Prototipagem Rápida. Prototipagem Rápida
|
|
|
- Derek de Caminha Valente
- 6 Há anos
- Visualizações:
Transcrição
1 Prototipagem Rápida 1. Fundamentos de Prototipagem Rápida 2. Tecnologias de Prototipagem Rápida 3. Aplicações e Benefícios da Prototipagem Rápida Ref.: GROOVER, MIKELL P., Fundamentals of modern manufacturing : materials, processes, and systems, Chapter 34, pp Hoboken, NJ : John Wiley, 2007 Prototipagem Rápida Processo Adição de Material material é adicionado, não removido Fabricação direta a partir de um programa CAD Manufatura por adição de camadas 1

2 Processo Prototipagem Rápida Manufatura por adição de camadas espelho Camadas do objeto laser Cuba plataforma Prototipagem Rápida(PR) A PR é uma família de processos de fabricação desenvolvidos para fazer protótipos de engenharia no mínimo tempo baseado em um modelo CAD; Método Tradicional é a usinagem Pode exigir tempos significativos de processo várias semanas, dependendo da complexidade da peça e dificuldade em encontrar material PR permite que uma peça seja feita em horas ou dias, dado que o modelo de computador da peça tenha sido gerado num sistema CAD 2
3 Prototipagem Rápida(PR) Método Tradicional é a usinagem Material peça Cybatool Por que a Prototipagem Rápida é Importante? Projetistas de produto querem ter um modelo físico da nova peça ou projeto do produto ao invés de ter apenas um modelo computacional ou um desenho Criar um protótipo é um passo integral no projeto Um protótipo virtual (um modelo CAD da peça) pode não ser suficiente para o projetista visualizar a peça adequadamente Usando a PR para se construir um protótipo, o projetista pode ver e sentir a peça e avaliar seus pontos positivos e pequenos ajustes 3


4 Exemplos PR Duas categorias básicas: 1. PR por Remoção de material - usinagem, usando uma máquina CNC dedicada que esteja disponível para o departamento de projeto integralmente O material de base é geralmente cera Fácil de usinar Pode ser fundido e resolidificado As máquinas CNC são geralmente pequenas denominadas máquinas de bancada 2. PR por adição de material adiciona camadas de material uma de cada vez para construir uma peça sólida de baixo para cima 4
5 Materiais de partida no processos de PR por adição de material 1. Monômeros líquidos que possam ser curados camada por camada em um polímero sólido 2. Pós que sejam agregados e ligados camada a camada 3. Folhas Sólidas que possam ser laminadas para criar um peça sólida Métodos de Adição para PR Além do material de partida, os vários materiais de adição para PR usam diferentes métodos de construção e adicionam camadas para criar uma peça sólida Existe uma correlação entre o material de partida e as técnicas de construção 5
6 Passos para preparar as instruções de controle 1. Modelagem Geométrica modelar o componente em um sistema CAD para definir o volume do envelope 2. Tessellation (Trama de tecido) do modelo geométrico o modelo CAD é convertido em um formato computadorizado que aproxima suas superfícies através de facetas (triângulos ou polígonos) 3. Fatiamento do modelo em camadas modelo computadorizado é fatiado em camadas paralelas horizontais com empacotamento compacto Modelo Sólido para camadas Figure 34.1 Conversão de um modelo sólido de um objeto em camadas (somente uma camada é mostrada). 6
7 Mais alguns aspectos da PR Nomes alternativos para PR: Manufatura de camadas Manufatura direta do CAD Fabricação de sólidos de forma livre PR e manufatura (PRM) As tecnologias PR estão sendo usadas cada vez mais para produzir peças e ferramentais de produção, e não apenas protótipos Classificação das Tecnologias de PR Existem diversas formas para classificar as técnicas de PR que estão em uso A classificação de PR usada aqui é baseada na forma (ESTADO) do material de partida: 1. Baseado em Líquido 2. Baseado em Sólido 3. Baseado em Pó 7
8 Sistemas de PR baseados em Líquidos Material de partida é um líquido Há uma dezena de tecnologias de PR nesta categoria Inclui os seguintes processos: Estereolitografia Solid ground curing Droplet deposition manufacturing (*gotejamento) Estereolitografia (Stereolithography -STL) Processos de PR para fabricação de um sólido plástico a partir de um polímero líquido foto sensível usando um feixe de laser direto para solidificar o polímero Fabricação de peças é realizada como uma série de camadas - cada camada é adicionada sobre a camada anterior, construindo assim uma geometria 3-D A primeira tecnologia PR introduzida em 1988 pela 3D Systems Inc. baseada no trabalho de Charles Hull Método mais usado hoje 8
 at the start of the process, in which the initial layer is added to the platform;")
9 STL Figure 34.2 Stereolithography: (1) at the start of the process, in which the initial layer is added to the platform; and (2) after several layers have been added so that the part geometry gradually takes form. STL 9


10 Figure 34.3 A part produced by stereolithography (photo courtesy of 3D Systems, Inc.). Estereolitografia Filmes 10


11 Estereolitografia Filmes Prototipagem Rápida Estruturas de Suporte 11
12 Fatos sobre STL Cada camada é de mm a 0.50 mm (0.003 a in.) de espessura Camadas mais finas oferecem maior resolução e formas mais intrincadas, porém o tempo de processamento aumenta muito Materiais de partida são monômeros líquidos A Polimerização ocorre pela exposição da luz UV produzida por varreduras de feixes de laser Velocidade de Varreduras ~ 500 a 2500 mm/s Tempo de construção em STL Tempo para produzir uma única camada : A vd i T i = + T d onde T i = tempo para completar a camada i; A i = área da camada i; v = velocidade média da varredura do feixe laser na superfície; D = diâmetro do feixe spot size, assumido circular; e T d = tempo entre camadas para movimentação da mesa 12
13 Tempo de construção em STL - continuação Uma vez que os valores de T i tenha sido determinados para todas as camadas, então determina-se o tempo de ciclo: n T c T i = i i = 1 onde T c = tempo de ciclo do STL; e n l = números de camadas usadas para se chegar a peça completa O Tempo para construir uma peça varia de uma hora para pequenas peças de geometria simples a várias dezenas de horas para peças complexas Solid Ground Curing (SGC) Similar a SLT, SGC trabalha com a cura de camada por camada de polímero foto-sensível para criar um modelo sólido baseado em dados de um modelo geométrico em CAD Ao invés de usar uma varredura de um feixe de laser para a cura de uma dada camada, a camada toda é exposta a uma fonte de UV através de uma máscara sobre o polímero líquido FILME speedpart Tempo de endurecimento ou cura é de 2 a 3 s por camada 13
14 Solid Ground Curing Figure 34.4 SGC steps for each layer: (1) mask preparation, (2) applying liquid photopolymer layer,(3) mask positioning and exposure of layer, (4) uncured polymer removed from surface, (5) wax filling, (6) milling for flatness and thickness. Fatos sobre solid ground curing SGC A Seqüência para cada camada leva em torno de 90 s Tempo para produzir uma peça através de SGC é da ordem de aprox. 8 x mais rápida do os outros sistemas PR Sólidos com forma cúbica criados no SGC consistem de polímeros sólidos ou de cera A cera oferece apoio e suporte para partes frágeis do modelo durante a fabricação, mas ela pode fundir posteriormente para deixar a peça livre desses anexos 14
15 Droplet Deposition Manufacturing (DDM) Material de partida é fundido e pequenas gotas são lançadas através de um bico aspersor sobre a camada previamente formada Gotas ( Droplets ) fundem-se e resfriam em contato com a superfície para formar uma nova camada Deposição de cada camada é controlada através do movimento x-y do bico aspersor cujo caminho baseia-se na seção transversal de um modelo geométrico CAD que é fatiado em camadas Materiais de trabalho incluem cera e termoplásticos Sistemas para PR baseados em Sólidos Material de Partida é Sólido Sistemas PR baseados em sólidos incluem os seguintes processos: Laminated object manufacturing Fused deposition modeling 15
16 Laminated Object Manufacturing (LOM) Modelo físico sólido feito através de empilhamento de camadas de um rolo, cada porção da seção transversal é obtida de um modelo CAD também fatiado em camadas O estoque de folha (Bobinas) inclui papel, celulose, metais ou materiais reforçados com fibras A folha é geralmente fornecida com algum adesivo na parte anterior através de um molhamento para aderir à camada anterior. Após o corte o excesso de material nas camadas permanecem para apoiar a peça durante a construção. FILME lom Laminated Object Manufacturing Figure 34.5 Laminated object manufacturing. 16
 - (Helisys)")

17 Laminated Object Manufacturing Manufatura de objeto por laminação (LOM) - (Helisys) Laminated Object Manufacturing Manufatura de objeto por laminação (LOM) - Exemplo 17


18 Fused Deposition Modeling (FDM) Processo de PR no qual um longo filamento de cera ou polímero é extrudado sobre um superfície para formar a superfície de uma peça, lançado através de um cabeçote, para formar cada nova camada O cabeçote é controlado no plano x-y durante cada camada e então move-se para cima (direção z) a uma distância equivalente a uma camada O extrudado é solidificado e soldado resfriado à superfície da peça mais fria num tempo de aprox. 0.1 s Peça é fabricada a partir da base, usando um procedimento camada por camada. Fused Deposition Modeling (FDM) Modelagem por deposição fundida (FDM)- (Stratasys) 18

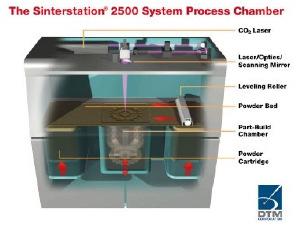
19 Sistemas de PR baseados em Pó Material de partida é um pó Sistemas de PR baseado em Pó inclui o seguinte: Sinterização seletiva a laser Impressão3-D Sistemas de PR baseados em Pó Impressão Tridimensional 19

20 Sistemas de PR baseados em Pó Impressão Tridimensional (Cabeçote) Sinterização Seletiva a Laser (SLS) 1. Feixe móvel de laser sinteriza o pó fundido por calor em áreas correspondentes ao modelo de geometria CAD uma camada por vez para construir a peça 2. Após cada camada ser completada, uma nova camada de pó é espalhado sobre a superfície. 3. Camada por camada, os pós são gradualmente ligados através de um feixe de laser em uma massa sólida que forma um peça 3-D 4. Em áreas não sinterizadas, os pós são liberados e espalhados sobre a peça completada. FILME sls.mpeg 20

21 Sinterização Seletiva a Laser (SLS) Sinterização Seletiva a Laser Sinterização Seletiva a Laser (SLS) Sinterização Seletiva a Laser (Sistemas 3D) 21
 (Sandia National")
 22")
22 Sinterização Seletiva a Laser (SLS) Light Engineered Net Shaping (1) (Sandia National Lab) Sinterização Seletiva a Laser (SLS) Light Engineered Net Shaping (2) (Sandia National Lab) 22

23 Sinterização Seletiva a Laser (SLS) Peças feitas através Light Engineered Net Shaping (Sandia National Lab) Impressão Tridimensional (I3D) A peça é construída camada a camada usando um jato de tinta para lançar o adesivo sobre as camadas sucessivas de pó O ligante é depositado em áreas correspondentes a seção transversal da peça, como estabelecido pelo fatiamento do modelo geométrico CAD em camadas O ligante mantem o pó unido para formar a peça sólida, enquanto o pó não ligado permanece solto para ser removido posteriormente Para aumentar a resistência da peça, um passo de sinterização pode ser aplicado para ligar os pós individuais 23
24 I3D Figure 34.6 Three dimensional printing: (1) powder layer is deposited, (2) ink-jet printing of areas that will become the part, and (3) piston is lowered for next layer (key: v = motion). Aplicações da PR Aplicações da PR pode ser classificada em três categorias: 1. Projeto 2. Planejamento e análise de engenharia 3. Ferramental e manufatura 24
25 Aplicações de Projeto Projetistas são capazes de confirmar seus projetos e construir um modelo físico real em um tempo mínimo usando a PR. Benefícios do projeto usando PR: Redução dos tempos para produzir um protótipo Melhoria na capacidade de visualização da geometria da peça Detecção antecipada de erros de projeto Aumento da capacidade de estimar propriedades principais Planejamento e análise de engenharia A existência de peças permite determinadas análises de engenharia e planejamento de atividades a serem realizadas que seriam mais difíceis sem a entidade física Comparação de diferentes formas e estilos para determinar aparência estética Testes em túnel de vento Análise de tensões do modelo físico Fabricação de peças para pré produção para o planejamento do processo e projeto de ferramental 25
26 Aplicações de ferramenta Denominado de rapid tool making (RTM) quando a PR é usada para fabricar ferramental de produção Duas aproximações para a fabricação de ferramentas: 1. Método RTM indireto 2. Método RTM direto Método RTM indireto Padrões são criados através de PR e os padrões são usados para fabricar a ferramenta Filmes: softool.avi & rapidtool.av Exemplos: Padrões para fundição em areia e fundição por investimento (cera perdida) Eletrodos para eletroerosão 26
27 Método RTM direto PR é usada para fazer a ferramenta propriamente dita Exemplo: 3DP para criar uma matriz de metalurgia do pó seguido da sinterização e infiltração para completar a matriz Aplicaçõe em Manufatura Pequenos lotes de peças plásticas que não poderiam ser economicamente moldadas por causa do alto custo do molde Peças com geometrias internas intrincadas que não poderiam ser feitas usando tecnologias convencionais sem montagem. Peças únicas tais como implantes de ossos que devem ser feitas de acordo com as medidas do receptor 27
28 Problemas com PR Precisão da peça: Aparência escalonada Staircase appearance para inclinações em superfícies de peças devido ao empilhamento de camadas Retração e distorção de peças feitas por PR Variedade Limitada de materiais para PR Desempenho mecânico das peças fabricadas é limitado pelos materiais que podem ser usados no processo de PR 28
7 PROTÓTIPO FUNCIONAL
 7 PROTÓTIPO FUNCIONAL A fase de execução física do projeto se inicia pela criação dos protótipos. Depois de adquirida alguma confiança a respeito dos componentes a serem usados, os quais foram criados
7 PROTÓTIPO FUNCIONAL A fase de execução física do projeto se inicia pela criação dos protótipos. Depois de adquirida alguma confiança a respeito dos componentes a serem usados, os quais foram criados
PROTOTIPAGEM RÁPIDA TECNOLOGIAS
 PROTOTIPAGEM RÁPIDA TECNOLOGIAS As tecnologias de prototipagem rápida, ao trazer para o processo de criação, a possibilidade de se ter nas mãos os objetos antes mesmo das ferramentas de produção seriada,
PROTOTIPAGEM RÁPIDA TECNOLOGIAS As tecnologias de prototipagem rápida, ao trazer para o processo de criação, a possibilidade de se ter nas mãos os objetos antes mesmo das ferramentas de produção seriada,
INTRODUÇÃO À PROTOTIPAGEM RÁPIDA E SEUS PROCESSOS
 Página 1 de 5 INTRODUÇÃO À PROTOTIPAGEM RÁPIDA E SEUS PROCESSOS Veja um guia completo sobre essa técnica na edição de Março 2001 da revista Plástico Industrial, pág. 230-239 Antonio Augusto Gorni Editor
Página 1 de 5 INTRODUÇÃO À PROTOTIPAGEM RÁPIDA E SEUS PROCESSOS Veja um guia completo sobre essa técnica na edição de Março 2001 da revista Plástico Industrial, pág. 230-239 Antonio Augusto Gorni Editor
Manufatura Aditiva. Prof. Assoc. Mário Luiz Tronco. Prof. Associado Mário Luiz Tronco. Desenho Técnico Mecânico I
 Manufatura Aditiva Prof. Assoc. Mário Luiz Tronco Desenho Técnico Mecânico I Prototipagem Rápida (Rapid Prototyping) Manufatura Aditiva (Additive Manufacturing) Desenho Técnico Mecânico I Prototipagem
Manufatura Aditiva Prof. Assoc. Mário Luiz Tronco Desenho Técnico Mecânico I Prototipagem Rápida (Rapid Prototyping) Manufatura Aditiva (Additive Manufacturing) Desenho Técnico Mecânico I Prototipagem
Fabricação: visão geral. Como se fabrica um Parafuso?
 Fabricação: visão geral Como se fabrica um Parafuso? Exemplos de Parafusos Metal Polímero Cerâmica Madeira Como você fabricaria um Parafuso? Questões que precisam de resposta: a) Fazer com o que (material/processo)?
Fabricação: visão geral Como se fabrica um Parafuso? Exemplos de Parafusos Metal Polímero Cerâmica Madeira Como você fabricaria um Parafuso? Questões que precisam de resposta: a) Fazer com o que (material/processo)?
DIRETRIZES PARA A SELEÇÃO DE PROTÓTIPOS VIRTUAIS E FÍSICOS
 DIRETRIZES PARA A SELEÇÃO DE PROTÓTIPOS VIRTUAIS E FÍSICOS INFORMAÇÕES PARA OS RESPONDENTES Este questionário é parte integrante de uma pesquisa de doutorado que está sendo realizada na Escola Politécnica
DIRETRIZES PARA A SELEÇÃO DE PROTÓTIPOS VIRTUAIS E FÍSICOS INFORMAÇÕES PARA OS RESPONDENTES Este questionário é parte integrante de uma pesquisa de doutorado que está sendo realizada na Escola Politécnica
Modelos mock-up e protótipos
 Modelos mock-up e protótipos Representações no processo de design Sketches ou esboços desenho a mão livre Representações no processo de design Desenho técnico Representações no processo de design Perspectiva
Modelos mock-up e protótipos Representações no processo de design Sketches ou esboços desenho a mão livre Representações no processo de design Desenho técnico Representações no processo de design Perspectiva
1. Como se Produz um Metal? 1.1.Prototipagem Rápida
 1. Como se Produz um Metal? 1.1.Prototipagem Rápida Relatório desenvolvido no âmbito da unidade curricular de Projeto FEUP Ano letivo 2014/2015 Trabalho realizado por: Beatriz Ferro César Machado José
1. Como se Produz um Metal? 1.1.Prototipagem Rápida Relatório desenvolvido no âmbito da unidade curricular de Projeto FEUP Ano letivo 2014/2015 Trabalho realizado por: Beatriz Ferro César Machado José
UNIVERSIDADE FEDERAL DO PARANÁ SETOR DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA CURSO DE ESPECIALIZAÇÃO em ENGENHARIA INDUSTRIAL 4.
 UNIVERSIDADE FEDERAL DO PARANÁ SETOR DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA CURSO DE ESPECIALIZAÇÃO em ENGENHARIA INDUSTRIAL 4.0 Disciplina: Manufatura Inteligente Prof. Dalberto Dias da Costa
UNIVERSIDADE FEDERAL DO PARANÁ SETOR DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA MECÂNICA CURSO DE ESPECIALIZAÇÃO em ENGENHARIA INDUSTRIAL 4.0 Disciplina: Manufatura Inteligente Prof. Dalberto Dias da Costa
Os metais mais comumente usados em M/P são Al, Cu, Sn, Ni Ta, Ag, Be, Ti, Fe, Co. Tamanho de peças 2,5 a 50 kg.
 Metalurgia do pó Processo de compactação e sinterização do pó O processo, denominado de metalurgia do pó (M/P), foi inicialmente usado pelos egípcios, 3000A.C, para fazer ferramentas de ferro. O uso moderno
Metalurgia do pó Processo de compactação e sinterização do pó O processo, denominado de metalurgia do pó (M/P), foi inicialmente usado pelos egípcios, 3000A.C, para fazer ferramentas de ferro. O uso moderno
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
FIGURA 40 Geometria 7 utilizada para teste do sistema. TABELA 21 Programas CNC que foram utilizados para produzir a geometria da figura 40
 111 FIGURA 40 Geometria 7 utilizada para teste do sistema TABELA 21 Programas CNC que foram utilizados para produzir a geometria da figura 40 Programa CNC G90 x100 g3 x86.61 y49.98 r27 g90 x100.79 y37.01
111 FIGURA 40 Geometria 7 utilizada para teste do sistema TABELA 21 Programas CNC que foram utilizados para produzir a geometria da figura 40 Programa CNC G90 x100 g3 x86.61 y49.98 r27 g90 x100.79 y37.01
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Pesquisa, desenvolvimento e difusão de novas tecnologias digitais de manufatura, modelagem e captura de superfícies.
 Pesquisa, desenvolvimento e difusão de novas tecnologias digitais de manufatura, modelagem e captura de superfícies. Aluno: Hugo Paes Simões Orientador: Jorge Roberto Lopes Dos Santos Introdução O projeto
Pesquisa, desenvolvimento e difusão de novas tecnologias digitais de manufatura, modelagem e captura de superfícies. Aluno: Hugo Paes Simões Orientador: Jorge Roberto Lopes Dos Santos Introdução O projeto
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Universidade Federal de Itajubá PROTOTIPAGEM RÁPIDA
 Universidade Federal de Itajubá PROTOTIPAGEM RÁPIDA PROCESSO DE DESENVOLVIMENTO DE PRODUTOS O QUE É PROTOTIPAGEM RÁPIDA É uma tecnologia inovadora desenvolvida nas últimas duas décadas. Refere-se a uma
Universidade Federal de Itajubá PROTOTIPAGEM RÁPIDA PROCESSO DE DESENVOLVIMENTO DE PRODUTOS O QUE É PROTOTIPAGEM RÁPIDA É uma tecnologia inovadora desenvolvida nas últimas duas décadas. Refere-se a uma
MODELO DE FATIAMENTO ADAPTATIVO PARA PROTOTIPAGEM RÁPIDA - IMPLEMENTAÇÃO NO PROCESSO DE MODELAGEM POR FUSÃO E DEPOSIÇÃO (FDM)
") PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE
PR UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS DE CURITIBA DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA E DE
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
ANÁLISE DE MERCADO SOBRE TECNOLOGIAS DE PROTOTIPAGEM RÁPIDA POR ADIÇÃO DE MATERIAL
 Gramado RS De 30 de setembro a 2 de outubro de 2014 ANÁLISE DE MERCADO SOBRE TECNOLOGIAS DE PROTOTIPAGEM RÁPIDA POR ADIÇÃO DE MATERIAL Marcelo Pinto Pradella Centro Universitário Ritter dos Reis marcelo_pradella@
Gramado RS De 30 de setembro a 2 de outubro de 2014 ANÁLISE DE MERCADO SOBRE TECNOLOGIAS DE PROTOTIPAGEM RÁPIDA POR ADIÇÃO DE MATERIAL Marcelo Pinto Pradella Centro Universitário Ritter dos Reis marcelo_pradella@
ANÁLISE DA QUALIDADE SUPERFICIAL EM PEÇAS PRODUZIDAS POR MODELAGEM POR DEPOSIÇÃO DE MATERIAL FUNDIDO (FDM)
") XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. ANÁLISE DA QUALIDADE SUPERFICIAL EM PEÇAS PRODUZIDAS POR MODELAGEM POR DEPOSIÇÃO DE MATERIAL FUNDIDO (FDM) Adriano Akio Kawasaki (UNIFEI) adrianokawasaki@yahoo.com.br
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO. ANÁLISE DA QUALIDADE SUPERFICIAL EM PEÇAS PRODUZIDAS POR MODELAGEM POR DEPOSIÇÃO DE MATERIAL FUNDIDO (FDM) Adriano Akio Kawasaki (UNIFEI) adrianokawasaki@yahoo.com.br
SELEÇÃO DE PROCESSOS
 SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
SELEÇÃO DE PROCESSOS 1. Introdução Existem diferentes combinações de processos que permitem a fabricação de um mesmo produto (ou produtos similares). Procura-se alcançar a combinação que traga o maior
SEM 0534 Processos de Fabricação Mecânica. Professor: Renato Goulart Jasinevicius
 SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
SEM 0534 Processos de Fabricação Mecânica Professor: Renato Goulart Jasinevicius Aula 1 Apresentação da Disciplina Sumário Importância da Engenharia de Fabricação Objetivos dessa Disciplina Definições
DESENHO TÉCNICO AULA 01 INTRODUÇÃO À UNIDADE CURRICULAR
 DESENHO TÉCNICO AULA 01 INTRODUÇÃO À UNIDADE CURRICULAR Desenho Técnico (módulo 2) Competência: Produzir desenho técnico mecânico com auxilio de CAD Habilidades: Produzir desenho técnico mecânico com auxilio
DESENHO TÉCNICO AULA 01 INTRODUÇÃO À UNIDADE CURRICULAR Desenho Técnico (módulo 2) Competência: Produzir desenho técnico mecânico com auxilio de CAD Habilidades: Produzir desenho técnico mecânico com auxilio
Manual Básico do Programa RP 3 (V110211)
") Manual Básico do Programa RP 3 (V110211) Elaborado por: Prof. Neri Volpato, Ph.D. Colaboração: Estagiários do NUFER Núcleo de Prototipagem e Ferramental NUFER Universidade Tecnológica Federal do Paraná
Manual Básico do Programa RP 3 (V110211) Elaborado por: Prof. Neri Volpato, Ph.D. Colaboração: Estagiários do NUFER Núcleo de Prototipagem e Ferramental NUFER Universidade Tecnológica Federal do Paraná
MANUFATURA ADITIVA SEMPRE BUSCANDO SOLUÇÕES
 MANUFATURA ADITIVA SEMPRE BUSCANDO SOLUÇÕES É com muito orgulho e satisfação que apresentamos mais este serviço para nossos clientes, amigos e parceiros. Comumente chamada de Impressão 3D, esta tecnologia
MANUFATURA ADITIVA SEMPRE BUSCANDO SOLUÇÕES É com muito orgulho e satisfação que apresentamos mais este serviço para nossos clientes, amigos e parceiros. Comumente chamada de Impressão 3D, esta tecnologia
ANÁLISE AO COMPORTAMENTO MECÂNICO DE ESTRUTURAS DE SUPORTE PRODUZIDAS POR FDM. Dissertação. Mestrado em Engenharia Mecânica Produção Industrial
 Dissertação Mestrado em Engenharia Mecânica Produção Industrial ANÁLISE AO COMPORTAMENTO MECÂNICO DE ESTRUTURAS DE SUPORTE PRODUZIDAS POR FDM Joana Domingues Martins Leiria, Setembro de 2016 Dissertação
Dissertação Mestrado em Engenharia Mecânica Produção Industrial ANÁLISE AO COMPORTAMENTO MECÂNICO DE ESTRUTURAS DE SUPORTE PRODUZIDAS POR FDM Joana Domingues Martins Leiria, Setembro de 2016 Dissertação
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
AVALIAÇÃO DO TEMPO DE PÓS-CURA E DIREÇÃO DE CONSTRUÇÃO NA FABRICAÇÃO POR IMPRESSÃO TRIDIMENSIONAL (3DP)
") AVALIAÇÃO DO TEMPO DE PÓS-CURA E DIREÇÃO DE CONSTRUÇÃO NA FABRICAÇÃO POR IMPRESSÃO TRIDIMENSIONAL (3DP) R. A. Paggi (1) ; O. C. do Prado (2) ; E. M. G Padilha (2) (1) Av. Fahdo Thomé, 3000, CEP 89500-000,
AVALIAÇÃO DO TEMPO DE PÓS-CURA E DIREÇÃO DE CONSTRUÇÃO NA FABRICAÇÃO POR IMPRESSÃO TRIDIMENSIONAL (3DP) R. A. Paggi (1) ; O. C. do Prado (2) ; E. M. G Padilha (2) (1) Av. Fahdo Thomé, 3000, CEP 89500-000,
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
FACULDADE DE TECNOLOGIA DE SANTO ANDRÉ. Mecânica Automobilística. Edson Delmondes de Lima José Roberto dos Santos
 FACULDADE DE TECNOLOGIA DE SANTO ANDRÉ Mecânica Automobilística Edson Delmondes de Lima José Roberto dos Santos Estudo sobre novos componentes fabricados pela indústria automobilística com o auxílio da
FACULDADE DE TECNOLOGIA DE SANTO ANDRÉ Mecânica Automobilística Edson Delmondes de Lima José Roberto dos Santos Estudo sobre novos componentes fabricados pela indústria automobilística com o auxílio da
2.2 PROCESSOS DE FABRICAÇÃO: CONFORMAÇÃO
 SLIP CASTING SLIP CASTING SLIP CASTING Fatores Importantes Reologia - grau de defloculação da barbotina; Viscosidade; ph; Concentração de sólidos; Granulometria Vantagens Produção de componentes de forma
SLIP CASTING SLIP CASTING SLIP CASTING Fatores Importantes Reologia - grau de defloculação da barbotina; Viscosidade; ph; Concentração de sólidos; Granulometria Vantagens Produção de componentes de forma
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
MANUFATURA ADITIVA APLICADA AO ENSINO DE ENGENHARIA MECÂNICA RESUMO
 MANUFATURA ADITIVA APLICADA AO ENSINO DE ENGENHARIA MECÂNICA Jéssica Crauss Rilko 1 Marcelo Augusto Rozan dos Santos 2 RESUMO Atualmente, a pesquisa em Manufatura Aditiva (MA) tem incluído uma interface
MANUFATURA ADITIVA APLICADA AO ENSINO DE ENGENHARIA MECÂNICA Jéssica Crauss Rilko 1 Marcelo Augusto Rozan dos Santos 2 RESUMO Atualmente, a pesquisa em Manufatura Aditiva (MA) tem incluído uma interface
Manufatura inteligente?
 Manufatura inteligente? Fonte: https://koops.com/automated-systems/ Um estudo de caso na XYZ... P2018Z412F1 CICLO DE VIDA DO P2018Z412 E FLUXO DE INFORMAÇÃO DENTRO DA XYZ CICLO DE VIDA DO P2018Z412 E FLUXO
Manufatura inteligente? Fonte: https://koops.com/automated-systems/ Um estudo de caso na XYZ... P2018Z412F1 CICLO DE VIDA DO P2018Z412 E FLUXO DE INFORMAÇÃO DENTRO DA XYZ CICLO DE VIDA DO P2018Z412 E FLUXO
Realização do processo de estampagem incremental por roboforming para fabricação de componentes metálicos.
 Realização do processo de estampagem incremental por roboforming para fabricação de componentes metálicos. Victor Áquila Almeida Damasceno*, Charles Chemale Yurgel** * Bolsista de Iniciação Científica
Realização do processo de estampagem incremental por roboforming para fabricação de componentes metálicos. Victor Áquila Almeida Damasceno*, Charles Chemale Yurgel** * Bolsista de Iniciação Científica
Informática IMPRESSORA. Isabela C. Damke
 Informática IMPRESSORA Isabela C. Damke O que é uma impressora? PERIFÉRICO FUNÇÃO DE DISPOSITIVO DE SAÍDA IMPRIME TEXTOS, GRÁFICOS E OUTRAS APLICAÇÕES Herdando a tecnologia das máquinas de escrever as
Informática IMPRESSORA Isabela C. Damke O que é uma impressora? PERIFÉRICO FUNÇÃO DE DISPOSITIVO DE SAÍDA IMPRIME TEXTOS, GRÁFICOS E OUTRAS APLICAÇÕES Herdando a tecnologia das máquinas de escrever as
Laser Seletivo Impressoras de SinterizaÇão. Produção de peças termoplásticas com impressoras ProX e spro SLS
 Laser Seletivo Impressoras de SinterizaÇão Produção de peças termoplásticas com impressoras ProX e spro SLS Possibilidades ilimitadas com fabricação sem ferramenta ELIMINE O TEMPO E OS CUSTOS DE USINAGEM
Laser Seletivo Impressoras de SinterizaÇão Produção de peças termoplásticas com impressoras ProX e spro SLS Possibilidades ilimitadas com fabricação sem ferramenta ELIMINE O TEMPO E OS CUSTOS DE USINAGEM
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
ENSAIOS DE TORQUE E CAPILARIDADE EM PROTÓTIPOS FABRICADOS POR FDM
 XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica ENSAIOS DE TORQUE E CAPILARIDADE EM PROTÓTIPOS FABRICADOS POR FDM Diego Rodrigues
XIV CONGRESSO NACIONAL DE ESTUDANTES DE ENGENHARIA MECÂNICA Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica ENSAIOS DE TORQUE E CAPILARIDADE EM PROTÓTIPOS FABRICADOS POR FDM Diego Rodrigues
22º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais 06 a 10 de Novembro de 2016, Natal, RN, Brasil
 AVALIAÇÃO METRÓLOGICA E SUPERFICIAL DE PEÇAS POLIMÉRICAS FABRICADAS EM IMPRESSORA 3D. M.P. Nery (1); L.M. Nogueira (1); S.S. Dana (1); A.M. Costa, (1); J.A. Santos Junior (1); pessoanery@live.com, Av.
AVALIAÇÃO METRÓLOGICA E SUPERFICIAL DE PEÇAS POLIMÉRICAS FABRICADAS EM IMPRESSORA 3D. M.P. Nery (1); L.M. Nogueira (1); S.S. Dana (1); A.M. Costa, (1); J.A. Santos Junior (1); pessoanery@live.com, Av.
Placas de circuito impresso
 Placas de circuito impresso Métodos de produção Vitor Yano Terminologia Layer (camada) Via/blind via/buried via Pad (ilha) Drill/hole (furo) Wire (trilha/pista) Mask (máscara de soldagem) Silk screen (serigrafia)
Placas de circuito impresso Métodos de produção Vitor Yano Terminologia Layer (camada) Via/blind via/buried via Pad (ilha) Drill/hole (furo) Wire (trilha/pista) Mask (máscara de soldagem) Silk screen (serigrafia)
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
6ª Jornada Científica e Tecnológica da FATEC de Botucatu 23 a 27 de Outubro de 2017, Botucatu São Paulo, Brasil
 COMPARATIVO ENTRE SUPERFÍCIE MODELADA EM SOFTWARE 3D E MODELO FÍSICO OBTIDO POR USINAGEM EM BLOCO DE MDF Renato Guassu Carvalho¹, Ricardo Gasperini 2 ¹Graduando em Tecnologia da produção Industrial pela
COMPARATIVO ENTRE SUPERFÍCIE MODELADA EM SOFTWARE 3D E MODELO FÍSICO OBTIDO POR USINAGEM EM BLOCO DE MDF Renato Guassu Carvalho¹, Ricardo Gasperini 2 ¹Graduando em Tecnologia da produção Industrial pela
PMR3507 Fábrica digital
 LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
ANÁLISE COMPARATIVA DOS MÉTODOS DE FABRICAÇÃO D PROTÓTIPOS
 Faculdade de Tecnologia de Sorocaba DEPARTAMENTO DE PROCESSOS DE PRODUÇÃO ANÁLISE COMPARATIVA DOS MÉTODOS DE FABRICAÇÃO D PROTÓTIPOS RELATÓRIO FINAL DA INICIAÇÃO CIENTÍFICA Aluno: Marcelo Tadeu Tomazela
Faculdade de Tecnologia de Sorocaba DEPARTAMENTO DE PROCESSOS DE PRODUÇÃO ANÁLISE COMPARATIVA DOS MÉTODOS DE FABRICAÇÃO D PROTÓTIPOS RELATÓRIO FINAL DA INICIAÇÃO CIENTÍFICA Aluno: Marcelo Tadeu Tomazela
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM
 AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
AULA 2 CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 3 2. CLASSIFICAÇÃO DOS PROCESSOS DE USINAGEM 2.1. Introdução Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos.
Figura 1: Ambiente de definição da feature casca.
 1 Cascas Alguns elementos usados em produtos, principalmente invólucros de outras peças, podem ser classificados como cascas. Define-se casca a um volume sólido cuja espessura é muito menor do que as demais
1 Cascas Alguns elementos usados em produtos, principalmente invólucros de outras peças, podem ser classificados como cascas. Define-se casca a um volume sólido cuja espessura é muito menor do que as demais
Coordenação-Geral de Tributação
 Coordenação-Geral de Tributação Solução de Consulta nº 98.369 - t Data 12 de setembro de 2017 Processo Interessado CNPJ/CPF ASSUNTO: CLASSIFICAÇÃO DE MERCADORIAS Código NCM: 8477.80.90 Mercadoria: Máquina
Coordenação-Geral de Tributação Solução de Consulta nº 98.369 - t Data 12 de setembro de 2017 Processo Interessado CNPJ/CPF ASSUNTO: CLASSIFICAÇÃO DE MERCADORIAS Código NCM: 8477.80.90 Mercadoria: Máquina
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
A PROTOTIPAGEM RÁPIDA INSERIDA NAS DIFERENTES FASES DE UM PROJETO COMO INSTRUMENTO DE INOVAÇÃO.
 A PROTOTIPAGEM RÁPIDA INSERIDA NAS DIFERENTES FASES DE UM PROJETO COMO INSTRUMENTO DE INOVAÇÃO. Prof. Dr. Paulo Carlos Kaminski Eng. João Henrique S. A. Oliveira Escola Politécnica da Universidade de São
A PROTOTIPAGEM RÁPIDA INSERIDA NAS DIFERENTES FASES DE UM PROJETO COMO INSTRUMENTO DE INOVAÇÃO. Prof. Dr. Paulo Carlos Kaminski Eng. João Henrique S. A. Oliveira Escola Politécnica da Universidade de São
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
Impressão 3D de protótipos em cera para o desenvolvimento de novos tipos de torneiras
 Impressão 3D de protótipos em cera para o desenvolvimento de novos tipos de torneiras Rui J. Neto, Jorge Lino Alves, Teresa Duarte, Luis Moreira INEGI, Faculdade de Engenharia, Universidade do Porto A
Impressão 3D de protótipos em cera para o desenvolvimento de novos tipos de torneiras Rui J. Neto, Jorge Lino Alves, Teresa Duarte, Luis Moreira INEGI, Faculdade de Engenharia, Universidade do Porto A
UTILIZAÇÃO DA IMPRESSÃO 3D NA MANUFATURA PARA A OTIMIZAÇÃO DE PROCESSOS: UM ESTUDO DE CASO EM INDÚSTRIAS AUTOMOBILÍSTICAS
 UTILIZAÇÃO DA IMPRESSÃO 3D NA MANUFATURA PARA A OTIMIZAÇÃO DE PROCESSOS: UM ESTUDO DE CASO EM INDÚSTRIAS AUTOMOBILÍSTICAS Géssica da Cruz Ferreira 1 Thaisa Regina Krüger 2 Christiane Bischof dos Santos
UTILIZAÇÃO DA IMPRESSÃO 3D NA MANUFATURA PARA A OTIMIZAÇÃO DE PROCESSOS: UM ESTUDO DE CASO EM INDÚSTRIAS AUTOMOBILÍSTICAS Géssica da Cruz Ferreira 1 Thaisa Regina Krüger 2 Christiane Bischof dos Santos
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
Universidade Federal do Rio de Janeiro AVALIAÇÃO COMPARATIVA DAS TECNOLOGIAS DE PROTOTIPAGEM RÁPIDA. Guilherme Lorenzoni de Almeida
 Universidade Federal do Rio de Janeiro AVALIAÇÃO COMPARATIVA DAS TECNOLOGIAS DE PROTOTIPAGEM RÁPIDA Guilherme Lorenzoni de Almeida 2008 Livros Grátis http://www.livrosgratis.com.br Milhares de livros grátis
Universidade Federal do Rio de Janeiro AVALIAÇÃO COMPARATIVA DAS TECNOLOGIAS DE PROTOTIPAGEM RÁPIDA Guilherme Lorenzoni de Almeida 2008 Livros Grátis http://www.livrosgratis.com.br Milhares de livros grátis
Construção de uma impressora 3D de baixo custo
 Com o objetivo dos trabalhos serem avaliados pelo nível de ensino dos autores principais, é necessário que seja marcada a opção relacionada a escolaridade do autor (es) principal (is), desconsiderando
Com o objetivo dos trabalhos serem avaliados pelo nível de ensino dos autores principais, é necessário que seja marcada a opção relacionada a escolaridade do autor (es) principal (is), desconsiderando
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
PROJETO DE CAD DE MÁSCARAS PARA PROTOTIPAGEM DE ELEMENTOS SENSORES PIEZORESISTIVOS 1 CAD PROJECT MASKS FOR PROTOTYPING SENSORS ELEMENTS PIEZORESISTIVE
 PROJETO DE CAD DE MÁSCARAS PARA PROTOTIPAGEM DE ELEMENTOS SENSORES PIEZORESISTIVOS 1 CAD PROJECT MASKS FOR PROTOTYPING SENSORS ELEMENTS PIEZORESISTIVE Diogo Rafael Silva De Almeida 2, Luiz Antonio Rasia
PROJETO DE CAD DE MÁSCARAS PARA PROTOTIPAGEM DE ELEMENTOS SENSORES PIEZORESISTIVOS 1 CAD PROJECT MASKS FOR PROTOTYPING SENSORS ELEMENTS PIEZORESISTIVE Diogo Rafael Silva De Almeida 2, Luiz Antonio Rasia
3. Como são classificadas as diversas técnicas de prototipagem rápida?
 PROTOTIPAGEM RÁPIDA 1. Introdução Fabricação de protótipos em curto espaço de tempo (horas ou dias contra dias ou meses anteriormente necessários) Protótipo: - modelo em escala real de peças ou produtos
PROTOTIPAGEM RÁPIDA 1. Introdução Fabricação de protótipos em curto espaço de tempo (horas ou dias contra dias ou meses anteriormente necessários) Protótipo: - modelo em escala real de peças ou produtos
PMR3507 Fábrica digital
 LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
LSA Laboratório de Sistemas de Automação www.pmrlsa.poli.usp.br PMR3507 Fábrica digital Projeto como centro Escola Politécnica da Universidade de São Paulo Departamento de Engenharia Mecatrônica e de Sistemas
Modelação (Modelagem)
") 2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
ESTUDO DE MATERIAIS APLICADOS EM UMA IMPRESSORA 3D OPEN SOURCE
 ESTUDO DE MATERIAIS APLICADOS EM UMA IMPRESSORA 3D OPEN SOURCE Willy Ank de Morais Professor do Curso de Engenharia Civil / Engenharia Mecânica Universidade de Ribeirão Preto - UNAERP Campus Guarujá /
ESTUDO DE MATERIAIS APLICADOS EM UMA IMPRESSORA 3D OPEN SOURCE Willy Ank de Morais Professor do Curso de Engenharia Civil / Engenharia Mecânica Universidade de Ribeirão Preto - UNAERP Campus Guarujá /
Como se produz um metal
 Faculdade de Engenharia da Universidade do Porto Como se produz um metal Prototipagem rápida Projeto FEUP 2014/2015 LCEEMG e MIEMM: Armando Sousa e Manuel Firmino Alexandre Leite e Sónia Simões Supervisor:
Faculdade de Engenharia da Universidade do Porto Como se produz um metal Prototipagem rápida Projeto FEUP 2014/2015 LCEEMG e MIEMM: Armando Sousa e Manuel Firmino Alexandre Leite e Sónia Simões Supervisor:
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Novas Fronteiras da Fabricação: Uma Introdução à Manufatura Aditiva
 Novas Fronteiras da Fabricação: Uma Introdução à Manufatura Aditiva 02-12-2014 POR JOÃO PEDRO BUIARKSEY KOVALCHUK, Eng.Eletricista, UFPR-1998 AGENDA Duração estimada: 1h Considerações Iniciais Um Pouco
Novas Fronteiras da Fabricação: Uma Introdução à Manufatura Aditiva 02-12-2014 POR JOÃO PEDRO BUIARKSEY KOVALCHUK, Eng.Eletricista, UFPR-1998 AGENDA Duração estimada: 1h Considerações Iniciais Um Pouco
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Arquitetura, Espaço Público e Fabricação Digital - Aproximações entre o processo de Projeto e a Tecnologia de Impressão 3D.
 Universidade de São Paulo Instituto de Arquitetura e Urbanismo Núcleo de Estudos de Habitares Interativos Arquitetura, Espaço Público e Fabricação Digital - Aproximações entre o processo de Projeto e a
Universidade de São Paulo Instituto de Arquitetura e Urbanismo Núcleo de Estudos de Habitares Interativos Arquitetura, Espaço Público e Fabricação Digital - Aproximações entre o processo de Projeto e a
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
Grupo I Caso Prático (11.0 valores)
") Exame de 1ª Época 3 de Janeiro de 2008 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2007/2008 Duração: 2h15min Grupo I Caso Prático
Exame de 1ª Época 3 de Janeiro de 2008 Complementos de Tecnologia Mecânica Mestrado em Engenharia Mecânica Professor Pedro Vilaça 1º Semestre do ano lectivo 2007/2008 Duração: 2h15min Grupo I Caso Prático
Para se planejar o processo de fabricação da peça é necessário conhecer em detalhes as suas características, como:
 Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Usinagem de peças a partir de blanks em tornos automáticos CNC Este artigo tem por objetivo apresentar as maneiras de se produzir peças torneadas em série e de forma automática através da utilização de
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Impresspras ColorJet. Peças coloridas e brilhantes com as impressoras ProJet CJP 3D
 Impresspras ColorJet Peças coloridas e brilhantes com as impressoras ProJet CJP 3D Faça seus Designs se Destacarem MELHORE A COMUNICAÇÃO Comunique a experiência e o estilo dos designs de produto com protótipos
Impresspras ColorJet Peças coloridas e brilhantes com as impressoras ProJet CJP 3D Faça seus Designs se Destacarem MELHORE A COMUNICAÇÃO Comunique a experiência e o estilo dos designs de produto com protótipos
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
O processo básico de filmes tubulares por sopro está ilustrado
 VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
APLICAÇÃO DA ESTEREOLITOGRAFIA NA FABRICAÇÃO DIRETA DE INSERTOS PARA A PRODUÇÃO DE COMPONENTES INJETADOS
 APLICAÇÃO DA ESTEREOLITOGRAFIA NA FABRICAÇÃO DIRETA DE INSERTOS PARA A PRODUÇÃO DE COMPONENTES INJETADOS Aureo Campos Ferreira Carlos Henrique Ahrens Fernando Humel Lafratta Ricardo Borges Gomide Universidade
APLICAÇÃO DA ESTEREOLITOGRAFIA NA FABRICAÇÃO DIRETA DE INSERTOS PARA A PRODUÇÃO DE COMPONENTES INJETADOS Aureo Campos Ferreira Carlos Henrique Ahrens Fernando Humel Lafratta Ricardo Borges Gomide Universidade
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
UMA ABORDAGEM INVESTIGATIVA SOBRE A CONSTRUÇÃO E IMPRESSÃO DE MODELOS 3D DENTRO DA PERSPECTIVA DA MODELAGEM POR FUSÃO E DEPÓSITO (FDM)
") VINICIUS ANDRADE TRIPÁRI VASCONCELLOS VINICIUS BARCELOS NUNES DE MATTOS UMA ABORDAGEM INVESTIGATIVA SOBRE A CONSTRUÇÃO E IMPRESSÃO DE MODELOS 3D DENTRO DA PERSPECTIVA DA MODELAGEM POR FUSÃO E DEPÓSITO
VINICIUS ANDRADE TRIPÁRI VASCONCELLOS VINICIUS BARCELOS NUNES DE MATTOS UMA ABORDAGEM INVESTIGATIVA SOBRE A CONSTRUÇÃO E IMPRESSÃO DE MODELOS 3D DENTRO DA PERSPECTIVA DA MODELAGEM POR FUSÃO E DEPÓSITO
FABRICAÇÃO ADITIVA: TECNOLOGIAS E PARÂMETROS
 FABRICAÇÃO ADITIVA: TECNOLOGIAS E PARÂMETROS Gabriel Gazetta de Araújo 1 RESUMO A Fabricação Aditiva, ou Impressão 3D é, de forma simples, uma série de tecnologias que permitem a criação de modelos tridimensionais
FABRICAÇÃO ADITIVA: TECNOLOGIAS E PARÂMETROS Gabriel Gazetta de Araújo 1 RESUMO A Fabricação Aditiva, ou Impressão 3D é, de forma simples, uma série de tecnologias que permitem a criação de modelos tridimensionais
NUFER - Núcleo de Prototipagem e Ferramental DAMEC/PPGEM/CITEC
 NUFER NUFER - Núcleo de Prototipagem e Ferramental DAMEC/PPGEM/CITEC (nvolpato@utfpr.edu.br) Prof. Dr. José A. Foggiatto (foggiatto@utfpr.edu.br) Universidade Tecnológica Federal do Paraná UTFPR - Sede
NUFER NUFER - Núcleo de Prototipagem e Ferramental DAMEC/PPGEM/CITEC (nvolpato@utfpr.edu.br) Prof. Dr. José A. Foggiatto (foggiatto@utfpr.edu.br) Universidade Tecnológica Federal do Paraná UTFPR - Sede
REFRIGERAÇÃO CONFORMADA POR EXCELÊNCIA. Uma marca da Listemann Technology AG e Renishaw GmbH
 REFRIGERAÇÃO CONFORMADA POR EXCELÊNCIA www.iqtemp.com Uma marca da Listemann Technology AG e Renishaw GmbH iqtemp Uma marca da Listemann Technology AG e Renishaw GmbH A chave para um molde com controle
REFRIGERAÇÃO CONFORMADA POR EXCELÊNCIA www.iqtemp.com Uma marca da Listemann Technology AG e Renishaw GmbH iqtemp Uma marca da Listemann Technology AG e Renishaw GmbH A chave para um molde com controle
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
Arquitetura de Computadores
 PROF(A). Diego 1º PERIODO ADS 2017/05 Arquitetura de Computadores Número do grupo : 07 Integrantes: Christian Ribeiro Rezende Gustavo Henrique Freitas de Souza Odair Pereira Bomfim Junior Renan Luckmann
PROF(A). Diego 1º PERIODO ADS 2017/05 Arquitetura de Computadores Número do grupo : 07 Integrantes: Christian Ribeiro Rezende Gustavo Henrique Freitas de Souza Odair Pereira Bomfim Junior Renan Luckmann
PROPOSTA DE UM MÉTODO DE SELEÇÃO DO PROCESSO DE PROTOTIPAGEM RÁPIDA PARA FABRICAR UMA PEÇA A PARTIR DE ESPECIFICAÇÕES TÉCNICAS
 PROPOSTA DE UM MÉTODO DE SELEÇÃO DO PROCESSO DE PROTOTIPAGEM RÁPIDA PARA FABRICAR UMA PEÇA A PARTIR DE ESPECIFICAÇÕES TÉCNICAS Caue Goncalves Mancanares (EP-USP ) cmancanares@gmail.com Juliana Cavalcante
PROPOSTA DE UM MÉTODO DE SELEÇÃO DO PROCESSO DE PROTOTIPAGEM RÁPIDA PARA FABRICAR UMA PEÇA A PARTIR DE ESPECIFICAÇÕES TÉCNICAS Caue Goncalves Mancanares (EP-USP ) cmancanares@gmail.com Juliana Cavalcante
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESPECIALIZAÇÃO EM GESTÃO DE DESENVOLVIMENTO DE PRODUTOS
 UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESPECIALIZAÇÃO EM GESTÃO DE DESENVOLVIMENTO DE PRODUTOS EDUARDO HENRIQUE DOS SANTOS LEVANTAMENTO DO ESTADO DA
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESPECIALIZAÇÃO EM GESTÃO DE DESENVOLVIMENTO DE PRODUTOS EDUARDO HENRIQUE DOS SANTOS LEVANTAMENTO DO ESTADO DA
MANUFATURA AUXILIADA POR COMPUTADOR PROF.: Dalberto Dias da Costa Lab. Usinagem Departamento de Engenharia Mecânica
 UNIVERSIDADE FEDERAL DO PARANÁ PROGRAMA DE PÓS- GRADUAÇÃO EM ENGENHARIA DA PRODUÇÃO (PPGEP) MANUFATURA AUXILIADA POR COMPUTADOR PROF.: Dalberto Dias da Costa Lab. Usinagem Departamento de Engenharia Mecânica
UNIVERSIDADE FEDERAL DO PARANÁ PROGRAMA DE PÓS- GRADUAÇÃO EM ENGENHARIA DA PRODUÇÃO (PPGEP) MANUFATURA AUXILIADA POR COMPUTADOR PROF.: Dalberto Dias da Costa Lab. Usinagem Departamento de Engenharia Mecânica
lasertec Uma nova era na colagem de bordos HOMAG lasertec
 O sucesso da tecnologia original Uma campanha da VDMA MARTINI-werbeagentur.de 05/2011 Uma nova era na colagem de bordos Um membro do HOMAG Group HOMAG Holzbearbeitungssysteme GmbH Homagstraße 3 5 72296
O sucesso da tecnologia original Uma campanha da VDMA MARTINI-werbeagentur.de 05/2011 Uma nova era na colagem de bordos Um membro do HOMAG Group HOMAG Holzbearbeitungssysteme GmbH Homagstraße 3 5 72296
Arthur Wilson Fonseca Coelho
 ESTUDO DO PROCESSO E DA QUALIDADE DE PEÇAS FABRICADAS POR ESTEREOLITOGRAFIA Arthur Wilson Fonseca Coelho Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade
ESTUDO DO PROCESSO E DA QUALIDADE DE PEÇAS FABRICADAS POR ESTEREOLITOGRAFIA Arthur Wilson Fonseca Coelho Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade
Fabricação de Parafusos
 Como você fabricaria um Parafuso? Como você fabricaria um Parafuso? Questões que precisam de resposta: a) Fazer com o que (material/processo)? b) Fazer quantos (volume)? c) Quão bem feito (qualidade, tolerâncias)?
Como você fabricaria um Parafuso? Como você fabricaria um Parafuso? Questões que precisam de resposta: a) Fazer com o que (material/processo)? b) Fazer quantos (volume)? c) Quão bem feito (qualidade, tolerâncias)?
Usinagem I Parte I Aula 1 Processos de Usinagem / Conceitos Básicos. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
Usinagem I 2016.1 Parte I Aula 1 Processos de Usinagem / Conceitos Básicos Panorama do Curso Usinagem I Parte I - Tecnologia da Usinagem (Prova 1) Parte II - Mecânica do Corte e Geometria da Ferramenta
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
Áreas de concentração. Escola de Engenharia de São Carlos da Universidade de São Paulo
 Áreas de concentração Escola de Engenharia de São Carlos da Universidade de São Paulo 1 Apresentação Este documento descreve as áreas de concentração do Programa de Pós-Graduação em Engenharia Mecânica
Áreas de concentração Escola de Engenharia de São Carlos da Universidade de São Paulo 1 Apresentação Este documento descreve as áreas de concentração do Programa de Pós-Graduação em Engenharia Mecânica
Soldagem arco submerso III
 Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas
Soldagem arco submerso III Péricles Cirillo - E-mail: pericles.cirillo@hotmail.com 1. Aplicação de uniões por soldagem à arco submerso 1.1 Indústria de construção naval Figura 1: mostra tipos de soldas