo uma característica de aplicação contínua e constante. Cada quarto do círculo é representado por uma fase que deve ser aplicada para que a seguinte possa ser realizada. Figura 1 - Ciclo PDCA (XC Consultores, 2008) Planear É o início de tudo. Consiste em definir todos os objectivos que a empresa pretende atingir, assim como as formas e as ferramentas que serão usadas para se alcançar o sucesso projecto. É uma fase importante para todo o processo, pois serão estabelecidos todos os caminhos a serem seguidos durante sua execução. Executar É a execução de tudo o que foi elaborado, definido e detalhado durante a fase de planeamento, colocar em prática todos os objectivos traçados, utilizando as melhores ferramentas de gestão em busca dos melhores resultados. Nessa fase, o treino e a disciplina dos colaboradores é indispensável para uma execução eficiente e eficaz de todo o projecto. Verificar É o acompanhamento de toda a execução do projecto, dos procedimentos e métodos implementados, recolha de dados para uma avaliação e análise dos resultados atingidos em cada fase da execução. Muito importante para o projecto, esta é a etapa que vai possibilitar correcções de desvios, adequação dos planos às mudanças imprevistas na conjuntura económica e do mercado, mudanças de estratégias e aperfeiçoamento de mecanismos de controlo, além de permitir a identificação de erros no planeamento e corrigi-los a tempo de evitar problemas ao projecto. Actuar Fase que permite encerrar o ciclo com sucesso. É o momento de se actuar sobre todo o sistema organizacional estimulando comportamentos e emoções que mantenham a motivação daqueles que foram os grandes responsáveis pelo sucesso de todo o projecto. Criar mecanismos que assegurem a manutenção de um bom ambiente de trabalho, é o que vai determinar a continuidade do sucesso, com aumento da produtividade e eliminação de desperdícios. 8


20 2.2 Gestão Visual Gestão visual é afixar informação, representar parâmetros, gráficos e dados, indicar e controlar processos, identificar e marcar riscos, pontos de referência e padrões. Os objectivos da gestão visual são a visualização de indicadores, descrever estruturas e processos, mostrar a evolução e acções tomadas e estabelecer ajudas visuais para trabalhos práticos. Desta forma pode ser dada aos colaboradores toda a informação que eles necessitam, fazendo-os assumir responsabilidades. Como consequência destas acções motivam-se os colaboradores, incutindo-lhes orgulho e aumentando a sua confiança, é esse o caminho a seguir para se obter alta eficiência, boa qualidade e baixo absentismo. A gestão visual é uma ferramenta muito importante no controlo de processos uma vez que através da visão é recebida a maior parte de informação (Figura 2). A grande vantagem da criação de padrões que valorizem a gestão visual, é que estes serão compreendidos e cumpridos por todos muito mais facilmente do que um procedimento escrito, ( ) ajudam as pessoas a melhor gerir e controlar os processos, evitando erros, desperdícios de tempo e dando-lhes mais autonomia. (Pinto, 2006) Figura 2 Forma de receber informação (XC Consultores, 2008) 2.3 Eliminação de desperdícios Desperdício é toda a actividade que consuma recursos sem acrescentar valor ao produto. Existem vários tipos de desperdício (Figura 3), também conhecido por Muda, palavra de origem japonesa que traduz a palavra perda. Tradicionalmente existem sete tipos de Muda: 1. Muda sobreprodução 2. Muda stock 3. Muda não-qualidade 4. Muda movimentos 5. Muda sobreprocesso 6. Muda espera 7. Muda transporte 9

21 Embora alguns autores considerem apenas sete tipos de desperdícios pode-se acrescentar outro, de acordo com o M2LGroup (2010) pode-se considerar um oitavo Muda: 8. Muda falta de ideias, ou não utilização do talento das pessoas Quando as pessoas deixam de pensar, acontece o inevitável: menos melhorias e mais Muda. Figura 3 Os 8 tipos de desperdício - Muda De acordo com Gemba (2007), que nos indica em que consiste cada um dos tipos de desperdícios e dá alguns exemplos desses mesmo desperdícios, bem como as causas do seu aparecimento, apresenta ainda um conjunto de medidas contra a sua existência, cada tipo de desperdício defini-se como: Muda sobreprodução Desperdício que surge sempre que há excesso de produção, quando se produz mais do que cliente necessita neste momento, como por exemplo produzir produtos para stock baseado na previsão de vendas, produzir mais para evitar setups e produzir em lotes grandes. Uma forma de eliminar este tipo de desperdício é a produção puxada. Deve ser considerado um crime produzir mais do que o necessário. (Imai, 1997) Muda stock É o desperdício associado ao excesso de stock e refere-se a qualquer material ou produto existente para além da quantidade necessária e antes de ser necessário. Resulta do excesso de produção. Este tipo de desperdício pode ser eliminado reduzindo o nível de stock até atingir o fluxo de uma só peça. Muda não-qualidade Quando o trabalho contém erros, enganos ou falta de alguma coisa necessária, quando existe uma não conformidade do produto, como por exemplo sucata, rework, defeitos, correcções, variações e peças em falta. Este desperdício resulta da falha do processo e de máquinas incapazes. 10
22 Muda movimentos São todos os movimentos associados ao corpo do operador, como por exemplo deslocamentos entre os postos de trabalho ou trajectos desnecessários. Resultam da má organização dos postos de trabalho, dando origem a uma procura de peças e ferramentas muito demorada. Uma forma de eliminar este desperdício é através da implementação da metodologia 5S nos postos de trabalho. Muda sobreprocesso Desperdício provocado pela tendência de todos os operadores para atingirem níveis de especificação que vão além do pedido do cliente, fornecer ao cliente mais do que ele está disposto a pagar. O uso improdutivo de uma prensa e as rebarbas são um exemplo de muda pelos excesso de processamento. Muda espera É o tempo de espera que ocorre quando o operador está impedido de executar a operação seguinte, espera de peças, espera de desenhos, espera da inspecção, espera das máquinas, espera da informação, espera da reparação da máquina. Estabelecer prioridades é uma boa forma de combater este desperdício. Muda transporte É o movimento do produto que não acrescenta valor. A deslocação dos produtos para stock ou entre postos de trabalho são um bom exemplo deste tipo de desperdício. Resulta da produção em lotes grandes, produção empurrada e da produção por processos em layout funcional. Devem ser tomadas algumas medidas para combater este tipo de desperdício como a utilização de linhas em fluxo, sistema puxado, organização por fluxo de valor e utilização de kanban. Muda falta de ideias Basicamente resulta da falta de ideias dos colaboradores ou do mau aproveitamento das mesmas por parte da direcção das empresas. 2.4 Células de Produção Uma célula de produção é um grupo de pessoas, máquinas e métodos em que as etapas do processo produtivo estão próximas e ocorrem de forma sequencial, através da qual os componentes são processados num fluxo contínuo, esta forma de trabalho está dedicada à produção de um produto ou família de produtos. Esta produção é feita de uma forma flexível, em que prevalece o trabalho peça-a-peça, ou seja, uma peça de cada vez, num fluxo contínuo. Os colaboradores de uma célula devem ter múltiplos conhecimentos e capacidade de desempenhar várias funções dentro da célula, normalmente operam em vários postos de trabalho. De acordo com Pinto (2006) a implementação de uma célula de produção segue as seguintes etapas: Identificar famílias de produtos com fluxos de produção e características similares; Agrupar máquinas em células e de acordo com as famílias de produtos; Criar e dispor as células de forma a minimizar o movimento e transporte de materiais; Localizar as máquinas partilhadas em pontos centrais de forma a servir as várias células e minimizar transportes e stocks. 11
23 Um dos aspectos mais importantes para o bom funcionamento de uma célula é o seu layout. Tanto o movimento dos operadores como o fluxo de materiais vai depender da disposição dos componentes da célula (máquinas, bancadas de apoio, tapetes transportadores, etc.). O processo deve ser organizado para que o operador possa produzir da forma mais eficiente possível, em que a área ocupada, as movimentações e o stock devem estar optimizados. Existem várias formas de o fazer, Rother et al. (2002) indica o seguinte conjunto de recomendações para a definição do layout de uma célula de produção: Colocar máquinas e bancadas bem próximas para minimizar a distância percorrida; Remover obstáculos do caminho do operador; Tentar manter uma largura dentro da célula de 1,5 metros para permitir maior flexibilidade do posicionamento dos operadores dentro da célula; Eliminar espaços e locais onde possam ser criados stocks entre processos; Usar a força gravidade para ajudar os operadores na colocação e movimentação de peças, sempre que possível; Montar instalações eléctricas, ar comprimido, entre outras no tecto ou suspensas para facilitar futuras mudanças de layout; Colocar ferramentas e utensílios tão próximos quanto possível do ponto de uso e na direcção que são usadas pelos operadores; Utilizar ferramentas que não necessitam de afinações ou trocas de acessórios; Garantir a segurança e ergonomia da célula; Manter as etapas de trabalho manual próximas umas das outras de forma a permitir flexibilidade da distribuição das tarefas e acrescentar valor ao trabalho do operador; Utilizar equipamentos pequenos e dedicados a tarefas únicas, ao invés de equipamentos grandes e com muitas tarefas; Implementar dispositivos de ejecção automática, sempre que os operadores precisem das duas mãos para manipular as peças; Evitar a produção por lotes, dar preferência ao trabalho peça-a-peça; Colocar sensores de alerta de anomalias e até paragem automática nas máquinas, para que o operador não tenha que se preocupar com a máquina durante o ciclo; Projectar máquinas e layouts com fácil acesso à manutenção; Criar dispositivos rápidos de mudança de ferramentas. O bom funcionamento de uma célula depende da ligação existente entre o movimento dos operadores e o fluxo de materiais. O fluxo de materiais deve estar previamente estabelecido como padrão, uma vez que o processo deve ser repetitivo e consistente dentro de cada ciclo. Não existe apenas uma maneira correcta para o fluxo de materiais, segundo Rother et al. (2002) uma boa forma de o fazer é: Posicionar as peças o mais próximo possível do local de uso, mas sem obstruir a passagem de operadores ou outros; Posicionar as peças para que o operador possa utilizar as duas mãos; 12
24 Tentar manter as várias peças sempre próximas dos dedos dos operadores para eliminar os tempos de troca; Utilizar sistemas anti-erro para prevenir trocas de peças muito parecidas na montagem; Não colocar os operadores da célula a abastecer as suas próprias peças; Não colocar stock adicional de peças na célula, pois torna o fluxo mais difícil de entender e leva os operadores a quebrarem o fluxo; Utilizar o kanban para regular o abastecimento e produção; Os contentores ou caixas devem ter apenas as quantidades necessárias ao operador ou um múltiplo de embalagem do produto acabado; Criar formas de abastecimento que não interrompam o trabalho do operador. Existem vários motivos que levam as empresas a substituir a produção por processos por células de produção sempre que possível. De acordo com Pinto (2006) as vantagens por elas introduzidas trazem grandes benefícios para a produção como: Flexibilidade; Possibilidade de ajuste a vários volumes de produção; Simplicidade de gestão; Redução de espaço comparado com o layout funcional; Redução tempos não-produtivos; Menores erros de qualidade; Menores quantidades de stocks; Autonomia, as células são unidades autónomas de trabalho. Embora tenha inúmeras vantagens, também tem algumas desvantagens em comparação com outros tipos de produção, como: a dificuldade na formação de famílias e na criação das respectivas células, bem como a produção de novos produtos que não se enquadrem como nenhumas das famílias já existentes. Depois de implementadas as células espera-se garantir que todos conheçam a meta de produção hora a hora e que a peça em produção se movimente directamente de um processo que acrescenta valor para outro que também acrescenta valor, trabalhando peça a peça, que haja uma detecção rápida de problemas e/ou defeitos e que o operador possa ir eficientemente de uma tarefa que agrega valor até à seguinte. 2.5 Trabalho Padronizado O trabalho padronizado deve ser elaborado utilizando informações sobre: qualidade, segurança, manutenção e padrões de trabalho. Esta ferramenta é centrada no movimento e trabalho do operador e é aplicada em operações repetitivas, respeitando a ordem das actividades executadas pelo operador, visando a eliminação de desperdícios, tornando-se uma referência para a melhoria contínua. É necessário ter em atenção que não existe apenas uma melhor maneira para fazer o trabalho, devendo os operadores planear o trabalho e utilizar a padronização como uma ferramenta que assegura que as melhorias serão mantidas. Sem a padronização as melhorias são inconsistentes, os resultados são imprevisíveis, os ganhos não são sustentados e as melhorias tornam-se repetitivas. Por outro lado, a padronização traz melhorias consistentes, resultados previsíveis, assegura estabilidade das melhorias e permite melhoria contínua em vez de repetitiva. 13
25 A padronização do trabalho (Figura 4) traz ainda mais benefícios para a produção, contribui para a estabilidade do processo, define claramente o início e o fim de cada etapa, funciona como um instrumento de aprendizagem, auxilia na resolução de problemas, envolve os colaboradores, contribuindo ainda para o treino e disciplina dos mesmos. Um dos principais benefícios é fornecer bases para a melhoria. É importante dizer que ( ) os padrões não são apenas a melhor forma de garantir a qualidade, mas a forma mais eficaz de executar o trabalho. (Imai, 1997) Figura 4 - Sequência da padronização de trabalho 2.6 SMED - Single Minute Exchange of Die Segundo Sugai et al. (2007), o SMED foi desenvolvido no Japão, no início dos anos 50 por Shigeo Shingo e trata-se da redução do tempo de setup de máquinas, em que o tempo de setup é o período em que a produção é interrompida para que os equipamentos sejam ajustados. O SMED é uma ferramenta que visa reduzir os tempos de paragens das máquinas através da optimização das mudanças de ferramentas respondendo à exigência do mercado em termos de prazos e diversidades de produtos. Esta ferramenta tem o objectivo de minimizar os desperdícios, aumentar a flexibilidade de produção, servir de suporte ao processamento de fluxo contínuo, melhorar a eficácia global do equipamento, maximizar a produção e fornecer ao cliente as peças necessárias, quando são necessárias. 14
26 Esta técnica de troca rápida de ferramentas possui quatro fases para a redução dos tempos de setup: Numa primeira fase não há distinção entre setups internos e externos, as acções que poderiam ser executadas durante a fase externa são executadas enquanto a máquina está parada; Em seguida separam-se os elementos internos e externos de um setup de forma a identificar as actividades que podem ser executadas enquanto a máquina está em funcionamento; Posteriormente devem-se converter as actividades internas em externas; Finalmente examinam-se as operações de transição interna e externa quanto a oportunidades de métodos adicionais centrados na eliminação de adaptações e no melhoramento das técnicas de aperto. A aplicação desta ferramenta, apoiada em processos de simplificação e de uniformização de procedimentos de trabalho, leva a reduções significativas dos tempos de setup, normalmente considera-se um SMED quando há uma redução do setup para tempos inferiores a 10 minutos. 2.7 TPM - Total Productive Maintenance O Total Productive Maintenance ou Manutenção Produtiva Total é mais que uma filosofia de manutenção, é um sistema de gestão de equipamentos com vista à optimização da eficiência operacional durante a vida útil desses equipamentos. Foi introduzido no Japão em inícios da década de 70, decorrente da implantação da técnica produtiva kanban na empresa Nippon Denso, do grupo Toyota. O TPM baseia-se num conjunto de actividades de manutenção, como a manutenção preventiva, a manutenção para melhoria e prevenção da manutenção onde intervém toda a organização. Pode ser aplicada praticamente a todos os sectores, pois pretende atingir o máximo de eficiência através da eliminação de todos os factores de desperdício. O resultado é uma técnica de manutenção de equipamentos que optimiza a eficiência, elimina avarias e promove manutenção autónoma por parte dos operadores dos equipamentos. Envolve o pessoal da produção activamente na manutenção, explorando o facto de o operador ser quem melhor conhece a máquina, é a manutenção conduzida com a participação de todos. O objectivo principal é a eliminação das falhas, defeitos e outras formas de perdas e desperdícios, visando a maximização da Overall Equipment Efficiency (OEE) ou Eficiência Global dos Equipamentos. Segundo Willmott et al. (2001) os objectivos do TPM são: Maximizar a eficiência dos equipamentos e a do sistema de produção; Envolver todos os departamentos; Envolver todos os colaboradores; Alcançar Zero perdas (Zero acidentes, Zero defeitos e Zero avarias). Tal como uma casa, o TPM assenta numa base sólida (Figura 5), na qual vão sendo construídos pilares até que se tenham atingido os objectivos: uma estrutura sólida e eficaz e que cumpra a sua função. 15
27 Figura 5 - Casa TPM (XC Consultores, 2008) Esta metodologia é voltada para a maximização da eficiência global das máquinas e equipamentos: OEE. Sistema que engloba todo o ciclo de vida útil da máquina e do equipamento. Sendo o principal objectivo do TPM eliminar as seis grandes perdas, que estão relacionadas com a eficiência, qualidade e disponibilidade do equipamento, é necessário este indicador que engloba todos estes factores de perdas. As seis grandes perdas (Figura 6) de acordo com Willmott et al. (2001) são: Avarias ou paragens não programadas; Tempo perdido em trocas de referência; Pequenas paragens frequentes; Perdas de velocidade; Tempo perdido no início de produção; Perdas e desperdícios por sucata e rework. Figura 6 - Perdas e influências no cálculo do OEE (XC Consultores, 2008) 16
28 O OEE é a única forma de medir a produtividade de um equipamento e tem em conta as seis grandes perdas associadas aos seguintes três grupos: perdas de disponibilidade, perdas de eficiência e perdas de qualidade. Disponibilidade = Tempo de carga Tempo perdas de disponibilidade Tempo de carga (2. 1) Eficiência = Tempo de operação Tempo perdas de eficiência Tempo de operação (2. 2) Qualidade = Tempo efectivo de operação Tempo perdas de qualidade Tempo efectivo de operação (2. 3) O cálculo do OEE é feito a partir da multiplicação de três factores: disponibilidade, eficiência e qualidade. Utilizando as equações 2.1, 2.2 e 2.3 calcula-se então o OEE, representado na equação 2.4. OEE = Disponibilidade Eficiência Qualidade (2.4) Este indicador é muito importante nas empresas uma vez que o seu aumento favorece a disponibilidade e origina um melhor aproveitamento dos equipamentos, assim como provoca um aumento do valor acrescentado. Como exemplos de melhorias directamente relacionadas com o aumento do OEE temos a redução de stocks, melhoria dos fluxos, redução de avarias, processos estáveis, melhoria da qualidade, melhoria da eficiência, redução de custos e melhoria de resultados. O OEE pode mostrar à empresa em quais das seis grandes perdas é necessário concentrar esforços, pois, as avarias e o tempo perdido se setups influenciam o factor disponibilidade, as pequenas paragens e as perdas de velocidade influenciam o factor eficiência e o tempo perdido no início da produção e defeitos de qualidade influenciam o factor qualidade. Uma vez que o OEE engloba estes três factores e que a influência das seis grandes perdas em cada um desses factores está perfeitamente identificada é possível identificar-se a contribuição de cada perda para o resultado final a partir de um dado valor de OEE. 2.8 VSM - Value Stream Mapping Value Stream Mapping ou Análise da Cadeia de valor é uma ferramenta usada em ambientes Lean Production com o objectivo de ajudar a compreender e optimizar o fluxo do material e de informação necessário para levar o produto desde o início, como matéria-prima, até à entrega ao cliente, ( ) garante ao gestor ter uma visão global dos processos não se concentrando apenas em processos individuais ou na optimização das partes. (Pinto, 2006) 17
29 O VSM consiste numa análise da cadeia de valor do produto, concretamente nas etapas do seu processo produtivo, permitindo separá-las em três tipos: aquelas que efectivamente geram valor, aquelas que não geram valor mas são importantes para a manutenção dos processos e da qualidade e aquelas que não geram valor. A identificação da cadeia de valor permite detectar os pontos fracos da organização, contribuindo dessa forma para a melhoria da produtividade. ( ) o mapeamento da cadeia de valor é uma ferramenta particularmente interessante para a identificação e posterior redução de desperdícios. (Pinto, 2006) Embora o VSM esteja associado frequentemente à produção, também é usado em logística, prestação de serviços, manutenção industrial e desenvolvimento do produto. Tal deve-se à obtenção de resultados satisfatórios, e ao facto de o método evidenciar facilmente os desperdícios de recursos existentes, bem como ser fácil de aprender e utilizar, pois usa símbolos muito intuitivos. De acordo com Rother et al. (2003) a implementação deste método é composta pelas seguintes etapas: Identificação do produto ou serviço alvo; Desenho do estado actual da cadeia de valor, ou seja, etapas, fluxos de materiais, atrasos e fluxos de informação; Avaliação da cadeia a nível da criação de valor e existência de desperdícios; Desenho e implementação de uma nova cadeia de valor. A utilização deste método, a informação que expõe claramente e todas as melhorias que advêm da sua correcta e cuidada análise são cada vez mais importantes, pois permitem optimizar todo o processo e não só partes dele. Esta ferramenta fornece um meio de visualizar o fluxo do produto e de informação para o valor acrescentado, serve de suporte à atribuição da prioridade de actividades de melhoria contínua na empresa. Esta ferramenta é normalmente utilizada para realizar o levantamento inicial numa empresa e para fazer o mapa da situação actual devem ser seguidos os seguintes passos: Seleccionar uma Família de Produtos; Formar uma Equipa; Compreender as Exigências do Cliente; Fazer um Mapa do Fluxo do Processo; Fazer um Mapa do Fluxo de Material; Fazer um Mapa do Fluxo de Informação; Calcular o Lead Time Total do Produto; Detalhar as Actividades Fora da Linha. O VSM é um bom ponto de partida para iniciar a jornada lean nas empresas ( ) (Pinto, 2006) 18
30 2.9 Metodologia 5S Os 5S (Figura 7) são a base para a qualidade total. Esta filosofia é uma prática de qualidade idealizada no Japão no início dos anos 70 e é assente em cinco pontos fundamentais, que tiveram origem em cinco palavras japonesas: Seiri, Seiton, Seiso, Seiketsu, Shitsuke. De acordo com Liker (2004) é possível eliminar o desperdício em cinco fases. O método 5S foi um dos factores que contribuíram para a recuperação das empresas japonesas e a base para a implantação da qualidade total Figura 7-5S É um método de trabalho em que as várias etapas estão interligadas (Figura 8) e permite criar e manter um local de trabalho organizado, limpo e de alto desempenho, bem como reduzir os desperdícios, aumentar a segurança nos postos de trabalho e eliminar as actividades que não agregam valor, ( ) parte do princípio da visibilidade, ou seja, tornar visíveis os problemas ( ) (Pinto, 2006). Esta metodologia permite motivar os operadores através do envolvimento numa actividade de melhoria do próprio posto, melhorar a produtividade e a qualidade. A filosofia dos 5S é um compromisso de melhoria do ambiente e das condições de trabalho e não apenas uma simples campanha de limpeza, que tem como arma a prevenção da deterioração dos equipamentos e instalações. 19
31 Figura 8 Interligação dos 5S Seiri Separar Separar o que é necessário do que não é necessário, normalmente começa com a colocação de etiquetas vermelhas nos itens considerados desnecessários. Permite manter junto da área de trabalho apenas as coisas necessárias e na quantidade correcta, colocar em armazém próprio as coisas menos usadas e eliminar as não usadas, ditas inúteis. Este primeiro S ajuda a lutar contra o hábito de guardar tudo porque pode ser usado um dia e a manter a área de trabalho limpa e arrumada, melhora significativamente a procura de ferramentas ou materiais, ( ) aumentando a flexibilidade no uso da área de trabalho. (Imai, 1997) Seiton Organizar Organizar significa arrumar cada coisa no local adequado, todas as coisas necessárias devem encontrar-se num local definido, através de identificações, cores, rótulos, permitindo um acesso fácil e imediato para qualquer pessoa. Arrumar sistematicamente para uma maior eficiência. Organizando o local de trabalho eliminamos os desperdícios e reduzimos o risco de acidentes. Seison Limpar Limpar passa por manter o local de trabalho limpo. As coisas danificadas devem ser eliminadas, bem como as fontes de sujidade e desperdícios. O objectivo desta etapa passa por criar um ambiente do local de trabalho agradável. Mais importante que limpar é aprender a não sujar e após a primeira limpeza é necessário um acompanhamento constante de forma a manter a melhoria. A limpeza é de muita utilidade na detecção avarias. 20
32 Seiketsu Padronizar As situações mais adequadas devem ser estabelecidas como padrão, para tal é necessário a utilização de check-lists para prevenir que os maus hábitos se apoderem da nossa forma de trabalhar. Todos devem participar na criação da padronização da forma de trabalhar. Esta padronização ajuda a tornar os novos hábitos na nossa forma natural de actuar. Shitsuke Disciplinar Disciplinar passa por manter das quatro primeiras etapas, por sustentar e manter a mudança cultural introduzida na empresa. Para isso é necessário treino e disciplina, de forma a levar as pessoas a manter os padrões, é também indicado criar um sistema de auditorias periódicas com um respectivo acompanhamento e divulgação dos resultados para que o sistema faça parte da cultura da empresa. Temos de ter sempre presente a melhoria contínua. Esta melhoria contínua permite a redução de lixo, redução de avarias, melhor qualidade e melhores prazos de entrega. Embora alguns autores utilizem outros termos para a tradução dos 5S, eu particularmente acho que a terminologia usada neste relatório seja a mais adequada. Um exemplo diferente é a utilizada por Pinto (2006), que traduz os 5S como organização, arrumação, limpeza, uniformização e disciplina. Os principais objectivos e vantagens dos 5S são criar gestão visual, de forma a ajudar a realçar os problemas e a torná-los visíveis, eliminar desperdícios básicos, como procurar ou movimentar materiais ou ferramentas, identificar avarias e disfuncionamentos, visualizar os problemas facilmente e eliminar tempos de espera, o que se traduz em tempo libertado para tarefas úteis. Como principal obstáculo tem-se a má compreensão dos requisitos do cliente: qualidade, custo, serviço e a existência de paradigmas. Para que esta metodologia tenha sucesso deve fazer-se com que todos se envolvam, integrar os princípios dos 5S na rotina do trabalho diário, transmitir a necessidade da implementação dos 5S e o papel de cada participante. O envolvimento periódico da gerência é imprescindível. A eficácia dos 5S ( ) significa que todas as máquinas em operação fabriquem produtos de boa qualidade. (Imai, 1997) 21
33 Corte Corte Rodas Corte B Cravar Cano Estampagem Estampagem B Furar Furar Centro Rebarbagem Rebordagem Implementação de Células de Produção 3 Apresentação do problema O objectivo deste capítulo é apresentar o levantamento inicial da empresa, uma análise das famílias de produtos e o desenho do estado actual da cadeia de valor, assim como a organização e funcionamento da empresa. Pretende-se expor os problemas e desperdícios existentes na empresa. 3.1 Análise ABC Como a empresa onde este projecto foi desenvolvido produz uma grande variedade de produtos, passando cada um deles por diversas operações, realizou-se uma análise ABC com o objectivo de se definir famílias de produtos prioritárias. A definição destas famílias baseouse na análise da procura anual dos clientes, referenciando-se as famílias de produtos mais vendidos como alvo prioritário na implementação de células de produção. Foram identificadas três grandes famílias de produtos, como se pode ver na Tabela 1, que tiveram uma grande importância na definição das acções desenvolvidas durante o projecto. Os produtos destas famílias são peças de louça metálica, como formas para bolos, tabuleiros, formas miniaturas para fabrico de chocolate, entre outras. A Família A é constituída na maioria por formas e tabuleiros rectangulares ou quadrados e formas personalizadas, como figuras de banda desenhada, animais e outros, à Família B pertencem os produtos redondos, como formas para pudins, tartes e pizzas e fazem parte da Família C as formas em miniatura para o fabrico de chocolate. Pode-se verificar na Tabela 2 as várias operações pertencentes ao fluxo de produção de cada família de produtos identificada. Tabela 1 Famílias de produtos Família % da produção total Família A 24 Família B 23 Família C 21 Tabela 2 - Operações das famílias de produtos na análise ABC Operação Família A X X X X B X X X X X C X X X X 22
34 Esta análise foi realizada através da consulta da base de dados existente na empresa, onde se identificaram os produtos com maior procura no último ano, avaliou-se a possibilidade de haver produtos que não voltarão a ser procurados e ainda alguns que terão um aumento da procura, tendo em conta o aumento progressivo que se fez registar nas últimas encomendas e a vontade manifestada pelos clientes. Para que se pudesse concluir em relação às famílias de produtos existentes na empresa analisaram-se as operações realizadas em cada produto desde a matéria-prima até ao produto acabado. 3.2 Análise da Cadeia de valor Para a análise e levantamento inicial da situação da empresa utilizou-se a ferramenta VSM ou Análise da Cadeia de Valor, de forma a ajudar a compreender e optimizar o fluxo do material e de informação do produto. Para a realização do VSM foi necessário compreender o funcionamento de todo o processo, determinar os fluxos de material e de informação e identificar quais os processos que não acrescentam valor ao produto da Família B (pudim tipo alemão). Começou-se por identificar o produto alvo, escolhendo-se um produto de alto volume, com imensos desperdícios na sua produção, pertencente a uma família de produtos que representa uma grande percentagem da produção da fábrica (aproximadamente 23%), identificaram-se os tempos dos vários processos pertencentes a este produto, posteriormente desenhou-se o mapa do estado actual da cadeia de valor, representado na Figura 9, mapa onde se representam todas as actividades necessárias para transformar matéria-prima, acompanhada por uma ordem de fabrico, em produto acabado. Por fim fez-se a avaliação da cadeia a nível da criação de valor e existência de desperdícios. Através de uma breve análise do mapa da cadeia de valor pode-se desde já concluir a existência de um elevado stock intermédio e grandes tempos de espera entre as operações. Verifica-se um lead time elevado, de 10,29 dias, (o tempo desde que a matéria-prima entra no armazém até à expedição do produto acabado é de 10,29 dias) e um valor agregado de 71 segundos. Esta diferença de tempos indica-nos um grande potencial de melhoria, uma vez que a diferença de tempo entre o lead time e o valor agregado é desperdício. Figura 9 - Mapa da Cadeia de valor 2 2 Este mapa pode ser consultado no Anexo A 23
35 O cliente efectua o seu pedido semanalmente ao departamento comercial da empresa, este informa o departamento de organização e controlo, departamento este que efectua o planeamento e o controlo da produção, por sua vez este envia as ordens de fabrico para a produção e inicia-se a produção da encomenda. O produto passa pelas várias operações a que tem se submeter, originando excesso de transportes e acumulando stock entre processos, gerando desperdícios e aumentando os custos de produção. Num mercado cada vez mais competitivo é necessário reduzir estes desperdícios de forma a se conseguir competir com os mercados de maior produtividade e ainda os de mão-de-obra mais barata. Os produtos desta família de produtos seguem sempre o mesmo fluxo de produção. Para a realização do mapa da cadeia de valor representado foram utilizados os símbolos representados na Figura 10. Figura 10 - Símbolos usados no desenho do VSM Compreendido o fluxo de materiais e de informação foi necessário optimizá-lo. O VSM foi o ponto de partida para todas as acções desenvolvidas durante o projecto, funcionando como instrumento de diagnóstico. Identificaram-se as causas e os locais onde existiam grandes desperdícios permitindo um planeamento das actividades de melhoria a desenvolver, de modo a eliminar os desperdícios existentes. A utilização desta ferramenta permitiu uma visualização simples e objectiva do processo, indicando o caminho a seguir para ir ao encontro das necessidades do cliente. 3.3 Fluxos de Produção A empresa está organizada em sectores de produção, onde cada produto se desloca pelas máquinas ou postos de trabalhos necessários dos vários sectores. Estes sectores são geridos por um encarregado de sector, a produção é realizada por processo e em cada sector quer os equipamentos quer as pessoas desempenham funções semelhantes, esta forma de trabalhar acaba por ser flexível e com possibilidade de ajuste a várias volumes de produção, mas origina muitos transportes, setups frequentes e tempos não-produtivos, tornando-se uma forma organização de difícil gestão. Desta forma os custos são mais elevados, provocados por um tempo mais elevado e maiores quantidades de stocks. 24
36 Os sectores que constituem a empresa são: Sector de corte, onde se realiza o corte da chapa nas dimensões utilizadas na produção; Sector das prensas, onde se produzem os produtos de média e grande dimensões; Sector dos balancés, onde se produzem produtos de pequena dimensão e componentes de outros produtos e se realizam algumas operações adicionais aos produtos produzidos no sector das prensas; Sector das bancas, onde se efectua a montagem os produtos em si com os seus componentes e onde se realizam algumas operações adicionais aos produtos produzidos nos sectores dos balancés e das prensas; Sector de acabamento, onde se realiza e pintura e limpeza dos produtos; Sector de expedição, onde se faz a preparação das encomendas a expedir; Serralharia, sector onde se projectam, produzem e reparam quando necessário as ferramentas e algumas das máquinas usadas na produção. Inicialmente fez-se uma análise do fluxo de produção de cada uma das famílias de produtos, bem como as operações e alguns indicadores de produção de cada uma dessas famílias para que dessa forma se pudesse fazer um diagnóstico mais completo do problema e concluir em relação às possíveis melhorias a implementar, tudo isto com o objectivo de reduzir os desperdícios existentes na produção. Todos os produtos iniciam a sua produção no sector do corte, onde são cortados os rolos de chapa em peças mais pequenas e normalmente antes de ir para a zona de expedição passam pelo acabamento, salvo algumas excepções que são produzidas com matéria-prima pré-acabada. Família A Para a produção dos produtos desta família de produtos família de produtos, constituída na maioria por formas e tabuleiros rectangulares e formas personalizadas, percorre-se cinco dos sectores da fábrica, provocando desta forma um elevado nível de movimentações dos operadores e do material, podendo ver-se o fluxo desta família na Figura 11. Figura 11 - Fluxo de produção da Família A 25
37 As diferentes operações por onde passam os produtos da Família A estão distanciadas umas das outras o que origina um elevado transporte dos produtos entre elas, sendo necessário percorrer grandes distâncias desde que a matéria-prima entra no fluxo de produção até ser produto acabado, originando tempos de espera dos operadores significativos entre operações e ainda ilhas de stock intermédio por toda a fábrica. Pode-se verificar isso na Figura 11 e nas Tabelas 3 e 4. Muitas das vezes os problemas de não-qualidade são detectados muito tarde, quando já existem vários lotes do mesmo produto em curso, dando origem a elevados valores de rework e de sucata, o que faz com que a empresa tenha elevados custos. Tabela 3 - Operações do fluxo de produção da Família A Nº Operação 1 Corte Rolo 2 Estampagem 3 Corte 4 Furar 5 Rebarbagem 6 Acabamento Na Tabela 4 pode-se ver alguns dos indicadores analisados na produção da Família A, onde podemos verificar a existência de um elevado nível de stock intermédio, existindo stock entre as várias operações, assim como a distância percorrida pelo produto durante a sua produção. Pode-se ainda verificar a quantidade de peças produzidas por minuto por cada um dos quatro colaboradores, a produtividade, que é de 1,22 peças por minuto por cada colaborador. O tempo que demora a ser feito um lote de 100 peças desde que entra na operação 2 até sair da operação 5 lead time é de 134 minutos, e a 1ª peça está acabada ao fim de 69 minutos. Estes tempos muito elevados são consequência da produção por processos. Tabela 4 Indicadores de produção da Família A Nº colaboradores 4 Stock intermédio 5 paletes Distância percorrida 160 metros Produtividade 1,22 peças/minuto/homem Lead time 134 minutos Saída da 1ª peça 69 minutos 26
38 Família B Os problemas detectados na produção da Família B, família constituída pelos produtos redondos, são praticamente os mesmos que os da Família A descritos anteriormente, podemos verificar isso na Figura 12 e nas Tabelas 5 e 6. Um problema específico que foi detectado nesta família de produtos é a ineficácia de armazenamento da limalha lançada pelo torno na operação 3, criando um grande volume de limalha espalhado no chão da secção dos tornos. Figura 12 - Fluxo de produção da Família B Tabela 5 - Operações do fluxo de produção da Família B Nº Operação 1 Corte Rolo 2 Estampagem 3 Rebordagem 4 Furar Centro 5 Furar 6 Cravar Cano 7 Acabamento 27
39 Na Tabela 6 podem-se ver alguns dos indicadores analisados na produção, agora da Família B, onde se pode verificar o elevado nível de stock intermédio assim como a distância percorrida pelo produto durante a sua produção. Pode-se verificar também a quantidade de peças produzidas por minuto por cada um dos cinco colaboradores, e o tempo que demora a ser feito um lote de 100 peças desde que entra na operação 2 até sair da operação 6, assim como a 1ª peça a sair da operação 6. Tabela 6 Indicadores de produção da Família B Nº colaboradores 5 Stock intermédio 6 paletes Distância percorrida 180 metros Produtividade 1,00 peças/minuto/homem Lead time 100 minutos Saída da 1ª peça 87 minutos Família C Da mesma forma que a Família B apresenta os mesmos problemas da Família A, acontece o mesmo com a Família C, representados na Figura 13 e nas Tabelas 7 e 8. No geral, a maioria da produção apresenta os mesmos problemas, tornando-se este conjunto de desperdícios um problema crónico da empresa. Figura 13 - Fluxo de produção da Família C 28
40 Tabela 7 - Operações do fluxo de produção da Família C Nº Operação 1 Corte Rolo 2 Corte 1 3 Estampagem B 4 Corte 2 5 Rebarbagem 6 Acabamento Na Tabela 8 indicam-se alguns dos indicadores analisados na produção da Família C, à qual pertencem as formas em miniatura, onde se pode verificar também a existência de um elevado nível de stock intermédio assim como a distância percorrida pelo produto durante a sua produção. Pode-se verificar também a quantidade de peças produzidas por minuto por cada um dos quatro colaboradores, e o tempo que demora a ser feito um lote de 100 peças desde que entra na operação 2 até sair da operação 5, assim como a 1ª peça a sair da operação 5. Tabela 8 Indicadores de produção da "Família C" Nº colaboradores 4 Stock intermédio 5 paletes Distância percorrida 135 metros Produtividade 2,14 peças/minuto/homem Lead time 47 minutos Saída da 1ª peça 33 minutos Através desta análise foram identificados diferentes tipos de problemas ou factores que contribuem para o estado actual dos vários sectores. Em resumo: Verificou-se o excesso de stocks, quer de matéria-prima quer de produto acabado, elevado stock intermédio entre as operações; Elevado nível de transporte, grandes distâncias percorridas pelo produto, desde o armazém de matérias-primas até à expedição originando uma grande confusão; Problemas de não qualidade, dando origem a um número excessivo de produto não conforme e, por sua vez, a elevados valores de rework e de sucata e ainda de sobreprodução, utilizada como segurança devido aos problemas de não qualidade; Verificou-se ainda elevados períodos de espera do produto entre operações; 29
41 A fraca organização da empresa leva a uma detecção tardia das não conformidades, uma vez que existe um desfasamento entre a sua ocorrência e a sua detecção o que origina a falta de responsabilização, que por sua vez leva o colaborador a ter menos cuidado com a qualidade do produto; Os padrões existentes não são muitas das vezes respeitados devido à fraca gestão visual existente na empresa, gestão esta que levariam os colaboradores a compreenderam facilmente o que fazer, quando fazer e onde fazer, sem ter que andar a perguntar ao encarregado sempre que se faz qualquer coisa, desde a troca de referência ao controlo de qualidade, passando pelas ferramentas a utilizar; Inexistência de identificações para que de forma simples e eficaz qualquer pessoa possa encontrar o que necessita num curto espaço de tempo, como por exemplo as ferramentas usadas na produção não estarem identificadas e sem uma localização bem definida e ainda algumas já fora de uso, misturadas com as usadas. Estas actividades que consomem recursos sem acrescentar valor geram desperdício e devem ser eliminadas. 30
42 4 Apresentação da solução proposta Neste capítulo pretende-se apresentar com algum detalhe a solução proposta a realizar no decorrer do projecto. A solução apresentada resultarou da análise dos problemas identificados durante o levantamento inicial da empresa que permitiu tirar conclusões em relação às principais acções a desenvolver. As acções propostas tiveram como principais objectivos: melhorar a gestão visual; optimizar os fluxos de produção. 4.1 Solução completa Esta solução apresentada tinha como objectivo resolver os principais problemas existentes na empresa, eliminar os factores que levam à criação de desperdícios das operações e da cadeia de valor, sem esquecer a segurança, criar gestão visual, organizar as áreas de trabalho, eliminar operações sem valor acrescentado, aumentar a qualidade e a produtividade, reduzir os stocks e as distâncias percorridas e ainda reduzir o lead time. Implementação de metodologia 5S Esta proposta de implementar a metodologia 5S tinha como objectivo começar apenas num dos sectores, percorrendo posteriormente, de uma forma sequencial, toda a empresa. Iria permitir criar e manter um local de trabalho organizado, limpo e de alto desempenho, no qual os colaboradores fazem o seu trabalho em segurança e com possibilidade de extrema eficácia e permitir que os operadores estivessem motivados e se empenhassem numa melhoria do próprio posto, com isto esperava-se melhorar a produtividade e a qualidade. A metodologia 5S é uma ferramenta seria útil para tornar os problemas visíveis facilitando a sua remoção e a eliminação dos desperdícios por eles causados. O trabalho teria que passar por várias etapas: 1. Selecção da área de actuação; 2. Definição equipa 5S; 3. Sensibilização 5S; 4. Aplicar 5S; 5. Elaboração de plano de auditorias 5S; 6. Realização de Auditorias 5S. Implementação de células de produção A implementação destas células de produção resulta da necessidade de aumentar a qualidade e a produtividade e diminuir o lead-time, diminuir distâncias percorridas, stocks e área ocupada. As operações estando próximas e ocorrendo de forma sequencial, através da qual os produtos são processados num fluxo contínuo permitiria garantir que o produto se movimenta directamente de um processo que acrescenta valor para outro que também acrescenta valor, permitiria ainda trabalhar peça-a-peça, que houvesse uma detecção rápida de problemas e/ou defeitos, que o trabalho do operador fosse repetitivo e consistente dentro de cada ciclo e que operador pudesse ir eficientemente de uma tarefa que agrega valor até à seguinte. 31
43 A implementação de cada célula de produção seria realizada em várias etapas: 1. Selecção da família a estudar (ABC dos produtos mais importantes); 2. Análise do layout actual e espaço percorrido das famílias mais relevantes; 3. Recolha de dados actuais, indicadores diversos que permitam medir o antes e depois: volume de vendas, número de colaboradores, lead time, stock em curso, não qualidade, produtividade, área ocupada; 4. Análise das operações das famílias e as máquinas percorridas; 5. Recolha dos tempos das operações para os principais produtos; 6. Definição das máquinas que serão associadas à célula; 7. Cálculo do tack time e do número de operadores necessários para a célula; 8. Definição do layout ou esboço da planta da célula e definição do local da célula; 9. Análise de ganhos previstos; 10. Verificação das condições de instalação da célula e recursos necessários. Através da análise das famílias de produtos, dos fluxos de produção desses produtos, dos desperdícios existentes nos fluxos produtivos e para responder à necessidade da empresa em aumentar a capacidade de produção e de resposta aos pedidos dos clientes, era necessário a implementação de quatro células de produção, a primeira, Célula 1, para a produção da Família A, a segunda, Célula 2, para a Família B, uma outra, Célula 3, para a Família C e por último, para funcionar como fornecedor interno da Célula 2 a Célula 4. Em cada uma das células tinha de ser implementado um programa 5S, com auditorias regulares, de forma a manter a ordem e a permitir a melhoria continua da zona. Deveriam ser criados padrões de trabalho, padrões que definam o movimento e trabalho do operador, trabalhando-se na eliminação de desperdícios e numa acção de melhoria contínua. Outra coisa a desenvolver referente a cada célula de produção, e não menos importante, era um plano inspecção, limpeza e lubrificação. De uma forma regular, diária ou semanalmente, os operadores da célula teriam de realizar eles próprios uma manutenção autónoma, nas máquinas alocadas na célula e ao seu espaço envolvente. 4.2 Solução proposta Uma vez que o tempo disponível não era o suficiente para se desenvolverem todas estas acções descritas anteriormente, foi realizada uma proposta à empresa para o trabalho a desenvolver na duração de projecto, ficando as restantes acções como referência para trabalhos a desenvolver no futuro. Desta forma as acções propostas foram: Implementação da metodologia 5S no sector dos balancés Sensibilização 5S Realização dos 5S (aplicar metodologia) Auditorias 5S Implementação das células de produção Célula 1 e Célula 2 Estudo, projecto e montagem das duas células; Realização 5S em cada uma das células de produção; Auditorias 5S Elaboração de um plano inspecção, limpeza e lubrificação (plano ILL); Padronização do trabalho efectuado nas células. 32
44 Na Figura 14 pode-se consultar a calendarização das acções implementadas durante o projecto. Figura 14 - Calendarização das acções do projecto 33
45 5 Apresentação das acções desenvolvidas Neste capítulo pretende-se apresentar as acções que foram realizadas, assim como os resultados obtidos durante a fase de implementação do projecto S no sector dos balancés A situação inicial da empresa, de acordo com a apresentação do problema, caracterizava-se por uma falta de organização e a ausência de uma limpeza regular dos postos de trabalho, o que condicionava alguns aspectos importantes no dia-a-dia da empresa. Para que uma empresa tenha uma boa organização é importante começarmos pelo chão da fábrica, basicamente na organização e limpeza dos postos de trabalho, muito importante para a redução de desperdícios de tempo, quer de procura de ferramentas quer de execução de trabalho, redução de sucata, problemas de não-qualidade e ainda, não menos importante, a higiene e segurança dos operadores. Com o objectivo de eliminar ou corrigir alguns problemas a nível da limpeza, organização e manutenção dos postos de trabalhos começou-se por implementar a metodologia 5S, visando também envolver e motivar todos os colaboradores para os princípios da melhoria contínua. Daqui pretende-se aumentar os níveis de produtividade e qualidade bem como alterar mentalidades e comportamentos. Esta acção desenvolveu-se em três etapas: Escolha da equipa e sensibilização 5S Aplicação da metodologia 5S Auditorias 5S Escolha da equipa e sensibilização 5S A equipa foi criada com base na vontade manifestada por alguns colaboradores e de acordo com as necessidades e conhecimentos dos operadores do sector dos balancés, onde foi implementada a metodologia 5S. Posteriormente realizou-se uma sensibilização 5S (Figura 15) para todos os colaboradores do sector em questão que permitiu a sua consciencialização para a importância de ter os postos de trabalho sempre limpos e organizados. Não se realizou a sensibilização apenas com os elementos da equipa 5S, uma vez que foi importante que todas as pessoas se sentissem envolvidas de uma ou outra forma. Fez-se sentir que filosofia dos 5S é um compromisso de melhoria integral do ambiente e das condições de trabalho e não apenas uma simples campanha de limpeza, que tem como arma a prevenção da deterioração dos equipamentos e instalações. Figura 15 - Sensibilização 5S 34
46 Aplicação da metodologia 5S Na aplicação da metodologia 5S começou-se por se definir os objectivos fundamentais desta aplicação e posteriormente implementaram-se as acções definidas num plano de acções elaborado a partir da análise dos postos de trabalho O primeira etapa a ser realizado foi a separação dos materiais e ferramentas tendo em conta a sua utilização, se eram usados ou não e com que frequência. Eliminou-se o que não era usado, colocou-se em local próprio o que era menos usado e manteve-se junto da área de trabalho apenas as coisas necessárias, o que se utiliza regularmente. Melhorou-se assim a procura de ferramentas e materiais, economizando tempo e reduzindo acidentes e libertou-se espaço para o que era realmente necessário. Posteriormente realizou-se a limpeza e a organização dos postos de trabalho. Começou-se por efectuar a limpeza dos postos de trabalho e do sector em geral, de seguida, identificaramse as necessidades do sector e as acções a desenvolver, como por exemplo, pintaram-se as máquinas, fizeram-se marcações no chão para se definir locais próprios para cada coisa, fizeram-se bancadas de apoio para colocar os acessórios das máquinas e as ferramentas, marcaram-se nas bancadas o local das ferramentas, colocaram-se identificações para definir o local das ferramentas e dos acessórios nas bancadas e colocaram-se recipientes para o lixo e para a sucata devidamente identificados e localizados. Identificaram-se as anomalias, as não conformidades e os materiais danificados existentes utilizando etiquetas vermelhas e registaram-se essas etiquetas vermelhas numa folha de registo e controlo das etiquetas vermelhas, pode-se ver no Anexo B uma etiqueta utilizada e no Anexo C a folha de registo e controlo das etiquetas vermelhas. Na padronização tentou-se eliminar alguns dos maus hábitos na forma de trabalhar dos operadores, estabelecendo padrões de trabalho das situações preferenciais. Todos os operadores fizeram parte desta padronização, uma vez que são os principais beneficiários tinham que se envolverem nesta acção. Finalmente, fazendo uso da disciplina, integraram-se as etapas anteriores nos hábitos e atitudes dos operadores, obedecendo aos padrões referentes aos postos de trabalho. Os resultados não foram totalmente os esperados, mas mesmo assim obtiveram-se bons resultados, obteve-se um sector com uma boa gestão visual e uma boa organização onde a arrumação das coisas menos utilizadas faz parte das tarefas diárias, assim como a arrumação do sector, a limpeza e a inspecção tornou-se uma rotina dos operadores. Mas a nível de produtividade e de eficácia os ganhos poderiam ser muito mais significativos, uma vez que grande parte dos operadores do sector não aderiram totalmente ao método e não cumprem todos os padrões estabelecidos, alguns paradigmas continuam a existir. No geral esta implementação dos 5S no sector dos balancés foi bem sucedida e veio revelar-se como um exemplo pretendido por alguns colaboradores dos outros sectores da empresa. Tal e qual como se pretendia quando foi proposta esta acção, conseguiu-se contagiar os diversos sectores e envolver também os colaboradores desses mesmos sectores. As melhorias resultantes da implementação desta metodologia foram relativamente significativas, dando um ar mais limpo e organizado ao sector, como podemos constatar na Figura
47 Figura 16 Exemplos antes e depois dos 5S no sector dos balancés Auditorias 5S As auditorias 5S iniciaram-se após a aplicação da metodologia 5S e foram realizadas semanalmente, para que fosse possível uma adesão mais rápida da parte dos operadores. A equipa de auditores constituída por duas pessoas da empresa, uma pessoa da equipa 5S não pertencente ao sector, elemento do departamento de organização e controlo, e outra do sector, ligada à produção, e ainda pelo autor do projecto. Durante as auditorias foi explicado aos auditados o objectivo da acção e os auditores faziam perguntas aos operadores para que de uma forma simples e eficaz estes se sentissem envolvidos e colaborassem na manutenção da organização, da limpeza e dos padrões que haviam sido criados. No final de cada auditoria afixou-se o resultado num quadro visível a toda a fábrica. As auditorias foram completamente implementadas e contribuem para a melhoria contínua do sector. No Anexo D pode-se consultar o documento elaborado durante este projecto e que é utilizado na realização das auditorias e pode-se também analisar no mesmo documento o resultado da última auditoria 5S realizada no sector dos balancés, assim como o levantamento das acções com necessidade de se realizar, este levantamento foi feito durante a execução da auditoria, conforme as necessidades verificadas. Neste documento é ainda possível analisar a evolução dos resultados das auditorias realizadas nas últimas semanas. Pode-se ainda ver no Anexo E o plano de auditorias. 36
48 5.2 Estudo e implementação da célula de produção Célula 1 A Célula 1 foi a primeira célula de produção a ser implementada na empresa. Foi necessário retirar processos de vários sectores, organizando um novo layout para se criar esta célula de uma família de produtos. Começou-se por analisar as operações que iriam pertencer à célula e recolher os tempos de produção de cada uma das operações, análise que se pode consultar na Tabela 9. Estes tempos foram consultados em registos existentes e por cronometragens reais na produção. Tabela 9 - Tempos das operações da "Célula 1" Operação Tempo (segundos) Estampagem 20 Corte 6 Furar 6 Rebarbagem 8 Seguiu-se o cálculo do tack time, que foi efectuado para se saber a velocidade à qual os clientes solicitam os produtos acabados, tendo em conta o tempo de produção disponível e a procura do cliente, utilizando a equação 5.1. O takt time para esta célula é de 20,6 segundos por peça como nos mostra a equação 5.2. Takt time = Tempo disponível Quantidade necessária (procura) (5.1) Takt time = 8 horas segundos = 1400 peças 1400 peças = 20,6 segundos (5.2) Através do tempo total de trabalho de uma peça, tempo que essa peça demora desde que inicia a sua produção na célula até que termina, e do takt time calculou-se o número de operadores necessários para operar a célula e conclui-se que eram necessários dois operadores. Nas equações 5.3 e 5.4 pode verificar-se a forma como foi calculado o número de operadores. Nº operadores = Tempo total de trabalho Takt time (5.3) Nº operadores = 40 segundos = 1,94 2 operadores (5.4) 20,6 segundos 37
49 tempo (segundos) Implementação de Células de Produção Após o cálculo do número de operadores definiram-se as máquinas que iriam pertencer à célula, tendo em conta diferentes aspectos, como a facilidade de deslocamento e a capacidade da máquina. Feito isto foi necessário fazer o balanceamento dos operadores na célula, dividindo de uma forma racional as operações entre eles. Como se pode ver na Tabela 10 o operador 1 ficou com a operação de estampagem e o operador 2 com as restantes três operações, ficando cada um deles com o mesmo tempo de trabalho do outro. Tabela 10 - Divisão do trabalho da "Célula 1" Operação Máquina Operador Tempo (segundos) Estampagem Prensa (P1) Operador 1 20 Corte Prensa (P2) Operador 2 6 Furar Balancé (Ba) Operador 2 6 Rebarbagem Lixadeira (L) Operador 2 8 Na Figura 17 pode-se observar que o tempo de ciclo da célula, ou seja, a frequência com que uma unidade acabada sai do final da célula, é de 20 segundos. Idealmente deve ser igual ao takt time, mas como é ligeiramente inferior não há problemas, pode-se até desta forma utilizar esta diferença para recuperar atrasos provocado por avarias ou outras causas takt time operador 1 operador 2 Figura 17 - Balanceamento dos operadores da "Célula 1" 38
50 O próximo passo foi a escolha do local da fábrica onde foi efectuada a montagem da célula e o estudo e definição do layout da célula. Tendo em conta algumas considerações, como colocar as máquinas próximas para minimizar os movimentos, eliminar espaços onde possam ser criados stocks dentro da célula, usar a força da gravidade para facilitar a movimentação das peças, entre o posto de trabalho do operador 1 do operador 2 foi colocada uma rampo inclinada onde as peças se deslocam graças à força da gravidade, as instalações eléctricas e de ar comprimido estão suspensas no tecto, foi criada uma banca de ferramentas para que estas estejam próximas do seu local de utlização e foi também tida em atenção a ergonomia e a segurança da célula. A Figura 18 mostra o resultado a que se chegou para a disposição dos equipamentos e dos operadores para que esta célula trabalhe eficientemente. Figura 18 - Layout da "Célula 1" Na Figura 19 e na Tabela 11 pode-se verificar o fluxo de produção dos produtos produzidos nesta célula, produtos pertencentes à Família A. Depois de implementada a célula os produtos passaram a percorrer apenas três sectores da fábrica, diminuindo o nível de transporte e de stock intermédio existente. A Tabela 11 mostra o processo do fluxo produtivo da Célula 1. 39
51 Figura 19 - Fluxo de produção da "Célula 1" Tabela 11 - Processo do fluxo de produção da "Célula 1" Nº Operação 1 Corte Rolo 2 Célula 1 3 Acabamento Foi realizada uma análise da produção dos produtos da Família A antes e depois da implementação da Célula 1 e na Tabela 12 podem-se verificar os resultados obtidos com a implementação da célula de produção: Obteve-se uma redução de 50% do número de colaboradores, passando a operar apenas com 2 operadores; O stock intermédio reduziu em 60%; A distância percorrida diminuiu 44%, passando de 160 metros para 90 metros; A produtividade por homem aumentou 23 % Passou-se a produzir 100 peças em 34 minutos apenas, ouve uma redução do lead time em 75%; A primeira peça passou a sair ao fim de 40 segundos em vez dos 69 minutos que demorava antes, esta redução foi de 99%. 40
52 Tabela 12 - Indicadores de produção da Família A na Célula 1 Antes Depois Resultados Nº colaboradores % Stock intermédio 5 paletes 2 paletes -60% Distância percorrida 160 metros 90 metros -44% Produtividade 1,22 peças/minuto/homem 1,50 peças/minuto/homem +23% Lead time 134 minutos 34 minutos -75% Saída da 1ª peça 69 minutos 40 segundos -99% A implementação da célula de produção aumentou muito a capacidade de produção e de resposta por parte da empresa às exigências dos clientes. Outros resultados ou vantagens em relação à situação anterior foram a flexibilidade para ajustes de produção; a redução dos tempos de setup; a detecção mais rápida de defeitos, ao fim de duas ou três peças verifica-se o problema, o que não acontecia antes, por vezes já toda a encomenda tinha iniciado a sua produção quando se dava conta do defeito; um aumento da qualidade; o melhor aproveitamento da mão-de-obra; menor espaço ocupado e um aumento do brio pelo posto de trabalho por parte dos operadores. 5.3 Estudo e implementação da célula de produção Célula 2 Tal como para a primeira célula foi necessário retirar processos de vários sectores, organizando um novo layout para se criar esta célula de produção. Começou-se por analisar da mesma maneira as operações que iriam pertencer à célula e recolher os tempos de produção de cada uma das operações, análise que se pode consultar na Tabela 13. Tabela 13 - Tempos das operações da "Célula 2" Operação Tempo (segundos) Estampagem 20 Rebordagem 10 Furar Centro 6 Furar 6 Cravar Cano 8 41
53 Seguiu-se o cálculo do tack time, que para esta célula é de 21,3 segundos por peça como nos mostra a equação 5.5. Takt time = 8 horas segundos = 1350 peças 1350 peças = 21,3 segundos (5.5) Calculado o takt time calculou-se o número de operadores necessários para operar a célula. Concluindo-se que para esta célula são necessários dois operadores como se pode confirmar na equação 5.6. Nº operadores = 40 segundos = 1,88 2 operadores (5.6) 21,3 segundos Após o cálculo do número de operadores definiram-se as máquinas que iriam pertencer a esta célula, tendo em conta os mesmos aspectos referenciados aquando do estudo da primeira célula. Partiu-se posteriormente para o balanceamento dos operadores na célula, dividindo as operações entre eles. Como se pode ver na Tabela 14 o operador 1 ficou com a operação de estampagem, a segunda operação, a rebordagem, é realizada automaticamente e o operador 2 ficou com as restantes três operações, ficando cada um deles exactamente com o mesmo tempo de trabalho do outro. Tabela 14 - Divisão do trabalho da "Célula 2" Operação Máquina Operador Tempo (segundos) Estampagem Prensa (P) Operador 1 20 Rebordagem Torno (T) Automático 10 Furar Centro Balancé (B1) Operador 2 6 Furar Balancé (B2) Operador 2 6 Cravar Cano Prensa Pequena (Pp) Operador 2 8 Na Figura 20 pode-se observar que o tempo de ciclo da célula é de 20 segundos. Como já foi referenciado anteriormente, idealmente o tempo de ciclo deveria ser igual ao takt time, mas como é ligeiramente inferior não há grande razão para alarme, pode-se até desta forma utilizar esta diferença para recuperar atrasos provocado por avarias ou outras causas. 42

54 tempo (segundos) Implementação de Células de Produção takt time operador 1 automático operador 2 Figura 20 - Balanceamento dos operadores da "Célula 2" Seguidamente escolheu-se o local onde foi efectuada a montagem da célula e fez-se o estudo e definição do layout da célula. Tendo em conta algumas considerações já referidas para a primeira célula, como, dispor os equipamentos de forma a minimizar os movimentos, minimizar stocks dentro da célula, reduzindo os espaços livres, suspender no tecto as instalações eléctricas e de ar comprimido, cirar uma banca de ferramentas para que estas estejam próximas do seu local de utilização e sem esquecer a ergonomia e a segurança da célula. A Figura 21 mostra o layout desta célula, projectado para que se efectue o trabalho de uma forma eficiente. Figura 21 - Layout da "Célula 2" 43
55 Na Figura 22 e na Tabela 15 pode-se verificar o fluxo de produção dos produtos produzidos nesta célula, produtos pertencentes à Família B. Depois de implementada a célula os produtos passaram a percorrer apenas três sectores da fábrica, diminuindo o nível de transporte e de stock intermédio existente. A Tabela 17 mostra o processo do fluxo produtivo da Célula 2. Figura 22 - Fluxo de produção da "Célula 2" Tabela 15 - Processo do fluxo de produção da "Célula 2" Nº Operação 1 Corte Rolo 2 Célula 2 3 Acabamento Analisou-se a produção dos produtos da Família B antes e depois da implementação da Célula 2 e na Tabela 16 podem-se verificar os resultados obtidos com a implementação da célula de produção: Obteve-se uma redução de 60% do número de colaboradores, passando a operar apenas com 2 operadores; O stock intermédio reduziu em 67%; A distância percorrida diminuiu 56%, passando para apenas 80 metros; A produtividade por homem aumentou 50 % Houve uma redução do lead time em 66%, passando-se a produzir 100 peças em 34 minutos; A primeira peça passou a sair ao fim de 50 segundos em vez dos 87 minutos que demorava antes, esta redução foi de 99%. 44
56 Tabela 16 - Indicadores de produção da Família B na Célula 2 Antes Depois Resultados Nº colaboradores % Stock intermédio 6 paletes 2 paletes -67% Distância percorrida 180 metros 80 metros -56% Produtividade 1,00 peças/minuto/homem 1,50 peças/minuto/homem +50% Lead time 100 minutos 34 minutos -66% Saída da 1ª peça 87 minutos 50 segundos -99% Tal como na Célula 1 a implementação desta célula de produção aumentou muito a capacidade de produção e de resposta por parte da empresa às exigências dos clientes, assim como as outras vantagens já referidas para a primeira célula. 5.4 Padronização do trabalho Realizou-se a padronização do trabalho de cada operador nas células de produção implementadas através de um documento criado e onde se registaram a descrição do produto e do processo, as operações realizadas por cada operador assim como a descrição pormenorizada destas operações, tempos de cada passo das operações, algumas regras a seguir por parte dos operadores, equipamento de segurança a utilizar, entre outros itens que forem considerados relevantes e que podem ser consultados nos Anexos F e G. Com esta padronização do trabalho qualquer operador que vier a operar numa destas células poderá realizar o trabalho correcta e eficazmente através da consulta do registo efectuado. Havendo ainda um registo dos tempos de produção facilita a estimação do tempo previsto de produção tendo em conta os tempos e a quantidade a produzir, por parte do departamento de organização e controlo que efectua o planeamento e controlo da produção. 5.5 Aplicação da metodologia 5S nas células de produção Após a montagem da célula implementou-se a metodologia 5S com objectivo de melhorar a organização, ordenar as ferramentas, componentes e todos os materiais, manter a limpeza da célula, criar gestão visual, ajudar a realçar os problemas tornando-os visíveis, eliminar desperdícios, valorizar a segurança e garantir que as regras são cumpridas. Com isto pretendeu-se detectar novos pontos de melhoria onde actuar, aumentar desta forma os níveis de produtividade e qualidade e ainda alterar mentalidades e comportamentos. As principais acções desenvolvidas foram: Pintura das máquinas; Separação de materiais, mantendo nas células apenas o que é necessário; Pintura das marcações no chão para definir o espaço da célula, local da palete de entrada e da palete de saída, posição da bancada de ferramentas, local do recipiente do lixo, e outros equipamentos; Colocação de identificações para definir o local dos acessórios na bancada e identificações nos painéis de controlo das máquinas; 45
57 Marcação do nível do óleo das máquinas; Marcação da posição das ferramentas na bancada de trabalho; Criação de kit de limpeza; Colocação de um contentor para o plástico utilizado como lubrificante na estampagem; Colocação de um contentor para a sucata gerada na prensa de corte da Célula 1 ; Construção de um contentor de sucata para a recolha da limalha lançada pelo torno na Célula 2 ; Colocação de um quadro de objectivos de produção hora a hora, assim como um quadro de planeamento. Foram realizadas auditorias regularmente de forma a garantir um trabalho evolutivo no que diz respeito aos 5S, com o objectivo de motivar os operadores para manterem a organização, a manutenção e a limpeza dos postos de trabalho, na tentativa de integrar os princípios do 5S na rotina do trabalho diário, adoptando os princípios da melhoria contínua. No decorrer destas auditorias foi realizada uma inspecção aos postos de trabalho, armazém das ferramentas e toda a célula na sua generalidade e foi feita uma avaliação utilizando critérios previamente definidos. Foi utilizado o mesmo documento do sector dos balancés adaptando às células de produção, onde estavam os critérios de avaliação e onde foram registadas a avaliação e as acções de melhoria a realizar. Neste documento foi também acompanhada e registada a evolução das melhorias atingidas. Podem ser consultados nos Anexos H e I os últimos resultados das auditorias realizadas às células de produção implementadas. 5.6 Elaboração do plano ILL (inspecção, limpeza e lubrificação) Foi elaborado e posteriormente implementado um plano de inspecção, limpeza e lubrificação para se implementar em cada uma das células de produção. A elaboração destes planos foi precedida de uma análise das necessidades de manutenção dos equipamentos, de onde saíram as várias acções a realizar pelos operadores durante a realização da inspecção, limpeza e lubrificação. A análise das necessidades de manutenção dos equipamentos foi realizada no terreno, em conjunto com a equipa de manutenção, onde se avaliaram as principais falhas dos equipamentos associados às células, as principais fontes de sujidade e de avarias, os componentes de cada equipamento que necessitam de limpeza e lubrificação regular. Este plano consiste basicamente na manutenção autónoma, um tipo de manutenção preventiva, que consiste num conjunto de actividades planeadas realizadas pelos próprios operadores do equipamento. Após formação, os colaboradores da produção começaram a realizar as acções descritas no plano ILL, o que permitiu o aumento do conhecimento dos operadores acerca do funcionamento técnico dos seus equipamentos, dos tipos de problemas que podem acontecer e quais as causas, e de que modo esses problemas podem ser evitados, desta forma conseguiu-se incutir responsabilidade e sentimento de pertença aos operadores, relativamente aos equipamentos com que trabalham. A realização do plano baseou-se na: Limpeza básica e lubrificação dos equipamentos; 46
58 Detecção e identificação de anomalias; Eliminação de fontes de sujidade; Melhoria do acesso aos pontos de inspecção. Estes planos tiveram como objectivo inspeccionar as máquinas associadas às células e verificar qualquer tipo de anomalias de forma a ser possível uma correcção rápida e eficaz. Desta forma pretendeu-se criar hábitos de limpeza e lubrificação das máquinas prevenindo problemas ou anomalias de maior gravidade, uma vez que quando se opera numa célula de produção a avaria de uma máquina pára toda a produção uma vez que todos os processos estão alocados na célula numa forma sequencial. Daí ter sido muito importante a implementação deste plano de inspecção, limpeza e lubrificação. Os planos ILL elaborados podem ser consultados nos Anexos J e K. 47
59 6 Conclusões e perspectivas de trabalho futuro O projecto teve a duração de cinco meses e teve como principais objectivos a aplicação de conhecimentos de lean manufacturing numa organização industrial e adequar os conhecimentos académicos à realidade da indústria. Foi-me dada a oportunidade de o fazer numa empresa cliente da XC Consultores, ligada ao ramo da concepção e fabrico de louça metálica, de seu nome A Metalúrgica. Os objectivos propostos inicialmente foram atingidos, com a ajuda de todos os intervenientes, desde a administração da empresa que deu a autorização para que as acções fossem implementadas, passando pelos directores da fábrica e de produção que ajudaram na planificação das acções, até aos encarregados de sector e seus colaboradores que ajudaram na implementação das acções. Durante este projecto tive a oportunidade de realizar o levantamento de situações produtivas, elaborar planos de acções e implementar as acções definidas. A principal actividade na empresa foi a implementação de células de produção, aumentando a eficiência dos processos eliminando perdas, reduzindo actividades que não agregam valor às operações, melhorando continuamente os processos de produção. Com a implementação das células de produção foi possível verificar as vantagens previstas inicialmente assim como os ganhos derivados dessas vantagens. Foi adquirido o conhecimento essencial para o seu estudo e implementação e foi possível contactar com as dificuldades encontradas devido à existência de imensos paradigmas que as empresas e os seus colaboradores têm muita relutância em abandonar. A implementação das duas células de produção foi um sucesso. Obtiveram-se ganhos imediatos, de referir o aumento da capacidade de produção e da produtividade, assim como o aumento da capacidade de resposta às exigências dos clientes e todos os factores que influenciam estes ganhos, a redução do número de operadores nos processos ligados às células foi também muito vantajosa, possibilitando a sua transferência para outros sectores da fábrica onde havia carência de mão-de-obra. Durante a realização deste projecto foi ainda possível desenvolver competências para planear, preparar e executar a metodologia 5S e utilizá-la como uma ferramenta de melhoria, assim como compreender a actuação de um auditor 5S, identificar e classificar os desperdícios existentes. Daqui resultou como esperado uma melhoria dos postos de trabalho, e das condições de trabalho dos operadores, uma melhor organização do sector onde foi implementada a metodologia, assim como a criação de padrões e métodos de trabalho que levaram à eliminação de desperdícios e ao aumento da qualidade, da produtividade e da higiene e segurança. Através da implementação de um plano de inspecção, limpeza e lubrificação os operadores desenvolveram autonomia e capacidades técnicas, desenvolveram também conhecimentos acerca do funcionamento e da manutenção dos equipamentos Todas as acções desenvolvidas contribuíram para a eliminação de desperdícios existentes na produção. Houve uma redução da necessidade de produzir mais e antes que o necessário devido ao aumento da capacidade resposta, diminuição de stocks intermédios e também de peças semi-acabadas entre as operações resultado da produção peça-a-peça, redução das movimentações de material e de operadores. Estes resultados derivam da melhoria dos fluxos produtivos. 48
60 No final do projecto a empresa adquiriu flexibilidade e capacidade para responder ao emergente crescimento da competitividade e exigências do mercado, no entanto tem ainda muitas possibilidades de continuar a melhorar, mantendo o que foi feito e implementando novas ideias de melhoria contínua. Num futuro próximo deveria ser dada a continuidade ao trabalho desenvolvido, aproveitando as propostas referidas no capítulo 4 e que não foram possíveis realizar no decorrer deste projecto. Implementar mais duas células de produção, uma delas para produzir os produtos da Família C e uma outra para funcionar como fornecedor interno da Célula 2, já implementada. Continuar com a implementação da metodologia 5S pelo resto da fábrica seria também um projecto interessante, uma vez que durante o projecto realizado e da sua implementação no sector dos balancés foi possível contagiar os colaboradores dos restantes sectores. 49
61 Referências A METALÚRGICA (2008), Empresa, Mercado e Certificação, acedido em 23 de Janeiro de 2010, A METALÚRGICA (2010), Produtos & Serviços, acedido em: 23 de Janeiro de 2010, BAMBER, L., DALE, B.G. (2000), Lean production: a study of application in a traditional manufacturing environment. Production Planning & Control, v. 11, n. 3, p , Abril GEMBA (2007), Os 7 Tipos de Desperdícios da Produção, acedido em: 16 de Janeiro de 2010, IMAI, Masaaki (1996), Gemba-Kaizen: estratégias e técnicas do Kaizen no piso de fábrica, Imam, São Paulo. LEAN (2010), Lean Six Sigma, acedido em: 16 de Janeiro de 2010, LIKER, Jeffrey K. (2004), The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer, McGraw-Hill, New York. M2LGroup (2010), Lean, acedido em: 16 de Janeiro de 2010, PINTO, João Paulo (2006), Gestão de operações na indústria e nos serviços, Lidel Edições Técnicas, Lda, Lisboa. ROTHER, Mike; HARRIS, Rick (2002), Criando Fluxo Contínuo: um guia de acção para gerentes, engenheiros e associados da produção, Lean Institute Brasil, São Paulo. ROTHER, Mike; SHOOK, John (2003), Learning to See: value-stream mapping to create value and eliminate muda, The Lean Enterprise Institute, Cambridge. SIPPER, Daniel; BULFIN, Robert (1997), Production Planning, Control and Integration McGraw-Hill, New York. SLACK, Nigel; CHAMBERS, Stuart; HARLAND, Christine; HARRISON, Alan; JOHNSTON, Robert (1996), Administração da Produção, Atlas, São Paulo. SUGAI, Miguel; MCINTOSCH, Richard Ian; NOVASKI, Olívio (2007) Metodologia de Shigeo Shingo (SMED): análise crítica e estudo de caso, Gest. Prod., São Carlos, v. 14, n. 2, p , Maio/Agosto WILLMOTT, Peter; MCCARTHY, Dennis (2001), TPM, a route to world-class performance, Butterworth-Heinemann, Oxford WOMACK, James P.; JONES, Daniel T. (1998), A mentalidade enxuta nas empresas, Campus, Rio de Janeiro. XC CONSULTORES (2006), Quem Somos, acedido em: 23 de Janeiro de 2010, XC CONSULTORES (2007), Missão e Valores, acedido em: 23 de Janeiro de 2010, 50
62 XC CONSULTORES (2008), Manuais de formação da XC Consultores. XC CONSULTORES (2010), Produtividade, acedido em: 23 de Janeiro de 2010, 51
63 ANEXO A: Mapa da Cadeia de valor 52
64 53
65 ANEXO B: Etiqueta Vermelha 54
66 ANEXO C: Folha de Registo e Controlo de Etiquetas Vermelhas 55
67 ANEXO D: Resultado da última auditoria ao sector dos balancés 56
68 ANEXO E: Exemplo de um plano de auditorias 57
69 ANEXO F: Folha do Trabalho Padronizado da Célula 1 58
70 ANEXO G: Folha do Trabalho Padronizado da Célula 2 59
71 ANEXO H: Resultado da última auditoria à Célula 1 60
72 ANEXO I: Resultado da última auditoria à Célula 2 61
73 ANEXO J: Plano Inspecção, Limpeza e Lubrificação da Célula 1 62
74 63
75 64
76 ANEXO K: Plano Inspecção, Limpeza e Lubrificação da Célula 2 65
77 66
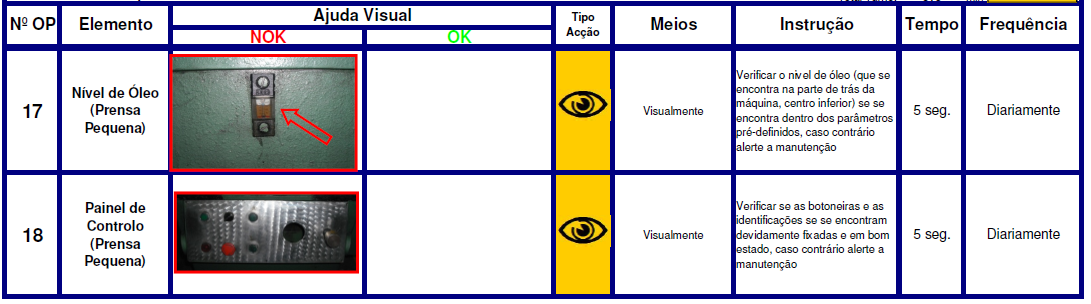
78 67
DEFINIÇÃO DE LEAN MANUFACTURING
 MANUFATURA ENXUTA DEFINIÇÃO DE LEAN MANUFACTURING A ORIGEM DA PALAVRA LEAN O termo LEAN foi cunhado originalmente no livro A Máquina que Mudou o Mundo de Womack, Jones e Roos, publicado nos EUA em 1990.
MANUFATURA ENXUTA DEFINIÇÃO DE LEAN MANUFACTURING A ORIGEM DA PALAVRA LEAN O termo LEAN foi cunhado originalmente no livro A Máquina que Mudou o Mundo de Womack, Jones e Roos, publicado nos EUA em 1990.
Gestão da Qualidade Políticas. Elementos chaves da Qualidade 19/04/2009
 Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
Gestão da Qualidade Políticas Manutenção (corretiva, preventiva, preditiva). Elementos chaves da Qualidade Total satisfação do cliente Priorizar a qualidade Melhoria contínua Participação e comprometimento
INTRODUÇÃO objectivo
 INTRODUÇÃO O tema central deste trabalho é o sistema de produção just-in-time ou JIT. Ao falarmos de just-in-time surge de imediato a ideia de produção sem stocks, inventários ao nível de zero, produção
INTRODUÇÃO O tema central deste trabalho é o sistema de produção just-in-time ou JIT. Ao falarmos de just-in-time surge de imediato a ideia de produção sem stocks, inventários ao nível de zero, produção
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL
 REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
REDUZINDO AS QUEBRAS ATRAVÉS DA MANUTENÇÃO PROFISSIONAL Luiz Rodrigo Carvalho de Souza (1) RESUMO O alto nível de competitividade exige que as empresas alcancem um nível de excelência na gestão de seus
Gestão da Produção - Optimizar a produção através do LEAN
 Gestão da Produção - Optimizar a produção através do LEAN Introdução Lean é uma filosofia de produção nascida após a segunda guerra mundial no sector automóvel com intuito de optimizar o sistema de produção.
Gestão da Produção - Optimizar a produção através do LEAN Introdução Lean é uma filosofia de produção nascida após a segunda guerra mundial no sector automóvel com intuito de optimizar o sistema de produção.
Ciclo de Formação e Treino em Manutenção e TPM
 Manutenção e A MANUTENÇÃO O PILAR ESSENCIAL DOS SISTEMAS PRODUTIVOS Não seria excelente se existisse um sistema de manutenção que reparasse o seu equipamento antes de ele avariar? Sim, pois quando os equipamentos
Manutenção e A MANUTENÇÃO O PILAR ESSENCIAL DOS SISTEMAS PRODUTIVOS Não seria excelente se existisse um sistema de manutenção que reparasse o seu equipamento antes de ele avariar? Sim, pois quando os equipamentos
Características das etiquetas Kanban
 Etiqueta Kanban A etiqueta kanban é um tipo de kanban de produção usado quando a quantidade de produção é tão grande e a velocidade tão rápida que somente a etiqueta é utilizada para controle. Características
Etiqueta Kanban A etiqueta kanban é um tipo de kanban de produção usado quando a quantidade de produção é tão grande e a velocidade tão rápida que somente a etiqueta é utilizada para controle. Características
ISO 9000:2000 Sistemas de Gestão da Qualidade Fundamentos e Vocabulário. As Normas da família ISO 9000. As Normas da família ISO 9000
 ISO 9000:2000 Sistemas de Gestão da Qualidade Fundamentos e Vocabulário Gestão da Qualidade 2005 1 As Normas da família ISO 9000 ISO 9000 descreve os fundamentos de sistemas de gestão da qualidade e especifica
ISO 9000:2000 Sistemas de Gestão da Qualidade Fundamentos e Vocabulário Gestão da Qualidade 2005 1 As Normas da família ISO 9000 ISO 9000 descreve os fundamentos de sistemas de gestão da qualidade e especifica
Referenciais da Qualidade
 2008 Universidade da Madeira Grupo de Trabalho nº 4 Controlo da Qualidade Referenciais da Qualidade Raquel Sousa Vânia Joaquim Daniel Teixeira António Pedro Nunes 1 Índice 2 Introdução... 3 3 Referenciais
2008 Universidade da Madeira Grupo de Trabalho nº 4 Controlo da Qualidade Referenciais da Qualidade Raquel Sousa Vânia Joaquim Daniel Teixeira António Pedro Nunes 1 Índice 2 Introdução... 3 3 Referenciais
AUDITORIAS DE VALOR FN-HOTELARIA, S.A.
 AUDITORIAS DE VALOR FN-HOTELARIA, S.A. Empresa especializada na concepção, instalação e manutenção de equipamentos para a indústria hoteleira, restauração e similares. Primeira empresa do sector a nível
AUDITORIAS DE VALOR FN-HOTELARIA, S.A. Empresa especializada na concepção, instalação e manutenção de equipamentos para a indústria hoteleira, restauração e similares. Primeira empresa do sector a nível
A importância da Manutenção de Máquina e Equipamentos
 INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
INTRODUÇÃO A importância da manutenção em máquinas e equipamentos A manutenção de máquinas e equipamentos é importante para garantir a confiabilidade e segurança dos equipamentos, melhorar a qualidade
DESENVOLVER E GERIR COMPETÊNCIAS EM CONTEXTO DE MUDANÇA (Publicado na Revista Hotéis de Portugal Julho/Agosto 2004)
") DESENVOLVER E GERIR COMPETÊNCIAS EM CONTEXTO DE MUDANÇA (Publicado na Revista Hotéis de Portugal Julho/Agosto 2004) por Mónica Montenegro, Coordenadora da área de Recursos Humanos do MBA em Hotelaria e
DESENVOLVER E GERIR COMPETÊNCIAS EM CONTEXTO DE MUDANÇA (Publicado na Revista Hotéis de Portugal Julho/Agosto 2004) por Mónica Montenegro, Coordenadora da área de Recursos Humanos do MBA em Hotelaria e
Logística Lean para a Eliminação do Warehouse
 Logística Lean para a Eliminação do Warehouse Nelson Eiji Takeuchi Uma cadeia logística convencional é composta por logística inbound, logística outbound, warehouse e movimentação interna. Fala-se que
Logística Lean para a Eliminação do Warehouse Nelson Eiji Takeuchi Uma cadeia logística convencional é composta por logística inbound, logística outbound, warehouse e movimentação interna. Fala-se que
2005 José Miquel Cabeças
 Dimensionamento de linhas de produção 1 - INTRODUÇÃO A fabricação de elevado volume de produção é frequentemente caracterizada pela utilização de linhas de montagem e fabricação. O balanceamento de linhas
Dimensionamento de linhas de produção 1 - INTRODUÇÃO A fabricação de elevado volume de produção é frequentemente caracterizada pela utilização de linhas de montagem e fabricação. O balanceamento de linhas
Definição. Kaizen na Prática. Kaizen para a Administração. Princípios do Just in Time. Just in Time 18/5/2010
 Uninove Sistemas de Informação Teoria Geral da Administração 3º. Semestre Prof. Fábio Magalhães Blog da disciplina: http://fabiotga.blogspot.com Semana 15 e 16 Controle e Técnicas de controle de qualidade
Uninove Sistemas de Informação Teoria Geral da Administração 3º. Semestre Prof. Fábio Magalhães Blog da disciplina: http://fabiotga.blogspot.com Semana 15 e 16 Controle e Técnicas de controle de qualidade
LEAN PRODUCTION Produção Magra. Processo Criativo. Instituto Superior de Educação e Ciências
 Instituto Superior de Educação e Ciências LEAN PRODUCTION Produção Magra Processo Criativo Ana Celina Militão da Silva 4ª Edição - Mestrado em Tecnologias Gráficas Gestão da Produção Gráfica Junho de 2012
Instituto Superior de Educação e Ciências LEAN PRODUCTION Produção Magra Processo Criativo Ana Celina Militão da Silva 4ª Edição - Mestrado em Tecnologias Gráficas Gestão da Produção Gráfica Junho de 2012
. evolução do conceito. Inspecção 3. Controlo da qualidade 4. Controlo da Qualidade Aula 05. Gestão da qualidade:
 Evolução do conceito 2 Controlo da Qualidade Aula 05 Gestão da :. evolução do conceito. gestão pela total (tqm). introdução às normas iso 9000. norma iso 9000:2000 gestão pela total garantia da controlo
Evolução do conceito 2 Controlo da Qualidade Aula 05 Gestão da :. evolução do conceito. gestão pela total (tqm). introdução às normas iso 9000. norma iso 9000:2000 gestão pela total garantia da controlo
COMO MELHORAR O DESEMPENHO DAS LINHAS DE. Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software
 COMO MELHORAR O DESEMPENHO DAS LINHAS DE PRODUÇÃO Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software Objetivo Apresentar conceitos e ferramentas atuais para melhorar eficiência da produção
COMO MELHORAR O DESEMPENHO DAS LINHAS DE PRODUÇÃO Edson Donisete da Silva, Carlos Roberto Sponteado Aquarius Software Objetivo Apresentar conceitos e ferramentas atuais para melhorar eficiência da produção
1. Introdução. 1.1 Apresentação
 1. Introdução 1.1 Apresentação Empresas que têm o objetivo de melhorar sua posição competitiva diante do mercado e, por consequência tornar-se cada vez mais rentável, necessitam ter uma preocupação contínua
1. Introdução 1.1 Apresentação Empresas que têm o objetivo de melhorar sua posição competitiva diante do mercado e, por consequência tornar-se cada vez mais rentável, necessitam ter uma preocupação contínua
IMPLEMENTAÇÃO. Acção de Formação do Grupo de Trabalho. Sensibilização Sensibilização Geral para a Qualidade. Qualidade.
 1. ENQUADRAMENTO As organizações têm vindo a aderir de uma forma crescente ao Processo de Certificação como uma Ferramenta imprescindível à Melhoria da Gestão. Esta evolução foi acelerada pela própria
1. ENQUADRAMENTO As organizações têm vindo a aderir de uma forma crescente ao Processo de Certificação como uma Ferramenta imprescindível à Melhoria da Gestão. Esta evolução foi acelerada pela própria
TECNOLOGIAS DA INFORMAÇÃO E COMUNICAÇÃO. SISTEMAS DE GESTÃO DE BASE DE DADOS Microsoft Access TECNOLOGIAS DA INFORMAÇÃO E COMUNICAÇÃO
 TECNOLOGIAS DA INFORMAÇÃO E COMUNICAÇÃO Microsoft Access TECNOLOGIAS DA INFORMAÇÃO E COMUNICAÇÃO CONCEITOS BÁSICOS 1 Necessidade das base de dados Permite guardar dados dos mais variados tipos; Permite
TECNOLOGIAS DA INFORMAÇÃO E COMUNICAÇÃO Microsoft Access TECNOLOGIAS DA INFORMAÇÃO E COMUNICAÇÃO CONCEITOS BÁSICOS 1 Necessidade das base de dados Permite guardar dados dos mais variados tipos; Permite
1.Maior produtividade pela redução da perda de tempo procurando por objetos. - Só ficam no ambiente os objetos necessários e ao alcance da mão;
 Sistema 5 S's Conceito: O Método "5S" foi a base da implantação do Sistema de Qualidade Total nas empresas. Surgiu no Japão, nas décadas de 50 e 60, após a Segunda Guerra Mundial, quando o país vivia a
Sistema 5 S's Conceito: O Método "5S" foi a base da implantação do Sistema de Qualidade Total nas empresas. Surgiu no Japão, nas décadas de 50 e 60, após a Segunda Guerra Mundial, quando o país vivia a
Formação Interempresas 2015
 Formação Interempresas 2015 1 1 Formação Interempresas 2015 As ferramentas e metodologias seleccionadas têm como objectivo apoiar as organizações a adquirir conhecimentos que lhes permitam eliminar os
Formação Interempresas 2015 1 1 Formação Interempresas 2015 As ferramentas e metodologias seleccionadas têm como objectivo apoiar as organizações a adquirir conhecimentos que lhes permitam eliminar os
AS AUDITORIAS INTERNAS
 AS AUDITORIAS INTERNAS Objectivos Gerais Reconhecer o papel das auditorias internas Objectivos Específicos Reconhecer os diferentes tipos de Auditorias Identificar os intervenientes Auditor e Auditado
AS AUDITORIAS INTERNAS Objectivos Gerais Reconhecer o papel das auditorias internas Objectivos Específicos Reconhecer os diferentes tipos de Auditorias Identificar os intervenientes Auditor e Auditado
Governança de TI. ITIL v.2&3. parte 1
 Governança de TI ITIL v.2&3 parte 1 Prof. Luís Fernando Garcia LUIS@GARCIA.PRO.BR ITIL 1 1 ITIL Gerenciamento de Serviços 2 2 Gerenciamento de Serviços Gerenciamento de Serviços 3 3 Gerenciamento de Serviços
Governança de TI ITIL v.2&3 parte 1 Prof. Luís Fernando Garcia LUIS@GARCIA.PRO.BR ITIL 1 1 ITIL Gerenciamento de Serviços 2 2 Gerenciamento de Serviços Gerenciamento de Serviços 3 3 Gerenciamento de Serviços
Organização. Trabalho realizado por: André Palma nº 31093. Daniel Jesus nº 28571. Fábio Bota nº 25874. Stephane Fernandes nº 28591
 Organização Trabalho realizado por: André Palma nº 31093 Daniel Jesus nº 28571 Fábio Bota nº 25874 Stephane Fernandes nº 28591 Índice Introdução...3 Conceitos.6 Princípios de uma organização. 7 Posição
Organização Trabalho realizado por: André Palma nº 31093 Daniel Jesus nº 28571 Fábio Bota nº 25874 Stephane Fernandes nº 28591 Índice Introdução...3 Conceitos.6 Princípios de uma organização. 7 Posição
Curso de Graduação em Administração. Administração da Produção e Operações I
 Curso de Graduação em Administração Administração da Produção e Operações I 22º Encontro - 11/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - CAPACIDADE E TURNOS DE TRABALHO. 02 Introdução
Curso de Graduação em Administração Administração da Produção e Operações I 22º Encontro - 11/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - CAPACIDADE E TURNOS DE TRABALHO. 02 Introdução
Controlo da Qualidade Aula 05
 Controlo da Qualidade Aula 05 Gestão da qualidade:. evolução do conceito. gestão pela qualidade total (tqm). introdução às normas iso 9000. norma iso 9001:2000 Evolução do conceito 2 gestão pela qualidade
Controlo da Qualidade Aula 05 Gestão da qualidade:. evolução do conceito. gestão pela qualidade total (tqm). introdução às normas iso 9000. norma iso 9001:2000 Evolução do conceito 2 gestão pela qualidade
S1 Seiri Separar o desnecessário. Resultado esperado Um local de trabalho desimpedido. Definição Remover objectos não essenciais do local de trabalho
 S1 Seiri Separar o desnecessário Remover objectos não essenciais do local de trabalho 1. Tirar fotografias à área onde se inicia o projecto 5S; 2. Rever os critérios para separar os objectos desnecessários;
S1 Seiri Separar o desnecessário Remover objectos não essenciais do local de trabalho 1. Tirar fotografias à área onde se inicia o projecto 5S; 2. Rever os critérios para separar os objectos desnecessários;
Portfólio de Treinamentos. Exo Excelência Operacional // 2014
 Portfólio de Treinamentos Exo Excelência Operacional // 2014 Treinamentos Exo Excelência Operacional A Exo Excelência Operacional traz para você e sua empresa treinamentos fundamentais para o desenvolvimento
Portfólio de Treinamentos Exo Excelência Operacional // 2014 Treinamentos Exo Excelência Operacional A Exo Excelência Operacional traz para você e sua empresa treinamentos fundamentais para o desenvolvimento
LOGO. Sistema de Produção Puxada
 LOGO Lean Manufacturing Sistema de Produção Puxada Pull Production System 1 Conteúdo 1 Definição 2 Objetivo 3 Sistema Empurrado 4 Sistema Empurrado X Puxado 2 Lean Manufacturing Conteúdo 5 Sistema de Produção
LOGO Lean Manufacturing Sistema de Produção Puxada Pull Production System 1 Conteúdo 1 Definição 2 Objetivo 3 Sistema Empurrado 4 Sistema Empurrado X Puxado 2 Lean Manufacturing Conteúdo 5 Sistema de Produção
Criatividade e Inovação Organizacional: A liderança de equipas na resolução de problemas complexos
 Criatividade e Inovação Organizacional: A liderança de equipas na resolução de problemas complexos Dizer que o grande segredo do sucesso das empresas, especialmente em tempos conturbados, é a sua adaptabilidade
Criatividade e Inovação Organizacional: A liderança de equipas na resolução de problemas complexos Dizer que o grande segredo do sucesso das empresas, especialmente em tempos conturbados, é a sua adaptabilidade
Gerenciamento de Problemas
 Gerenciamento de Problemas O processo de Gerenciamento de Problemas se concentra em encontrar os erros conhecidos da infra-estrutura de TI. Tudo que é realizado neste processo está voltado a: Encontrar
Gerenciamento de Problemas O processo de Gerenciamento de Problemas se concentra em encontrar os erros conhecidos da infra-estrutura de TI. Tudo que é realizado neste processo está voltado a: Encontrar
Business Process Management
 1 Business Process Management O imperativo da eficiência operacional Na constante busca pelo aumento da eficiência operacional e diminuição dos custos, as organizações procuram optimizar os seus processos
1 Business Process Management O imperativo da eficiência operacional Na constante busca pelo aumento da eficiência operacional e diminuição dos custos, as organizações procuram optimizar os seus processos
Guia de recomendações para implementação de PLM em PME s
 1 Guia de recomendações para implementação de PLM em PME s RESUMO EXECUTIVO Este documento visa informar, de uma forma simples e prática, sobre o que é a gestão do ciclo de vida do Produto (PLM) e quais
1 Guia de recomendações para implementação de PLM em PME s RESUMO EXECUTIVO Este documento visa informar, de uma forma simples e prática, sobre o que é a gestão do ciclo de vida do Produto (PLM) e quais
MRP II. Planejamento e Controle da Produção 3 professor Muris Lage Junior
 MRP II Introdução A lógica de cálculo das necessidades é conhecida há muito tempo Porém só pode ser utilizada na prática em situações mais complexas a partir dos anos 60 A partir de meados da década de
MRP II Introdução A lógica de cálculo das necessidades é conhecida há muito tempo Porém só pode ser utilizada na prática em situações mais complexas a partir dos anos 60 A partir de meados da década de
Logística e Gestão da Distribuição
 Logística e Gestão da Distribuição Logística integrada e sistemas de distribuição (Porto, 1995) Luís Manuel Borges Gouveia 1 1 Sistemas integrados de logística e distribuição necessidade de integrar as
Logística e Gestão da Distribuição Logística integrada e sistemas de distribuição (Porto, 1995) Luís Manuel Borges Gouveia 1 1 Sistemas integrados de logística e distribuição necessidade de integrar as
A certificação de Qualidade para a Reparação Automóvel.
 A certificação de Qualidade para a Reparação Automóvel. Projecto A Oficina+ ANECRA é uma iniciativa criada em 1996, no âmbito da Padronização de Oficinas ANECRA. Este projecto visa reconhecer a qualidade
A certificação de Qualidade para a Reparação Automóvel. Projecto A Oficina+ ANECRA é uma iniciativa criada em 1996, no âmbito da Padronização de Oficinas ANECRA. Este projecto visa reconhecer a qualidade
A Utilização de Etiquetas de Detecção de Inconveniências na Manutenção Autônoma do TPM
 XIII SIMPEP Bauru, SP, Brasil, 6 a 8 de novembro de 6. A Utilização de Etiquetas de Detecção de Inconveniências na Manutenção Autônoma do TPM Marcos Roberto Bormio (UNESP) mbormio@feb.unesp.br Nilson Damaceno
XIII SIMPEP Bauru, SP, Brasil, 6 a 8 de novembro de 6. A Utilização de Etiquetas de Detecção de Inconveniências na Manutenção Autônoma do TPM Marcos Roberto Bormio (UNESP) mbormio@feb.unesp.br Nilson Damaceno
O modelo de balanced scorecard
 O modelo de balanced scorecard Existe um modelo chamado balanced scorecard que pode ser útil para medir o grau de cumprimento da nossa missão. Trata-se de um conjunto de medidas quantificáveis, cuidadosamente
O modelo de balanced scorecard Existe um modelo chamado balanced scorecard que pode ser útil para medir o grau de cumprimento da nossa missão. Trata-se de um conjunto de medidas quantificáveis, cuidadosamente
CUSTOS DA QUALIDADE. Docente: Dr. José Carlos Marques
 CUSTOS DA QUALIDADE Docente: Dr. José Carlos Marques Discentes: Estêvão Andrade Nº. 2089206 Maria da Luz Abreu Nº. 2405797 Teodoto Silva Nº. 2094306 Vitalina Cunha Nº. 2010607 Funchal 30 de Abril de 2008
CUSTOS DA QUALIDADE Docente: Dr. José Carlos Marques Discentes: Estêvão Andrade Nº. 2089206 Maria da Luz Abreu Nº. 2405797 Teodoto Silva Nº. 2094306 Vitalina Cunha Nº. 2010607 Funchal 30 de Abril de 2008
Instalações Máquinas Equipamentos Pessoal de produção
 Fascículo 6 Arranjo físico e fluxo O arranjo físico (em inglês layout) de uma operação produtiva preocupa-se com o posicionamento dos recursos de transformação. Isto é, definir onde colocar: Instalações
Fascículo 6 Arranjo físico e fluxo O arranjo físico (em inglês layout) de uma operação produtiva preocupa-se com o posicionamento dos recursos de transformação. Isto é, definir onde colocar: Instalações
O Projecto FORBEN na Jomazé
 centro tecnológico da cerâmica e do vidro coimbra portugal O Projecto FORBEN na Jomazé Mário Sousa Jomazé Louças Artísticas e Decorativas, Lda CTCV 29 de Maio de 2008 centro tecnológico da cerâmica e do
centro tecnológico da cerâmica e do vidro coimbra portugal O Projecto FORBEN na Jomazé Mário Sousa Jomazé Louças Artísticas e Decorativas, Lda CTCV 29 de Maio de 2008 centro tecnológico da cerâmica e do
Importância da normalização para as Micro e Pequenas Empresas 1. Normas só são importantes para as grandes empresas...
 APRESENTAÇÃO O incremento da competitividade é um fator decisivo para a maior inserção das Micro e Pequenas Empresas (MPE), em mercados externos cada vez mais globalizados. Internamente, as MPE estão inseridas
APRESENTAÇÃO O incremento da competitividade é um fator decisivo para a maior inserção das Micro e Pequenas Empresas (MPE), em mercados externos cada vez mais globalizados. Internamente, as MPE estão inseridas
Gestão da Qualidade. Identificação e Quantificação de Indicadores de Desempenho nos SGQ. 09-12-2009 11:12 Natacha Pereira & Sibila Costa 1
 Gestão da Qualidade Identificação e Quantificação de Indicadores de Desempenho nos SGQ 09-12-2009 11:12 Natacha Pereira & Sibila Costa 1 Indicador de Desempenho definição Um Indicador de Desempenho é uma
Gestão da Qualidade Identificação e Quantificação de Indicadores de Desempenho nos SGQ 09-12-2009 11:12 Natacha Pereira & Sibila Costa 1 Indicador de Desempenho definição Um Indicador de Desempenho é uma
CATÁLOGO DE FORMAÇÃO ACTIO 2015
 Catálogo de Formação ACTIO 2015 Lean - Nível Executivo Lean Production Executivo Manutenção Lean Executivo Six Sigma - Champion Lean - Nível Master Lean Production Master Manutenção Lean Master Lean nos
Catálogo de Formação ACTIO 2015 Lean - Nível Executivo Lean Production Executivo Manutenção Lean Executivo Six Sigma - Champion Lean - Nível Master Lean Production Master Manutenção Lean Master Lean nos
ThyssenKrupp Elevadores
 ThyssenKrupp Elevadores ,, Temos à sua disposição uma rede de delegações que nos permite estar próximos dos nossos clientes. Todos os nossos colaboradores são formados e estão empenhados em fornecer um
ThyssenKrupp Elevadores ,, Temos à sua disposição uma rede de delegações que nos permite estar próximos dos nossos clientes. Todos os nossos colaboradores são formados e estão empenhados em fornecer um
Empresariado Nacional e Tecnologias de Informação e Comunicação: Que Soluções Viáveis para o Desenvolvimento dos Distritos?
 Empresariado Nacional e Tecnologias de Informação e Comunicação: Que Soluções Viáveis para o Desenvolvimento dos Distritos? Carlos Nuno Castel-Branco Professor Auxiliar da Faculdade de Economia da UEM
Empresariado Nacional e Tecnologias de Informação e Comunicação: Que Soluções Viáveis para o Desenvolvimento dos Distritos? Carlos Nuno Castel-Branco Professor Auxiliar da Faculdade de Economia da UEM
Departamento de Engenharia. ENG 1090 Introdução à Engenharia de Produção
 Pontifícia Universidade Católica de Goiás Departamento de Engenharia Curso de Graduação em Engenharia de Produção ENG 1090 Introdução à Engenharia de Produção Prof. Gustavo Suriani de Campos Meireles Faz
Pontifícia Universidade Católica de Goiás Departamento de Engenharia Curso de Graduação em Engenharia de Produção ENG 1090 Introdução à Engenharia de Produção Prof. Gustavo Suriani de Campos Meireles Faz
Unidade IV ADMINISTRAÇÃO DE. Profa. Lérida Malagueta
 Unidade IV ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e controle da produção O PCP é o setor responsável por: Definir quanto e quando comprar Como fabricar ou montar cada
Unidade IV ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e controle da produção O PCP é o setor responsável por: Definir quanto e quando comprar Como fabricar ou montar cada
ISO 9001. As três primeiras seções fornecem informações gerais sobre a norma, enquanto as cinco últimas centram-se na sua implementação.
 ISO 9001 A ISO 9001 é um Sistema de Gestão da Qualidade (SGQ) standard que exige que uma dada organização satisfaça as suas próprias exigências e as dos seus clientes e reguladores. Baseia-se numa metodologia
ISO 9001 A ISO 9001 é um Sistema de Gestão da Qualidade (SGQ) standard que exige que uma dada organização satisfaça as suas próprias exigências e as dos seus clientes e reguladores. Baseia-se numa metodologia
Processo de Desenvolvimento de Software
 Luiz Leão luizleao@gmail.com http://www.luizleao.com Conteúdo da Unidade Documentação. Suporte e Treinamento Melhoria Continua. Suporte e Manutenção do Software O desenvolvimento de um sistema termina
Luiz Leão luizleao@gmail.com http://www.luizleao.com Conteúdo da Unidade Documentação. Suporte e Treinamento Melhoria Continua. Suporte e Manutenção do Software O desenvolvimento de um sistema termina
Base de Dados para Administrações de Condomínios
 Base de Dados para Administrações de Condomínios José Pedro Gaiolas de Sousa Pinto: ei03069@fe.up.pt Marco António Sousa Nunes Fernandes Silva: ei03121@fe.up.pt Pedro Miguel Rosário Alves: alves.pedro@fe.up.pt
Base de Dados para Administrações de Condomínios José Pedro Gaiolas de Sousa Pinto: ei03069@fe.up.pt Marco António Sousa Nunes Fernandes Silva: ei03121@fe.up.pt Pedro Miguel Rosário Alves: alves.pedro@fe.up.pt
B U S I N E S S I M P R O V E M E N T
 BUSINESS IMPROVEMENT A I N D E V E QUEM É A Indeve é uma empresa especializada em Business Improvement, composta por consultores com uma vasta experiência e com um grande conhecimento do mundo empresarial
BUSINESS IMPROVEMENT A I N D E V E QUEM É A Indeve é uma empresa especializada em Business Improvement, composta por consultores com uma vasta experiência e com um grande conhecimento do mundo empresarial
Como elaborar um Plano de Negócios de Sucesso
 Como elaborar um Plano de Negócios de Sucesso Pedro João 28 de Abril 2011 Fundação António Cupertino de Miranda Introdução ao Plano de Negócios Modelo de Negócio Análise Financeira Estrutura do Plano de
Como elaborar um Plano de Negócios de Sucesso Pedro João 28 de Abril 2011 Fundação António Cupertino de Miranda Introdução ao Plano de Negócios Modelo de Negócio Análise Financeira Estrutura do Plano de
Portugal. Alemanha. França. Rússia. Holanda. Directivas Comunitárias. Fundada em 1978. UP - Serpins. UP - Serpins II
 EMPRESA FABRIL DE PRODUTOS ELÉCTRICOS, SA O Lean Lean na EFAPEL Carlos Ramos Gestão de Operações carlos.ramos@efapel.pt A EFAPEL no Mundo Exportamos para mais de 40 países da Europa,, Ásia, Europa Ásia,
EMPRESA FABRIL DE PRODUTOS ELÉCTRICOS, SA O Lean Lean na EFAPEL Carlos Ramos Gestão de Operações carlos.ramos@efapel.pt A EFAPEL no Mundo Exportamos para mais de 40 países da Europa,, Ásia, Europa Ásia,
Procedimento de Gestão PG 01 Gestão do SGQ
 Índice 1.0. Objectivo. 2 2.0. Campo de aplicação... 2 3.0. Referências e definições....... 2 4.0. Responsabilidades... 3 5.0. Procedimento... 4 5.1. Política da Qualidade 4 5.2. Processos de gestão do
Índice 1.0. Objectivo. 2 2.0. Campo de aplicação... 2 3.0. Referências e definições....... 2 4.0. Responsabilidades... 3 5.0. Procedimento... 4 5.1. Política da Qualidade 4 5.2. Processos de gestão do
A UTILIZAÇÃO ADEQUADA DO PLANEJAMENTO E CONTROLE DA PRODUÇÃO (PCP), EM UMA INDÚSTRIA.
, EM UMA INDÚSTRIA.") A UTILIZAÇÃO ADEQUADA DO PLANEJAMENTO E CONTROLE DA PRODUÇÃO (PCP), EM UMA INDÚSTRIA. KAIHATU, Rodrigo. Discente da Faculdade de Ciências Jurídicas e Gerenciais/ACEG E-mail: rodrigo.hiroshi@hotmail.com
A UTILIZAÇÃO ADEQUADA DO PLANEJAMENTO E CONTROLE DA PRODUÇÃO (PCP), EM UMA INDÚSTRIA. KAIHATU, Rodrigo. Discente da Faculdade de Ciências Jurídicas e Gerenciais/ACEG E-mail: rodrigo.hiroshi@hotmail.com
A Gestão, os Sistemas de Informação e a Informação nas Organizações
 Introdução: Os Sistemas de Informação (SI) enquanto assunto de gestão têm cerca de 30 anos de idade e a sua evolução ao longo destes últimos anos tem sido tão dramática como irregular. A importância dos
Introdução: Os Sistemas de Informação (SI) enquanto assunto de gestão têm cerca de 30 anos de idade e a sua evolução ao longo destes últimos anos tem sido tão dramática como irregular. A importância dos
Começo por apresentar uma breve definição para projecto e para gestão de projectos respectivamente.
 The role of Project management in achieving Project success Ao longo da desta reflexão vou abordar os seguintes tema: Definir projectos, gestão de projectos e distingui-los. Os objectivos da gestão de
The role of Project management in achieving Project success Ao longo da desta reflexão vou abordar os seguintes tema: Definir projectos, gestão de projectos e distingui-los. Os objectivos da gestão de
Indicadores Gerais para a Avaliação Inclusiva
 PROCESSO DE AVALIAÇÃO EM CONTEXTOS INCLUSIVOS PT Preâmbulo Indicadores Gerais para a Avaliação Inclusiva A avaliação inclusiva é uma abordagem à avaliação em ambientes inclusivos em que as políticas e
PROCESSO DE AVALIAÇÃO EM CONTEXTOS INCLUSIVOS PT Preâmbulo Indicadores Gerais para a Avaliação Inclusiva A avaliação inclusiva é uma abordagem à avaliação em ambientes inclusivos em que as políticas e
Gestão do armazém: organização do espaço, artigos, documentos
 1 1 2 A gestão do armazém está directamente relacionada com o processo de transferência de produtos para os clientes finais, e têm em conta aspectos como a mão-de-obra, o espaço, as condições do armazém
1 1 2 A gestão do armazém está directamente relacionada com o processo de transferência de produtos para os clientes finais, e têm em conta aspectos como a mão-de-obra, o espaço, as condições do armazém
ARTIGO TÉCNICO. Os objectivos do Projecto passam por:
 A metodologia do Projecto SMART MED PARKS ARTIGO TÉCNICO O Projecto SMART MED PARKS teve o seu início em Fevereiro de 2013, com o objetivo de facultar uma ferramenta analítica de confiança para apoiar
A metodologia do Projecto SMART MED PARKS ARTIGO TÉCNICO O Projecto SMART MED PARKS teve o seu início em Fevereiro de 2013, com o objetivo de facultar uma ferramenta analítica de confiança para apoiar
NP EN ISO 9001:2000 LISTA DE COMPROVAÇÃO
 NP EN ISO 9001:2000 LISTA DE COMPROVAÇÃO NIP: Nº DO RELATÓRIO: DENOMINAÇÃO DA EMPRESA: EQUIPA AUDITORA (EA): DATA DA VISITA PRÉVIA: DATA DA AUDITORIA: AUDITORIA DE: CONCESSÃO SEGUIMENTO ACOMPANHAMENTO
NP EN ISO 9001:2000 LISTA DE COMPROVAÇÃO NIP: Nº DO RELATÓRIO: DENOMINAÇÃO DA EMPRESA: EQUIPA AUDITORA (EA): DATA DA VISITA PRÉVIA: DATA DA AUDITORIA: AUDITORIA DE: CONCESSÃO SEGUIMENTO ACOMPANHAMENTO
Ajudamos a (sua) empresa a crescer.
 empresa a crescer.") CONSULTORIA Ajudamos a (sua) empresa a crescer. O QUE FAZEMOS SISTEMAS DE GESTÃO GESTÃO DA PRODUÇÃO E DAS PRODUÇÕES PRODUTIVIDADE E INOVAÇÃO INTERNACIONALIZAÇÃO PROJECOS DE INVESTIMENTO E INCENTIVOS
CONSULTORIA Ajudamos a (sua) empresa a crescer. O QUE FAZEMOS SISTEMAS DE GESTÃO GESTÃO DA PRODUÇÃO E DAS PRODUÇÕES PRODUTIVIDADE E INOVAÇÃO INTERNACIONALIZAÇÃO PROJECOS DE INVESTIMENTO E INCENTIVOS
1 ARQUITECTURA DO PRODUTO - MODULARIZAÇÃO E SISTEMAS DE PLATAFORMAS NA INDUSTRIA FERROVIÁRIA... 20.19.
 1 ARQUITECTURA DO PRODUTO - MODULARIZAÇÃO E SISTEMAS DE PLATAFORMAS NA INDUSTRIA FERROVIÁRIA... 20.19. ESTRATÉGIA DE INOVAÇÃO 1 ARQUITECTURA DO PRODUTO - MODULARIZAÇÃO E SISTEMAS DE PLATAFORMAS NA INDUSTRIA
1 ARQUITECTURA DO PRODUTO - MODULARIZAÇÃO E SISTEMAS DE PLATAFORMAS NA INDUSTRIA FERROVIÁRIA... 20.19. ESTRATÉGIA DE INOVAÇÃO 1 ARQUITECTURA DO PRODUTO - MODULARIZAÇÃO E SISTEMAS DE PLATAFORMAS NA INDUSTRIA
O DESAFIO DOS EXECUTIVOS
 COACHING EXECUTIVO O DESAFIO DOS EXECUTIVOS Os executivos das empresas estão sujeitos a pressões crescentes para entregarem mais e melhores resultados, liderando as suas organizações através de mudanças
COACHING EXECUTIVO O DESAFIO DOS EXECUTIVOS Os executivos das empresas estão sujeitos a pressões crescentes para entregarem mais e melhores resultados, liderando as suas organizações através de mudanças
sistema de gestão do desempenho e potencial Directório de Competências e de Perfis Profissionais
 SGDP sistema de gestão do desempenho e potencial :: Directório de Competências e de Perfis Profissionais :: Directório de Competências e de Perfis Profissionais ÍNDICE Competências Inovação e Criatividade
SGDP sistema de gestão do desempenho e potencial :: Directório de Competências e de Perfis Profissionais :: Directório de Competências e de Perfis Profissionais ÍNDICE Competências Inovação e Criatividade
Modelo Cascata ou Clássico
 Modelo Cascata ou Clássico INTRODUÇÃO O modelo clássico ou cascata, que também é conhecido por abordagem top-down, foi proposto por Royce em 1970. Até meados da década de 1980 foi o único modelo com aceitação
Modelo Cascata ou Clássico INTRODUÇÃO O modelo clássico ou cascata, que também é conhecido por abordagem top-down, foi proposto por Royce em 1970. Até meados da década de 1980 foi o único modelo com aceitação
2. Função Produção/Operação/Valor Adicionado
 2. Função Produção/Operação/Valor Adicionado Conteúdo 1. Função Produção 3. Administração da Produção 1 Bibliografia Recomenda Livro Texto: Introdução à Administração Eunice Lacava Kwasnicka - Editora
2. Função Produção/Operação/Valor Adicionado Conteúdo 1. Função Produção 3. Administração da Produção 1 Bibliografia Recomenda Livro Texto: Introdução à Administração Eunice Lacava Kwasnicka - Editora
1. Motivação para o sucesso (Ânsia de trabalhar bem ou de se avaliar por uma norma de excelência)
") SEREI UM EMPREENDEDOR? Este questionário pretende estimular a sua reflexão sobre a sua chama empreendedora. A seguir encontrará algumas questões que poderão servir de parâmetro para a sua auto avaliação
SEREI UM EMPREENDEDOR? Este questionário pretende estimular a sua reflexão sobre a sua chama empreendedora. A seguir encontrará algumas questões que poderão servir de parâmetro para a sua auto avaliação
Entrevista n.º 5. 2. Quais são as suas responsabilidades em termos de higiene e segurança?
 Entrevista n.º 5 Empresa: Aurélios Sobreiros Lda. Encarregado 1. A segurança e a higiene do trabalho, bem como a protecção da saúde fazem parte integrante dos princípios que regem a empresa? Quais são
Entrevista n.º 5 Empresa: Aurélios Sobreiros Lda. Encarregado 1. A segurança e a higiene do trabalho, bem como a protecção da saúde fazem parte integrante dos princípios que regem a empresa? Quais são
PHC Serviços CS. A gestão de processos de prestação de serviços
 PHC Serviços CS A gestão de processos de prestação de serviços A solução que permite controlar diferentes áreas de uma empresa: reclamações e respectivo tratamento; controlo de processos e respectivos
PHC Serviços CS A gestão de processos de prestação de serviços A solução que permite controlar diferentes áreas de uma empresa: reclamações e respectivo tratamento; controlo de processos e respectivos
Segurança e Higiene no Trabalho
 Guia Técnico Segurança e Higiene no Trabalho Volume III Análise de Riscos um Guia Técnico de Copyright, todos os direitos reservados. Este Guia Técnico não pode ser reproduzido ou distribuído sem a expressa
Guia Técnico Segurança e Higiene no Trabalho Volume III Análise de Riscos um Guia Técnico de Copyright, todos os direitos reservados. Este Guia Técnico não pode ser reproduzido ou distribuído sem a expressa
ANEXO 1: Formato Recomendado de Planos de Negócios - Deve ter entre 30 e 50 páginas
 ANEXO 1: Formato Recomendado de Planos de Negócios - Deve ter entre 30 e 50 páginas 1) Resumo Executivo Descrição dos negócios e da empresa Qual é a ideia de negócio e como a empresa se chamará? Segmento
ANEXO 1: Formato Recomendado de Planos de Negócios - Deve ter entre 30 e 50 páginas 1) Resumo Executivo Descrição dos negócios e da empresa Qual é a ideia de negócio e como a empresa se chamará? Segmento
Estruturando o modelo de RH: da criação da estratégia de RH ao diagnóstico de sua efetividade
 Estruturando o modelo de RH: da criação da estratégia de RH ao diagnóstico de sua efetividade As empresas têm passado por grandes transformações, com isso, o RH também precisa inovar para suportar os negócios
Estruturando o modelo de RH: da criação da estratégia de RH ao diagnóstico de sua efetividade As empresas têm passado por grandes transformações, com isso, o RH também precisa inovar para suportar os negócios
Toyota Way. FDEABrandão. (Fonte de Força Competitiva da Toyota) Antes de você dizer que não consegue fazer alguma coisa, experimente!
 Antes de você dizer que não consegue fazer alguma coisa, experimente!") (Fonte de Força Competitiva da Toyota) Antes de você dizer que não consegue fazer alguma coisa, experimente! Sakichi Toyoda - Fundador do grupo TOYOTA. (Fonte de Força Competitiva da Toyota) O é um Ideal,
(Fonte de Força Competitiva da Toyota) Antes de você dizer que não consegue fazer alguma coisa, experimente! Sakichi Toyoda - Fundador do grupo TOYOTA. (Fonte de Força Competitiva da Toyota) O é um Ideal,
Software PHC com MapPoint
 Software PHC com MapPoint A análise de informação geográfica A integração entre o Software PHC e o Microsoft Map Point permite a análise de informação geográfica, desde mapas a rotas, com base na informação
Software PHC com MapPoint A análise de informação geográfica A integração entre o Software PHC e o Microsoft Map Point permite a análise de informação geográfica, desde mapas a rotas, com base na informação
Processo do Serviços de Manutenção de Sistemas de Informação
 Processo do Serviços de Manutenção de Sistemas de Informação 070112=SINFIC HM Processo Manutencao MSI.doc, Página 1 Ex.mo(s) Senhor(es): A SINFIC agradece a possibilidade de poder apresentar uma proposta
Processo do Serviços de Manutenção de Sistemas de Informação 070112=SINFIC HM Processo Manutencao MSI.doc, Página 1 Ex.mo(s) Senhor(es): A SINFIC agradece a possibilidade de poder apresentar uma proposta
FERRAMENTAS E SOLUÇÕES DE APOIO À GESTÃO E MANUTENÇÃO DE ATIVOS
 FERRAMENTAS E SOLUÇÕES DE APOIO À GESTÃO E MANUTENÇÃO DE ATIVOS Ivo BRAGA 1 RESUMO Os Serviços de manutenção exigem cada vez mais um elevado nível de complexidade. Mesmo a nível local onde o grau de especialização
FERRAMENTAS E SOLUÇÕES DE APOIO À GESTÃO E MANUTENÇÃO DE ATIVOS Ivo BRAGA 1 RESUMO Os Serviços de manutenção exigem cada vez mais um elevado nível de complexidade. Mesmo a nível local onde o grau de especialização
Lean nos serviços - um caso prático. (Aplicação da filosofia Lean numa empresa de serviços)
") Lean nos serviços - um caso prático (Aplicação da filosofia Lean numa empresa de serviços) Palavras-chave Lean nos serviços, Ferramentas Lean, 5S, VSM Resumo Num mercado cada vez mais competitivo, é imperativo
Lean nos serviços - um caso prático (Aplicação da filosofia Lean numa empresa de serviços) Palavras-chave Lean nos serviços, Ferramentas Lean, 5S, VSM Resumo Num mercado cada vez mais competitivo, é imperativo
Apresentação da Solução. Divisão Área Saúde. Solução: Gestão de Camas
 Apresentação da Solução Solução: Gestão de Camas Unidade de negócio da C3im: a) Consultoria e desenvolvimento de de Projectos b) Unidade de Desenvolvimento Área da Saúde Rua dos Arneiros, 82-A, 1500-060
Apresentação da Solução Solução: Gestão de Camas Unidade de negócio da C3im: a) Consultoria e desenvolvimento de de Projectos b) Unidade de Desenvolvimento Área da Saúde Rua dos Arneiros, 82-A, 1500-060
ARQUIVO DIGITAL e Gestão de Documentos
 ARQUIVO DIGITAL e Gestão de Documentos TECNOLOGIA INOVAÇÃO SOFTWARE SERVIÇOS A MISTER DOC foi constituída com o objectivo de se tornar uma referência no mercado de fornecimento de soluções de gestão de
ARQUIVO DIGITAL e Gestão de Documentos TECNOLOGIA INOVAÇÃO SOFTWARE SERVIÇOS A MISTER DOC foi constituída com o objectivo de se tornar uma referência no mercado de fornecimento de soluções de gestão de
TPM. José Pedro A. R. Silva
 CICLOS DE FORMAÇÃO EMPRESARIAL Metodologias Avançadas para a Indústria e Serviços TPM José Pedro A. R. Silva 1 CICLOS DE FORMAÇÃO EMPRESARIAL Ciclo de formação e treino em Lean TPM Ciclo de formação e
CICLOS DE FORMAÇÃO EMPRESARIAL Metodologias Avançadas para a Indústria e Serviços TPM José Pedro A. R. Silva 1 CICLOS DE FORMAÇÃO EMPRESARIAL Ciclo de formação e treino em Lean TPM Ciclo de formação e
Módulo 15 Resumo. Módulo I Cultura da Informação
 Módulo 15 Resumo Neste módulo vamos dar uma explanação geral sobre os pontos que foram trabalhados ao longo desta disciplina. Os pontos abordados nesta disciplina foram: Fundamentos teóricos de sistemas
Módulo 15 Resumo Neste módulo vamos dar uma explanação geral sobre os pontos que foram trabalhados ao longo desta disciplina. Os pontos abordados nesta disciplina foram: Fundamentos teóricos de sistemas
Considerações sobre a Parte I - Histórico e componentes do lean, 74
 Sumário Prefácio, xi Introdução, 1 Parte I - HISTÓRICO E COMPONENTES DO LEAN, 5 1 Conceito Enxuto: das Origens à Consolidação, 6 As indústrias da produção em massa, 8 Crise na indústria automobilística
Sumário Prefácio, xi Introdução, 1 Parte I - HISTÓRICO E COMPONENTES DO LEAN, 5 1 Conceito Enxuto: das Origens à Consolidação, 6 As indústrias da produção em massa, 8 Crise na indústria automobilística
Gestão por Processos ISO 9001: 2000
 Gestão por Processos 1 2 Existem três tipos de empresas: - as que fazem as coisas acontecer; - as que vêem as coisas acontecer; - as que não fazem ideia do que está a acontecer (Kotler) 3 Para o Sucesso
Gestão por Processos 1 2 Existem três tipos de empresas: - as que fazem as coisas acontecer; - as que vêem as coisas acontecer; - as que não fazem ideia do que está a acontecer (Kotler) 3 Para o Sucesso
ABR/MAI.2015 WORKSHOPS TEMÁTICOS
 ABR/MAI.2015 TEMÁTICOS REGIÃO CENTRO ÁREA INOVAÇÃO NP4457:2007 SENSIBILIZAÇÃO E CASOS DE SUCESSO No final da sessão os participantes deverão estar aptos a: Alinhar a Estratégia de negócio incorporando
ABR/MAI.2015 TEMÁTICOS REGIÃO CENTRO ÁREA INOVAÇÃO NP4457:2007 SENSIBILIZAÇÃO E CASOS DE SUCESSO No final da sessão os participantes deverão estar aptos a: Alinhar a Estratégia de negócio incorporando
PHC dteamcontrol Interno
 O módulo PHC dteamcontrol Interno permite acompanhar a gestão de todos os projectos abertos em que um utilizador se encontra envolvido. PHC dteamcontrol Interno A solução via Internet que permite acompanhar
O módulo PHC dteamcontrol Interno permite acompanhar a gestão de todos os projectos abertos em que um utilizador se encontra envolvido. PHC dteamcontrol Interno A solução via Internet que permite acompanhar
www.dehterakm.com beatriz@dehtearkm.com
 www.dehterakm.com beatriz@dehtearkm.com Quem somos? A BEATRIZ DEHTEAR KM apresenta a seus clientes uma proposta totalmente inovadora para implementar a Gestão do Conhecimento Organizacional. Nosso objetivo
www.dehterakm.com beatriz@dehtearkm.com Quem somos? A BEATRIZ DEHTEAR KM apresenta a seus clientes uma proposta totalmente inovadora para implementar a Gestão do Conhecimento Organizacional. Nosso objetivo
Plataforma de Gestão de Actualizações de Software Descrição do Problema
 Plataforma de Gestão de Actualizações de Software Descrição do Problema Pedro Miguel Barros Morgado Índice Introdução... 3 Ponto.C... 4 Descrição do Problema... 5 Bibliografia... 7 2 Introdução No mundo
Plataforma de Gestão de Actualizações de Software Descrição do Problema Pedro Miguel Barros Morgado Índice Introdução... 3 Ponto.C... 4 Descrição do Problema... 5 Bibliografia... 7 2 Introdução No mundo
GereComSaber. Desenvolvimento de Sistemas de Software. Universidade do Minho Conselho de Cursos de Engenharia Licenciatura em Engenharia Informática
 Universidade do Minho Conselho de Cursos de Engenharia Licenciatura em Engenharia Informática Desenvolvimento de Sistemas de Software Ano Lectivo de 2009/10 GereComSaber Ana Duarte, André Guedes, Eduardo
Universidade do Minho Conselho de Cursos de Engenharia Licenciatura em Engenharia Informática Desenvolvimento de Sistemas de Software Ano Lectivo de 2009/10 GereComSaber Ana Duarte, André Guedes, Eduardo
CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE
 CHÃO DE FÁBRICA A PRODUÇÃO COMPETITIVA CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE Foco principal das empresas que competem com
CHÃO DE FÁBRICA A PRODUÇÃO COMPETITIVA CONFIRA UMA BREVE DESCRIÇÃO DAS VANTAGENS COMPETITIVAS OBTIDAS A PARTIR DE CADA META COMPETITIVA VANTAGEM DA QUALIDADE Foco principal das empresas que competem com
Prognos SMART OPTIMIZATION
 Prognos SMART OPTIMIZATION A resposta aos seus desafios Menos estimativas e mais controlo na distribuição A ISA desenvolveu um novo software que permite o acesso a dados remotos. Através de informação
Prognos SMART OPTIMIZATION A resposta aos seus desafios Menos estimativas e mais controlo na distribuição A ISA desenvolveu um novo software que permite o acesso a dados remotos. Através de informação
Preço da Venda. Custo operacional Preço de venda Melhoria
 Prof. Marcio Santos Antigamente Custo Operacional Preço da Venda Lucro Hoje Custo Operacional Preço de Mercado Lucro O mercado determina o preço! Custo operacional Preço de venda Lucro Melhoria Não me
Prof. Marcio Santos Antigamente Custo Operacional Preço da Venda Lucro Hoje Custo Operacional Preço de Mercado Lucro O mercado determina o preço! Custo operacional Preço de venda Lucro Melhoria Não me
ISO 9001:2008. A International Organization for Standardization (ISO) publicou em 2008-11- 14 a nova edição da Norma ISO 9000:
 publicou em 2008-11- 14 a nova edição da Norma ISO 9000:") A International Organization for Standardization (ISO) publicou em 2008-11- 14 a nova edição da Norma ISO 9000: ISO 9001:2008 Esta nova edição decorre do compromisso da ISO em rever e actualizar as Normas,
A International Organization for Standardization (ISO) publicou em 2008-11- 14 a nova edição da Norma ISO 9000: ISO 9001:2008 Esta nova edição decorre do compromisso da ISO em rever e actualizar as Normas,
5. Métodos ágeis de desenvolvimento de software
 Engenharia de Software 5. Métodos ágeis de desenvolvimento de software Nuno Miguel Gil Fonseca nuno.fonseca@estgoh.ipc.pt Desenvolver e entregar software o mais rapidamente possível é hoje em dia um dos
Engenharia de Software 5. Métodos ágeis de desenvolvimento de software Nuno Miguel Gil Fonseca nuno.fonseca@estgoh.ipc.pt Desenvolver e entregar software o mais rapidamente possível é hoje em dia um dos