Processamento e Manufatura de Metais 1
|
|
|
- Rayssa Malheiro Aveiro
- 7 Há anos
- Visualizações:
Transcrição

1 Processamento e Manufatura de Metais 1 Prof. Dr. Lucas Freitas Berti Engenharia de Materiais - UTFPR lenberti@gmail.com 1
2 Aula 10 29/11/2014 Descontinuidades na Fundição
3 Presença Cobrança da presença 3
4 Ementa Processos de fundição. Fornos de fundição. Defeitos de fundição. Técnicas de acabamento. Metais ferrosos e suas ligas. Metais nãoferrosos e suas ligas. Processamento e obtenção de metais não-ferrosos. 4
5 Revisão da aula PROCESSO DE FUNDIÇÃO Principais tipos Fundição em areia Fundição em casca (shell molding) Fundição em cera perdida Fundição em moldes permanentes Fundição em molde cheio Fundição centrífuga Fundição e forjamento Fundição a vácuo Fundição melt-spinning Fundição contínua Principal diferença entre eles é em como os moldes são obtidos 5

6 FUNDIÇÃO EM AREIA Objetos de cobre moldados em areia datam de 4000 a.c. na Mesopotâmia 6
7 Fundição HISTÓRICO Cu, Au, Ag datam de 7000 a 3000 AC; Cera perdida China 4000 AC; Bronze AC Fe para adorno, Mesopotâmia 2800 AC 7
8 Fundição HISTÓRICO Fe forjado 1000 AC oriente médio; Chineses FoFo com fornos de fole; Idade do Ferro Romanos 100AC a 250 DC emprego de Fe em armas, charruas, ferramentas, canalizações 8
9 Fundição HISTÓRICO 1300 a 1400 uso de armas de FoFo em canhões Desenvolvimento de fornos industriais Tamanho e produção Mesma época aparece o forno cubilô 9
10 Fundição HISTÓRICO 1638 Galileu estudos de melhoramento da resistência mecânica; Revolução industrial 1710 Coque; 1788 Achard livro 900 ligas de 11 metais processos refino aço: Bessemer; Thomas; Siemens-Martin 10

11 Fundição HISTÓRICO 1863 A. C Sorby estudo metalográfico; 1890 F. Osmond Fe altas temperaturas; 1944 Johannes Croning, shell-molding 1951 SEM 1960 FoFo e Aços de especiais 11
12 FUNDIÇÃO EM AREIA Características do molde em areia Resistência mecânica Deve suportar o peso próprio e o peso do metal líquido Permeabilidade Deve permitir que os gases liberados pelo líquido escapem Resistência à erosão Deve resistir à ação do líquido que flui durante o vazamento Colapsibilidade Deve permitir a contração do metal sem perder integridade Baixa aderência ao metal fundido Deve se separar facilmente do metal quando solidificado Econômico Baixo custo pois neste caso teremos uma peça por molde 12
13 FUNDIÇÃO EM AREIA - Tipos de molde em areia Moldes com areia verde Areia de base Sílica, cromita, zirconita... Agente aglomerante Argila (bentonita) Plastificante Água Outros aditivos Pó de grafite, amido, etc.. Moldes com areia ligada quimicamente Areia de base Sílica, cromita, zirconita... Agente aglomerante Resinas polim. (furânicas, fenólicas...) Outros aditivos Óxido de ferro... 13
14 FUNDIÇÃO EM AREIA - Vantagens e desvantagens Vantagens Desvantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de produção de moldes. 2. Há menos distorção de formato do que nos métodos que usam areia seca, porque não há necessidade de aquecimento (durante a fabricação do molde). 3. As caixas de moldagem estão prontas para a reutilização em um mínimo espaço de tempo. 4. Boa estabilidade dimensional. 5. Menor possibilidade de surgimento de trincas. 1. O controle da areia é mais crítico do que nos outros processos que também usam areia. 2. Maior erosão quando as peças fundidas são de maior tamanho. 3. O acabamento da superfície piora nas peças de maior peso. 4. A estabilidade dimensional é menor nas peças de maior tamanho. 14

15 FUNDIÇÃO EM AREIA - Canais no molde em areia 15

16 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Compactação da areia na caixa 16

17 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde 17
")
18 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Caixa é virada Defeito (excesso de umidade na areia) 18

19 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde É colocada a outra metade e os canais e massalotes 19

20 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Os modelos dos canais são removidos 20

21 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Abertura do copo de vazamento Abertura do canal de distribuição e retirada do modelo da peça 21

22 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Fechamento do molde 22

23 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Vazamento do metal líquido Desmoldagem 23

24 FUNDIÇÃO EM AREIA - Etapas na produção do molde em areia verde Rebarbação e limpeza 24

25 FUNDIÇÃO EM AREIA - Disamatic 25
26 FUNDIÇÃO EM CASCA - (SHELL MOLDING) O processo de fundição em casca é também um processo de fundição em areia Neste método a areia não necessita ser compactada para que o conjunto adquira resistência mecânica Utiliza, no entanto, areia modificada quimicamente sendo o molde curado para adquirir resistência mecânica. Nesta cura a resina forma uma massa aderente que mantêm os grãos de areia unidos 26
27 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Cura a frio 1. Processo mais caro 2. Utiliza catalisadores ácidos e corrosivos 3. Por isso menos comum Cura a quente 1. Chamada de shell molding 2. A base de polímeros geralmente termofixos 3. Resina corresponde de 3 a 10% do molde 27

28 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente Modelos Metálicos para resistir ao calor 28
")
29 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente Modelo posicionado na placa de aquecimento ( ºC) 29

30 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente O calor do modelo funde parcialmente a resina da mistura que fica próxima ao modelo unindo as partículas de areia, nesta região 30

31 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente A placa é girada contra um reservatório contendo uma mistura de areia e resina de modo a envolver todo o modelo 31
, forma-se uma casca ( shell ) com espessura suficiente (10-15 mm) sobre o modelo")
32 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente Após algum tempo (cerca de 15 minutos), forma-se uma casca ( shell ) com espessura suficiente (10-15 mm) sobre o modelo 32

33 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente A casca é retirada da placa com auxílio de pinos extratores 33

34 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente A resina da casca é finalmente reticulada curada quando a placa é colocada numa estufa com temperatura entre ºC 34

35 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a quente São produzidas duas metades e unidas por um adesivo e/ou grampos. O Conjunto pode ou não ser posicionado numa caixa contendo areia para o vazamento do metal líquido. 35
36 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Características Cura a quente Este processo produz somente metade do molde Menor espaço para estocagem Redução na quantidade de areia necessária Fornece bom acabamento superficial Boa estabilidade dimensional Facilidade de liberação de gases (permeabilidade) Processo facilmente automatizado Mais adequado para peças complexas O vazamento é realizado por gravidade Maior custo comparado ao molde areia verde Dimensões limitadas em comparação com fundição em areia verde 36
37 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Obtenção do molde Cura a frio Modelos (geralmente em madeira) são fixados na caixa A mistura de areia, resina e catalisador é feita e despejada na caixa, fazendo-se a gradativa compactação A cura inicia-se imediatamente após a moldagem A cura termina algumas horas após O modelo é retirado Molde é pintado com tintas especiais para fundição Molde é aquecido para secagem da tinta 37
38 FUNDIÇÃO EM CASCA - (SHELL MOLDING) Características Cura a frio Moldes mais rígidos para serem usados para peças grandes e formas complexas; Bom acabamento superficial Vazamento feito por gravidade Molde mais caro comparado com outros em areia Catalisadores têm substâncias ácidas e corrosivas Cuidado na manipulação 38

39 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Os primeiros objetos fundidos usando-se cera perdida que se tem notícia foi 3000 a.c. na Mesopotâmia 39

40 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Características cera perdida A fundição por cera perdida é caracterizada por obter o molde a partir de um modelo de cera que será derretido após a confecção do molde; 40
41 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Obtenção do modelo de cera Usinagem da cera União de sub-partes de cera formando o modelo Moldagem da cera no estado sólido Moldagem da cera no estado líquido Molde metálico (injeção) Molde cerâmico (geralmente gesso) Molde polimérico (geralmente silicone) 41
 Obtenção do modelo de cera")
42 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Obtenção do modelo de cera 42
 Obtenção do modelo de cera")
43 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Obtenção do modelo de cera 43
")
44 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Banho de lama + partículas refratárias (areia) 44

45 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Remoção da cera e cura da casca cerâmica (Autoclave) 45
 Vazamento do")
46 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Vazamento do metal 46
 Remoção da casca cerâmica")
47 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Remoção da casca cerâmica 47
 RESUMO")
48 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) RESUMO 48
49 FUNDIÇÃO EM CERA PERDIDA (INVESTMENT CASTING) Vantagens e desvantagens Produz peças com excelente acabamento superficial Facilidade em produzir peças com geometria complexa Ideais para peças pequenas Reprodução de detalhes, cantos vivos e paredes finas; Possibilidade de produzir partes ocas sem o uso de machos. Dificuldade em produzir peças grandes (>5 kg); 49
50 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Características Como o próprio nome sugere, o molde (metálico) pode ser utilizado repetidas vezes; Um único molde é capaz de produzir muitas peças (da ordem de peças); Neste processo o metal líquido pode ser vazado por gravidade ou sob pressão; Produz peças com boa precisão dimensional e bom acabamento superficial; É necessário que a peça tenha geometria adequada para possibilitar a extração do molde. É utilizado geralmente na fundição de metais de baixo e médio ponto de fusão. 50
51 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Matéria-prima adequada ao processo Alumínio e suas ligas Zinco e suas ligas Magnésio e suas ligas Chumbo e suas ligas Bronze (eventualmente) Latão (eventualmente) 51
 Vazamento por gravidade 52")
52 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Vazamento por gravidade 52
 Vazamento por gravidade 53")
53 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Vazamento por gravidade 53
 Vazamento por gravidade 54")
54 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Vazamento por gravidade 54

55 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Vazamento por gravidade Molde com fechamento automático 55
 Vazamento por gravidade 56")
56 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Vazamento por gravidade 56
57 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Características Consiste em força o metal líquido a preencher as cavidades do molde sob pressão; O molde é geralmente fabricado em aço alta liga resistente ao calor; O molde é fechado hermeticamente e o metal injetado e a pressão é mantida até a completa solidificação do metal; Os moldes são geralmente refrigerados à água com o intuito de aumentar a vida dos mesmos. 57
 Fundição sob pressão Características")
58 Processos de Fundição FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Características 58
59 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Tipos Câmara Quente Câmara Fria 59
 Fundição sob pressão Câmara")
60 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Câmara quente 60
61 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Câmara quente características Reduz tempo de obtenção da peça ao mínimo; O metal líquido necessita percorrer uma pequena distância para preencher o molde em cada ciclo; É um processo de operação rápida variando de 1s (para peças de poucos gramas) a 30s (para alguns kg); Usado geralmente para metais de baixo ponto de fusão como chumbo e ligas de zinco. Ligas de ponto de fusão mais alto (incluindo alumínio e suas ligas) são evitadas pois causam rápida degradação do sistema de injeção 61
 Fundição sob pressão Câmara")
62 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Câmara fria 62
63 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Câmara fria características Usado tipicamente para fundir materiais com ponto de fusão mais elevado (ligas de alumínio, magnésio e cobre); O princípio de funcionamento é similar ao da câmara quente, porém o metal líquido é disposto numa unidade independente; Tempo de operação mais longo que a de câmara quente 63
 Fundição sob")
64 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão 64

65 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Peças automotivas em alumínio 65

66 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Carcaça da bomba de óleo de um motor a gasolina 66
67 FUNDIÇÃO EM MOLDES PERMANENTES (DIE CASTING) Fundição sob pressão Vantagens e desvantagens Obtenção de peças com geometria complexa Maior velocidade no processo Melhor acabamento superficial Pode-se fundir peças com esp. de parede de até 1 mm Ligas de alumínio apresentam melhor resist. mecânica que aquelas fundidas em areia; Alto custo do ferramental Porosidade residual Limitação no emprego do processo Limitação na dimensão das peças (geralmente até 5 kg) 67
68 FUNDIÇÃO EM MOLDE CHEIO - (Poliestireno expandido) Características Utiliza como modelo um corpo de poliestireno expandido (isopor ) que funciona como molde cheio ; Este modelo é revestido com material refratário O mesmo é posicionado numa caixa com areia O metal líquido é vazado sobre o corpo de isopor degradando-o formando assim a cavidade do molde durante o vazamento. A cavidade do molde mantém-se integra pois não há efetivamente cavidade até o momento do vazamento. 68
 Sequência do")
69 FUNDIÇÃO EM MOLDE CHEIO - (Poliestireno expandido) Sequência do processo 69
 Sequência do")
70 FUNDIÇÃO EM MOLDE CHEIO - (Poliestireno expandido) Sequência do processo 70
71 FUNDIÇÃO CENTRÍFUGA Características Metal líquido é vazado num molde dotado de movimento de rotação. A força centrífuga pressiona o metal ao encontro às paredes do molde em rotação até a sua solidificação. Produz peças com geometria de revolução Pode-se ainda usar a força centrífuga como meio de distribuir o metal líquido para o molde. 71

72 FUNDIÇÃO CENTRÍFUGA 72

73 FUNDIÇÃO CENTRÍFUGA 73

74 FUNDIÇÃO CENTRÍFUGA 74

75 FUNDIÇÃO CENTRÍFUGA Distribuição por força centrífuga 75

76 FUNDIÇÃO CENTRÍFUGA 76
77 FUNDIÇÃO E FORJAMENTO - (squeeze casting) Características O metal líquido é vazado em umas das partes do molde aberto e em seguida a outra parte do molde pressiona o metal líquido forçando-o a preencher todas as cavidades do molde sob ação de elevada pressão As elevadas pressões induzem à forte taxa de nucleação produzindo grãos refinados e equiaxiais Propriedades mecânicas semelhantes à uma peça forjada 77
")
78 FUNDIÇÃO E FORJAMENTO - (squeeze casting) 78
")
79 FUNDIÇÃO E FORJAMENTO - (squeeze casting) 79
80 FUNDIÇÃO A VÁCUO Características Na fundição a vácuo o metal líquido é forçado a penetrar nas cavidades do molde por uma diferença de pressão entre a cavidade e a parte externa do molde Esta diferença de pressão é dada retirando-se o ar da cavidade do molde (vácuo); 80

81 FUNDIÇÃO A VÁCUO 81
82 FUNDIÇÃO MELT-SPINNING Características Melt-spinning é um processo onde a liga é solidificada de forma tão rápida, que o sólido formado não tem estrutura cristalina definida, ele é amorfo. Isso gera um aumento do limite de solubilidade e redução da micro-segregação. 82

83 FUNDIÇÃO MELT-SPINNING 83
84 FUNDIÇÃO CONTÍNUA Características Processo utilizado principalmente para fundição de lingotes; Metal líquido é vazado continuamente e o material solidificado avança conforme ocorre a solidificação; A velocidade de avanço deve coincidir com a velocidade de solidificação na direção longitudinal do lingote; 84

85 FUNDIÇÃO CONTÍNUA 85

86 FUNDIÇÃO CONTÍNUA 86

87 FUNDIÇÃO CONTÍNUA 87

88 FUNDIÇÃO CONTÍNUA 88

89 FUNDIÇÃO CONTÍNUA 89

90 FUNDIÇÃO CONTÍNUA 90
91 FUNDIÇÃO CONTÍNUA 91

92 FUNDIÇÃO CONTÍNUA 92

93 FUNDIÇÃO CONTÍNUA 93

94 FUNDIÇÃO CONTÍNUA 94

95 FUNDIÇÃO CONTÍNUA 95

96 FUNDIÇÃO CONTÍNUA 96

97 FUNDIÇÃO CONTÍNUA 97

98 FUNDIÇÃO CONTÍNUA 98

99 FUNDIÇÃO CONTÍNUA 99

100 FUNDIÇÃO CONTÍNUA 100

101 FUNDIÇÃO CONTÍNUA 101

102 FUNDIÇÃO CONTÍNUA 102

103 FUNDIÇÃO CONTÍNUA 103
104 FUNDIÇÃO CONTÍNUA Vantagens Maior produtividade Uniformidade do produto Menor consumo energético Redução de mão-de-obra Melhor qualidade do produto 104
105 Sumário da aula DESCONTINUIDADES NA FUNDIÇÃO Principais tipos Bolhas, vazios ou porosidades Junta fria Trincas de contração Rebarbas Inclusão de areia Rechupes Segregação Alimentação insuficiente Granulação grosseira Outras

106 DESCONTINUIDADES NA FUNDIÇÃO BOLHAS VAZIOS POROSIDADE São bolsas de gás de paredes geralmente lisas, causados por gases oclusos pelo metal. 106
107 DESCONTINUIDADES NA FUNDIÇÃO Bolhas, vazios ou porosidades - CAUSAS Se originam quando os gases dissolvidos no metal líquido não são eliminados durante o processo de vazamento ou solidificação devido a: excessiva umidade e/ou baixa permeabilidade da mistura da areia grau de compactação do molde inadequado composição da mistura inadequada (reação química do metal líquido durante o resfriamento) sistema de alimentação mal projetado alto teor de gases no metal líquido reações metal-areia-aditivos má extração de gases do molde falta de respiros, turbilhonamento no canal de descida 107

108 DESCONTINUIDADES NA FUNDIÇÃO Aparentes: defeitos são evidenciados na superfície da peça Detectáveis a olho nu ou com auxílio de líquidos penetrantes 108

109 DESCONTINUIDADES NA FUNDIÇÃO Não aparentes: defeitos estão presentes no interior da peça Detectáveis geralmente com auxílio de raios X 109
110 DESCONTINUIDADES NA FUNDIÇÃO Bolhas, vazios ou porosidades COMO EVITAR otimização da composição da mistura da areia utilização de areia de retorno o mais seca possível reavaliar o sistema de canais provisão de respiradouros elementos químicos para acalmar a carga 110

111 DESCONTINUIDADES NA FUNDIÇÃO Junta Fria São descontinuidades causadas pelo encontro de duas correntes de metal a baixa temperatura, o que não permitem a sua mistura completa. Apresenta-se como trincas aparente superficiais. 111
112 DESCONTINUIDADES NA FUNDIÇÃO Junta Fria causas e soluções Causas entupimentos de canais de ataque; massalotes ineficientes; baixas temperaturas de vazamento. Soluções aumentar a fluidez do metal; pré-aquecer o molde; aumentar da temperatura de vazamento. 112
113 DESCONTINUIDADES NA FUNDIÇÃO 113
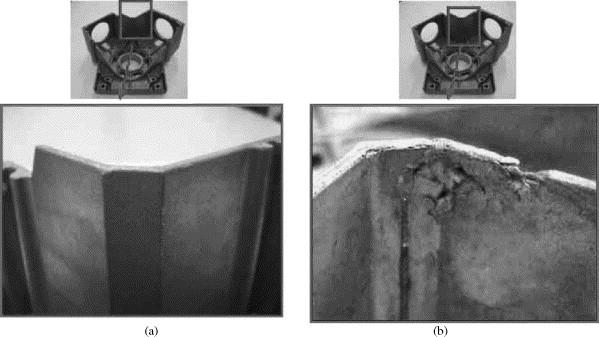
114 DESCONTINUIDADES NA FUNDIÇÃO Trincas de contração São trincas intercristalinas, geralmente de grande extensão e de forma irregular. Ocorrem geralmente nos estágios finais de solidificação, mas também podem acontecer durante o resfriamento da peça sólida, como resultado de um estado de altas tensões de contração. 114
115 DESCONTINUIDADES NA FUNDIÇÃO Trincas de contração causas e soluções Causas impossibilidade da peça contrair-se livremente devido a um projeto inadequado dos machos e moldes que geram mudanças bruscas de seções machos muito rígidos restrições à contração pelos canais de alimentação ou massalotes. Soluções utilizar machos mais elásticos alterar o projeto para evitar variações abruptas de seções modificar o sistema de alimentação 115

116 DESCONTINUIDADES NA FUNDIÇÃO Dendritic/filament shrinkage Sponge shrinkage 116

117 DESCONTINUIDADES NA FUNDIÇÃO Cavity shrinkage 117

118 DESCONTINUIDADES NA FUNDIÇÃO Rebarbas São saliências do metal em torno da linha de divisão do molde 118
119 DESCONTINUIDADES NA FUNDIÇÃO Rebarbas causas e soluções Causa ocorre pelo fluxo do metal líquido para o interior do espaço existente entre as duas partes do molde. Soluções Fixação rígida das caixas do molde Redução da temperatura de vazamento 119

120 DESCONTINUIDADES NA FUNDIÇÃO Inclusão de areia É a inclusão de areia do molde na peça. Isso causa problemas de usinagem: os grãos de areia são abrasivos e, por isso, danificam a ferramenta. Além disso, causam defeitos na superfície da peça. 120
121 DESCONTINUIDADES NA FUNDIÇÃO Inclusão de areia causas e soluções Causas erosão (lavagem) quebra de cantos do molde. fechamento inadequado do molde. transporte inadequado do molde. limpeza inadequada do molde. Soluções aumento do grau de preparação da mistura aumento do grau de compactação do molde nos pontos críticos a utilização de areia base mais fina (rugosidade). alterando o sistema de enchimento 121
122 DESCONTINUIDADES NA FUNDIÇÃO Rechupes São vazios de diversos tipos, formas e localizações nas peças fundidas (internos, externos, macrorechupes, microrechupes, amelares, centrais...) 122
123 DESCONTINUIDADES NA FUNDIÇÃO Rechupes Causa Ocorrem devido a contração dos metais durante sua solidificação. A primeira parte do metal a solidificar é aquela que está em contato com o molde, ou seja, aonde ocorre a maior troca de calor, solidificando o material antes que os vazios consigam submergir. 123
124 DESCONTINUIDADES NA FUNDIÇÃO Rechupes Causa 124
125 DESCONTINUIDADES NA FUNDIÇÃO Rechupes - Solução Através de técnicas de alimentação, procura-se localizar estes pontos quentes fora da parte útil da peça, em regiões que deverão ser cortadas. MASSALOTES 125
126 DESCONTINUIDADES NA FUNDIÇÃO Rechupes - Solução 126
127 DESCONTINUIDADES NA FUNDIÇÃO Segregação É o acumulo de impurezas na última seção solidificada. O material apresenta composição química não uniforme e consequentemente propriedades mecânicas diferentes. As zonas segregadas geralmente localizamse no interior da peça, onde as tensões são mais baixas, não constituindo um problema sério. 127

128 DESCONTINUIDADES NA FUNDIÇÃO Segregação 128
129 DESCONTINUIDADES NA FUNDIÇÃO Segregação causas e soluções Causas No caso de uma impureza ser menos solúvel no estado sólido, estas vão acompanhando o metal líquido remanescente a medida que a solidificação se processa, indo acumular-se no interior da peça. Soluções a segregação pode ser minimizada pelo rigoroso controle da composição química e/ou da velocidade de resfriamento. 129

130 DESCONTINUIDADES NA FUNDIÇÃO Alimentação insuficiente Vazios localizados nas paredes das peças fundidas 130
131 DESCONTINUIDADES NA FUNDIÇÃO Alimentação insuficiente causas e soluções Causas alimentação insuficiente do molde; falta de fluidez da mistura; grau de compactação deficiente; massalotes e moldes pequenos. Soluções aumentar a temperatura de vazamento reconsiderar o posicionamento do molde seu tamanho e nº de canais 131

132 DESCONTINUIDADES NA FUNDIÇÃO Granulação grosseira O metal bruto de fusão apresenta uma estrutura cristalográfica muito grosseira, dendrítrica, localmente agravada por segregação 132
133 DESCONTINUIDADES NA FUNDIÇÃO Granulação grosseira causas e soluções Causas Pequeno gradiente térmico durante a solidificação. Soluções agitação e vibração ultrassônica uso de inoculantes; pode ser destruída posteriormente por tratamento térmico ou conformação mecânica. 133
134 DESCONTINUIDADES NA FUNDIÇÃO Quebra de partes do molde Fragmentação do molde durante o manuseio ou durante o vazamento do metal líquido, afetando a geometria final da peça 134
135 DESCONTINUIDADES NA FUNDIÇÃO Quebra de partes do molde causas e soluções Causas Normalmente a principal causa deste tipo de defeito é a baixa plasticidade de areia, aliada, eventualmente, a uma baixa resistência mecânica do molde, bem como a uma desregularem do sistema de extração de moldes da máquina Soluções aumento do grau de preparação da mistura compactação adequada do molde da máquina melhora do sistema de extração de moldes da máquina cuidados na colocação de machos nos moldes 135

136 DESCONTINUIDADES NA FUNDIÇÃO Superfície áspera Rugosidade elevada da superfície da peça 136
137 DESCONTINUIDADES NA FUNDIÇÃO Superfície áspera causas e soluções Causas uso de areia base muito grossa elevada temperatura da areia preparada. excesso de umidade Soluções Controlar granulometria da areia utilizada Controlar umidade da areia 137
138 DESCONTINUIDADES NA FUNDIÇÃO Microporosidade de hidrogênio Microporosidade causada pela dissolução de hidrogênio oriundo principalmente da areia e formação de gás H 2 durante a solidificação 138

139 DESCONTINUIDADES NA FUNDIÇÃO Microporosidade de hidrogênio 139
140 DESCONTINUIDADES NA FUNDIÇÃO Microporosidade de hidrogênio causas e soluções Causas Embora também possa ser proveniente de problemas existentes com a carga metálica, na maioria das vezes sua origem reside na areia, sendo proveniente principalmente de elevada temperatura da areia. Soluções melhora do grau de preparação da mistura otimização da composição da mistura utilização de areia de retorno o mais fria possível. 140
141 Próxima aula Fornos de fundição Fornos Cubilô Cadinho Elétrico Indução 141
MOLDAGEM DE CASCA SHELL MOLDING. Prof. César Augusto Agurto Lescano, PhD.
 MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
MOLDAGEM DE CASCA SHELL MOLDING Prof. César Augusto Agurto Lescano, PhD. VANTAGENS E DESVANTAGENS DA MOLDAGEM EM AREIA Vantagens 1. A moldagem por areia verde é o mais barato dentre todos os métodos de
FABRICAÇÃO MECÂNICA. Introdução aos Processos de Fabricação / Fundição. Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos)
") 2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
2010 FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 Coletânea de materiais sobre fundição (livros, apostilas e resumos) Prof. Alexander 1/1/2010 1 - INTRODUÇÃO 2 3 2 -
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017
 DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFEITOS DE FUNDIÇÃO AREIA VERDE RSCP/LABATS/DEMEC/UFPR/2017 DEFEITOS DE MOLDAGEM Inclusão de areia Causas:.erosão (lavagem).explosão (reação de oxidação).escamas.rabo-de-rato.quebra de cantos do molde..fechamento
DEFINIÇÃO DE FUNDIÇÃO. Processo metalúrgico de fabricação que envolve a. fusão de metais ou ligas metálicas, seguida do
 Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Dr. Eng. Metalúrgica Aula 01: 1. Introdução - Definição de fundição. - Características e potencialidades dos processos de fundição. - Princípios fundamentais. 2. Classificação dos Processos de Fundição
Aula 03 Fundição por gravidade com molde de areia
 Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
Aula 03 Fundição por gravidade com molde de areia Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Material para a aula: Aparato IFSC de fundição (caixa de moldagem,
crescimento orientado pode fragilizar as diagonais (solução: arredondar cantos)
") PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
PROCESSOS DE FUNDIÇÃO 1. Princípio dos processos de fundição Moldagem de ligas metálicas no estado líquido. 2. Exemplos de produtos obtidos lingotes; tarugos; bases de máquinas; carcaças de máquinas; blocos
Disciplina: Projeto de Ferramentais I
 Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Aula 04: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas empregadas 02:
Acesse:
 Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
Fundir é preciso Acesse: http://fuvestibular.com.br/ Até agora estudamos processos de fundição que, de maneira geral, se caracterizam pela produção de peças brutas com alguma variação dimensional e cuja
PROGRAMA DA DISCIPLINA
 VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
VIGÊNCIA: 2016/1-2019/1 PROGRAMA DA DISCIPLINA DISCIPLINA: FUNDICAO CODCRED CARGA HORÁRIA MÓDULO 4444D-02 30 60 EMENTA: Princípios gerais da fundição. Concepção- desenho modelo molde. Areias para moldagem.
bronze), sendo que não há necessidade da sua destruição para a retirada da peça fundida
, sendo que não há necessidade da sua destruição para a retirada da peça fundida") 8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
8 FUNDIÇÃO EM MOLDES PERMANENTES (COQUILHAS) Nos processos com moldes permanentes, o molde (também chamado de coquilha) é confeccionado em material metálico (ferro fundido, aço e, mais raramente, bronze),
Acesse:
 Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Entrou areia na fundição! Na aula anterior, você aprendeu que a fundição é um dos processos de fabricação mais antigos que o homem criou. É uma maneira fácil e até barata de se obterem peças praticamente
Produção Computer Integrated Manufacturing (CIM)
") INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃO (Mar 2007) 1. Fabricação: uma das etapas da obtenção de um produto Ciclo de obtenção de um produto Pesquisa de Mercado Definição das necessidades Estudo de viabilidade
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
FUNDIÇÃO. Prof. Dr. Ivanir Luiz de Oliveira
 FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
FUNDIÇÃO Prof. Dr. Ivanir Luiz de Oliveira FUNDIÇÃO DE METAIS ( CONCEITO ) Processo de fabricação que consiste em verter (vazar) metal líquido num molde contendo uma cavidade (molde e machos) com a geometria
Estrutura Cristalina dos Metais
 Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Estrutura Cristalina dos Metais CS: Polônio; CCC: Cromo, tungstênio, molibdênio, nióbio, vanádio; CFC: Alumínio, níquel, cobre, prata, ouro, platina, chumbo; HC: Berílio, magnésio, zinco, cádmio; Estrutura
Disciplina: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica
 Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Dr. Eng. Metalúrgica Aula 16 : 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05. Fundição Centrífuga
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem
 Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 5: Fundição Conceitos de Forjamento Conceitos de Estampagem A fundição é um dos processos mais antigos no campo de trabalho dos materiais e data de aproximadamente 4000 ac. Basicamente, o processo
Aula 11 Projetos 04 Considerações sobre projetos de fundição
 Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Disciplina: Projeto de Ferramentais I Professor: Guilherme O. Verran Aula 11 Projetos 04 Considerações sobre projetos de fundição 1. Análise Inicial do Projeto - principais pontos a serem considerados
Defeitos de Fundição Porosidades de gas
 Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
Defeitos de Fundição Porosidades de gas Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.1. Porosidades:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz
 Prof. Oliveira, Ivanir Luiz") FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
FOUNDRY (METALS) Prof. Oliveira, Ivanir Luiz FUNDIÇÃO Carga Horária: 3 horas-18 semanas DISCIPLINA : FUNDIÇÃO AVALIAÇÕES - 10 pontos - Primeira Avaliação: 02/10/2018 - Segunda Avaliação: 20/11/2018 - Substitutiva:
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
FUNDIÇÃO ODONTOLÓGICA
 FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
FUNDIÇÃO ODONTOLÓGICA DEFINIÇÃO É o processo de se obter objetos vazando líquidos ou metal viscoso em um molde preparado ou forma. O objetivo de uma fundição é o de produzir réplicas de um objeto qualquer.
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ
 GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
GABRIEL REIS FELIPE SOUZA LUIZ DOHOPIATI THALES PANKE DESENHOMECÂNICO FUNDIÇÃO E METALURGIA DO PÓ METALURGIADOPÓ PROCESSO MECÂNICO DE PRODUÇÃO QUE FABRICA PEÇAS METÁLICAS ATRAVÉS DA COMPACTAÇÃO DE PÓ-METÁLICO
Classificação dos Processos de Fundição
 Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade, Lingotamento contínuo e descontínuo, Fundição centrífuga ) (2) Moldes não Permanentes.
Solidificação dos metais após a fusão
 Solidificação dos metais após a fusão Durante o resfriamento podem surgir diferentes descontinuidades no interior da massa metálica. Alguns tipos são removíveis com tratamento térmicos e/ou termo-mecânicos.
Solidificação dos metais após a fusão Durante o resfriamento podem surgir diferentes descontinuidades no interior da massa metálica. Alguns tipos são removíveis com tratamento térmicos e/ou termo-mecânicos.
Processos de Fabricação Parte 2: Fundição. Professor: Guilherme O. Verran Dr. Eng. Metalúrgica. Aula 13: Processos Especiais de Fundição
 Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Moldes Cerâmicos Processo Shaw Enchimento a Baixa Pressão contra a Gravidade CLA e CLV Solidificação
Processo de Fabricação I. Fundição. Prof.: João Carlos Segatto Simões
 Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Processo de Fabricação I Fundição Prof.: João Carlos Segatto Simões Molde A fase moldagem permite distinguir os vários processos de fundição, que são classificados da seguinte maneira: Moldagem em molde
Fundição: um bom começo
 Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
Fundição: um bom começo Quando se fala em Mecânica, o que vem à sua cabeça? Certamente máquinas. Grandes, pequenas, complexas, simples, automatizadas ou não, elas estão por toda a parte. E se integraram
MOLDAGEM ROTACIONAL ROTOMOLDAGEM
 MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
MOLDAGEM ROTACIONAL OU ROTOMOLDAGEM Rotomoldagem Vantagens Custo do molde relativamente baixo; Possibilidade de produzir peças de grande volume; Não gera tensões internas na peça; Facilidade nas substituições
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
FUNDIÇÃO POR CENTRIFUGAÇÃO Rscp/labats/demec/ufpr/2017 O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga
Fundição. Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR
 Fundição Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR Fundição de Ferro GUSA PRODUÇÃO DE FERRO O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma
Fundição Professor Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR Fundição de Ferro GUSA PRODUÇÃO DE FERRO O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma
FUNDIÇÃO. https://www.youtube.com/watch?v=pt6tb1wf1da. Técnico em Mecânica Processo de Fundição
 FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
FUNDIÇÃO https://www.youtube.com/watch?v=pt6tb1wf1da INTRODUÇÃO: Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017
 Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
Shell Molding RSCP/LABATS/DEMEC/UFPR 2017 Areias para Moldagem Características das areias de moldagem Areias verdes Composição Umidade Forma dos grãos Tamanho dos grãos A combinação dessas características
MOLDAGEM. Prof. Ivanir L. Oliveira. Carga Horária: 4 horas -17 semanas (17 faltas)
") MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
MOLDAGEM Prof. Ivanir L. Oliveira Carga Horária: 4 horas -17 semanas (17 faltas) Classificação dos Processos de Fundição (1) Moldes Permanentes. ( Exemplos: Injeção, Baixa pressão, Coquilha por gravidade,
Defeitos de Fundição Porosidades de contração (rechupe)
") Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Defeitos de Fundição Porosidades de contração (rechupe) Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 AULA-04 1 Dia/Mês Tecnologia Mecânica III Cronogramas de Aula TEMA 15/02 Apresentação :
Rechupe ou marcas de chupagem
 Rechupe ou marcas de chupagem Introdução: Solidificação dos aços Após a etapa de refino, o aço está pronto para ser vazado e solidificado. Esta etapa de solidificação chama-se lingotamento, o qual pode
Rechupe ou marcas de chupagem Introdução: Solidificação dos aços Após a etapa de refino, o aço está pronto para ser vazado e solidificado. Esta etapa de solidificação chama-se lingotamento, o qual pode
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Fundição de Precisão Investment Casting. Disciplina: Fundição. Aula 15 : Processo de Fundição de Precisão. 01: Introdução
 01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
01: Introdução Princípio e potencialidades do processo. Aula 15 : Processo de Fundição de Precisão 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos:
PROCESSOS DE FABRICAÇÃO PROCESSOS DE FABRICAÇÃO FUNDIÇÃO. PROCESSOS MECÂNICOS Aplicação de tensão. PROCESSOS METALÚRGICOS Aplicação de temperatura
 PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
PROCESSOS DE FABRICAÇÃO PROCESSOS MECÂNICOS Aplicação de tensão PROCESSOS METALÚRGICOS Aplicação de temperatura PROCESSOS DE FABRICAÇÃO PROCESSOS METALÚRGICOS Conformação por Solidificação TEMPERATURA
Disciplina: Projeto de Ferramentais I
 Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
Aula 06 : Processo de 01: Introdução Princípio e potencialidades do processo. 02. Etapas envolvidas no processo 03. Matérias Primas Utilizadas: Cascas cerâmicas: lama e reforço Modelos: cêra (constituintes
FUNDIÇÃO POR CENTRIFUGAÇÃO
 FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
FUNDIÇÃO POR CENTRIFUGAÇÃO O processo de fabricação por centrifugação consiste em vazar-se metal líquido num molde dotado de movimento de rotação, de modo que a força centrífuga origine uma pressão além
Disciplina: Projeto de Ferramentais I
 Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Aula 07: Processos Especiais de Fundição 01. Moldes Cerâmicos e Processo Shaw. 02. Preenchimento a baixa pressão contra a gravidade. 03. Solidificação Unidirecional 04. Crescimento de Monocristais 05.
Introdução: Injeção de Metais
 Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Introdução: Injeção de Metais Injeção é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e formando a peça desejada.
Processos de Fundição
 Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
Processos de Fundição O Molde O Molde (partes básicas) Tipos de Moldes Colapsáveis são quebrados para retirada das peças 1 molde = 1 peça ou conjunto de peças Permanentes são abertos para retirada das
FUNDIÇÃO. SMM0176 Engenharia de Fabricação Metalúrgica
 FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO SMM0176 Engenharia de Fabricação Metalúrgica Rotas de Fabricação Metalúrgica SMM0176 Fundição Produção de peças pela solidificação de metal líquido em moldes Além de dar forma às peças determina
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE
 FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
FUNDIÇÃO POR GRAVIDADE OU COQUILHAMENTO EM MOLDE PERMANENTE RSCP/LABATS/DEMEC/UFPR 2017 O que é Fundição com Molde Permanente? O que é Fundição com Molde Permanente? A fundição com molde permanente emprega
16/10/2018. Ceras odontológicas. Núcleos metálicos fundidos. Copings metálicos próteses fixas. Material termoplástico
 Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Ceras odontológicas Copings metálicos próteses fixas Material termoplástico Há 200 anos, a cera já era utilizada na área odontológica para moldagem; hoje, a sua principal aplicação é a tomada de registro,
Processos de Macharia
 Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Aula 12: Processos de Moldagem e Macharia em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os Processos
Disciplina: Projeto de Ferramentais I
 Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
Aula 03: em Areia Ligadas Quimicamente 01: Introdução - Diferentes tipos de processos de moldagem e macharia que utilizam areias aglomeradas com resinas. 02: Os em Areia - Areia Silicato de Sódio-CO 2
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA)
") FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO DE ALUMÍNIO POR GRAVIDADE (COQUILHA) Serviço indicado para fabricantes de máquinas e equipamentos, que utilizam peças; de pequenas dimensões (até 10kg) em alumínio fundidas em areia; shell moulding;
FUNDIÇÃO. Importância da fundição
 Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
Fundição é o processo para obter-se objetos vazando metal fundido em um molde preparado com o formato da peça, deixando -se o material solidificar-se por resfriamento. Importância da fundição Praticamente
MOLDAGEM EM CASCA (Shell Molding)
") MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
MOLDAGEM EM CASCA (Shell Molding) Shell Molding Shell Molding, ou Moldagem em Casca, é um processo usado para Fundir com excelente precisão e baixo custo, inventado em 1941 por Johannes Croning. A Moldagem
Cerâmicos encontrados na natureza como a argila. Utilizado basicamente para peças de cerâmica tradicional.
 PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
PROCESSAMENTO DE CERÂMICOS 1. Características de materiais cerâmicos - alta dureza (resistência à abrasão) e resistência a elevadas temperaturas - alta fragilidade - grande diferença entre resistência
Aula 11: Estruturas de Solidificação
 Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Disciplina: Metalurgia Física Parte II: Solidificação Professor: Guilherme O. Verran Dr. Eng. Metalúrgica 1. Introdução 2. Lingotes e Peças Monocristalinos; 3. Lingotes e Peças Policristalinos: Mecanismos
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMA DE AULAS TEMA 15/02 Apresentação : Princípios
Tecnologia Mecânica III
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com Departamento de Mecânica/Mecatrônica Centro Estadual de Educação Tecnológica Paula Souza ETEC JORGE STREET Revisão: 01 de 03/02/2016
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com Departamento de Mecânica/Mecatrônica Centro Estadual de Educação Tecnológica Paula Souza ETEC JORGE STREET Revisão: 01 de 03/02/2016
PROPRIEDADES DOS METAIS LÍQUIDOS
 Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 03_a: Escoamento de metais líquidos Fluidez 1. Introdução - Definição de Fluidez Ensaios de Fluidez 2. Fatores que influenciam na fluidez Temperatura
NOTAS DE AULAS - I. Disciplina: Manutenção Mecânica
 Jan/203 Módulo: Processo de Fabricação I - FUNDIÇÃO É o processo de fabricação de peças metálicas que consiste essencialmente em encher com metal líquido a cavidade de um molde com formato e medidas correspondentes
Jan/203 Módulo: Processo de Fabricação I - FUNDIÇÃO É o processo de fabricação de peças metálicas que consiste essencialmente em encher com metal líquido a cavidade de um molde com formato e medidas correspondentes
Tecnologia e Processos de Fundição. Fundição. Prof. Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR
 Tecnologia e Processos de Fundição Fundição Prof. Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma de metal
Tecnologia e Processos de Fundição Fundição Prof. Ramón S. Cortés Paredes, Dr. Eng. LABATS/DEMEC/UFPR O Que é um Metal/Liga Fundido? Material metálico aquecido e fundido e que é vazado na forma de metal
FUNDIÇÃO DE PRECISSÃO CERA PERDIDA. rscp
 FUNDIÇÃO DE PRECISSÃO CERA PERDIDA rscp Processos de Microfusão Processo de fundição que consiste na fabricação de uma peça originariamente preparada em cera, que é revestida com material cerâmico, formando
FUNDIÇÃO DE PRECISSÃO CERA PERDIDA rscp Processos de Microfusão Processo de fundição que consiste na fabricação de uma peça originariamente preparada em cera, que é revestida com material cerâmico, formando
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
Disciplina: Projeto de Ferramentais I
 Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Aula 05 : 01: Introdução Princípio, classificação e potencialidades do processo. 02. Fundição sob pressão em cãmara quente 03. Fundição sob pressão em cãmara fria 04. Parâmetros de Processo 05. Processo
Tecnologia Mecânica III. ETEC Jorge Street Revisão: 01 de 03/02/2016
 Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMAS DE AULAS TEMA 15/02 Apresentação : Princípios
Prof. Engº Marcos A. Gasparin dos Santos Email: m.gasparin@globo.com ETEC Jorge Street Revisão: 01 de 03/02/2016 1 Dia/Mês Tecnologia Mecânica III CRONOGRAMAS DE AULAS TEMA 15/02 Apresentação : Princípios
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran. Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais
 Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
Disciplina: Projetos de Ferramentais I Professor: Guilherme O. Verran Aula 08_Projetos 01: Solidificação, Contração e Alimentação dos Metais 1. Introdução Diferenças entre sólidos e líquidos Eventos que
METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA. Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins
 15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
15 METALURGIA FÍSICA TECNOLOGIA DA CONFORMAÇÃO PLÁSTICA Tecnologia em Materiais Prof. Luis Fernando Maffeis Martins Processos de conformação Processos mecânicos Processos metalúrgicos Processos de conformação
Disciplina: Fundição dos metais e suas ligas Professor: Guilherme O. Verran. Aula 07 Contração e Alimentação de Peças Fundidas
 dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
dos metais e suas ligas Aula 07 Contração e Alimentação de Peças Fundidas 1. Introdução - Contrações que ocorrem durante o resfriamento de peças fundidas - Conceito de massalote. - Funções de um massalote.
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó
 SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
SMM0224 Introdução à Fundição, Soldagem e Metalurgia do pó Rotas de Fabricação Metalúrgica SMM0224 Fundição Soldagem Metalurgia do Pó Fundição Produção de peças pela solidificação de metal líquido em moldes
Fundição sob Pressão Die Casting
 Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
Fundição sob Pressão Die Casting Os fundidos fabricados por Fundição sob pressão encontram-se entre os itens de maior volume de produção na indústria de metais. RSCP LABATS/DEMEC/UFPR LIGAS METÁLICAS NÃO
PROCESSO de FUNDIÇÃO
 PROCESSO de 1 I n t r odu ção Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida.
PROCESSO de 1 I n t r odu ção Fundição é um processo de fabricação onde um metal ou liga metálica, no estado líquido, é vazado em um molde com formato e medidas correspondentes aos da peça a ser produzida.
Revestimentos Odontológicos
 Revestimentos Odontológicos HISTÓRICO: ± 500 AC Roma - Coroas e pontes em ouro. Séc.. 11 Theophilus - Técnica da cera perdida. 1907 - W. H. Taggart - Máquina de fundição utilizando a técnica da cera perdida.
Revestimentos Odontológicos HISTÓRICO: ± 500 AC Roma - Coroas e pontes em ouro. Séc.. 11 Theophilus - Técnica da cera perdida. 1907 - W. H. Taggart - Máquina de fundição utilizando a técnica da cera perdida.
Defeitos de Fundição Defeitos superficiais
 Defeitos de Fundição Defeitos superficiais Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.4
Defeitos de Fundição Defeitos superficiais Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com 1 Índice 4.4
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira PLANEJAMENTO DE ENSINO MATÉRIAS PRIMAS para moldes não permanentes. Controle de qualidade das matérias primas. AREIAS BASE: Componentes das areia de fundição (areia base,
MOLDAGEM Prof. Ivanir L. Oliveira PLANEJAMENTO DE ENSINO MATÉRIAS PRIMAS para moldes não permanentes. Controle de qualidade das matérias primas. AREIAS BASE: Componentes das areia de fundição (areia base,
Prova de Injeção Plastificação Preenchimento, Pressurização e Recalque Resfriamento
 Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
Prova de Injeção 1- Defina claramente o conceito de ciclo de injeção. Adicionalmente faça desenhos que representem as principais etapas de um ciclo típico de moldagem por injeção em uma máquina injetora
ELABORAÇÃO DE LIGAS (MÓDULO DE FUNDIÇÃO)
") ELABORAÇÃO DE LIGAS (MÓDULO DE FUNDIÇÃO) Prof. Ivanir L. Oliveira Carga Horária: 3 horas X 16 semanas OBJETIVOS (a) Elaborar ligas de fundição. (b) Analisar e controlar processos de solidificação. ELABORAÇÃO
ELABORAÇÃO DE LIGAS (MÓDULO DE FUNDIÇÃO) Prof. Ivanir L. Oliveira Carga Horária: 3 horas X 16 semanas OBJETIVOS (a) Elaborar ligas de fundição. (b) Analisar e controlar processos de solidificação. ELABORAÇÃO
ZAMAC MEGA ZINCO METAIS
 ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
ZAMAC MEGA ZINCO METAIS Zinco Alumínio Magnésio Cobre 1 ZAMAC - Composição Química COMPOSIÇÃO QUÍMICA DAS LIGAS DE ZINCO ASTM B 240 07 - LINGOTES Elemento Químico ZAMAC 3 ZAMAC 5 Zamac 8 Alumínio - Al
TM068 - Processos de Fabricação para a Produção.
 TM068 - Processos de Fabricação para a Produção AULA I INTRODUÇÃO E FUNDIÇÃO AREIA VERDE izabel.zattar@ufpr.br Definição o Fabricar é o ato de transformar matérias-primas em produtos acabados, por uma
TM068 - Processos de Fabricação para a Produção AULA I INTRODUÇÃO E FUNDIÇÃO AREIA VERDE izabel.zattar@ufpr.br Definição o Fabricar é o ato de transformar matérias-primas em produtos acabados, por uma
Processos Metalúrgicos AULA 9-10 FUNDIÇÃO
 Processos Metalúrgicos AULA 9-10 FUNDIÇÃO PROF.: KAIO DUTRA Fundamentos da Fundição de Metais Fundição é um processo no qual metal fundido flui pela força da gravidade, ou por ação de outra força, num
Processos Metalúrgicos AULA 9-10 FUNDIÇÃO PROF.: KAIO DUTRA Fundamentos da Fundição de Metais Fundição é um processo no qual metal fundido flui pela força da gravidade, ou por ação de outra força, num
Divisão Clássica dos Materiais de Moldagem
 Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
Aula 11 : Processos de 01: Introdução - Divisão Clássica dos Materiais de Moldagem - Aspectos relevantes no comportamento dos materiais de moldagem 02: Os Processos de Moldagem e Macharia em Areia - Tipos
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR
 CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
CONSIDERAÇÕES SOBRE PROJETO PARA FABRICAÇÃO DE PEÇAS POR FUNDIÇÃO RSCP/LABATS/DEMEC/UFPR Projetos de peças adaptadas ao processo de fundição Aspectos básicos a serem considerados. Problemas relacionados
Como se produz uma peça metálica por fundição?
 Como se produz uma peça metálica por fundição? Fundição por Cera Perdida. Fusão e vazamento de uma peça em estanho. Supervisor: Filomena Viana Monitor: Tatiana Padrão Equipa 2: Ana Azevedo Inês Matos Luís
Como se produz uma peça metálica por fundição? Fundição por Cera Perdida. Fusão e vazamento de uma peça em estanho. Supervisor: Filomena Viana Monitor: Tatiana Padrão Equipa 2: Ana Azevedo Inês Matos Luís
Aula 10 - Laminação. Para ter acesso a esse material acesse:
 Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Aula 10 - Laminação Para ter acesso a esse material acesse: http://professores.chapeco.ifsc.edu.br/keli Classificação Processos de Fabricação Processos de Fabricação Com remoção de cavaco Sem remoção de
Histórico. Histórico. Conceito. Conceito. Requisitos. Requisitos. Composição. Composição. Indicação. Indicação. Tipos. Tipos. Histórico.
 Disciplina Titulo da aula Expositor Slides 34 Materiais Dentários I Revestimentos odontológicos Prof. Dr. Eclérion Chaves Duração Aproximadamente 1:30 Plano de aula Publicado em: http://usuarios.upf.br/~fo/disciplinas/materiais%20dentarios/materiais1.htm
Disciplina Titulo da aula Expositor Slides 34 Materiais Dentários I Revestimentos odontológicos Prof. Dr. Eclérion Chaves Duração Aproximadamente 1:30 Plano de aula Publicado em: http://usuarios.upf.br/~fo/disciplinas/materiais%20dentarios/materiais1.htm
Introdução 1 O processo... 1 Aplicação... 2 Vantagens e Desvatagens Solidificação de Metais e Ligas 3. Formação de Defeitos 7.
 . Fundição . Sumário Introdução 1 O processo................................... 1 Aplicação.................................... 2 Vantagens e Desvatagens........................... 3 Solidificação de Metais
. Fundição . Sumário Introdução 1 O processo................................... 1 Aplicação.................................... 2 Vantagens e Desvatagens........................... 3 Solidificação de Metais
DEFEITOS pin-holes DE FUNDIÇÃO
 junta fria? DEFEITOS pin-holes DE FUNDIÇÃO sinterização 1 Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
junta fria? DEFEITOS pin-holes DE FUNDIÇÃO sinterização 1 Ricardo Fuoco Gerente Geral de Tecnologia de Fundição Metso Brasil Indústria e Comércio Ltda Fone: (015) 2102-1212 Email: ricardo.fuoco@metso.com
2 - Considerações a respeito do projeto
 2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
2 - Considerações a respeito do projeto A resistência mecânica de peças de aço fundido depende inicialmente de: - composição química; - resistência real do metal fundido, em função da espessura das peças;
Processamento de Cerâmicas I COLAGEM 20/6/17
 Processamento de Cerâmicas I COLAGEM 20/6/17 Umidade (%) 100 0 Líquido Plástico Semi-Sólido Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP Limite de Contração -
Processamento de Cerâmicas I COLAGEM 20/6/17 Umidade (%) 100 0 Líquido Plástico Semi-Sólido Sólido Índice de Plasticidade - IP Limite de Liquidez - LL Limite de Plasticidade - LP Limite de Contração -
Modelação (Modelagem)
") 2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
2 Modelação (Modelagem) O processo de modelação consiste basicamente em construir uma réplica da peça que se deseja obter por meio do processo de fundição. Essa réplica é denominada modelo e tem a finalidade
Utilização dos D.E. no entendimento dos diferentes tipos de solidificação de metais e/ou ligas
 Dr. Eng. Metalúrgica Aula 06: Fundamentos da Solidificação dos Metais Parte 2 Utilização dos Diagramas de Equilíbrio no estudo da solidificação Solidificação e Equilíbrio formação da microestrutura Macroestruturas
Dr. Eng. Metalúrgica Aula 06: Fundamentos da Solidificação dos Metais Parte 2 Utilização dos Diagramas de Equilíbrio no estudo da solidificação Solidificação e Equilíbrio formação da microestrutura Macroestruturas
SMM0176 Engenharia de Fabricação Metalúrgica. Aula Prática Fundição em areia verde
 SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
SMM0176 Engenharia de Fabricação Metalúrgica Prof. Marcelo Falcão de Oliveira Aula Prática Fundição em areia verde Objetivo: Fundir uma peça metálica utilizando um molde de areia verde Procedimento: 1)
NOTAS DE AULAS - IV. Disciplina: Manutenção Mecânica
 IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
IV INJEÇÃO Injeção Metálica (Fundição Sob Pressão) Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido é, sob pressão, forçado a entrar na cavidade esculpida de
Fundição. Projetos de Moldes
 Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
Fundição Projetos de Moldes Fluxo de calor e direção de crescimento Formação da macroestrutura Filme Macroestrutura Zona Coquilhada Grão Colunares Grão Equiaxiais Intervalo de Solidificação e a macroestrutura
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Sucatas de ferro (componentes desgastados, quebrados) também servem como matériaprima. INTRODUÇÃO AOS PROCESSOS METALÚRGICOS 1) Matérias-primas
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Sucatas de ferro (componentes desgastados, quebrados) também servem como matériaprima. INTRODUÇÃO AOS PROCESSOS METALÚRGICOS 1) Matérias-primas
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
ALTO FORNO E ACIARIA. Curso: Engenharia Mecânica Disciplina: Tecnologia Metalúrgica Período: Prof. Ms. Thayza Pacheco dos Santos Barros
 ALTO FORNO E ACIARIA Curso: Engenharia Mecânica Disciplina: Tecnologia Metalúrgica Período: 2017.1 Prof. Ms. Thayza Pacheco dos Santos Barros 1 Alto forno Serve para produzir o ferro gusa, que é uma forma
ALTO FORNO E ACIARIA Curso: Engenharia Mecânica Disciplina: Tecnologia Metalúrgica Período: 2017.1 Prof. Ms. Thayza Pacheco dos Santos Barros 1 Alto forno Serve para produzir o ferro gusa, que é uma forma
MOLDAGEM. Prof. Ivanir L. Oliveira
 MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
MOLDAGEM Prof. Ivanir L. Oliveira 2014 PLANEJAMENTO DE ENSINO Areias de sílica: principais propriedades para uso em fundição. Principais ensaios granulométricos de areias base (sílica) COMPONENTES DAS
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE. Curso: Engenharia de Produção Disciplina: Materiais para Produção Industrial
 UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
UNIVERSIDADE SALGADO DE OLIVEIRA Campus RECIFE Curso: Disciplina: Aula 4 Processos de Fabricação Existem um número maior de processos de fabricação, destacando-se os seguintes: 1) Processos de fundição
LÍQUIDOS SÓLIDOS. Átomos podem vibrar apenas em torno de uma posição fixa. Átomos apresentam alta energia cinética
 Aula 04: 1. Introdução Diferenças entre sólidos e líquidos Eventos que caracterizam a solidificação. Heterogeneidades que podem ocorrer durante a solidificação. Importância da solidificação na tecnologia
Aula 04: 1. Introdução Diferenças entre sólidos e líquidos Eventos que caracterizam a solidificação. Heterogeneidades que podem ocorrer durante a solidificação. Importância da solidificação na tecnologia
EXTRUSÃO EXTRUSÃO. Prof. M.Sc.: Anael Krelling
 EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas
EXTRUSÃO Prof. M.Sc.: Anael Krelling 1 DEFINIÇÃO DO PROCESSO É um processo no qual um bloco metálico é colocado dentro de um recipiente e reduzido na sua seção transversal através da aplicação de elevadas