PLANEJAMENTO DE RECURSOS E PROGRAMAÇÃO DA PRODUÇÃO
|
|
|
- Carolina Cabreira Canela
- 8 Há anos
- Visualizações:
Transcrição
1 PLANEJAMENTO DE RECURSOS E PROGRAMAÇÃO DA PRODUÇÃO

2 PLANEJAMENTO DE RECURSOS DE MANUFATURA (MRP II) Atividades em MRP II incluem: o plano mestre de produção (MPS), o planejamento de requisitos de materiais (MRP), o planejamento de requisitos de capacidade, o planejamento de liberação de ordens, o sequenciamento de operações.

3 PLANEJAMENTO DE RECURSOS DE MANUFATURA (MRP II) MPS BOM n o e quantidade exigida Compras MRP liberações de ordens planejadas requisitos brutos Estoque disponível Manufatura estoque de segurança lead-time tamanho de lote Um modelo operacional de um MRP II

4 PLANEJAMENTO DE RECURSOS DE MANUFATURA (MRP II) Planejamento de recursos inicia com um plano de longo prazo onde as atividades de produção são projetadas no futuro. Planejamento de mercado fornece informações de pesquisa sobre o mercado potencial, a demanda do consumidor externo, demografia, recursos, processos, novas invenções, competição, etc. Desses planos de longo prazo planos de médio e curto prazos podem ser obtidos.

5 PLANEJAMENTO DE RECURSOS DE MANUFATURA (MRP II) Planos de longo prazo podem ter um horizonte de 5 anos, Planos de médio prazo horizonte de menos de 12 meses, Planos de curto prazo horizonte de 2 semanas a 1 mês. Antes dos planos de médio e curto prazos serem ativados deve haver uma liberação da ordem & o projeto do produto deve ser conhecido, bem como os seus métodos e sequências de manufatura.

6 PLANEJAMENTO DE RECURSOS DE MANUFATURA (MRP II)

7 PLANEJAMENTO DA PRODUÇÃO Planej. da produção fornece uma estrutura para resolver conflitos devido a mudanças no marketing do produto e nos recursos de produção. Suponha que o marketing antevê uma oportunidade de expandir para um novo mercado requisita os recursos de produção para um novo produto: plano específico de produção os recursos para um novo produto não podem ser alocados sem reduzir a produção de um outro produto. Planej. da produção obriga que o planejamento de recursos seja consistente com a capacidade de produção necessária para o plano de produção.

8 PLANEJAMENTO DA PRODUÇÃO Depois de resolver questões de marketing e finanças & um plano de produção de médio prazo estiver pronto a missão da manufatura para a empresa estará claramente definida. Plano de produção: fornece para o planejamento da manufatura e para o chão de fábrica as ordens necessárias para satisfazer os objetivos da empresa. normalmente estabelecido em reais, dólares, ou em unidades agregadas por mês. corresponde à produção planejada estabelecida para a qual todos na empresa são responsáveis.

9 PLANEJAMENTO DA PRODUÇÃO P.ex. a demanda prevista pode exceder as unidades agregadas no plano de produção. A gerência pode decidir produzir menos do que a demanda prevista. Razões: desejo de ter menor quantidade e maior qualidade, desejo de investir em equipamentos, desejo de alocar os recursos financeiros em outras áreas. Plano de produção fornece um meio para a tomada de decisões importantes quanto aos objetivos da empresa.

10 PLANEJAMENTO DA PRODUÇÃO O Processo de Planejamento da Produção Planejamento da produção começa com uma boa previsão para o ano seguinte que leva em consideração as variáveis de mercado. Plano da produção revisado em intervalos regulares para inclusão de mudanças requisitadas. P.ex. muitas empresas bem sucedidas frequentemente revêem o plano de produção mensalmente e fazem mudanças trimestralmente. Grade de tempo frequentemente estabelece limites que permitem identificar se mudanças podem ser feitas no ciclo de planejamento. P.ex. grade de tempo: nenhuma mudança pode ser feita no período atual ou mais próximo & não mais do que 10% de mudanças podem ser feitas no próximo período.

11 PLANEJAMENTO DA PRODUÇÃO Planejamento da Produção e Gerenciamento Variável da Manufatura Plano de produção declara os objetivos da produção para todos os produtos fabricados pela empresa. P.ex. considere o plano de produção declarado em dólares por mês para uma empresa que chamaremos aqui de XYZ (ver figura) Previsões de vendas mensais para a empresa XYZ (milhões de dólares)
 Previsões de vendas mensais para a empresa XYZ (milhões de dólares)")

12 PLANEJAMENTO DA PRODUÇÃO Convertendo esta previsão num plano de produção requer uma decisão quanto aos recursos. Fatos: o pico das vendas ocorre em novembro junho é o mês com menores vendas, i.e. $6,6 milhões 2 picos de vendas ocorrem, na primavera e no outono o total de vendas para o ano é de $132 milhões Previsões de vendas mensais para a empresa XYZ (milhões de dólares)

13 PLANEJAMENTO DA PRODUÇÃO Objetivo alocar os recursos variáveis para satisfazer este plano de produção. Inicialmente deve-se converter as vendas em dólares por período para horas de mão-de-obra por período. Conversão usa-se uma estimativa, obtida dos registros de contabilidade da empresa, que relaciona o valor em dólares das vendas às horas de mão-de-obra direta. Situação de produção de baixa tecnologia, que depende de mão-de-obra manual p.ex. cada hora de mão-de-obra direta pode corresponder a $30 de vendas. Equipamentos de alta tecnologia pode-se chegar a $100 de vendas resultantes de cada hora de mão-de-obra direta.

14 PLANEJAMENTO DA PRODUÇÃO jan fev mar abr mai jun jul ago set out nov dez Vendas (milhões de dólares) 8,6 7,2 10,4 10,8 12,4 6,6 8,0 13,2 14,8 12,4 16,0 11,6 Horas de mão-de-obra Dias trabalhados Força de trabalho variável Semana de trabalho variável ,72 26,12 32,81 39,19 40,90 47,89 27,64 43,54 51,14 40,90 58,05 42, ,00 Dados da estratégia de produção chase ( acompanhamento )

15 PLANEJAMENTO DA PRODUÇÃO Exemplo o fator de conversão de $100 próxima tabela. Coluna Vendas resulta diretamente da previsão. Coluna Horas de mão-de-obra calculada dividindo-se os dólares de venda pela taxa de conversão (i.e. $ / 100 = horas de mão-de-obra direta). Coluna Dias trabalhados número de dias úteis em cada período no mês.
.")
16 PLANEJAMENTO DA PRODUÇÃO Figura: horas de mão-de-obra direta são necessárias em novembro para satisfazer o valor máximo de vendas de $16 milhões, somente horas serão necessárias em junho para satisfazer a demanda do período mais baixo de vendas. Grande variação nos requisitos de RH base para o planejamento dos recursos variáveis. 3 estratégias de plan. da produção para solucionar essa variação nas horas de mão-de-obra necessárias: chase ( acompanhamento ), level ( nivelamento ) combinada.

17 PLANEJAMENTO DA PRODUÇÃO Estratégia de Produção Chase ( Acompanhamento ) produção em cada período = produção planejada para aquele período. nível de estoque do produto no começo de cada período = 0, pois toda a produção planejada para aquele período seria produzida durante o período. n o de empregados ou as horas trabalhadas por semana por cada empregado deve mudar para satisfazer a produção planejada para o período.

18 PLANEJAMENTO DA PRODUÇÃO Próxima figura gráfico de emprego mensal. Força de trabalho variável (figura anterior) n o de empregados em tempo integral necessários a cada mês para satisfazer exatamente a produção planejada. N o de empregados? Total de horas trabalhadas por cada empregado no período (21 dias trabalhados vezes 8 horas/dia = 168 horas por período por empregado). Divide-se o total de horas de mão-de-obra para o período (86.000) pelas horas dos empregados (168) por período ( horas de mão-de-obra dividido por 168 horas por empregado = 512 empregados).
.")

19 PLANEJAMENTO DA PRODUÇÃO Número mensal de empregados em tempo integral na estratégia chase

20 PLANEJAMENTO DA PRODUÇÃO Análise a quantidade de empregados varia de 450 em fevereiro até em novembro uma mudança nessa magnitude no n o de empregados em tempo integral ao longo de 12 meses seria difícil de suportar indústrias que podem usar esse tipo de estratégia com sucesso normalmente requerem somente uma pequena habilidade da mão-de-obra. Outra abordagem dentro da estratégia chase manter n o de empregados constante & alterar as horas trabalhadas por semana (ver coluna Semana de trabalho variável na figura anterior). N o médio de empregados necessários para uma produção anual (689) indicada na parte inferior desta coluna.

21 PLANEJAMENTO DA PRODUÇÃO Manter força de trabalho = 689 & alterar as horas trabalhadas por semana para satisfazer exatamente a produção planejada. Carga semanal de trabalho varia de 26,12 em fevereiro até 58,05 em novembro. Horas necessárias por semana de trabalho? Horas por mês por empregado ( horas de m.d.o./mês dividido por 689 empregados = 124,8 horas de m.d.o./ empregados/mês). Divide-se o valor acima pelos dias úteis no mês horas trabalhadas/dia/empregado (124,8 / 21 = 5,94 horas trabalhadas/dia/empregado). Multiplica-se as horas diárias pelos 5 dias total de horas semanais para cada empregado = 29,72 horas em janeiro.
22 PLANEJAMENTO DA PRODUÇÃO Estratégia de Produção Level ( Nivelamento ) Requer que a produção em cada período seja igual à produção média mensal calculada a partir dos valores totais da produção para o ano. Força de trabalho e horas de trabalho semanal são constantes, e a produção é aproximadamente a mesma a cada mês. Em alguns meses produtos produzidos não são vendidos & estoque de peças para cobrir os meses em que a demanda de mercado é maior do que a produção. Ver próxima figura (colunas Produção mensal e Balanço de estoque ): força de trabalho = 689 empregados, semana de trabalho = 40 horas.
23 PLANEJAMENTO DA PRODUÇÃO jan fev mar abr mai jun jul ago set out nov dez Vendas (milhões de dólares) 8,6 7,2 10,4 10,8 12,4 6,6 8,0 13,2 14,8 12,4 16,0 11,6 Horas de mão-de-obra Dias trabalhados Força de trabalho nivelada Produção mensal (milhões de dólares) 11,58 11,02 12,68 11,02 12,13 5,51 11,58 12,13 11,58 12,13 11,02 11,02 Balanço de estoque (milhões de dólares) 2,98 6,80 9,08 9,30 9,03 7,94 11,52 10,44 7,22 6,95 1,97 1, ,12 7,05 Estratégia de produção level
24 PLANEJAMENTO DA PRODUÇÃO Produção mensal? Multiplica-se o número de empregados (689) por 8 horas por dia por dias trabalhados (21) pelo fator de conversão dólarvendas ($100) por hora trabalhada. Balanço de estoque (em dólares) diferença entre os dólares de vendas e os dólares de produção. Estratégia level é ilustrada graficamente na próxima figura. Produção não é nivelada exatamente porque o n o de dias trabalhados por mês varia um pouco de mês para mês. Balanço de estoque aumentou inicialmente, atingiu um máximo em julho, em preparação para a alta demanda no outono.

25 PLANEJAMENTO DA PRODUÇÃO Gráfico resultante da implementação da estratégia level
26 PLANEJAMENTO DA PRODUÇÃO Vantagem da estratégia chase? Não há estoque; Desvantagem da estratégia chase? Há uma variação da força de trabalho, que representa um alto custo na contratação e demissão de empregados. Semana variável custo de turnos extras e da implementação de semanas mais curtas. Vantagem da estratégia level? Força de trabalho e a semana constantes Desvantagem da estratégia level? Custo de estoque. Consequência muitas empresas usam uma combinação das duas estratégias
27 PLANEJAMENTO DA PRODUÇÃO Estratégia de Produção Combinada Usa as melhores qualidades das estratégias chase e level. jan fev mar abr mai jun jul ago set out nov dez Vendas (milhões de dólares) 8,6 7,2 10,4 10,8 12,4 6,6 8,0 13,2 14,8 12,4 16,0 11,6 Dias trabalhados Força de trabalho nivelada Produção mensal (milhões de dólares) 10,25 9,76 11,22 9,76 10,74 4,88 10,25 14,24 13,59 14,24 12,94 12,94 Balanço de estoque (milhões de dólares) 1,65 4,21 5,03 3,99 2,33 0,61 2,86 3,89 2,69 4,52 1,47 2, ,23 3,00 Estratégia de produção combinada
28 PLANEJAMENTO DA PRODUÇÃO Força de trabalho mantida nivelada em 610 empregados para os primeiros 7 meses, e então aumenta para 809 empregados para os últimos 5 meses. Semana constante de 40 horas para todos os períodos. Estoque médio reduzido de $6,31 milhões para $3 milhões. Recursos economizados com o estoque devem ser superiores aos custos de mudanças na força de trabalho 2 vezes no ano.
29 PLANEJAMENTO DA PRODUÇÃO
30 PLANEJAMENTO DA PRODUÇÃO EXERCÍCIO: Preencha a tabela abaixo, que corresponde ao planejamento da produção de uma certa indústria metal-mecânica. Assumir que cada hora de mão-de-obra direta corresponde a $110,00 de vendas. Haverá problemas de suprimento da demanda no período? Caso tais problemas ocorram, faça seus cálculos de maneira a evitar tal ocorrência. Assumir que cada semana corresponde a 5 dias, e cada dia corresponde a 8 horas.
31 PLANO MESTRE DE PRODUÇÃO Plano Mestre de Produção (MPS) produzido considerando-se as encomendas do cliente & a previsão baseada na pesquisa de mercado ou histórico do desempenho do produto no mercado. MPS lista de produtos finais a serem fabricados, as quantidades encomendadas e as datas de entrega. Contém uma matriz que lista o número de produtos a serem completados numa dada escala de tempo (ver próxima figura). Normalmente é utilizado como entrada para o MRP I.
32 PLANO MESTRE DE PRODUÇÃO Previsão Disponível depois MPS Disponível antes N o do período Um plano mestre de produção
33 PLANO MESTRE DE PRODUÇÃO MRP II começa com a concepção do MPS. Horizonte para a programação (agendamento) aqui normalmente 1 ou vários anos usado para tomar decisões de capacidade para a planta, novos processos de manufatura, equipamentos e mão-deobra.
34 PLANO MESTRE DE PRODUÇÃO Método normalmente usado para representar dados de MPS registro de períodos N o do período Previsão Disponível depois MPS Disponível antes 20 Um registro de períodos num MPS
35 PLANO MESTRE DE PRODUÇÃO Registro usado para mostrar a relação entre a taxa de saída, previsão de vendas, e o balanço de estoque esperado. N o de períodos função da empresa específica & do produto. Previsão n o de itens-fim que a gerência antevê que será vendida naquele período. Dependendo da estratégia de produção, as unidades mostradas na linha de previsão serão: números do produto (no caso de produção para estoque), ou informações do BOM (no caso de produção por encomenda).
36 PLANO MESTRE DE PRODUÇÃO Linha Disponível depois balanço de estoque no fim do período ou o n o de unidades disponíveis para venda no próximo período. Linha MPS n o de unidades agendadas para a produção durante o período e disponível para satisfazer a previsão para o período. Linha Disponível antes n o de unidades presentes no estoque no início do primeiro período.
37 PLANO MESTRE DE PRODUÇÃO Agendador MPS começa com o registro que possui valores na linha de previsão e disponível antes. Dependendo da política da empresa e recursos disponíveis, decide-se aplicar uma das 3 estratégias descritas anteriormente registro da figura anterior estratégia level.
38 PLANO MESTRE DE PRODUÇÃO N o de unidades de MPS por período? Soma-se a previsão para 10 períodos (110 unidades), Divide-se pelo número de períodos, chegando-se à taxa de produção no período (11). O estoque aumenta nos primeiros 6 períodos para cobrir a maior taxa de vendas nos últimos 4 períodos. Com os valores na linha MPS inseridos no registro o agendador calcula a linha disponível começando no período 1. O valor disponível no fim do período 1 = balanço + unidades produzidas no período 1 - vendas previstas para o período ( = 26). Processo repete-se para o período 2, exceto que o valor disponível no período 1 torna-se o valor disponível para o período 2 ( = 32).
39 PLANO MESTRE DE PRODUÇÃO Produção em lotes? Hipótese no registro de MPS mostrado na figura anterior tamanho de lote econômico para o produto = 11 unidades. Se tamanho de lote para a fabricação econômica do produto for diferente? isto deve-se refletir no registro de MPS. Assumir tamanho de lote = 30 unidades (estratégia level ) ilustrado na figura abaixo. N o do período Previsão Disponível depois MPS Disponível antes 20 Um registro de períodos num MPS com tamanhos de lote
40 PLANO MESTRE DE PRODUÇÃO MPS produção de 30 unidades nos períodos 1, 4 e 7. Tamanhos de lote Níveis de estoque Não há estoque de segurança estoque 0 para o período 11 Se nenhum tamanho de lote for necessário sistema de produção produz lote a lote, ou apenas o que for necessário entretanto, devido ao tempo de setup e outras operações que adicionam custo à manufatura do produto muitas operações de manufatura estabelecem um tamanho de lote mínimo para a produção.
41 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Estoque é muito caro ele amarra recursos financeiros que poderiam ser usados por outras áreas da manufatura em estruturas de manufatura modernas, uma tentativa é feita para trabalhar sem estoque ou para reduzi-lo ao mínimo.
42 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I)
43 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I)
44 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Entretanto frequentemente o fornecedor é exigido a estocar e usar as peças quando há a necessidade. Na maioria das funções da manufatura, necessita-se algum estoque ou estoque de segurança. O MRP I é um tipo de sistema de gerenciamento de estoque (ver próxima figura).
45 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) MPS (Contém requisitos para produtos-fim ao longo do horizonte de planejamento. Deve ser realístico) Status do estoque Sistema MRP Estrutura do produto (Registros devem ser precisos e atualizados.. Gastos devem ser controlados) Saídas para atuação sobre o estoque, prioridades de replanejamento, integridade de prioridades, planejamento de requisitos de capacidade (Elementos com identidade única. Lista de materiais (BOM)) Relação do sistema MRP com outros sistemas de planejamento
46 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) 2 entradas tradicionais fornecem informações críticas para um sistema MRP efetivo: BOM; estoque atual. Os dados destas 2 fontes devem ser sincronizados e precisos para um sistema formal de MRP funcionar. Atualizações do sistema de controle de estoque (manufatura ou compras) devem ser contínuas. P.ex. em algumas operações de manufatura, peças de fornecedores chegam diariamente controle de estoque é atualizado quando as peças chegam, visando fornecer informações sincronizadas para os planejadores.
47 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Maioria das instalações de MRP exige-se: precisão do BOM de pelo menos 95%, precisão de localização e contagem de peças acima de 98%. BOM fornece para o MRP o n o da peça & a quantidade de todas as peças necessárias para construir e montar o produto. Sistemas de controle de estoque fornecem para o MRP o balanço de peças disponíveis e dos materiais listados no BOM.
48 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) 3897 Mesa 0 Um exemplo de lista de materiais (BOM) Subconjunto perna 3845 Topo 1 (2) (2) (4) Suporte curto Suporte longo Perna 2
49 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Saída de um MRP (liberações de ordens planejadas) direcionadas para compras ou para a manufatura interna, baseado em estudos sobre comprar ou fazer. Cálculos de MRP que geram as ordens planejadas são afetadas por outras 3 variáveis: estoque de segurança, tamanho de lote, lead time (= tempo de atravessamento). Registro de MRP usado para registrar manualmente os dados associados aos cálculos do MRP (ver próxima figura)
50 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Número do Período N o da peça Requisitos brutos Recebimentos agendados Disponível antes Recebimentos de ordens planejadas Liberações de ordens planejadas: Lead time = Tamanho de lote = Estoque de segurança = Um registro de MRP
51 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Cálculos de MRP Registro do MRP na figura abaixo ilustra os valores presentes no registro antes dos cálculos. Número do Período N o da peça Requisitos brutos Recebimentos agendados 15 Disponível antes 4 Recebimentos de ordens planejadas Liberações de ordens planejadas: Lead time =1 Tamanho de lote = 5 Estoque de segurança = 0 Registro básico de MRP com valores iniciais
52 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Cálculos de MRP Requisitos Brutos (16 unidades) podem advir tanto do próximo nível mais elevado do diagrama da estrutura do produto ou do MPS. Recebimentos Agendados (3 vezes o tamanho de lote de 5, i.e. 15 unidades) são liberações de ordens planejadas que tornaram-se ordens firmadas quando estas foram liberadas para a manufatura ou para o fornecedor no último período do registro anterior. Estoque Disponível para o início do primeiro período (4 unidades mostradas na caixa) determinado a partir do registro do MRP referente ao último período; é frequentemente verificado por uma contagem do estoque de peças. Lead Time, Tamanho de Lote e o Estoque de Segurança estabelecidos pelos departamentos de compras e manufatura.
53 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Cálculos de MRP Cálculos do registro iniciam com o primeiro período e prosseguem até o último. Cálculos determinam o balanço projetado disponível e a necessidade de uma liberação de ordem planejada. Se o balanço de estoque projetado for positivo e acima do nível de estoque de segurança, nenhuma ação é necessária para aquele período. Entretanto, se o balanço for negativo ou menor do que o estoque de segurança exigido uma liberação de ordem é necessária e deve ser incluída nos cálculos do balanço de estoque.
54 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Cálculos de MRP Cálculos no Período 1: Estoque inicial + recebimentos agendados - requisitos brutos = balanço projetado disponível = 3 unidades O balanço projetado disponível de 3 unidades estaria disponível no início do segundo período. Cálculos no Período 2: Estoque inicial + recebimentos agendados - requisitos brutos = balanço projetado disponível (ou recebimentos de ordens planejadas) = 3 unidades
55 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Cálculos de MRP Estoque inicial para o período 2 = estoque final para o período 1. Período 2 poderia ter ou um recebimento agendado ou um recebimento de ordem planejada, dependendo das necessidades da produção e do lead time. Nessa situação não houve necessidade de nenhum dos dois. As equações para todos os períodos subsequentes serão as mesmas que a equação do período 2. Cálculos no Período 3: = 0 unidades Cálculos no Período 4: = 0 unidades Cálculos no Período 5: = 4 unidades
56 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Registro de MRP completado
57 Interface entre registro de MRP e MPS para peças da mesa ilustrada anteriormente Mesa Subconjunto perna 3845 Topo 1 (2) (2) (4) Suporte curto Suporte longo Perna 2
58 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) Interface entre registro de MRP e MPS para peças da mesa ilustrada anteriormente
59 PLANEJAMENTO DE REQUISITOS DE MATERIAIS (MRP I) EXERCÍCIO: Preencha a tabela abaixo, referente ao MRP para uma determinada peça
60 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Exemplo: Componentes e Submontagens de uma pá para neve (código 1605)
61 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Lista de Materiais de uma pá para neve (código 1605)
62 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Cálculo de requisitos de materiais para a pá para neve
63 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Gráfico de Gantt resultante da abordagem progressiva aplicada à pá para neve 22 (usada normalmente no caso de prioridade máxima do produto)
64 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO 4 17 Gráfico de Gantt resultante da abordagem regressiva aplicada à pá para neve 5 22
65 Registros de MRP para a submontagem alça da pá para neve
66 PLANEJAMENTO DE REQUISITOS CRP: DE CAPACIDADE (CRP) agenda a capacidade para cada peça independentemente então soma a capacidade planejada para cada centro de trabalho para cada peça processada. Se um centro de trabalho é usado por muitas peças é possível que a capacidade planejada exceda as horas disponíveis no período.
67 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) O processo inicia com um MPS teórico que é convertido em liberações de ordens planejadas através do MRP. Usando os roteamentos para identificar os centros de trabalho necessários requisitos de materiais são convertidos em mão-de-obra e carga-máquina nos centros de trabalho. As carga-máquinas são agendadas através do CRP e verifica-se a capacidade planejada junto com a capacidade disponível. Ordens são liberadas para os centros de trabalho com horas suficientes para produzir as peças.
68 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Entretanto centros de trabalho com cargas que a capacidade disponível requerem uma mudança: ou nos roteamentos ou no MPS para satisfazer a capacidade existente, ou um aumento na capacidade através de horas extras, uso de máquinas adicionais, ou subcontratação.
69 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) CP com Fatores Globais: entrada direta do MPS 62,80 = (0,95 x 33) + (1,85 x 17)
70 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) CP com Fatores Globais : considera a Estrutura do Produto Slide 1 0,025 = tempo de setup / tamanho de lote = 1,0 / 40 0,05 = tempo de setup padrão por unidade + tempo de processamento padrão por unidade
71 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) 0,70 = 0,60 + 0,10 para um C e um D 0,55 = 0,10 + 2(0,10) + 4(0,0625) para um D, dois E, quatro F CP com Fatores Globais : considera a Estrutura do Produto Slide 2 23,75 = (33 x 0,05) + (17 x 1,30)
72 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) CRP 8 horas de capacidade exigidas = tempo de setup (=1,0) + 40 unidades X tempo para fabricar uma unidade de C na máquina (centro de trabalho) 300, que é igual a 0,175
73 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) CRP para o centro de trabalho 300 (somente produto A) CRP para o centro de trabalho 300 (todos os produtos) Limite de capacidade (independe da programação das ordens) FCS determina quais tarefas serão completadas, baseando-se em como as tarefas são agendadas FCS Programação com Capacidade Finita - para o centro de trabalho 300
74 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) FCS o resultado é um conjunto de datas de início e fim para cada operação em cada centro de trabalho. Ele é utilizado em curto prazo (predições são menos confiáveis a longo prazo).
75 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Exemplo de simulação (minuto-a-minuto): Centro de trabalho 300 2ª-feira de manhã, na 1ª semana Uma tarefa já está sendo processada, e 150 peças permanecem com um tempo padrão de um minuto por peça. Esta ordem consome os primeiros 150 minutos de capacidade: começa às 8:00h, a máquina fica ocupada até 10:30h. O software selecionaria a próxima tarefa para este centro de trabalho, levando em conta os tempos de setup e processamento. O processo é repetido ao longo de todo o dia, e depois no dia seguinte, etc.
76 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Dados para a abordagem APS (Advanced Production Scheduling) para o produto final A Programação da produção de todo o produto como uma só entidade Slide 1
77 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Agenda Regressiva para os centros de trabalho 100, 200 e 300 Slide 2 Centro de Trabalho 100: requisito de capacidade = 1,5 h = 0,05h/unid x 30 Peça C requer 24 horas de capacidade no centro de trabalho 200 (0,6 h/unid x 40) 8 horas de capacidade no centro de trabalho 300 (0,2 h/unid x 40) Peça D requer 6 horas de capacidade no centro de trabalho 200 (0,1 h/unid x 60)
78 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Vantagem de APS: Todo o MPS completado em menos de 0,5 semana (33,5h / 80 = 0,41 semana) Tempo esperado das abordagens padrão de MRP = 3 semanas (86% de redução de lead time) WIP ; tempo de resposta às condições do mercado
79 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Aparente problema de APS: A programação acima pode deixar pessoas nervosas! Possível solução superestimar os tempos usados para a programação APS O problema é resolvido? Tendência consistente que degrada o processo de programação. Uma abordagem melhor: focar na melhoria das estimativas de tempo Execução com um mínimo de falhas Recuperação imediata de falhas Reprogramação frequente erros são refletidos e compensados nos programas (sequências) atualizados
80 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) 12h 32h 22h Job shop: FIFO Problema: Liberar a ordem que requer 2,5 h na estação L, seguida de 6,3 h na estação CG. Todas as estações devem ser programadas para um máximo de 40h/semana Data de entrega da ordem = 3 semanas Pergunta: quando eu devo liberar a ordem?
81 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) 36,5h 38,3h Job shop: FIFO Problema: Liberar a ordem que requer 2,5 h na estação L, seguida de 6,3 h na estação CG. Todas as estações devem ser programadas para um máximo de 40h/semana Data de entrega da ordem = 3 semanas Pergunta: quando eu devo liberar a ordem?
82 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Determinação do makespan Tempos de Manufatura de um Grupo de Peças num Sistema de Manufatura "Flow Shop
83 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan página de entrada de dados
84 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan Resposta para seq
85 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan Resposta para seq Makespan
86 Makespan Resposta para seq Cálculo do lower bound : Máquina 1: LB 1 = ( ) + min {8+2+7; 5+7+2; 4+9+8; 1+7+6; 4+3+7} = 23 + min {17; 14; 21; 14; 14} = 37 Máquina 2: LB 2 = min {5; 4; 6; 3; 5} + ( ) + min {2+7; 7+2; 9+8; 7+6; 3+7} = min {9; 9; 17; 13; 10} = 34 Máquina 3: LB 3 = min {5+8; 4+5; 6+4; 3+1; 5+4} + ( ) + min {7; 2; 8; 6; 7} = min {13; 9; 10; 4; 9} = 34 Máquina 4: LB 4 = min {5+8+2; 4+5+7; 6+4+9; 3+1+7; 5+4+3} + ( ) = min {15; 16; 19; 11; 12} + 30 = 41
87 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan Resposta para melhor sequência
88 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan Resposta para melhor sequência Makespan
89 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan Resposta para outra sequência escolhida
90 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Makespan Resposta para outra sequência escolhida Makespan
91 Algoritmo de Johnson aplicado à tabela abaixo: Família Fabricação das Peças Montagem Makespan mínimo (lower bound) = 40 Sequência 1,2,3,4,5,6: makespan = 44
92 Algoritmo de Johnson: Passo 0: Todas as peças estão disponíveis: A = {1,2,3,4,5,6} Passo 1: Selecionar peça. Tempo mínimo de processamento: p 42 = 2 selecionar peça 4. Passo 2: Alocar peça. Como o tempo selecionado corresponde à segunda operação (montagem), a peça selecionada é colocada por último. A sequência ótima fica: S = {,,,,, 4}. As peças disponíveis ficam: A = {1,2,3,5,6}. Passo 1: Selecionar peça. O tempo mais curto desta vez é p 52 = 3. Passo 2: Alocar peça. Como o tempo selecionado corresponde à segunda operação (montagem), a peça selecionada é colocada na antepenúltima posição. A sequência ótima fica: S = {,,,,5,4}. As peças disponíveis ficam: A = {1,2,3,6}.... Sequência final: S = {3,6,2,1,5,4} Makespan = 40
93 Algoritmo de Johnson aplicado à tabela abaixo (4 estações): Tempos de Processamento Peça
94 Algoritmo de Johnson aplicado à tabela abaixo (4 estações): Combinações de Máquinas Peças 1 4 1,2 3,4 1,2,3 2,3, S 1 = {3,1,5,2,4} Makespan = 41 S 2 = {1,3,5,2,4} Makespan = 40 S 3 = {1,5,2,3,4} Makespan = 34 Makespan mínimo (lower bound) = 34
95 EXERCÍCIO: Pretende-se fabricar um produto composto por quatro peças, e cada uma destas peças será fabricada num chão de fábrica composto por quatro máquinas. A tabela abaixo contém os dados referentes ao tempo de processamento de cada peça em cada máquina. (a) Com base nestes dados, após quanto tempo ter-se-á o produto montado? (b) Qual o tempo total de espera de cada peça? (c) Qual o tempo total de parada ( não utilização ) de cada máquina? (d) Se for possível fabricar as peças na sequência , o tempo para a obtenção do produto montado será mais curto ou mais longo que a sequência anterior?
 + min {7; 4; 5; 2} = min {8; 7; 9; 12} + 13 + 2 = 22 Máquina D: LB D = min {5+3+4; 3+4+2; 6+3+4; 5+7+3} +")
96 Cálculo do lower bound : Máquina A: LB A = ( ) + min {3+4+7; 4+2+4; 3+4+5; 7+3+2} = 19 + min {14; 10; 12; 12} = 29 Máquina B: LB B = min {5; 3; 6; 5} + ( ) + min {4+7; 2+4; 4+5; 3+2} = min {11; 6; 9; 5} = 25 Máquina C: LB C = min {5+3; 3+4; 6+3; 5+7} + ( ) + min {7; 4; 5; 2} = min {8; 7; 9; 12} = 22 Máquina D: LB D = min {5+3+4; 3+4+2; 6+3+4; 5+7+3} + ( ) = min {12; 9; 13; 15} + 18 = 27
97 Sequenciamento para Máquina Única incluindo Data de Entrega: Peça Tempo de Processamento (dias) Data de Entrega (dia) O programador reconhece que pelo menos uma das tarefas não poderá ser entregue dentro do prazo. Há alguma sequência na qual nenhuma tarefa será entregue com atraso maior do que 2 dias?
98 Sequenciamento para Máquina Única incluindo Data de Entrega: Passo 0: Inicializar. Tempo total de processamento: = = As datas de entrega são ajustadas para (13., 10., 7., 14., 15.) respectivamente, adicionando-se os dois dias extras. Passo 1: Selecionar peça. As peças selecionáveis são aquelas com datas de entrega iguais a 14 ou mais. Isto inclui as peças 4 e 5. Como p 4 > p 5, s 5 = peça 4. Passo 2: Atualizar. S = {,,,,4}, A = {1,2,3,5}, e = = Passo 1: Selecionar peça. Peças selecionáveis possuem datas de entrega iguais a 12.5 ou mais. Portanto, tem-se peças 1 e 5. Como p 1 > p 5, s 4 = 1. Passo 2: Atualizar. S = {,,,1,4}, A = {2,3,5}, e = = 10.1.
99 Sequenciamento para Máquina Única incluindo Data de Entrega: Passo 1: Selecionar peça. Somente a peça 5 está selecionável. Passo 2: Atualizar. S = {,,5,1,4}, A = {2,3}, e = = 9.2. Passo 1: Selecionar peça. Somente a peça 2 está selecionável. Passo 2: Atualizar. S = {,2,5,1,4}, A = {3}, e = = 4.2. Passo 1: Selecionar peça. Somente a peça 3 está selecionável. Passo 2: Atualizar. S = {3,2,5,1,4} F ( Tempomédio de fluxo )
100 Sequenciamento para Máquina Única incluindo Data de Entrega: Peça Data de Entrega (dia) Tempo Acumulado Atraso Total =
101 Sequenciamento para Máquina Única incluindo Data de Entrega: Solução EDD (Data de Entrega Mais Próxima) Solução EDD Data de Entrega (dia) Tempo Acumulado Atraso Total =
 (C, 2) (A, 5) 3 (B, 3) (D, 6) (C, 4) (A, 4) 4 (A, 2) (C, 2) (B, 7) (D,")
102 Operação (Máquina, Tempo) Ordem (A, 5) (B, 3) (C, 7) (D, 1) 2 (B, 8) (D, 6) (C, 2) (A, 5) 3 (B, 3) (D, 6) (C, 4) (A, 4) 4 (A, 2) (C, 2) (B, 7) (D, 3)
103 HEURÍSTICA PARA GERAR SEQUÊNCIA JOB SHOP COM FLEXIBILIDADE LIMITADA Operação (máquina, p ij ) Pedido (A,5) (B,3) (C,7) (D,1) 2 (B,8) (D,6) (C,2) (A,5) 3 (B,3) (D,6) (C,4) (A,4) 4 (A,2) (C,2) (B,7) (D,3) Gerar uma sequência para os dados acima de maneira a reduzir atrasos. Quando houver escolhas entre operações, o pedido 1 terá maior prioridade. Do contrário, escolher com base em SPT.
104 Passo 0: Inicializar. t = 1, S 1 = 0, e A 1 = {O 11,O 21,O 31,O 41 } (Obs: A 1 contém as primeiras operações de cada pedido). Passo 1: Selecionar operação. O tempo de início para todas as primeiras operações é 0. Pedido 1 tem maior prioridade, portanto selecionar máquina da operação O 11, que implica m* = A. Nesse caso, as operações O 11 e O 41 são selecionáveis. Escolhe-se O 11 devido à prioridade do pedido. Passo 2: Incrementar. t = 2, S 2 = {O 11 }, e A 2 = {O 12,O 21,O 31,O 41 }. Os tempos de início das quatro operações em A 2 são agora (5,0,0,5). Note que a operação O 41 foi movida para trás, porque decidiu-se colocar a operação O 11 na sua frente. Passo 1: Selecionar operação: Deve-se selecionar entre operações O 21 e O 31, pois elas têm o tempo mais reduzido de início. Escolhe-se a máquina da operação O 21, que resulta em m* = B. Ambas as operações são selecionáveis, pois ambas requerem máquina B. Nenhuma destas operações é do pedido 1. Invocando o SPT para desempate, escolhe-se O 31 e coloca-se este pedido na frente da máquina B. Passo 2: Incrementar. t = 3, S 3 = {O 31 }, e A 3 = {O 12,O 21,O 32,O 41 }. Os tempos de início das quatro operações em A 3 são agora (5,3,3,5).
105 Passo 1: Selecionar operação: A única operação selecionável é O 21, pois ela tem o tempo mais reduzido de início. m* = B. Passo 2: Incrementar. t = 4, S 4 = {O 21 }, e A 4 = {O 12,O 22,O 32,O 41 }. Os tempos de início das quatro operações em A 4 são agora (11,11,3,5). O tempo do pedido 1 também tornou-se igual a 11 porque a próxima operação deste pedido requer a máquina B. Passo 1: Selecionar operação: A única operação selecionável é O 32, pois ela tem o tempo mais reduzido de início. m* = D. Passo 2: Incrementar. t = 5, S 5 = {O 32 }, e A 5 = {O 12,O 22,O 33,O 41 }. Os tempos de início das quatro operações em A 5 são agora (11,11,9,5). Passo 1: Selecionar operação: A única operação selecionável é O 41, pois ela tem o tempo mais reduzido de início. m* = A. Passo 2: Incrementar. t = 6, S 6 = {O 41 }, e A 6 = {O 12,O 22,O 33,O 42 }. Os tempos de início das quatro operações em A 6 são agora (11,11,9,7).
106 Passo 1: Selecionar operação: A única operação selecionável é O 42, pois ela tem o tempo mais reduzido de início. m* = C. Passo 2: Incrementar. t = 7, S 7 = {O 42 }, e A 7 = {O 12,O 22,O 33,O 43 }. Os tempos de início das quatro operações em A 7 são agora (11,11,9,11). O tempo de início para o início da quarta operação foi igual a 11 porque a operação seguinte vai requerer a máquina B. Passo 1: Selecionar operação: A única operação selecionável é O 33, pois ela tem o tempo mais reduzido de início. m* = C. Passo 2: Incrementar. t = 8, S 8 = {O 33 }, e A 8 = {O 12,O 22,O 34,O 43 }. Os tempos de início das quatro operações em A 8 são agora (11,11,13,11). Passo 1: Selecionar operação: três operações são selecionáveis, pois todas têm o mesmo tempo de início. Escolhe-se O 12 pois ela corresponde ao pedido 1. m* = B. Passo 2: Incrementar. t = 9, S 9 = {O 12 }, e A 9 = {O 13,O 22,O 34,O 43 }. Os tempos de início das quatro operações em A 9 são agora (14,11,13,14).
107 Passo 1: Selecionar operação: A única operação selecionável é O 22, pois ela tem o tempo mais reduzido de início. m* = D. Passo 2: Incrementar. t = 10, S 10 = {O 22 }, e A 10 = {O 13,O 23,O 34,O 43 }. Os tempos de início das quatro operações em A 10 são agora (14,17,13,14). Passo 1: Selecionar operação: A única operação selecionável é O 34, pois ela tem o tempo mais reduzido de início. m* = C. Passo 2: Incrementar. t = 11, S 11 = {O 34 }, e A 11 = {O 13,O 23,,O 43 }. Os tempos de início das quatro operações em A 11 são agora (14,17,,14). Passo 1: Selecionar operação: duas operações são selecionáveis: (O 13 e O 43 ), pois elas têm o mesmo tempo de início. Escolhe-se O 13 pois ela corresponde ao pedido 1. m* = C. Passo 2: Incrementar. t = 12, S 12 = {O 13 }, e A 12 = {O 14,O 23,,O 43 }. Os tempos de início das quatro operações em A 12 são agora (21,21,,14).... O processo continua até que todas as 16 operações sejam alocadas. Makespan = 28.
108 Passo t Operações selecionáveis A t Tempo mais inicial em que a operação k pode ser selecionada e k Máquina m* Operação k 1 O 11,O 21,O 31,O 41 0,0,0,0 A O 11 2 O 12,O 21,O 31,O 41 5,0,0,5 B O 31 3 O 12,O 21,O 32,O 41 5,3,3,5 B O 21 4 O 12,O 22,O 32,O 41 11,11,3,5 D O 32 5 O 12,O 22,O 33,O 41 11,11,9,5 A O 41 6 O 12,O 22,O 33,O 42 11,11,9,7 C O 42 7 O 12,O 22,O 33,O 43 11,11,9,11 C O 33 8 O 12,O 22,O 34,O 43 11,11,13,11 B O 12 9 O 13,O 22,O 34,O 43 14,11,13,14 D O O 13,O 23,O 34,O 43 14,17,13,14 C O O 13,O 23,,O 43 14,17,-,14 C O O 14,O 23,,O 43 21,21,-,14 B O O 14,O 23,,O 44 21,21,-,21 D O 14 14,O 23,,O 44 -,21,-,22 C O 23 15,O 24,,O 44 -,23,-,22 D O 44 16,O 24,, -,23,-,- A O 24

109 Gannt chart referente à sequência gerada para o Job Shop acima (makespan = 28).
110 Regras de Prioridades Figura abaixo exemplo de dados usados para o cálculo das prioridades de programação. Datas de entrega e datas de hoje expressas como o número de dias desde o primeiro dia do ano (p.ex. data de entrega 7/2 seria mostrada como 38 (isto é, ) para esses cálculos). N o da ordem 1A 2A 3A Data de chegada Data de entrega Lead time restante (LTR) Tempo de processamento restante (PTR) Operações restantes (OR) Tempo da próxima operação Nota: todos os tempos em dias; data de hoje: segunda-feira, 117 Dados de ordens para o cálculo de prioridades
111 N o da ordem 1A 2A 3A Data de chegada Data de entrega Lead time restante (LTR) Tempo de processamento restante (PTR) Operações restantes (OR) Tempo da próxima operação Nota: todos os tempos em dias; data de hoje: segunda-feira, 117 Data de entrega mais próxima: Prioridade Data de entrega mais próxima N o da ordem A 1A 3A
112 N o da ordem 1A 2A 3A Data de chegada Data de entrega Lead time restante (LTR) Tempo de processamento restante (PTR) Operações restantes (OR) Tempo da próxima operação Nota: todos os tempos em dias; data de hoje: segunda-feira, 117 Próxima operação com tempo mais curto: Prioridade Tempo da próxima operação N o da ordem A 2A 1A Essa regra ignora as informações sobre a data de entrega e o tempo de processamento restante porque ela processa ordens baseadas na velocidade de execução. Essa regra maximiza o número de ordens de serviço processadas e minimiza o número de espera em fila
113 N o da ordem 1A 2A 3A Data de chegada Data de entrega Lead time restante (LTR) Tempo de processamento restante (PTR) Operações restantes (OR) Tempo da próxima operação Nota: todos os tempos em dias; data de hoje: segunda-feira, 117 Regra do quociente crítico: CR = data de entrega - data de hoje lead time restante Ordem 1A: CR = = 1 8 Ordem 2A: CR = = 0,6 5 Ordem 3A: CR = = 1,3 10 Prioridade Quociente crítico N o da ordem ,6 1,0 1,3 2A 1A 3A Essa regra baseia-se no quociente do tempo restante sobre o serviço restante. Se o quociente for igual a 1, a tarefa está no tempo certo; se for maior que 1, a tarefa está adiantada; e ser for menor que 1, a tarefa está atrasada. A agenda resultante assegura que as ordens atrasadas são executadas primeiro.
114 N o da ordem 1A 2A 3A Data de chegada Data de entrega Lead time restante (LTR) Tempo de processamento restante (PTR) Operações restantes (OR) Tempo da próxima operação Nota: todos os tempos em dias; data de hoje: segunda-feira, 117 Regra baseada na folga ( slack ) da ordem: folga = data de entrega - data de hoje - tempo de processamento restante Ordem 1A: Folga = = 2 Ordem 2A: Folga = = -1 Ordem 3A: Folga = = 8 Prioridade Folga N o da ordem A 1A 3A Essa regra baseia-se no tempo de folga, que é a diferença entre o tempo restante para a produção (data de entrega - data de hoje) e a soma do tempo de setup e do tempo de processamento. A maior prioridade é atribuída à peça com o menor tempo de folga. Um valor positivo da folga indica uma peça adiantada; um valor negativo, uma peça atrasada; e um valor igual a zero, uma peça no tempo certo. A agenda resultante assegura que as ordens com menor folga serão executadas primeiro.
115 N o da ordem 1A 2A 3A Data de chegada Data de entrega Lead time restante (LTR) Tempo de processamento restante (PTR) Operações restantes (OR) Tempo da próxima operação Nota: todos os tempos em dias; data de hoje: segunda-feira, 117 Regra baseada no quociente da folga da ordem sobre as operações restantes: folga/operação = tempo de folga operações restantes Prioridade Folga/Operação N o da ordem ,5 1,0 2,0 2A 3A 1A Ordem 1A: Folga/OR = 2/1 = 2,0 Ordem 2A: Folga/OR= -1/2 = -0,5 Ordem 3A: Folga/OR= 8/8 = 1 Essa regra baseia-se no quociente do tempo de folga e o número total de operações restantes. Um valor positivo indica uma peça com folga nas operações, enquanto um valor negativo indica uma peça com operações insuficientes para satisfazer a agenda, e um valor igual a 1 indica que os tempos das operações estão dentro do previsto. A prioridade maior é atribuída à peça com o menor valor agregado. A agenda resultante assegura que as ordens com folga por operações insuficiente serão executadas primeiro.
116 Tempo atual é 10. Máquina B acabou de terminar um pedido, e é necessário selecionar um novo pedido (há 4 pedidos, conforme a tabela abaixo): Operação (máquina, p ij ) Pedido Chegada no Sistema Chegada em B Data de Entrega (B,5) (A,1) (D,6) (A,5) (B,3) (C,2) (C,3) (D,2) (B,2) (E,6) (B,4) (C,4)
117 SPT: (5,3,2,4) foco na máquina B {3,2,4,1} EDD: (30,20,10,25) {3,2,4,1} FIFO: (10,5,9,8) {2,4,3,1} Folga/OR: {3,2,1,4} Folga 1: (5+1+6)=8 PTR OR=3 Folga 2: (3+2)=5 OR=2 Folga 3: (2) = -2 OR=1 Folga 4: (4+4)=7 OR=2 (8/3=2.67; 5/2=2.5; -2/1=-2.0; 7/2=3.5)
118 LTWK (Least Total Work Mínimo Trabalho Total): (12,10,7,14) {3,2,1,4} LWKR (Least Work Remaining Mínimo Trabalho Restante): (12,5,2,8) {3,2,4,1} MWKR (Most Work Remaining Máximo Trabalho Restante): {1,4,2,3} (inverso do LWKR) MOPNR (Most Operations Remaining Mais Operações Restantes): (3,2,1,2) {1,2,4,3}
119 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Diagrama da Estrutura do Produto praticamente o mesmo que uma BOM; representa graficamente o produto final em termos de todos os componentes exigidos. Produto A: Lead-time = 1 dia Peça B: Lead-time = 3 dias Peça C: Lead-time = 2 dias Peça E: Lead-time = 1 dia Peça D: Lead-time = 2 dias Peça E: Lead-time = 1 dia Exemplo de um diagrama da estrutura de um produto
120 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Roteamento de Peças e Lead times Essenciais para um sistema de controle da produção. Folha de roteamento: preparada manualmente pelo Dep. de Engenharia Industrial ou gerado por um software de PCP, especifica cada operação de produção e a localização da estação de trabalho.
121 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Roteamento para a peça D (horas) Operação Centro de Trabalho Tempo de Processamento Tempo de Setup Tempo de Movimentação Tempo de Espera Tempo Total Tempo Aproximado ,6 0,5 0,4 2,6 5,1 5, ,5 0,3 0,2 2,8 4,8 5, ,1 0,1 0,3 0,6 1,1 1, ,2 0,8 0,3 2,3 4,6 5,0 Lead time total = 16 horas (2 dias) Roteamento para a peça E (horas) Operação Centro de Trabalho Tempo de Processamento Tempo de Setup Tempo de Movimentação Tempo de Espera Tempo Total Tempo Aproximado ,1 0,4 0,3 1,8 3,6 4, ,2 0,3 0,2 0,5 1,2 1, ,2 0,1 0,4 1,5 3,2 3,0 Lead time total = 8 horas (1 dia) Roteamento de peças TRANSPORTE FILA SETUP PROCESSAMENTO
122 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Lead time inclui os seguintes elementos: Tempo de movimentação: tempo necessário para mover um lote de peças ou matéria-prima do centro de trabalho anterior para o centro de trabalho atual. Tempo de espera em fila: tempo de espera para processamento no centro de trabalho. Tempo de setup: o tempo para preparar o centro de trabalho independentemente do tamanho de lote agendado. Tempo de processamento: o produto do tamanho de lote pela operação ou tempo de processamento da máquina por peça.
123 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP)
124 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Tempos de setup, movimentação e espera em fila adicionam custo ao produto, mas não valor redução ou eliminação destes tempos deve ser uma parte do processo de melhoria contínua na fábrica. Tempo de espera contribui significativamente para o lead time, e oferece uma grande oportunidade para melhoria do lead time. Tamanhos de lote não são econômicos quando os tempos de setup e movimentação são comparados com o tempo de processamento eles aumentam o custo de cada peça.
125 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Roteamento de peças - gráfico regressivo
126 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO 2 situações que dificultam o controle do chão de fábrica são visíveis nesse exemplo: centros de trabalho comuns; sobreposição das agendas de produção. Ambas as peças usam o centro de trabalho 201 como a primeira operação e o centro de trabalho 204 para uma operação posterior. Além disso: a produção das peças D e E sobrepõem-se no dia 4/5; a peça E é agendada para produção em 2 dias diferentes.
127 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO Usando o gráfico regressivo e dados da folha de roteamento para cada peça elaborou-se o gráfico de Gantt na figura abaixo (para o centro de trabalho 201) Centro de trabalho 201 3/5 4/ Peça D Peça E Gráfico de Gantt para o centro de trabalho 201: peças D e E
128 INTRODUÇÃO AO CONTROLE DA PRODUÇÃO O gráfico inclui o lead time total e indica que o centro de trabalho 201 pode manusear ambas as peças. Nenhum conflito ocorre entre as agendas para as peças D e E. Área hachurada na barra indica que há uma componente de espera no lead time total. Se um conflito ocorre no centro de trabalho durante a programação de outras peças os programadores do centro de trabalho podem usar o tempo de espera para ajustar as agendas da peça encurtando o tempo de espera e processando as peças mais cedo.
129 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) Métodos tradicionais de reabastecimento de estoque têm por objetivo fazê-lo até o seu estado de capacidade original. Porém estoques de manufatura não devem ser enchidos até a sua capacidade total. Princípio de reabastecimento de estoque requer que os itens de estoque estejam disponíveis todo o tempo. Esta abordagem compensa a inabilidade de determinar-se a quantidade precisa e o tempo de necessidade num futuro próximo.
130 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) Controle de estoque deve ter como objetivo fornecer itens no momento em que forem necessários portanto, é necessário determinar-se a quantidade de estoque, no qual um novo suprimento deve ser encomendado, para trazer estoque ao seu nível desejado. Esse ponto é chamado de ponto de reabastecimento. Técnicas de determinação do ponto de reabastecimento representam a implementação da noção de reabastecimento do estoque quase todas elas tentam fornecer algum estoque de segurança para compensar flutuações na demanda. Um dos problemas associados a essas técnicas são as hipóteses falsas sobre a demanda externa observada consequência: pode existir um nível elevado de estoque, estoque baixo e também falta de estoque.
131 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) Em vista disso ponto de reabastecimento é um conjunto de procedimentos, regras de decisão e registros que objetivam assegurar a disponibilidade física contínua de todos os itens de estoque em face de uma demanda incerta. Quando o fornecimento alcança o ponto de reabastecimento, o estoque é preenchido. Para assegurar disponibilidade contínua de fornecimento ponto de reabastecimento corresponde a um valor constante para evitar perdas de vendas.
132 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) Momento de expedição de ordens de reencomenda sob a regra de ponto de reabastecimento é determinado pelo uso de níveis de disparo. Nível de estoque é monitorado continuamente, e uma ordem de reabastecimento para uma quantidade fixa é expedida quando a contagem de peças cai a um nível especificado.
133 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento)
134 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento)
135 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento)
136 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) M A inclinação é a taxa de uso Nível de estoque R 1 Quantidade da ordem S 2 Estoque de segurança Lead time Tempo
137 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) Seleção do ponto de reabastecimento influenciada por 4 fatores: taxa de demanda da produção, lead time necessário para reabastecer o estoque, grau de incerteza na taxa de demanda e do lead time, política da empresa referente à escassez de estoque. Se a taxa de demanda e o lead time têm uma elevada certeza não há necessidade de estoque de segurança ponto de reabastecimento é facilmente estabelecido.
138 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento) Entretanto na maioria das operações de manufatura a demanda é raramente constante, e o lead time, especialmente dos fornecedores externos, é afetada pelas condições de mercado Portanto houve a necessidade de um sistema mais responsivo à demanda real e a prevista, não somente baseado em dados históricos esse foi um dos motivos do desenvolvimento do MRP I.
139 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento)
140 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) Ponto de Reabastecimento (Ressuprimento)
141 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) O Estoque ABC Alguns gerentes gerenciamento de estoque = técnica que assegura que os materiais estão disponíveis quando necessitados e que não resultam em custos excessivos. Método que pode ser aplicado advém da Lei de Pareto (1897) simples & possui a capacidade de classificar os estoques para um melhor gerenciamento.
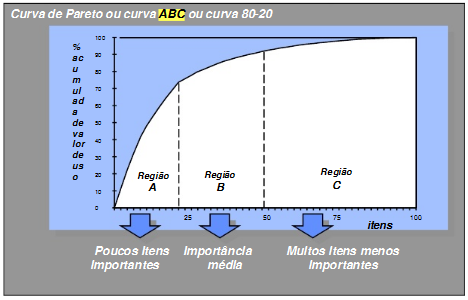
142 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) O Estoque ABC Pareto refere-se à distribuição de riqueza e dinheiro descobriu que o dinheiro estava concentrado numa pequena porcentagem da população acreditava que isto representava uma tendência universal formulou um axioma, que diz: itens significativos num dado grupo normalmente constituem uma pequena porcentagem dos itens totais no grupo e a maioria dos itens no total vão ter uma menor importância. Padrão aproximado da Lei de Pareto expressa numa relação matemática empírica 80% da distribuição corresponde a 20% dos membros. O mesmo padrão se aplica a estoque. Aproximadamente 20% dos itens correspondem a 80% do custo total.
143 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) O Estoque ABC Lei de Pareto origina o que se chama Estoque ABC. 20% correspondem aos itens A, e representam 80% do custo; 30% serão os itens B e correspondem a 15% do custo; 50% dos itens são classificados como itens C e representam apenas 5% do custo total.
144 Muitos triviais Poucos vitais
145 Curva ABC construída
146 Curva ABC
147 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) O Estoque ABC Porcentagem do valor em dólares do estoque A C B 30% de material encomendado de duas em duas semanas 20% de material encomendado semanalmente 50% de material encomendado mensalmente ou bimestralmente Porcentagem de materiais em estoque Classificação de estoque baseada na Lei de Pareto
148 PLANEJAMENTO DE REQUISITOS DE CAPACIDADE (CRP) O Estoque ABC A idéia por trás do princípio ABC aplicar a maioria dos recursos para o planejamento e controle dos itens A em detrimento dos outros itens encontrados que têm pouco efeito sobre o custo total, ou controlar os itens A com maior precisão do que as outras classes. Isto resulta num controle preciso e revisões mais frequentes.

149 Análise dos itens produzidos e estocados
150
151
; Itens C Revisões")
152 Curva ABC Itens A Revisões contínuas (muita atenção); Itens C Revisões periódicas

153 Exemplo de dados coletados e ordenados

154 Cálculo dos percentuais
")
155 Análise dos resultados (critério qualitativo)

156 A empresa Alfa S/A pretende classificar os itens em estoque a fim de definir aqueles que deverão ser controlados mais efetivamente. Em virtude disso, efetue a classificação ABC dos mesmos segundo a porcentagem que representam no investimento total. 55 Custo (R$) 16, ,5 83, ,5

157 A empresa Alfa S/A pretende classificar os itens em estoque a fim de definir aqueles que deverão ser controlados mais efetivamente. Em virtude disso, efetue a classificação ABC dos mesmos segundo a porcentagem que representam no investimento total.
158 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Teoria para determinação de um tamanho de lote econômico busca definir uma quantidade cujo custo de fabricação seja mínimo, considerando-se: os insumos, os valores de trabalho agregado, os tempos de máquina, os custos para armazenar os estoques. Esses custos normalmente podem ser agrupados em 3 categorias básicas: custo de preparação (ou setup) custo unitário de produção custo de armazenamento do estoque
159 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Custo de Setup Todos os custos necessários à preparação de um lote de fabricação. Os principais itens computados são: mão-de-obra aplicada na preparação das máquinas; custos dos materiais e acessórios envolvidos na preparação; outros custos indiretos: administrativos, contábeis, etc. Custo Unitário de Produção Nesse item são considerados os custos dos insumos básicos diretamente empregados no processo produtivo, como: matérias-primas; mão-de-obra aplicada na produção; tempos de máquinas envolvidos.
160 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Custo de Armazenamento do Estoque Estoque custo para a empresa normalmente considerado para cada produto por unidade de tempo de armazenagem. Principais itens para cálculo: juros de capital imobilizado; risco de obsolescência do produto; pagamento de seguro, taxas e impostos; perdas por deterioração; despesas com instalações, aluguéis, iluminação, etc.
161 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Método mais simples para determinação do tamanho de lote econômico fundamenta-se na análise econômica dos custos inicialmente definido para dimensionar lotes de compras, adaptado posteriormente para o ambiente de manufatura, bastando que fossem considerados os tempos de preparação e pedido como similares. Sistema de manufatura tradicional máquinas produzem para um determinado nível de estoque em função da demanda modelo clássico de lote tem melhor aplicabilidade.
162 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Mesmo assim é apenas um ponto de partida na definição da quantidade, que deve ser aperfeiçoada com o decorrer dos ciclos produtivos, fazendo-se os ajustes necessários em função das particularidades de cada processo. Fabricação celular??? definições determinadas para os produtos isoladamente são questionáveis manufatura ocorre para uma família de peças = lote constituído de uma série de produtos distintos. Será apresentado primeiro o modelo clássico para definir o tamanho de lote econômico (Q e ), abordandose posteriormente um tratamento dentro da filosofia de tecnologia de grupo.
163 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Abordagem Clássica Definição da quantidade econômica (Q e ) para os lotes efetua-se uma análise sobre as variações de estoque, considerando-se taxas de produção e de consumo.
164 Q p Q a r p r p -r c r c T p T s Evolução da produção com o tempo Tempo r p = taxa de produção r c = taxa de consumo r p - r c = taxa de aumento do estoque Q p = quantidade de produção total Q a = quantidade acumulada no ciclo T p = tempo do ciclo de produção T s = tempo do ciclo de consumo T c = tempo do ciclo total (T p + T s ) c s = custo de setup por ciclo c e = custo de manutenção de estoque por produto, por unidade de tempo
165 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Representação gráfica da quantidade econômica de fabricação Q e quantidade versus custo do lote. Valor custo de setup custo total Custo de fabricação do lote custo de manutenção de estoque Q e Quantidades

166 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO Representação gráfica da quantidade econômica de fabricação Q e quantidade versus custo do lote. de estoque
167 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO (a) Quantidade produzida num ciclo: Q T r p p p (1) (b) Custo unitário do setup: C s c Q s p (2) (c) Estoque médio: Qa Qm (3) 2 (d) Custo de armazenamento do estoque médio: C m Q T a c ce (4) 2 Q p
168 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO (e) Tempo total do ciclo: Q p Tc (5) rc (f) Quantidade acumulada: Q a p p c T r r (6) para Q p Tp (7) rp Q a Q p rp rc (8) rp para r c (9) r p
 s c e (11)")
169 DETERMINAÇÃO DO TAMANHO DE LOTE ECONÔMICO (g) Custo total: CT c Q s p c e ( 1 ) Q p 2r c (10) Diferenciando-se CT em relação a Q busca-se o valor de Q e para que o custo total seja mínimo. Obtém-se então: Q e 2 r c c ( 1 ) s c e (11)
PLANEJAMENTO OPERACIONAL - MARKETING E PRODUÇÃO MÓDULO 3 O QUE É PLANEJAMENTO DE VENDAS E OPERAÇÕES?
 PLANEJAMENTO OPERACIONAL - MARKETING E PRODUÇÃO MÓDULO 3 O QUE É PLANEJAMENTO DE VENDAS E OPERAÇÕES? Índice 1. O que é planejamento de...3 1.1. Resultados do planejamento de vendas e operações (PVO)...
PLANEJAMENTO OPERACIONAL - MARKETING E PRODUÇÃO MÓDULO 3 O QUE É PLANEJAMENTO DE VENDAS E OPERAÇÕES? Índice 1. O que é planejamento de...3 1.1. Resultados do planejamento de vendas e operações (PVO)...
MRP MRP. Módulo 5 MRP e JIT. Demanda de produtos e serviços. Fornecimento de produtos e serviços
 Módulo 5 MRP e JIT Adm Prod II 1 MRP Fornecimento de produtos e serviços Recursos de produção MRP Decisão de quantidade e momento do fluxo de materiais em condições de demanda dependente Demanda de produtos
Módulo 5 MRP e JIT Adm Prod II 1 MRP Fornecimento de produtos e serviços Recursos de produção MRP Decisão de quantidade e momento do fluxo de materiais em condições de demanda dependente Demanda de produtos
MRP II. Planejamento e Controle da Produção 3 professor Muris Lage Junior
 MRP II Introdução A lógica de cálculo das necessidades é conhecida há muito tempo Porém só pode ser utilizada na prática em situações mais complexas a partir dos anos 60 A partir de meados da década de
MRP II Introdução A lógica de cálculo das necessidades é conhecida há muito tempo Porém só pode ser utilizada na prática em situações mais complexas a partir dos anos 60 A partir de meados da década de
Tecnologia em Gestão Pública Desenvolvimento de Projetos - Aula 9 Prof. Rafael Roesler
 Tecnologia em Gestão Pública Desenvolvimento de Projetos - Aula 9 Prof. Rafael Roesler Introdução Objetivos da Gestão dos Custos Processos da Gerência de Custos Planejamento dos recursos Estimativa dos
Tecnologia em Gestão Pública Desenvolvimento de Projetos - Aula 9 Prof. Rafael Roesler Introdução Objetivos da Gestão dos Custos Processos da Gerência de Custos Planejamento dos recursos Estimativa dos
Podemos encontrar uma figura interessante no PMBOK (Capítulo 7) sobre a necessidade de organizarmos o fluxo de caixa em um projeto.
 sobre a necessidade de organizarmos o fluxo de caixa em um projeto.") Discussão sobre Nivelamento Baseado em Fluxo de Caixa. Item aberto na lista E-Plan Podemos encontrar uma figura interessante no PMBOK (Capítulo 7) sobre a necessidade de organizarmos o fluxo de caixa em
Discussão sobre Nivelamento Baseado em Fluxo de Caixa. Item aberto na lista E-Plan Podemos encontrar uma figura interessante no PMBOK (Capítulo 7) sobre a necessidade de organizarmos o fluxo de caixa em
Planejamento Agregado Planejamento Agregado.
 ADM II é o processo de balanceamento da produção com a demanda. Visa compatibilizar os recursos produtivos da empresa com a demanda. Normalmente é projetado para horizontes de tempo de 6 a 12 meses. Planejamento
ADM II é o processo de balanceamento da produção com a demanda. Visa compatibilizar os recursos produtivos da empresa com a demanda. Normalmente é projetado para horizontes de tempo de 6 a 12 meses. Planejamento
Planejamento da produção. FATEC Prof. Paulo Medeiros
 Planejamento da produção FATEC Prof. Paulo Medeiros Planejamento da produção O sistema de produção requer a obtenção e utilização dos recursos produtivos que incluem: mão-de-obra, materiais, edifícios,
Planejamento da produção FATEC Prof. Paulo Medeiros Planejamento da produção O sistema de produção requer a obtenção e utilização dos recursos produtivos que incluem: mão-de-obra, materiais, edifícios,
Profa. Marinalva Barboza. Unidade IV RECURSOS MATERIAIS E
 Profa. Marinalva Barboza Unidade IV RECURSOS MATERIAIS E PATRIMONIAIS Custos dos estoques Para manter estoque, é necessário: quantificar; identificar. Quanto custa manter estoque? Quais os custos envolvidos
Profa. Marinalva Barboza Unidade IV RECURSOS MATERIAIS E PATRIMONIAIS Custos dos estoques Para manter estoque, é necessário: quantificar; identificar. Quanto custa manter estoque? Quais os custos envolvidos
Unidade IV ADMINISTRAÇÃO DE. Profa. Lérida Malagueta
 Unidade IV ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e controle da produção O PCP é o setor responsável por: Definir quanto e quando comprar Como fabricar ou montar cada
Unidade IV ADMINISTRAÇÃO DE PRODUÇÃO E OPERAÇÕES Profa. Lérida Malagueta Planejamento e controle da produção O PCP é o setor responsável por: Definir quanto e quando comprar Como fabricar ou montar cada
Sistemas de Administração e Gestão da Produção
 Sistemas de Administração e Gestão da Produção Izabel Cristina Zattar izabelzattar@netvision.com.br www.grima.ufsc.br/izabel/index.html Os 3 Grandes Níveis do Planejamento Horizonte de detalhamento Diário/Semanal
Sistemas de Administração e Gestão da Produção Izabel Cristina Zattar izabelzattar@netvision.com.br www.grima.ufsc.br/izabel/index.html Os 3 Grandes Níveis do Planejamento Horizonte de detalhamento Diário/Semanal
PLANEJAMENTO E CONTROLE DA PRODUÇÃO
 Universidade Federal do Rio Grande FURG Universidade Aberta do Brasil UAB Curso - Administração Administração da Produção I Prof.ª MSc. Luciane Schmitt Semana 7 PLANEJAMENTO E CONTROLE DA PRODUÇÃO 1 PLANEJAMENTO
Universidade Federal do Rio Grande FURG Universidade Aberta do Brasil UAB Curso - Administração Administração da Produção I Prof.ª MSc. Luciane Schmitt Semana 7 PLANEJAMENTO E CONTROLE DA PRODUÇÃO 1 PLANEJAMENTO
NBC TSP 10 - Contabilidade e Evidenciação em Economia Altamente Inflacionária
 NBC TSP 10 - Contabilidade e Evidenciação em Economia Altamente Inflacionária Alcance 1. Uma entidade que prepara e apresenta Demonstrações Contábeis sob o regime de competência deve aplicar esta Norma
NBC TSP 10 - Contabilidade e Evidenciação em Economia Altamente Inflacionária Alcance 1. Uma entidade que prepara e apresenta Demonstrações Contábeis sob o regime de competência deve aplicar esta Norma
Curso superior de Tecnologia em Gastronomia
 Curso superior de Tecnologia em Gastronomia Suprimentos na Gastronomia COMPREENDENDO A CADEIA DE SUPRIMENTOS 1- DEFINIÇÃO Engloba todos os estágios envolvidos, direta ou indiretamente, no atendimento de
Curso superior de Tecnologia em Gastronomia Suprimentos na Gastronomia COMPREENDENDO A CADEIA DE SUPRIMENTOS 1- DEFINIÇÃO Engloba todos os estágios envolvidos, direta ou indiretamente, no atendimento de
GESTÃO DE ESTOQUES. Gestão Pública - 1º Ano Administração de Recursos Materiais e Patrimoniais Aula 4 Prof. Rafael Roesler
 GESTÃO DE ESTOQUES Gestão Pública - 1º Ano Administração de Recursos Materiais e Patrimoniais Aula 4 Prof. Rafael Roesler Sumário Gestão de estoque Conceito de estoque Funções do estoque Estoque de segurança
GESTÃO DE ESTOQUES Gestão Pública - 1º Ano Administração de Recursos Materiais e Patrimoniais Aula 4 Prof. Rafael Roesler Sumário Gestão de estoque Conceito de estoque Funções do estoque Estoque de segurança
Marketing. Gestão de Produção. Gestão de Produção. Função Produção. Prof. Angelo Polizzi
 Marketing Prof. Angelo Polizzi Gestão de Produção Gestão de Produção Objetivos: Mostrar que produtos (bens e serviços) consumidos, são produzidos em uma ordem lógica, evitando a perda ou falta de insumos
Marketing Prof. Angelo Polizzi Gestão de Produção Gestão de Produção Objetivos: Mostrar que produtos (bens e serviços) consumidos, são produzidos em uma ordem lógica, evitando a perda ou falta de insumos
CONCEITOS E FUNÇÕES DO PLANEJAMENTO, DA PROGRAMAÇÃO E DO CONTROLE DA PRODUÇÃO PPCP (Petrônio Garcia Martins / Fernando Piero Martins Capítulo 7)
") CONCEITOS E FUNÇÕES DO PLANEJAMENTO, DA PROGRAMAÇÃO E DO CONTROLE DA PRODUÇÃO PPCP (Petrônio Garcia Martins / Fernando Piero Martins Capítulo 7) A ESTRATÉGIA DA MANUFATURA E O SISTEMA PPCP: A estratégia
CONCEITOS E FUNÇÕES DO PLANEJAMENTO, DA PROGRAMAÇÃO E DO CONTROLE DA PRODUÇÃO PPCP (Petrônio Garcia Martins / Fernando Piero Martins Capítulo 7) A ESTRATÉGIA DA MANUFATURA E O SISTEMA PPCP: A estratégia
5.4 Manufacturing Resources Planning
 5.4 Manufacturing Resources Planning 5.4 Manufacturing Resources Planning O Planejamento dos Recursos de Manufatura (Manufacturing Resourdes Panning, em inglês, ou MRP II) representa um esforço para expandir
5.4 Manufacturing Resources Planning 5.4 Manufacturing Resources Planning O Planejamento dos Recursos de Manufatura (Manufacturing Resourdes Panning, em inglês, ou MRP II) representa um esforço para expandir
Controle de Estoques
 Controle de Estoques Valores em torno de um Negócio Forma Produção Marketing Posse Negócio Tempo Lugar Logística Atividades Primárias da Logística Transportes Estoques Processamento dos pedidos. Sumário
Controle de Estoques Valores em torno de um Negócio Forma Produção Marketing Posse Negócio Tempo Lugar Logística Atividades Primárias da Logística Transportes Estoques Processamento dos pedidos. Sumário
PLANEJAMENTO DA MANUFATURA
 58 FUNDIÇÃO e SERVIÇOS NOV. 2012 PLANEJAMENTO DA MANUFATURA Otimizando o planejamento de fundidos em uma linha de montagem de motores (II) O texto dá continuidade à análise do uso da simulação na otimização
58 FUNDIÇÃO e SERVIÇOS NOV. 2012 PLANEJAMENTO DA MANUFATURA Otimizando o planejamento de fundidos em uma linha de montagem de motores (II) O texto dá continuidade à análise do uso da simulação na otimização
Taxa de Aplicação de CIP (Custos Indiretos de Produção)
") Projeto Curso Disciplina Tema Professor Pós-graduação MBA em Engenharia de Produção Custos Industriais Aplicação de Custos Diretos e Indiretos Luizete Fabris Introdução tema. Assista à videoaula do professor
Projeto Curso Disciplina Tema Professor Pós-graduação MBA em Engenharia de Produção Custos Industriais Aplicação de Custos Diretos e Indiretos Luizete Fabris Introdução tema. Assista à videoaula do professor
Controle de estoques. Capítulo 6. André Jun Nishizawa
 Controle de estoques Capítulo 6 Sumário Conceito de estoque Tipos Sistemas de controle de estoques Fichas de estoque Classificação de estoque Dimensionamento de estoque Logística e Cadeia de suprimentos
Controle de estoques Capítulo 6 Sumário Conceito de estoque Tipos Sistemas de controle de estoques Fichas de estoque Classificação de estoque Dimensionamento de estoque Logística e Cadeia de suprimentos
Curso de Graduação em Administração. Administração da Produção e Operações I
 Curso de Graduação em Administração Administração da Produção e Operações I 22º Encontro - 11/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - CAPACIDADE E TURNOS DE TRABALHO. 02 Introdução
Curso de Graduação em Administração Administração da Produção e Operações I 22º Encontro - 11/05/2012 18:50 às 20:30h COMO SERÁ NOSSO ENCONTRO HOJE? - ABERTURA - CAPACIDADE E TURNOS DE TRABALHO. 02 Introdução
GESTÃO DE ESTOQUES SISTEMA DE GESTÃO DE ESTOQUE
 GESTÃO DE ESTOQUES SISTEMA DE GESTÃO DE ESTOQUE Gestão Pública - 1º Ano Administração de Recursos Materiais e Patrimoniais Prof. Rafael Roesler Aula 5 Sumário Classificação ABC Previsão de estoque Custos
GESTÃO DE ESTOQUES SISTEMA DE GESTÃO DE ESTOQUE Gestão Pública - 1º Ano Administração de Recursos Materiais e Patrimoniais Prof. Rafael Roesler Aula 5 Sumário Classificação ABC Previsão de estoque Custos
Planejamento da produção
 Planejamento da produção Capítulo 3, parte B Sumário Capacidade de produção Elaboração do plano de produção Just-in-time Capacidade de produção O que é capacidade de produção? Capacidade de produção O
Planejamento da produção Capítulo 3, parte B Sumário Capacidade de produção Elaboração do plano de produção Just-in-time Capacidade de produção O que é capacidade de produção? Capacidade de produção O
Logística e Administração de Estoque. Definição - Logística. Definição. Profª. Patricia Brecht
 Administração Logística e Administração de. Profª. Patricia Brecht Definição - Logística O termo LOGÍSTICA conforme o dicionário Aurélio vem do francês Logistique e significa parte da arte da guerra que
Administração Logística e Administração de. Profª. Patricia Brecht Definição - Logística O termo LOGÍSTICA conforme o dicionário Aurélio vem do francês Logistique e significa parte da arte da guerra que
QUANTO CUSTA MANTER UM ESTOQUE
 QUANTO CUSTA MANTER UM ESTOQUE! Qual o valor de um estoque?! Quanto de material vale a pena manter em estoque?! Como computar o valor da obsolescência no valor do estoque?! Qual o custo de um pedido?!
QUANTO CUSTA MANTER UM ESTOQUE! Qual o valor de um estoque?! Quanto de material vale a pena manter em estoque?! Como computar o valor da obsolescência no valor do estoque?! Qual o custo de um pedido?!
Planeamento da Produção
 Regula o funcionamento da ao nível operacional através de decisões do tipo o que, quando e quanto produzir ou comprar estratégico do negócio estratégico do negócio estratégico da estratégico da agregado
Regula o funcionamento da ao nível operacional através de decisões do tipo o que, quando e quanto produzir ou comprar estratégico do negócio estratégico do negócio estratégico da estratégico da agregado
Aspectos Sociais de Informática. Simulação Industrial - SIND
 Aspectos Sociais de Informática Simulação Industrial - SIND Jogos de Empresas Utilizada com sucesso para o treinamento e desenvolvimento gerencial Capacita estudantes e profissionais de competência intelectual
Aspectos Sociais de Informática Simulação Industrial - SIND Jogos de Empresas Utilizada com sucesso para o treinamento e desenvolvimento gerencial Capacita estudantes e profissionais de competência intelectual
ESTRUTURANDO O FLUXO PUXADO
 Pós Graduação em Engenharia de Produção Ênfase na Produção Enxuta de Bens e Serviços (LEAN MANUFACTURING) ESTRUTURANDO O FLUXO PUXADO Exercícios de Consolidação Gabarito 1 º Exercício Defina os diferentes
Pós Graduação em Engenharia de Produção Ênfase na Produção Enxuta de Bens e Serviços (LEAN MANUFACTURING) ESTRUTURANDO O FLUXO PUXADO Exercícios de Consolidação Gabarito 1 º Exercício Defina os diferentes
Concentração Mínima de Açúcar (g/l) N (normal) 2000 60 2 E (europeu fino) 1000. 80 1. Teor Máximo de Acidez (%)
 N (normal) 2000 60 2 E (europeu fino) 1000. 80 1. Teor Máximo de Acidez (%)") FACULDADE LOURENÇO FILHO Revisão ENADE 2011 Disciplina: Pesquisa Operacional Profa. Danielle Abreu 17/096/2011 Questão 1 ENADE 2008 O gerente de planejamento e controle da produção de uma empresa de suco
FACULDADE LOURENÇO FILHO Revisão ENADE 2011 Disciplina: Pesquisa Operacional Profa. Danielle Abreu 17/096/2011 Questão 1 ENADE 2008 O gerente de planejamento e controle da produção de uma empresa de suco
PLANEJAMENTO E CONTROLE DA PRODUÇÃO. Eng. Liane Freitas
 PLANEJAMENTO E CONTROLE DA PRODUÇÃO Eng. Liane Freitas O que será visto hoje? PCP: definição e objetivos Funções do PCP Programação da Produção Plano Mestre de Produção Programação para Volumes Intermediários
PLANEJAMENTO E CONTROLE DA PRODUÇÃO Eng. Liane Freitas O que será visto hoje? PCP: definição e objetivos Funções do PCP Programação da Produção Plano Mestre de Produção Programação para Volumes Intermediários
CAPÍTULO 2. DEMONSTRAÇÕES FINANCEIRAS, IMPOSTOS, e FLUXO DE CAIXA. CONCEITOS PARA REVISÃO
 Bertolo Administração Financeira & Análise de Investimentos 6 CAPÍTULO 2 DEMONSTRAÇÕES FINANCEIRAS, IMPOSTOS, e FLUXO DE CAIXA. CONCEITOS PARA REVISÃO No capítulo anterior determinamos que a meta mais
Bertolo Administração Financeira & Análise de Investimentos 6 CAPÍTULO 2 DEMONSTRAÇÕES FINANCEIRAS, IMPOSTOS, e FLUXO DE CAIXA. CONCEITOS PARA REVISÃO No capítulo anterior determinamos que a meta mais
Unidade IV PLANEJAMENTO E CONTROLE. Profa. Marinalva Barboza
 Unidade IV PLANEJAMENTO E CONTROLE DE ESTOQUES Profa. Marinalva Barboza Introdução Esta unidade tem como foco os custos de estoque. Abordará os vários custos e exercícios de fixação. Custos dos estoques
Unidade IV PLANEJAMENTO E CONTROLE DE ESTOQUES Profa. Marinalva Barboza Introdução Esta unidade tem como foco os custos de estoque. Abordará os vários custos e exercícios de fixação. Custos dos estoques
CHECK - LIST - ISO 9001:2000
 REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
REQUISITOS ISO 9001: 2000 SIM NÃO 1.2 APLICAÇÃO A organização identificou as exclusões de itens da norma no seu manual da qualidade? As exclusões são relacionadas somente aos requisitos da sessão 7 da
25/02/2009. Tipos de Estoques. Estoque de Materiais. Estoque de Produtos Acabados. Estoque em transito. Estoque em consignação
 MSc. Paulo Cesar C. Rodrigues paulo.rodrigues@usc.br Mestre em Engenharia de Produção Posicionamento em relação à Produção e Interação com outras áreas CQ FO ORNECEDORES Matéria Prima Material de Consumo
MSc. Paulo Cesar C. Rodrigues paulo.rodrigues@usc.br Mestre em Engenharia de Produção Posicionamento em relação à Produção e Interação com outras áreas CQ FO ORNECEDORES Matéria Prima Material de Consumo
Gestão Financeira. Prof. Eduardo Pozzi
 Gestão Financeira Prof. Eduardo Pozzi Finanças Corporativas Questões centrais na gestão financeira de uma empresa: Quais investimentos de longo prazo precisam ser feitos? Que tipo de instalações, maquinário
Gestão Financeira Prof. Eduardo Pozzi Finanças Corporativas Questões centrais na gestão financeira de uma empresa: Quais investimentos de longo prazo precisam ser feitos? Que tipo de instalações, maquinário
APS Advanced Plainning and Scheduling Sistema Avançado de Produção
 APS Advanced Plainning and Scheduling Sistema Avançado de Produção O módulo APS é a mais nova ferramenta que irá auxiliar no gerenciamento da produção. O principal objetivo do APS é a determinação exata
APS Advanced Plainning and Scheduling Sistema Avançado de Produção O módulo APS é a mais nova ferramenta que irá auxiliar no gerenciamento da produção. O principal objetivo do APS é a determinação exata
Departamento de Engenharia. ENG 1090 Introdução à Engenharia de Produção
 Pontifícia Universidade Católica de Goiás Departamento de Engenharia Curso de Graduação em Engenharia de Produção ENG 1090 Introdução à Engenharia de Produção Prof. Gustavo Suriani de Campos Meireles Faz
Pontifícia Universidade Católica de Goiás Departamento de Engenharia Curso de Graduação em Engenharia de Produção ENG 1090 Introdução à Engenharia de Produção Prof. Gustavo Suriani de Campos Meireles Faz
Gerenciamento de Riscos do Projeto Eventos Adversos
 Gerenciamento de Riscos do Projeto Eventos Adversos 11. Gerenciamento de riscos do projeto PMBOK 2000 PMBOK 2004 11.1 Planejamento de gerenciamento de riscos 11.1 Planejamento de gerenciamento de riscos
Gerenciamento de Riscos do Projeto Eventos Adversos 11. Gerenciamento de riscos do projeto PMBOK 2000 PMBOK 2004 11.1 Planejamento de gerenciamento de riscos 11.1 Planejamento de gerenciamento de riscos
Logística Lean: conceitos básicos
 Logística Lean: conceitos básicos Lando Nishida O gerenciamento da cadeia de suprimentos abrange o planejamento e a gerência de todas as atividades da logística. Inclui também a coordenação e a colaboração
Logística Lean: conceitos básicos Lando Nishida O gerenciamento da cadeia de suprimentos abrange o planejamento e a gerência de todas as atividades da logística. Inclui também a coordenação e a colaboração
PRODUÇÃO - Conceitos Iniciais
 PRODUÇÃO - Conceitos Iniciais 1. Conceito - é a atividade de transformação (processo) de matéria-prima em utilidades necessárias ao consumidor. * Nenhuma organização sobrevive, a menos que produza alguma
PRODUÇÃO - Conceitos Iniciais 1. Conceito - é a atividade de transformação (processo) de matéria-prima em utilidades necessárias ao consumidor. * Nenhuma organização sobrevive, a menos que produza alguma
Microsoft Project 2003
 Microsoft Project 2003 1 [Módulo 4] Microsoft Project 2003 2 Definindo durações Inter-relacionamentorelacionamento Caminho crítico Microsoft Project 2003 3 1 Duração das Atividades Microsoft Project 2003
Microsoft Project 2003 1 [Módulo 4] Microsoft Project 2003 2 Definindo durações Inter-relacionamentorelacionamento Caminho crítico Microsoft Project 2003 3 1 Duração das Atividades Microsoft Project 2003
PLANEJAMENTO OPERACIONAL: RECURSOS HUMANOS E FINANÇAS MÓDULO 16
 PLANEJAMENTO OPERACIONAL: RECURSOS HUMANOS E FINANÇAS MÓDULO 16 Índice 1. Orçamento Empresarial...3 2. Conceitos gerais e elementos...3 3. Sistema de orçamentos...4 4. Horizonte de planejamento e frequência
PLANEJAMENTO OPERACIONAL: RECURSOS HUMANOS E FINANÇAS MÓDULO 16 Índice 1. Orçamento Empresarial...3 2. Conceitos gerais e elementos...3 3. Sistema de orçamentos...4 4. Horizonte de planejamento e frequência
A Organização orientada pela demanda. Preparando o ambiente para o Drummer APS
 A Organização orientada pela demanda. Preparando o ambiente para o Drummer APS Entendendo o cenário atual As organizações continuam com os mesmos objetivos básicos: Prosperar em seus mercados de atuação
A Organização orientada pela demanda. Preparando o ambiente para o Drummer APS Entendendo o cenário atual As organizações continuam com os mesmos objetivos básicos: Prosperar em seus mercados de atuação
CAP. 2 CONSIDERAÇÕES SOBRE OS CRITÉRIOS DE DECISÃO
 CAP. 2 CONSIDERAÇÕES SOBRE OS CRITÉRIOS DE DECISÃO 1. OS CRITÉRIOS DE DECISÃO Dentre os métodos para avaliar investimentos, que variam desde o bom senso até os mais sofisticados modelos matemáticos, três
CAP. 2 CONSIDERAÇÕES SOBRE OS CRITÉRIOS DE DECISÃO 1. OS CRITÉRIOS DE DECISÃO Dentre os métodos para avaliar investimentos, que variam desde o bom senso até os mais sofisticados modelos matemáticos, três
Ementa e Cronograma Programático...
 Ementa e Cronograma Programático... AULA 01 Estratégia de Operações e Planejamento Agregado AULA 02 Planejamento e Controle de Operações AULA 03 Gestão da Demanda e da Capacidade Operacional AULA 04 Gestão
Ementa e Cronograma Programático... AULA 01 Estratégia de Operações e Planejamento Agregado AULA 02 Planejamento e Controle de Operações AULA 03 Gestão da Demanda e da Capacidade Operacional AULA 04 Gestão
ARCO - Associação Recreativa dos Correios. Sistema para Gerenciamento de Associações Recreativas Plano de Desenvolvimento de Software Versão <1.
 ARCO - Associação Recreativa dos Correios Sistema para Gerenciamento de Associações Recreativas Versão Histórico da Revisão Data Versão Descrição Autor Página
ARCO - Associação Recreativa dos Correios Sistema para Gerenciamento de Associações Recreativas Versão Histórico da Revisão Data Versão Descrição Autor Página
Unidade I GESTÃO DE SUPRIMENTOS E LOGÍSTICA. Prof. Léo Noronha
 Unidade I GESTÃO DE SUPRIMENTOS E LOGÍSTICA Prof. Léo Noronha A administração de materiais A administração de materiais procura conciliar as necessidades de suprimentos com a otimização dos recursos financeiros
Unidade I GESTÃO DE SUPRIMENTOS E LOGÍSTICA Prof. Léo Noronha A administração de materiais A administração de materiais procura conciliar as necessidades de suprimentos com a otimização dos recursos financeiros
Dimensionamento dos Estoques
 Administração Dimensionamento, Planejamento e Controle de Profª. Patricia Brecht Dimensionamento dos s Cada área possui interesse em aumentar os níveis de estoque para garantir a segurança e reduzir o
Administração Dimensionamento, Planejamento e Controle de Profª. Patricia Brecht Dimensionamento dos s Cada área possui interesse em aumentar os níveis de estoque para garantir a segurança e reduzir o
Processos de gerenciamento de projetos em um projeto
 Processos de gerenciamento de projetos em um projeto O gerenciamento de projetos é a aplicação de conhecimentos, habilidades, ferramentas e técnicas às atividades do projeto a fim de cumprir seus requisitos.
Processos de gerenciamento de projetos em um projeto O gerenciamento de projetos é a aplicação de conhecimentos, habilidades, ferramentas e técnicas às atividades do projeto a fim de cumprir seus requisitos.
Sistema de Administração da Produção
 Sistema de Administração da Produção (Extraído do livro Planejamento, Programação e Controle da Produção Enrique Correa e Irineu Gianesi e Mauro Caon Ed Atlas, 2001) 1. Definição São sistemas de Informação
Sistema de Administração da Produção (Extraído do livro Planejamento, Programação e Controle da Produção Enrique Correa e Irineu Gianesi e Mauro Caon Ed Atlas, 2001) 1. Definição São sistemas de Informação
GESTÃO DE RECURSOS PATRIMONIAIS E LOGÍSTICOS
 Unidade III GESTÃO DE RECURSOS PATRIMONIAIS E LOGÍSTICOS Prof. Fernando Leonel Conteúdo da aula de hoje 1. Custos dos estoques 2. Custos diretamente proporcionais 3. Custos inversamente proporcionais 4.
Unidade III GESTÃO DE RECURSOS PATRIMONIAIS E LOGÍSTICOS Prof. Fernando Leonel Conteúdo da aula de hoje 1. Custos dos estoques 2. Custos diretamente proporcionais 3. Custos inversamente proporcionais 4.
CUSTOS NA PEQUENA INDÚSTRIA
 1 CUSTOS NA PEQUENA INDÚSTRIA O Sr. Roberval, proprietário de uma pequena indústria, sempre conseguiu manter sua empresa com um bom volume de vendas. O Sr. Roberval acredita que uma empresa, para ter sucesso,
1 CUSTOS NA PEQUENA INDÚSTRIA O Sr. Roberval, proprietário de uma pequena indústria, sempre conseguiu manter sua empresa com um bom volume de vendas. O Sr. Roberval acredita que uma empresa, para ter sucesso,
Operações Terminais Armazéns. PLT RODRIGUES, Paulo R.A. Gestão Estratégica da Armazenagem. 2ª ed. São Paulo: Aduaneiras, 2007.
 Operações Terminais Armazéns AULA 3 PLT RODRIGUES, Paulo R.A. Gestão Estratégica da Armazenagem. 2ª ed. São Paulo: Aduaneiras, 2007. A Gestão de Estoques Definição» Os estoques são acúmulos de matériasprimas,
Operações Terminais Armazéns AULA 3 PLT RODRIGUES, Paulo R.A. Gestão Estratégica da Armazenagem. 2ª ed. São Paulo: Aduaneiras, 2007. A Gestão de Estoques Definição» Os estoques são acúmulos de matériasprimas,
T2Ti Tecnologia da Informação Ltda T2Ti.COM http://www.t2ti.com Projeto T2Ti ERP 2.0 Autor: Marco Polo Viana. Bloco Suprimentos
 Bloco Suprimentos Controle de Produção PCP Objetivo O objetivo deste artigo é dar uma visão geral sobre o Módulo Controle de Produção PCP, que se encontra no Bloco Suprimentos. Todas informações aqui disponibilizadas
Bloco Suprimentos Controle de Produção PCP Objetivo O objetivo deste artigo é dar uma visão geral sobre o Módulo Controle de Produção PCP, que se encontra no Bloco Suprimentos. Todas informações aqui disponibilizadas
SIMULAÇÃO DE GESTÃO EMPRESARIAL
 SIMULAÇÃO DE GESTÃO EMPRESARIAL I INTRODUÇÃO O JOGO DE GESTÃO EMPRESARIAL é uma competição que simula a concorrência entre empresas dentro de um mercado. O jogo se baseia num modelo que abrange ao mesmo
SIMULAÇÃO DE GESTÃO EMPRESARIAL I INTRODUÇÃO O JOGO DE GESTÃO EMPRESARIAL é uma competição que simula a concorrência entre empresas dentro de um mercado. O jogo se baseia num modelo que abrange ao mesmo
Engenharia Econômica. Introdução à Engenharia de Produção
 Engenharia Econômica Introdução à Engenharia de Produção Demanda e Capacidade Após a determinação da localização da empresa Planejamento quanto à capacidade ( tamanho da empresa) Deve-se definir o Nível
Engenharia Econômica Introdução à Engenharia de Produção Demanda e Capacidade Após a determinação da localização da empresa Planejamento quanto à capacidade ( tamanho da empresa) Deve-se definir o Nível
PERGUNTAS MAIS FREQÜENTES SOBRE VALOR PRESENTE LÍQUIDO (VPL)
") PERGUNTAS MAIS FREQÜENTES SOBRE VALOR PRESENTE LÍQUIDO (VPL) Melhor método para avaliar investimentos 16 perguntas importantes 16 respostas que todos os executivos devem saber Francisco Cavalcante(f_c_a@uol.com.br)
PERGUNTAS MAIS FREQÜENTES SOBRE VALOR PRESENTE LÍQUIDO (VPL) Melhor método para avaliar investimentos 16 perguntas importantes 16 respostas que todos os executivos devem saber Francisco Cavalcante(f_c_a@uol.com.br)
CONCURSO PÚBLICO ANALISTA DE SISTEMA ÊNFASE GOVERNANÇA DE TI ANALISTA DE GESTÃO RESPOSTAS ESPERADAS PRELIMINARES
 CELG DISTRIBUIÇÃO S.A EDITAL N. 1/2014 CONCURSO PÚBLICO ANALISTA DE GESTÃO ANALISTA DE SISTEMA ÊNFASE GOVERNANÇA DE TI RESPOSTAS ESPERADAS PRELIMINARES O Centro de Seleção da Universidade Federal de Goiás
CELG DISTRIBUIÇÃO S.A EDITAL N. 1/2014 CONCURSO PÚBLICO ANALISTA DE GESTÃO ANALISTA DE SISTEMA ÊNFASE GOVERNANÇA DE TI RESPOSTAS ESPERADAS PRELIMINARES O Centro de Seleção da Universidade Federal de Goiás
DELIBERAÇÃO CVM Nº 731, DE 27 DE NOVEMBRO DE 2014
 Aprova a Interpretação Técnica ICPC 20 do Comitê de Pronunciamentos Contábeis, que trata de limite de ativo de benefício definido, requisitos de custeio (funding) mínimo e sua interação. O PRESIDENTE DA
Aprova a Interpretação Técnica ICPC 20 do Comitê de Pronunciamentos Contábeis, que trata de limite de ativo de benefício definido, requisitos de custeio (funding) mínimo e sua interação. O PRESIDENTE DA
GERENCIAMENTO DE PORTFÓLIO
 PMI PULSO DA PROFISSÃO RELATÓRIO DETALHADO GERENCIAMENTO DE PORTFÓLIO Destaques do Estudo As organizações mais bem-sucedidas serão aquelas que encontrarão formas de se diferenciar. As organizações estão
PMI PULSO DA PROFISSÃO RELATÓRIO DETALHADO GERENCIAMENTO DE PORTFÓLIO Destaques do Estudo As organizações mais bem-sucedidas serão aquelas que encontrarão formas de se diferenciar. As organizações estão
Seqüenciamento e Controles de Ordens de Produção
 Seqüenciamento e Controles de Ordens de Produção Seu computador é rápido o suficiente? Universo Tempo de Itens Máquinas de soluções processamento 4 5 7.962.624 1,3 minutos 5 5 2,49 x 10 10 2,9 dias 6 5
Seqüenciamento e Controles de Ordens de Produção Seu computador é rápido o suficiente? Universo Tempo de Itens Máquinas de soluções processamento 4 5 7.962.624 1,3 minutos 5 5 2,49 x 10 10 2,9 dias 6 5
Descrição do processo de priorização para tomada de tempos: Pesquisa ação em uma empresa job shop de usinados aeronáuticos.
 Descrição do processo de priorização para tomada de tempos: Pesquisa ação em uma empresa job shop de usinados aeronáuticos. Tatiana Sakuyama Jorge Muniz Faculdade de Engenharia de Guaratingüetá - Unesp
Descrição do processo de priorização para tomada de tempos: Pesquisa ação em uma empresa job shop de usinados aeronáuticos. Tatiana Sakuyama Jorge Muniz Faculdade de Engenharia de Guaratingüetá - Unesp
Os Sistemas de Informação para as Operações das Empresas e o Comércio Eletrônico Simulado Verdadeiro ou Falso
 Os Sistemas de Informação para as Operações das Empresas e o Comércio Eletrônico Simulado Verdadeiro ou Falso 1. Muitas organizações estão utilizando tecnologia da informação para desenvolver sistemas
Os Sistemas de Informação para as Operações das Empresas e o Comércio Eletrônico Simulado Verdadeiro ou Falso 1. Muitas organizações estão utilizando tecnologia da informação para desenvolver sistemas
MRP, MRPII, ERP... Oracle, SAP, Microsiga... MRP MRP II - ERP. MRP Material Requirement Planning. MRP II Manufacturing Resources Planning
 MRP, MRPII, ERP... Oracle, SAP, Microsiga... MRP MRP II - ERP MRP Material Requirement Planning MRP II Manufacturing Resources Planning ERP Enterprise Resource Planning 1 O MRP é um software que auxilia
MRP, MRPII, ERP... Oracle, SAP, Microsiga... MRP MRP II - ERP MRP Material Requirement Planning MRP II Manufacturing Resources Planning ERP Enterprise Resource Planning 1 O MRP é um software que auxilia
QUESTIONÁRIO LOGISTICS CHALLENGE 2015 PRIMEIRA FASE
 QUESTIONÁRIO LOGISTICS CHALLENGE 2015 PRIMEIRA FASE *Envie o nome de seu grupo, dos integrantes e um telefone de contato junto com as respostas do questionário abaixo para o e-mail COMMUNICATIONS.SLA@SCANIA.COM*
QUESTIONÁRIO LOGISTICS CHALLENGE 2015 PRIMEIRA FASE *Envie o nome de seu grupo, dos integrantes e um telefone de contato junto com as respostas do questionário abaixo para o e-mail COMMUNICATIONS.SLA@SCANIA.COM*
Lean e a Gestão Integrada da Cadeia de Suprimentos
 JOGO DA CERVEJA Experimento e 2: Abordagem gerencial hierárquica e centralizada Planejamento Integrado de todos os Estágios de Produção e Distribuição Motivação para um novo Experimento Atender à demanda
JOGO DA CERVEJA Experimento e 2: Abordagem gerencial hierárquica e centralizada Planejamento Integrado de todos os Estágios de Produção e Distribuição Motivação para um novo Experimento Atender à demanda
LOGÍSTICA Professor: Dr. Edwin B. Mitacc Meza
 LOGÍSTICA Professor: Dr. Edwin B. Mitacc Meza edwin@engenharia-puro.com.br www.engenharia-puro.com.br/edwin Gerenciamento da Cadeia de Suprimentos ... lembrando Uma cadeia de suprimentos consiste em todas
LOGÍSTICA Professor: Dr. Edwin B. Mitacc Meza edwin@engenharia-puro.com.br www.engenharia-puro.com.br/edwin Gerenciamento da Cadeia de Suprimentos ... lembrando Uma cadeia de suprimentos consiste em todas
Planejamento e Controle da Produção I
 Planejamento e Controle da Produção I Sequenciamento e Emissão de Ordens Prof. M.Sc. Gustavo Meireles 2012 Gustavo S. C. Meireles 1 Introdução Programação da produção: define quanto e quando comprar, fabricar
Planejamento e Controle da Produção I Sequenciamento e Emissão de Ordens Prof. M.Sc. Gustavo Meireles 2012 Gustavo S. C. Meireles 1 Introdução Programação da produção: define quanto e quando comprar, fabricar
Dimensionamento de estoques em ambiente de demanda intermitente
 Dimensionamento de estoques em ambiente de demanda intermitente Roberto Ramos de Morais Engenheiro mecânico pela FEI, mestre em Engenharia de Produção e doutorando em Engenharia Naval pela Escola Politécnica
Dimensionamento de estoques em ambiente de demanda intermitente Roberto Ramos de Morais Engenheiro mecânico pela FEI, mestre em Engenharia de Produção e doutorando em Engenharia Naval pela Escola Politécnica
LOGO. Sistema de Produção Puxada
 LOGO Lean Manufacturing Sistema de Produção Puxada Pull Production System 1 Conteúdo 1 Definição 2 Objetivo 3 Sistema Empurrado 4 Sistema Empurrado X Puxado 2 Lean Manufacturing Conteúdo 5 Sistema de Produção
LOGO Lean Manufacturing Sistema de Produção Puxada Pull Production System 1 Conteúdo 1 Definição 2 Objetivo 3 Sistema Empurrado 4 Sistema Empurrado X Puxado 2 Lean Manufacturing Conteúdo 5 Sistema de Produção
RESOLUÇÃO CFC Nº. 1.265/09. O CONSELHO FEDERAL DE CONTABILIDADE, no exercício de suas atribuições legais e regimentais,
 NOTA - A Resolução CFC n.º 1.329/11 alterou a sigla e a numeração desta Interpretação de IT 12 para ITG 12 e de outras normas citadas: de NBC T 19.1 para NBC TG 27; de NBC T 19.7 para NBC TG 25; de NBC
NOTA - A Resolução CFC n.º 1.329/11 alterou a sigla e a numeração desta Interpretação de IT 12 para ITG 12 e de outras normas citadas: de NBC T 19.1 para NBC TG 27; de NBC T 19.7 para NBC TG 25; de NBC
GESTÃO DE MATERIAIS. Eng. Liane Freitas, MsC.
 GESTÃO DE MATERIAIS Eng. Liane Freitas, MsC. O que será visto neste capítulo? 1 A natureza e a função dos estoques 2 Métodos de gestão dos estoques Método LEC Método ABC Método de revisão contínua e periódica
GESTÃO DE MATERIAIS Eng. Liane Freitas, MsC. O que será visto neste capítulo? 1 A natureza e a função dos estoques 2 Métodos de gestão dos estoques Método LEC Método ABC Método de revisão contínua e periódica
Importância da normalização para as Micro e Pequenas Empresas 1. Normas só são importantes para as grandes empresas...
 APRESENTAÇÃO O incremento da competitividade é um fator decisivo para a maior inserção das Micro e Pequenas Empresas (MPE), em mercados externos cada vez mais globalizados. Internamente, as MPE estão inseridas
APRESENTAÇÃO O incremento da competitividade é um fator decisivo para a maior inserção das Micro e Pequenas Empresas (MPE), em mercados externos cada vez mais globalizados. Internamente, as MPE estão inseridas
PR 2 PROCEDIMENTO. Auditoria Interna. Revisão - 2 Página: 1 de 9
 Página: 1 de 9 1. OBJETIVO Estabelecer sistemática de funcionamento e aplicação das Auditorias Internas da Qualidade, fornecendo diretrizes para instruir, planejar, executar e documentar as mesmas. Este
Página: 1 de 9 1. OBJETIVO Estabelecer sistemática de funcionamento e aplicação das Auditorias Internas da Qualidade, fornecendo diretrizes para instruir, planejar, executar e documentar as mesmas. Este
Universidade Federal de Goiás UFG Campus Catalão CAC Departamento de Engenharia de Produção. Sistemas ERP. PCP 3 - Professor Muris Lage Junior
 Sistemas ERP Introdução Sucesso para algumas empresas: acessar informações de forma rápida e confiável responder eficientemente ao mercado consumidor Conseguir não é tarefa simples Isso se deve ao fato
Sistemas ERP Introdução Sucesso para algumas empresas: acessar informações de forma rápida e confiável responder eficientemente ao mercado consumidor Conseguir não é tarefa simples Isso se deve ao fato
Roteiro SENAC. Análise de Riscos. Planejamento do Gerenciamento de Riscos. Planejamento do Gerenciamento de Riscos
 SENAC Pós-Graduação em Segurança da Informação: Análise de Riscos Parte 2 Leandro Loss, Dr. Eng. loss@gsigma.ufsc.br http://www.gsigma.ufsc.br/~loss Roteiro Introdução Conceitos básicos Riscos Tipos de
SENAC Pós-Graduação em Segurança da Informação: Análise de Riscos Parte 2 Leandro Loss, Dr. Eng. loss@gsigma.ufsc.br http://www.gsigma.ufsc.br/~loss Roteiro Introdução Conceitos básicos Riscos Tipos de
Professor: Macêdo Firmino Informática para Administração Introdução ao Excel
 Professor: Macêdo Firmino Informática para Administração Introdução ao Excel Excel é um programa de planilhas do sistema Microsoft Office. Você pode usar o Excel para criar e formatar pastas de trabalho
Professor: Macêdo Firmino Informática para Administração Introdução ao Excel Excel é um programa de planilhas do sistema Microsoft Office. Você pode usar o Excel para criar e formatar pastas de trabalho
Na medida em que se cria um produto, o sistema de software, que será usado e mantido, nos aproximamos da engenharia.
 1 Introdução aos Sistemas de Informação 2002 Aula 4 - Desenvolvimento de software e seus paradigmas Paradigmas de Desenvolvimento de Software Pode-se considerar 3 tipos de paradigmas que norteiam a atividade
1 Introdução aos Sistemas de Informação 2002 Aula 4 - Desenvolvimento de software e seus paradigmas Paradigmas de Desenvolvimento de Software Pode-se considerar 3 tipos de paradigmas que norteiam a atividade
Unidade II GESTÃO DE. Prof. Léo Noronha
 Unidade II GESTÃO DE SUPRIMENTOS E LOGÍSTICA Prof. Léo Noronha Após a Segunda Guerra Mundial: Estados Unidos da América passaram por um longo período de crescimento. Responsáveis pela reconstrução de muitos
Unidade II GESTÃO DE SUPRIMENTOS E LOGÍSTICA Prof. Léo Noronha Após a Segunda Guerra Mundial: Estados Unidos da América passaram por um longo período de crescimento. Responsáveis pela reconstrução de muitos
Bacharelado CIÊNCIAS CONTÁBEIS. Parte 6
 Bacharelado em CIÊNCIAS CONTÁBEIS Parte 6 1 NBC TG 16 - ESTOQUES 6.1 Objetivo da NBC TG 16 (Estoques) O objetivo da NBC TG 16 é estabelecer o tratamento contábil para os estoques, tendo como questão fundamental
Bacharelado em CIÊNCIAS CONTÁBEIS Parte 6 1 NBC TG 16 - ESTOQUES 6.1 Objetivo da NBC TG 16 (Estoques) O objetivo da NBC TG 16 é estabelecer o tratamento contábil para os estoques, tendo como questão fundamental
Planejamento, Programação e Controle da Produção
 Planejamento, Programação e Controle da Produção Aula 01 Os direitos desta obra foram cedidos à Universidade Nove de Julho Este material é parte integrante da disciplina oferecida pela UNINOVE. O acesso
Planejamento, Programação e Controle da Produção Aula 01 Os direitos desta obra foram cedidos à Universidade Nove de Julho Este material é parte integrante da disciplina oferecida pela UNINOVE. O acesso
GERENCIAMENTO DE ESTOQUE NA FARMÁCIA
 GERENCIAMENTO DE ESTOQUE NA FARMÁCIA Em qualquer empresa que atua na comercialização de produtos, o estoque apresenta-se como elemento fundamental. No ramo farmacêutico, não é diferente, sendo o controle
GERENCIAMENTO DE ESTOQUE NA FARMÁCIA Em qualquer empresa que atua na comercialização de produtos, o estoque apresenta-se como elemento fundamental. No ramo farmacêutico, não é diferente, sendo o controle
Decidir como medir cada característica. Definir as características de qualidade. Estabelecer padrões de qualidade
 Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
LISTA DE VERIFICAÇAO DO SISTEMA DE GESTAO DA QUALIDADE
 Questionamento a alta direção: 1. Quais os objetivos e metas da organização? 2. quais os principais Produtos e/ou serviços da organização? 3. Qual o escopo da certificação? 4. qual é a Visão e Missão?
Questionamento a alta direção: 1. Quais os objetivos e metas da organização? 2. quais os principais Produtos e/ou serviços da organização? 3. Qual o escopo da certificação? 4. qual é a Visão e Missão?
PESQUISA OPERACIONAL: UMA ABORDAGEM À PROGRAMAÇÃO LINEAR. Rodolfo Cavalcante Pinheiro 1,3 Cleber Giugioli Carrasco 2,3 *
 PESQUISA OPERACIONAL: UMA ABORDAGEM À PROGRAMAÇÃO LINEAR 1 Graduando Rodolfo Cavalcante Pinheiro 1,3 Cleber Giugioli Carrasco 2,3 * 2 Pesquisador - Orientador 3 Curso de Matemática, Unidade Universitária
PESQUISA OPERACIONAL: UMA ABORDAGEM À PROGRAMAÇÃO LINEAR 1 Graduando Rodolfo Cavalcante Pinheiro 1,3 Cleber Giugioli Carrasco 2,3 * 2 Pesquisador - Orientador 3 Curso de Matemática, Unidade Universitária
Sumário. 1.3 Identificação dos principais autores em PCR, 15. 1.4 Questões, 15
 Sumário Apresentação, xiii 1 Definições e Conceitos Fundamentais, l 1.1 Sistemas de produção: conceituação, evolução e algumas importantes classificações, l 1.2 O Planejamento e Controle da Produção (PCP),
Sumário Apresentação, xiii 1 Definições e Conceitos Fundamentais, l 1.1 Sistemas de produção: conceituação, evolução e algumas importantes classificações, l 1.2 O Planejamento e Controle da Produção (PCP),
Gestão de Stocks. Maria Antónia Carravilla. Março 2000. Maria Antónia Carravilla
 Gestão de Stocks Março 2000 Introdução Objectivos Perceber o que é o stock Saber como classificar stocks Saber fazer uma análise ABC Saber comparar modelos de gestão de stocks Saber utilizar modelos de
Gestão de Stocks Março 2000 Introdução Objectivos Perceber o que é o stock Saber como classificar stocks Saber fazer uma análise ABC Saber comparar modelos de gestão de stocks Saber utilizar modelos de
FATEC Cruzeiro José da Silva. Ferramenta CRM como estratégia de negócios
 FATEC Cruzeiro José da Silva Ferramenta CRM como estratégia de negócios Cruzeiro SP 2008 FATEC Cruzeiro José da Silva Ferramenta CRM como estratégia de negócios Projeto de trabalho de formatura como requisito
FATEC Cruzeiro José da Silva Ferramenta CRM como estratégia de negócios Cruzeiro SP 2008 FATEC Cruzeiro José da Silva Ferramenta CRM como estratégia de negócios Projeto de trabalho de formatura como requisito
GesToc Gestão de Transferências entre Estoques Versão 7.1 Roteiro: Programação Diária
 GesToc Gestão de Transferências entre Estoques Versão 7.1 Roteiro: Programação Diária Roteiro: Programação Diária GesToc - Gestão de Transferências entre Estoques Versão 7.1 ilab Sistemas Especialistas
GesToc Gestão de Transferências entre Estoques Versão 7.1 Roteiro: Programação Diária Roteiro: Programação Diária GesToc - Gestão de Transferências entre Estoques Versão 7.1 ilab Sistemas Especialistas
Referências internas são os artefatos usados para ajudar na elaboração do PT tais como:
 Plano de Teste (resumo do documento) I Introdução Identificador do Plano de Teste Esse campo deve especificar um identificador único para reconhecimento do Plano de Teste. Pode ser inclusive um código
Plano de Teste (resumo do documento) I Introdução Identificador do Plano de Teste Esse campo deve especificar um identificador único para reconhecimento do Plano de Teste. Pode ser inclusive um código
Plano de Gerenciamento das Aquisições Exemplo 1
 Plano de Gerenciamento das Aquisições Exemplo 1 Este plano descreve como serão administrados os processos de aquisição de bens e serviços neste projeto. As perguntas a serem respondidas no plano são: o
Plano de Gerenciamento das Aquisições Exemplo 1 Este plano descreve como serão administrados os processos de aquisição de bens e serviços neste projeto. As perguntas a serem respondidas no plano são: o
Prof. Me. Vítor Hugo Dias da Silva
 Prof. Me. Vítor Hugo Dias da Silva Programação e Controle da Produção é um conjunto de funções inter-relacionadas que objetivam comandar o processo produtivo e coordená-lo com os demais setores administrativos
Prof. Me. Vítor Hugo Dias da Silva Programação e Controle da Produção é um conjunto de funções inter-relacionadas que objetivam comandar o processo produtivo e coordená-lo com os demais setores administrativos
Conceitos ADMINISTRAÇÃO DE SISTEMAS DE INFORMAÇÃO. Comunicação; Formas de escritas; Processo de contagem primitivo;
 Conceitos Comunicação; Formas de escritas; Bacharel Rosélio Marcos Santana Processo de contagem primitivo; roseliomarcos@yahoo.com.br Inicio do primitivo processamento de dados do homem. ADMINISTRAÇÃO
Conceitos Comunicação; Formas de escritas; Bacharel Rosélio Marcos Santana Processo de contagem primitivo; roseliomarcos@yahoo.com.br Inicio do primitivo processamento de dados do homem. ADMINISTRAÇÃO
Sistemas de Administração da Produção. Sistema produtivo. Sistema produtivo. Estimativas de vendas de longo prazo 24/11/2015
 Sistemas de Administração da Produção Segundo Giannesi & Correia (1993) A sobrevivência e o sucesso das organizações dependem da eficiência com a qual produz seus bens e serviços, sendo os custos determinante
Sistemas de Administração da Produção Segundo Giannesi & Correia (1993) A sobrevivência e o sucesso das organizações dependem da eficiência com a qual produz seus bens e serviços, sendo os custos determinante
LOGÍSTICA Professor: Dr. Edwin B. Mitacc Meza
 LOGÍSTICA Professor: Dr. Edwin B. Mitacc Meza edwin@engenharia-puro.com.br www.engenharia-puro.com.br/edwin Nível de Serviço ... Serviço ao cliente é o resultado de todas as atividades logísticas ou do
LOGÍSTICA Professor: Dr. Edwin B. Mitacc Meza edwin@engenharia-puro.com.br www.engenharia-puro.com.br/edwin Nível de Serviço ... Serviço ao cliente é o resultado de todas as atividades logísticas ou do
Sistemas de Apoio a Decisão
 Universidade do Contestado Campus Concórdia Curso de Sistemas de Informação Prof.: Maico Petry Sistemas de Apoio a Decisão DISCIPLINA: Sistemas de Apoio a Decisão O QUE É UM SISTEMA DE APOIO À DECISÃO?
Universidade do Contestado Campus Concórdia Curso de Sistemas de Informação Prof.: Maico Petry Sistemas de Apoio a Decisão DISCIPLINA: Sistemas de Apoio a Decisão O QUE É UM SISTEMA DE APOIO À DECISÃO?
Armazenagem e movimentação de materiais
 V I R T U A L Armazenagem e movimentação de materiais Lote econômico e estoque de segurança GESTÃO DE LOGÍSTICA Professor: Wilson Luigi Silva Mestre em Administração Apresentação da unidade Uma vez determinada
V I R T U A L Armazenagem e movimentação de materiais Lote econômico e estoque de segurança GESTÃO DE LOGÍSTICA Professor: Wilson Luigi Silva Mestre em Administração Apresentação da unidade Uma vez determinada
Prof. Cleber Oliveira Gestão Financeira
 Aula 2 Gestão de Fluxo de Caixa Introdução Ao estudarmos este capítulo, teremos que nos transportar aos conceitos de contabilidade geral sobre as principais contas contábeis, tais como: contas do ativo
Aula 2 Gestão de Fluxo de Caixa Introdução Ao estudarmos este capítulo, teremos que nos transportar aos conceitos de contabilidade geral sobre as principais contas contábeis, tais como: contas do ativo