Estampagem ou Conformação mecânica
|
|
|
- Eugénio Barata Rocha
- 7 Há anos
- Visualizações:
Transcrição
1 Estampagem ou Conformação mecânica
2 Quando alguma coisa é produzida, você nunca tem apenas uma operação envolvida nessa fabricação. Geralmente, o que se tem são produtos intermediários, como na laminação, em que as chapas laminadas, após bobinadas, são usadas na fabricação de peças para a indústria automobilística, naval, eletroeletrônica e mecânica em geral.
3 O QUE É: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através de um punção. Na operação ocorrem : alongamento e contração das dimensões de todos os elementos de volume, em três dimensões. A chapa, originalmente plana, adquire uma nova forma geométrica
4 Classificação dos processos A Estampagem de chapas metálicas finas pode ser classificada através do tipo de operação empregada. Assim pode-se ter : Estampagem profunda Corte em prensa, Estiramento Dobramento
5 Métodos de Conformação- Máquinas e Ferramentas Máquinas: A maior parte da produção seriada de partes conformadas a partir de chapas finas é realizada em prensas mecânicas ou hidráulicas. Ferramental Acessório As ferramentas básicas utilizadas em uma prensa de conformação de peças metálicas são o punção e a matriz. O punção, normalmente o elemento móvel, é a ferramenta convexa que se acopla com a matriz côncava. Como é necessário um alinhamento acurado entre a matriz e o punção, é comum mantê-los permanentemente montados em uma porta matriz, que pode ser rapidamente inserida na prensa.

6 Ferramental Acessório Geralmente, para evitar a formação de rugas na chapa a conformar usam-se elementos de fixação ou a ação de grampos para comprimir o "blank" contra a matriz. A fixação é conseguida por meio de um dispositivo denominado anti-rugas ou prensa-chapas

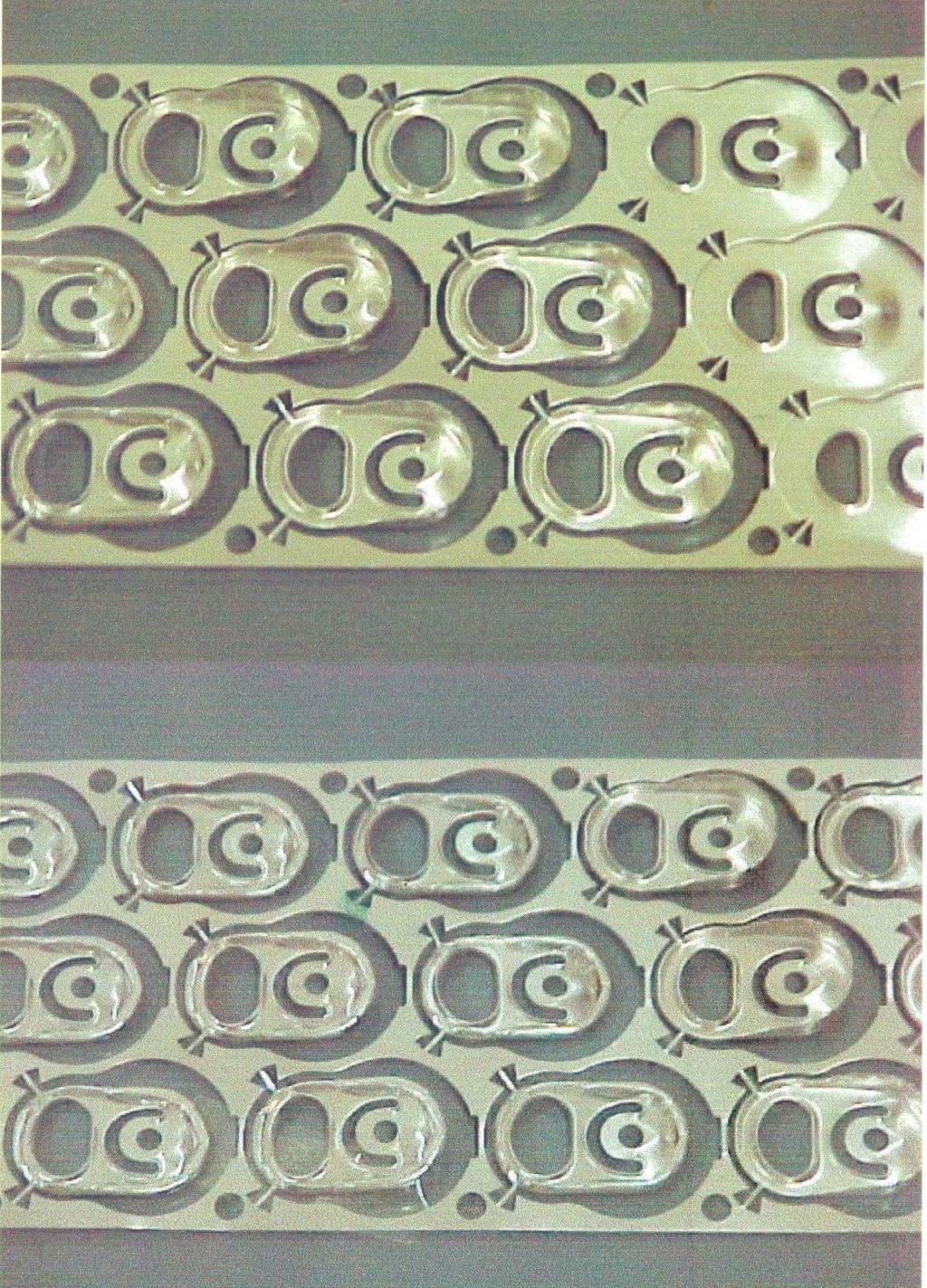
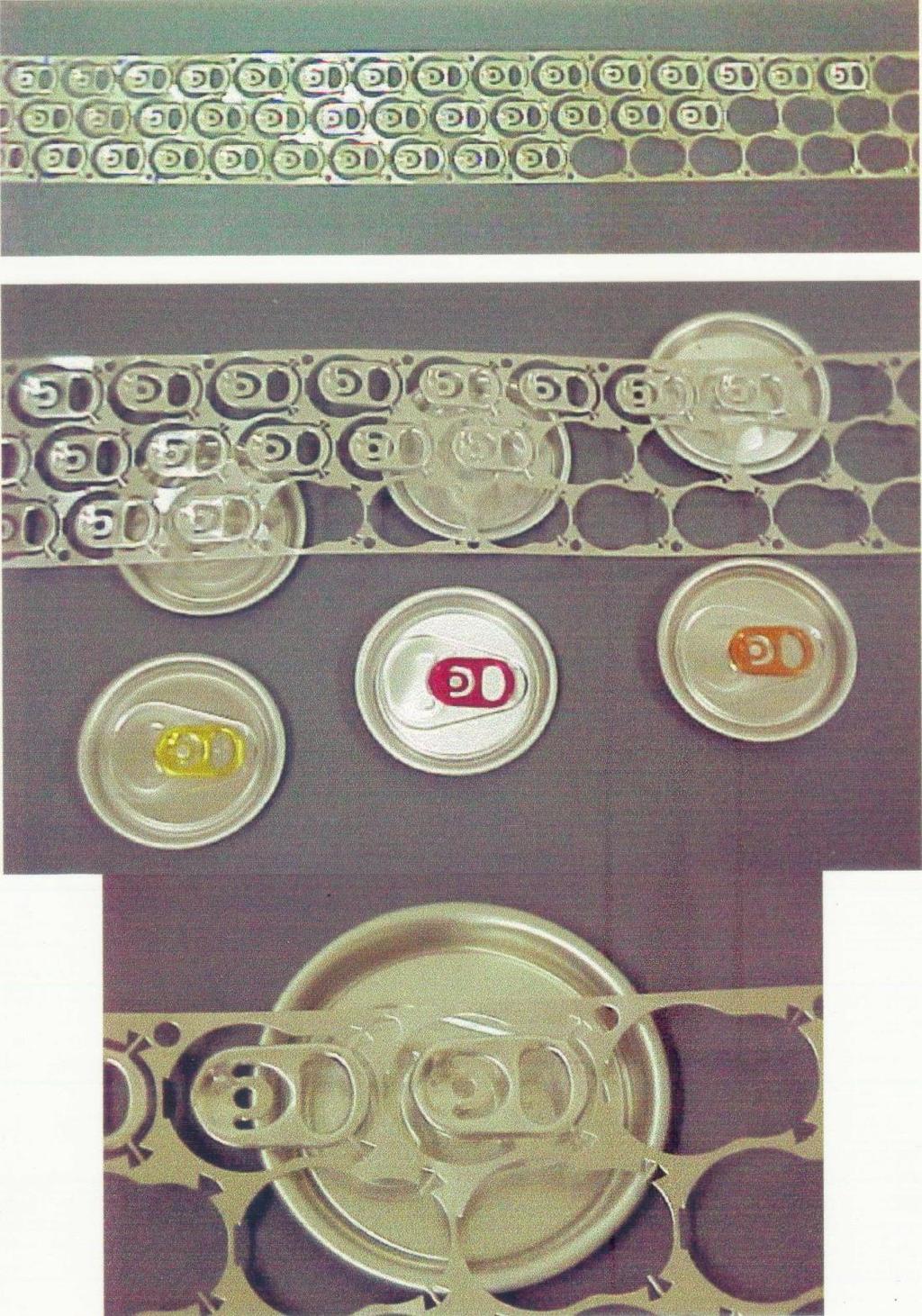
7 Ferramental para conformação progressiva Frequentemente, matrizes e punções são projetados para permitir que os estágios sucessivos de conformação de uma peça sejam efetuados na mesma matriz, a cada golpe da prensa. Este procedimento é conhecido como conformação progressiva. Um exemplo é a matriz para recorte e perfuração de arruelas planas.
8 Ferramental para conformação progressiva A tira metálica é alimentada, deslizando até a primeira posição de corte. O furo da arruela é puncionado. Segue-se um segundo deslizamento, após o que a arruela é recortada. Durante o corte da arruela o punção executa o furo central da próxima peça.
9 Ferramental para repuxamento O repuxamento é um método empregado para a fabricação de fundos para tanques de aço e outras peças profundas de simetria circular. O "blank" é fixado contra um bloco de modelagem que gira em alta velocidade. O blank é conformado progressivamente contra o bloco por intermédio de uma ferramenta manual ou através de roletes
10 Etapas do corte: 1- Aparecimento de deformações plásticas em ambos os lados da chapa 2- Com o aumento da pressão, o material começa a trincar 3- As trincas se unem e separam a peça da chapa
11 Características Corte de Chapas Destina-se à obtenção de formas geométricas, a partir de chapas submetidas à ação de pressão exercida por um punção ou cunha de corte contra o material e a matriz. Quando o punção ou a lâmina inicia a penetração na chapa, o esforço de compressão converte-se em esforço cisalhante (esforço cortante) provocando a separação brusca de uma porção da chapa. No processo, a chapa é deformada plasticamente e levada até a ruptura nas superfícies em contato com as lâminas
12 Características Corte de Chapas A aresta de corte apresenta em geral três regiões: uma rugosa (correspondente à superfície da trinca da fratura), uma lisa (formada pelo atrito da peça com as paredes da matriz) e uma região arredondada (formada pela deformação plástica inicial).
13 Corte de Chapas Características A qualidade das arestas cortadas não é a mesma das usinadas, entretanto quando as lâminas são mantidas afiadas e ajustadas é possível obter arestas aceitáveis para uma grande faixa de aplicações. A qualidade das bordas cortadas geralmente melhora com a redução da espessura da chapa.
14 Corte de Chapas Características No corte por matriz e punção ( piercing ou blanking ) não existe uma regra geral para selecionar o valor da folga, pois são vários os parâmetros de influência. A folga pode ser estabelecida com base em atributos, como: aspecto superficial do corte, imprecisões, operações posteriores e aspectos funcionais. Se não houver nenhum atributo específico desejado para superfície do blank, a folga é selecionada em função da força mínima de corte.
15 Força e Potência de Corte - Podem ser identificados os parâmetros envolvidos no corte. Admitese o cálculo simples da força pelo produto da área pela tensão de ruptura em cisalhamento. - Observe que a profundidade (s) adotada para este cálculo representa a penetração do punção na chapa no momento da ruptura. - A potência necessária para o corte é calculada pelo produto entre a força do punção e a velocidade da lâmina.
16 Força e Potência de Corte OBSERVAÇÃO: - A força necessária para o corte pode ser bastante reduzida construindo-se as bordas da ferramenta em plano inclinado em relação ao plano da chapa, de maneira que apenas uma pequena fração do comprimento total do corte seja feita de uma só vez.
17 Tipos de Corte - Dependendo do tipo de corte, são definidos diversos grupos de operações da prensa, conforme listagem abaixo: A operação de corte é usada para preparar o material para posterior estampagem ("blank"). A parte desejada é cortada (removida) da chapa original. A fabricação de furos em prensa (piercing ou punching) caracteriza uma operação de corte em que o metal removido é descartado. A fabricação de entalhes (notching) nas bordas de uma chapa pode ser feita em prensa através do puncionamento destas regiões. O corte por guilhotina é uma operação que não retira material da chapa metálica. A rebarbação (trimming) é uma operação que consiste em aparar o material em excesso (rebarbas) da borda de uma peça conformada. A remoção de rebarbas de forjamento em matriz fechada é uma operação deste tipo.

18 Dobramento Características Nesta operação, a tira metálica é submetida a esforços aplicados em duas direções opostas para provocar a flexão e a deformação plástica, mudando a forma de uma superfície plana para duas superfícies concorrentes, em ângulo, com raio de concordância em sua junção.
19
20 A figura mostra os esforços atuantes e a forma adquirida por uma tira submetida a dobramento A fibra neutra não é tracionada nem comprimida A determinação de sua posição e do seu raio é importante no desenvolvimento linear da peça
21 Comprimento do Blank r n. t... r ri Ld L = L 1 + L d + L 2 r n 2 n 360 L L 1 L2 2..
22 Raio de Dobramento Para a operação de dobramento existe um raio de dobramento abaixo do qual o metal trinca na superfície externa. É o raio mínimo de dobramento, expresso geralmente em múltiplos da espessura da chapa. Um raio de dobramento de 3t indica que o metal pode ser dobrado formando um raio de três vezes a espessura da chapa sem que haja o aparecimento de trincas. O raio mínimo de dobramento é portanto um limite de conformação, que varia muito para os diversos metais e sempre aumenta com a prévia deformação a frio do metal. Alguns metais muito dúcteis apresentam raio mínimo de dobramento igual a zero. Isto significa que as peças podem ser achatadas sobre si mesmas, mas geralmente não se utiliza este procedimento para evitar danos no punção ou na matriz.
23 Retorno elástico -Efeito mola A operação de dobramento exige que se considere a recuperação elástica do material (efeito mola), para que se tenham as dimensões exatas na peça dobrada. A recuperação elástica da peça será tanto maior quanto maior for o limite de escoamento, menor o módulo de elasticidade e maior a deformação plástica. Estabelecidos estes parâmetros, a deformação aumenta com a razão entre as dimensões laterais da chapa e sua espessura.
24 O efeito mola ocorre em todos os processos de conformação, mas no dobramento é mais facilmente detectado e estudado. O raio de curvatura antes da liberação da carga ( Ro) é menor do que após a liberação ( Rf ). O efeito mola é representado pelo símbolo K.
25 Estiramento Características É a operação que consiste na aplicação de forças de tração, de modo a esticar o material sobre uma ferramenta ou bloco (matriz). Neste processo, o gradiente de tensões é pequeno, o que garante a quase total eliminação do efeito mola. Como predominam tensões de tração, grandes deformações de estiramento podem ser aplicadas apenas para materiais muito dúcteis.
26 Ferramental: O equipamento de estiramento consiste basicamente de um pistão hidráulico (usualmente vertical), que movimenta o punção. Duas garras prendem as extremidades da chapa. Na operação, não existe uma matriz fêmea. As garras podem ser móveis permitindo que a força de tração esteja sempre em linha com as bordas da chapa (figura). Garras fixas devem ser usadas somente para conformação de peças com grandes raios de curvatura, evitando-se com isto o risco de ruptura da chapa na região das garras
27 Estampagem Profunda ou Embutimento Características É o processo utilizado para fazer com que uma chapa plana ( blank ) adquira a forma de uma matriz (fêmea), imposta pela ação de um punção (macho). O processo é empregado na fabricação de peças de uso diário (pára-lamas, portas de carros; banheiras, rodas, etc.). A operação de embutimento consiste em transformar uma chapa plana de espessura t num corpo côncavo. A Estampagem é o processo de conformação que imprime sobre uma chapa plana formas diversas através de deformações plásticas.


28 Catalisador - Aço Inox 409 Tanque combustível - Aço inox 304

29 Os aços inox austeníticos se deformam basicamente por estiramento e os ferríticos por embutimento. Estiramento Redução generalizada da espessura


30 Embutimento Objetiva-se a menor variação possível de espessura
31 No embutimento a espessura da chapa varia: - No centro do fundo é igual a espessura; - Próximos aos bordos do fundo, a espessura é menor do que a do blank - A espessura da paredes laterais aumentam a partir do bordo do fundo e pode chegar a 1,25 da espessura do disco.
32 Estampagem Profunda ou Embutimento Características A distinção entre estampagem rasa (shallow) e profunda é arbitrária. A estampagem rasa geralmente se refere à conformação com profundidade menor do que a metade do seu diâmetro. Na estampagem profunda o copo é mais profundo do que a metade do seu diâmetro.
33 Características Para melhorar o rendimento do processo, é importante que se tenha boa lubrificação. Com isto reduzem-se os esforços de conformação e o desgaste do ferramental. Os óleos indicados normalmente são para extrema pressão, devendo garantir boa proteção contra a corrosão da chapa, ser de fácil desengraxe e não levar à oxidação do material (devido às reações de subprodutos dos gases formados no aquecimento do metal). Geralmente, são óleos minerais com uma série de aditivos (Cl, Pb, P, gorduras orgânicas, etc.).
34 Estampos de Repuxo Prensa-chapas: - função de manter a chapa sob pressão para fazer com que esta deslize apenas para o interior da cavidade da matriz
35 Extrator que possibilita a saída da peça pela parte inferior do estampo Extrator que possibilita a saída da peça pela parte superior do estampo
36 Materiais para estampos Aço Cr-W com altos teores de carbono e de cromo Aço Mn-Cr-V com altos teores de carbono e manganês Aço Cr-Mo-V com altos teores de carbono e de cromo
37 Variáveis importantes Força de sujeição Deve-se ainda estudar a pressão a ser aplicada no prensa-chapas: - se esta for muito pequena, surgem rugas nas laterais da peça; - se, por outro lado, for muito elevada, pode ocorrer a ruptura da peça na prensa. F s P. S P ( 0 max 1) 2 d r t 400 S D 4 2 ( d M 2r m ) 2
38 Força de sujeição A força de sujeição é regulada segundo o aspecto da peça embutida: - Peça sem rugas e com aspecto brilhante: força correta - Superfície lisa e brilhante mas com traços/marcas no bordo da peça: força pequena - Estiramento do fundo antes de se completar o embutimento: força excessiva - Formação de rugas em um só lado do disco: força distribuída irregularmente sendo menor na região das rugas
39 Variáveis importantes Folga entre punção e matriz Na fabricação de peças por embutimento, tem que se levar em conta uma folga suficiente entre a matriz e o punção que permita o escoamento do material para o interior da matriz, sem que surjam tensões cisalhantes ocasionadas pelo atrito e que levem à ruptura do metal em prensa. A folga corresponde ao valor da espessura do material mais um coeficiente determinado empiricamente.
40

41 Folgas pequenas: o material repuxado tende a estirar-se Folgas grandes Folga mal distribuída
42 Velocidade de embutimento Variáveis importantes Aço inoxidável: Aço doce: Alumínio e ligas: 200 mm/s 280 mm/s 500 mm/s
43 Variáveis importantes Lubrificação Aço inoxidável: Água grafitada Aço doce: Mistura com 25% grafite, 25% de sebo de boi derretido e 50% de óleo de toucinho Alumínio e ligas: Óleo grafitado ou vaselina
44 Diâmetro do blank - cálculo Para calcular o diâmetro do blank de peças cilíndricas simples, sem aba, utilizamos a fórmula: D d 2 4. d. h Para raio interno (ri) menor do que 10 mm Para ri 10 mm Teorema de Guldin
45 Estágios de repuxo Às vezes, o diâmetro do "blank é muito superior ao diâmetro da peça a estampar, sendo que esta deve atingir uma profundidade de corpo muito elevada. Nestes casos, a fabricação poderá exigir uma sequência de operações de estampagem, utilizando uma série de ferramentas, com diâmetros decrescentes (da matriz e do punção). O número de operações depende do material da chapa e das relações entre o disco inicial (D) e os diâmetros das peças estampadas (d)
46 Estágios de repuxo A relação entre o diâmetro do blank (D) e o diâmetro do punção (d) é denominada Severidade do repuxo ou Grau Máximo de Embutimento (β 0 ) 0 D d A severidade máxima (β 0 máx.) é a condição limite para determinar se o repuxo pode ser feito numa única operação. Se β 0 β 0 máx. - Uma operação de repuxo Se β 0 > β 0 máx. - Mais de uma operação de repuxo
47
48 Para se determinar o número de estágios, deve-se considerar uma redução de 40% do diâmetro do blank no primeiro estágio Nos demais, a redução deve ser de 20% até que se obtenha o diâmetro desejado
49 Diâmetro do blank - cálculo Para calcular o diâmetro do blank de peças cilíndricas simples, sem aba, utilizamos a fórmula: D d 2 4. d. h Para raio interno (r i ) menor do que 10 mm Para r i 10 mm Teorema de Guldin
50 Diâmetro do blank - cálculo Para r i 10 mm Teorema de Guldin s s s ' 1 S ' 2 ' 3 t D , ' S 4. St 2 7, / 2 92mm 704.
51 Posição do centro de gravidade de algumas curvas
52 Estampabilidade dos Metais Estampabilidade é a capacidade que a chapa metálica tem de adquirir à forma de uma matriz, pelo processo de estampagem sem se romper ou apresentar qualquer outro tipo de defeito de superfície ou de forma. A capacidade de embutir está ligada diretamente à textura cristalina do material e esta à composição química, à estrutura da placa e às condições de processamento termomecânico (laminação a quente e a frio). A avaliação da estampabilidade de uma chapa metálica depende de muitos testes, tais como: ensaios simulativos (tipo Erichsen, Olsen, Fukui, etc.), ensaios de tração (obtendo-se o limite de escoamento e de resistência, o alongamento total até a fratura, o coeficiente de encruamento, os coeficientes de anisotropia normal e planar), ensaios de dureza, medida da rugosidade do material, metalografia, etc.
53 TÉCNICAS DE AVALIAÇÃO DA ESTAMPAGEM Há diferentes formas de se avaliar a capacidade de embutimento, sendo a mais usual e fácil via coeficiente de anisotropia normal médio, R Coeficiente de Anisotropia Por definição, o coeficiente de anisotropia ou coeficiente de Lankford ( R ) é a razão entre a deformação verdadeira na largura ( w ) e na espessura ( t ) de um CP de tração, após determinada deformação longitudinal pré-definida R = w / t

54 Anisotropia normal R : onde: r 0o, r 45 o e r 90 o são os valores de r medidos a 0 o, 45 o e 90 o com a direção de laminação. Este parâmetro indica a habilidade de uma certa chapa metálica resistir ao afinamento, quando submetida a forças de tração e/ou compressão, no plano. Maior R, melhor embutimento
55 Uma forma mais representativa de avaliação é o método chamado LDR (Limit Drawing Ratio - Razão de Estampagem Crítica). LDRc = D max /d p > LDR - > profundidade
56 Um material isotrópico tem r =1 Nos materiais para estampagem profunda um alto valor de r é desejado (maior resistência ao afinamento da chapa). A relação entre R e o LDR é mostrada no gráfico. Essa é definida como a máxima razão possível entre o diâmetro do blank e do copo embutido, sem que ocorra falha.


57 Estampos de corte
58 Partes do estampo Conjunto superior Parte móvel do estampo (movimentos de sobe e desce) Fixada na prensa pela espiga
59 Espiga - Geralmente cilíndrica de aço 1020 a É presa no alojamento do cabeçote da prensa e sustenta o conjunto superior - Sua posição deve coincidir com o centro de todas as solicitações a que está sujeito os punções, evitando o empuxo lateral
60 Placa superior - Feita de aço 1020 a Fixa a espiga e une, por meio de parafusos, a placa de choque e a placa porta punção

61 Placa de choque - Feita de aço 1060, temperado e revenido - Tem a função de receber os choques produzidos pelas cabeças dos punções no momento da operação, evitando a penetração dos mesmos na placa superior - espessura varia conforme o material a ser cortado
62 Placa porta-punções - Feita de aço 1020 a É fixada por parafusos e tem a função de sustentar punções, cortadores e cunhas
63 Punção - Peça de aço com elevado teor de carbono - Executa o corte quando introduzido nas cavidades da matriz, dando forma ao produto - Pode ser simples ou com peças postiças Faca de avanço - Punção cuja largura equivale ao passo da matriz - Usados em estampos progressivos para obter maior rapidez no trabalho
64 Partes do estampo Conjunto inferior Parte imóvel do estampo Fixada na base da prensa

65 Placa- guia -Função de guiar os punções e pilotos centradores nas cavidades cortantes da matriz - Aço 1020 ou 1030
66 Guias laterais - Função de guiar a tira de material a ser cortado
67 Placa matriz ou matriz - Possui cavidades que tem a mesma seção dos punções - Tem a função de reproduzir peças pela ação dos punções - Possui uma parte cônica nas arestas internas de corte para facilitar a passagem da peça - Podem ser inteiriças ou seccionadas

68 Placa matriz ou matriz - Serve de apoio à placa matriz e é fixada a ela por meio de parafusos e pinos guias - Possui cavidades com dimensão maior para facilitar a saída da peça já cortada pela parte inferior
69 Estampo misto
70 Prensa dobradeira Dobramento de perfis
71 Dobramento em prensas dobradeiras em várias operações
72 Dobramento em L - Estampo
73 Estampo para dobramento em U com ângulo
74 ESTAMPO MISTO

75 Anéis ou discos Punção Pré-forma

76

77
78
79
80

81
82 Exemplo:
83

84 Forjamento
85 Forjamento Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos e não ferrosos). As peças típicas que são produzidas na atualidade são: eixo manivelas, bielas, discos de turbinas, engrenagens, rodas, cabeças de parafusos, esferas, ferramentas manuais e uma grande variedade de componentes estruturais para máquinas operatrizes e equipamentos de transporte.

86
87 Basicamente, o forjamento é um processo de conformação plástica através do qual se obtém a forma desejada da peça ou objeto por martelamento ou aplicação gradativa de uma pressão. A maioria das operações de forjamento é efetuada a quente, embora certos metais possam ser forjados a frio, tais como os produtos obtidos por recalque a frio
88 Forjamento O forjamento é o processo de transformação dos metais em uma forma útil, através da deformação plástica realizada por prensagem ou martelagem; Nas peças forjadas os grãos se apresentam com uma estrutura mais fina, as porosidades ou trincas existem, desta forma estas peças apresentam uma resistência mecânica superior às peças fundidas ou mesmo usinadas.
89 A maioria das operações de forja são realizadas a quente entretanto certos metais podem ser forjados a frio. Usam-se duas classes básicas de equipamentos para a operação de forja: -o martelo de forjar que aplica golpes de impacto rápidos sobre a superfície do metal; -e as prensas de forjar que submetem o metal a uma força compressiva aplicada relativamente de uma forma lenta.
90 Forjamento rotativo Redução da área da seção transversal de barras e tubos por aplicação de golpes radiais. Ou a peça, ou a matriz possui movimento de rotação. Peça avança para o interior da matriz enquanto que a matriz realiza o martelamento.
91


92 Martelamento Transferência de energia cinética do martelo para energia de deformação plástica da peça. Onde: - H: altura de queda -Vc: volume da peça (constante) - Rd: resistência à deformação ao martelamento - h0 e h1: alturas inicial e final da peça - : rendimento - Q: massa do martelo
93 CARACTERÍSTICAS DO MARTELOS: Permite altas velocidades de forjamento podendo chegar a 150pancadas/min; É a fonte mais barata de uma elevada carga de forjamento (duplo efeito); Possui o menor tempo de contato sob pressão ( 1 a 10 ms); Não fornecem precisão acurada ; Necessitam de 400% mais de energia que uma prensa para realizar a mesma deformação; Impactos no solo (pode ser minimizado pelo uso de martelos de contragolpe); Solicita sobremaneira as ferramentas.

94
95 LAMINAÇÃO: Definição É o processo de conformação mecânica que consiste em modificar a seção transversal de um metal (na forma de barra, lingote, placa, tira, etc ) pela passagem entre dois cilindros que giram em sentido contrário, sendo a distância entre os dois cilindros menor do que a espessura inicial da peça. Consegue se a redução da espessura do metal a cada passe de laminação, que é como se chama cada passagem do metal pelos cilindros de laminação.
96
97
98
99
100 Bons Exercícios!
Estampagem ou Conformação de chapas
 Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
ESTAMPAGEM ESTAMPAGEM
 ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
ESTAMPAGEM Prof. M.Sc.: Anael Krelling 1 INTRODUÇÃO Estampagem consiste em todas as operações de corte e conformação de materiais metálicos planos, a fim de lhe conferir a forma e a precisão desejada,
PMR 2202 Projeto 2 - Estampagem
 PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PMR 2202 Projeto 2 - Estampagem Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento
PROJETO DE DISPOSITIVOS E FERRAMENTAS
 PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
PROJETO DE DISPOSITIVOS E FERRAMENTAS CURSO PROCESSO DE PRODUÇÃO 3º SEMESTRE Profº Panesi São Paulo 2010 0 Sumário AULA 1... 2 CONFORMAÇÃO MECÂNICA POR ESTAMPAGEM... 2 Corte... 2 Corte e furo progressivo...
Estampagem ou Conformação de chapas
 Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
CONFORMAÇÃO PLÁSTICA 7/12/2016 BIBLIOGRAFIA
 BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
BIBLIOGRAFIA CONFORMAÇÃO PLÁSTICA Livro Texto: Tecnologia Metalúrgica Prof. José Luís L. Silveira Curso de graduação em Engenharia Mecânica UFRJ Centro de Tecnologia sala I-241 Introdução aos Processos
PROCESSO DE ESTAMPAGEM. É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio.
 PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
PROCESSO DE ESTAMPAGEM É o processo de fabricação de peças, Através do corte ou deformação de Chapas, em uma operação de prensagem A frio. PROCESSO DE ESTAMPAGEM Principais características: Alta produção
Processos de Estampagem
 Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
Processos de Estampagem UNIDADE Tecnologia, Inovação e Educação para a Indústria Prof: Dr. Engº Charles Chemale Yurgel Contato: chemale@fieb.org.br Processos de Estampagem Tópicos relevantes na estampagem
2. Conformação mecânica: deformação plástica do material.
 CONFORMAÇÃO (Mar 2007) 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem
CONFORMAÇÃO (Mar 2007) 1. Processos de conformação podem ser classificados em: - processos de compressão direta (forjamento, laminação) - processos de compressão indireta (trefilação, extrusão, estampagem
PROCESSO DE ESTAMPAGEM
 PROCESSO DE ESTAMPAGEM ANISOTROPIA Os materiais sob a forma de chapas metálicas finas são em geral anisotrópicos, ou seja, possuem comportamento elasto-plásticos diferentes quando ensaiados em diferentes
PROCESSO DE ESTAMPAGEM ANISOTROPIA Os materiais sob a forma de chapas metálicas finas são em geral anisotrópicos, ou seja, possuem comportamento elasto-plásticos diferentes quando ensaiados em diferentes
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
Manufatura de Chapas Metálicas Corte Prof. Paulo Marcondes, PhD. DEMEC / UFPR Corte Operações básicas: Estampagem - Corte - Dobramento - Estiramento (chapa presa pela periferia) - Embutimento (não há restrições
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton FATEC ITAQUERA, 2015
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
TECNOLOGIA DE ESTAMPAGEM Prof. Milton FATEC ITAQUERA, 2015 Repuxo é a operação de conformação que, em um ou mais estágios, transforma uma chapa metálica plana em corpo côncavo. Sem que haja aparecimento
Ensaio de embutimento
 A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
A U A UL LA Ensaio de embutimento Introdução Nossa aula É na estamparia que o ensaio de embutimento encontra sua principal aplicação. E você sabe por quê? É fácil encontrar resposta a esta pergunta: basta
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Conformação de Chapas
 Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Conformação de Chapas Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
Instituto Tecnológico de Aeronáutica Divisão de Engenharia Mecânica MT-717: Introdução a materiais e processos de fabricação Conformação de Chapas Dr. Ronnie Rego Dr. Alfredo R. de Faria Agenda 1. 2. 3.
FORJAMENTO FORJAMENTO
 FORJAMENTO Prof. M.Sc.: Anael Krelling 1 É um dos processos mais antigos de transformação dos metais, utilizados por primitivos ferreiros. O processo consiste em dar uma forma útil aos materiais através
FORJAMENTO Prof. M.Sc.: Anael Krelling 1 É um dos processos mais antigos de transformação dos metais, utilizados por primitivos ferreiros. O processo consiste em dar uma forma útil aos materiais através
Acesse:
 Dando forma às chapas Se a família dos processos de fabricação fosse um objeto que se pudesse tocar, com certeza, ela seria uma corrente na qual cada elo representaria um determinado processo que estaria
Dando forma às chapas Se a família dos processos de fabricação fosse um objeto que se pudesse tocar, com certeza, ela seria uma corrente na qual cada elo representaria um determinado processo que estaria
PROPRIEDADES MECÂNICAS DE
 DE MATERIAIS METÁLICOS CONCEITO DE TENSÃO E DEFORMAÇÃO Formas de aplicação de carga: 2 1 COMPORTAMENTO ELÁSTICO E PLÁSTICO 3 COMPORTAMENTO ELÁSTICO E PLÁSTICO 4 2 COMPORTAMENTO ELÁSTICO 5 COMPORTAMENTO
DE MATERIAIS METÁLICOS CONCEITO DE TENSÃO E DEFORMAÇÃO Formas de aplicação de carga: 2 1 COMPORTAMENTO ELÁSTICO E PLÁSTICO 3 COMPORTAMENTO ELÁSTICO E PLÁSTICO 4 2 COMPORTAMENTO ELÁSTICO 5 COMPORTAMENTO
FACULDADE SUDOESTE PAULISTA. Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa. Metais: Conformação
 FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
FACULDADE SUDOESTE PAULISTA Ciência e Tecnologia de Materiais Prof. Ms. Patrícia Corrêa Metais: Conformação Conformação: É o processo de transformação dos materiais (metálicos), através da ação de tensões
PROGRAMA DE DISCIPLINA
 PROGRAMA DE DISCIPLINA Disciplina: CONFORMAÇÃO MECÂNICA Código da Disciplina: EMC230 Curso: Engenharia Mecânica Semestre de oferta da disciplina: 8 o Faculdade responsável: Engenharia Mecânica Programa
PROGRAMA DE DISCIPLINA Disciplina: CONFORMAÇÃO MECÂNICA Código da Disciplina: EMC230 Curso: Engenharia Mecânica Semestre de oferta da disciplina: 8 o Faculdade responsável: Engenharia Mecânica Programa
CONFORMAÇÃO PLÁSTICA DOS METAIS LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
CONFORMAÇÃO PLÁSTICA DOS METAIS Prof. Marcos Dorigão Manfrinato 1 CLASSIFICAÇÃO DOS PROCESSOS DE CONFORMAÇÃO Por deformação plástica. Por remoção metálica ou usinagem. 2 1 CLASSIFICAÇÃO DOS PROCESSOS DE
Diretrizes para projeto de ferramenta de estampagem Parte I
 iretrizes para projeto de ferramenta de estampagem Parte I A estampagem é um processo que permite fabricar produtos economicamente viáveis por sua eficiência e precisão. Todavia, é necessário aplicar procedimentos
iretrizes para projeto de ferramenta de estampagem Parte I A estampagem é um processo que permite fabricar produtos economicamente viáveis por sua eficiência e precisão. Todavia, é necessário aplicar procedimentos
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento
 Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
Avaliação do Retorno Elástico em Chapas de Aço Bifásicos através do Processo de Dobramento Martins, M. S.¹ Schaeffer, L.² ¹ Engenheiro Mecânico, Mestrando no Programa de Pós-graduação de Minas, Metalurgia
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105)
") UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS PARTE A ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas
Metálicas. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Manufatura de Chapas Metálicas Dobramento Prof. Paulo Marcondes, PhD. DEMEC / UFPR O que é dobramento? Dobramento é usualmente definido como a deformação plástica de uma chapa metálica ao longo de uma
Manufatura de Chapas Metálicas Dobramento Prof. Paulo Marcondes, PhD. DEMEC / UFPR O que é dobramento? Dobramento é usualmente definido como a deformação plástica de uma chapa metálica ao longo de uma
Conformação Plástica.
 Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
Processos de Industrialização Conformação Plástica. Fundição. Metalurgia do Pó. Prof. Dr. Omar Maluf omarramo@sc.usp.br Processos de Industrialização Conformação Plástica. Fundição. 1 CONFORMAÇÃO PLÁSTICA
13/10/2009. Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos
 1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
1 Introdução Características gerais Etapas do Processo de Fabricação Geometria Vantagens Equipamentos Produtos 2 1 = PUXAMENTO 3 Introdução: A trefilação é uma operação em que a matériaprima é estirada
AÇOS INOXIDÁVEIS considerações sobre estampagem
 AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
AÇOS INOXIDÁVEIS considerações sobre estampagem Aços Inoxidáveis da Série 300 Austeníticos +C 304 H C 0,04/0,10 Cr 18/20 Ni 8/10,5 Propriedades mecânicas em altas temperaturas 301 C 0,15 Cr Cr 16/18 Ni
TREFILAÇÃO TREFILAÇÃO
 TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
TREFILAÇÃO Prof. M.Sc.: Anael Krelling 1 O processo de trefilação consiste em fazer passar o material através de uma ferramenta, utilizando-se uma força de tração aplicada na saída da matriz. Apesar das
UNIVERSIDADE FEDERAL DO ABC MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO
 ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO") 1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
1 UNIVERSIDADE FEDERAL DO ABC CENTRO DE ENGENHARIA, MODELAGEM E CIÊNCIAS SOCIAIS APLICADAS MATERIAIS E SUAS PROPRIEDADES (BC 1105) ENSAIOS MECÂNICOS ENSAIOS DE TRAÇÃO E FLEXÃO 2 1. INTRODUÇÃO Algumas das
TECNOLOGIA DE ESTAMPAGEM. Prof. Milton Alves Alencar FATEC ITAQUERA, 2017
 TECNOLOGIA DE ESTAMPAGEM Prof. Milton Alves Alencar FATEC ITAQUERA, 2017 Prensa Manual (Balancim) Prensa EXCÊNTRICA Prensa Excêntrica (Tipo C) Prensa EXCÊNTRICA (Tipo C) Prensa Excêntrica (Tipo H) Punção
TECNOLOGIA DE ESTAMPAGEM Prof. Milton Alves Alencar FATEC ITAQUERA, 2017 Prensa Manual (Balancim) Prensa EXCÊNTRICA Prensa Excêntrica (Tipo C) Prensa EXCÊNTRICA (Tipo C) Prensa Excêntrica (Tipo H) Punção
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
Biopdi. Equipamentos para ensaio de materiais. Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA Modelo: Semiautomático e Automático São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA
MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA
 Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
Biopdi Equipamentos para ensaio de materiais Descrição MÁQUINA UNIVERSAL DE ENSAIO HIDRÁULICA 20kN VERSÃO DIDÁTICA São Carlos 2017 :: MÁQUINA UNIVERSAL DE ENSAIO HIDRÁUILICA 20kN - VERSÃO DIDÁTICA Figura
Ensaio de Fluência. A temperatura tem um papel importantíssimo nesse fenômeno; Ocorre devido à movimentação de falhas (como discordâncias);
;") Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
Ensaio de Fluência Adaptado do material do prof. Rodrigo R. Porcaro. Fluência é a deformação plástica que ocorre num material, sob tensão constante ou quase constante, em função do tempo ; A temperatura
PRÁTICA DE OFICINA - AULA OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO
 1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
1 PRÁTICA DE OFICINA - AULA 01-2015-1 OPERAÇÕES BÁSICAS NO TORNEAMENTO 1 - TORNEAMENTO Processo mecânico de usinagem destinado a obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
Along. (50mm) 25% Custo (aço + Frete + impostos) R$ 1450,00/ton
 25% Custo (aço + Frete + impostos) R$ 1450,00/ton") 1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
1. Qual o valor das tensões principais para os tensores de tensão dados, segundo a simbologia utilizada na disciplina (vide matrizes abaixo)? Estados Valores de tensões em MPa Tensões Genéricas Tensões
Processos de Conformação Metalúrgica
 Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
Processos de Conformação Metalúrgica Se caracterizam por trabalharem o metal através da aplicação de pressão ou choque Estes processos visam duas coisas: 1. Obtenção do metal na forma desejada 2. Melhoria
LISTA DE EXERCÍCIOS ÁREA 1. Disciplina: Mecânica dos Sólidos MECSOL34 Semestre: 2016/02
 LISTA DE EXERCÍCIOS ÁREA 1 Disciplina: Mecânica dos Sólidos MECSOL34 Semestre: 2016/02 Prof: Diego R. Alba 1. O macaco AB é usado para corrigir a viga defletida DE conforme a figura. Se a força compressiva
LISTA DE EXERCÍCIOS ÁREA 1 Disciplina: Mecânica dos Sólidos MECSOL34 Semestre: 2016/02 Prof: Diego R. Alba 1. O macaco AB é usado para corrigir a viga defletida DE conforme a figura. Se a força compressiva
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas
 consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
consiste em forçar a passagem de um bloco de metal através do orifício de uma matriz mediante a aplicação de pressões elevadas é o processo em que a peça é empurrada contra a matriz conformadora, com redução
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO
 CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
CONFORMAÇÃO PLÁSTICA LAMINAÇÃO 1 DEFINIÇÃO Processo de fabricação por conformação plástica direta que consiste na passagem de um corpo sólido entre dois cilindros, de modo que sua espessura sofre diminuição,
Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica.
 CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
CONFORMAÇÃO MECÂNICA Nome genérico dos processos em que se aplica uma força externa sobre a matéria-prima, obrigando-a a adquirir a forma desejada por deformação plástica. Em função da temperatura e do
USINAGEM USINAGEM. Prof. M.Sc.: Anael Krelling
 USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
USINAGEM Prof. M.Sc.: Anael Krelling 1 No processo de Usinagem uma quantidade de material é removido com auxílio de uma ferramenta de corte produzindo o cavaco, obtendo-se assim uma peça com formas e dimensões
PROPRIEDADES MECÂNICAS I Fundamentos
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS I Fundamentos Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Tensões e Deformações Ensaio
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS PROPRIEDADES MECÂNICAS I Fundamentos Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Introdução Tensões e Deformações Ensaio
ESTRUTURAS METÁLICAS DE AÇO
 ESTRUTURAS METÁLICAS DE AÇO LIGAÇÕES POR CONECTORES Edson Cabral de Oliveira TIPOS DE CONECTORES E DE LIGAÇÕES O conector é um meio de união que trabalha através de furos feitos nas chapas. Tipos de conectores:
ESTRUTURAS METÁLICAS DE AÇO LIGAÇÕES POR CONECTORES Edson Cabral de Oliveira TIPOS DE CONECTORES E DE LIGAÇÕES O conector é um meio de união que trabalha através de furos feitos nas chapas. Tipos de conectores:
Prensas Excêntricas ncp
 Prensas Excêntricas ncp PRENSA EXCÊNTRICA TIPO C DE BIELA SIMPLES NCP-2 NCP-3 NCP-4 NCP-60 NCP-80 NCP-110 NCP-160 NCP-200 NCP-260 A 2.274 2.462 2.622 2.974 3.061 3.234 3.47 4.080 4.36 B 700 80 890 910
Prensas Excêntricas ncp PRENSA EXCÊNTRICA TIPO C DE BIELA SIMPLES NCP-2 NCP-3 NCP-4 NCP-60 NCP-80 NCP-110 NCP-160 NCP-200 NCP-260 A 2.274 2.462 2.622 2.974 3.061 3.234 3.47 4.080 4.36 B 700 80 890 910
LAMINAÇÃO LAMINAÇÃO. Prof. MSc: Anael Krelling
 LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
LAMINAÇÃO Prof. MSc: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo de conformação que consiste na deformação de um metal pela passagem entre dois cilindros rotatórios que giram em sentidos opostos,
PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO DE ELEMENTOS DE MÁQUINAS
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Capítulo 3 Propriedades Mecânicas dos Materiais
 Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
Capítulo 3 Propriedades Mecânicas dos Materiais 3.1 O ensaio de tração e compressão A resistência de um material depende de sua capacidade de suportar uma carga sem deformação excessiva ou ruptura. Essa
O carro de boi foi um meio de transporte
 A U A UL LA Mancais Introdução O carro de boi foi um meio de transporte típico em certas regiões brasileiras. Hoje é pouco utilizado. O carro de boi é uma construção simples, feita de madeira, e consta
A U A UL LA Mancais Introdução O carro de boi foi um meio de transporte típico em certas regiões brasileiras. Hoje é pouco utilizado. O carro de boi é uma construção simples, feita de madeira, e consta
Torno Mecânico. Prof. João Paulo Barbosa, M.Sc.
 Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Torno Mecânico Prof. João Paulo Barbosa, M.Sc. EVOLUÇÃO DOS TORNOS O PRINCIPIO TORNO TIPOS DE TORNOS PARTES FUNDAMENTAIS DO TORNO HORIZONTAL ACESSÓRIOS SISTEMA DE FIXAÇÃO DA FERRAMENTA DE CORTE ANÉIS GRADUADOS
Existem diversas técnicas e procedimentos empregados visando a manufatura de elementos de. levado em consideração na escolha adequada deste processo.
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS I AT-096 Dr. Alan Sulato de Andrade alansulato@ufpr.br PROCESSOS INDUSTRIAIS EMPREGADOS NA CONSTRUÇÃO
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
INFLUÊNCIA DA LAMINAÇÃO CRUZADA NA EMBUTIBILIDADE E ANISOTROPIA DE PROPRIEDADES DE PLACAS DE ALUMÍNIO Mário dos Reis Maia Jr Enio Pontes de Deus Hamilton Ferreira Gomes de Abreu Universidade Federal do
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO
 TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
TENSÃO NORMAL e TENSÃO DE CISALHAMENTO 1) Determinar a tensão normal média de compressão da figura abaixo entre: a) o bloco de madeira de seção 100mm x 120mm e a base de concreto. b) a base de concreto
Conformação de pós. Aula 5 de PMT PMT 2412 em 2006 aula 5
 Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Conformação de pós Aula 5 de PMT 2412 Objetivos da etapa de Conformação Produzir um objeto com a forma geométrica final do produto (mas não a dimensão final) Compactação uniaxial, comp.isostática, Densificar
Estruturas Metálicas
 Estruturas Metálicas Estruturas Metálicas Vantagens: Precisão na fabricação das peças alto controle de qualidade; Garantia das propriedades dos matérias; Resistente a choques e vibrações; Obras mais rápidas
Estruturas Metálicas Estruturas Metálicas Vantagens: Precisão na fabricação das peças alto controle de qualidade; Garantia das propriedades dos matérias; Resistente a choques e vibrações; Obras mais rápidas
Projeto 2 Conformação Mecânica Ensaio de Swift Texto 3 - Ferramental
 Escola Politécnica da USP PMR-Dept. Engenharia Mecatrônica e de Sistemas Mecânicos PMR 2202 Introdução a Manufatura Mecânica Projeto 2 Conformação Mecânica Ensaio de Swift Texto 3 - Ferramental Prof. Dr.
Escola Politécnica da USP PMR-Dept. Engenharia Mecatrônica e de Sistemas Mecânicos PMR 2202 Introdução a Manufatura Mecânica Projeto 2 Conformação Mecânica Ensaio de Swift Texto 3 - Ferramental Prof. Dr.
Corte por serra de fita
 Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
Corte por serra de fita Corte por serra de fita Formação do cavaco O processo de formação de cavaco no corte por serra de fita é feito em duas fases: Na primeira fase, o dente comprime e curva as fibras
SIMULAÇÃO DE EMBUTIMENTO DE COPO QUADRADO UTILIZANDO O MÉTODO DOS ELEMENTOS FINITOS
 SIMULAÇÃO DE EMBUTIMENTO DE COPO QUADRADO UTILIZANDO O MÉTODO DOS ELEMENTOS FINITOS Felipe Ambone da Silva José Eduardo Gubaua Universidade Federal do Paraná, PGMEC, Av. Cel. Francisco H. dos Santos, 210
SIMULAÇÃO DE EMBUTIMENTO DE COPO QUADRADO UTILIZANDO O MÉTODO DOS ELEMENTOS FINITOS Felipe Ambone da Silva José Eduardo Gubaua Universidade Federal do Paraná, PGMEC, Av. Cel. Francisco H. dos Santos, 210
Estampagem. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
Estampagem Prof. Paulo Marcondes, PhD. DEMEC / UFPR Razão de Embutimento A razão de embutimento (β) é definida como a relação entre o diâmetroda geratriz e o diâmetro do punção. β = Diâmetro do blank /
Palavras-chave: Estampabilidade de Alumínio, Anisotropia, Índice de Langford.
 INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
INFLUÊNCIA DO TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES NO COEFICIENTE DE ANISOTROPIA PLÁSTICO EM CHAPAS DE ALUMÍNIO LAMINADAS A FRIO Afrânio Rebouças Costa Filho Enio Pontes de Deus Hamilton Ferreira Gomes
ESTRUTURAS METÁLICAS LIGAÇÕES - APOIOS. Prof. Alexandre Augusto Pescador Sardá
 ESTRUTURAS METÁLICAS LIGAÇÕES - APOIOS Prof. Alexandre Augusto Pescador Sardá LIGAÇÕES Edificações Ligações entre vigas; Ligações entre viga e coluna; Emenda de colunas; Emenda de vigas; Apoio de colunas;
ESTRUTURAS METÁLICAS LIGAÇÕES - APOIOS Prof. Alexandre Augusto Pescador Sardá LIGAÇÕES Edificações Ligações entre vigas; Ligações entre viga e coluna; Emenda de colunas; Emenda de vigas; Apoio de colunas;
Principais propriedades mecânicas
 Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Principais propriedades mecânicas Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade,... Cada uma dessas propriedades está associada à habilidade do material de resistir às
Sistemas Estruturais. Prof. Rodrigo mero
 Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
Sistemas Estruturais Prof. Rodrigo mero Aula 7 Características dos aços Índice Perfis Estruturais Tipos de Perfis Perfil Laminado Perfil de Chapa Dobrada Perfil de Chapa Soldada Perfil Calandrado Cantoneiras
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO
 ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS VIGAS DE ALMA CHEIA INTRODUÇÃO No projeto no estado limite último de vigas sujeitas à flexão simples calculam-se,
ESTRUTURAS METÁLICAS E DE MADEIRAS PROF.: VICTOR MACHADO UNIDADE II - ESTRUTURAS METÁLICAS VIGAS DE ALMA CHEIA INTRODUÇÃO No projeto no estado limite último de vigas sujeitas à flexão simples calculam-se,
Estampagem de aços carbono e inoxidáveis (1)
") Estampagem de aços carbono e inoxidáveis (1) Marcos Domingos Xavier (2) O presente texto refere-se a uma comparação da estampabilidade de aços carbono e aços inoxidáveis. Estudos considerando o estado
Estampagem de aços carbono e inoxidáveis (1) Marcos Domingos Xavier (2) O presente texto refere-se a uma comparação da estampabilidade de aços carbono e aços inoxidáveis. Estudos considerando o estado
LISTA DE EXERCÍCIOS MECÂNICA DOS SÓLIDOS I
 LISTA DE EXERCÍCIOS MECÂNICA DOS SÓLIDOS I A - Tensão Normal Média 1. Ex. 1.40. O bloco de concreto tem as dimensões mostradas na figura. Se o material falhar quando a tensão normal média atingir 0,840
LISTA DE EXERCÍCIOS MECÂNICA DOS SÓLIDOS I A - Tensão Normal Média 1. Ex. 1.40. O bloco de concreto tem as dimensões mostradas na figura. Se o material falhar quando a tensão normal média atingir 0,840
Manufatura de chapas metálicas - corte
 PAULO VICTOR PRESTES MARCONDES - marcondes@ufpr.br Manufatura de chapas metálicas - corte A fabricação de peças metálicas através de corte por cisalhamento ainda é muito utilizada na indústria metal-mecânica.
PAULO VICTOR PRESTES MARCONDES - marcondes@ufpr.br Manufatura de chapas metálicas - corte A fabricação de peças metálicas através de corte por cisalhamento ainda é muito utilizada na indústria metal-mecânica.
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA SÃO PAULO Campus Presidente Epitácio TDUA2 Aula 2 Prof. Carlos Fernando Torno Mecânico Peças e Acessórios do Torno Mecânico. Operações Realizadas com
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA. VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares)
") TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
PROJETO PARA FABRICAÇÃO DE UM SACA-ROLHA. Disciplina 0407 Introdução ao projeto e à manufatura
 PROJETO PARA FABRICAÇÃO DE UM SACA-ROLHA Disciplina 0407 Introdução ao projeto e à manufatura Grupo 2 Beatriz Domingues Lodi nº USP: 8549236 Camila Lumi Sakata nº USP: 8606087 Heloisa Caes Lahr nº USP:
PROJETO PARA FABRICAÇÃO DE UM SACA-ROLHA Disciplina 0407 Introdução ao projeto e à manufatura Grupo 2 Beatriz Domingues Lodi nº USP: 8549236 Camila Lumi Sakata nº USP: 8606087 Heloisa Caes Lahr nº USP:
Ensaio de compressão
 A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
A UU L AL A Ensaio de compressão Podemos observar o esforço de compressão na construção mecânica, principalmente em estruturas e em equipamentos como suportes, bases de máquinas, barramentos etc. Às vezes,
Propriedades dos Materiais Fluência INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FLUÊNCIA
 INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FLUÊNCIA Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Métodos Comportamento em fluência Tipos de ensaios Avaliação da fluência
INSTITUTO MILITAR DE ENGENHARIA PROGRAMA DE CIÊNCIA DOS MATERIAIS FLUÊNCIA Propriedades dos Materiais Ten Cel Sousa Lima, D. C. SUMÁRIO Métodos Comportamento em fluência Tipos de ensaios Avaliação da fluência
Aula 6 Propriedades dos materiais
 Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Aula 6 Propriedades Mecânicas dos Materiais E-mail: daniel.boari@ufabc.edu.br Universidade Federal do ABC Princípios de Reabilitação e Tecnologias Assistivas 3º Quadrimestre de 2018 Conceitos fundamentais
Conteúdo. Resistência dos Materiais. Prof. Peterson Jaeger. 3. Concentração de tensões de tração. APOSTILA Versão 2013
 Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Resistência dos Materiais APOSTILA Versão 2013 Prof. Peterson Jaeger Conteúdo 1. Propriedades mecânicas dos materiais 2. Deformação 3. Concentração de tensões de tração 4. Torção 1 A resistência de um
Fundamentos do projeto de ferramentas para o processo de corte
 82 Fundamentos do projeto de ferramentas para o processo de corte Durante a fabricação de um componente por estampagem diversos processos são utilizados, como corte, embutimento, flangeamento, dobramento,
82 Fundamentos do projeto de ferramentas para o processo de corte Durante a fabricação de um componente por estampagem diversos processos são utilizados, como corte, embutimento, flangeamento, dobramento,
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014
 Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
Profa. Janaina Fracaro Engenharia Mecânica MAIO/2014 Leitura no Sistema Inglês : Fração Ordinária Goniômetro simples O goniômetro simples, também conhecido como transferidor de grau, é utilizado em medidas
TREINAMENTO EM CORTE/ DOBRA/ REPUXO (ESTAMPAGEM DE CHAPAS METÁLICAS) 31ª Edição 25 e 26 de Abril de 2019
 31ª Edição 25 e 26 de Abril de 2019") FUNDAÇÃO LUIZ ENGLERT - FLE CE NTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcmmetalforming.com/ CHAMADA PRELIMINAR TREINAMENTO EM CORTE/
FUNDAÇÃO LUIZ ENGLERT - FLE CE NTRO BRASILEIRO DE CONFORMAÇÃO MECÂNICA CBCM CEP: 91501-970 - PORTO ALEGRE RS TEL.: +55 (51) 3308 6134 http://cbcmmetalforming.com/ CHAMADA PRELIMINAR TREINAMENTO EM CORTE/
Resistência dos Materiais
 Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
Capítulo 3: Tensões em Vasos de Pressão de Paredes Finas Coeficiente de Dilatação Térmica Professor Fernando Porto Resistência dos Materiais Tensões em Vasos de Pressão de Paredes Finas Vasos de pressão
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos
 2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
2 Fundamentos para a avaliação de integridade de dutos com perdas de espessura e reparados com materiais compósitos Este capítulo apresenta um resumo dos fundamentos básicos de avaliação de dutos com e
FUNDAMENTOS DA USINAGEM DA MADEIRA. Teoria de Corte da Madeira
 FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
FUNDAMENTOS DA USINAGEM DA MADEIRA Teoria de Corte da Madeira O corte convencional é definido como sendo a ação da ferramenta sobre uma peça de madeira, produzindo cavacos de dimensões variáveis. O cavaco
11 - FALHA OU RUPTURA NOS METAIS
 11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
11 - FALHA OU RUPTURA NOS METAIS Fratura Fluência Fadiga Dureza 1 A engenharia e ciência dos materiais tem papel importante na prevenção e análise de falhas em peças ou componentes mecânicos. 2 FRATURA
Processos Mecânicos de Fabricação. Conceitos introdutórios sobre usinagem dos metais
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Processos Mecânicos de Fabricação Conceitos introdutórios sobre usinagem dos metais DEPS Departamento de Engenharia
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS. Fadiga dos Materiais Metálicos - Prof. Carlos Baptista EEL
 PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
PARTE 7: EFEITOS DE ENTALHE E DE TENSÕES RESIDUAIS ENTALHES Concentradores de Tensão - Entalhe é um contorno geométrico a interromper o fluxo de forças pela peça. - Furos, ranhuras, chanfros, etc, resultam
Ensaio de Fluência. aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas (para metais T > 0,4 T fusão)
") Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
Ensaio de Fluência DEFINIÇÃO: Fluência é a deformação plástica que ocorre em qualquer tipo de material e é decorrente da aplicação de uma carga/tensão constante em função do tempo e à temperaturas elevadas
NOTAS DE AULAS - VII
 Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Mar/203 Módulo: Processo de Fabricação VII TREFILAÇÃO. A trefilação é uma operação de conformação que visa produzir materiais de secção transversal, devidamente calibrada. Esta ação se faz, onde a matéria-prima
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
AULA 4 Materiais de Construção II
 AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
AULA 4 Materiais de Construção II Introdução Para a construção, as propriedades que interessam considerar aos metais são várias, concretamente, a aparência, densidade, dilatação e condutibilidade térmica,
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de d
 FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FUNDAMENTOS Capítulo Dois: Variáveis metalúrgicas 1. Teoria da deformação plástica dos metais: encuramento 2. Conformabilidade dos metais 3. Taxa de deformação 4. Influência da velocidade de conformação
FORJAMENTO. Conformação TM 262. Prof. Paulo Marcondes, PhD. DEMEC / UFPR
 FORJAMENTO Conformação TM 262 Prof. Paulo Marcondes, PhD. DEMEC / UFPR FORJAMENTO Histórico; Conceito; Forjamento é o nome genérico para operações de conformação mecânica efetuadas com esforço de compressão
FORJAMENTO Conformação TM 262 Prof. Paulo Marcondes, PhD. DEMEC / UFPR FORJAMENTO Histórico; Conceito; Forjamento é o nome genérico para operações de conformação mecânica efetuadas com esforço de compressão
Elementos de máquina. Diego Rafael Alba
 E Diego Rafael Alba Rebites Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. A solda é um bom meio de fixação, mas, por causa do calor, ela
E Diego Rafael Alba Rebites Um rebite compõe-se de um corpo em forma de eixo cilíndrico e de uma cabeça. A cabeça pode ter vários formatos. A solda é um bom meio de fixação, mas, por causa do calor, ela
NOÇÕES DE SOLDAGEM. aula 2 soldabilidade. Curso Debret / 2007 Annelise Zeemann. procedimento de soldagem LIGAS NÃO FERROSAS AÇOS.
 NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
NOÇÕES DE SOLDAGEM aula 2 soldabilidade Curso Debret / 2007 Annelise Zeemann LIGAS NÃO FERROSAS Niquel Aluminio Titânio Cobre aço ao carbono aço C-Mn aço Cr-Mo aço inox AÇOS composição química processamento
CONTEÚDOS PROGRAMADOS. (Comando Numérico EEK 561)
") (Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
(Comando Numérico EEK 5) Introdução Tipos de controle do movimento. Meios de entrada de dados e armazenagem de informações. Elementos de acionamento. Sistemas de controle. Eixos coordenados em maquinas
3 DIMENSIONAMENTO À TRAÇÃO SIMPLES 3.1 CONCEITOS GERAIS 3.2 EQUAÇÃO DE DIMENSIONAMENTO FORÇA AXIAL RESISTENTE DE CÁLCULO
 3 DIMENSIONAMENTO À TRAÇÃO SIMPLES As condições para o dimensionamento de peças metálicas à tração simples estão no item 5.2 da NBR 8800. Essa seção (seção 5) da NBR trata do dimensionamento de elementos
3 DIMENSIONAMENTO À TRAÇÃO SIMPLES As condições para o dimensionamento de peças metálicas à tração simples estão no item 5.2 da NBR 8800. Essa seção (seção 5) da NBR trata do dimensionamento de elementos
3. MÉTODOS EXPERIMENTAIS
 3. MÉTODOS EXPERIMENTAIS 43 Para a realização dos experimentos, foram realizadas as etapas de definição e preparação das amostras da matéria prima com a variação das propriedades mecânicas (dureza do material),
3. MÉTODOS EXPERIMENTAIS 43 Para a realização dos experimentos, foram realizadas as etapas de definição e preparação das amostras da matéria prima com a variação das propriedades mecânicas (dureza do material),
Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos.
 FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por
FUNDIDO X FORJADO Fundido ou Forjado? Fundidos e forjados partem de processos iniciais bastante parecidos. O Processo A maioria dos componentes em aço tem seu início em uma aciaria: o metal passa por