INFLUÊNCIA DOS PARÂMETROS DE PULSAÇÃO E DO SENTIDO DE SOLDAGEM SOBRE O ACABAMENTO SUPERFICIAL DO CORDÃO NA SOLDAGEM MIG DO ALUMÍNIO
|
|
|
- Alfredo Arantes Cabreira
- 7 Há anos
- Visualizações:
Transcrição

1 INFLUÊNCIA DOS PARÂMETROS DE PULSAÇÃO E DO SENTIDO DE SOLDAGEM SOBRE O ACABAMENTO SUPERFICIAL DO CORDÃO NA SOLDAGEM MIG DO ALUMÍNIO Túlio Fernandes dos Santos Pontifícia Universidade Católica do Paraná, Curso de Engenharia Mecânica tsantos@rla01.pucpr.br- Curitiba, PR, Brasil Resumo. A soldagem MIG pulsada do alumínio proporciona maior uniformidade na penetração, um bom acabamento, porém implica em complexidade para estabelecer os parâmetros e variáveis adequadas à soldagem, isto devido à diversidade de variáveis interrelacionadas: corrente de pulso, tempo de pulso, corrente de base, tempo de base e velocidade do arame. Este trabalho tem por objetivo identificar a influência dos parâmetros de pulsação para diferentes níveis de corrente de pulso e do sentido de soldagem, no acabamento superficial do cordão de solda, considerando a soldagem do alumínio 1200 H14, com arame ER 4043 de 1,2 mm de diâmetro e gás de proteção Argônio. Foram conduzidos experimentos nos quais foi fixada a corrente média, a velocidade do arame, o tamanho calculado da gota e a vazão de gás. A tensão e a corrente foram monitoradas permitindo identificação das condições de provável destacamento de gota. Os cordões produzidos com correntes de pulso entre 160 e 200 A, resultaram em um bom acabamento, tanto puxando, como empurrando. Correntes de pulso acima de 220 A resultaram, para o conjunto de parâmetros e variáveis ensaiados, em pior acabamento, com ocorrência de respingos e fuligem, sendo mais acentuado o problema no sentido puxando a tocha. Palavras-chave: MIG pulsado, MIG alumínio, corrente de pulso. 1. INTRODUÇÃO No processo MIG com corrente imposta e pulsada, em regime de transferência por projeção axial, tem-se boa homogeneidade de penetração, devido à corrente média ser constante e um bom acabamento do cordão depositado. Apesar das vantagens técnicas, este processo apresenta diversos problemas operacionais tais como: dificuldade de abertura do arco, complexidade na determinação dos parâmetros e variáveis, instabilidade do comprimento do arco e fusão do arame com o bico de contato, podendo levar o arame a embolar-se no mecanismo de alimentação. O uso da corrente imposta e pulsada, em regime de transferência por projeção axial, é viável, porém de difícil operacionalização. Para torná-la mais popular, deve-se buscar soluções para os problemas acima citados, dentre os quais se destaca: a dificuldade de abertura do arco, a estabilização de seu comprimento e a metodologia para seleção de parâmetros e variáveis.
2 Este trabalho apresenta o estudo da influência dos parâmetros de pulsação para diversos níveis de corrente de pulso no acabamento do cordão depositado pelo processo MIG com corrente imposta e pulsada, em regime de transferência por projeção axial, enfocando, especificamente a soldagem do alumínio liga 1200 H14 com metal de adição ER4043 com 1,2 mm de diâmetro, sendo considerado, no estudo, a influência do sentido de soldagem. 2. ANÁLISE DOS ASPECTOS DO PROCESSO MIG ALUMÍNIO A determinação de parâmetros e variáveis da corrente pulsada é apresentada por Amin (1978), tendo como base a igualdade entre a velocidade de alimentação e de fusão do arame, além da condição de destacamento de uma única gota por pulso. Em seu trabalho, Amin (1978) apresenta uma metodologia para a determinação da amplitude e duração da corrente de pulso, de forma a controlar a transferência metálica. Esta metodologia parte da análise das características da transferência natural, obtidas em ensaios com corrente constante. O período de transferência pode ser relacionado ao volume das gotas e à velocidade de alimentação do arame através da equação: T 240* v = ( ms) (1), 2 π * d V e * a onde v é o volume da gota em mm 3 ; de é o diâmetro do arame em mm; Va a velocidade de alimentação do arame em m/min. Para um determinado tamanho de gota, a ser destacado do arame, verifica-se uma única combinação de corrente e tempo de destacamento, que permite estimar o tempo de pulso tp e a corrente de pulso Ip, sendo o fundamento para a determinação das variáveis da corrente pulsada. Amin (1978) apresenta a relação entre a corrente de pulso e a duração do pulso para um determinado tamanho de gota, através da equação: I 2,3 p * t p D (2), onde D é o parâmetro de destacamento em A 2,3 s, determinado com base na corrente média e no tempo de destacamento, obtidos nos ensaios com corrente constante para o volume de gota determinado. Na utilização da corrente pulsada há ainda a influência da corrente de base Ib, cuja limitação apresentada por Amin (1978)é um valor mínimo c, ou seja: I b c (3). Este valor mínimo, c, deve assegurar a estabilidade ao arco. Amin (1978) sugere que seja aplicada uma margem de segurança, adotando na prática valores acima de 15 A. A metodologia apresentada por Amin (1978) não fornece precisão com relação à determinação de parâmetros e variáveis aplicadas à corrente pulsada, sendo uma orientação básica, necessitando de ajustes para adequação às condições reais de soldagem com corrente pulsada. O artigo escrito por Subramaniam et alii (1999), apresenta um método para a determinação dos parâmetros do MIG pulsado, com base em técnicas estatísticas nas quais a
3 identificação das condições de transferência com destacamento de uma gota por pulso permite a seleção dos conjuntos de parâmetros adequados à soldagem 3. MATERIAIS E METODOLOGIA Nos experimentos do presente trabalho foram utilizadas chapas de alumínio 1200 H14, arame ER 4043 de 1,2 mm de diâmetro e gás de proteção Argônio. Tanto as chapas como o arame, foram utilizados sem tratamentos específicos, apenas remoção de poeira da chapa, de forma a simular as condições industriais normais. A máquina de solda utilizada foi uma fonte de soldagem multiprocesso transistorizada, dotada de interface para conexão com microcomputador. O sistema de alimentação foi composto por cabeçote de alimentação equipado com roletes em V e tocha refrigerada, com mangote de 2 m de comprimento, com guia de teflon e bocal de 15 mm de diâmetro. Para fixação e deslocamento da tocha foi utilizado o conjunto com motor de passo possibilitando o ajuste da velocidade de deslocamento. Para controle da fonte de soldagem foi utilizado microcomputador Pentium II, com 200 MHz, equipado com placa para aquisição e controle dotada de saídas e entradas, tanto digitais, como analógicas. Foi utilizado um programa computacional, especificamente desenvolvido e calibrado para controle do equipamento de soldagem. No programa, foram inseridas rotinas específicas para abertura do arco e controle das variáveis de soldagem. Para monitoração da soldagem, utilizou-se o sistema de aquisição portátil, equipado com sensores de corrente, tensão, velocidade de arame e vazão de gás. O sistema de aquisição, operando com microcomputador Pentium 100 MHz, efetuou aquisições de sinais, a uma velocidade de 5 khz, utilizando o software específico para gerar oscilogramas das variáveis medidas e possibilitar medições através de cursores. A vazão de gás foi medida através do sistema de aquisição portátil, sendo ajustada para 15 l/min através do regulador de pressão. Os corpos de prova, sem nenhum tratamento posterior a soldagem, foram fotografados com câmara digital, sendo necessário um maior escurecimento da foto devido ao elevado nível de reflexão das chapas. As imagens foram transferidas para o microcomputador através de programa específico do equipamento fotográfico. Com base no parâmetro de destacamento (D) e na relação entre a velocidade de arame e a corrente média, estabeleceu-se, inicialmente, as relações das amplitudes e durações das correntes de pulso a serem ensaiadas, sendo reajustado o conjunto destas variáveis, até a provável obtenção de apenas um destacamento de gota por pulso, o que foi identificado através da observação dos oscilogramas (Figura 1).
4 30 25 Pico indicando provável destacamento de gota Pico de destacamento de gota, no pulso TENSÃO (V) TEMPO (ms) Figura 1 Oscilograma de tensão Para reduzir a influência de outros fatores nos experimentos, fixou-se: a corrente média, a velocidade do arame, o tamanho de gota e a vazão de gás, sendo alterados, em conjunto, as amplitudes e durações das correntes de base e de pulso. A tocha foi posicionada com inclinação de 15º em relação ao eixo vertical na direção do cordão, permitindo a soldagem nos sentidos, puxando e empurrando, invertendo-se, apenas, o sentido do deslocamento. Nos experimentos foram utilizadas as seguintes condições: velocidade de deslocamento da tocha: 0,005 m/s (30 cm/min); velocidades de alimentação do arame: 0,052 m/s (3,1 m/min); corrente média: de 70 A; diâmetro calculado de gota: 1,3 mm ; vazão de gás: 15 l/min; correntes de pulso: 160, 170, 180, 200, 220, 240, 260, 280, 300 A; chapas à temperatura ambiente. Foram utilizadas chapas com espessura de 3 mm e dimensões de 100 x 200 mm, sendo depositados, em cada chapa, dois cordões de solda com o mesmo conjunto de parâmetros e variáveis, porém um no sentido puxando e o outro no sentido empurrando. Foi mantido um afastamento de 40mm entre os cordões depositados, e de 30 mm entre estes e a borda mais próxima da chapa. A análise visual dos corpos de prova, possibilitou a comparação entre o acabamento produzido com os diversos níveis de corrente de pulso e sentidos de soldagem.
5 4. RESULTADOS Considerando correntes de pulso de 160 a 300 A, a aplicação das equações que relacionam os diversos parâmetros e variáveis envolvidos, resultou no conjunto de dados apresentados na tabela 1. tabela 1 Conjunto de parâmetros para corrente pulsada Vol. Modal dg T (ms) Ib (A) Tb (ms) Ip (A) Tp (ms) Va Im (A) (m/min) (mm 3 ) (mm) dg/de 20,5 22,6 13, ,1 70 3,1 1,2 1,3 1,1 20,5 27,2 14, ,1 70 3,1 1,2 1,3 1,1 20,5 30,7 15, ,4 70 3,1 1,2 1,3 1,1 20,5 36,2 16, ,2 70 3,1 1,2 1,3 1,1 20,5 40,2 17, ,4 70 3,1 1,2 1,3 1,1 20,5 43,3 17, ,8 70 3,1 1,2 1,3 1,1 20,5 45,8 18, ,3 70 3,1 1,2 1,3 1,1 20,5 47,9 18, ,0 70 3,1 1,2 1,3 1,1 20,5 49,7 18, ,7 70 3,1 1,2 1,3 1,1 Foram realizados os ensaios com os parâmetros e variáveis acima especificados. Com o auxílio de oscilogramas, foi identificado que os parâmetros e variáveis calculadas não foram adequadas, sendo verificadas situações de destacamento irregular, ou seja, que não resultaram em uma única gota por pulso. Visando assegurar o destacamento de uma única gota por pulso, foi necessário ajustar os parâmetros e variáveis da corrente de pulso. Estas mudanças foram conduzidas alterando simultaneamente o tempo de pulso, o tempo de base e a corrente de base, de forma a manter o mesmo diâmetro de gota, a mesma velocidade de arame e a mesma corrente média, o que resultou na tabela 2. tabela 2 Conjunto de parâmetros ajustados para corrente pulsada Vol. T Ib Tb Ip Tp Va Modal dg (ms) (A) (ms) (A) (ms) Im (A) (m/min) (mm 3 ) (mm) dg/de 20,5 28,2 14, ,5 70 3,1 1,2 1,3 1,1 20,5 31,5 14, ,7 70 3,1 1,2 1,3 1,1 20,5 34,5 15, ,0 70 3,1 1,2 1,3 1,1 20,5 31,3 15, ,7 70 3,1 1,2 1,3 1,1 20,5 38,0 16, ,6 70 3,1 1,2 1,3 1,1 20,5 37,4 17, ,3 70 3,1 1,2 1,3 1,1 20,5 37,4 17, ,0 70 3,1 1,2 1,3 1,1 20,5 36,8 17, ,8 70 3,1 1,2 1,3 1,1 20,5 40,9 18, ,3 70 3,1 1,2 1,3 1,1 Os experimentos conduzidos, conforme tabela acima, foram executados tanto no sentido empurrando, como no sentido puxando, e analisados quanto ao acabamento Fig. (2 a 13)





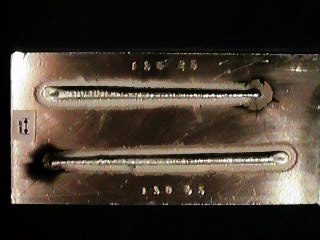
6 Fig. 2 Cordões de solda com corrente de pulso de 160 A Fig. 3 Cordões de solda com corrente de pulso de 170 A Fig. 4 Ampliação da região marcada na figura 3 Fig. 5 Cordões de solda com corrente de pulso de 180 A Fig. 6 Cordões de solda com corrente de pulso de 200 A Fig. 7 Cordões de solda com corrente de pulso de 220 A





7 Fig. 8 Cordões de solda com corrente de pulso de 240 A Fig. 9 Cordões de solda com corrente de pulso de 260 A Fig. 10 Ampliação da região marcada na figura 9 Fig. 11 Cordões de solda com corrente de pulso de 280 A Fig. 12 Cordões de solda com corrente de pulso de 300 A Fig. 13 Ampliação da região marcada na figura 12
8 Os cordões produzidos com correntes de pulso entre 160 e 200 A, resultaram em um bom acabamento, tanto puxando, como empurrando, sendo observado um elevado grau de limpeza nas proximidades do cordão, sem fuligem, exceto no ponto de abertura do arco. Correntes de pulso acima de 220 A resultaram, para o conjunto de parâmetros e variáveis ensaiados, em pior acabamento, com ocorrência de respingos e fuligem, sendo mais acentuado o problema no sentido puxando a tocha. A origem deste fenômeno pode estar associada a um impacto mais forte das gotas na poça de fusão, assim como, a uma maior oscilação da poça, devido a uma pressão de arco mais elevada. Ambos os mecanismos são citados por estarem relacionados a um aumento na corrente de pulso, porém, sem um processo de filmagem de alta velocidade, sincronizado com os oscilogramas de tensão e corrente, não se pode confirmar tais suposições. Considerando que o arame utilizado nos experimentos de S Subramaniam et alii (1999) foi o ER4047, com 1,2 mm de diâmetro, coincidentemente uma liga da série 4000 de mesmo diâmetro que o utilizado nos ensaios deste trabalho, foi feita uma comparação entre os parâmetros verificados experimentalmente e os calculados com base nas equações desenvolvidas por Subramaniam et alii (1999). Os resultados não foram compatíveis, provavelmente devido ao presente trabalho ter sido desenvolvido em uma faixa de corrente de pulso inferior à utilizada no trabalho apresentado por Subramaniam et alii (1999). 5. CONCLUSÕES Para soldagem MIG do alumínio 1200H14 com arame ER4043 de 1,2 mm de diâmetro, correntes de pulso entre 160 e 200 A, resultaram em melhor acabamento do cordão depositado e da região próxima a este, sendo observada a melhor condição para corrente de 170 A. Os ensaios mostram que, a soldagem, tanto no sentido puxando como empurrando, apresenta bom de acabamento superficial para corrente de pulso entre 160 e 200 A, entretanto para correntes de pulso acima de 200 A, a soldagem no sentido empurrando resulta em melhores condições de acabamento. Agradecimentos À PUCPR, que possibilitou a realização dos experimentos em seus laboratórios. À IMC de Florianópolis e ao LABSOLDA da UFSC, pelo apoio técnico. REFERÊNCIAS Amin, M., 1978, Prediction of square wave pulse current parameters for control of transfer in MIG welding, Welding Institute. Subramaniam, S.; D. R. White; J. E. Jones; D. W. Lyons, 1999, Experimental approach to selection of pulsing parameters in pulsed GMAW, Welding Journal.
9 INFLUENCE OF PULSED CURRENT IN A ALUMINUM GMAW PROCESS Abstract. The pulsed current is considered more suitable for the aluminum and involves the difficult determination of pulsing parameters and variables of the process. Among these variables, the peak current plays an important role on the process performance. The experiments were carried out at different levels of peak current for ER4043 wire with 1.2 mm in diameter and indicate a better superficial finish of the weld bead and the area around it when peak currents between 160 and 200 A were employed, even though the displacement of the torch was in pulling direction, which is considered unfavorable, the results are found satisfactory. Keywords: Aluminum GMAW; Pulsed GMAW; Pulsed current.
CT -25 ESTUDO DA TAXA DE FUSÃO DE ARAMES DE AÇO CARBONO NO PROCESSO MIG/MAG
 i.e XXVIII CONSOLDA Congresso Nacional de Soldagem CT -5 ESTUDO DA TAXA DE FUSÃO DE ARAMES DE AÇO CARBONO NO PROCESSO MIG/MAG (1) Túlio Fernandes dos Santos () Moisés Alves de Oliveira (3) Jair Carlos
i.e XXVIII CONSOLDA Congresso Nacional de Soldagem CT -5 ESTUDO DA TAXA DE FUSÃO DE ARAMES DE AÇO CARBONO NO PROCESSO MIG/MAG (1) Túlio Fernandes dos Santos () Moisés Alves de Oliveira (3) Jair Carlos
INFLUÊNCIA DA GEOMETRIA DA PONTA DO ARAME E DA CORRENTE NA ABERTURA DO ARCO MIG NO ALUMÍNIO
 INFLUÊNCIA DA GEOMETRIA DA PONTA DO ARAME E DA CORRENTE NA ABERTURA DO ARCO MIG NO ALUMÍNIO () Túlio Fernandes dos Santos (2) Jair Carlos Dutra RESUMO Na soldagem MIG do alumínio, com corrente imposta
INFLUÊNCIA DA GEOMETRIA DA PONTA DO ARAME E DA CORRENTE NA ABERTURA DO ARCO MIG NO ALUMÍNIO () Túlio Fernandes dos Santos (2) Jair Carlos Dutra RESUMO Na soldagem MIG do alumínio, com corrente imposta
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016
 FCAW - Aula 05. Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016") SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
SOLDAGEM Mig/Mag (GMAW) FCAW - Aula 05 Faculdade Pitágoras Núcleo de Engenharias Engenharia Mecânica 8º e 9º Período Barreiro, Setembro 2016 PROCESSO DE SOLDAGEM MIG/MAG - GMAW FUNDAMENTOS E CARACTERÍSTICAS
ANÁLISE DAS CARACTERÍSTICAS ECONÔMICAS NA SOLDAGEM MIG DO ALUMÍNIO NAVAL COM CONSUMÍVEL ER-4043
 ANÁLISE DAS CARACTERÍSTICAS ECONÔMICAS NA SOLDAGEM MIG DO ALUMÍNIO NAVAL COM CONSUMÍVEL ER-4043 Danielle Quemel Martins 1 Hélio Antônio Lameira de Almeida 2 Arildomá Lobato Peixoto 3 Carlos Alberto Mendes
ANÁLISE DAS CARACTERÍSTICAS ECONÔMICAS NA SOLDAGEM MIG DO ALUMÍNIO NAVAL COM CONSUMÍVEL ER-4043 Danielle Quemel Martins 1 Hélio Antônio Lameira de Almeida 2 Arildomá Lobato Peixoto 3 Carlos Alberto Mendes
INFLUÊNCIA DOS PARÂMETROS DE PULSO NO PROCESSO MIG SOBRE A GEOMETRIA DO CORDÃO DE SOLDA
 INFLUÊNCIA DOS PARÂMETROS DE PULSO NO PROCESSO MIG SOBRE A GEOMETRIA DO CORDÃO DE SOLDA Luiz G. Ribeiro Escola Federal de Engenharia de Itajubá - Departamento de Produção E-Mail:pos7888gui@zipmail.com.br
INFLUÊNCIA DOS PARÂMETROS DE PULSO NO PROCESSO MIG SOBRE A GEOMETRIA DO CORDÃO DE SOLDA Luiz G. Ribeiro Escola Federal de Engenharia de Itajubá - Departamento de Produção E-Mail:pos7888gui@zipmail.com.br
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Introdução Na soldagem ao arco elétrico com gás de proteção, também conhecida como soldagem MIG/MAG, temos: MIG Metal Inert Gas MAG Metal Active Gas Onde um arco elétrico é
Processo de Soldagem MIG/MAG Introdução Na soldagem ao arco elétrico com gás de proteção, também conhecida como soldagem MIG/MAG, temos: MIG Metal Inert Gas MAG Metal Active Gas Onde um arco elétrico é
OTIMIZAÇÃO DOS PARÂMETROS DE PULSO DE UM PROCESSO DE SOLDAGEM MIG ATRAVÉS DE ANÁLISE FATORIAL EM DOIS NÍVEIS
 OTIMIZAÇÃO DOS PARÂMETROS DE PULSO DE UM PROCESSO DE SOLDAGEM MIG ATRAVÉS DE ANÁLISE FATORIAL EM DOIS NÍVEIS Sebastião Carlos da Costa Escola Federal de Engenharia de Itajubá - Departamento de Produção
OTIMIZAÇÃO DOS PARÂMETROS DE PULSO DE UM PROCESSO DE SOLDAGEM MIG ATRAVÉS DE ANÁLISE FATORIAL EM DOIS NÍVEIS Sebastião Carlos da Costa Escola Federal de Engenharia de Itajubá - Departamento de Produção
Soldagem MIG Pulsado CA de Ligas de Alumínio Metodologia para Definição de Parâmetros
 XXXIX CONSOLDA Congresso Nacional de Soldagem 25 a 28 de Novembro de 2013 Curitiba, PR, Brasil Soldagem MIG Pulsado CA de Ligas de Alumínio Metodologia para Definição de Parâmetros (AC Pulsed MIG Welding
XXXIX CONSOLDA Congresso Nacional de Soldagem 25 a 28 de Novembro de 2013 Curitiba, PR, Brasil Soldagem MIG Pulsado CA de Ligas de Alumínio Metodologia para Definição de Parâmetros (AC Pulsed MIG Welding
EQUACIONAMENTO DO PROCESSO MIG/MAG PULSADO PARA O ARAME-ELETRODO ER70S-6 DE AÇO CARBONO COMO MATERIAL DE ADIÇÃO
 EQUACIONAMENTO DO PROCESSO MIG/MAG PULSADO PARA O ARAME-ELETRODO ER7S-6 DE AÇO CARBONO COMO MATERIAL DE ADIÇÃO Uallas Henrique de Oliveira de Brito, uallas.brito@posgrad.ufsc.com.br 1 Arthur Gustavo Moreira
EQUACIONAMENTO DO PROCESSO MIG/MAG PULSADO PARA O ARAME-ELETRODO ER7S-6 DE AÇO CARBONO COMO MATERIAL DE ADIÇÃO Uallas Henrique de Oliveira de Brito, uallas.brito@posgrad.ufsc.com.br 1 Arthur Gustavo Moreira
Resumo. Palavras-chave: Soldagem. Alimentação dinâmica. Taxa de Diluição. Abstract
 IBP1475_18 DESENVOLVIMENTO E AVALIAÇÃO DE MODALIDADES DO PROCESSO MIG/MAG EM OPERAÇÕES DE REVESTIMENTO VERTICAL COM LIGA 625 Arthur Gondim Rodrigues 1, Cleber Marques 2, Régis H. G. e Silva 3 Copyright
IBP1475_18 DESENVOLVIMENTO E AVALIAÇÃO DE MODALIDADES DO PROCESSO MIG/MAG EM OPERAÇÕES DE REVESTIMENTO VERTICAL COM LIGA 625 Arthur Gondim Rodrigues 1, Cleber Marques 2, Régis H. G. e Silva 3 Copyright
MIG/MAG DUPLO ARAME COM POTENCIAIS ISOLADOS : CARACTERÍSTICAS E DESEMPENHO DO PROCESSO
 MIG/MAG DUPLO ARAME COM POTENCIAIS ISOLADOS : CARACTERÍSTICAS E DESEMPENHO DO PROCESSO (1) Marcelo Ferreira Motta () Jair Carlos Dutra RESUMO Neste trabalho foram conduzidos ensaios com o processo MIG/MAG
MIG/MAG DUPLO ARAME COM POTENCIAIS ISOLADOS : CARACTERÍSTICAS E DESEMPENHO DO PROCESSO (1) Marcelo Ferreira Motta () Jair Carlos Dutra RESUMO Neste trabalho foram conduzidos ensaios com o processo MIG/MAG
DETERMINAÇÃO DOS MODOS DE TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG DE ALUMÍNIO
 DETERMINAÇÃO DOS MODOS DE TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG DE ALUMÍNIO Kleber Mendes Figueiredo Valtair Antonio Ferraresi Universidade Federal de Uberlândia; Faculdade de Engenharia Mecânica; Campus
DETERMINAÇÃO DOS MODOS DE TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG DE ALUMÍNIO Kleber Mendes Figueiredo Valtair Antonio Ferraresi Universidade Federal de Uberlândia; Faculdade de Engenharia Mecânica; Campus
Flutuação de tensão e inter-harmônicas no processo de soldagem MIG pulsado
 Flutuação de tensão e inter-harmônicas no processo de soldagem MIG pulsado Ezio Fernandes da Silva e Américo Scotti - Instituto Federal de Educação, Ciência e Tecnologia de Goiás, Rua 75, n o 6, Centro.
Flutuação de tensão e inter-harmônicas no processo de soldagem MIG pulsado Ezio Fernandes da Silva e Américo Scotti - Instituto Federal de Educação, Ciência e Tecnologia de Goiás, Rua 75, n o 6, Centro.
XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de Setembro de 2018.
 XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de Setembro de 2018. Desenvolvimento de um Método Experimental para Equacionamento do Processo MIG/MAG Pulsado para o arame AWS ER309LSi
XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de Setembro de 2018. Desenvolvimento de um Método Experimental para Equacionamento do Processo MIG/MAG Pulsado para o arame AWS ER309LSi
ESTUDO DAS CARACTERÍSTICAS ECONÔMICAS E GEOMÉTRICAS DE SOLDAS DEPOSITADAS PELO PROCESSO MIG DUPLAMENTE PULSADO EM ALUMÍNIO NAVAL
 ESTUDO DAS CARACTERÍSTICAS ECONÔMICAS E GEOMÉTRICAS DE SOLDAS DEPOSITADAS PELO PROCESSO MIG DUPLAMENTE PULSADO EM ALUMÍNIO NAVAL Carlos Benedito Abreu da Silva Filho CEFET/Pa, Av. Pedro Álvares Cabral
ESTUDO DAS CARACTERÍSTICAS ECONÔMICAS E GEOMÉTRICAS DE SOLDAS DEPOSITADAS PELO PROCESSO MIG DUPLAMENTE PULSADO EM ALUMÍNIO NAVAL Carlos Benedito Abreu da Silva Filho CEFET/Pa, Av. Pedro Álvares Cabral
UM ESTUDO COMPARATIVO DA SOLDAGEM A ARAME TUBULAR AUTOPROTEGIDO EM CORRENTE PULSADA E EM TENSÃO CONSTANTE
 UM ESTUDO COMPARATIVO DA SOLDAGEM A ARAME TUBULAR AUTOPROTEGIDO EM CORRENTE PULSADA E EM TENSÃO CONSTANTE Eduardo de Magalhães Braga Carlos Alberto Mendes da Mota Jesualdo Pereira Farias Universidade Federal
UM ESTUDO COMPARATIVO DA SOLDAGEM A ARAME TUBULAR AUTOPROTEGIDO EM CORRENTE PULSADA E EM TENSÃO CONSTANTE Eduardo de Magalhães Braga Carlos Alberto Mendes da Mota Jesualdo Pereira Farias Universidade Federal
IDENTIFICAÇÃO DA TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG/MAG PULSADA DE AÇO INOXIDÁVEL A PARTIR DE UM SENSOR ÓPTICO
 IDENTIFICAÇÃO DA TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG/MAG PULSADA DE AÇO INOXIDÁVEL A PARTIR DE UM SENSOR ÓPTICO Hélio Cordeiro de Miranda Dr. Prof./pesquisador ENGESOLDA - UFC, Universidade Federal
IDENTIFICAÇÃO DA TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG/MAG PULSADA DE AÇO INOXIDÁVEL A PARTIR DE UM SENSOR ÓPTICO Hélio Cordeiro de Miranda Dr. Prof./pesquisador ENGESOLDA - UFC, Universidade Federal
Gerando Valor ao Cliente. Augusto Franco Gerente Nacional de Vendas
 Gerando Valor ao Cliente Augusto Franco Gerente Nacional de Vendas Gerando Valor ao Cliente Programa da Apresentação: Valores e Missões Tecnologia Gerando Valor Redução de Custos Casos Práticos Ferramentas
Gerando Valor ao Cliente Augusto Franco Gerente Nacional de Vendas Gerando Valor ao Cliente Programa da Apresentação: Valores e Missões Tecnologia Gerando Valor Redução de Custos Casos Práticos Ferramentas
Fully mechanised processes and robotics I / Processos totalmente mecanizados e robóticos I
 Fully mechanised processes and robotics I / Processos totalmente mecanizados e robóticos I Marcones Loureiro de Souza E-mail: marcones.@gmail.com Pedro Luis de Freitas Serrano E-mail: p.serrano01@hotmail.com
Fully mechanised processes and robotics I / Processos totalmente mecanizados e robóticos I Marcones Loureiro de Souza E-mail: marcones.@gmail.com Pedro Luis de Freitas Serrano E-mail: p.serrano01@hotmail.com
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW
 Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Histórico Concepção básica 1920 Processo de alta densidade de corrente utilizando pequenos diâmetros de eletrodos de metais específicos Alumínio e ligas
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Histórico Concepção básica 1920 Processo de alta densidade de corrente utilizando pequenos diâmetros de eletrodos de metais específicos Alumínio e ligas
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
Características. Fundamentos. Histórico SOLDAGEM COM ARAME TUBULAR
 Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Histórico SOLDAGEM COM ARAME TUBULAR FLUX CORED ARC WELDING (FCAW) Década de 20: Surgimento dos Processos de Soldagem com Proteção Gasosa. Década de 40: Surgimento da Soldagem GTAW Década de 50: Surgimento
Processos de Soldagem Soldagem a Arco com Arame Tubular
 Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Processos Soldagem a Arco com Arame Tubular A soldagem a arco com arame tubular - Flux Cored Arc Welding (FCAW), foi desenvolvida visando unir as vantagens do processo MIG/MAG (semiautomático ou automático)
Automação da Soldagem de Elementos Componentes da Árvore de Natal Módulo de Extração de Petróleo Offshore
 Automação da Soldagem de Elementos Componentes da Árvore de Natal Módulo de Extração de Petróleo Offshore (Welding Automation of the Christmas Tree s Components - Equipment of Petroleum Extraction Offshore)
Automação da Soldagem de Elementos Componentes da Árvore de Natal Módulo de Extração de Petróleo Offshore (Welding Automation of the Christmas Tree s Components - Equipment of Petroleum Extraction Offshore)
MIG/MAG-Welding IV / Soldagem-MIG/MAG IV
 MIG/MAG-Welding IV / Soldagem-MIG/MAG IV Alexandre Freitas E-mail: alexandre.freitas1@fatec.sp.gov.br Alexandre Marques Lima E-mail: alexandre1203@msn.com Alfredo Feitosa E-mail: alfredo.feitosa@hotmail.com
MIG/MAG-Welding IV / Soldagem-MIG/MAG IV Alexandre Freitas E-mail: alexandre.freitas1@fatec.sp.gov.br Alexandre Marques Lima E-mail: alexandre1203@msn.com Alfredo Feitosa E-mail: alfredo.feitosa@hotmail.com
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW
 Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Parte 2: Tipos de Transferência Metálica. Consumíveis de Soldagem. Arames. Gases. Efeito das Variáveis do Processo. Tipos de Transferência Metálica
Soldagem com Arame Sólido sob Proteção Gasosa - GMAW Parte 2: Tipos de Transferência Metálica. Consumíveis de Soldagem. Arames. Gases. Efeito das Variáveis do Processo. Tipos de Transferência Metálica
MANUAL DE UTILIZAÇÃO SAP
 MANUAL DE UTILIZAÇÃO SAP Sistema de Aquisição Portátil ÍNDICE 1 DESCRIÇÃO : 3 2 - APLICAÇÃO: 4 3 - UTILIZAÇÃO: 5 3.1 - Colocação do notebook na maleta 5 3.2 - Rodar o programa desejado 5 3.3 Medição 5
MANUAL DE UTILIZAÇÃO SAP Sistema de Aquisição Portátil ÍNDICE 1 DESCRIÇÃO : 3 2 - APLICAÇÃO: 4 3 - UTILIZAÇÃO: 5 3.1 - Colocação do notebook na maleta 5 3.2 - Rodar o programa desejado 5 3.3 Medição 5
ANÁLISE E DESENVOLVIMENTO DO PROCESSO MIG/MAG DUPLO ARAME COM POTENCIAL ÚNICO
 ANÁLISE E DESENVOLVIMENTO DO PROCESSO MIG/MAG DUPLO ARAME COM POTENCIAL ÚNICO (1) Aldo Manuel Ramírez González (2) Jair Carlos Dutra RESUMO Neste trabalho pretende-se esclarecer os conceitos fundamentais
ANÁLISE E DESENVOLVIMENTO DO PROCESSO MIG/MAG DUPLO ARAME COM POTENCIAL ÚNICO (1) Aldo Manuel Ramírez González (2) Jair Carlos Dutra RESUMO Neste trabalho pretende-se esclarecer os conceitos fundamentais
SOLDAGEM. Engenharia Mecânica Prof. Luis Fernando Maffeis Martins
 07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
07 SOLDAGEM Engenharia Mecânica Prof. Luis Fernando Maffeis Martins Processo de soldagem por arco elétrico Este é mais um processo de soldagem que utiliza como fonte de calor a formação de um arco elétrico
Estudo da Transferência de Metal de um Arame Tubular Rutílico (Metal Transfer Study of a Rutilic Flux-Cored Wire)
") Estudo da Transferência de Metal de um Arame Tubular Rutílico (Metal Transfer Study of a Rutilic Flux-Cored Wire) 1 Cícero Murta Diniz Starling; 2 Paulo José Modenesi; 3 Alexandre Queiroz Bracarense 1,2
Estudo da Transferência de Metal de um Arame Tubular Rutílico (Metal Transfer Study of a Rutilic Flux-Cored Wire) 1 Cícero Murta Diniz Starling; 2 Paulo José Modenesi; 3 Alexandre Queiroz Bracarense 1,2
POR QUE ESTUDAR O ARCO ELÉTRICO?
 POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
POR QUE ESTUDAR O ARCO ELÉTRICO? - É a fonte de calor, forma a poça de fusão e funde o eletrodo - As forças geradas no arco são as principais responsáveis pela transferência do metal - Projeto da fonte
Seleção dos parâmetros através dos custos de soldagem para aplicação de revestimento com ligas de níquel depositadas pelo processo MIG/MAG
 Seleção dos parâmetros através dos custos de soldagem para aplicação de revestimento com ligas de níquel depositadas pelo processo MIG/MAG (Using the welding costs to select welding parameters for Weld
Seleção dos parâmetros através dos custos de soldagem para aplicação de revestimento com ligas de níquel depositadas pelo processo MIG/MAG (Using the welding costs to select welding parameters for Weld
CAPÍTULO 7 SOLDAGEM TIG
 SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
SOLDAGEM DOS METAIS 46 CAPÍTULO 7 SOLDAGEM TIG SOLDAGEM DOS METAIS 47 PROCESSO DE SOLDAGEM TIG (Tungsten Inert Gas) GTAW É um processo de soldagem por fusão, a arco elétrico que utiliza o calor gerado
USO DA TAXA DE FUSÃO NA DETERMINAÇÃO DE PARÂMETROS PARA SOLDAGEM MIG COM POLARIDADE VARIÁVEL.
 17º Simpósio do Programa de Pós-graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica USO DA TAXA DE FUSÃO NA DETERMINAÇÃO DE PARÂMETROS PARA SOLDAGEM MIG
17º Simpósio do Programa de Pós-graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica USO DA TAXA DE FUSÃO NA DETERMINAÇÃO DE PARÂMETROS PARA SOLDAGEM MIG
Uma investigação dos parâmetros de pulso em soldagem com arame tubular
 Uma investigação dos parâmetros de pulso em soldagem com arame tubular AN INVESTIGATION OF THE PARAMETERS OF PULSE IN WELDING WITH FLUX CORED WIRE Luciana Márcia de Oliveira Sebastião Carlos da Costa Universidade
Uma investigação dos parâmetros de pulso em soldagem com arame tubular AN INVESTIGATION OF THE PARAMETERS OF PULSE IN WELDING WITH FLUX CORED WIRE Luciana Márcia de Oliveira Sebastião Carlos da Costa Universidade
Palavras-chave: Soldagem MIG, Alumínio, Transferência metálica, Corrente de transição, Taxa de fusão
 MAPAS DE TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG DE ALUMÍNIO Kléber Mendes de Figueiredo Universidade de São Paulo, Escola de Engenharia de São Carlos, Departamento de Eng. de Mat., Aeronáutica e Automobilística,
MAPAS DE TRANSFERÊNCIA METÁLICA NA SOLDAGEM MIG DE ALUMÍNIO Kléber Mendes de Figueiredo Universidade de São Paulo, Escola de Engenharia de São Carlos, Departamento de Eng. de Mat., Aeronáutica e Automobilística,
SOLDAGEM MIG/MAG. Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC
 SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
SOLDAGEM MIG/MAG Prof. Marcos Dorigão Manfrinato 1 MIG/MAG BIG MAC MIG 2 SOLDAGEM MIG/MAG A soldagem a arco com proteção gasosa (gás metal arc welding GMAW). A proteção do arco e da região da solda contra
PROGRAMA MIG/MAG Versão 2.0
 PROGRAMA MIG/MAG Versão 2.0 MANUAL DO USUÁRIO LABSOLDA - INSTITUTO DE MECATRÔNICA IMC - Sob supervisão Universidade Federal de Santa Catarina; Florianópolis SC; Telefones: (048) 234 2783 / 331 9471 Fax:
PROGRAMA MIG/MAG Versão 2.0 MANUAL DO USUÁRIO LABSOLDA - INSTITUTO DE MECATRÔNICA IMC - Sob supervisão Universidade Federal de Santa Catarina; Florianópolis SC; Telefones: (048) 234 2783 / 331 9471 Fax:
MIG/MAG - Transferência Metálica por Curto-Circuito sob Controle da Forma de Onda da Corrente Sistemas CCC e STT- Fundamentos
 MIG/MAG - Transferência Metálica por Curto-Circuito sob Controle da Forma de Onda da Corrente Sistemas CCC e STT- Fundamentos (GMAW Short Circuit Metal Transfer Control of the Current Wave Form Fundamentals
MIG/MAG - Transferência Metálica por Curto-Circuito sob Controle da Forma de Onda da Corrente Sistemas CCC e STT- Fundamentos (GMAW Short Circuit Metal Transfer Control of the Current Wave Form Fundamentals
2 o CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO & GÁS
 2 o CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO & GÁS DESENVOLVIMENTO DE PROCEDIMENTOS ALTERNATIVOS PARA A SOLDAGEM DE DUTOS. Fernando Pellizzaro 1, Raul Gohr Junior 2 1 Universidade Federal de Santa Catarina-UFSC,
2 o CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO & GÁS DESENVOLVIMENTO DE PROCEDIMENTOS ALTERNATIVOS PARA A SOLDAGEM DE DUTOS. Fernando Pellizzaro 1, Raul Gohr Junior 2 1 Universidade Federal de Santa Catarina-UFSC,
Exercício de Fixação Aula 06 MIG-MAG - TIG
 Exercício de Fixação Aula 06 MIG-MAG - TIG Manufatura Mecânica: Soldagem 8º e 9º Período Aluno: Professor: Julio Cesar Data: Orientações: Os exercícios deverão ser feitos manuscritos e individual; Responda
Exercício de Fixação Aula 06 MIG-MAG - TIG Manufatura Mecânica: Soldagem 8º e 9º Período Aluno: Professor: Julio Cesar Data: Orientações: Os exercícios deverão ser feitos manuscritos e individual; Responda
Abertura do Arco MIG do Alumínio
 Abertura do Arco MIG do Alumínio (Arc Initiation in Aluminum GMAW) Túlio Fernandes dos Santos 1, Jair Carlos Dutra 2 1 Petrobras Petroleo Brasileiro SA, UN-ES/ENGP/EMI, Vitória, ES, Brasil, tuliofd@petriobras.com.br
Abertura do Arco MIG do Alumínio (Arc Initiation in Aluminum GMAW) Túlio Fernandes dos Santos 1, Jair Carlos Dutra 2 1 Petrobras Petroleo Brasileiro SA, UN-ES/ENGP/EMI, Vitória, ES, Brasil, tuliofd@petriobras.com.br
Estudo e Implementação de Sistema de Acionamento para Alimentação Dinâmica de Arame em Processos de Soldagem a Arco
 XLII CONSOLDA Congresso Nacional de Soldagem 28 a 30 de Novembro de 2016 Belo Horizonte-MG, Brasil. Estudo e Implementação de Sistema de Acionamento para Alimentação Dinâmica de Arame em Processos de Soldagem
XLII CONSOLDA Congresso Nacional de Soldagem 28 a 30 de Novembro de 2016 Belo Horizonte-MG, Brasil. Estudo e Implementação de Sistema de Acionamento para Alimentação Dinâmica de Arame em Processos de Soldagem
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG DEFEITOS EM SOLDAGEM E ENSAIOS NÃO DESTRUTIVOS
 PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
PROCESSOS DE FABRICAÇÃO III SOLDAGEM MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG E ENSAIOS NÃO DESTRUTIVOS Professor: Moisés Luiz Lagares Júnior 1 MODOS DE TRANSFERÊNCIA METÁLICA MIG/MAG Forças que governam
Desenvolvimento de um sistema adaptativo de alimentação de arame para o processo TIG
 Desenvolvimento de um sistema adaptativo de alimentação de arame para o processo TIG Tiago Vieira da Cunha LABSOLDA /UFSC Laboratório de Soldagem/ Universidade Federal de Santa Catarina, Depto. De engenharia
Desenvolvimento de um sistema adaptativo de alimentação de arame para o processo TIG Tiago Vieira da Cunha LABSOLDA /UFSC Laboratório de Soldagem/ Universidade Federal de Santa Catarina, Depto. De engenharia
Soldagem por fricção. Daniel Augusto Cabral -
 Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
Soldagem por fricção Daniel Augusto Cabral - E-mail: daniel_pirula@yahoo.com.br 1. Princípios do processo A norma DVS 2909 declara a soldagem de fricção um grupo de procedimentos de soldagem a pressão.
COMPORTAMENTO DO CORDÃO NA SOLDAGEM GMAW PULSADA EM CHANFROS ESTREITOS
 COMPORTAMENTO DO CORDÃO NA SOLDAGEM GMAW PULSADA EM CHANFROS ESTREITOS Warley Augusto Pereira Fundação de Ensino Superior de São João Del Rei, Departamento de Mecânica warleyap@funrei.br Valtair Antonio
COMPORTAMENTO DO CORDÃO NA SOLDAGEM GMAW PULSADA EM CHANFROS ESTREITOS Warley Augusto Pereira Fundação de Ensino Superior de São João Del Rei, Departamento de Mecânica warleyap@funrei.br Valtair Antonio
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
23º CBECiMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais 04 a 08 de Novembro de 2018, Foz do Iguaçu, PR, Brasil
 ESTUDO COMPARATIVO DE PEÇAS SOLDADAS PELOS PROCESSOS GMAW, CW-GMAW E EW-GMAW COM FOCO NA GEOMETRIA E ESTABILIDADE DO CORDÃO DE SOLDA Pedro Guimaraes Ribeiro (P.G. Ribeiro). Matheus Gama Fonseca (M. G.
ESTUDO COMPARATIVO DE PEÇAS SOLDADAS PELOS PROCESSOS GMAW, CW-GMAW E EW-GMAW COM FOCO NA GEOMETRIA E ESTABILIDADE DO CORDÃO DE SOLDA Pedro Guimaraes Ribeiro (P.G. Ribeiro). Matheus Gama Fonseca (M. G.
XLI CONSOLDA CONGRESSO NACIONAL DE SOLDAGEM SALVADOR - BA 12 a 15 de Outubro de 2015
 XLI CONSOLDA CONGRESSO NACIONAL DE SOLDAGEM SALVADOR - BA 12 a 15 de Outubro de 2015 Avaliação da Geometria do Cordão de Solda Depositado com Diferentes Gases pelo Processo GMAW (Evaluation of Weld Bead
XLI CONSOLDA CONGRESSO NACIONAL DE SOLDAGEM SALVADOR - BA 12 a 15 de Outubro de 2015 Avaliação da Geometria do Cordão de Solda Depositado com Diferentes Gases pelo Processo GMAW (Evaluation of Weld Bead
Trabalho Prático N o :. Técnica Operatória da Soldagem SAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiarizar-se com
Trabalho Prático N o :. Técnica Operatória da Soldagem SAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiarizar-se com
MINISTÉRIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
 MINISTÉRIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ANÁLISE DOS PARÂMETROS DA POLARIDADE NEGATIVA NA CURVA DE CORRENTE DE SOLDAGEM MIG/MAG
MINISTÉRIO DA EDUCAÇÃO UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ANÁLISE DOS PARÂMETROS DA POLARIDADE NEGATIVA NA CURVA DE CORRENTE DE SOLDAGEM MIG/MAG
XLIII CONSOLDA Congresso Nacional de Soldagem 06 a 09 de Novembro de 2017 Joinville-SC, Brasil.
 XLIII CONSOLDA Congresso Nacional de Soldagem 06 a 09 de Novembro de 2017 Joinville-SC, Brasil. Caracterização dos Efeitos da Polaridade Variável de um Processo GMAW-P (Characterization of the Variable
XLIII CONSOLDA Congresso Nacional de Soldagem 06 a 09 de Novembro de 2017 Joinville-SC, Brasil. Caracterização dos Efeitos da Polaridade Variável de um Processo GMAW-P (Characterization of the Variable
Avaliação da Perfuração na Soldagem em Operação pelo Processo MIG/MAG de Dutos de Alta Resistência e Baixa Espessura
 Avaliação da Perfuração na Soldagem em Operação pelo Processo MIG/MAG de Dutos de Alta Resistência e Baixa Espessura (Evaluation of Burnthrough in the MIG/MAG In-Service Welding of High Strength and Low
Avaliação da Perfuração na Soldagem em Operação pelo Processo MIG/MAG de Dutos de Alta Resistência e Baixa Espessura (Evaluation of Burnthrough in the MIG/MAG In-Service Welding of High Strength and Low
Processo de Soldadura MIG/MAG 131/135 - GMAW Variantes ao Processo
 Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 - GMAW Variantes ao Processo Direcção de Formação Italo Fernandes EWE / IWE Módulo 1.8 Temas a tratar neste módulo Variantes ao Processo MIG/MAG
Processos de Soldadura Processo de Soldadura MIG/MAG 131/135 - GMAW Variantes ao Processo Direcção de Formação Italo Fernandes EWE / IWE Módulo 1.8 Temas a tratar neste módulo Variantes ao Processo MIG/MAG
CARACTERÍSTICAS ECONÔMICAS DA SOLDAGEM MIG EM CCEN APLICADA EM REVESTIMENTO DE AÇO INOXIDÁVEL AUSTENÍTICO
 CARACTERÍSTICAS ECONÔMICAS DA SOLDAGEM MIG EM CCEN APLICADA EM REVESTIMENTO DE AÇO INOXIDÁVEL AUSTENÍTICO Arildomá Lobato Peixoto Universidade Federal do Pará, Centro Tecnológico, Programa de Pós-Graduação
CARACTERÍSTICAS ECONÔMICAS DA SOLDAGEM MIG EM CCEN APLICADA EM REVESTIMENTO DE AÇO INOXIDÁVEL AUSTENÍTICO Arildomá Lobato Peixoto Universidade Federal do Pará, Centro Tecnológico, Programa de Pós-Graduação
Fonte de soldagem MIG-MAG
 Fonte de soldagem MIG-MAG Linha Industrial - MB 450 LD/DW Linha Nacional e Internacional Merkle Fontes de soldagem MIG-MAG Fontes de soldagem MIG pulsadas Fontes de soldagem TIG DC Fontes de soldagem TIG
Fonte de soldagem MIG-MAG Linha Industrial - MB 450 LD/DW Linha Nacional e Internacional Merkle Fontes de soldagem MIG-MAG Fontes de soldagem MIG pulsadas Fontes de soldagem TIG DC Fontes de soldagem TIG
LIGAÇÕES PERMANENTES. Processo e processos de soldadura
 Processo e processos de soldadura 1 Soldadura Com arame Sob Ambiente De Gases de Protecção 1 Soldadura Com arame Sob Ambiente De Gases de Protecção Por volta dos anos 1952 o processos era muito popular
Processo e processos de soldadura 1 Soldadura Com arame Sob Ambiente De Gases de Protecção 1 Soldadura Com arame Sob Ambiente De Gases de Protecção Por volta dos anos 1952 o processos era muito popular
Trabalho Prático N o :. Transferência de Metal na Soldagem GMAW (MIG/MAG)
") Trabalho Prático N o :. Transferência de Metal na Soldagem GMAW (MIG/MAG) 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem GMAW semi-automática e mecanizada.
Trabalho Prático N o :. Transferência de Metal na Soldagem GMAW (MIG/MAG) 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem GMAW semi-automática e mecanizada.
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO
 SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
SOLDAGEM DE FLANGE EM TUBO DE ALUMÍNIO Material A SB 210 tp 6061 Diâmetro:6 polegadas Espessura da parede ; 8mm Grupo ASTM : M23 / ASME IX P23 Autor: Tarcísio Egas Belluzzo Tempera : T4, adotada essa tempera
Trabalho Prático N o :. Técnica Operatória da Soldagem GTAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem GTAW. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem GTAW manual. Familiarizar-se com o procedimento para
Trabalho Prático N o :. Técnica Operatória da Soldagem GTAW. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem GTAW manual. Familiarizar-se com o procedimento para
GUILHERME DO VALLE GALVÃO AVALIAÇÃO DA EFICIÊNCIA TÉRMICA DO PROCESSO DE SOLDAGEM MIG/MAG
 GUILHERME DO VALLE GALVÃO AVALIAÇÃO DA EFICIÊNCIA TÉRMICA DO PROCESSO DE SOLDAGEM MIG/MAG UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA 2017 GUILHERME DO VALLE GALVÃO AVALIAÇÃO DA
GUILHERME DO VALLE GALVÃO AVALIAÇÃO DA EFICIÊNCIA TÉRMICA DO PROCESSO DE SOLDAGEM MIG/MAG UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA 2017 GUILHERME DO VALLE GALVÃO AVALIAÇÃO DA
Influência da posição de soldagem na geometria do cordão de solda utilizando o processo de TIG Pulsado
 Influência da posição de soldagem na geometria do cordão de solda utilizando o processo de TIG Pulsado Pedro Henrique Sales da Costa 1, Lázaro Batista Candido 2, Celina Leal Mendes da Silva 3 1 Tecnologia
Influência da posição de soldagem na geometria do cordão de solda utilizando o processo de TIG Pulsado Pedro Henrique Sales da Costa 1, Lázaro Batista Candido 2, Celina Leal Mendes da Silva 3 1 Tecnologia
Influência dos Teores de CO 2. e O 2
 Influência dos Teores de CO 2 e O 2 na Corrente de Transição Globular-Goticular Utilizando Misturas a Base de Argônio Durante a Soldagem GMAW de Arame ER70S-6 (The Influence of the CO 2 e O 2 Contend on
Influência dos Teores de CO 2 e O 2 na Corrente de Transição Globular-Goticular Utilizando Misturas a Base de Argônio Durante a Soldagem GMAW de Arame ER70S-6 (The Influence of the CO 2 e O 2 Contend on
Figura Sistema laser/óptico
 57 Figura 3.12- Sistema laser/óptico O princípio da Shadowgrafia aplicado à soldagem é a passagem de um feixe colimado de laser (He-Ne, 632,8 nm) pela região do arco (eletrodo, gotas e poças), de modo
57 Figura 3.12- Sistema laser/óptico O princípio da Shadowgrafia aplicado à soldagem é a passagem de um feixe colimado de laser (He-Ne, 632,8 nm) pela região do arco (eletrodo, gotas e poças), de modo
SOLDAGEM A ARCO ELÉTRICO SOB PROTEÇÃO GASOSA
 SOLDAGEM A ARCO ELÉTRICO SOB PROTEÇÃO GASOSA PROCESSO MIG/MAG Rev. 07/2014 ATENÇÃO Importante: Leia este manual atentamente antes de utilizar o produto. Em caso de falta de experiência ou desconhecimento
SOLDAGEM A ARCO ELÉTRICO SOB PROTEÇÃO GASOSA PROCESSO MIG/MAG Rev. 07/2014 ATENÇÃO Importante: Leia este manual atentamente antes de utilizar o produto. Em caso de falta de experiência ou desconhecimento
Técnica Operatória da Soldagem SAW
 Técnica Operatória da Soldagem SAW Paulo José Modenesi Objetivos Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiaarizar-se com os consumíveis
Técnica Operatória da Soldagem SAW Paulo José Modenesi Objetivos Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem mecanizada ao arco submerso. Familiaarizar-se com os consumíveis
Desenvolvimento de procedimento de soldagem para união de juntas em T utilizando o processo Plasma-MIG acoplado em série.
 Desenvolvimento de procedimento de soldagem para união de juntas em T utilizando o processo Plasma-MIG acoplado em série. Danilo Varasquim Ribeiro, danilo.ribeiro@labsolda.ufsc.br 1 Hellinton Direne Filho,
Desenvolvimento de procedimento de soldagem para união de juntas em T utilizando o processo Plasma-MIG acoplado em série. Danilo Varasquim Ribeiro, danilo.ribeiro@labsolda.ufsc.br 1 Hellinton Direne Filho,
Aços Alta Liga Resistentes a Corrosão IV
 Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
Aços Alta Liga Resistentes a Corrosão IV Muitos casos são importantes para estimar ou mesmo para calcular a composição química do metal de solda antecipadamente. Se o metal de base e o metal de enchimento
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM.
 INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM Etapas a percorrer: I. Introdução a Soldagem (1º dia) I.A. Eletricidade I.B. Arco Elétrico I.C. Processos (com Metalurgia) II. Segurança (1º dia) III. MIG/ MAG (2º
XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de setembro de 2018.
 XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de setembro de 2018. Influência do diâmetro de gota do processo MIG/MAG pulsado com alta penetração Influence of the droplet diameter
XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de setembro de 2018. Influência do diâmetro de gota do processo MIG/MAG pulsado com alta penetração Influence of the droplet diameter
Jair Carlos Dutra Supervisor Geral do Instituto de Mecatrônica LABSOLDA /EMC/UFSC
 Instituto de Mecatrônica Ensino, pesquisa e desenvolvimento em Tecnologia de Soldagem: processos, procedimentos, equipamentos e instrumentação. Jair Carlos Dutra Supervisor Geral do Instituto de Mecatrônica
Instituto de Mecatrônica Ensino, pesquisa e desenvolvimento em Tecnologia de Soldagem: processos, procedimentos, equipamentos e instrumentação. Jair Carlos Dutra Supervisor Geral do Instituto de Mecatrônica
Processo CMT Uma Revolução na Tecnologia de Junção de Materiais
 Processo CMT Uma Revolução na Tecnologia de Junção de Materiais Nome do palestrante Empresa Divisão Rua Cidade Sistema de Solda CMT Configuração para aplicações automatizadas Sistema completamente controlado
Processo CMT Uma Revolução na Tecnologia de Junção de Materiais Nome do palestrante Empresa Divisão Rua Cidade Sistema de Solda CMT Configuração para aplicações automatizadas Sistema completamente controlado
ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DE SOLDAGEM SOBRE A GEOMETRIA DO CORDÃO DE SOLDA POR PROJETO DE EXPERIMENTOS FATORIAL FRACIONADO
 ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DE SOLDAGEM SOBRE A GEOMETRIA DO CORDÃO DE SOLDA POR PROJETO DE EXPERIMENTOS FATORIAL FRACIONADO GUSTAVO SIMÕES TEIXEIRA 1 RESUMO O objetivo deste trabalho foi analisar
ANÁLISE DA INFLUÊNCIA DOS PARÂMETROS DE SOLDAGEM SOBRE A GEOMETRIA DO CORDÃO DE SOLDA POR PROJETO DE EXPERIMENTOS FATORIAL FRACIONADO GUSTAVO SIMÕES TEIXEIRA 1 RESUMO O objetivo deste trabalho foi analisar
GUIA DE SOLUÇÕES ARAME SUPERCORED
 GUIA DE SOLUÇÕES ARAME SUPERCORED Rev. 12/2013 SUMIG ATENÇÃO Importante: Leia este manual atentamente antes de utilizar o produto. Em caso de falta de experiência ou desconhecimento dos métodos e o funcionamento
GUIA DE SOLUÇÕES ARAME SUPERCORED Rev. 12/2013 SUMIG ATENÇÃO Importante: Leia este manual atentamente antes de utilizar o produto. Em caso de falta de experiência ou desconhecimento dos métodos e o funcionamento
Rua Dário Freire Meireles, 541 Campo dos Amarais Campinas SP CEP:
 SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
MECANISMO DE FORMAÇÃO DO CORDÃO EM MIG/MAG DUPLO PULSO
 Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia MECANISMO DE FORMAÇÃO DO CORDÃO EM MIG/MAG DUPLO PULSO Maksym Ziberov, Universidade Federal de Uberlândia, ziberov@hotmail.com Américo
Faculdade de Engenharia Mecânica Universidade Federal de Uberlândia MECANISMO DE FORMAÇÃO DO CORDÃO EM MIG/MAG DUPLO PULSO Maksym Ziberov, Universidade Federal de Uberlândia, ziberov@hotmail.com Américo
XLI CONSOLDA Congresso Nacional de Soldagem 12 a 15 de Outubro de 2015 Salvador-BA, Brasil.
 XLI CONSOLDA Congresso Nacional de Soldagem 12 a 15 de Outubro de 2015 Salvador-BA, Brasil. Soldagem de tanques de estocagem de líquidos criogênicos com arame tubular com pó metálico (GMAW-C) (Welding
XLI CONSOLDA Congresso Nacional de Soldagem 12 a 15 de Outubro de 2015 Salvador-BA, Brasil. Soldagem de tanques de estocagem de líquidos criogênicos com arame tubular com pó metálico (GMAW-C) (Welding
MIG/MAG - Transferência Metálica por Curto-Circuito Fontes de Soldagem versus Gases do Arco
 MIG/MAG - Transferência Metálica por Curto-Circuito Fontes de Soldagem versus Gases do Arco (GMAW Short Circuit Metal Transfer Welding Power Sources versus Gases of the Arc) Jair Carlos Dutra 1 1 Universidade
MIG/MAG - Transferência Metálica por Curto-Circuito Fontes de Soldagem versus Gases do Arco (GMAW Short Circuit Metal Transfer Welding Power Sources versus Gases of the Arc) Jair Carlos Dutra 1 1 Universidade
UTILIZAÇÃO DE UM SENSOR DE LUMINOSIDADE NA SOLDAGEM DE ALUMÍNIO PELO PROCESSO TIG CA
 UTILIZAÇÃO DE UM SENSOR DE LUMINOSIDADE NA SOLDAGEM DE ALUMÍNIO PELO PROCESSO TIG CA Tiago Veríssimo de Campos Universidade Federal de Uberlândia UFU FEMEC, Campus Santa Mônica, Bloco M, Caixa Postal 593.
UTILIZAÇÃO DE UM SENSOR DE LUMINOSIDADE NA SOLDAGEM DE ALUMÍNIO PELO PROCESSO TIG CA Tiago Veríssimo de Campos Universidade Federal de Uberlândia UFU FEMEC, Campus Santa Mônica, Bloco M, Caixa Postal 593.
Processo de Soldagem Eletroescória HISTÓRICO
 Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Processo de Soldagem Eletroescória HISTÓRICO Prof. Luiz Gimenes Jr. Prof. Manuel Saraiva Clara Os precursores do processo começaram ainda no século passado com a soldagem na posição vertical em um único
Investigação da Influência dos Parâmetros de Base na Fusão de Arame Durante o Processo MIG/MAG Pulsado para o Arame ER309LSi
 XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de setembro de 2018. Investigação da Influência dos Parâmetros de Base na Fusão de Arame Durante o Processo MIG/MAG Pulsado para o
XLIV CONSOLDA Congresso Nacional de Soldagem Uberlândia, MG de 10 a 13 de setembro de 2018. Investigação da Influência dos Parâmetros de Base na Fusão de Arame Durante o Processo MIG/MAG Pulsado para o
CONTRIBUIÇÃO AO ESTUDO DO PROCESSO DE SOLDAGEM TIG - DUPLO ELETRODO COM VISTAS À OPERAÇÕES DE REVESTIMENTO
 CONTRIBUIÇÃO AO ESTUDO DO PROCESSO DE SOLDAGEM TIG - DUPLO ELETRODO COM VISTAS À OPERAÇÕES DE REVESTIMENTO Mateus Offemann Skowronski, mateus.offemann@posgrad.ufsc.br 1 Alisson Fernandes da Rosa, alisson.fernandes@posgrad.ufsc.br
CONTRIBUIÇÃO AO ESTUDO DO PROCESSO DE SOLDAGEM TIG - DUPLO ELETRODO COM VISTAS À OPERAÇÕES DE REVESTIMENTO Mateus Offemann Skowronski, mateus.offemann@posgrad.ufsc.br 1 Alisson Fernandes da Rosa, alisson.fernandes@posgrad.ufsc.br
Processo de Soldagem MIG/MAG. Processo MIG / MAG Prof. Vilmar Senger
 Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
Processo de Soldagem MIG/MAG Gases de proteção O ar atmosférico é expulso da região de soldagem por um gás de proteção com o objetivo de evitar a contaminação da poça de fusão. A contaminação é causada
3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO
 1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
1 3. PROCESSO DE SOLDAGEM COM ELETRODO REVESTIDO O processo de soldagem com eletrodo revestido é um processo no qual a fusão do metal é produzida pelo aquecimento de um arco elétrico, mantido entre a ponta
MIG pulsado: Estudo comparativo da variação da Distancia Bico pelo Contato Peça sob a geometria da solda na liga AA5052 em duas posições de soldagem.
 MIG pulsado: Estudo comparativo da variação da Distancia Bico pelo Contato Peça sob a geometria da solda na liga AA5052 em duas posições de soldagem. Elivelton Luis da Silva 1, Paulo Miranda da Silva Neto
MIG pulsado: Estudo comparativo da variação da Distancia Bico pelo Contato Peça sob a geometria da solda na liga AA5052 em duas posições de soldagem. Elivelton Luis da Silva 1, Paulo Miranda da Silva Neto
Arames para solda Gerdau. Quem solda aprova.
 SP: (11) 3874-4434 MG: (31) 3399-8010 RJ: (21) 2414-6649 RS: (51) 3323-2929 PR: (41) 641-3609 www.gerdau.com.br gpm@gerdau.com.br A soldagem é hoje a principal técnica usada nos segmentos industriais relacionados
SP: (11) 3874-4434 MG: (31) 3399-8010 RJ: (21) 2414-6649 RS: (51) 3323-2929 PR: (41) 641-3609 www.gerdau.com.br gpm@gerdau.com.br A soldagem é hoje a principal técnica usada nos segmentos industriais relacionados
13 o POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica. Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica
 13 o POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica PROPOSTA PARA UTILIZAÇÃO DE SINAL DE LUMINOSIDADE DO ARCO
13 o POSMEC - Simpósio do Programa de Pós-Graduação em Engenharia Mecânica Universidade Federal de Uberlândia Faculdade de Engenharia Mecânica PROPOSTA PARA UTILIZAÇÃO DE SINAL DE LUMINOSIDADE DO ARCO
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE.
 SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
SOLDAGEM COM PLASMA E FORA DA GRAVIDADE. HISTÓRICO O processo de soldagem a Plasma (PAW) foi introduzido na indústria em 1964 como um método que possuía um melhor controle de soldagem em níveis mais baixos
Avaliação da Soldagem do Alumínio nos Processos TIG CA Pulsado e Constante
 Avaliação da Soldagem do Alumínio nos Processos TIG CA Pulsado e Constante (Evaluation of the Welding of Aluminum in the GTAW CA Process Pulsed and Constant) Rafael Polezi Lucas 1, Jair Carlos Dutra 1,
Avaliação da Soldagem do Alumínio nos Processos TIG CA Pulsado e Constante (Evaluation of the Welding of Aluminum in the GTAW CA Process Pulsed and Constant) Rafael Polezi Lucas 1, Jair Carlos Dutra 1,
XXXVIII CONSOLDA Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012 Ouro Preto, MG, Brasil
 XXXVIII CONSOLDA Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012 Ouro Preto, MG, Brasil Comparação do Processo MIG/MAG em Transferência por Curto-Circuito com Controle de Corrente (CCC) com o
XXXVIII CONSOLDA Congresso Nacional de Soldagem 15 a 18 de Outubro de 2012 Ouro Preto, MG, Brasil Comparação do Processo MIG/MAG em Transferência por Curto-Circuito com Controle de Corrente (CCC) com o
Manufatura aditiva por LASER Metal Deposition e por Soldagem a Arco. Milton Pereira, Prof. Dr. Eng. Mec. 25/04/2018 FEIMEC São Paulo
 Manufatura aditiva por LASER Metal Deposition e por Soldagem a Arco Milton Pereira, Prof. Dr. Eng. Mec. 25/04/2018 FEIMEC São Paulo Tópicos da apresentação - Fundamentos do LMD - Trabalhos desenvolvidos
Manufatura aditiva por LASER Metal Deposition e por Soldagem a Arco Milton Pereira, Prof. Dr. Eng. Mec. 25/04/2018 FEIMEC São Paulo Tópicos da apresentação - Fundamentos do LMD - Trabalhos desenvolvidos
APOSTILA SOLDAGEM É OBRIGATÓRIO O USO DESTA APOSTILA E DO ÓCULOS DE SEGURANÇA NAS AULAS DE LABORATÓRIO
 APOSTILA PROCESSOS DE FABRICAÇÃO III - MEC021/MEC022 SOLDAGEM É OBRIGATÓRIO O USO DESTA APOSTILA E DO ÓCULOS DE SEGURANÇA NAS AULAS DE LABORATÓRIO ATENÇÃO: NÃO COPIAR ESTA APOSTILA NO MODO FRENTE E VERSO
APOSTILA PROCESSOS DE FABRICAÇÃO III - MEC021/MEC022 SOLDAGEM É OBRIGATÓRIO O USO DESTA APOSTILA E DO ÓCULOS DE SEGURANÇA NAS AULAS DE LABORATÓRIO ATENÇÃO: NÃO COPIAR ESTA APOSTILA NO MODO FRENTE E VERSO
Uma metodologia para parametrização do processo MIG/MAG CA
 (A methodology for Parameterization of the AC MIG/MAG Process) Américo Scotti 1, Lindbergh Souza Monteiro 2 1 Centro para Pesquisa e Desenvolvimento de Processos de Soldagem (Laprosolda), Universidade
(A methodology for Parameterization of the AC MIG/MAG Process) Américo Scotti 1, Lindbergh Souza Monteiro 2 1 Centro para Pesquisa e Desenvolvimento de Processos de Soldagem (Laprosolda), Universidade
Processo d e soldagem
 Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
Processo de soldagem Conteúdo Descrição do processo Equipamento e consumíveis Técnica de soldagem Principais defeitos e descontinuidades Aplicações Processo MMA ou SMAW Definição: soldagem a arco elétrico
MANUAL DE OPERAÇÃO. STA - TIG Sistema de Tracionamento de Arame
 MANUAL DE OPERAÇÃO STA - TIG Sistema de Tracionamento de Arame 2 CABEÇOTE STA - TIG 1 - DESCRIÇÃO DO PAINEL. 1.1 - INDICADOR DIGITAL (1): é formado por três dígitos de sete segmentos com duas casas decimais
MANUAL DE OPERAÇÃO STA - TIG Sistema de Tracionamento de Arame 2 CABEÇOTE STA - TIG 1 - DESCRIÇÃO DO PAINEL. 1.1 - INDICADOR DIGITAL (1): é formado por três dígitos de sete segmentos com duas casas decimais
COF ESTUDO DA ESTABILIDADE DE ARCO E SANIDADE DE SOLDAS FCAW-CW
 6º CONGRESSO BRASILEIRO DE ENGENHARIAA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS
6º CONGRESSO BRASILEIRO DE ENGENHARIAA DE FABRICAÇÃO 6 th BRAZILIAN CONFERENCE ON MANUFACTURING ENGINEERING 11 a 15 de abril de 2011 Caxias do Sul RS - Brasil April 11 th to 15 th, 2011 Caxias do Sul RS
XLIII CONSOLDA Congresso Nacional de Soldagem 06 a 09 de Novembro de 2017 Joinville-SC, Brasil.
 XLIII CONSOLDA Congresso Nacional de Soldagem 06 a 09 de Novembro de 2017 Joinville-SC, Brasil. Efeitos da Alimentabilidade de Arame no Processo Curto-Circuito Controlado (Effects of Wire Feedability on
XLIII CONSOLDA Congresso Nacional de Soldagem 06 a 09 de Novembro de 2017 Joinville-SC, Brasil. Efeitos da Alimentabilidade de Arame no Processo Curto-Circuito Controlado (Effects of Wire Feedability on