Processo de Fabricação Mecânica. Profº Emerson Oliveira Técnico em Mecânica
|
|
|
- Marco Ferrão da Costa
- 6 Há anos
- Visualizações:
Transcrição






1 Mecânica Tecnologia de Mecânica Processo defabricação Fabricação


2 Mecânica INTRODUÇÃO: Diversos processos de Fabricação, podem ser utilizados na manufatura de um produto.
3 Mecânica INTRODUÇÃO: Alguns Fatores que destacam na escolha do processo: Tipo de produção. Tolerância dimensional do produto. Qualidade superficial. Custo.



4 Mecânica Acabamento superficial conforme processo de Fabricação selecionado. Avanço Sentido de avaliação da rugosidade fz = 0,02 mm/aresta ae = 0,50mm Ra = µm Fig. a: Sentido de Corte Concordante Avanço Sentido de avaliação da rugosidade fz = 0,02 mm/aresta ae = 0,50mm Ra = µm Fig. b: Sentido de Corte Discordante Tecnologia de Mecânica Processo defabricação Fabricação
5 Processo de Conformação Mecânica Conformação é o processo mecânico, onde se obtém peças, através dos tipos de esforços aplicados. Compressão direta. Forjamento e Laminação Compressão indireta. Trefilação, extrusão de tubos ou fios, estampagem profunda Prof Profº - Emerson Oliveira
6 Processo de Conformação Mecânica Conformação é o processo mecânico, onde se obtém peças, através dos tipos de esforços aplicados. Tração. Estiramento de chapas Cisalhamento. Corte de chapas Dobramento. Calandragem
7 Processo de Conformação Mecânica
8 Exercício processos de Fabricação Exercício: Através da ILUSTRAÇÃO preencha a tabela abaixo.
9 Processo de Conformação Mecânica Conformação: Basicamente os processos de conformação podem ser classificados em: Laminação: Forjamento: Extrusão: Trefilação: Estampagem:
10 Laminação LAMINAÇÃO: Neste processo de conformação mecânica, o metal é forçado a passar entre dois cilindros, girando em sentido oposto, com a mesma velocidade periférica.
11 Laminação Condição de Trabalho: Trabalho a QUENTE permite o menor esforço mecânico para mesma quantidade deformação, melhorando sua tenacidade. Não permite dimensões de estreitas tolerâncias. Valor mínimo de atrito de 0,2μm. Trabalho a FRIO pode alterar sensivelmente as propriedades mecânicas : diminuindo sua ductilidade aumentando sua resistência e dureza. Valor mínimo de atrito de 0,05 a 0,10μm.


12 Laminação 1N = 0,1Kgf logo: 365 Mpa = 36,5 Kgf
13 Laminação O ângulo de contato é dado pela formula: Calculo de Carga média de Laminação formula apresentada por DIETER (1976). Onde: h 0 x V 0 = h 1 x V 1

14 Laminação
15 Laminação
16 Exercício laminação EXERCÍCIOS: Através do processo de Laminação a frio com lubrificante, pretende-se reduzir uma chapa de alumínio de (h i ) =10 mm para (h f )=9mm a espessura, cuja largura da chapa (w) é 100 mm e o raio do cilindro 280mm. Sendo µ = 0,06 o coeficiente de atrito entre o cilindro e o metal a ser laminado e v f = 0,17 m/s. Adotar 65 Mpa de resistência a compressão. Pede-se para determinar: a) A pressão de laminação. b) A velocidade de entrada. c) O arco de contato (L) do produto laminado. d) A potência de acionamento.
17 Exercício laminação EXERCÍCIOS: Através do processo de Laminação a frio com lubrificante, pretende-se reduzir uma chapa de alumínio de (h i ) =40 mm para (h f )=26,63mm a espessura, cuja largura inicial é 100 mm. Sendo o coeficiente de atrito entre o cilindro e o metal de µ = 0,15 a ser laminado a velocidade de entrada nos laminadores e v o = 0,25 m/s. O material adotado nos cilindros deste laminador Aço Inox 304 com diâmetro de 300mm. Pede-se para determinar: a) A potência de acionamento.[cv] b) A velocidade de saída.[m/min] c) O arco de contato (L) do produto laminado.[mm] d) A pressão de laminação.[kgf] e) Qual redução produzida no produto em %.[%]
18 Processo de Conformação Mecânica TIPOS DE LAMINADORES: Abrange inúmeros tipos, dependendo cada um deles do serviço que executa. Podendo ser classificados em a quente ou a Frio, dependendo da temperatura de trabalho do metal. Laminadores Duo Laminadores Trio Laminadores Quádruo Laminadores Universal




19 Laminação
20 Laminação Laminadores Duo: Composto por dois cilindros de mesmo diâmetro, girando em sentido oposto, coma mesma velocidade periférica e colocados um sobre outro.
21 Laminação Laminadores Trio: Composto por três cilindros dispostos um sobre outro, a chapa passa entre o cilindro inferior e intermediário, retornando entre intermediário e superior. Muitos laminadores trio são disposto de mesa elevatória ou basculante para passagem da chapa entre os cilindros. Laminadores Quáduo: Composto por quatro cilindros dispostos um sobre outro, denominado dois cilindros de trabalho e dois de apoio. Estes laminadores são empregado na laminação e relaminação em chapas que necessitam espessura uniforme em toda seção transversal.




22 Laminação Laminadores Sendzimir: Os cilindros de trabalho são suportados, cada um deles, por dois cilindros de apoio. Este sistema permite grandes reduções de espessura em cada passagem através dos cilindros de trabalho.
23 Exercícios Laminação 1) Qual a vantagem de utilizar cadeiras de laminação tipo duo reversível ou retorno por cima? 2) Para laminação continua, todas as cadeiras devem rotacionar na mesma velocidade? 3) Qual processo de laminação que causa o encruamento no material? 4) Qual processo de conformação que utiliza mesmo força para obtenção do produto? 5) Cite os tipos de esforços, provocados nos processos de conformação para obter um produto manufaturado? 6) Por que se realiza a laminação a frio? 7) Quais as vantagens da laminação a frio com relação a laminação a quente?




24 Processo de Conformação FORJAMENTO: O forjamento é o processo de conformação mecânica, dando forma ao produto através da prensagem ou martelamento. Podendo ser forjamento livre, através de golpes rápidos, ou pela prensagem através das prensas em velocidades lentas em matrizes aberta ou fechada.


25 Forjamento TRABALHO MECÂNICO A QUENTE: Neste processo ocorre a deformação plástica, empregando o menor esforço mecânico quando comparado com o processo a frio. A estrutura do metal é refinada, melhora a tenacidade, elimina a porosidade. Entretanto, a desvantagem deste processo é: exige ferramental com boa resistência ao calor, o que pode afetar o custo da operação. Pode correr a oxidação e formação de casca de óxidos.
26 Forjamento TRABALHO MECÂNICO A FRIO: Neste processo ocorre a deformação plástica aparecendo o encruamento do material. Aumentando sua resistência mecânica, dimensões dentro de tolerâncias estreitas e melhor acabamento superficial.


27 Forjamento MÁQUINAS DE FORJAMENTO: Os equipamentos de forjamento podem ser classificados, de acordo com principio de operação, em: martelos e prensas de forjamento. Com o martelo de forjamento, podem ser forjadas grandes variedades de formas e tamanhos de peca. E possível girar a peca entre golpes sucessivos, coloca-la em diferentes cavidades e cortar a forma final com pequenas perdas de material. Normalmente uma peca e forjada com varias pancadas repetidas. Um martelo de forjamento, dependendo de seu tamanho e capacidade, pode aplicar de 60 a 150 pancadas por minuto.
28 Forjamento MÁQUINAS DE FORJAMENTO: Martelo de queda livre Este equipamento consiste de uma base que suporta colunas, nas quais são inseridos as guias do suporte da ferramenta e o sistema para a elevação da massa cadente ate a altura desejada. Martelo de dupla ação: Diferenciam-se dos martelos de queda livre pelo sistema de levantamento e queda da massa cadente. Neste caso a energia e fornecida não somente pelo peso da massa, causada por um acionamento pneumático ou hidráulico. Os martelos de dupla-ação são preferidos aos martelos de queda livre quando se trata do forjamento em matriz.
29 Forjamento MÁQUINAS DE FORJAMENTO: Martelo de contragolpe Caracteriza-se por duas massas que se chocam no meio do percurso com a mesma velocidade, sendo que a massa superior e acionada por um sistema pistão-cilindro. A massa inferior, ligeiramente menor que a superior (cerca de 5%) e acoplada normalmente a superior por meio de cabos.
30 Forjamento PRENSAS PARA FORJAMENTO: PRENSAS HIDRÁULICA: E o único tipo de prensa que aplica uma pressão uniforme com uma velocidade de deformação quase constante. Esse equipamento e de forca restrita: sua capacidade de executar uma operação de forjamento e limitada pela sua máxima capacidade de carga. PRENSAS EXCÊNTRICAS: As prensas mecânicas excêntricas são muito usadas para forjar pecas de tamanhos médios e pequenos, devido a facilidade de manuseio e ao baixo custo de operação. A aplicação de forca sobre o material e comandada por um excêntrico, sendo, por isso, essa maquina conhecida como de curso limitado. PRENSAS DE FRICÇÃO: As prensas de fricção possuem dois pratos de fricção unidos axialmente a uma arvore. O sentido de rotação da arvore pode ser invertido de modo que a rosca sem-fim possa subir e descer. A descida da massa giratória desenvolve uma notável energia cinética que e usada para executar o trabalho de conformação. Essas maquinas são indicadas para cunhar moedas, medalhas e objetos similares, em aço ou em metais duros.




31 Forjamento



32 Forjamento
33 Forjamento PROJETO PRELIMINAR DE UMA MATRIZ DE FORJAMENTO. 1. Escolha da linha de aparte; 2. Desenho da peça para forjamento; 3. Cálculo da contração; 4. Obtenção das dimensões da rebarba; 5. Escolha do bloco; 6. Obtenção da matéria prima necessária; 7. Estimativa da carga de forjamento.
34 Forjamento Produto Final Produto preparado para (matriz forjamento)

35 Forjamento LINHA DE APARTE E TOLERÂNCIA DIMENSIONAIS DE PEÇAS FORJADAS :
36 Forjamento DESENHO DO PRODUTO: MINIMO Sobremetal conforme normal DIN7523. Ângulo de saída. Para regiões internas de 5 a 7 Para regiões externas de 7 a 8
37 Forjamento RAIO DE CONCORDÂNCIA Calculo de contração:
38 Forjamento DIMENSÕES DA REBARBA.
39 Forjamento DIMENSÕES DO BLOCO:

40 Forjamento

41 Forjamento 7. Estimativa da força de forjamento Valores de "k para cálculo da força em forjamento com prensa
42 Forjamento Trabalho elementar do trabalho (dt) dt= P.dh P h0 V. R (ln ) h1 h Resistência a deformação a quente de Aço Deformação R (Kgf/mm 2 ) % Ação do Martelo Ação de Prensa 0 a a a a Onde: P = Força de forjamento em (Kgf) acima V = Volume do corpo em mm 3 R = Resistência real à deformação em (Kgf/mm 2 ) h 0 = Altura inicial do corpo em (mm) h 1 = Altura final do corpo em (mm) h = h 0 - h 1
43 Exercício Forjamento Um braço de alavanca de aço SAE 1045 deve ser forjado em matriz fechada. Deve ser considerado uma rebarba de 1mm de espessura e 20mm de largura. Durante o aquecimento perde-se 3% de material e forma de carepa. A geratriz é uma barra redonda de 100mm de comprimento. Pede-se: a) O volume da peça? b) Qual o diâmetro da geratriz? c) Qual a força de forjamento?
44 Exercício Forjamento Desenvolva o projeto do produto abaixo: Material: Aço Escolha da linha de aparte; 2. Desenho da peça para forjamento; 3. Cálculo da contração; 4. Obtenção das dimensões da rebarba; 5. Escolha do bloco; 6. Obtenção da matéria prima necessária; 7. Estimativa da carga de forjamento. Determine: O diâmetro da geratriz? O volume da peça? A força de forjamento?



45 Processo de Conformação Mecânica EXTRUSÃO: Extrusão é um processo de conformação plástica, que consiste em passar um lingote ou tarugo (de secção circular) sob a pressão de um pistão acionado pneumática ou hidraulicamente, através da abertura de uma matriz, formando um produto alongado com o perfil da matriz.
46 Extrusão TIPOS DE EXTRUSÃO: Quanto ao tipo de movimento do material em relação a ferramenta: Extrusão Direta; Extrusão Indireta ou Inversa; Extrusão lateral; Quanto a temperatura de trabalho: Quente; Frio; Quanto ao método de aplicação da carga: Extrusão convencional; Extrusão por impacto; Extrusão hidrostática;
47 Extrusão DIRETA: No processo de extrusão direta, o tarugo é colocado em uma câmara e impelido através da matriz por ação de um êmbolo. Um disco de pressão é colocado no fim do pistão ou êmbolo em contato com o tarugo.

48 Extrusão INVERSA (INDIRETA): Neste caso ocorre o inverso a extrusão direta, é a matriz que se desloca em relação ao tarugo. Pois, na extrusão inversa o pistão ou êmbolo é furado e ligado à matriz, enquanto a outra extremidade da câmara é fechada. Freqüentemente, o pistão e a matriz são mantidos estacionários, e a câmara movimentada com o tarugo. Na extrusão inversa, por não se ter movimento entre a câmara e o tarugo, as forças de atrito são muito menores e as pressões requeridas para extrusão são bem menores do que na extrusão direta.

49 Extrusão EXTRUSÃO HIDROSTÁTICA Este processo é caracterizado por empregar um fluido sob pressão para empurrar o material através da matriz, o que evita qualquer tipo de fricção nas paredes da câmara. Neste processo, o diâmetro do tarugo é menor que o diâmetro da câmara, que é preenchida pelo fluido. Como a pressão para a operação de extrusão é proveniente de um meio fluido, que envolve o tarugo, não há fricção entre parede e tarugo. Em geral a pressão transmitida ao tarugo através de um pistão é da ordem de MPa.
50 Extrusão GEOMETRIA DAS MATRIZES: A geometria (a) utilizada para: Alumínio puro; Al Mn; Al Mg Si. A geometria (b) utilizada para : Al Cu Mg; Al Mg; Al Zn Mg. A geometria (c) utilizada para: Ligas de Zinco A geometria (d) utilizada para : Aços
51 Extrusão OUTRAS VARIÁVEIS DO PROCESSO Têm papel de influência no processo outras variáveis, entre as quais se destaca: Temperatura do tarugo. Velocidade de deslocamento do pistão. Tipo de lubrificante. Temperatura de Extrusão Não deve ser muito alta para evitar gasto excessivo de energia, desgaste de elementos da máquina de extrusão e oxidação excessiva do tarugo; Os tarugos (ou lingotes) de diâmetros menores exigem menor força de extrusão, mas a perda de temperatura se dá em velocidade maior apesar da área de contato com o recipiente ser menor. O recipiente é comumente aquecido, mas para a extrusão de metais com temperaturas elevadas de trabalho, a temperatura do recipiente permanece abaixo dessa temperatura para evitar a perda de resistência mecânica e o excessivo desgaste. Quanto maior for a velocidade de extrusão, menor será a perda de temperatura, pois menor é o tempo de contato entre o tarugo e o recipiente.
52 Extrusão

53 Extrusão
54 Extrusão
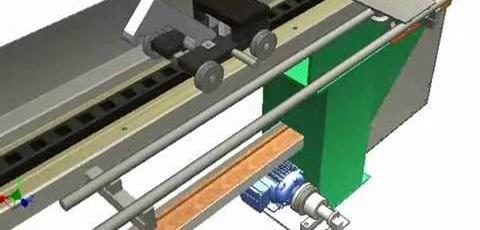
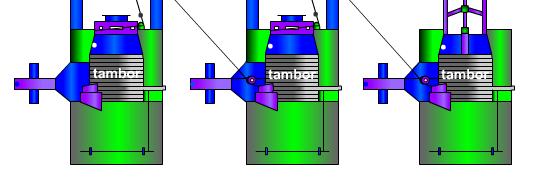
55 Exercício Extrusão: 1- O que é extrusão? 2- Que tipos de produtos são fabricados pelo processo de extrusão? 3- Escreva (V) para verdadeiro e (F) para as afirmações apresentadas abaixo. ( ) Rolos de arame, cabos e fios elétricos são produtos fabricados por extrusão. ( ) O alumínio pode ser extrudado em uma grande quantidade de perfis. ( ) A temperatura de aquecimento do bloco de metal a ser extrudado deve ser a mais alta possível. 4- Explique a diferença entre a extrusão direta e indireta?
 A força necessária para redução do encaixe.")
56 Exercício Extrusão: Através do processo de Extrusão pretende-se projetar uma matriz para produção de bengalas para cegos. Fator de K 25,2 (psi) Dados: Material da bengala Alumínio Comprimento padrão: 1,25 a 1,35 metros. Diâmetro do tubo 12,7 espessura de parede 1mm. Determine: a) A força necessária para redução do encaixe. b) O ângulo necessário para gerar a menor força.

57 Exercício Extrusão:

58 Trefilação: Processo de Conformação Mecânica A trefilação é uma operação em que a matéria prima é puxada contra uma matriz (chamada fieira) em forma de funil por meio de uma força de tração aplicada do lado de saída da matriz. O escoamento plástico é produzido principalmente pelas forças compressivas provenientes da reação da matriz sobre o material. È uma processo realizado normalmente a frio.
59 Trefilação Produtos: Arames, tubo de cobre, fios elétricos. VANTAGENS: O material pode ser estirado e reduzido em secção transversal mais do que com qualquer outro processo; A precisão dimensional que pode ser obtida é maior do que em qualquer outro processo exceto a laminação a frio, que não é aplicável às bitolas comuns de arames; A superfície produzida é uniformemente limpa e polida;
60 Trefilação Preparação da matéria prima: A preparação da matéria-prima para a trefilação se da em operações de trabalho a quente. O aquecimento do metal a trefilar provoca a formação de camadas de óxidos (carepa) em sua superfície. Esses óxidos devem ser retirados, pois, caso contrario, reduzem a vida da fieira e ficam inclusos no produto trefilado, prejudicando a sua qualidade. O processo de decapagem consiste de três etapas básicas: a) imersão dos fios em tanque de solução acida decapante; b) lavagem com jato de água fria e, c) lavagem adicional em tanques com água aquecida, contendo aditivos neutralizastes da ação acida.

 de redução ( = ângulo de abordagem); (3)")
61 Trefilação FIEIRA: A fieira é o dispositivo básico da trefilação. A geometria da fieira é dividida em quatro zonas (1) de entrada; (2) de redução ( = ângulo de abordagem); (3) guia de calibração ou zona de acabamento; (4) de saída.
62 Trefilação Equipamentos: Pode-se classificar os equipamentos para trefilação em dois grupos básicos: a) Trefiladoras de bancada utilizadas para produção de componentes não bobináveis, como barras e tubos; b) Trefiladoras de tambor utilizada para produção de componentes bobináveis, ou seja, arames. As trefiladoras de tambor ainda podem ser classificadas em três grandes grupos: Simples (1 só tambor) - para arames grossos; Duplas - para arames médios; Múltiplas (contínuas) - para arames médios a finos.



63 Trefilação

64 Trefilação Exercício: 1- Porque os materiais utilizados na Fieira possuem alta dureza? 2- Diferencie a trefilação de bancada e a de tambor? 3- Em qual região da Fieira que ocorre maior aquecimento? 4- Preencha os nomes conforme indicação dos balões na fieira abaixo?







65 Processo de Conformação Mecânica Estampagem
66 Estampagem ESTAMPAGEM: A estampagem é um processo de conformação mecânica, realizado geralmente a frio que compreende um conjunto de operações, por intermédio das quais uma chapa plana é submetida a transformações de modo a adquirir uma nova forma geométrica, plana ou oca. Basicamente pode ser: CORTE DOBRA ESTAMPAGEM PROFUNDA
67 Estampagem
 Material Recozido Não recozido Aço 0,1 % Carbono 25 32 Aço 0,4 % Carbono")
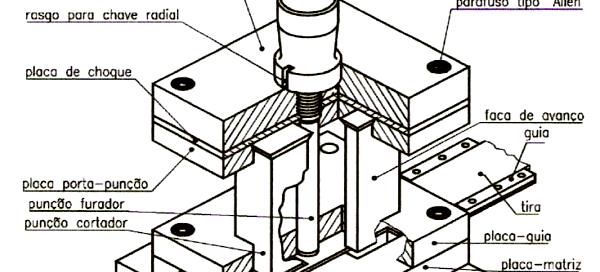
68 Estampagem CORTE: O processo corresponde em obter formas geométricas determinadas, a partir de chapas, submetidas a ação de uma ferramenta ou punção de corte, aplicada por intermédio de uma prensa. F C = p x e x T c x 1,2 Onde: F C =Força de Corte p= perímetro e= espessura da chapa T c = Tensão de cisalhamento (Kgf/mm 2 ) Material Recozido Não recozido Aço 0,1 % Carbono Aço 0,4 % Carbono Aço 0,8 % Carbono Alumínio Bronze fosforoso Cobre Zinco 12 20
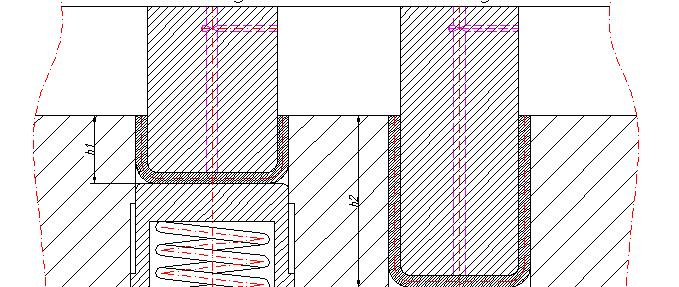
69 Estampagem FOLGA NO PUNÇÃO: Quando precisamos obter contornos externos, a placa-matriz leva a medida nominal da peça e a folga fica no punção. No caso de contorno interno, o punção leva a medida nominal e a folga se acrescenta a placa-matriz. Para aço macio e latão: F = e / 20 Para aço semi-duro: F = e / 16 Para aço duro: F= e / 14
70 Estampagem Tabela para determinar comprimento e largura da tira.
71 Estampagem Localização da Espiga pelo processo Analítico: Para determinar a posição correta da espiga pelo processo analítico, procedemos da seguinte forma: 1º- determine a área ou perímetro dos produto (a;b;c) 2º- Calcular as distâncias dos centros dos Punções, aos eixos X e Y com relação ao Centro de gravidade da placa.


72 Estampagem Calculo de perímetro e área: Entidades geométricas conhecidas:
 Determine a força de corte.")
73 Estampagem Exercício: a) Determine o perímetro do produto. b) Área. c) Determine a força de corte. Material alumínio Tensão de ruptura 15 Kgf/mm 2
74 Estampagem Calculo para determinar a espessura da matriz de corte.
75 Estampagem Tabela de Ajustes e folgas

76 Estampagem Preencha o valor da tolerância que deve ser deixada usinagem dos eixos: Eixo Ø g6 j6 18mm 50mm 80mm
77 Estampagem


78 Estampagem



79 Estampagem
80 Estampagem Para um determinado projeto de estampo, a força calculada no momento do repuxo foi de 82 Kgf/mm 2. Faltando determinar a quantidade de molas a ser colocada nesta ferramenta para garantir o perfeito funcionamento. Adotar o comprimento livre da mola sendo 64mm e critério de utilização de carga 30%. Determine: 1- Quantidade de mola a ser utilizada? 2- A mola é carga leve, média, pesada ou extra pesada? 3- Código de referência da mola ser comprada?
81 Estampagem Exercício: : Determine: 1- Qual o perímetro do produto? 2- Área? 3- Qual a força de corte utilizando material com 25 Kgf/mm 2 de tenção de ruptura? 4- A espessura da matriz de corte. 5- A folga dos punções?
82 Estampagem Exercício: Determine: 1- Qual o perímetro do produto? 2- Área? 3- Qual a força de corte utilizando material com 20 Kgf/mm 2 de tenção de ruptura? 4- A espessura da matriz de corte. 5- A folga dos punções?




83 Estampagem - Dobra As operação de DOBRA em geral ocupam um lugar importante no ciclo produtivo dos estampos, pois, muitos produtos depois de sofrerem a primeira operação de corte devem se submeter a uma ou varias deste operações.
84 Estampagem - Dobra Recuperação elástica: a peça dobrada tende, por elasticidade, a recuperar sua forma inicial. Este fenômeno deve ser previsto e adequado no projeto da matriz. Para evitar o cisalhamento da chapa deve-se calcular o valor mínimo do raio interno no produto: Para materiais macios ou recozidos: 1 a 2 vezes sua espessura Para materiais rígidos : 3 a 4 vezes sua espessura
85 Estampagem - Dobra Exercício: Determine a força de dobra do produto abaixo.
86 Estampagem - Dobra
87 Estampagem - Dobra 1º Determine o comprimento da chapa das figuras abaixo: Medidas em (mm) Dados: L1 = 8 L2 = 30 L3 = 60 R1 = 3 R2 = 6,5 E = 1,5
88 Estampagem - Dobra Dado o produto determine: Perímetro do produto. Cálculo de rendimento. Desenho melhor lay-out. Linha neutra. Força de dobra. Escolha da prensa. Dimensionamento da matriz.
89 Estampagem - Dobra Exercício: Determine: : Perímetro. Cálculo de rendimento. Desenho melhor lay-out. Linha neutra. Força de dobra. Escolha da prensa. Dimensionamento da matriz.
90 Estampagem - Dobra F d = 2 x T d x b x s² 3 x L Onde: F d = força de dobra ( Kgf ) T d = Tensão de flexão necessária para a deformação permanente (Kgf / mm²) b = comprimento da chapa ( mm) s = espessura da chapa ( mm ) L = distancia entre os apoios ( mm ) OBS: Td = 3 x Tr Tr = Tensão de ruptura a tração ( Kgf / mm² ) Vide tabela ao lado orientativa para os valores das tensões de ruptura.
91 Estampagem - Dobra 1º Considerando a figura abaixo, calcule a força de dobra em V sendo uma peça em Alumínio e outra de aço inoxidável. 2º Considerando a figura abaixo, calcule a força de dobra em U sendo uma peça em cobre:
92 Estampagem - Repuxo O embutimento ou repuxo consiste basicamente a formar em prensas recipientes tais como, canecas, tubos, etc, partindo-se de uma chapa plana e conservando o produto final na mesma espessura que chapa inicial. FOLGAS ENTRE PUNÇÃO E MATRIZ: A diferença f entre o diâmetro do punção e o diâmetro da matriz deve ser: -para chapas até 1mm,f = 2 x.e -para chapas mais espessas, f = 2 x e + t onde t = 40% da tolerância máxima da laminação Exemplo: Calcular a diferença f entre punção e matriz sendo dados: e = 3mm Tolerância de laminação = ±0,1mm Solução: e = 3,1(máxima espessura) t = (0,1x 40) / 100 = 0,04 f = 2 x 3,1 + 0,04 f = 6,24 mm
93 Estampagem - Repuxo Disco=
94 Estampagem - Repuxo
95 Estampagem - Repuxo
96 Estampagem - Repuxo
97 Estampagem - Repuxo ESTAMPAGEM PROFUNDA: Numero de Estágios necessários: N = X 0,5 X = h dm onde: N= números de estágios necessários X= relação entre altura e diâmetro médio. dm = diâmetro médio do produto. X = x = 1,21 golpes
98 Estampagem - Repuxo ESTAMPAGEM PROFUNDA:
2. Conformação mecânica: deformação plástica do material.
 CONFORMAÇÃO (Mar 2007) 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem
CONFORMAÇÃO (Mar 2007) 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
CONFORMAÇÃO PLÁSTICA 7/12/2016 BIBLIOGRAFIA
 BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
PROCESSO DE ESTAMPAGEM. É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio.
 PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
CONFORMAÇÃO PLÁSTICA DOS METAIS LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
Processos de Conformação Metalúrgica
 Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica.
 CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
Conformação Plástica.
 Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
16 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
FORJAMENTO FORJAMENTO
 FORJAMENTO Prof. M.Sc.: Anael Krelling 1 É um dos processos mais antigos de transformação dos metais, utilizados por primitivos ferreiros. O processo consiste em dar uma forma útil aos materiais através
FORJAMENTO Prof. M.Sc.: Anael Krelling 1 É um dos processos mais antigos de transformação dos metais, utilizados por primitivos ferreiros. O processo consiste em dar uma forma útil aos materiais através
Laminação e Trefilação
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Laminação e Trefilação Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2.
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Laminação e Trefilação Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2.
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
Aula 3: Extrusão e Trefilação Conceitos de Extrusão Conceitos de Trefilação
 Aula 3: Extrusão e Trefilação Conceitos de Extrusão Conceitos de Trefilação Extrusão é um processo de conformação plástica através do qual é reduzida ou modificada a seção transversal de um corpo metálico,
Aula 3: Extrusão e Trefilação Conceitos de Extrusão Conceitos de Trefilação Extrusão é um processo de conformação plástica através do qual é reduzida ou modificada a seção transversal de um corpo metálico,
Processos de Estampagem
 Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: CONFORMAÇÃO MECÂNICA Código da Disciplina: EMC230 Curso: Engenharia Mecânica Semestre de oferta da disciplina: 8 o Faculdade responsável: Engenharia Mecânica Programa
PROGRAMA DE DISCIPLINA Disciplina: CONFORMAÇÃO MECÂNICA Código da Disciplina: EMC230 Curso: Engenharia Mecânica Semestre de oferta da disciplina: 8 o Faculdade responsável: Engenharia Mecânica Programa
Processos da Indústria Mecânica. Aula 1
 Processos da Indústria Mecânica Aula 1 Bibliografia Básica DIETER, G.E. Metalurgia Mecânica. Rio de Janeiro: Guanabara Dois, 1981. HELMAN, H. e CETLIN, P. R., R Fundamentos da Conformação Mecânica dos
Processos da Indústria Mecânica Aula 1 Bibliografia Básica DIETER, G.E. Metalurgia Mecânica. Rio de Janeiro: Guanabara Dois, 1981. HELMAN, H. e CETLIN, P. R., R Fundamentos da Conformação Mecânica dos
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE CONFORMAÇÃO MECÂNICA Prof. Fagner Ferraz 01/12/2013 1 Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos em metais, que resultam
PROCESSOS DE CONFORMAÇÃO MECÂNICA Prof. Fagner Ferraz 01/12/2013 1 Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos em metais, que resultam
Extrusão. Extrusão: o maior empurra-empurra
 Extrusão Tubos de metal, portas e janelas para residências e edifícios, a- rames, cabos de aço e fios elétricos são produtos tão comuns no nosso dia-a-dia que a gente nem se dá ao trabalho de prestar atenção
Extrusão Tubos de metal, portas e janelas para residências e edifícios, a- rames, cabos de aço e fios elétricos são produtos tão comuns no nosso dia-a-dia que a gente nem se dá ao trabalho de prestar atenção
NOTAS DE AULAS - VI. Disciplina: Manutenção Mecânica
 Módulo: Processo de Fabricação VI EXTRUSÃO. Extrusão é um processo de conformação no qual o material é forçado através de uma matriz, de forma similar ao aperto de um tubo de pasta de dentes. Praticamente
Módulo: Processo de Fabricação VI EXTRUSÃO. Extrusão é um processo de conformação no qual o material é forçado através de uma matriz, de forma similar ao aperto de um tubo de pasta de dentes. Praticamente
Barras e fios de aço para armaduras de concreto
 Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
Barras e fios de aço para armaduras de concreto Regida pela NBR 7480/96 Aços para concreto Elevado comportamento mecânico Teor de carbono entre 0,08 e 0,5% Denominação Barras φ 5 mm obtidos exclusivamente
FORJAMENTO. Conformação TM 262. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 FORJAMENTO Conformação TM 262 Prof. Paulo Marcondes, PhD. DEMEC / UFPR FORJAMENTO Histórico; Conceito; Forjamento é o nome genérico para operações de conformação mecânica efetuadas com esforço de compressão
FORJAMENTO Conformação TM 262 Prof. Paulo Marcondes, PhD. DEMEC / UFPR FORJAMENTO Histórico; Conceito; Forjamento é o nome genérico para operações de conformação mecânica efetuadas com esforço de compressão
ELEMENTOS ELÁSTICOS MOLAS
 ELEMENTOS ELÁSTICOS MOLAS Uma mola é um objeto elástico flexível usado para armazenar a energia mecânica. As molas são feitas de arame geralmente tendo como matéria prima mais utilizada o aço temperado.
ELEMENTOS ELÁSTICOS MOLAS Uma mola é um objeto elástico flexível usado para armazenar a energia mecânica. As molas são feitas de arame geralmente tendo como matéria prima mais utilizada o aço temperado.
Acesse:
 Empurra, estica, puxa... Tubos de metal, portas e janelas para residências e edifícios, a- rames, cabos de aço e fios elétricos são produtos tão comuns no nosso dia-a-dia que a gente nem se dá ao trabalho
Empurra, estica, puxa... Tubos de metal, portas e janelas para residências e edifícios, a- rames, cabos de aço e fios elétricos são produtos tão comuns no nosso dia-a-dia que a gente nem se dá ao trabalho
Existem diversas técnicas e procedimentos empregados visando a manufatura de elementos de. levado em consideração na escolha adequada deste processo.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
PROJETO DE DISPOSITIVOS E FERRAMENTAS
 PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
PROCESSO DE TREFILAÇÃO
 PROCESSO DE TREFILAÇÃO O QUE É? A trefilação é uma operação em que a matéria ria-prima é estirada através s de uma matriz em forma de canal convergente (FIEIRA ou TREFILA) por meio de uma força tracionadora
PROCESSO DE TREFILAÇÃO O QUE É? A trefilação é uma operação em que a matéria ria-prima é estirada através s de uma matriz em forma de canal convergente (FIEIRA ou TREFILA) por meio de uma força tracionadora
Soldagem por fricção. Daniel Augusto Cabral -
 Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO DE ELEMENTOS DE MÁQUINAS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Embora sem saber, você já deve ter conformado um metal em algum momento da sua vida. Aí vem a pergunta: Mas, como?!
 Conformação Panelas, fogões, geladeiras, fornos de microondas, microcomputadores, automóveis, máquinas agrícolas, trens, navios, aviões, naves espaciais, satélites... Desde o produto mais simples até o
Conformação Panelas, fogões, geladeiras, fornos de microondas, microcomputadores, automóveis, máquinas agrícolas, trens, navios, aviões, naves espaciais, satélites... Desde o produto mais simples até o
Conformação Plástica. Universidade de São Paulo. Escola de Engenharia de Lorena. Departamento de Engenharia de Materiais
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais Conformação Plástica Introdução à Ciência dos Materiais Prof. Dr. Cassius O.F.T. Ruchert, Professor Associado
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais Conformação Plástica Introdução à Ciência dos Materiais Prof. Dr. Cassius O.F.T. Ruchert, Professor Associado
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
NOTAS DE AULAS - VIII
 VIII TREFILAÇÃO A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima é puxada contra uma matriz (chamada
VIII TREFILAÇÃO A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima é puxada contra uma matriz (chamada
2. Corte Utilização de prensa, matriz e punção de corte.
 ESTAMPAGEM (Mar 2007) 1. Introdução Estampagem: conformação mecânica de chapas, geralmente a frio. Tipos de operação: - corte - dobramento e encurvamento - estampagem profunda (as vezes a quente) 2. Corte
ESTAMPAGEM (Mar 2007) 1. Introdução Estampagem: conformação mecânica de chapas, geralmente a frio. Tipos de operação: - corte - dobramento e encurvamento - estampagem profunda (as vezes a quente) 2. Corte
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton Alves Alencar FATEC ITAQUERA, 2017
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton Alves Alencar FATEC ITAQUERA, 2017 Prensa Manual (Balancim) Prensa EXCÊNTRICA Prensa Excêntrica (Tipo C) Prensa EXCÊNTRICA (Tipo C) Prensa Excêntrica (Tipo H) Punção
TECNOLOGIA DE ESTAMPAGEM Prof. Milton Alves Alencar FATEC ITAQUERA, 2017 Prensa Manual (Balancim) Prensa EXCÊNTRICA Prensa Excêntrica (Tipo C) Prensa EXCÊNTRICA (Tipo C) Prensa Excêntrica (Tipo H) Punção
Trefilação. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Trefilação Prof. Paulo Marcondes, PhD. DEMEC / UFPR Trefilação Definição de trefilação Processo de conformação plástica indireta para a fabricação de produtos pela passagem do material através de uma ferramenta
Trefilação Prof. Paulo Marcondes, PhD. DEMEC / UFPR Trefilação Definição de trefilação Processo de conformação plástica indireta para a fabricação de produtos pela passagem do material através de uma ferramenta
DEFORMAÇÃO PLÁSTICA. Materiais Metálicos. Profa. Dra. Lauralice Canale
 DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
DEFORMAÇÃO PLÁSTICA Materiais Metálicos Profa. Dra. Lauralice Canale TIPOS DE CONFORMAÇÃO Forjamento Laminação Extrusão Trefilação Matriz Estiramento Embutimento Profundo Cisalhamento MECÂNICA DA LAMINAÇÃO
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA. VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares)
") TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Processo Seletivo 2018
 Processo Seletivo 2018 Candidato Nº OBS: O candidato deve preencher apenas o número que está na lista de presença do processo seletivo. Se ocorrer algum outro tipo de marcação na prova que identifique
Processo Seletivo 2018 Candidato Nº OBS: O candidato deve preencher apenas o número que está na lista de presença do processo seletivo. Se ocorrer algum outro tipo de marcação na prova que identifique
PROPRIEDADES MECÂNICAS I Fundamentos
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS I Fundamentos Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Tensões e Deformações Ensaio
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS I Fundamentos Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Tensões e Deformações Ensaio
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Extrusão e Forjamento
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Extrusão e Forjamento Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Extrusão e Forjamento Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
Acesse:
 Dando forma às chapas Se a família dos processos de fabricação fosse um objeto que se pudesse tocar, com certeza, ela seria uma corrente na qual cada elo representaria um determinado processo que estaria
Dando forma às chapas Se a família dos processos de fabricação fosse um objeto que se pudesse tocar, com certeza, ela seria uma corrente na qual cada elo representaria um determinado processo que estaria
EMENTA: Processos de fabricação
 EMENTA: Processos de fabricação Classificação dos processos de fabricação Processos de conformação mecânica de chapa (estampagem corte, dobramento, calandragem, rebordeamento e repuxo) e de volume (laminação,
EMENTA: Processos de fabricação Classificação dos processos de fabricação Processos de conformação mecânica de chapa (estampagem corte, dobramento, calandragem, rebordeamento e repuxo) e de volume (laminação,
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Estampagem. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
SMM SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO. Prof. José B. Marcomini
 SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos LAMINAÇÃO VISÃO GERAL DA LAMINAÇÃO CALIBRAÇÃO LAMINAÇÃO LAMINAÇÃO ENCRUAMENTO/ ATMOSFERAS
SMM0333 - SELEÇÃO DE MATERIAIS PARA PROJETO MECÂNICO Prof. José B. Marcomini Processos e Seleção de Processos LAMINAÇÃO VISÃO GERAL DA LAMINAÇÃO CALIBRAÇÃO LAMINAÇÃO LAMINAÇÃO ENCRUAMENTO/ ATMOSFERAS
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
METALOGRAFIA QUANTITATIVA
 METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
METALOGRAFIA QUANTITATIVA Engenharia e Ciência dos Materiais I Profa. Dra. Lauralice Canale CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações. A fronteira
Processos de Fabricação
 Processos de Fabricação Material Teórico Trefilação e Extrusão Responsável pelo Conteúdo: Profa. Ms. Luciana Borin de Oliveira Revisão Textual: Profa. Ms. Luciene Oliveira da Costa Santos Trefilação
Processos de Fabricação Material Teórico Trefilação e Extrusão Responsável pelo Conteúdo: Profa. Ms. Luciana Borin de Oliveira Revisão Textual: Profa. Ms. Luciene Oliveira da Costa Santos Trefilação
Biopdi. Equipamentos para ensaio de materiais. Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
a) Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Os três materiais têm módulos de elasticidade idênticos. ( ) Introdução à Ciência dos Materiais para Engenharia PMT 3110") Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
Lista de Exercícios 06 / 2018 Comportamento mecânico dos materiais - Parte I 1. Um pedaço de arame recozido de aço baixo carbono tem 2 mm de diâmetro, limite de escoamento 210 MPa e módulo de elasticidade
BOLETIM TÉCNICO LAMINADOS
 A BOLETIM TÉCNICO LAMINADOS Última atualização Dez/2009 VERSÃO DEZ/2009 ACABAMENTOS NATURAL: O acabamento padrão da chapa possui baia reflectância e pode apresentar variações de brilho. BRILHANTE: Esse
A BOLETIM TÉCNICO LAMINADOS Última atualização Dez/2009 VERSÃO DEZ/2009 ACABAMENTOS NATURAL: O acabamento padrão da chapa possui baia reflectância e pode apresentar variações de brilho. BRILHANTE: Esse
PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS
 CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
CURSO TÉCNICO EM MECÂNICA MATERIAIS PARA CONSTRUÇÃO MECÂNICA PROPRIEDADES FÍSICAS, QUÍMICAS E MECÂNICAS DOS MATERIAIS PROF. M. SC. MARCONI FURTADO 2013 Importância. Propriedades físicas dos materiais Comportamento
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA. SMM0193 Ciência e Engenharia dos Materiais
 TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
TRABALHO A QUENTE E A FRIO METALOGRAFIA QUANTITATIVA SMM0193 Ciência e Engenharia dos Materiais CONTORNOS DE GRÃOS Materiais Poli-cristalinos são formados por mono-cristais com diferentes orientações.
Processos de Fabricação Conformação Mecânica
 Instituto Federal de Santa Catarina Campus de Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico de Mecânica Industrial ProIn II Processos de Fabricação ProIn II Mecânica Industrial Prof.
Instituto Federal de Santa Catarina Campus de Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico de Mecânica Industrial ProIn II Processos de Fabricação ProIn II Mecânica Industrial Prof.
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA
 Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA CORTE A LASER O que é o Laser? Amplificação da luz por emissão estimulada de radiação. É um sistema que produz um feixe de luz coerente e concentrado
Processo de Fabricação: CORTE A LASER E CORTE A ÁGUA CORTE A LASER O que é o Laser? Amplificação da luz por emissão estimulada de radiação. É um sistema que produz um feixe de luz coerente e concentrado
RESULTADOS E ANÁLISES
 5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
5 CAPÍTULO RESULTADOS E ANÁLISES 5.1 TENSÕES E MÓDULOS DE YOUNG Nas tabelas 5.1 a 5.3 são apresentados os valores de tensão de escoamento, tensão máxima e módulo de Young encontrados para cada direção
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
PRODUTOS DE COBRE METAIS APLICADOS. Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE
 PRODUTOS DE COBRE METAIS APLICADOS Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE O COBRE TRANSFORMA O MUNDO. A PARANAPANEMA TRANSFORMA O COBRE. A Paranapanema, líder e maior produtora brasileira
PRODUTOS DE COBRE METAIS APLICADOS Laminados, barras/perfis e arames ELUMA, A MARCA DO COBRE O COBRE TRANSFORMA O MUNDO. A PARANAPANEMA TRANSFORMA O COBRE. A Paranapanema, líder e maior produtora brasileira
Introdução. Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Introdução Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3. 4. Introdução
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Introdução Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3. 4. Introdução
2º EXAME DE TECNOLOGIA MECÂNICA
 2º EXAME DE TECNOLOGIA MECÂNICA Mestrado Integrado em Engenharia Mecânica 10 de Julho de 2009 Número: 1. Aspectos fenomenológicos de elasticidade e plasticidade. 1.1 Escolha a opção correcta: a) as extensões
2º EXAME DE TECNOLOGIA MECÂNICA Mestrado Integrado em Engenharia Mecânica 10 de Julho de 2009 Número: 1. Aspectos fenomenológicos de elasticidade e plasticidade. 1.1 Escolha a opção correcta: a) as extensões
Conformação Plástica
 . Conformação Plástica . Sumário Conformação dos Materiais 1 Classificação 2 Laminação 5 Classificação dos laminadores........................ 6 Forjamento 7 Ferramentas..................................
. Conformação Plástica . Sumário Conformação dos Materiais 1 Classificação 2 Laminação 5 Classificação dos laminadores........................ 6 Forjamento 7 Ferramentas..................................
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
68
 FUNDAMENTOS Capítulo Três: Métodos de Cálculo 1. Introdução 2. Modos de deformação 3. Métodos da deformação homogênea 4. Método dos blocos 5. Método do limite superior 6. Elementos finitos 7. Redes neurais
FUNDAMENTOS Capítulo Três: Métodos de Cálculo 1. Introdução 2. Modos de deformação 3. Métodos da deformação homogênea 4. Método dos blocos 5. Método do limite superior 6. Elementos finitos 7. Redes neurais
Tecnologia de Fabricação. Deformação dos materiais
 Tecnologia de Fabricação Deformação dos materiais Aula 3 - Deformação nos aços (elástica x plástica); - Trabalho a frio (encruamento); - Trabalho a quente; - Processo de recozimento: recuperação, recristalização
Tecnologia de Fabricação Deformação dos materiais Aula 3 - Deformação nos aços (elástica x plástica); - Trabalho a frio (encruamento); - Trabalho a quente; - Processo de recozimento: recuperação, recristalização
Embutimento, Estiramento e Operações combinadas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Embutimento, Estiramento e Operações combinadas Prof. Paulo Marcondes, PhD. DEMEC / UFPR Processo de Estampagem Punção Pr. Chapa Chapa Matriz Estampagem = Estiramento + Embutimento Profundo No processo
Embutimento, Estiramento e Operações combinadas Prof. Paulo Marcondes, PhD. DEMEC / UFPR Processo de Estampagem Punção Pr. Chapa Chapa Matriz Estampagem = Estiramento + Embutimento Profundo No processo
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Atuadores e Sistemas Pneumáticos
 Atuadores e Sistemas Pneumáticos Aula 3 e 4 Prof. Dr. Emílio Carlos Nelli Silva Prof. Dr. Rafael Traldi Moura Atuadores Pneumáticos Classificação Atuador Linear (Movimento Linear): Cilindro de Simples
Atuadores e Sistemas Pneumáticos Aula 3 e 4 Prof. Dr. Emílio Carlos Nelli Silva Prof. Dr. Rafael Traldi Moura Atuadores Pneumáticos Classificação Atuador Linear (Movimento Linear): Cilindro de Simples
PROCESSO DE EXTRUSÃO
 PROCESSO DE EXTRUSÃO HISTÓRICO Antecede o século XIX Inicio em Tubos de Chumbo Auge na Segunda Guerra Mundial Tecnologia das Prensas É o processo na qual um bloco/tarugo de um material é reduzido em sua
PROCESSO DE EXTRUSÃO HISTÓRICO Antecede o século XIX Inicio em Tubos de Chumbo Auge na Segunda Guerra Mundial Tecnologia das Prensas É o processo na qual um bloco/tarugo de um material é reduzido em sua
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo por pontos, por costura, por projeção, de topo, Aplicações, Vantagens e Desvantagens Professor: Anderson Luís Garcia Correia
Resistência dos Materiais
 Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton FATEC ITAQUERA, 2015
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
PROJETO PARA FABRICAÇÃO DE UM SACA-ROLHA. Disciplina 0407 Introdução ao projeto e à manufatura
 PROJETO PARA FABRICAÇÃO DE UM SACA-ROLHA Disciplina 0407 Introdução ao projeto e à manufatura Grupo 2 Beatriz Domingues Lodi nº USP: 8549236 Camila Lumi Sakata nº USP: 8606087 Heloisa Caes Lahr nº USP:
PROJETO PARA FABRICAÇÃO DE UM SACA-ROLHA Disciplina 0407 Introdução ao projeto e à manufatura Grupo 2 Beatriz Domingues Lodi nº USP: 8549236 Camila Lumi Sakata nº USP: 8606087 Heloisa Caes Lahr nº USP:
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
Rebites II. Processos de rebitagem
 A UU L AL A Rebites II Você já tem uma noção do que é rebite e de como ele deve ser especificado de acordo com o trabalho a ser feito. Mas como você vai proceder, na prática, para fixar duas peças entre
A UU L AL A Rebites II Você já tem uma noção do que é rebite e de como ele deve ser especificado de acordo com o trabalho a ser feito. Mas como você vai proceder, na prática, para fixar duas peças entre
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
09 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Soldagem por resistência Soldagem por resistência Soldagem através da geração de calor devida à passagem de corrente elétrica e da aplicação
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
Propriedades mecânicas dos materiais
 Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Propriedades mecânicas dos materiais Ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa propriedade é inerente
Mecânica dos Sólidos I Lista de exercícios I Barras e treliças
 Mecânica dos Sólidos I Lista de exercícios I arras e treliças (1)Uma biela consiste em três barras de aço de 6.25 mm de espessura e 31.25mm de largura, conforme esquematizado na figura. Durante a montagem,
Mecânica dos Sólidos I Lista de exercícios I arras e treliças (1)Uma biela consiste em três barras de aço de 6.25 mm de espessura e 31.25mm de largura, conforme esquematizado na figura. Durante a montagem,