Extrusão. Extrusora. -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos.
|
|
|
- Isaque Clementino Festas
- 6 Há anos
- Visualizações:
Transcrição



1 Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou granulos. - Desde a antiguidade o princípio de extrusão já era utilizado.
2 Produtos plásticos feitos por extrusão -Filmes plásticos -Canos e tubos para transporte de água, gás, combustível, etc. -Isolantes de fios e cabos elétricos -Filamentos para fabricação de linhas de pesca, escova de dente, de cabelo, etc. -Recobrimento de papel (filmes e folhas) para a fabricação de embalagens para alimentos (Tetrapack). -Chapas de plástico para posterior termoformagem, etc.
3 Princípios Gerais e Componentes de uma extrusora monorosca -Processo contínuo -Material é alimentado na forma de granulos (ou pó). Função de uma extrusora: 1) Transformar o polímero em produto plástico 2) Plastificação (fusão) do polímero: - resistências elétricas - cisalhamento
4 3) Mistura e homogeneização Exemplo: Blendas Composto 4) Bombeamento do material sob pressão até a matriz. 5) Conformação do polímero pela sua passagem sob pressão através da matriz PRODUTO
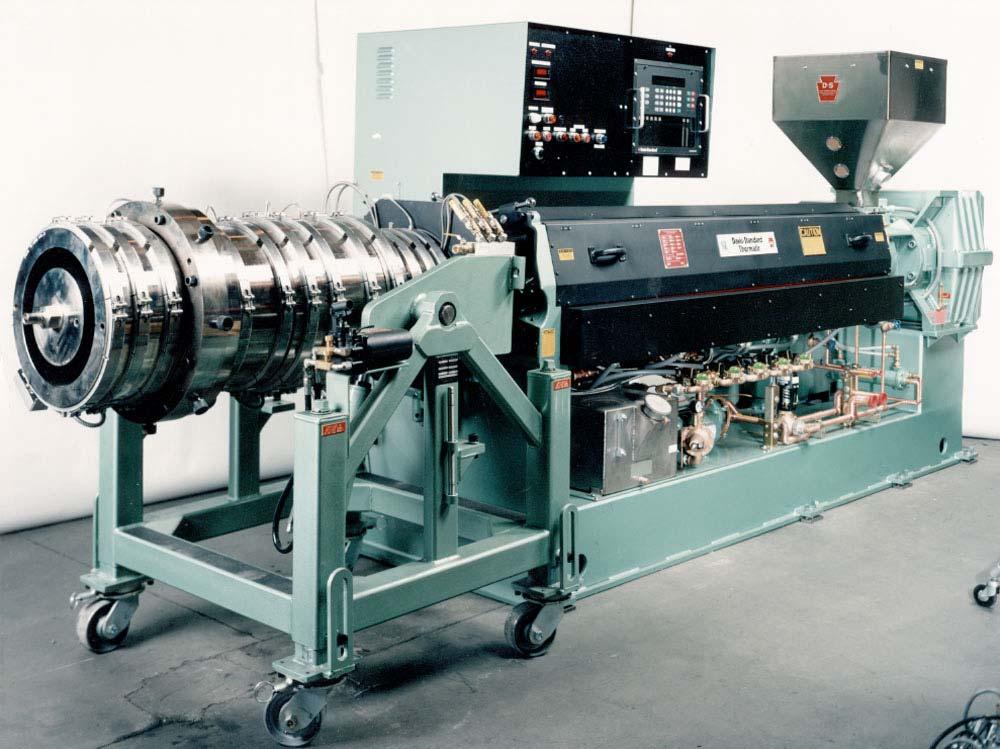
5 Componentes de uma extrusora
6 Componentes de uma extrusora 1) Mancal de Apoio - fixar a rosca mantendo-a centralizada - para empurrar o material para frente é necessário criar uma pressão do fundido. A pressão criada empurra a rosca para trás tendendo a esmagá-la contra o rolamento. - a pressão de 2000 psi utilizada em um processo de extrusão (50 mm) causa uma força de recuo na rosca de 3 toneladas.
7 2) Barril / canhão / cilindro Diversos tipos de aço (85:50) desgaste: abrasão e corrosão, pressão. Superfície interna (Nitretação ou bimetálico) Diâmetros internos típicos: 1; 1,5; 2; 2,5; 3,5; 4,5 e 6 in) Comprimento do cilindro (L): comprimento da rosca L/D: característica da extrusora Mais comuns de L/D = 24, 30, 32 e 36 Altas L/D podem indicar boas capacidades de mistura e fusão de polímeros Relação L/D determina a superfície interna disponível para transmissão de calor para a fusão do material
8 Materiais mais comum para a fabricação do barril Liga aço 85:50 (mais comum) Ligas tipo Nitraloy 135 M nitretação com íons formação de uma camada protetora contra corrosão e abrasão. Dureza de 55 a 72 Rockwell C Resistência a tração de 360 a 600MPa. Ligas de Xaloy 800 constituídas de 25% ou mais partículas de carbeto de tungstênio. Ligas de Xaloy X-102
9 Recondicionamento do barril: -Brunimento As dimensões retiradas do barril devem ser introduzidas na rosca. Exemplo: Retirada de 1 mm do diâmetro interno do barril, colocar 1 mm no filete da rosca. Altera a taxa de compressão: Exemplo: RC = h i /h f Antes: hi=24,5 e hf=7 (RC=3,5) Depois: hi = 25 e hf=7,5 (RC=3,3)
10 3) Motor e Caixa de engrenagens - Motor elétrico (220, 380 e 440 V) - velocidade da rosca vazão - Alteração da velocidade da rosca (60 a 150 rpm) usar um motor de velocidade ajustável (CC). usar um motor de velocidade constante acoplado a um sistema mecânico de alteração de velocidade (antigo). usar um inversor de freqüência
11 4) Funil e Goela Funil é onde ocorre a alimentação do material por gravidade. Alimentação: - por afogamento ou inundação (nível cte) - continua: o funil não permanece cheio mas existe um sistema de alimentação ou dosagem composto por calhas vibratórias, esteiras de transporte ou roscas sem fim que alimentam a extrusora à taxas constantes e programáveis (Ex: Dupla rosca) Goela é um furo feito na parede do canhão que possibilita a passagem do material do funil para dentro do barril. O tamanho da goela deve ser a pelo menos o Ø interno do canhão. RESFRIAMENTO
12 5- Sistemas de aquecimento e resfriamento Resistências elétricas Montadas externamente ao barril-pode-se ter cobertura para minimizar a troca de calor para o ambiente. Zonas de aquecimento. Vapor Semelhante ao aquecimento por fluidos É o método mais antigo e o menos usado Distribuição de calor é lenta Fluidos (óleo) Óleo aquecido circulando por camisas que envolvem cilindro ou em serpentinas na canaletas do cilindro que acomodam tubos de cobre Mais caro mas controle mais preciso. Usado em alguns equipamentos de grande porte Controle pode ser individual e a refrigeração é no tanque de óleo referente a cada zona e não no cilindro


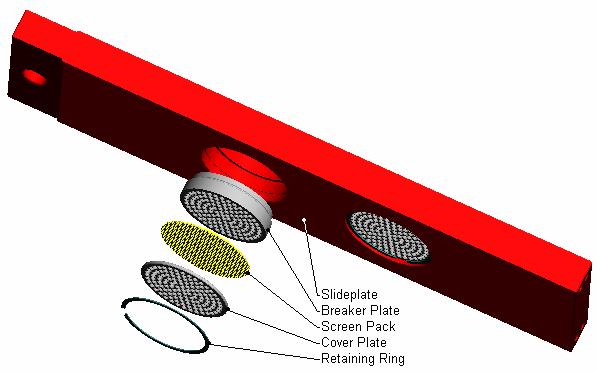
13 6) Placa de Quebra Fluxo ou Crivo Disco de aço com orifícios de diâmetro de 3 a 5 mm sem pontos de estagnação Funções: - Aumentar a pressão de contra-fluxo - Homogeneizar a massa viscosa - Quebrar fluxo rotacional - Segurar as telas
14 Tela - consiste em uma malha metálica disponível em vários tamanhos de furos (ou mash) que agem como filtros para retirar do material fundido partículas de material não plastificado e outros tipos de impurezas. - em geral aumentam a contra-pressão dependendo do seu tamanho. - extrusoras mais modernas possuem sistemas de troca telas.


15 Trocador de telas Previne descontinuidade e garante troca rápida da tela
16



17 7) Rosca de Extrusão PARAFUSO ARQUIMEDEANO Concebido por Arquimedes para transporte de matérias que teriam um escoamento entre os filetes do parafuso menor que o transporte desta matéria, usado até hoje para transporte de água
18 -É uma parte móvel -Velocidades típicas = rpm -Termoplásticos diferem em dureza, forma física, temperatura de fusão, viscosidade no estado fundido ou amolecido, coeficiente de atrito, calor específico e condutividade térmica, portanto roscas, para perfeito funcionamento também devem ser diferenciadas!!! -Projeto de rosca visa combinação particular de resina/processo -Normalmente são divididas em três zonas: - alimentação - compressão - dosagem ou controle de vazão
19 Mono rosca padrão alimentação compressão dosagem Zona de alimentação (responsável pelo transporte) O aquecimento é menor e em geral há resfriamento nesta região A altura do filete é maior sendo o material apenas transportado devido ao pequeno aquecimento Zona de compressão (responsável pela fusão) Redução gradual da altura do filete Extensão desta região depende do polímero Fusão: temperatura, pressão e cisalhamento Ar é expulso e polímero é entregue à zona de dosagem
20 Zona de dosagem ou controle de vazão (responsável pela finalização da homogeneização e pelo fluxo uniforme) Objetivo é homogeneizar o polímero no estado viscoso e entregá-lo à matriz com vazão e pressão constante Fundir eventuais partículas
21 Fluxo em uma rosca de Extrusão + = Fluxo de Arraste Fluxo de contrapressão Fluxo resultante
22 barril filete Normalmente não há vazamento mas pode ocorrer desgaste no maquinário Qtotal = Qd - Qp - Qe

23 Fusão na rosca Modelo de fusão entre filetes da rosca: turbilhonamento para otimizar distribuição dos pellets e garantir contato com paredes para fusão
24 Fusão na rosca
25 Fusão na rosca Variação na formação do fundido passo a passo da rosca
26 Desgaste -Rosca -Barril
27 Mono rosca padrão Comprimento da rosca: 20 D a 30 D Comprimento da zona de alimentação: 4 D a 8 D Comprimento da zona de dosagem: 6 D a 10 D Passo: 1 D (ângulo do filete ~17.66 o ) Largura real do filete: 0.1 D Altura do canal na zona de alimentação (h i ): 0.10 D a 0.15 D Altura do canal na zona de dosagem (h f ): 0.03 D a 0.06 D Taxa de compressão (RC): 2 a 4
28 Mono rosca com filete adicional Rosca padrão com filete adicional na zona de alimentação Para minimizar a flutuação de pressão causada pela descontinuidade do passo na zona de alimentação. Porém reduz a área de alimentação e aumenta o contato entre o polímero e a rosca, fazendo com que a taxa de transporte seja menor para a zona de compressão.
29 Mono rosca de passo variável Rosca de passo variável (aumentando ou reduzindo o passo) A diminuição do passo provoca a compressão lateral do material no canal da rosca levando à redução ou eliminação da zona de compressão A redução do passo não é de alta performance. É designada para exercer o mínimo de cisalhamento, não para produção. O L/D é, em geral, por volta de 10 Exemplo: Uso para borracha.
30 Roscas modificadas A rosca Zero-Meter Screw é mais apropriada para unidade de plastificação de uma máquina de molde por injeção pois reduz o calor gerado pelo atrito pelo aprofundamento do canal da rosca na zona de dosagem A rosca Zero-Feed, Zero-Meter consiste de uma única zona de compressão, que permite a compressão gradual do material.
31 Estudo de Caso Poliamida (PA-66) X Polietileno (LDPE) -Tmbaixa( C) - Tm larga - Zona de alimentação curtaevita a fusão prematura. - zona de compressão longa para permitir a fusão de material de MM -Tmalta( C) - Tm estreita - Zona de alimentação longapermite aumentar a energia térmica fornecida para elevar a T do polímero sem fusão. - zona de compressão curta fusão rápido.
32 Roscas de uso geral - A troca de rosca quando se troca de polímero só é justificada para longas corridas. -Rosca de configuração multifuncional, cujo projeto deve abranger a configuração ideal para os vários tipos de polímeros. -Pode-se melhor o desempenho através de ajustes nas condições de processamento.
33 Considere um rosca de uso geral com zona de alimentação maior que a ideal para o PE porém menor que o ideal para a PA, o mesmo ocorreria para a zona de compressão. Perfil de aquecimento para a PA usando uma rosca para PA Perfil de aquecimento para a PA usando uma rosca de uso geral Temperatura de aquecimento nas zonas Perfil de aquecimento para a PE usando uma rosca para PE Perfil de aquecimento para a PA usando uma rosca de uso geral Distância Matriz
34 8) Matriz e Cabeçote Cabeçote é o conjunto de peças acopladas à extremidade do cilindro. Matriz é a extremidade final do cabeçote que tem como função dar forma à massa polimérica

35

36

37


38 Cabeçote/Matriz
 no")

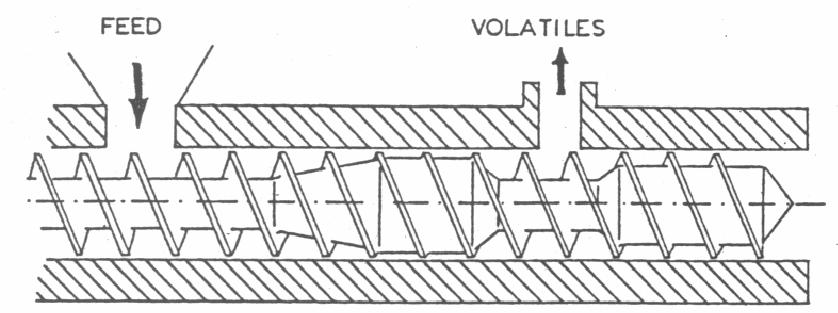
39 9) Degasagem - Alguns produtos plásticos liberam gases quando aquecidos Resfriamento não controlado, degradação, peça com defeitos São equipados com um ou mais orifícios (3/4 L) no cilindro a partir do qual os voláteis, por diferença de pressão ou vácuo podem ser extraídos. Os orifícios podem ser utilizados também para a adição de componentes como aditivos, cargas, componentes reativos, etc

40 Extrusora com degasagem
41 Extrusora com degasagem Extrusoras com degasagem são usadas para extrair voláteis de polímeros de uma maneira continua. São equipadas de um ou mais orifícios pelos quais os voláteis podem escapar. Duas importantes condições para o polímero sob a saída de degasagem são pressão zero e o material estar completamente fundido. Algumas das aplicações são: Remoção de oligômeros ou monômeros da produção de polímeros (PS, HDPE, PP, etc.) Remoção de produtos de reação de polimerização por condensação (água, metanol, etc ) Remoção de solventes usados em polimerização por suspensão em emulsão Remoção de água dos polímeros hidrofílicos (ABS, PMMA, PA, PC, SAN, CA, PU, PPO, Polisulfonas, etc.) Compostos com cargas minerais umidade
 Rosca ) Cabeçote matriz 5) Sistemas de aquecimento 3) Motor e caixa de")
42 Componentes de uma extrusora 6) Quebra fluxo 2) Cilindro 4) Funil e goela 1) Mancal 7) Rosca ) Cabeçote matriz 5) Sistemas de aquecimento 3) Motor e caixa de engrenagens
EXTRUSÃO DE TERMOPlÁSTICOS
 EXTRUSÃO DE TERMOPlÁSTICOS Fundação Santo André FSA Engenharia de Materiais 6 0 semestre Profa. Dra. Sandra A. Cruz Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou
EXTRUSÃO DE TERMOPlÁSTICOS Fundação Santo André FSA Engenharia de Materiais 6 0 semestre Profa. Dra. Sandra A. Cruz Extrusão Extrusora -Um dos processos mais utilizados -Reator Pó Extrusora pellets ou
DESENVOLVIMENTO DE ALIMENTOS EM EXTRUSORA MONOROSCA
 DESENVOLVIMENTO DE ALIMENTOS EM EXTRUSORA MONOROSCA Nayara Jessica Clementino da Silva; Pedro Ivo Soares e Silva; Eugênia Telis de Vilela Silva; Rennan Pereira de Gusmão Universidade Federal de Campina
DESENVOLVIMENTO DE ALIMENTOS EM EXTRUSORA MONOROSCA Nayara Jessica Clementino da Silva; Pedro Ivo Soares e Silva; Eugênia Telis de Vilela Silva; Rennan Pereira de Gusmão Universidade Federal de Campina
Extrusão com dupla rosca
 Extrusão com dupla rosca - correspondem a 10% dos processos de extrusão - materiais de difícil processamento - preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados
Extrusão com dupla rosca - correspondem a 10% dos processos de extrusão - materiais de difícil processamento - preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados
ROSCA 26-D PARA EXTRUSORA DE TUBO DE PVC
 ROSCA 26-D PARA EXTRUSORA DE TUBO DE PVC ALIMENTAÇÃO PRÉ -COMPRESSÃO COMPRESSÃO/BLOQUEIO COMPRESSÃO TRANSPORTE TRANSPORTE PRÉ-COMPRESSÃO DEGASAGEM MISTURA CONSTRUÇÃO As roscas são fabricadas em aço especial
ROSCA 26-D PARA EXTRUSORA DE TUBO DE PVC ALIMENTAÇÃO PRÉ -COMPRESSÃO COMPRESSÃO/BLOQUEIO COMPRESSÃO TRANSPORTE TRANSPORTE PRÉ-COMPRESSÃO DEGASAGEM MISTURA CONSTRUÇÃO As roscas são fabricadas em aço especial
Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico.
 para filmes, fios e tecidos plásticos com troca de telas hidráulico.") Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico. LDA - SJP Moagem; Alimentação para funil através de venturi; Funil com alimentação forçada; Cilindro
Extrusora Mono Rosca (tipo Cascata) para filmes, fios e tecidos plásticos com troca de telas hidráulico. LDA - SJP Moagem; Alimentação para funil através de venturi; Funil com alimentação forçada; Cilindro
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
SEM-0534 Processos de Fabricação Mecânica. Extrusão de Materiais Plásticos
 SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
SEM-0534 Processos de Fabricação Mecânica Extrusão de Materiais Plásticos Polímero fundido Polímeros cristalinos: Existe uma alteração descontínua no volume específico à T m. Polímeros amorfos: Sem alteração
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
O processo básico de filmes tubulares por sopro está ilustrado
 VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
VI - EXTRUSÃO DE FILMES TUBULARES VI.1 - Descrição do processo O processo básico de filmes tubulares por sopro está ilustrado na Figura VI.1. Figura VI.1 Ilustração de um processo de filme tubular por
SEQUÊNCIAS DE PRODUÇÃO
 SEQUÊNCIAS DE PRODUÇÃO EXTRUSÃO PRODUZ PERFIS CONTÍNUOS COM SEÇÃO TRANSVERSAL SIMPLES OU COMPLEXA DESENHO ESQUEMÁTICO DE UMA EXTRUSORA EXEMPLOS DE EXTRUSORAS POLIMÉRICAS EXEMPLOS DE EXTRUSORAS POLIMÉRICAS
SEQUÊNCIAS DE PRODUÇÃO EXTRUSÃO PRODUZ PERFIS CONTÍNUOS COM SEÇÃO TRANSVERSAL SIMPLES OU COMPLEXA DESENHO ESQUEMÁTICO DE UMA EXTRUSORA EXEMPLOS DE EXTRUSORAS POLIMÉRICAS EXEMPLOS DE EXTRUSORAS POLIMÉRICAS
Disponível em configurações padrão e extralonga (XL) para satisfazer diversas exigências de processamento.
 para satisfazer diversas exigências de processamento.") Processador compacto cp series ii 2 O processador compacto CP Series II proporciona uma tecnologia exclusiva para o setor de conversão de polímeros. Este produtor de compostos altamente produtivo foi projetado
Processador compacto cp series ii 2 O processador compacto CP Series II proporciona uma tecnologia exclusiva para o setor de conversão de polímeros. Este produtor de compostos altamente produtivo foi projetado
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA
 ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
ETAPAS DO PROCESSO DE MOLDAGEM POR INJEÇÃO E PINCIPAIS COMPONENTES DE UMA INETORA A UNIDADE INJETORA PRINCIPAIS FUNÇÕES: MOVIMENTAR-SE EM SUA BASE PERMITINDO SEUS MOVIMENTOS DE AVANÇO E RECUO GERAÇÃO DE
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa
 Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Disciplinas» Suporte» Idioma Matheus Fernandes Barbosa Início 2016 EP PMT PMT3200-2016250 Reciclagem de Polímeros Teste processamento de polímeros, PVC e reciclagem de polímeros Iniciado em sábado, 26
Introdução aos materiais poliméricos. Profa. Dra. Daniela Becker
 Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Introdução aos materiais poliméricos Profa. Dra. Daniela Becker Processos Processamento de materiais plásticos Principais processos Injeção Extrusão Sopro Termoformagem rotmoldagem outros Processamento
Extrusão Princípios de Funcionamento
 1) Taxa de Compressão (RC) -Descrição da rosca de acordo com a taxa de compressão (baixa ou alta taxa de compressão). RC = h i / h f RC = 2 corresponde a baixa taxa de compressão RC = 4 corresponde a alta
1) Taxa de Compressão (RC) -Descrição da rosca de acordo com a taxa de compressão (baixa ou alta taxa de compressão). RC = h i / h f RC = 2 corresponde a baixa taxa de compressão RC = 4 corresponde a alta
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST ) CIS- (Commnwealth of Independent States) compreende os países
 CIS- (Commnwealth of Independent States) compreende os países") Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
Produção de plásticos mundial (dados obtidos do boletim anual da ABIPLAST - 2016) CIS- (Commnwealth of Independent States) compreende os países Armênia, Belarus, Cazaquistão, Federação Russa, Moldávia,
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
INJETORAS CATÁLOGO SIMCO. Imagens meramente ilustrativas
 CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
CATÁLOGO INJETORAS SIMCO A SIMCO atua no mercado de importação e revenda injetoras de máquinas termoplásticas. operatrizes É e reconhecida pelo comprometimento com seus clientes, oferecendo sempre o melhor
Página 1
 1. Analise as afirmativas a seguir sobre fluidos hidráulicos. I - É um meio de transmissão de energia, um lubrificante, um vedador e um veículo de transferência de calor. II - Quando formulado a partir
1. Analise as afirmativas a seguir sobre fluidos hidráulicos. I - É um meio de transmissão de energia, um lubrificante, um vedador e um veículo de transferência de calor. II - Quando formulado a partir
ESPECIFICAÇÕES TÉCNICAS DOS EQUIPAMENTOS
 ESPECIFICAÇÕES TÉCNICAS DOS EQUIPAMENTOS TH040, TH050 50, TH060 60, TH07 075, TH100 e TH150 TESTE HIDRÁULICO Equipamentos para testes hidráulicos de bombas, pistões, cilindros e válvulas e teste hidrostático.
ESPECIFICAÇÕES TÉCNICAS DOS EQUIPAMENTOS TH040, TH050 50, TH060 60, TH07 075, TH100 e TH150 TESTE HIDRÁULICO Equipamentos para testes hidráulicos de bombas, pistões, cilindros e válvulas e teste hidrostático.
MOTORES DE COMBUSTÃO INTERNA II
 Departamento de Engenharia de Biossistemas ESALQ/USP MOTORES DE COMBUSTÃO INTERNA II LEB0332 Mecânica e Máquinas Motoras Prof. Leandro M. Gimenez 2017 Componentes do motor Cabeçote Junta Cilindro Bloco
Departamento de Engenharia de Biossistemas ESALQ/USP MOTORES DE COMBUSTÃO INTERNA II LEB0332 Mecânica e Máquinas Motoras Prof. Leandro M. Gimenez 2017 Componentes do motor Cabeçote Junta Cilindro Bloco
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1)
") INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
INTRODUÇÃO À MATERIAIS PLÁSTICOS (E05IMP1) Processamento de Materiais Plásticos Indústria Profa. MSc. de Ketlin Transformados C. B. Mancinelli plásticos Disciplina: Introdução à Materiais Plásticos - UDESC
TECNOLOGIA MECÂNICA. Aula 02. Introdução ao Estudo dos Materiais
 Aula 02 Introdução ao Estudo dos Materiais Prof. Me. Dario de Almeida Jané Introdução ao Estudo dos Materiais - Definição - Tipos de Materiais / Classificação - Propriedades dos Materiais Introdução ao
Aula 02 Introdução ao Estudo dos Materiais Prof. Me. Dario de Almeida Jané Introdução ao Estudo dos Materiais - Definição - Tipos de Materiais / Classificação - Propriedades dos Materiais Introdução ao
Injeção - 1/5. Injeção
 Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
Injeção Injeção - 1/5 O processo de moldagem por injeção consiste essencialmente na fusão da resina PET, através do amolecimento do PET num cilindro aquecido e sua injeção no interior de um molde, onde
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Esta operação é mais facilmente tratada por análise matemática em comparação com outras operações de processamento por uma série de razões, tais como:
 V - EXTRUSÃO Extrusão é a operação mais importante de processamento de polímeros. Esta operação é mais facilmente tratada por análise matemática em comparação com outras operações de processamento por
V - EXTRUSÃO Extrusão é a operação mais importante de processamento de polímeros. Esta operação é mais facilmente tratada por análise matemática em comparação com outras operações de processamento por
UMA NOVA MARCA, UM NOVO CONCEITO EM ATENDIMENTO, PREÇO E PRODUTO
 UMA NOVA MARCA, UM NOVO CONCEITO EM ATENDIMENTO, PREÇO E PRODUTO A EMPRESA Sediada em Siderópolis/SC, a Roscan iniciou suas atividades em 2013 com objetivo de criar uma marca buscando um novo conceito
UMA NOVA MARCA, UM NOVO CONCEITO EM ATENDIMENTO, PREÇO E PRODUTO A EMPRESA Sediada em Siderópolis/SC, a Roscan iniciou suas atividades em 2013 com objetivo de criar uma marca buscando um novo conceito
RECYCLINGTECHNOLOGIES for a sustainable future
 RECYCLINGTECHNOLOGIES for a sustainable future Tecnologia de Reciclagem para um Futuro Sustentável CHALLENGER RECYCLER CHALLENGER DUO CHALLENGER CONICAL CHALLENGER COMPOUNDER CONVENCIONAL SPAGHETTI EXTRUSORAS
RECYCLINGTECHNOLOGIES for a sustainable future Tecnologia de Reciclagem para um Futuro Sustentável CHALLENGER RECYCLER CHALLENGER DUO CHALLENGER CONICAL CHALLENGER COMPOUNDER CONVENCIONAL SPAGHETTI EXTRUSORAS
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 30/08/2009
 Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Questão 1 Conhecimentos Específicos - Fabricação Sobre a montagem de engrenagens para abertura de roscas em um torno, é correto afirmar: Deve-se garantir que a folga entre os dentes das engrenagens seja
Food Processing Equipment FRITADEIRA CONTÍNUA
 Food Processing Equipment FRITADEIRA CONTÍNUA NEAEN MasterFry NEAEN MasterFry é uma fritadeira projetada para frituras com imersão total em óleo. Graças à sua grade dupla, também pode ser utilizada com
Food Processing Equipment FRITADEIRA CONTÍNUA NEAEN MasterFry NEAEN MasterFry é uma fritadeira projetada para frituras com imersão total em óleo. Graças à sua grade dupla, também pode ser utilizada com
Indíce. Injetora Ciclo Rápido. Injetora Servo Motor. Linhas de Produtos. Injetora 2 Placas
 Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
Taiwan Indíce 01 05 Injetora Ciclo Rápido Injetora Servo Motor 09 10 Linhas de Produtos Injetora 2 Placas Alta tecnologia com baixo consumo de energia aliada ao alto desempenho com excelente custo benefício.
INSTITUTO FEDERAL DE SANTA CATARINA CAMPUS JOINVILLE PROJETO DE CAVIDADE. Processamento de Polímeros Professor: Emerson Oliveira
 PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
PROJETO DE CAVIDADE ETAPAS DO PROJETO DA CAVIDADE 1. Contração no produto. 2. Analise de inclinação. 3. Linha de partição. 4. Superfície de partição. 5. Macho/cavidade 1- CONTRAÇÃO NO PRODUTO. Todo material
Operações Unitárias POLIMEROS
 Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
Operações Unitárias POLIMEROS Processo PLÁSTICO são materiais orgânicos poliméricos sintéticos, de constituição macromolecular dotada de grande maleabilidade (que apresentam a propriedade de adaptar-se
1. Introdução. 2. Sensores de vazão baseados na pressão
 Sensores de Vazão 1. Introdução 2. Sensores de vazão baseados na pressão 2.1 Placa de orifício 2.2 Bocal de fluxo 2.3 Tubo de venturi 2.4 Tubo de pitot Sendo: Pt: pressão total ou de estagnação; Ps: pressão
Sensores de Vazão 1. Introdução 2. Sensores de vazão baseados na pressão 2.1 Placa de orifício 2.2 Bocal de fluxo 2.3 Tubo de venturi 2.4 Tubo de pitot Sendo: Pt: pressão total ou de estagnação; Ps: pressão
EngeCAD Serviços e Comércio de componentes Ltda.
 Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Mini Injeção de Plástico Dosagem Elétrica Autônoma. 1. O Processo de Micro Injeção de Moldagem para Fabricação de componentes poliméricos Introdução: Nos últimos anos, há uma demanda crescente por pequenas
Processamento de alimentos para cães e gatos. M. V. Mayara Aline Baller Nutrição de Cães e Gatos FCAV/Unesp-Jaboticabal
 Processamento de alimentos para cães e gatos M. V. Mayara Aline Baller Nutrição de Cães e Gatos FCAV/Unesp-Jaboticabal Tópicos Introdução Principais aplicações Princípios básicos de processamento de alimentos
Processamento de alimentos para cães e gatos M. V. Mayara Aline Baller Nutrição de Cães e Gatos FCAV/Unesp-Jaboticabal Tópicos Introdução Principais aplicações Princípios básicos de processamento de alimentos
INFORMAÇÃO À IMPRENSA
 INFORMAÇÃO À IMPRENSA battenfeld-cincinnati na Plastimagen: soluções de ponta para a extrusão a partir de uma única fonte A battenfeld-cincinnati participará da próxima exposição Plastimagen em novembro
INFORMAÇÃO À IMPRENSA battenfeld-cincinnati na Plastimagen: soluções de ponta para a extrusão a partir de uma única fonte A battenfeld-cincinnati participará da próxima exposição Plastimagen em novembro
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Maquinas Termicas - Fornalha
 Máquinas Térmicas: Fornalhas Combustão 1 Fornalha Converte energia química do combustível em energia térmica. De acordo com o tipo e a qualidade do combustível disponível, a queima pode ser em suspensão,
Máquinas Térmicas: Fornalhas Combustão 1 Fornalha Converte energia química do combustível em energia térmica. De acordo com o tipo e a qualidade do combustível disponível, a queima pode ser em suspensão,
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
AULA 3 PROCESSOS DE TRANSFORMAÇÃO
 EXTRUSÃO AULA 3 PROCESSOS DE TRANSFORMAÇÃO 1 Introdução à extrusão A palavra extrusão é derivada do Latim: ex = fora e trudere = empurrar ou forçar Extrusão é um processo de transformação de materiais
EXTRUSÃO AULA 3 PROCESSOS DE TRANSFORMAÇÃO 1 Introdução à extrusão A palavra extrusão é derivada do Latim: ex = fora e trudere = empurrar ou forçar Extrusão é um processo de transformação de materiais
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
Lista de exercícios Caps. 7 e 8 TMEC-030 Transferência de Calor e Massa Período especial 2017/2
 Lista de exercícios Caps. 7 e 8 TMEC-030 Transferência de Calor e Massa Período especial 2017/2 1. (Incropera et al., 6 ed., 7.2) Óleo de motor a 100ºC e a uma velocidade de 0,1 m/s escoa sobre as duas
Lista de exercícios Caps. 7 e 8 TMEC-030 Transferência de Calor e Massa Período especial 2017/2 1. (Incropera et al., 6 ed., 7.2) Óleo de motor a 100ºC e a uma velocidade de 0,1 m/s escoa sobre as duas
Guia de Processamento - TPU
 Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
Guia de Processamento - TPU PROCESSO DE MOLDAGEM POR INJEÇÃO 1. Projeto 1.1. Projeto do maquinário Devido à viscosidade do TPU (Poliuretano Termoplástico) fundido, a injetora deve ter uma unidade hidráulica
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO
 AUTOMATIZADO") FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
FORNO T4 (c/ Atm. Controlada) AUTOMATIZADO A TECNOHARD possui fornos com atmosfera controlada ideais para processos de aquecimento industrial, que exigem qualidade e consistência no aquecimento. O nosso
PROCESSOS AVANÇADOS DE USINAGEM
 PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PROCESSOS AVANÇADOS DE USINAGEM E FABRICAÇÃO DE PEÇAS DE PLÁSTICO Prof. Lopes INCLUEM PROCESSOS DE REMOÇÃO DE MATERIAL : QUÍMICOS ELÉTRICOS TÉRMICOS MECÂNICOS Usinagem Química Filme Usinagem Quimica
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck Processo de plastificação e transporte através de rosca simples e/ou duplarosca.
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck Processo de plastificação e transporte através de rosca simples e/ou duplarosca.
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
MaqSopro Maquinas Sopradoras
 www.maqsopro.com Página 1 Extrusora Diâmetro da rosca mm 50 60 70 Relação l/d 1:24 1:24 1:24 Velocidade da Rosca rpm 85 85 85 Cap. Plastificação PP Kg/h 30 50 70 Cap. Plastificação PE Kg/h 40 70 100 Pot.
www.maqsopro.com Página 1 Extrusora Diâmetro da rosca mm 50 60 70 Relação l/d 1:24 1:24 1:24 Velocidade da Rosca rpm 85 85 85 Cap. Plastificação PP Kg/h 30 50 70 Cap. Plastificação PE Kg/h 40 70 100 Pot.
TERMOFORMAGEM. Prof. Carlos Henrique Scuracchio 2015
 TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
TERMOFORMAGEM Prof. Carlos Henrique Scuracchio 2015 Processamento de Materiais Poliméricos Termoplásticos Processos mais importantes Extrusão (linhas de extrusão) Termoformagem Injeção Moldagem por Sopro
Universidade do Extremo Sul Catarinense SUMÁRIO
 SUMÁRIO 14652 - ANÁLISE DO PROCESSO DE CO-EXTRUSÃO NA PRODUÇÃO DE CHAPAS TERMOPLÁSTICAS Josué Alberton 1, Julia Alberton 2, Mario Sérgio Bortolatto 1... Trabalho Completo de Pesquisa 14652 - ANÁLISE DO
SUMÁRIO 14652 - ANÁLISE DO PROCESSO DE CO-EXTRUSÃO NA PRODUÇÃO DE CHAPAS TERMOPLÁSTICAS Josué Alberton 1, Julia Alberton 2, Mario Sérgio Bortolatto 1... Trabalho Completo de Pesquisa 14652 - ANÁLISE DO
HXF. Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS. Força, Produtividade e Economia
 Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Indústria Farmacêutica Indústria Alimenticia Indústria Automobilística Utilidade doméstica Pré-formas Peças técnicas Brinquedos
Série INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Indústria Farmacêutica Indústria Alimenticia Indústria Automobilística Utilidade doméstica Pré-formas Peças técnicas Brinquedos
HXF. Anotações Série REV 1-01/07/2016. Sopro de PET
 Anotações REV 1-01/07/2016 INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Sopro Extrusão Contínua Sopro Acumulação Sopro Extrusão Contínua e Acumulação Injeção Injeção e Sopro
Anotações REV 1-01/07/2016 INJETORAS AUTOMÁTICAS PARA TERMOPLÁSTICOS Força, Produtividade e Economia Sopro Extrusão Contínua Sopro Acumulação Sopro Extrusão Contínua e Acumulação Injeção Injeção e Sopro
Fundamentos da Lubrificação e Lubrificantes Aula 5
 Fundamentos da Lubrificação e Lubrificantes Aula 5 PROF. DENILSON J. VIANA Classificação do Tipo de Lubrificação A lubrificação pode ser classificada em três tipos básicos de acordo com a película lubrificante.
Fundamentos da Lubrificação e Lubrificantes Aula 5 PROF. DENILSON J. VIANA Classificação do Tipo de Lubrificação A lubrificação pode ser classificada em três tipos básicos de acordo com a película lubrificante.
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS. Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP
 PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
PRENSAS PARA PROCESSAMENTO DE TERMOPLÁSTICOS DE ENGENHARIA E DE TERMOFIXOS Dr. Philip von Pritzelwitz LFS EPUSP Prof. Dr. Hélio Wiebeck PMT EPUSP 1 PRINCIPAIS ELEMENTOS 2 AQUECIMENTO E RESFRIAMENTO 3 OUTRAS
Resumo Histórico. O maior desenvolvimento recente é relativo a aplicação de micro processadores a máquinas injetoras.
 Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
Resumo Histórico Máquinas de moldagem de injeção para plásticos foram derivadas da moldagem de metais (fundição em moldes). A primeira patente para moldagem por injeção foi concedida nos Estados Unidos,
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CONDUÇÃO DE CALOR UNIDIMENSIONAL EXERCÍCIOS EM SALA
 CONDUÇÃO DE CALOR UNIDIMENSIONAL EXERCÍCIOS EM SALA 1) Uma casa possui uma parede composta com camadas de madeira, isolamento à base de fibra de vidro e gesso, conforme indicado na figura. Em um dia frio
CONDUÇÃO DE CALOR UNIDIMENSIONAL EXERCÍCIOS EM SALA 1) Uma casa possui uma parede composta com camadas de madeira, isolamento à base de fibra de vidro e gesso, conforme indicado na figura. Em um dia frio
MATERIAIS USADOS EM DISJUNTORES DE ALTA E BAIXA TENSÃO, INCLUSIVE CHAVES ESTÁTICAS
 MATERIAIS USADOS EM DISJUNTORES DE ALTA E BAIXA TENSÃO, INCLUSIVE CHAVES ESTÁTICAS Disjuntor de baixa tensão Disparo térmico (1): lâmina bimetálica de diferentes coeficientes de dilatação. Ex: Níquel e
MATERIAIS USADOS EM DISJUNTORES DE ALTA E BAIXA TENSÃO, INCLUSIVE CHAVES ESTÁTICAS Disjuntor de baixa tensão Disparo térmico (1): lâmina bimetálica de diferentes coeficientes de dilatação. Ex: Níquel e
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO. Soluções completas em tratamento térmico.
 CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
CENTRO DE SERVIÇOS DE TRATAMENTO TÉRMICO Soluções completas em tratamento térmico. Muito além do aço. Na indústria metal-mecânica, a demanda por aços com propriedades mecânicas e tribológicas é cada vez
TUBULAÇÕES INDUSTRIAS AULA 4 Prof. Clélio AULA 4. Volume I do Livro Texto CONTEÚDO: Capítulo 7. Purgadores de Vapor, Separadores Diversos e Filtros.
 AULA 4 Volume I do Livro Texto CONTEÚDO: Capítulo 7 Purgadores de Vapor, Separadores Diversos e Filtros. 1 LINHAS DE VAPOR Nas linhas de vapor sempre haverá água líquida (condensado) resultante da condensação
AULA 4 Volume I do Livro Texto CONTEÚDO: Capítulo 7 Purgadores de Vapor, Separadores Diversos e Filtros. 1 LINHAS DE VAPOR Nas linhas de vapor sempre haverá água líquida (condensado) resultante da condensação
Exame de Admissão 2016/1 Prova da área de termo fluidos Conhecimentos específicos
 Exame de Admissão 2016/1 Prova da área de termo fluidos Conhecimentos específicos 1ª. Questão (1 ponto) Considere uma bomba centrífuga de 20 kw de potência nominal, instalalada em uma determinada planta
Exame de Admissão 2016/1 Prova da área de termo fluidos Conhecimentos específicos 1ª. Questão (1 ponto) Considere uma bomba centrífuga de 20 kw de potência nominal, instalalada em uma determinada planta
3. CONVECÇÃO FORÇADA INTERNA
 3. CONVECÇÃO FORÇADA INTERNA CONVECÇÃO FORÇADA NO INTERIOR DE TUBOS Cálculo do coeficiente de transferência de calor e fator de atrito Representa a maior resistência térmica, principalmente se for um gás
3. CONVECÇÃO FORÇADA INTERNA CONVECÇÃO FORÇADA NO INTERIOR DE TUBOS Cálculo do coeficiente de transferência de calor e fator de atrito Representa a maior resistência térmica, principalmente se for um gás
PMT 5854 Tecnologia dos Polímeros
 PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
PMT 5854 Tecnologia dos Polímeros Erich Yoneyama Felipe Albuquerque Gustavo Russo Blazek Thiago Sekeres Prof. Dr. Hélio Wiebeck http://www.youtube.com/watch?v=tkniokp 4Igc&feature=related Rotomoldagem
Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união.
 Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Soldagem Tipos de Soldagem Soldagem Processo de soldagem: Os processos de soldagem podem ser classificados pelo tipo de fonte de energia ou pela natureza da união. Tipos de Fontes Mecânica: Calor gerado
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Existem diversas técnicas e procedimentos empregados visando o aumento das propriedades
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM INTRODUÇÃO: Existem
RZR-250-SVA BOMBA DE ENGRENAGENS INTERNAS MODELO: Especificações: IAX-SVA/ Deslocamento por Rotação: 4 cm3
 BOMBA DE ENGRENAGENS INTERNAS MODELO: RZR--SVA Especificações: Deslocamento por Rotação: cm Capacidade: l/h até l/h (. l/min até 7 l/min) Pressão Admissível na Sucção:, Kgf/cm (ABS) até Kgf/cm Pressão
BOMBA DE ENGRENAGENS INTERNAS MODELO: RZR--SVA Especificações: Deslocamento por Rotação: cm Capacidade: l/h até l/h (. l/min até 7 l/min) Pressão Admissível na Sucção:, Kgf/cm (ABS) até Kgf/cm Pressão
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy. Resultados: - Microestruturas diferentes; - Durezas diferentes.
 Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
RZR-500-SVA BOMBA DE ENGRENAGENS INTERNAS MODELO: Especificações: IBX-SVA/ Deslocamento por Rotação: 8 cm3
 BOMBA DE ENGRENAGENS INTERNAS MODELO: RZR-5-SVA Especificações: Deslocamento por Rotação: 8 cm3 Capacidade: 5 l/h até 9 l/h (.83 l/min até 15 l/min) Pressão Admissível na Sucção:,5 Kgf/cm2 (ABS) até 1
BOMBA DE ENGRENAGENS INTERNAS MODELO: RZR-5-SVA Especificações: Deslocamento por Rotação: 8 cm3 Capacidade: 5 l/h até 9 l/h (.83 l/min até 15 l/min) Pressão Admissível na Sucção:,5 Kgf/cm2 (ABS) até 1
Coluna x célula mecânica. Geometria (relação altura: diâmetro efetivo). Água de lavagem. Ausência de agitação mecânica. Sistema de geração de bolhas.
. Água de lavagem. Ausência de agitação mecânica. Sistema de geração de bolhas.") FLOTAÇÃO Colunas Coluna x célula mecânica Geometria (relação altura: diâmetro efetivo). Água de lavagem. Ausência de agitação mecânica. Sistema de geração de bolhas. Flotação em coluna Geometria (relação
FLOTAÇÃO Colunas Coluna x célula mecânica Geometria (relação altura: diâmetro efetivo). Água de lavagem. Ausência de agitação mecânica. Sistema de geração de bolhas. Flotação em coluna Geometria (relação
CAPÍTULO 2 PROCESSAMENTO DE POLÍMEROS
 1 CAPÍTULO 2 PROCESSAMENTO DE POLÍMEROS 2.1 CONSIDERAÇÕES INICIAIS Uma grande variedade de técnicas de processamento é empregada na obtenção de artefatos poliméricos. O método usado de conformação para
1 CAPÍTULO 2 PROCESSAMENTO DE POLÍMEROS 2.1 CONSIDERAÇÕES INICIAIS Uma grande variedade de técnicas de processamento é empregada na obtenção de artefatos poliméricos. O método usado de conformação para
AR FUSION. Brasil. Pneumática. Resfriador de painel Tubo VORTEX SÉRIE VRP AR FUSION. Pneumática. VRP9-01 pressão de trab. 07bar
 Resfriador de painel Tubo VORTEX SÉRIE VRP VRP9-01 pressão de trab. 07bar WWW.ARFUSION.COM.BR Resfriador de painel VORTEX Os Resfriadores com Ar Comprimido - Vortex são destinados à aplicações especiais
Resfriador de painel Tubo VORTEX SÉRIE VRP VRP9-01 pressão de trab. 07bar WWW.ARFUSION.COM.BR Resfriador de painel VORTEX Os Resfriadores com Ar Comprimido - Vortex são destinados à aplicações especiais
TRATAMENTOS EMPREGADOS EM MATERIAIS METÁLICOS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br TRATAMENTOS EMPREGADOS EM 1 INTRODUÇÃO: Existem
EN 2411 Aula 13 Trocadores de calor Método MLDT
 Universidade Federal do ABC EN 24 Aula 3 Trocadores de calor Método MLDT Trocadores de calor São equipamentos utilizados para promover a transferência de calor entre dois fluidos que se encontram sob temperaturas
Universidade Federal do ABC EN 24 Aula 3 Trocadores de calor Método MLDT Trocadores de calor São equipamentos utilizados para promover a transferência de calor entre dois fluidos que se encontram sob temperaturas
RZR CVA BOMBA DE ENGRENAGENS INTERNAS MODELO: Especificações: IDX-CVA/ Deslocamento por Rotação: 25 cm3
 BOMBA DE ENGRENAGENS INTERNAS MODELO: RZR-1.5-CVA Especificações: Deslocamento por Rotação: 25 cm3 Capacidade: 5 l/h até 2.4 l/h (8 l/min até 4 l/min) Pressão Admissível na Sucção:,5 Kgf/cm2 (ABS) até
BOMBA DE ENGRENAGENS INTERNAS MODELO: RZR-1.5-CVA Especificações: Deslocamento por Rotação: 25 cm3 Capacidade: 5 l/h até 2.4 l/h (8 l/min até 4 l/min) Pressão Admissível na Sucção:,5 Kgf/cm2 (ABS) até
ESCOPO DA ACREDITAÇÃO ABNT NBR ISO/IEC ENSAIO
 ESCOPO DA ACREDITAÇÃO ABNT NBR ISO/IEC 17025 ENSAIO Norma de Origem: NIT-DICLA-016 Folha: 1 Total de Folhas: 12 RAZÃO SOCIAL/DESIGNAÇÃO DO LABORATÓRIO IPT INSTITUTO DE PESQUISAS TECNOLÓGICAS DO ESTADO
ESCOPO DA ACREDITAÇÃO ABNT NBR ISO/IEC 17025 ENSAIO Norma de Origem: NIT-DICLA-016 Folha: 1 Total de Folhas: 12 RAZÃO SOCIAL/DESIGNAÇÃO DO LABORATÓRIO IPT INSTITUTO DE PESQUISAS TECNOLÓGICAS DO ESTADO
MANCAIS AUTOLUBRIFICANTES
 THECNOLUB LINHA DE PRODUTOS MANCAIS AUTOLUBRIFICANTES LIVRES DE MANUTENÇÃO ÍNDICE 1 THEC-AC Aço + bronze sinterizado poroso + PTFE + Pb 2 THEC-B Bronze + bronze sinterizado poroso + PTFE + Pb 3 THEC-4
THECNOLUB LINHA DE PRODUTOS MANCAIS AUTOLUBRIFICANTES LIVRES DE MANUTENÇÃO ÍNDICE 1 THEC-AC Aço + bronze sinterizado poroso + PTFE + Pb 2 THEC-B Bronze + bronze sinterizado poroso + PTFE + Pb 3 THEC-4
PEEK. O PEEK é considerado um Termoplástico de mais alta Performance do Mundo. Produzido a partir da resina de polieteretercetona.
 PEEK O PEEK é considerado um Termoplástico de mais alta Performance do Mundo. Produzido a partir da resina de polieteretercetona. Destaca se por sua resistência a altas temperaturas de trabalho e Excelente
PEEK O PEEK é considerado um Termoplástico de mais alta Performance do Mundo. Produzido a partir da resina de polieteretercetona. Destaca se por sua resistência a altas temperaturas de trabalho e Excelente
Série: EDOT MANUAL TÉCNICO. - Bomba de óleo térmico BOMBA DE ÓLEO TÉRMICO EDOT. Aplicação
 MANUAL TÉCNICO Série: EDOT - Bomba de óleo térmico Aplicação Desenvolvida para trabalhar no bombeamento de óleos térmicos orgânicos. Pode ser utilizada na indústria farmacêutica, química, alimentícia,
MANUAL TÉCNICO Série: EDOT - Bomba de óleo térmico Aplicação Desenvolvida para trabalhar no bombeamento de óleos térmicos orgânicos. Pode ser utilizada na indústria farmacêutica, química, alimentícia,
EngeCAD Serviços e Comércio de componentes Ltda.
 A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
A Nova Geração de Bicos de Injeção Valvulados com Filtro Homogeneizador. Para se usar a máquina para peças técnicas em ciclo rápido é preciso utilizar-se um bico de injeção valvulado. Os Bicos de Injeção
Série DID632. PÁGINA INICIAL > PRODUTOS > Vigas Frias > Série DID 632
 PÁGINA INICIAL > PRODUTOS > Vigas Frias > Série DID 632 Série DID632 VIGAS FRIAS ATIVAS COM DUAS VIAS DE DESCARGA DE AR E SERPENTINA HORIZONTAL, ADEQUADO PARA FORRO FALSO DE TETO COM PLACAS DE TAMANHO
PÁGINA INICIAL > PRODUTOS > Vigas Frias > Série DID 632 Série DID632 VIGAS FRIAS ATIVAS COM DUAS VIAS DE DESCARGA DE AR E SERPENTINA HORIZONTAL, ADEQUADO PARA FORRO FALSO DE TETO COM PLACAS DE TAMANHO
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL
 MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
MATERIAIS USADOS NA CONCEPÇÃO DE UM AUTOMOVÉL Que materiais poliméricos são utilizados e quais os respectivos componentes? Projecto FEUP 2010/2011 Grupo MMM505 Docente: Prof. José Ferreira Duarte Monitor:
Tailor-made Rubber Extrusion. Linhas de produção de perfis
 Tailor-made Rubber Extrusion Linhas de produção de perfis PT Linhas de produção de perfis Rubicon oferece linhas de extrusão completas para a produção de perfis de borracha sempre baseadas numa extrusora
Tailor-made Rubber Extrusion Linhas de produção de perfis PT Linhas de produção de perfis Rubicon oferece linhas de extrusão completas para a produção de perfis de borracha sempre baseadas numa extrusora
EQUIPAMENTOS: Rua Itirapuã 317 São Paulo - SP Fone 55 (11)
") INDUSTRIA DE EQUIPAMENTOS PARA PRFV EQUIPAMENTOS: Rua Itirapuã 317 São Paulo - SP www.plasmaq.ind.br Laminadora Gold Laminadora Spray-Up Gelcoateadeira Gold Gelcoateadeira Spray-Up Injetora de RTM Acessórios
INDUSTRIA DE EQUIPAMENTOS PARA PRFV EQUIPAMENTOS: Rua Itirapuã 317 São Paulo - SP www.plasmaq.ind.br Laminadora Gold Laminadora Spray-Up Gelcoateadeira Gold Gelcoateadeira Spray-Up Injetora de RTM Acessórios
Tratamentos Térmicos
 Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
Tratamentos Térmicos Têmpera superficial Modifica a superfície: alta dureza superficial e núcleo mole. Aplicação: engrenagens Pode ser «indutivo» ou «por chama» Tratamentos Térmicos Têmpera superficial
SOLDAGEM DOS METAIS CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO
 37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
37 CAPÍTULO 6 SOLDAGEM A ARCO SUBMERSO 38 SOLDAGEM A ARCO SUBMERSO (SAW) ARCO SUBMERSO é um processo de soldagem por fusão, no qual a energia necessária é fornecida por um arco (ou arcos) elétrico desenvolvido
Projeto e Tratamentos Térmicos Prof. Lauralice Canale
 Projeto e Tratamentos Térmicos Prof. Lauralice Canale 1. Introdução teórica - composição química - do ferro ao aço https://www.facebook.com/quimica.com.br - do aço ao aço beneficiado http://www.cimm.com.br/portal/material_didatico/6434
Projeto e Tratamentos Térmicos Prof. Lauralice Canale 1. Introdução teórica - composição química - do ferro ao aço https://www.facebook.com/quimica.com.br - do aço ao aço beneficiado http://www.cimm.com.br/portal/material_didatico/6434
Processamento de Polímeros
 s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
s Tecnologia de Fabricação Mecânica Processamento de Polímero CLASSIFICAÇÃO DOS POLÍMEROS: PETRÓLEO: Formado por muitos compostos que possuem temperaturas de ebulição diferentes, sendo assim possível separá-los
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
POLIMEROS. Por que estudar Polimeros?
 POLIMEROS Por que estudar Polimeros? A estrutura dos polimeros afeta suas propriedades e o comportamento dos materiais poliméricos. Exemplos: (1)O grau de cristalinidade influi na massa específica, rigidez,
POLIMEROS Por que estudar Polimeros? A estrutura dos polimeros afeta suas propriedades e o comportamento dos materiais poliméricos. Exemplos: (1)O grau de cristalinidade influi na massa específica, rigidez,
Propriedades de resistência ao calor
 As propriedades de resistência de ARPRO podem ser cruciais dependendo da aplicação. Apresenta-se abaixo o conjunto de informações técnicas abrangidas no presente documento: 1. Durabilidade expectável de
As propriedades de resistência de ARPRO podem ser cruciais dependendo da aplicação. Apresenta-se abaixo o conjunto de informações técnicas abrangidas no presente documento: 1. Durabilidade expectável de
Aquecedor Compacto de Circulação
 Ideal onde são necessários, fluídos limpos, com precisão de temperatura e alta pressão. O aquecedor de circulação compacto Higher é uma solução de aquecimento ideal para aplicações exigentes. O aquecedor
Ideal onde são necessários, fluídos limpos, com precisão de temperatura e alta pressão. O aquecedor de circulação compacto Higher é uma solução de aquecimento ideal para aplicações exigentes. O aquecedor
PET: A injeção das pré-formas. (11) / (11) WhatsApp: (11)
 / (11) WhatsApp: (11)") PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e
PET: A injeção das pré-formas A transformação correta da resina PET exige o conhecimento prévio sobre as propriedades de processamento, como higroscopicidade, contração, temperatura de processamento e