REDEMAT. Dissertação de Mestrado
|
|
|
- Ricardo Carvalho Peixoto
- 7 Há anos
- Visualizações:
Transcrição
1 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Dissertação de Mestrado Contribuição aos estudos dos mecanismos de interação das partículas abrasivas com as microestruturas de Ferros Fundidos em processo de desgaste Autor: Luciano Alves Novelli Orientador: Prof. Adilson Rodrigues da Costa Dezembro de 2004

2 REDEMAT REDE TEMÁTICA EM ENGENHARIA DE MATERIAIS UFOP CETEC UEMG UFOP - CETEC - UEMG Luciano Alves Novelli Contribuição aos estudos dos mecanismos de interação das partículas abrasivas com as microestruturas de Ferros Fundidos em processo de desgaste Dissertação de Mestrado apresentada ao Programa de Pós- Graduação em Engenharia de Materiais da REDEMAT, como parte integrante dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais. Área de concentração: Engenharia de Superfície Orientador: Prof. Adilson Rodrigues da Costa Ouro Preto, dezembro de 2004.

3 Agradecimentos Inicialmente meu agradecimento é a Deus. A minha mãe, pelo apoio incontestável em todos os passos e decisões da minha vida. Ao Professor Adilson, primeiro pela oportunidade, mas também por acreditar e me orientar em tudo no que se relaciona ao desenvolvimento deste estudo, e por sua grande amizade. Aos meus irmãos Bethânia, Iara e Bruno, pelo apoio de sempre na família. A minha querida Daniela pelo apoio nos momentos difíceis. A República Senzala e aos Escravos pelo apoio e lição de vida. A Escola de Minas pelo suporte e a disponibilidade de todos os recursos necessários. A REDEMAT pelo suporte e condições de desenvolvimento deste trabalho. Aos técnicos administrativos pelo apoio na realização dos ensaios, em especial ao Graciliano e a Ivete. Ao meu amigo Ricardo Mattioli Silva, pela ajuda no que diz respeito ao aprendizado na empresa. Aos meus dois amigos e companheiros Pauliano e Carlos. E a todas as outras pessoas que, indiretamente me ajudaram neste trabalho. ii

4 Sumário Página Lista de Figuras... vi Lista de Tabelas... viii Resumo... ix Abstract... x 1. Introdução Objetivos Revisão Bibliográfica Ferro Fundido Introdução Classificação das Ligas Ferrosas Fatores Importantes na Obtenção do Ferro Fundido Branco Efeito dos Elementos Químicos na Estrutura dos Ferros Fundidos Ferro Fundido Branco Obtenção das Principais Estruturas Efeito das Estruturas nas Propriedades Estruturas Formadas Ferro Fundido Branco Alta Liga Aplicações Ferro Fundido Branco Alto Cromo Composições das Ligas sobre a Superfície Liquidus do Sistema Ternário Fe-C-Cr Classificação segundo a ASTM Microestrutura Tratamentos Térmicos Desgaste iii

5 3.2.1 Introdução sobre Desgaste Classificação do Desgaste Mecanismos de Desgaste Desgaste Adesivo Desgaste Abrasivo Desgaste Erosivo Desgaste por Fadiga de Superfície Desgaste por Oxidação Procedimento Experimental Identificação das ligas Composição química Tratamento térmico Ensaio de Dureza Análise Metalográfica (Microscopia Ótica e Microscopia Eletrônica de Varredura) Ensaio de desgaste abrasivo Estudo das partículas abrasivas Resultados e Discussão Análise metalográfica Percentual de carbonetos Ensaio de dureza Interação das partículas abrasivas com a estrutura dos ferros fundidos estudados Análise de um corte transversal da amostra na região da calota Morfologia dos microconstituintes Ensaio de desgaste Análise das partículas abrasivas iv

6 5.9 Validação da Equação LESTA Conclusões Sugestões para trabalhos futuros Referências Bibliográficas Anexos v

7 Lista de Figuras Item de Referência Título Página 1. Bomba de polpa em estudo Diagrama de equilíbrio Fe C Classificação das ligas ferrosas fundidas Estruturas típicas de ferro fundido branco Ligas sobre a superfície liquidus do sistema ternário Fe-C-Cr Simulações de desgaste abrasivo Efeito das partículas na estrutura dos materiais em relação a sua resistência ao desgaste abrasivo Partículas de abrasivas de minério de ferro e sílica Morfologia das partículas de sílica Simulação de desgaste erosivo Influência da forma da partícula no processo de desgaste Efeito dos carbonetos na estrutura do material Amostras de ferro fundido branco alto cromo antes dos ensaios de abrasão Ilustração do desgaste no teste de abrasão com bola Máquina de ensaio: (a) vista de frente (b) Vista lateral Resultado do ensaio de abrasão sobre a superfície do corpo de prova Equação para cálculo do volume da calota Equação para cálculo do volume da calota segundo Hutching Fotomicrografias das ligas estudadas Fotomicrografias das ligas estudadas (Zoom de 100X a 500X) Partículas abrasivas golpeando a superfície de duas amostras Comportamento das partículas abrasivas na superfície das ligas Seção transversal da amostra com região desgastada Morfologia dos carbonetos primários em uma liga hipereutética Região de corte e análise das amostras Carbonetos distribuídos próximo à superfície da amostra Gráfico de perda de massa para a Liga A vi

8 5.10 Gráfico de perda de massa para a Liga B Gráfico de perda de massa para a Liga C Gráfico de perda de massa para a Liga D Gráfico de perda de massa para a Liga E Gráfico de perda de massa para a Liga A Gráfico de perda de massa para a Liga B Gráfico de perda de massa para a Liga C Gráfico de perda de massa para a Liga D Gráfico de perda de massa para a Liga E Lâminas com ( a ) 3000x, e ( b )10.000x pasta de 1Mm Partículas abrasivas com até 3 µm (a) aumento 500X (b) aumento 1500X Partículas abrasivas ( P ) e partículas metálicas ( M ) Efeito de uma partícula maior e de diversas partículas menores sobre a superfície da amostra Efeito das partículas em cada amostra Curvas de perda de massa desenvolvidas por duas equações vii
 aumento 500X (b) aumento 1500X.... 58 5.21 Partículas abrasivas ( P ) e partículas metálicas ( M ).... 58 5.22 Efeito de uma partícula maior e de diversas partículas menores sobre a superfície da amostra.")
9 Lista de Tabelas Item de Referência Título Página 3.2 Dureza dos materiais abrasivos Amostras utilizadas nos ensaios Composição química das ligas Percentual de superfície das amostras ocupado pelo carbonetos Dureza das ligas antes do tratamento térmico Dureza das ligas após o tratamento térmico Roundness antes do tratamento térmico Roundness após o tratamento térmico viii

10 Resumo Este estudo permitiu avaliar o desgaste de alguns ferros fundidos alto cromo empregados em componentes de bombas centrífugas, utilizadas em circuitos de bombeamento de polpas de minério de ferro. O desgaste é provocado pela ação erosiva e abrasiva das partículas de sílica e de minério de ferro presentes na polpa. Ao longo dos trabalhos foram desenvolvidas análises metalográficas das amostras tal como elas foram fabricadas e após tratamento térmico de tempera em óleo, análise do percentual de carbonetos, ensaio de dureza HR c, caracterização da interação das partículas abrasivas com a estrutura dos ferros fundidos. O efeito da morfologia dos carbonetos presentes na matriz e sua relação com o desgaste foi analisado levando em conta o grau de arredondamento dos carbonetos de cromo. Ensaios de perda de massa com abrasivo contendo partículas de tamanho médio de 3µ e 6 µm permitiram quantificar as taxas de desgaste de modo a correlacioná-las com as microestruturas. Estes testes, realizados por intermédio do ensaio de abrasão com esfera (ball abrasion test), permitiram verificar o efeito dos elementos de liga, presentes em alguns ferros fundidos com alto teor em cromo, na diminuição da resistência ao desgaste destes materiais. Os resultados obtidos contribuíram para ampliar nossa compreensão sobre o desgaste de ferros fundidos alto cromo, em particular no que se refere à interação das partículas abrasivas com a matriz e os carbonetos nela distribuídos. ix

11 Abstract The evaluation of wear (loss of mass during time) of some mechanical components used in circuits of iron ore slurry pumping represents an economical relevant problem in mining industry. Cast irons with high chromium content is the most frequently material having desired properties for this application. The aim of this study is to contribute to the understanding of abrasion wear mechanisms in high chromium content cast irons. The main mechanism of wear is the erosive and abrasive action of silica and ore iron particles present in the slurry being pumping. Abrasion ball laboratory test was adapted in order to simulate similar conditions as those present in industry and then correlate microstructural features and material behavior under abrasion. As received alloys were compared with oil quenched samples of the same alloys so that changes in carbides content, morphology and distribution could be taking into account during loss of mass analyses and abrasive particles to matrix and carbides interaction. Scanning electron microscopy (SEM), as well as image analyses allow us to observe a great variety of features involving wear mechanisms is this microstructures and better understand the role of abrasive particles in the wear phenomena. x

12 1. Introdução O desgaste em ferro fundido branco alto cromo é um dos fatores mais importantes no que diz respeito aos custos durante o processamento mineral envolvendo polpas. Estas ligas são elaboradas de modo a oferecerem resistência ao desgaste, principalmente em condições abrasivas e erosivas. O ferro fundido branco contém grandes quantidades de carbonetos duros, que são responsáveis pela alta dureza. Além de apresentar resistência ao desgaste elevada possui boa resistência à corrosão, baixa expansão térmica e são não-magnéticas. Neste estudo foram analisadas cinco amostras de ferro fundido branco alto cromo, fornecidas pelos fabricantes de componentes de bombas para circuitos de bombeamento de polpa de minério de ferro, que são aplicados nos enxertos e rotores. Estas amostras foram fundidas nas mesmas condições que os componentes, mantendo assim o mesmo padrão. Estudou-se a influência das partículas abrasivas, simulando a ação da sílica e do minério de ferro, presentes nas polpas de minério atuando como elementos que provocam desgaste em peças de ferro fundido branco ligado ao cromo. A caracterização levou em conta as propriedades mais importantes nos estudos de desgaste quais sejam: a dureza, a morfologia e a granulometria das partículas abrasivas. A simulação experimental foi realizada utilizando suspensões abrasivas de diamante com tamanho médio das partículas dispersas de 3µm e 6µm. Foi possível evidenciar diversos parâmetros relacionados ao desgaste dos ferros fundidos identificando aspectos relacionados à interação das partículas abrasivas com a microestrutura. Informações relativas ao desempenho ao desgaste desses ferros fundidos são importantes para que se possam escolher materiais mais adequados e assim baixar os custos operacionais de manutenção, aumentando consideravelmente a vida útil destes. Figura 1 Bomba de polpa em estudo. 1

13 2. Objetivos O trabalho se desenvolve na investigação de meios que permitam quantificar e avaliar o desgaste ocorrido em ferro fundido branco alto cromo, submetido a ação de partículas que provocam erosão e abrasão. Desta forma, o trabalho irá focar duas diferentes frentes com o mesmo objetivo. A primeira foi um estudo com diversas técnicas para poder quantificar e qualificar o desgaste dos materiais metálicos em termos microestruturais. Na segunda etapa foram analisadas as partículas que provocam tal efeito, analisando parâmetros importantes para se entender uma maior ou menor ação desgastante destas partículas sobre a superfície metálica. E, finalmente correlacionar estas duas para poder criar um critério de seleção de materiais resistentes ao desgaste, neste tipo de situação. 2

14 3. Revisão Bibliográfica 3.1 Ferro Fundido Introdução Trata-se de uma liga ferro-carbono-silício, com teores de carbono geralmente acima de 2%, em quantidade superior à que é retida em solução sólida na austenita, de modo a resultar em carbono parcialmente livre, na forma de glóbulos ou lamelas de grafita. [1] A figura 3.1 representa o diagrama referente à liga binária Fe-C. [2] A partir dele, podemos fazer algumas considerações relativas à classificação dos ferros fundidos em termos de percentuais de carbono; 4,3% de carbono corresponde à liga com o mais baixo ponto de solidificação ou fusão, denominada liga eutética. Ligas entre 2,0 e 4,3% de carbono correspondem às chamadas ligas hipoeutéticas e as ligas com teores superiores a 4,3% de carbonos são denominadas hipereutéticas. [1] Figura 3.1 Diagrama de equilíbrio Fe-C. [2] 3

15 3.1.2 Classificação das Ligas Ferrosas Ferro fundido e aço constituem-se em produtos mais complexos, quando neles são adicionados elementos de liga. É possível uma grande variedade de microestruturas e propriedades resultantes, dependendo da composição química, condições de solidificação e do tipo de tratamento térmico. [3] A figura 3.2 apresenta uma classificação para as ligas ferrosas fundidas, com algumas características relacionadas ao tipo de carboneto e matriz do ferro fundido branco. [3] Ligas Ferrosas Classificação pelo nome comercial, aplicações e estrutura Ferro Fundido Branco Mesclado Cinzento Dúctil Maleável Resistente ao desgaste Aplicações a altas temperaturas Carbonetos M 3 C M C M 7 C 3 MC M C M 4 C 3 M 3 C (M = Fe, Cr, Mo) M 4 C 3 (M= Cr, Fe) M 7 C 3 (M= Fe, Cr) MC (M= Fe, Cr) Perlítico Martensítico Ferrítico Ferrítico Martensítico Austenítico Ferrítico Martensítico Austenítico Figura 3.2 Classificação das ligas ferrosas fundidas. [3] Desta forma os ferros fundidos podem ser designados como: Ferro branco Virtualmente livre de grafita apresenta como fases ricas em carbono a cementita e outros carbonetos metálicos. A solidificação é baseada no diagrama metaestável Fe-Fe 3 C. Ferro cinzento - Onde a solidificação obedece ao diagrama de fases estável Fe-C e a grafita apresenta-se na forma de veios. 4

16 Ferro mesclado - Que apresenta uma mistura entre os dois modos de solidificação mencionados, apresentando zonas de ferro cinzento e zonas de ferro branco. Ferro nodular - Também chamado de ferro dúctil, nos quais a grafita apresenta-se em forma de nódulos ou esferóides no estado bruto de fundição, como resultado da adição de elementos que modificam o modo de crescimento da grafita. Ferro maleável É um ferro branco que sofreu processo de grafitização como resultado da decomposição da cementita. Ferro vermicular A grafita apresenta-se na morfologia vermicular, que é um estado intermediário entre a grafita nodular e em veios. Ferros especiais são ligas que apresentam porcentagens consideráveis de outros elementos de liga, além do Fe e C, e têm aplicações especiais, tais como aquelas que requerem: resistência à corrosão, resistência à oxidação em temperaturas elevadas e elevada resistência mecânica. Os ferros fundidos especiais possuem uma vasta variedade de microestruturas. [4] Fatores Importantes na Obtenção do Ferro Fundido Branco [2] Quando todo o carbono está sob a forma combinada, a fratura da peça é de aspecto claro, esbranquiçado, donde o nome de ferro fundido branco; quando parte do carbono está sob a forma de grafita, o aspecto da fratura é escuro, o que deu origem à designação de ferro fundido cinzento. A formação da maior parte da grafita se dá normalmente na solidificação do eutético e depois do metal solidificado, enquanto estiver acima de 700º C. Nos ferros fundidos hipoeutéticos sem silício, a grafita raramente se forma entre as linhas liquidus e solidus. Seu aparecimento, nesse intervalo, é mais freqüente nos ferros fundidos hipereutéticos. A grafita normalmente se separa no momento de solidificação do líquido, mas também pode resultar da decomposição da cementita. Fe 3 C 3 Fe + C (grafita) Dois fatores são importantes durante a fabricação (ao se solidificar) do ferro fundido para saber se este será branco ou cinzento: Composição química; Velocidade de esfriamento. 5

17 3.1.4 Efeito dos Elementos Químicos na Estrutura dos Ferros Fundidos [2] Alguns elementos, em presença de teores mais altos de carbono, exercem notável influência sobre a microestrutura e as propriedades dos ferros fundidos, porque, é de suas proporções que dependerá da formação ou não de grafita e, portanto, se o produto resultante será branco ou cinzento. Carbono Geralmente o carbono se encontra com teores entre 2,5 e 3,8%. Com teores baixos há tendência para formar o tipo branco; à medida, que o teor de carbono cresce, melhoram as condições para o material se tornar cinzento. Nos ferros fundidos brancos, a dureza se eleva com o teor de carbono, porque aumenta a quantidade de cementita. Silício Depois do carbono é o elemento mais importante nos ferros fundidos. Ele favorece a decomposição da cementita em ferrita e grafita. Desta forma adiciona-se este elemento para se produzir o ferro fundido cinzento. Com pouco ou nenhum silício, o ferro fundido apresenta, em geral, fratura branca. Cromo É adicionado principalmente para compensar os efeitos grafitizantes do silício e do níquel em alguns tipos de ferro fundido, com teores entre 1,4 a 3,5% de Cr. Em outros tipos, nos quais os teores são superiores a 7% de Cr tem a finalidade de formar carbonetos, como o eutético(m 7 C 3 ), que são mais duros. [5] Manganês Tem ação contrária à do silício, pois dificulta a decomposição da cementita; em teor muito elevado, pode anular a ação do silício e o ferro fundido então resultar branco. Seu principal papel nos ferros fundidos comuns é, porém, neutralizar a ação do enxofre, formando com este MnS. Atua também como desoxidante, tal como nos aços. [2] Fósforo Quando em teores normais é grafitizante e não desempenha um papel preponderante; em teores elevados, contribui para a fragilidade e atua como estabilizador da cementita. Contudo, a sua presença é às vezes desejada por aumentar a fluidez do metal líquido, o que permite moldar peças de paredes mais finas e de contornos mais nítidos. O fósforo forma com o ferro um constituinte denominado steadita. [2] 6

18 Enxofre Age mais ou menos como o manganês; sob a forma de sulfureto de ferro torna o material mais sensível as conseqüências de um resfriamento rápido. Esse elemento tem marcada influência no tipo de grafitização. [2] Ferro Fundido Branco Nestes materiais, praticamente todo o carbono se apresenta na forma combinada de carboneto de ferro Fe 3 C mostrando uma superfície de fratura clara. Suas propriedades fundamentais, devido justamente aos níveis elevados de cementita(fe 3 C), são alta dureza e resistência ao desgaste. Em conseqüência, sua usinagem é prejudicada, ou seja, esses materiais são muito difíceis de se usinar, mesmo com os melhores materiais de corte. [1] Na figura 3.3 são mostradas as microestruturas típicas do ferro fundido branco, onde a figura (a) mostra uma microestrutura hipoeutética, que consiste de colônias de perlita em uma matriz de ledeburita. No caso da figura (b) é visível uma microestrutura eutética que consiste principalmente de ledeburita, com um numero limitado de colônias de perlita e, na figura (c) tem-se uma microestrutura hipereutética, com uma região clara de cementita e o restante da microestrutura é formado por ledeburita. [6] ( a ) ( b ) ( c ) 100X Figura Estruturas típicas de ferro fundido branco [6] 7
, são alta dureza e resistência ao desgaste.")
19 Obtenção das Principais Estruturas Se o ferro fundido se encontra antes do ponto eutético com muito pouco silício e, contêm quantidades apreciáveis de carbonetos ou possui elementos estabilizadores, ou então a taxa de resfriamento é suficientemente rápida, então há possibilidades de se formar dendritas de austenita. O líquido restante no espaço interdendrítico estará enriquecido em carbono e a solidificação formará um eutético de cementita e austenita, conhecido como ledeburita. De outra forma, se a temperatura do sólido é mantida entre ºC, a austenita (ferro γ ) se transforma em ferrita (ferro α ), com carbono praticamente insolúvel. Nesta situação o carbono é rejeitado na forma de cementita, em lamelas que alternam para formar a estrutura conhecida como perlita. [7] A estrutura de um ferro fundido branco à temperatura ambiente consiste em dendritas primárias de perlita com áreas interdendriticas de ledeburita transformada que é uma estrutura eutética de cementita e perlita. As áreas de perlita são formadas da austenita original. Em alguns casos, a austenita produzida durante a solidificação do eutético final de cementita e austenita é depositado nas dendritas da austenita existente, e as áreas interdendriticas são predominantemente de carbonetos. A estrutura final consistirá então em dendritas de perlita cercados por cementita que contém muito pouca perlita da transformação eutética. [7] Efeito das Estruturas nas Propriedades Estes ferros fundidos são caracterizados por uma fratura completamente branca e uma dureza alta ( HV) que é uma média dos carbonetos( HV) e da perlita ( HV). Vários faixas de ferro fundido branco estão disponíveis e dependem de basicamente da composição química e do tipo de tratamento térmico. Os ferros fundidos brancos baixa liga contêm entre 2,4 e 3,4% carbono e até 2% cromo. Nestes a dureza alcança valores em torno de 350 HV na condição bruta de fusão. Aumentando o conteúdo de cromo (até 10%), também é possível aumentar o conteúdo de carbono para produzir maiores quantidades de carbonetos. Adições de níquel, com tratamento térmico adequado pode produzir uma estrutura martensítica, em lugar da estrutura de matriz perlítica. [7] 8

20 Estas mudanças têm o efeito global de aumentar a dureza para 600 HV e reduzir o efeito de sensibilidade de seção. Quando aumentos de resistência à corrosão e resistência à abrasão são requeridos, podem ser usados ferros fundidos brancos que contêm até 28% cromo, mas como a porcentagem de carbono também deve aumentar, acarretará em diminuições de resistência ao impacto. Assim, é importante equilibrar a composição cuidadosamente para obter a melhor combinação de propriedades para aplicações específicas. Estes ferros fundidos quando tratados termicamente desenvolvem uma dureza máxima de até aproximadamente 700 HV. [7] Estruturas Formadas Para aplicações resistentes a desgaste crítico, é recomendado que a microestrutura e a dureza da superfície tenham sido adequadas e, de fato controladas, a fim de atender às especificações industriais.a principal razão em termos da microestrutura está ligada diretamente ao controle das propriedades que estes irão apresentar após solidificação, que alem disto irá variar conforme a espessura da peça. A seguir serão descritas as estruturas que podem ser obtidas nos ferros fundidos brancos. [7] Ferrita Quando tratamos de ferro fundido e, falamos em estrutura ferrítica, esta se apresenta em uma única fase de solução sólida com silício em quantidades que variam de acordo com a estrutura da grafita. Entre os fatores que a definem estão à taxa de resfriamento e a quantidade de carbono na forma de grafita. A quantidade tende a aumentar como as diminuições das taxas de resfriamento e com aumento da quantidade de silício. Geralmente, estruturas completamente de ferrita são obtidas com o tratamento térmico de recozimento. Devido à baixa dureza a ferrita normalmente é evitada em regiões que serão submetidas ao desgaste. Perlita A perlita consiste em lamelas alternadas de ferrita e cementita. O grau de refino da estrutura depende da taxa de resfriamento. Em termos de aspecto, a perlita quando observada a baixas ampliações aparece como uma cor de tom acinzentado. 9

21 Esta estrutura é formada pela transformação de austenita durante resfriamento normal no molde ou ao ar no intervalo de temperatura compreendido entre 720 a 900 ºC. Esta é uma matriz altamente desejável para materiais resistentes ao desgaste, uma vez que sua estrutura é apresenta dureza elevada. Cementita A cementita (Fe 3 C) na forma do eutético é um componente branco, duro, formado durante a solidificação. È encontrada em ferro fundido mesclado ou branco, formada pela transformação de austenita na temperatura crítica, sob a forma de lamelas de perlita. Carbonetos eutéticos podem aumentar a dureza melhorando a resistência ao desgaste. Carbonetos mais duros podem ser obtidos pela adição de Cr e/ou Mo. Martensita A martensita tem uma forma acicular quando observada ao microscópio. É uma estrutura resultante de tratamentos com altas taxas de resfriamento, por exemplo, a têmpera. A presença de martensita implica em valores elevados de dureza o que significa melhoria na resistência a abrasão. Bainita (acicular) A estrutura de transformação bainitica é produzida por resfriamento isotérmico. Estas são freqüentemente chamadas de ferrita acicular e são mais resistentes que a martensita e, mais duras e mais fortemente ligada do que a perlita. Esta estrutura pode alcançar faixas superiores, da ferrita acicular, do que a martensita, que depende do tempo de transformação, composição, e outros fatores. Tratamentos térmicos de austêmpera podem ser aplicados e aumentam a resistência em situações de tensões mais críticas, encontradas em engrenagens de trens, por exemplo. 10
22 Austenita A estrutura austenítica pode ser obtida a temperatura de um quarto da temperatura crítica pela adição de elementos de liga, como níquel e manganês que diminuem a temperatura crítica à qual ocorre à transformação da γ para α. Embora a transformação possa ser suprimida à temperatura de um quarto da temperatura de austenitização, ainda pode acontecer a uma temperatura mais baixa e irá depender da quantidade de elementos de liga. Estes ferros normalmente não são usados em aplicações resistentes ao desgaste Ferro Fundido Branco Alta Liga Os ferros fundidos brancos alta liga são ligas nas quais a produção deve ser analisada separadamente dos demais ferros fundidos. Nestas ligas ferrosas, o percentual de elementos de liga é superior a 4%, e, por conseguinte elas não podem ser produzidas por adições em panelas de fundição. Normalmente são produzidas em fundições especiais equipadas para produzir ferros fundidos altamente ligados. Estas ligas ferrosas são fundidas em fornos elétricos, especificamente fornos a arco elétrico ou fornos a indução nos quais o controle de composição e temperatura é mais preciso. [5] Aplicações Os ferros fundidos brancos, alta liga, geralmente são aplicados em peças que deverão resistir a altas taxas de abrasão e erosão, com durezas bem elevadas e superior resistência a corrosão.[8] Aplicados em peças de britadores, moinhos e em circuitos de tratamento de materiais abrasivos. O percentual de cromo em ferro fundido branco também aumenta as propriedades de resistência à corrosão. O percentual de carbonetos eutéticos e/ou primários na microestrutura destes justifica a alta dureza necessária para britar/moer outros materiais. A matriz metálica que apóia a fase carboneto nesta liga ferrosa pode ser ajustada pela composição da liga e pelo tratamento térmico para desenvolver uma estrutura resistente a impactos constantes. [9] 11
23 3.1.6 Ferro Fundido Branco Alto Cromo No ferro fundido branco com alto teor em cromo, como a maioria dos materiais resistentes à abrasão, há uma relação entre resistência ao desgaste e dureza. Variando a composição e o tratamento térmico, as propriedades do ferro fundido podem ser ajustadas para satisfazer as necessidades da maioria das aplicações em situações abrasivas. Como uma classe, o ferro fundido alto-cromo é caracterizado pelo carboneto M 7 C 3 (eutético duro), relativamente descontínuo que aparece na microestrutura, ao invés do mais macio, que é o carboneto contínuo M 3 C; carboneto eutético que aparece no ferro ligado que contêm menos cromo. Estas ligas normalmente são produzidas com composições hipoeutéticas. [5] Nestes ferros fundidos podemos obter estruturas com o carboneto M 7 C 3, com matriz ferrítica e fases de grafita. Esta microestrutura é semelhante à de um ferro fundido branco alto cromo com grafita dispersa. Cada fase mostra propriedades mecânicas diferentes. O carboneto M 7 C 3 possui alta dureza e excelente resistência principalmente se comparado com a cementita. A matriz ferrítica melhora as propriedades mecânicas da liga, como dureza e resistência à tração, quando submetida a um tratamento térmico. [10] Composições das Ligas sobre a Superfície Liquidus do Sistema Ternário Fe-C-Cr O emprego industrial dos ferros fundidos brancos, alto cromo, estimulou a realização de estudos fundamentais tanto com o objetivo de caracterizá-los quanto visando conhecer o sistema ternário Fe-Cr-C. Este sistema é limitado pelos três diagramas binários: Fe-C, Cr-C e Fe-Cr. O diagrama de equilíbrio fornece subsídios em relação aos tipos de carbonetos e fases metálicas que são estáveis para uma dada composição e temperatura e informações qualitativas sobre o limite de solubilidade do carbono e do cromo na austenita, e em sua variação com a temperatura. [9] Na figura 3.4 as composições estudadas são apresentadas sobre a projeção da superfície liquidus do sistema Fe-Cr-C. [12] 12
24 Porcentagem em peso de carbono Figura 3.4 Ligas sobre a superfície liquidus do sistema ternário Fe-C-Cr. [12] Classificação segundo a ASTM Conforme as normas ASTM o ferro fundido branco alto cromo é classificado como tipo A532. O ferro cromo-molibdênio (classe II da ASTM A532) contendo 11 a 23% Cr e até 3,5% Mo pode ser formado de uma matriz austenítica ou matriz austenitica-martensitica, ou tratado termicamente e ter uma microestrutura de matriz martensítica resistente à abrasão e de máxima dureza. Eles normalmente são considerados os mais duros de todos os ferros brancos. Comparado ao níquel-cromo de baixa liga, nele os carbonetos eutéticos são mais duros e podem ser tratados termicamente para alcançar valores de dureza mais alta. Molibdênio, níquel e cobre quando necessário são adicionados para prevenir formação de perlita e assegurar dureza máxima.[5] O ferro fundido classe III da ASTM A532 representa a classe mais antiga de ferro fundido alto-cromo, com uma das primeiras patentes, em torno de Este possui em geral teores entre 25% e 28% de Cr e com até 1,5% Mo. Deve-se prevenir a formação de perlita, ligando com níquel e cobre em até 1%. Embora o máximo de dureza atingida não ser tão alta quanto na classe II, estas ligas são selecionadas quando a resistência à corrosão também for desejada. [5] 13
25 Microestrutura Os microconstituintes formados durante a solidificação dos ferros fundidos brancos de alto cromo são: Carbonetos - Que se são as fases mais duras e resistentes ao desgaste, mas também são muito frágeis (quando submetidos a impactos), sendo os carbonetos do tipo M 7 C 3 mais refinados, com matriz constituída por uma mistura de martensita e austenita com pequenos carbonetos precipitados no interior da matriz, os mais resistentes. [13] Austenita bruta de fusão A solidificação nas ligas hipoeutéticas ocorre através da formação das dendritas de austenita, seguida pela formação eutética de austenita e carbonetos eutéticos M 7 C 3. Desta maneira tem-se a formação da austenita bruta de fusão.[13] Eutético da Austenita A quantidade de austenita formada na solidificação determina a microestrutura do eutético. Sendo que, quando a fração volumétrica de austenita primária é elevada, o carboneto tende a segregar ao longo dos contornos de grão. Esta microestrutura corresponde a de um eutético divorciado, no qual a fase austenita do eutético se deposita sobre a austenita primária, ficando o carboneto na forma de plaquetas alongadas. A morfologia do carboneto γ M 7 C 3 pode ser classificada como descontínua em comparação com a do eutético γ M 3 C, atribuindo a esta diferença de morfologia, as melhores propriedades de impacto dos ferros fundidos brancos de alto cromo em relação aos ferros fundidos brancos comuns.[13] Martensita bruta de fusão A estrutura martensítica pode ser obtida na forma bruta de fundição em fundidos com seções espessas, durante o resfriamento lento no molde. Com pequenas velocidades de resfriamento, a estabilização austenítica é incompleta e ocorrem transformações parciais da martensita. Nestes ferros fundidos, a martensita se encontra misturada com grandes teores de austenita retida, e, por conseguinte, os níveis de dureza são baixos se comparados com os fundidos martensíticos obtidos por tratamentos térmicos. 14
26 Tratamentos térmicos subcríticos são usados para reduzir o teor de austenita e, ao mesmo tempo, aumentar a dureza e resistência ao desgaste. [13] Tratamentos Térmicos O objetivo do tratamento térmico do ferro fundido branco é reduzir as tensões que se originam pelas diferentes velocidades de resfriamento e, conseqüentemente de solidificação, que se verificam através das seções das peças. Pelo tratamento térmico procura-se, igualmente, melhorar as propriedades mecânicas do material, onde a estrutura é tipicamente fundida e, portanto, pouco regular, do tipo dentrítica. O refino dessa estrutura é, assim, essencial, sobretudo quando as peças são sujeitas a esforços mecânicos de choque.[1] O tratamento térmico aplicado aos ferros fundido brancos com alto cromo podem ser classificados em: Tratamento térmico de desestabilização da austenita - Ocorre em dois domínios de curvas dos diagramas CCT. Sendo que no primeiro são observados duas regiões, uma acima de A 3, onde se observa a reação: γ γ + M 7 C 3 e a outra situada entre A 3 e A 1, onde se observa a reação: γ γ + α + M 23 C 6 E mesmo nestas regiões podem ocorrer precipitações de carbonetos do tipo M 7 C 3. O segundo domínio tem cotovelo próximo a ºC, onde se observa a reação: γ α + M 3 C 15
27 A precipitação de carbonetos secundários altera a composição da austenita metaestável, empobrecendo-a em carbono, cromo e outros elementos de liga (quando presentes). Esta austenita passa para uma condição desestabilizada, tendo suas características de transformação alteradas.[11] A precipitação de carbonetos secundários inicia-se na interface austenita/carboneto, e em alguns contornos de grão, e progride aleatoriamente para o interior da austenita. O carboneto assim formado é globular e finamente distribuído na matriz. [11] Tratamento térmico de têmpera Para obtenção de matrizes martensíticas é imprescindível à precipitação de carbonetos secundários para desestabilizar a austenita. Os tratamentos térmicos com este objetivo são realizados, normalmente, entre ºC, com posterior resfriamento ao ar ou em óleo. Dependendo da composição química e da velocidade de resfriamento, a microestrutura resultante constitui-se de perlita, bainita, martensita ou mistura desses constituintes, podendo conter ainda austenita retida. [11] Tratamento térmico de revenido - É executado, principalmente para fundidos de seções grossas e temperados, para reduzir o teor de austenita residual que é associada a problemas de lascamento em peças sujeitas a impactos repetidos. A quantidade de austenita residual nos ferros fundidos brancos de alto cromo, tratados termicamente, pode ser reduzida por tratamento isotérmico a temperaturas entre 450 e 650 ºC. A resposta a este tipo de tratamento depende da quantidade de austenita retida e da sua composição. [11] Durante o revenimento, são precipitados carbonetos na austenita que se torna empobrecida em carbono e elementos de liga. A temperatura M s dessa austenita aumenta favorecendo a transformação martensítica. No revenimento, excesso de tempo de permanência ou de temperatura resulta em diminuição da dureza e, conseqüente, redução da resistência ao desgaste. [11] 16
28 3.2 Desgaste Introdução sobre Desgaste Segundo Hutching [13] sempre que superfícies movem umas contra as outras, ocorre desgaste; um dano para uma ou ambas superfícies, geralmente envolvendo perda progressiva de material. Na maioria dos casos, isso é prejudicial e conduz a liberações progressivas de material entre os componentes móveis Classificação do Desgaste Há três modos aparentes nos quais o desgaste pode ser classificado. O primeiro está associado ao aparecimento de uma marca de desgaste. Um segundo modo leva em conta os mecanismos físicos que removem o material. O terceiro relaciona-se com as condições que cercam a situação do desgaste. Exemplos da primeira categoria são: corrosão, lascamento, arranhão, polimento, fenda, fricção e desgaste. Condições como adesão, abrasão, oxidação e erosão são exemplos do segundo tipo de classificação. E, para o terceiro modo podemos citar como exemplos: desgaste com lubrificação, desgaste sem lubrificação, desgaste de metal-contrametal, desgaste rolante, desgaste por deslizamento e desgaste metálico em altas temperaturas. Todos os três métodos de classificação são úteis ao engenheiro, mas de modos diferentes. [14] Mecanismos de Desgaste Uma classificação do desgaste deve levar em conta a maneira segundo a qual o material perde massa, ou se danifica como resultado de uma ação deteriorante. E, desta forma podemos analisar a remoção por diversos aspectos como: a nível atômico, quando há um deslocamento de planos cristalinos, e até mesmo como uma remoção de partículas frente a ação de outros materiais. [14] 17
29 Mecanismos de desgaste envolvem geralmente conceitos de fratura frágil, deformação plástica, fadiga, e falhas de coesão e adesão em estruturas. No caso de desgaste a uma grande complexidade associada com cada um dos mecanismos para conseguirmos definir por apenas um tipo de ensaio em que classe este se encontra, principalmente por estarmos lidando com mais de um corpo geralmente envolvido em líquidos (polpas), além de diferentes características superficiais dos materiais. [14] Desgaste Adesivo Antes que o desgaste adesivo seja definido, alguns conceitos gerais relativos à natureza do contato entre duas superfícies devem ser feitos. O primeiro aspecto que será considerado é a área de contato. Em muitas considerações de engenharia a área de contato é geralmente determinada por considerações da macro-geometria ou contorno dos corpos em contato. Isto é normalmente expresso através da projeção geométrica ou por modelos que levam em conta a deformação elástica ou plástica que os materiais exibem. O princípio básico da adesão entre duas superfícies que entram em contato baseia-se na aderência entre regiões localizadas (pontos específicos). Como as duas superfícies movem uma relativa à outra, pode acontecer desgaste em uma superfície ou ambas, com conseqüente arrancamento de material destas. [14] Desgaste Abrasivo O desgaste abrasivo em engenharia e em componentes de máquinas é causado pelas partículas abrasivas e é um dos principais problemas nas industrias que trabalham com este tipo de material. Entender os efeitos de todas as variáveis do sistema pela taxa de desgaste abrasivo se faz necessário para definir rotas para produção de máquinas e para a escolha de materiais para reduzir e/ou controlar o desgaste.[16] No desgaste abrasivo, sabemos que a quantidade de material removida depende da carga normal que pressiona as partículas contra a superfície e da distância que esta percorreram.[13] 18
30 Para o desgaste abrasivo, a perda acontece por arrancamento de material: entalhe, cortes, arranhões provocados por mecanismos descritos anteriormente. [14] A figura 3.5 ilustra duas situações próprias ao desgaste abrasivo. Na figura (a) existe uma situação na qual por ocorre desgaste devido a um contato entre duas superfícies com uma certa rugosidade, conhecida como desgaste abrasivo a dois corpos e, no caso (b) ocorre o efeito do desgaste abrasivo a partir de partículas entre duas superfícies, definido como desgaste a três corpos. Sendo que em ambos os casos a pressão exercida é um fator primordial no entendimento deste desgaste. [14] ( a ) Figura 3.5 Simulações de desgaste abrasivo. (a) Desgaste a dois corpos. (b) Desgaste a três corpos.[14] ( b ) Foram propostos vários mecanismos para poder explicar como o material é removido de uma superfície durante o desgaste por abrasão. Estes mecanismos incluem fratura, fadiga, entre outros. Por causa da complexidade do desgaste por abrasão, nenhum mecanismo pode ser considerado completamente eficiente, na avaliação da perda de massa por este processo. Quando apenas um corpo abrasivo desliza sobre uma superfície, este pode provocar um dos seguintes processos: Sulcamento na superfície; Formação de cunha; Microfadiga; Microfratura. Cortes; 19
31 O processo que produz sulcos desloca material de um entalhe para os lados. Isto acontece devido à aplicação de cargas e não resulta em qualquer perda real do material. O desgaste acontece próximo à superfície do material na forma de uma elevação de sucessivas deslocações. Se mais arranhões acontecem na superfície, então o trabalho adicional poderia resultar em perda por microfadiga. Entretanto, a forma mais severa de desgaste em um material é o corte. Durante o processo cortante, a ponta do abrasivo remove uma parte de material, como uma ferramenta. Isto resulta em material removido, mas pouca parte do material desloca se comparado ao tamanho do entalhe. Para uma partícula abrasiva afiada, existe um ângulo crítico para o qual há uma transição entre os processos de arar (sulcos) e cortar. Estudo das propriedades dos materiais metálicos resistentes ao desgaste abrasivo Uma grande variedade de características dos materiais metálicos foi correlacionada com o desgaste abrasivo, determinando alguns destes efeitos. Estas propriedades incluem dureza, módulo elástico, tensão de escoamento, temperatura de fusão, estrutura cristalina, microestrutura e composição química. Para isto foi mostrado experimentalmente e teoricamente que a dureza de um material correlaciona-se com sua taxa de abrasão. Além disto, a resistência ao desgaste dos metais é proporcional à dureza da superfície desgastada. Atualmente, com o advento de novos materiais avançados, o uso de materiais compósitos resistentes ao desgaste está ficando mais comum. Formação de uma segunda fase Uma forma de modificar as propriedades de um material é a produção de uma segunda fase. Tratamentos térmicos que causam a formação de precipitados podem resultar em grandes aumentos de dureza e de tensão de escoamento. 20
32 Tamanho das partículas dos precipitados Quando as partículas incoerentes são um pouco maior que os grãos abrasivos que desgastam a superfície, estas são geralmente eficientes, diminuindo o desgaste total do material. Exames de superfícies desgastadas revelaram que os grãos abrasivos são presos sobre os grãos de carbonetos. Como a matriz é cortada e removida, a carga é transferida significativamente para as partículas duras. O desgaste de partículas incoerentes acontece através de dois processos mais lentos: abrasão das partículas duras e perda de partículas duras por desprendimento entre a matriz e partículas. Para os ferros fundidos brancos ligados, estudos com materiais resistentes ao desgaste conseguem obter estruturas com até 30% de carbonetos (fração volumétrica), obtendo desta forma melhores resultados com desgaste abrasivo. A relação entre o tamanho das partículas e tamanho de grão abrasivo é importante. Grãos abrasivos maiores tendem a criar regiões de desgaste maiores. Quando partículas incoerentes são pequenas, em relação aos grãos abrasivos e regiões desgastadas, elas podem ser cortadas com a matriz e podem ter pouco efeito para a resistência à abrasão do material. Se os grãos abrasivos são muito pequenos, em relação às partículas duras, e os espaços entre partículas são grandes, então os grãos podem se alojar entre as partículas duras. As características das partículas que melhor atendem à redução do desgaste abrasivo favorecem as partículas mais duras, flexíveis e maciças. Um valor de dureza alta as tornam mais resistentes ao corte, além de as tornarem mais resistentes à fratura. Para partículas maciças, reduzem a propagação de trincas. 21
33 Efeito das partículas na estrutura dos materiais em relação a sua resistência ao desgaste abrasivo Fatores que afetam o desgaste abrasivo destes materiais incluem a orientação, tamanho, módulo de elasticidade, dureza relativa, e fragilidade da segunda fase. O modelo simplificado de Zum Gahr mostra os efeitos quando se variam estes parâmetros. A figura 3.6 demonstra estes efeitos. Orientação Tamanho Módulo de Elasticidade Dureza Fragilidade Figura Efeito das partículas na estrutura dos materiais em relação a sua resistência ao desgaste abrasivo. [33] Foi analisado que um reforço da estrutura com uma segunda fase que está paralela à superfície é removido mais facilmente que um que está perpendicular à superfície. Também, quando a segunda fase é pouco profunda, esta tem pequeno ou nenhum efeito benéfico. Como a maioria dos reforços adicionados têm um módulo de elasticidade alto, uma matriz com um baixo módulo tenderá a desgastar mais nas interfaces e conduzirá ao arrancamento pelo abrasivo. Em alguns metais, como o ferro fundido branco ligado, se a segunda fase é mais dura que a matriz, então a fase dura protegerá a matriz. 22
34 Geralmente, materiais frágeis tendem a rachar e lascar uma área maior que a seção atravessada pelo grão abrasivo que causa o desgaste, em virtude da sua pequena resistência a partículas de maior dureza. Morfologia das partículas abrasivas A morfologia das partículas em polpa interfere diretamente em uma maior ou menor capacidade destas de provocarem um desgaste na superfície dos materiais. E, neste caso, temos duas imagens mostrando as partículas de sílica e de minerais de ferro. Estas partículas são os materiais abrasivos que se encontram na planta industrial, que neste trabalho serão substituídas por partículas de diamante. As partículas que agem com alta angularidade provocam uma deformação localizada e/ou corte na superfície bem maior do que as partículas arredondadas. As partículas de sílica apresentam formas mais angulosas, e as de minério de ferro um pouco menos, devido a sua cristalografia apresentada após fratura. Um outro fator importante é o processo de beneficiamento ao qual estes materiais são submetidos, onde a passagem por diversos equipamentos (moinhos e britadores) provoca cortes nestas partículas e determinarão suas formas finais, podendo ser um fator essencial no entendimento do desgaste. [13] Um outro fator de grande influência é devido ao regime de fluxo. Onde o circuito imposto a esta polpa submete as partículas a caminhos diferenciados, e tais irão influenciar no impacto destas na superfície dos materiais que serão submetidos ao desgaste.[13] Figura 3.7 Partículas de abrasivas de minério de ferro e sílica. 23
35 Figura 3.8 Morfologia das partículas de sílica. (a) partículas após o desgaste. (b) partículas na forma natural. [14] Desgaste Erosivo O processo do desgaste por erosão ocorre quando as partículas chocam-se com uma superfície. Difere do desgaste abrasivo, pois as partículas são pressionadas de encontro à superfície e movem-se ao longo dela, enquanto são mantidos os esforços. Na erosão, geralmente um fluido causa o arraste das partículas. Desta forma, a partícula erosiva sofre, durante o desgaste, uma desaceleração de sua velocidade inicial de impacto e, esta vai reduzindo ao longo de todo o contato com a superfície, até se soltar. Na erosão, entender o desgaste depende do número e massa das partículas individuais que golpeiam a superfície e de sua velocidade de impacto, além de outras características. Como no caso da abrasão, os mecanismos do desgaste erosivo podem envolver a deformação plástica e fratura frágil. A erosão dos metais envolve geralmente o fluxo plástico, visto que alguns materiais mais frágeis podem desgastar predominantemente pelo fluxo ou pela fratura dependendo das condições de impacto. [13] A figura 3.9 ilustra uma situação em que partículas são levadas, por um meio qualquer, de encontro a uma superfície, caracterizando assim o desgaste erosivo. [14] 24
36 Erosão Figura 3.9 Simulação de desgaste erosivo. [14] O desgaste erosivo ocorre quando partículas sólidas são capazes de provocar a perda de material segundo a descrição da figura 3.9. Em alguns casos a erosão de é um fenômeno desejado como no caso dos jatos de areia a altas velocidades e/ou jato de água como elemento abrasivo cortante. Mas é um problema sério em muitos sistemas de engenharia, inclusive em turbinas de jatos, oleodutos e bombas que transportam partículas polpas (líquidos mais partículas), e em alguns sistemas de combustão. [ 35 ] Várias soluções foram desenvolvidas modificando o design das peças, tentando diminuir o ângulo de impacto das partículas e desta forma diminuindo os efeitos agressivos das partículas. A erosão pelas partículas sólidas será esperada sempre que partículas duras são inseridas em um gás ou em um meio líquido a velocidade significante. Erosão por partículas sólidas acarreta a perda de componentes. O aparecimento de uma superfície que parece ser de escavação que segue o fluxo do gás/líquido, ou uma superfície rugosa, e o não aparecimento dos entalhes na superfície (como é característico em desgaste por abrasão) são aspectos típicos das superfícies desgastadas por erosão. Podem ainda, apresentar-se como ondulações na superfície dos metais. Durante este processo de desgaste as partículas podem ser aceleradas ou desaceleradas, e suas direções podem ser mudadas pelo tipo de fluxo. Isto é mais significante em meios líquidos, como por exemplo, em polpas de minérios. 25
37 A distinção entre erosão e abrasão deveria ser clarificada, porque a termo erosão foi freqüentemente usado em situações que poderiam ser classificadas como abrasão. Erosão provocada por partículas sólidas refere-se a uma série de partículas golpeando e ressaltando na superfície, enquanto abrasão é o resultado do deslizamento de partículas abrasivas ao longo de uma por uma superfície sob ação de uma força aplicada. A distinção fica mais clara se levarmos em conta que, em erosão, a força associada as partículas relaciona-se à diminuição da velocidade delas; quando do impacto, enquanto que a abrasão a força aplicada é externamente e é aproximadamente constante durante o processo. Distinguir desgaste erosivo e abrasivo em alguns casos é bem difícil, principalmente em situações onde se tem partículas muito densas em líquidos. Nas quais uma quantidade de partículas pode desenvolver um regime de fluxo no qual o seu deslizamento pela superfície pode classificá-la em desgaste abrasivo. Efeito da morfologia das partículas Vários trabalhos sobre erosões provocadas por partículas tomam como base uma partícula ou partículas esféricas. Em parte como um caso idealizado que, é mais fácil analisar do que em partículas angulares durante a erosão. Modelos matemáticos conseguem prever velocidades de rebote( retorno) e dimensões de cratera formadas por impactos únicos. A Erosão através de partículas esféricas geralmente desenvolve colinas e vales na superfície. Isto é muito diferente da topografia da superfície produzida por partículas angulares. Como poderia ser esperado, partículas angulares são responsáveis por uma taxa de desgaste mais alta que partículas esféricas. Por outro lado, associado a este tipo de características, o ângulo de impacto das partículas apresenta-se como um fator primordial no avanço do desgaste. 26
38 Métodos de quantificar angularidade por meio de análises de imagem, e seu efeito foi discutido por Bahadur e Braduddin que acharam resultados bem interessantes, podendo desta forma classificar os materiais. A figura 3.10 mostra como a forma da partícula pode causar um dano mais acentuado na superfície do material e até mesmo, iniciar um processo de desgaste. Figura 3.10 Influência da forma da partícula no processo de desgaste [ 38 ] Fragmentos embutidos na erosão A influência de fragmentos das partículas erosivas inseridas na superfície da amostra é, em alguns casos consideráveis no avanço do desgaste. Edington e Wright mostraram evidências de que fragmentos de partículas de Stellite 6B formam uma capa contínua na superfície. [35] Observações semelhantes foram feitas por Ruff et al. para Al 2 O 3 erodindo uma superfície de cobre e, por Kosel et al. para Al 2 O 3 erodindo o níquel. Os trabalhos de Edington e Wright de Kosel et al. mostram aquela erosão normal produzindo uma camada na superfície. Esta se apresenta contínua e consiste em fragmentos das partículas misturadas com o metal desgastado. Esta polpa é parecida com a polpa obtida em amostras submetidas a polimento ( sem limpeza). [35] 27
39 Ambos modelos qualitativos descritos para remoção de material no qual as partículas incidentes encontram diretamente a superfície do metal, resultam em acúmulo destas partículas e somam-se aos outros mecanismos de remoção(desgaste), após o impacto das primeiras partículas.[35] A figura 3.11 mostra algumas partículas aderidas a microestrutura em uma superfície de um ferro fundido com alto teor em cromo( diversos carbonetos de cromo). Nesta é evidente a preferência das partículas em se situarem em locais menos resistentes(matriz) e, em alguns casos elas podem parar exatamente nos carbonetos formados na estrutura. Figura 3.11 Efeito dos carbonetos na estrutura do material. [ 39 ] Tamanho das partículas O tamanho das partículas, tem pouco ou nenhum efeito na taxa de erosão de materiais dúcteis, desde que o tamanho das partículas esteja acima de 100 Mm. Porém, a taxa de erosão diminui, rapidamente, com o tamanho de partícula abaixo de 100 Mm. [35] Este fato, conhecido como o efeito de tamanho, também é encontrado em desgaste abrasivo. Misra e Finnie [35] discutiram várias teorias que foram sugeridas para explicar este efeito e concluíram que, provavelmente, isto se deve a um aumento na tensão de fluxo com o tamanho. Evidências para isto foram apresentadas por Gane e Cox que executaram testes de microdureza, com diversos parâmetros pré-definidos. [35] 28
40 Dureza das partículas A dureza relativa das partículas que provocam erosão na superfície do material é um fator importante, freqüentemente negligenciado. Como no caso do desgaste abrasivo, foi encontrado por Wellinger e Uetz que a taxa de erosão diminui drasticamente quando a dureza da partícula diminui. Isto e outras semelhanças entre o desgaste erosivo e abrasivo foram discutidas por Misra e Finnie [35]. Como notou Finnie, é bastante provável que o tratamento térmico de aços parece não ter quase nenhum efeito na resistência a erosão deles. [35] Um dos fatores mais importantes no estudo do desgaste é sem dúvida a dureza dos elementos provocadores de desgaste, que na indústria mínero-metalúrgica neste caso é devido principalmente à sílica e aos minerais de ferro. Um critério para se analisar estes materiais (sílica e minerais de ferro) do ponto de vista de como eles se encontram na polpa, é através da dureza apresentada pelos mesmos, onde percebemos através da tabela 3.2 uma considerável diferença em suas faixas. [13] Materiais abrasivos Dureza ( HV ) Diamante Carbeto de Boro ( B 4 C ) Carbeto de Silício ( SiC ) Alumina ( Corindon ) Quartzo ( SiO 2 ) Magnetita ( Fe 2 O 3 ) Hematita ( Fe 3 O 4 ) Fluorita ( CaF 2 ) Tabela 3.2 Dureza dos materiais abrasivos. [13,20] 29
41 Desgaste por Fadiga de Superfície Uma descrição genérica para desgaste por levar em conta a existência de uma rachadura que cresce e eventualmente une-se a outras até formar uma partícula que se solta. O conceito básico de desgaste por fadiga é através do desprendimento e movimentação, repetidas vezes, de partículas do material na região da superfície, submetida à tensão cíclica.[14] Desgaste por Oxidação Este tipo de desgaste difere dos anteriores, pois não resultam diretamente em perda ou deslocamento de material, e sim por remoção de óxidos formados na superfície. Por causa disto poderia ser discutido fora do contexto dos outros. Porém, é freqüentemente encontrado e atribuído ao processo de desgaste em muitas situações e conseqüentemente incluído como uma categoria fundamental. Basicamente ocorre aquele desgaste que acontece pela remoção de uma camada de óxido, como resultado de contato com outros elementos. Durante o contato de duas superfícies oxidadas, ocorre nestas regiões um aumento no desgaste, devido a irregularidade da superfície e, devido as reações, provocam remoções cada vez maiores de material. [14] 30
42 4. Procedimento Experimental 4.1 Identificação das ligas Neste trabalho foram utilizadas cinco amostras de ferro fundido branco, alto cromo, que foram fornecidas por diferentes fabricantes de peças empregadas na indústria mínerometalúrgica. As amostras foram fabricadas nos mesmos moldes que são produzidos os componentes de bombas de polpas. A tabela 4.1 apresenta a classificação segundo a norma ASTM: Liga A Liga B Liga C Liga D Liga E Liga ASTM A 532 classe II tipo E Liga ASTM A 532 classe III tipo A Liga ASTM A 532 classe II tipo D Liga ASTM A 532 classe I tipo D Liga ASTM A 532 calasse II tipo B Tabela 4.1 Amostras utilizadas nos ensaios. O estudo de avaliação do desgaste em ferro fundido branco alto cromo foi realizado em uma máquina projetada para desenvolver ensaios de desgaste abrasivo. Foram utilizadas duas amostras de cada liga para a realização dos ensaios, num total de dez amostras, para estudos metalográficos, de dureza e resistência ao desgaste. A figura 4.1 mostra exemplos destas amostras antes de serem realizados os ensaios de abrasão. Liga A Liga E Liga D 10 mm Figura 4.1 Amostras de ferro fundido branco alto cromo antes dos ensaios de abrasão. 31
43 4.2 Composição química Todas as amostras submetidas ao ensaio foram fornecidas pelas empresas fabricantes de peças e, com elas foram apresentadas suas composições químicas. A composição química fornecida para cada liga é mostrada na tabela 4.2. Elemento Liga A Liga B Liga C Liga D Liga E químico (%) (%) (%) (%) (%) Carbono 2,60-2,80 3,72 2,74 2,9 3,1 2,6 2,8 Manganês 0,50-0,80 1,29 0,668 0,6 0,9 0,6 0,8 Silício 0,50-0,80 0,65 0,458 0,6 0,8 0,6 0,8 Cromo 26,0-28,0 23,90 27,06 20,5 22, Molibdênio ,60 0,411 1,8 2,2 0,6 1,0 Fósforo 0,10 0,04 0,0191 0,10 0,10 Enxofre 0,06 0,02 0,0231 0,06 0,05 Ni + Cu 1,50 0,59 0,193 1,50 1,50 Tabela 4.2 Composição química das ligas (percentagem em peso). 4.3 Tratamento térmico As ligas foram submetidas ao tratamento térmico de têmpera em óleo, com o objetivo de se obter uma estrutura martensítica. Foi utilizado um forno mufla da marca Heraeus com controlador de temperatura com termopar de Pt-PtRh (13% Rh) e o resfriamento em óleo para têmpera TEMP-150 da Tutela. Este tipo de tratamento realizado objetivou aumentar a resistência superficial das amostras, visando aumentar a resistência à abrasão nos ensaios. Foi definido um tempo de forno no qual pudéssemos garantir uma boa homogeneidade de temperatura em toda a amostra (encharque) e o resfriamento em óleo devido às propriedades que este tipo de meio de resfriamento iria proporcionar na estrutura das amostras. O processo de obtenção se realizou nas seguintes etapas: - Aquecimento do forno mufla até a temperatura de 1000ºC; - Inserção das amostras no forno e manutenção por uma hora (tempo de encharque); - Retirada das amostras e resfriamento em óleo (temperatura do óleo em torno de 90ºC); - Retirada do banho de óleo e resfriamento ao ar até temperatura ambiente. 32
44 4.4 Ensaio de Dureza A dureza é uma medida da resistência de um material à deformação quando uma força externa ou carga é aplicada a este material. Diversos ensaios de dureza foram feitos nas amostras antes e depois do tratamento térmico, com objetivo de evidenciar as alterações na dureza das amostras. Para o ensaio utilizou-se uma máquina Rockwell C Wolpert Sussen tipo HT 1A, com penetrador de diamante em forma de cone e com uma força aplicada de 150 kgf. Para cada amostra foram realizados três ensaios em regiões distintas e a partir deles se ob obter um valor médio da dureza. A Dureza Rockwell (DIN 50103) é um dos métodos mais difundidos de medida da dureza. O método Rockwell consiste da avaliação da profundidade de penetração de um cone de diamante com ângulo de 120º (para peças temperadas). O ensaio tem três etapas importantes: a penetração com uma pré-carga de 10kgf (ponto de penetração considerado como "posição 0"), o momento da penetração com uma carga adicional escolhida entre 60, 100 ou 150kgf e o retorno com a retirada da carga adicional, ficando outra vez sob o efeito da pré-carga, neste momento lê-se a dureza. Os resultados são expressos em HR C. 4.5 Análise Metalográfica (Microscopia Ótica e Microscopia Eletrônica de Varredura) Estudo por Microscopia Óptica Antes das amostras serem submetidas ao tratamento térmico de têmpera, elas foram analisadas por microscopia óptica. A etapa de preparação das amostras consistiu de: - Embutimento; - Desbaste / Lixamento / Polimento; - Ataque Químico; 33
45 Através de estudos, utilizando um microscópio ótico quantitativo modelo Leica e o programa Leica Qwin de processamento de imagens, foi possível uma caracterização da morfologia dos carbonetos presentes na amostra, estes foram realizados com aumentos de 100, 200, 500 e 1000X. Este programa possibilita o estudo da morfologia das fases presentes. É possível pela determinação de um fator denominado roundness, avaliar o grau de arredondamento das partículas. O índice 1 (um), para uma medida de roundness, esta relacionada a uma partícula redonda. Informações relativas à quantidade de carbonetos presentes nas amostras também podem ser obtidas por intermédio do programa. Durante a análise por microscopia óptica também foram levantados dados referentes às fases presentes nestas amostras, e com isso, foi possível caracterizar todas as amostras quanto aos percentuais de carbonetos. (% de ocupação superficial). Microscopia Eletrônica de Varredura (MEV) A microscopia eletrônica de varredura convencional pode incluir outros métodos analíticos de examinação, como emissão de raios-x, retro-espalhamento, difração ou catodoluminescência. A microscopia eletrônica de varredura necessita de ambiente de alto vácuo e baseia-se principalmente na varredura de elétrons secundários que são estimulados por feixes primários de elétrons. Os elétrons primários incidentes sofrem espalhamento no sólido perdendo energia pela emissão estimulada de elétrons secundários. A distribuição de energia de elétrons secundários é geralmente menor que 50 ev para metais. Imagens de elétrons secundários são geradas pela sincronização da saída óptica do sistema detector com o rastreador de elétrons através da amostra. A micrografia eletrônica secundária pode ser usada para examinar a topografia de uma amostra ou investigar a estrutura interna de um recobrimento usando seções de corte transversais. 34
46 Estudos realizados com o Microscópio Eletrônico de Varredura a seguir. Utilizando os recursos do microscópio, diversas análises foram feitas e, serão listadas 1. Análise das cinco amostras submetidas a um ensaio de abrasão durante uma hora e sem limpeza criteriosa visando à detecção de partículas abrasivas aderidas na superfície desgastada: - Liga A - Liga B - Liga C - Liga D - Liga E 2. Análise das cinco amostras corte transversal: - Análise da amostra (geral) - Análise na calota - transversalmente 3. Análise de três lâminas contendo o abrasivo utilizado e o sub-produto resultante do ensaio de abrasão: - Partículas de 3 Mm - Partículas de 1 Mm - Partículas (micro-cavacos) da amostra ensaiada e partículas do abrasivo formando uma lama. 35
47 4.6 Ensaio de desgaste abrasivo Preparação das amostras As amostras fornecidas foram cortadas utilizando um equipamento de eletro-erosão para que não fosse alterada a estrutura superficial devido a variações térmicas, podendo desta forma alterar suas propriedades. Estes cortes foram necessários para que se pudessem adaptar as amostras à máquina de abrasão. Após o corte foram identificadas e a partir daí estavam prontas para o ensaio. Avaliação do desgaste abrasivo por meio do ensaio de abrasão com bola ( ball abrasion test ) Segundo Boving et alii para que se possa desenvolver e produzir materiais duros, resistentes ao desgaste é necessário que se tenha acesso a métodos eficientes de caracterização. Desta forma para que se possa determinar a resistência ao desgaste de um determinado material, devemos utilizar técnicas que, permitam uma boa reprodutibilidade, entre outras características. O teste de abrasão com bola é um método que permite impressionar na superfície de uma amostra uma calota esférica (conforme figura 4.2), que será tanto maior quanto for à dureza das partículas que serão introduzidas na região entre a esfera (bola) e a superfície em teste. Neste método para que se possa conhecer a massa perdida pela amostra, é necessário conhecer o volume retirado e a densidade do material em ensaio. E ensaios em materiais duros justificam-se diante da necessidade de se conhecer a velocidade de desgaste dos materiais e as conseqüências sobre a vida útil dos equipamentos. Este método também é muito utilizado para se estudar superfícies recobertas pelas diversas técnicas de recobrimento conhecidas: CVD, DVD, LCVD, eletrodeposição, entre outras. 36
48 Figura 4.2 Ilustração do desgaste no teste de abrasão com bola. O ensaio está baseado no uso de uma esfera de aço, embebida no abrasivo, que ao deslizar por rotação sobre a superfície do corpo de prova provoca desgaste localizado que é visualizado na forma de uma calota esférica. O volume de material extraído (volume da calota esférica) corresponde ao desgaste resultante da ação das partículas do abrasivo sobre o material em estudo. A fim de intensificar as condições de desgaste e, portanto, diminuir o tempo de ensaio, optamos por medir a resistência dos aços constitutivos dos enxertos e rotores (de bombas destinadas ao bombeamento de polpas de minério de ferro) à ação de partículas de diamante (3 e 6 µm) em suspensão típica disponível no mercado de abrasivos para polimento metalográfico. Detalhes da máquina de desgaste por abrasão desenvolvida por nossa equipe e instalada no Laboratório de Engenharia de Superfícies e Técnicas Afins da UFOP podem ser vistos na figura
49 a) b) Figura (a) Máquina de ensaio (vista de frente) (b) Vista lateral esquerda da máquina de ensaio (1- Eixo da máquina, 2 - Esfera de aço, 3 - Corpo de prova, 4 - Goniômetro). Foram feitos inúmeros ensaios com diferentes amostras para que pudéssemos obter dados suficientes que caracterizassem o desgaste com o tempo. Basicamente o ensaio consiste em produzir um desgaste (retirada de material) capaz de ser medido pela diferença entre a massa inicial e a massa final da amostra, o qual se dá devido à ação do abrasivo (suspensão de partículas de diamante) a partir da força exercida pela esfera que gira apoiada sobre o corpo de prova enquanto mantém uma película de suspensão aderida por tensão superficial. Na figura 4.4 podemos visualizar as calotas produzidas no ensaio de desgaste por abrasão na superfície de uma das amostras utilizadas. 10 mm Figura 4.4 Resultado do ensaio de abrasão sobre a superfície do corpo de prova. Observam-se as calotas resultantes dos ensaios realizados. 38
50 Parâmetros adotados na execução dos ensaios Durante a realização de todos os ensaios teve-se o cuidado em se manter todos os parâmetros de ajuste da máquina de abrasão, uma vez que isto poderia levar a resultados diferentes. Desta forma padronizamos diversos parâmetros conforme listados abaixo: Rotação do eixo (132 rpm); Ângulo entre a amostra e o eixo (~ 60º); Ajuste da distância da amostra com o eixo da máquina; Renovação do abrasivo, por gotejamento, (de 20 em 20 minutos) do início ao fim do ensaio. Métodos para quantificar a perda de massa após ensaio de abrasão Pesagem Através de pesagem em uma balança de precisão de 4 casas decimais, foi verificado o quanto cada amostra perdia após o ensaio, obtendo desta forma valores experimentais de desgaste (perda de massa) em diversos intervalos de tempo, num total de 10 ensaios para cada amostra. Equação de cálculo do volume LESTA Paralelamente aos ensaios foi desenvolvida uma equação (figura 4.5) para o cálculo do volume de material retirado da amostra, a partir da medida do diâmetro da projeção das calotas e do diâmetro da esfera utilizada no teste. Conhecendo-se o valor da densidade de cada amostra foi possível calcular a massa perdida.estes valores calculados foram considerados como teóricos. V = 2 πr 3 2 πr 2 R 2 r 2-1 πr 2 R 2 r Onde, r = raio da calota esférica R = raio da esfera Figura 4.5 Equação para cálculo do volume da calota. [ 40 ] 39
51 Com base no cálculo do volume da calota impressa na superfície do corpo de prova foi possível avaliar o desgaste e comparar esses resultados com aqueles oriundos das pesagens sucessivas efetuadas ao final de cada ensaio. Desta maneira validou-se a equação desenvolvida. Volume de uma calota esférica (segundo Hutching) Uma outra maneira de validar a equação apresentada na figura 4.5 apoiou-se na comparação dos resultados com aqueles oriundos da aplicação de uma equação proposta por Hutching e pode ser vista na figura 4.6. V = Π b 4 / 64 R R = raio da esfera b = raio da projeção da calota Figura 4.6 Equação para cálculo do volume da calota segundo Hutching.. [ 41 ] 4.7 Estudo das partículas abrasivas Várias análise foram realizadas com as partículas abrasivas, em diversas situações, por meio de análise com microscopia eletrônica de varredura, e estas serão listadas abaixo. Estudo de caracterização de micro-cavacos das partículas após ensaio de abrasão. Estudou-se a influência das partículas abrasivas, de sílica e minério de ferro, presentes em polpas de minério atuando como elementos que provocam desgaste em peças de ferro fundido branco ligado ao cromo. O estudo levou em conta as propriedades mais importantes no estudo de desgaste quais sejam: a dureza, a morfologia e a granulometria das partículas abrasivas. 40
52 Foi possível caracterizar de uma forma mais ampla diversos parâmetros no desgaste destes materiais, identificando as principais características que os elementos abrasivos apresentam. Tanto a sílica como o minério de ferro tem particularidades bem específicas, apresentando grandes diferenças em suas propriedades. Outros estudos realizados sobre as partículas abrasivas foram: Análise das partículas microscopia ótica antes e depois de processadas; Morfologia das partículas; Distribuição granulométrica; Análise da dureza das partículas; Caracterização do desgaste erosivo nas peças; 41
53 5. Resultados e Discussão 5.1 Análise Metalográfica Com o intuito de conhecer melhor a microestrutura das amostras em estudo, foram realizados ensaios metalográficos e, a partir de uma análise bem detalhada identificamos os principais elementos que as constituem. As amostras foram analisadas com três aumentos distintos. Optamos pelos aumentos de 100X, 200X e 500X. As imagens da figura 5.1 resumem esta etapa das análises metalográficas. É importante salientar que todas estas amostras foram fornecidas pelos fabricantes dos componentes de bomba de polpa estudadas neste trabalho, cada qual com seu tratamento térmico, realizado pelo fabricante. Em alguns casos foi-nos possível conhecer os parâmetros destes tratamentos. As Ligas A e E apresentam uma estrutura constituída de carbonetos eutéticos com forma de feixes constituídos de fibras e lâminas radiais nos espaços interdendríticos. Esta morfologia do eutético poderia ser descrita como células ou colônias eutéticas de forma acicular. No caso da Liga C, onde temos teores de cromo próximos a 30%, a estrutura eutética se transforma em grandes carbonetos primários hexagonais do tipo ( M 7 C 3 ) que, substituem a austenita e são envolvidos pelo eutético γ / M 7 C 3. As Ligas B e D são amostras de ferro fundido branco hipoeutéticos. O resfriamento imposto pelo tratamento de têmpera alterou a matriz austenítica para uma estrutura perlítica, resultando uma estrutura final composta por dendritas de perlita e de um eutético ( glóbulos de perlita sobre um fundo de cementita). No entanto, a Liga D apresenta uma granulação mais fina devido a um processo de recozimento. As imagens, resultado da análise metalográfica de todas as Ligas estudadas, são apresentadas na Figura 5.1. A partir delas pode-se ter uma visão de como os constituintes estão distribuídos em cada amostra e, assim podemos começar a discutir a influência de elementos de liga na estrutura das amostras e sua importância na resistência ao desgaste. 42
54 Liga A-100X Liga A-200X Liga A-500X Liga B-100X Liga B-200X Liga B-500X Liga C-100X Liga C-200X Liga C-500X Liga D-100X Liga D-200X Liga D-500X Liga E-100X Liga E-200X Liga E-500X Figura 5.1 Fotomicrografias das ligas estudadas (Zoom de 100X a 500X). 43
55 As imagens da Figura 5.1 se encontram em anexo ampliadas. Análise Metalográfica após tratamento térmico Amostras de ferro fundido foram submetidas a um tratamento térmico de têmpera em óleo, que consiste basicamente em uma operação de aquecimento (durante um determinado tempo para realização de um bom encharque) e resfriamento brusco em condições controladas de tempo e temperatura. Também neste caso os estudos foram realizados ensaios com aumentos de 100X, 200X E 500X, em todas as ligas, onde em cada seqüência foi realizado um zoom para evidenciar detalhes da microestrutura das ligas. A Liga A e E se mantiveram com a mesma estrutura, ferro fundido branco eutético, e a Liga C também não sofreu alteração, mantendo seus carbonetos de formas hexagonais, característico de uma estrutura hipereutética. No entanto, as Ligas B e D passaram a apresentar carbonetos em forma de plaquetas alongadas (Fe 3 C), típicos de ferros fundidos eutéticos com matriz martensítica. A análise metalográfica de todas as ligas estudadas está apresentada na Figura 5.2, e ela evidencia as mudanças nas Ligas B e D. As imagens da Figura 5.2 se encontram em anexo ampliadas. 44


56 Liga A-100X Liga A-200X Liga A-500X Liga B-100X Liga B-200X Liga B-500X Liga C-100X Liga C-200X Liga C-500X Liga D-100X Liga D-200X Liga D-500X Liga E-100X Liga E-200X Liga E-500X Figura 5.2 Fotomicrografias das ligas estudadas (Zoom de 100X a 500X). 45
57 5.2 Percentual de carbonetos Foi utilizado um programa de computador (Image Processing and Analysis System) para análise de imagens. O procedimento de análise consiste em selecionar um determinado constituinte na amostra, definindo assim um elemento de estudo. Neste caso conseguimos definir um padrão de análise que permitiu quantificar os carbonetos (neste caso de cromo) encontrados nas amostras antes e depois do tratamento térmico. Este programa permite delimitar uma região da amostra e selecionar o constituinte de interesse. Depois de feito isto selecionam-se todos os carbonetos nesta região e gera-se um relatório sobre seu percentual. Desta forma, conseguiu-se determinar a fração de superfície ocupada por estes microconstituintes. Esta informação é fundamental para a interpretação dos resultados de resistência ao desgaste revelados através do ensaio ball abrasion. As ligas A, D e E apresentaram uma variação muito significativa dos percentuais de carbonetos após o tratamento térmico. Na liga B este aspecto se manteve praticamente constante e, na liga C constatamos uma diminuição do percentual de carbonetos distribuídos na matriz. A Tabela 5.1 apresenta os dados obtidos (do percentual médio de carbonetos das ligas) antes e depois do tratamento térmico (TT) de têmpera em óleo. Os valores médios foram obtidos a partir dos resultados em três pontos diferentes de cada amostra. % de T T T T T T T T Carbonetos Ponto 1 Ponto 2 Ponto 3 Média Ponto 1 Ponto 2 Ponto 3 Média Liga A 31,64 28,17 35,89 31,90 52,43 56,20 53,46 54,03 Liga B 39,25 41,20 49,82 43,42 52,60 41,45 41,17 45,07 Liga C 58,69 55,14 54,24 56,02 41,71 40,97 46,28 42,98 Liga D 21,88 24,14 24,49 23,50 41,77 44,90 52,25 46,31 Liga E 24,33 29,37 22,58 25,43 36,84 35,04 36,97 36,95 Tabela 5.1 Percentual de superfície das amostras ocupadas pelos carbonetos. ( T T após tratamento térmico ). 46
58 5.3 Ensaio de dureza Uma outra forma de selecionar materiais resistentes ao desgaste é através do levantamento da resistência mecânica destas estruturas. O ensaio de ensaio de dureza permite esta seleção. Realizamos diversos ensaios de dureza na Escala Rockwell C antes e depois das amostras serem submetidas à têmpera. Este tipo de tratamento tem como objetivo aumentar a dureza do material.os parâmetros adotados durante a realização de todos os ensaios de dureza foram: carga aplicada: 150 kgf/mm 2, Penetrador: cone de diamante 120º. Como resultado constatamos, para todas as ligas, um aumento nos valores de dureza. A tabela 5.2 apresenta os valores de dureza para as ligas antes de ser realizado o tratamento térmico e a tabela 5.3 nos mostra os valores de dureza para as ligas após o tratamento térmico de têmpera. Apresentam-se os valores individuais de cada ensaio e o valor médio correspondente. Também foram convertidos os valores de dureza (HR C ) em outras escalas de modo a permitir uma melhor interpretação dos mesmos. O nosso objetivo foi alcançado, uma vez que todas as amostras apresentaram aumento no valor de dureza. Dureza HRc HRc HRc HRc HV HB Shore Dureza HRc HRc HRc HRc HV HB Shore Média Média > Liga A 61,0 61,0 60, X 83 Liga A 70,0 70,0 69, X > 97 Liga B 59,0 58,5 60, Liga B 71,0 69,5 70,0 70 > 940 X > 97 > Liga C X 92 Liga C 72, X > 97 > Liga D X 88 Liga D X > 97 Liga E X 84 Liga E > 940 X > 97 Tabela 5.2 Dureza das ligas antes do tratamento térmico. Tabela 5.3 Dureza das ligas após o tratamento térmico. 47
59 5.4 Interação das partículas abrasivas com a estrutura dos ferros fundidos estudados As imagens obtidas foram feitas com o M.E.V instalado no Laboratório de Microscopia Eletrônica do Departamento de Geologia da Universidade Federal de Ouro Preto, com um aumento de 800X. Ficaram evidentes aspectos relacionados com o deslizamento das partículas sobre esta estrutura. As partículas criam caminhos (sulcos) ao longo da superfície que, podem ou não ser preenchidos por outras partículas do próprio abrasivo ou dos cavacos retirados. Partículas pontiagudas e duras são mais eficientes na remoção de material das amostras. A figura 5.3 mostra claramente estes aspectos, além de uma idéia dos diversos carbonetos e suas mais variadas formas. Figura 5.3 Partículas abrasivas na superfície de duas amostras(800x). É bem nítida em algumas fotos a resistência que a matriz e os carbonetos oferecem ao deslocamento das partículas abrasivas. Observam-se partículas no final de trajetórias às vezes deslocadas da trajetória pelo efeito dos carbonetos. Um aspecto importante colocado em evidência é o efeito da forma e do tamanho do carboneto durante a interação abrasivosubstrato. 48
60 A figura 5.4 mostra diversas partículas na superfície evidenciando as discussões anteriores. Figura 5.4 Comportamento das partículas abrasivas na superfície das ligas. Dependendo do tipo de microestrutura, a matriz tem grande influência, com sua dureza, impedindo a ação das partículas abrasivas e em certas situações na continuação do desgaste. Destaque para a formação dos vales (sulcos) na superfície das amostras pelas partículas duras. Que estão diretamente relacionados com as quantidades de material removido. 5.5 Análise de um corte transversal da amostra na região da calota O estudo sobre desgaste nos leva a analisar os aspectos microestruturais através de diferentes ângulos e das mais variadas formas. Estudos realizados por E. Albertin e A. Sinatora [ 20 ] demonstram em duas situações como a influência dos carbonetos distribuídos de formas diferentes irão provocar uma maior ou menor resistência aos elementos abrasivos (partículas abrasivas) durante o processo de desgaste, conforme a figura 5.5. Percebe-se que a figura 5.5 ( b ) tem uma menor resistência se comparada a um perfil mais organizado encontrado na figura 5.5 ( a ). 49
61 Superfície Superfície ( a ) ( b ) Figura Seção transversal da amostra com região desgastada. (a) matriz martensítica: carbonetos deformados, com desgaste. (b) Matrix austenítica: superfície com carbonetos desgastados.[ 20 ] A partir de uma imagem também obtida por E. Albertin e A. Sinatora [ 20 ] analisamos uma outra situação, onde uma amostra foi submetida a um determinado reativo, reagindo com a matriz e fornecendo uma excelente imagem sobre os aspectos de corte dos carbonetos de cromo. Reforçando ainda mais nossas conclusões anteriores, conforme mostrado na figura 5.6. Figura 5.6 Morfologia dos carbonetos primários em uma liga hipereutética Perfil de corte/desgaste dos carbonetos. [ 20 ] A partir desta imagem fizemos uma correlação com estudos do desgaste e adquirimos também uma fotomicrografia de um corte transversal de uma das ligas que estudamos, mostrando como estavam distribuídos os carbonetos. 50
62 Nesta situação foi verificado que dependendo de como estes carbonetos se formam, os mesmos irão apresentar uma maior ou menor resistência ao desgaste, diversos fatores podem ser observados neste estudo como a orientação, o tamanho, a fragilidade que estes carbonetos apresentam resistindo de maneiras distintas ao desgaste pelas partículas abrasivas. Estas observações sugerem a importância da análise microestrutural na seleção de materiais resistentes ao desgaste. As imagens 5.8 (a) e (b), foram obtidas por microscopia eletrônica de varredura observandose a secção de um corte transversal na região onde foi realizado o ensaio de desgaste. A figura 5.7 ilustra o procedimento de corte. Figura 5.7 Região de corte e análise das amostras. As imagens nos mostram duas situações; a figura 5.8 (a) possui carbonetos alongados distribuídos transversalmente em relação a superfície da amostra e a figura 5.8 (b) nos apresenta menos aciculares que os anteriores. A resposta ao desgaste é diferente nos dois casos. Superfície Superfície ( a ) ( b ) 800X Figura 5.8 Carbonetos distribuídos próximo à superfície da amostra. (aumento 800X). 51
63 5.6 Morfologia dos microconstituintes Com o auxílio de programas específicos para o tratamento de imagens exploramos mais uma das inúmeras ferramentas de análise disponíveis. O foco foi um fator de arredondamento Roundness utilizado para verificar quão próximos de uma esfera são os carbonetos. Esta análise geométrica resume-se na observação de formas bidimensionais resultantes do corte dos carbonetos durante a preparação das amostras Basicamente, o programa necessita que se faça uma delimitação da área desejada para análise e identificação do elemento de interesse. Feito isso o programa gera um relatório onde apresenta um número correspondente a cada um dos elementos selecionados que, no nosso caso, corresponde aos carbonetos de cromo. Este valor indica o quanto cada elemento se aproxima de uma forma arredondada. Valores próximos ao valor 1 (um) correspondem a elementos bem arredondados, bem próximos a uma esfera. As ligas A e B e C apresentaram carbonetos que não mudaram o grau de esfericidade (ou grau de arredondamento) após o tratamento térmico. As microestruturas das ligas A, B e C praticamente não se modificaram depois de tratadas termicamente, no entanto as ligas D e E modificaram bastante. Os carbonetos, nestes casos, tornaram-se mais arredondadas devido às alterações impostas pela têmpera em óleo. As tabelas 5.4 e 5.5 resumem os resultados. Grau de Ponto Ponto Ponto Grau de Ponto Ponto Ponto arredondamento Média arredondamento Média Liga A Liga A Liga B Liga B Liga C Liga C Liga D Liga D Liga E Liga E Tabela 5.4 Fator de arredondamento antes do tratamento térmico. Tabela 5.5 Fator de arredondamento após o tratamento térmico. 52
64 5.7 Ensaio de desgaste Todo o estudo sobre desgaste se baseou em ensaios que permitiram quantificar a perda de massa das amostras simulando condições próximas à de uma planta industrial. Neste nosso estudo o foco foi o desgaste abrasivo que, com a utilização da máquina ensaio de desgaste abrasivo com esfera ( ball abrasion test ). Os ensaios permitiram-nos quantificar o desgaste e selecionar os materiais resistentes ao desgaste. O método utilizado para avaliação da perda de massa foi a pesagem em balança de precisão. Complementarmente calculavam-se os valores de perda de massa por intermédio de uma equação desenvolvida no Laboratório de Engenharia de Superfícies e Técnicas Afins e por uma outra equação fornecida pela literatura[26]. Agindo assim buscamos validar o nosso método. Muitos esforços foram feitos com objetivo de se repetir fielmente os procedimentos de análise, mas alguns erros ainda são inevitáveis, tendo em vista a pequena perda de massa apresentada por estas ligas. Foram realizados inúmeros ensaios, alguns foram repetidos, com tempos que variavam de uma hora até cinco horas e meia, conseguindo com isso um perfil de desgaste para cada liga em estudo com seus respectivos valores de perda de massa. Ensaios de abrasão realizados com partículas de tamanho médio de 6 µm em ligas não tratadas termicamente. Nesta etapa foi utilizada uma solução (polpa) com partículas de diamante com tamanho médio de 6 µm, e a seqüência de Figuras a seguir (5.9, 5.10, 5.11, 5.12 e 5.13) mostra o comportamento de cada amostra ensaiada. Sendo que cada uma tem uma curva característica referente a perda de massa medida (pesada) e a curva obtida pela equação desenvolvida pela nossa equipe [13]. A partir dos gráficos, conseguimos definir quais seriam as amostras mais resistentes ao desgaste abrasivo que, nesta situação foram as ligas A, B e E. apresentando perfis de desgaste bem parecidos. 53
65 Liga A Perda de massa x 10-3 ( g ) Tempo de Ensaio ( minutos ) Experimental Eq. Lesta Partículas 6 µm Figura 5.9 Gráfico de perda de massa para a Liga A antes do tratamento térmico. Liga B Perda de massa x 10-3 ( g ) Experimental Eq. Lesta Tempo de Ensaio ( minutos ) Partículas 6 µm Figura 5.10 Gráfico de perda de massa para a Liga B antes do tratamento térmico. Liga C Perda de massa x 10-3 ( g ) Tempo de Ensaio ( minutos ) Experimental Eq. Lesta Partículas 6 µm Figura 5.11 Gráfico de perda de massa para a Liga C antes do tratamento térmico. 54
66 Liga D Perda de massa x 10-3 ( g ) Tempo de ensaio ( minutos ) Experimental Eq. Lesta Partículas 6 µm Figura 5.12 Gráfico de perda de massa para a Liga D antes do tratamento térmico. Liga E Perda de massa x 10-3 ( g ) Tempo de Ensaio ( minutos ) Experimental Eq. Lesta Partículas 6 µm Figura 5.13 Gráfico de perda de massa para a Liga E antes do tratamento térmico. 55
67 Ensaios abrasivos realizados com partículas de tamanho médio de 3 µm em ligas tratadas termicamente Na segunda etapa foram introduzidos outros fatores, primeiro as ligas foram submetidas a têmpera e as partículas agora são de tamanho médio menores, em torno de 3 µm. Teoricamente partículas de tamanhos menores seriam menos agressivas,mas os resultados não confirmam esta hipótese. Da mesma forma anterior construímos gráficos de perda de massa para todas as cinco amostras estudadas.a seguir apresentamos as figuras (5.14, 5.15, 5.16, 5.17 e 5.18), correspondentes aos gráficos de perda de massa de cada liga após tratadas termicamente. Observa-se que todas as ligas apresentaram uma perda de massa maior. Liga A - após tratamento térmico Perda de massa x 10-3 ( g ) Tempo de ensaio ( minutos ) Experimental Eq. Lesta Partículas 3 µm Figura 5.14 Gráfico de perda de massa para a Liga A após tratamento térmico. Liga B - após tratamento térmico Perda de massa x 10-3 ( g ) Tempo de ensaio ( minutos ) Experimental Eq. Lesta Partículas 3 µm Figura 5.15 Gráfico de perda de massa para a Liga B após tratamento térmico. 56
68 Liga C - após tratamento térmico Perda de massa x 10-3 ( g ) Tempo de ensaio ( minutos ) Experimental Eq. Lesta Partículas 3 µm Figura 5.16 Gráfico de perda de massa para a Liga C após tratamento térmico. Liga D - após tratamento térmico Perda de massa x 10-3 ( g ) Tempo de ensaio ( minutos ) Experimental Eq. Lesta Partículas 3 µm Figura 5.17 Gráfico de perda de massa para a Liga D após tratamento térmico. Liga E - após tratamento térmico 90 Perda de massa x 10-3 ( g ) Experimental Eq. Lesta Tempo de ensaio ( minutos ) Partículas 3 µm Figura 5.18 Gráfico de perda de massa para a Liga E após tratamento térmico. 57
69 5.8 Análise das partículas abrasivas Foram obtidas imagens por microscopia eletrônica de varredura de algumas partículas de diamante utilizadas nos ensaios e recolhidas em lâminas. A figura 5.19 mostra uma partícula em destaque e várias outras em um meio líquido, estas imagens foram obtidas com aumentos de 3000X e X, para partículas de tamanho médio de 6µm. Elas permitem evidenciar aspectos morfológicos (arestas cortantes, pontas agudas) que são fundamentais nos processos de desgaste abrasivo. ( a ) ( b ) Figura 5.19 laminas com ( a ) 3000x, e ( b )10.000x pasta de 1Mm Seguindo outros critérios de análise, foram feitas imagens, conforme figura 5.20, da mistura recolhida dos ensaios de desgaste, constituída de partículas abrasivas e cavacos retirados das amostras, formando uma polpa bem homogênea. Este fator em nossos estudos é muito importante, pois conforme as curvas apresentadas anteriormente para o desgaste em cada liga, verificamos que, a partir de um certo ponto, as curvas se inclinam, aumentando a perda de massa, que a se dá devido a uma menor resistência do material na medida em que se aprofunda na estrutura do material, perdendo a temperabilidade. 58
70 ( a ) ( b ) Figura 5.20 Partículas abrasivas com até 3 µm (a) aumento 500X (b) aumento 1500X. E, a partir de uma análise na superfície das amostras, após realizado o ensaio de desgaste, conseguimos obter fotos com as partículas abrasivas e de partículas metálicas (cavacos de ferro fundido branco alto cromo)da superfície da amostra. Foram selecionadas duas imagens, conforme figura M M P M P M Figura 5.21 Partículas abrasivas ( P ) e partículas metálicas ( M ). 59
71 Explicações sobre um efeito verificado em partículas menores que provocam um maior arrancamento de material são justificados a partir da figura Figura 5.22 Efeito de uma partícula maior e de diversas partículas menores sobre a superfície da amostra. O que acontece é que quando temos uma partícula maior, esta arranca uma certa quantidade de material, porém as partículas menores em torno desta não produzem efeito. Quando temos diversas partículas menores e com distribuição em tamanho bastante homogênea conseguimos um efeito de remoção maior, uma vez que estas partículas estão todas arrancando material da amostra. Em algumas situações as partículas menores apenas percorrem os sulcos formados por uma partícula grande, sem efeito algum de desgaste. A seguir serão apresentadas uma série de imagens ( fotomicrografias) obtidas para cada liga, mostrando partículas abrasivas desgastando a superfície de cada liga. Os aumentos utilizados foram de 1500X, 3000X e 5500X, em um ponto aleatório na superfície de cada amostra. É interessante analisar como cada liga responde ao efeito destas partículas, provocando um número maior ou menor de sulcos na superfície. O desgaste provocado pelas partículas na superfície das amostras na figura 5.23 mostra também que as arestas que as partículas possuem são os responsáveis muitas vezes pelo início de desgaste e, depois qualquer partícula que se choque com as protuberâncias da superfície conseguem desprender / retirar material na amostra. 60
72 Liga A X Liga A X Liga A X Liga B X Liga B X Liga B X Liga C X Liga C X Liga C X Liga D X Liga D X Liga D X Liga E X Liga E X Liga E X Figura 5.23 Efeito das partículas abrasivas em diversas amostras. 61
73 5.9 Validação da equação LESTA Diante da dificuldade de analisar a perda de massa por outros métodos, foi desenvolvida uma equação que, a partir de alguns dados geométricos medidos nas calotas impressas nas amostras nos permite avaliar a perda de massa em cada ensaio. O método é bem simples e, leva em consideração o diâmetro da calota na superfície da amostra e o diâmetro da esfera utilizada no ensaio. Desta forma foram feitas diversas medidas de dimensões e estas foram aplicadas na equação. Conforme os estudos de Hutching [ 26 ] sobre novos métodos de medir a abrasividade de partículas e pela equação por ele adotada para calcular o volume de material desgastado, fizemos uma análise gráfica dos seus valores, conforme figura 5.24, que apresenta um determinado perfil de desgaste. Em paralelo realizamos o mesmo cálculo com a equação desenvolvida no Laboratório de Engenharia de Superfícies e Técnicas Afins (L.E.S.T.A.). O resultado foi uma perfeita sobreposição das curvas, o que confere confiabilidade às nossas medidas e método de trabalho. Verificação da compatibilidade das duas equações de perda de massa Perda de massa (g) 0,0900 0,0800 0,0700 0,0600 0,0500 0,0400 0,0300 0,0200 0,0100 Eq. Lesta Equação de Hutching 0, Tempo (minutos) Figura 5.24 Curvas de perda de massa desenvolvidas por duas equações. 62
74 6. Conclusões O estudo dos ferros fundidos brancos, com alto teor em cromo, em processo de desgaste por abrasão segundo testes com a esfera nos permitiu concluir que: A resistência ao desgaste abrasivo, quando analisada em termos do percentual de carbonetos pode ser classificada segundo o tamanho, distribuição de tamanho e fração volumétrica dos carbonetos dispersos. Desta forma as ligas A, D e E foram as que tiveram frações de carbonetos aumentados. A liga B se manteve constate e, para a liga C observou-se uma diminuição nestas frações. A discrepância nos resultados em alguns gráficos se deve a alguns parâmetros nos quais nos não tínhamos, no momento, como impedi-los, como, por exemplo, a vibração ocorrida pelo eixo que girava a esfera. A dureza global é um dos fatores determinantes da resistência ao desgaste abrasivo, sendo que a dureza da matriz e das partículas de reforço (carbonetos) determinam a dureza global. O tratamento térmico de têmpera em óleo produz uma estrutura nos ferros fundidos de alta dureza, representada em nossos resultados em todas as ligas com um aumento médio em torno de 14%. As imagens que mostram as partículas interagindo com a superfície das amostras demonstram a resistência que a matriz e os carbonetos possuem dificultando a penetração. Dependendo do grau de fixação dos carbonetos na matriz, estes se tornam capazes de deslocarem a trajetória das partículas ou até mesmo parar o processo de desgaste. A presença de carbonetos perpendiculares à superfície das amostras permite aumentar a resistência ao desgaste destas amostras.conforme apresentado nas imagens em anexo. 63
75 As ligas A, B e E foram as que apresentaram os melhores resultados em termos de perda de massa, ou seja, menor desgaste, em uma situação em que estiveram submetidas à ação de partículas abrasivas de tamanho médio 6 µm, para um lote de amostras tal como foi fornecida pelos fabricantes de componentes de bombas. As ligas D e E, após tratamento térmico de têmpera em óleo, apresentaram uma melhor resistência em sua superfície e, com a abrasão de partículas de tamanho médio de 3 µm, apresentaram melhor resistência ao desgaste Em termos do perfil das curvas, todas praticamente se apresentam de uma mesma forma; no início começam a interagir com a microestrutura mais resistente, devido a temperabilidade, e à medida que se aprofunda no material crescem consideravelmente na perda de massa, conseguindo altas taxas de remoção após 5 horas de ensaio. Partículas abrasivas com arestas cortantes e pontas agudas produzem um arrancamento maior de material durante o processo de desgaste, sendo desta forma mais eficientes quanto à abrasão. O efeito de partículas de tamanho médio menores 3 µm em relação ao desgaste abrasivo é bem superior, nas condições do ensaio de abrasão com esfera, devido à ação de uma maior quantidade de partículas, se comparada às partículas de tamanho médio 6 µm, que impedem a ação das partículas menores. A equação desenvolvida no Laboratório (LESTA) para determinação da perda de massa a partir dos parâmetros geométricos das calotas mostrou-se adequada à sua finalidade. 64
76 7. Sugestões para trabalhos futuros Trabalhos com outros tratamentos térmicos visando obter outras microestruturas e assim estudar os efeitos destes tratamentos na resistência ao desgaste podem nos dar respostas a resistência ao desgaste interessantes. Estudos sobre as forças aplicadas no sistema em estudo e sobre o calculo da carga aplicada do coeficiente de desgaste da equação de ARCHARD podem ser perfeitamente desenvolvidos, desde que se consiga medir a carga aplicada pela esfera sobre a superfície da amostra. Novos estudos sobre desgaste erosivo a partir de uma máquina que simule a projeção de partículas em meio a uma polpa abrasiva, também poderão ser desenvolvidos. Uma outra forma de se avaliar o efeito do desgaste abrasivo seria quanto a simulação com outros tipos de elementos abrasivos, desta forma selecionando os mais eficientes na remoção de materiais ou então utilizando abrasivos de polpas industriais. Pode-se mudar o tipo de elemento fluidizante para melhorar a aderência das partículas, propiciando uma melhor performance no processo de desgaste. 65
77 8. Referências Bibliográficas 1. CHIAVERINI, V. Aços e Ferros Fundidos. 6 a Edição. São Paulo: Associação Brasileira de Metais, p , COLPAERT, H. Metalografia dos produtos siderúrgicos comuns. 3 a Edição. São Paulo: Instituto de Pesquisas Tecnológicas, Edgard Blucher, p , STEFANESCU, D. M. Classification of Ferrous Casting Alloys. In: Metals Handbook; Casting. Metals Park: ASM International, Volume 15, p LIMA, M.S.F. Uma contribuição ao estudo da Microestrutura dos ferros Fundidos refundidos superficialmente por Laser p. Tese (Doutorado em Engenharia Metalúrgica e de Materiais) Escola Politécnica da Universidade de São Paulo, GUNDLACH, R. B. High-Alloy White Irons. In: Metals Handbook; Casting. Metals Park: ASM International, Volume 15, p HURD, P.S. Metallic Materials: An Introduction to Metallurgy. 1 a Edição. New York, Holt, Rinehart and Winston, Inc. p , EYRE, T.S., Friction and Wear of Cast Irons, In: Metals Handbook Metals Park: ASM International, Volume 18, p SARE, I.R.; MARDEL, J.I.; HILL, A.J. wear-resistant metallic and elastomeric materials in the mining and mineral processing industries an overview. Wear, Volume 250, nº3, p.1-10, JACUINDE, A.B.; RAINFORT W.M. The wear of high-chromium white cast irons as a function of silicon and Mischmetal content. Wear, Volume 250, nº 1, p , outubro de
78 10. ASO, S.; GOTO,S.; KOMATSU,Y.; HARTONO,W. Sliding wear of graphite crystallized chromium white cast iron. Wear, Volume 250, nº 2, p , outubro de PINTO, M.A. Efeito do Nióbio em Ferros Fundidos Brancos de Alto Cromo para Fabricação de Corpos Moedores p. 7. Dissertação de Mestrado. Rede Temática em Engenharia de Materiais, UFOP-CETEC-UEMG, Ouro Preto, ASM HANDBOOK. Alloy Phase Diagrams: Ternary alloy Phase Diagrams, Volume 3, item SILVA R.M. Avaliação do desempenho de rotores e enxertos de Ferro Fundido Branco utilizados nas bombas de polpa da pré-moagem da Samarco Mineração S.A p e Dissertação de Mestrado. Rede Temática em Engenharia de Materiais, UFOP-CETEC-UEMG, Ouro Preto, HUTCHING, I.M.. Tribology, Friction and Wear of Engineering Materials, 1 a Edição. Londres, p e , (1992). 15. BAYER, R.G. Mechanical Wear Prediction and Prevention, 1 a Edição. New York, p , (1994). 16. MILLER J.E. Friction, Lubrication and Wear Technology. In: Metals Handbook Metals Park: ASM International, Volume 18, p STACHOWIAK, G.B.; STACHOWIAK, G.W., The effects of particles characteristics on the three-body abrasive wear, WEAR 249 (2001) Luz, A. B.; POSSA,M.V.; ALMEIDA, S.L. Tratamento de Minérios 2º Edição. CETEM Centro de Tecnologia Mineral CNPq / MCT. Rio de Janeiro,p , NEVILLE, A.; REYES, M.; XU, H. Examining corrosion effects and corrosion/erosion interactions on metallic materials in aqueous slurries. Tribology International, Volume 35,p ,
79 20. ALBERTIN, E.; SINATORA, A. Effect of carbide fraction and matrix microstructure on the wear of cast iron balls tested in a laboratory ball mill, WEAR Volume 250,p , CAMERON, E.N. Ore microscopy. 1 a Edição. Londres. Editado por John Wiley & Sons, Inc., 1961, p SHIMIZU, K.; NOGUCHI, T. Erosion characteristics of ductile iron with various matrix structures, WEAR Volume 176, p , KATO, K. Abrasive wear of metals. TRIBOLOGY Volume 30, nº 05, p , PERO-SANZ, J., A.; PLAZA, D.; VERDEJA, J.I.; ASENSIO, J. Metallographic characterization of hipoeutectic martensitic White cast iron, MATERIALS CHARACTERIZATION, Volume 43, p , WEBER, K.; REGENER, D.; MEHNER, H.; MENZEL, M. Characterization of the microstructure of high-chromium cast irons using Mossbauer spectroscopy, MATERIALS CHARACTERIZATION, Volume 46, p , KELLY, D.A.; HUTCHING, I.M., A new method for measurement of particle abrasivity, WEAR, Volume 250, p , PINTAUDE, G.; TSCHIPTSCHIN, A.P.; TANAKA, D.K.; SINATORA, A., The particle size effect on abrasive wear of high-chromium white cast iron mill balls, WEAR, Volume 250, p , STEVENSON, A.N.J., HUTCHING, I.M., Wear of hardfacing white cast irons by solid particle erosion, WEAR, Volume , p , MATSUBARA, Y.; SASAGURI, N.; SHIMIZU,K.; SUNG and KON YU, Solidification and abrasion wear of White cast irons alloyed with 20% carbide forming elements, WEAR, Volume 250, p ,
80 30. ASENSIO, J.; PERO-SANZ,J.A.; VERDEJA, J.I., Microstructure selection criteria for cast irons with more than 10 wt.% chromium for wear applications, MATERIALS CHARACTERIZATION, Volume 49, p , WALKER, C.I., Slurry pump side-linear wear: comparison of some laboratory and field results, WEAR, Volume 250, p , OLIVEIRA, E.T.; MESQUITA, J.W.L.; MARCELINO, M.C., Materiais resistentes ao desgaste para circuitos de sínter e coque, Contribuição Técnica ao 2º Congresso Internacional de Tecnologia Metalúrgica e de Materiais da ABM, São Paulo, Outubro TYLCZAK, J.H., Abrasive Wear, In: Metals Handbook Metals Park: ASM International, Volume 18, p LUDEMA,K.C., Sliding and Adhesive Wear, In: Metals Handbook Metals Park: ASM International, Volume 18, p KOSEL, T.H., Solid Particle Erosion, In: Metals Handbook Metals Park: ASM International, Volume 18, p EXNER, H.E.; HOUGARD, H.P., Quantitative Image Analysis of Microstructure, p Leica Qwin user guide, Image Processing and Analysis System, Version 1, 1ºEdição, England, HAMDI, H. ; DURSAPT, M. ; ZAHOUANI, H., Characterization of abrasive grain s behavior and wear mechanisms. Wear, article in press. Page 3, Xing, J. D; Gao, Y. M.; Wang, E. Z.; Bao, C. G. Effect of phase stability on the wear resistance of white cast iron at 800 C. Wear 252. Page , Equação desenvolvida no Laboratório de Engenharia de Superfíces e Técnicas Afins. 69
81 41. Kelly, D.A.; Hutchings, I.M. A new method for measurement of particle abrasivity. Wear 250, Page 76-80,
82 9. Anexos A seguir serão apresentadas as fotomicrografias referentes as cinco amostras analisadas, sendo que as primeiras são referentes as imagens das amostras em estado de entrega e, a segunda parte são imagens obtidas após o tratamento térmico de têmpera. ESTADO DE ENTREGA LIGA A 100X LIGA A 200X 71
83 LIGA A 500X LIGA A 1000X 72
84 LIGA B 100X LIGA B 200X 73
85 LIGA B 500X LIGA B 1000X 74
86 LIGA C 100X LIGA C 200X 75
87 LIGA C 500X LIGA C 1000X 76
88 LIGA D 100X LIGA D 200X LIGA D 500X 77
89 LIGA D 1000X 78
90 LIGA E 100X LIGA E 200X LIGA E 500X 79
91 LIGA E 1000X 80
92 IMAGENS APÓS TRATAMENTO TÉRMICO LIGA A 100X LIGA A 200X 81
93 LIGA A 500X LIGA A 1000X 82
94 LIGA B 100X LIGA B 200X 83
95 LIGA B 500X LIGA B 1000X 84


96 LIGA C 100X LIGA C 200X 85
97 LIGA C 500X LIGA C 1000X 86

98 LIGA D 100X LIGA D 200X 87
99 LIGA D 500X LIGA D 1000X 88

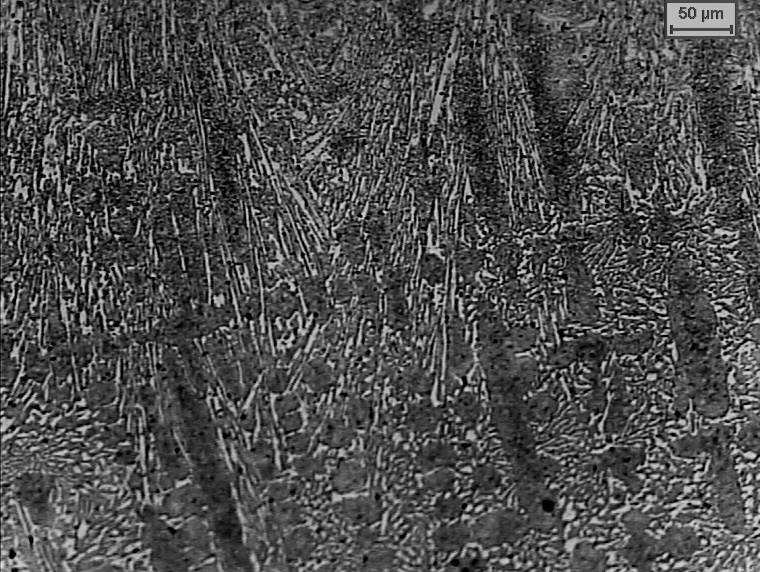
100 LIGA E 100X LIGA E 200X 89
O teor de C (>2%) está acima do teor que pode ser retido em solução sólida na austenita. " Consequência
 está acima do teor que pode ser retido em solução sólida na austenita. Consequência") 1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
1 FERROS FUNDIDOS - FOFOS É uma liga de Fe-C-Si É considerada uma liga ternária devido a presença do Si Os teores de Si podem ser maiores que o do próprio C O Si influi muito nas propriedades dos fofos
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
DIAGRAMAS TTT Prof. Dr. Anael Krelling 1 MATERIAIS METÁLICOS Ampla gama de propriedades mecânicas Mecanismos de aumento de resistência Refino do tamanho de grão Formação de solução sólida Encruamento Outras
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Transformações de Fase em Metais e Microestruturas Quinta Quinzenal Semana par 05/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/
1 Ciências dos materiais- 232 Transformações de Fase em Metais e Microestruturas Quinta Quinzenal Semana par 05/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/
AÇO-CARBONO AÇO-LIGA ALOTROPIA DO FERRO
 AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
AÇO-CARBONO Aço é a liga ferro-carbono contendo geralmente 0,008% ate aproximadamente 2,11% de carbono. AÇO-LIGA Aço que contem outros elementos de liga ou apresenta os teores residuais acima dos que são
Sistema Ferro - Carbono
 Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Sistema Fe-C Sistema Ferro - Carbono Diagrama de equilíbrio Fe-C Ferro comercialmente puro - < 0,008% Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de C Ferro alfa dissolve
Ferro Fundido. A.S.D Oliveira
 Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
Ferro Fundido Ferros fundidos Ligas ferrosas contendo 2.1%-4% C e 1%-3% Si - composição torna-os excelentes para fundição - a fabricação de ferros fundidos é várias vezes superior a de qualquer outro metal
Disciplina : Metalurgia Física- MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica. Aula 05 - Solidificação e Equilíbrio
 Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 05 - Solidificação e Equilíbrio Desenvolvimento das Microestruturas sob condições de Equilíbrio e de Não Equilíbrio
Disciplina : - MFI Professores: Guilherme Ourique Verran - Dr. Eng. Metalúrgica Aula 05 - Solidificação e Equilíbrio Desenvolvimento das Microestruturas sob condições de Equilíbrio e de Não Equilíbrio
Ciência dos Materiais - Equilíbrio ferro-carbono /
 Página 1 de 5 MENU PRINCIPAL CONTEUDO TÉCNICO DOWNLOAD CONTATO ENTRETENIMENTO LOGIN search.... Home PAINEL Ciência dos Materiais Ciência dos Materiais - Equilíbrio ferro-carbono / Ferros fundidos Ciência
Página 1 de 5 MENU PRINCIPAL CONTEUDO TÉCNICO DOWNLOAD CONTATO ENTRETENIMENTO LOGIN search.... Home PAINEL Ciência dos Materiais Ciência dos Materiais - Equilíbrio ferro-carbono / Ferros fundidos Ciência
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais, Aeronáutica e Automobilística TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência
Aços de alta liga resistentes a corrosão II
 Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
Aços de alta liga resistentes a corrosão II Aços de alta liga ao cromo ferríticos normalmente contêm 13% ou 17% de cromo e nenhum ou somente baixo teor de níquel. A figura da esquerda apresenta uma parte
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
AÇOS E FERROS FUNDIDOS Prof. MSc: Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60%
DIAGRAMAS TTT DIAGRAMAS TTT
 DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
DIAGRAMAS TTT Prof. M.Sc.: Anael Krelling 1 DIAGRAMAS DE TRANSFORMAÇÕES ISOTÉRMICAS (CURVAS TTT) Servem para indicar quanto tempo se deve ficar a determinada temperatura para atingir o grau de transformação
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale
 TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Transformação de fase em metais Tratamento térmico (tempo/temperatura) Microestrutura
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale Transformação de fase em metais Tratamento térmico (tempo/temperatura) Microestrutura
FERROS FUNDIDOS. Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões
 FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
FERROS FUNDIDOS Usados em geral para: Resistência ao desgaste Isolamento de vibrações Componentes de grandes dimensões Peças de geometria complicada Peças onde a deformação plástica é inadmissível FERROS
Aula 20: Transformações Martensíticas. - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria.
 - Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
- Transformação Martensítica é uma reação de deslizamento que ocorre sem difusão de matéria. - Pode ocorrer em sistemas nos quais existe uma transformação invariante, controlada por difusão, a qual pode
AÇOS E FERROS FUNDIDOS AÇOS E FERROS FUNDIDOS
 AÇOS E FERROS FUNDIDOS Prof. Dr. Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60% -
AÇOS E FERROS FUNDIDOS Prof. Dr. Anael Krelling 1 2 AÇOS Aços são ligas Fe-C que podem conter outros elementos Propriedades mecânicas dependem da % C. % C < 0,25% - baixo carbono. 0,25% < % C < 0,60% -
O irmão do aço. Obtendo o ferro fundido
 O irmão do aço Na segunda aula deste módulo, quando nós estudamos a classificação dos materiais, você aprendeu que eles são divididos em dois grupos: os materiais ferrosos e os materiais não-ferrosos.
O irmão do aço Na segunda aula deste módulo, quando nós estudamos a classificação dos materiais, você aprendeu que eles são divididos em dois grupos: os materiais ferrosos e os materiais não-ferrosos.
Representação da decomposição da austenita
 Fe γ 723 0 C Fe γ + Feα Fe γ + Fe 3 C Feα + Fe 3 C 0,8%C Representação da decomposição da austenita Perlita: mistura específica de duas fases, formada pela transformação da austenita de composição eutetóide
Fe γ 723 0 C Fe γ + Feα Fe γ + Fe 3 C Feα + Fe 3 C 0,8%C Representação da decomposição da austenita Perlita: mistura específica de duas fases, formada pela transformação da austenita de composição eutetóide
FERROS FUNDIDOS. Materiais Metálicos Profa.Dr. Lauralice Canale
 FERROS FUNDIDOS Materiais Metálicos Profa.Dr. Lauralice Canale Ferros Fundidos - Introdução - Ligas ferrosas contendo 1,7 a 4,0% C e 0,5 a 3,5% Si - Composição torna excelente para fundição (fluidez) Utilizados
FERROS FUNDIDOS Materiais Metálicos Profa.Dr. Lauralice Canale Ferros Fundidos - Introdução - Ligas ferrosas contendo 1,7 a 4,0% C e 0,5 a 3,5% Si - Composição torna excelente para fundição (fluidez) Utilizados
DIAGRAMAS DE EQUILÍBRIO DIAGRAMAS DE EQUILÍBRIO
 DIAGRAMAS DE EQUILÍBRIO Prof. Dr.: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de
DIAGRAMAS DE EQUILÍBRIO Prof. Dr.: Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de
Tratamentos Térmicos 032905
 Tratamentos Térmicos 032905 Prof. José Eduardo Spinelli Técnico: Rover Belo Instável Transformação Normal + Fe 3 C TÊMPERA Transição REVENIDO Programa Analítico 1) Fornos e atmosferas, medidas e controle
Tratamentos Térmicos 032905 Prof. José Eduardo Spinelli Técnico: Rover Belo Instável Transformação Normal + Fe 3 C TÊMPERA Transição REVENIDO Programa Analítico 1) Fornos e atmosferas, medidas e controle
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS
 EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
EXERCÍCIOS SOBRE TRATAMENTOS TÉRMICOS DAS LIGAS FERROSAS 1. Em que consiste, de uma maneira geral, o tratamento térmico? R: Alterar as microestruturas das ligas metálicas e como conseqüência as propriedades
Processos Metalúrgicos PROF.: KAIO DUTRA
 Processos Metalúrgicos AULA 6 LIGAS FERROAS E DIAGRAMA DE FASES PROF.: KAIO DUTRA Ligas Ferrosas As ligas ferrosas são, em princípio, divididas em dois grupos: Aços, com teores de carbono até 2,11%; Ferros
Processos Metalúrgicos AULA 6 LIGAS FERROAS E DIAGRAMA DE FASES PROF.: KAIO DUTRA Ligas Ferrosas As ligas ferrosas são, em princípio, divididas em dois grupos: Aços, com teores de carbono até 2,11%; Ferros
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Introdução à Ciência dos Materiais Prof. Dr. Cassius
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Introdução à Ciência dos Materiais Prof. Dr. Cassius
Têmpera. Lauralice Canale
 Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
Têmpera Lauralice Canale Transformação de fase em metais Fases metaestáveis podem ser formadas como um resultado de mudanças muitos rápidas de temperatura. A microestrutura é fortemente afetada pela taxa
TRATAMENTOS TÉRMICOS
 TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS Definição Submeter um material a um ciclo de variações de temperatura conhecido (idealmente seria controlado), com o objetivo de se obter no material uma determinada microestrutura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS. Os tratamentos térmicos em metais ou ligas metálicas, são definidos como:
 TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
TRATAMENTOS TÉRMICOS: AÇOS E SUAS LIGAS Os tratamentos térmicos em metais ou ligas metálicas, são definidos como: - Conjunto de operações de aquecimento e resfriamento; - Condições controladas de temperatura,
DIAGRAMAS DE FASES DIAGRAMAS DE FASES
 DIAGRAMAS DE FASES Prof. Dr. Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de fusão,
DIAGRAMAS DE FASES Prof. Dr. Anael Krelling 1 São mapas que permitem prever a microestrutura de um material em função da temperatura e composição de cada componente; Informações sobre fenômenos de fusão,
- Pág. 1 / Aula nº 15 -
 AULA Nº 15 2. Ferros fundidos - propriedades, microestrutura e processamento Os ferros fundidos são materiais com particular aptidão ao processamento por fundição, como aliás a sua designação sugere; esta
AULA Nº 15 2. Ferros fundidos - propriedades, microestrutura e processamento Os ferros fundidos são materiais com particular aptidão ao processamento por fundição, como aliás a sua designação sugere; esta
Transformação de fase em metais
 Transformação de fase em metais Transformação de fase em metais Dependente da difusão, sem modificações na composição de fase ou números de fase presentes: solidificação de metal puro, transformações
Transformação de fase em metais Transformação de fase em metais Dependente da difusão, sem modificações na composição de fase ou números de fase presentes: solidificação de metal puro, transformações
longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10.
 13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
13 longitudinal para refrigeração, limpeza e remoção de fragmentos de solos provenientes da perfuração, Figura 10. FIGURA 10 Amostras a serem analisadas. Fonte: Autor. 5.2. PREPARAÇÃO DOS CORPOS DE PROVA
AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J , SAE J E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS*
 ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
ISSN 1516-392X AVALIAÇÃO DA MICROESTRUTURA DOS AÇOS SAE J403 1045, SAE J403 1075 E DIN100CrV2 APÓS TRATAMENTOS TÉRMICOS* Tiago Silva Costa 1 Luana Araújo Batista 1 Juliana Cristina de Paula 1 Kleolvane
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS. Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º.
 TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º. Semestre 2017 TRANSFORMAÇÕES MULTIFÁSICAS As condições de equilíbrio caracterizadas
TRANSFORMAÇÕES DE FASES EM METAIS E MICROESTRUTURAS Engenharia e Ciência dos Materiais I Profa.Dra. Lauralice Canale 1º. Semestre 2017 TRANSFORMAÇÕES MULTIFÁSICAS As condições de equilíbrio caracterizadas
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007
 8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 DESEMPENHO TRIBOLÓGICO DE FERROS FUNDIDOS BRANCOS AO CROMO E MOLIBIDÊNIO EM ENSAIOS DE MICROABRASÃO - COMPARAÇÃO COM
8º CONGRESSO IBEROAMERICANO DE ENGENHARIA MECANICA Cusco, 23 a 25 de Outubro de 2007 DESEMPENHO TRIBOLÓGICO DE FERROS FUNDIDOS BRANCOS AO CROMO E MOLIBIDÊNIO EM ENSAIOS DE MICROABRASÃO - COMPARAÇÃO COM
TRANSFORMAÇÕES DE FASES EM METAIS
 UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
UNIVERSIDADE DO ESTADO DE SANTA CATARINA CENTRO DE CIÊNCIAS TECNOLÓGICAS DEPARTAMENTO DE ENGENHARIA MECÂNICA TRANSFORMAÇÕES DE FASES EM METAIS CMA CIÊNCIA DOS MATERIAIS 2º Semestre de 2014 Prof. Júlio
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
TECNOLOGIA DOS MATERIAIS Aula 5: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem.
FORMAÇÃO DA MICROESTRUTURA DOS FERROS FUNDIDOS. diagrama de fases sequência de transformações
 FORMAÇÃO DA MICROESTRUTURA DOS FERROS FUNDIDOS diagrama de fases sequência de transformações Composições Químicas Básicas % carbono : 2,7 a 3,8% % silício : 1,5 a 2,6 % carbono equivalente: %Si=1/3 %C
FORMAÇÃO DA MICROESTRUTURA DOS FERROS FUNDIDOS diagrama de fases sequência de transformações Composições Químicas Básicas % carbono : 2,7 a 3,8% % silício : 1,5 a 2,6 % carbono equivalente: %Si=1/3 %C
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
PRODUÇÃO DE FERRO E AÇO FERROS FUNDIDOS. Ciência e Engenharia dos Materiais I Profa. Dra. Lauralice Canale
 PRODUÇÃO DE FERRO E AÇO FERROS FUNDIDOS Ciência e Engenharia dos Materiais I Profa. Dra. Lauralice Canale Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais
PRODUÇÃO DE FERRO E AÇO FERROS FUNDIDOS Ciência e Engenharia dos Materiais I Profa. Dra. Lauralice Canale Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais Recursos - Minerais
Ciências dos materiais- 232
 1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
1 Ciências dos materiais- 232 Aula 6 - Tratamentos Térmicos Quinta Quinzenal Semana par 26/05/2015 1 Professor: Luis Gustavo Sigward Ericsson Curso: Engenharia Mecânica Série: 5º/ 6º Semestre 2015-1_CM_Aula06_TratTermico.pdf
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA
 CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CAPÍTULO V CARACTERIZAÇÃO MICROESTRUTURAL E DE MICRODUREZA Neste capítulo é apresentada uma caracterização microestrutural e de microdureza dos corpos de prova soldados com os parâmetros descritos nas
CURVAS TTT Cesar Edil da Costa e Eleani Maria da Costa
 CURVAS TTT Cesar Edil da Costa e Eleani Maria da Costa As curvas TTT estabelecem a temperatura e o tempo em que ocorre uma determinada transformação Só tem validade para transformações a temperatura constante
CURVAS TTT Cesar Edil da Costa e Eleani Maria da Costa As curvas TTT estabelecem a temperatura e o tempo em que ocorre uma determinada transformação Só tem validade para transformações a temperatura constante
Aula Teórica 21. Materiais em Engenharia. Metais ferrosos. Arlindo Silva Ano Lectivo 2011/2012
 Aula Teórica 21 Metais ferrosos Arlindo Silva Ano Lectivo 2011/2012 As imagens constantes nestas transparências foram retiradas maioritariamente da bibliografia recomendada MATERIAIS METÁLICOS FERROSOS
Aula Teórica 21 Metais ferrosos Arlindo Silva Ano Lectivo 2011/2012 As imagens constantes nestas transparências foram retiradas maioritariamente da bibliografia recomendada MATERIAIS METÁLICOS FERROSOS
Material conforme recebido (CR) e/ou metal base (MB)
 e/ou metal base (MB)") 85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
85 5.5 ANÁLISES MICROESTRUTURAIS As micrografias obtidas na seção transversal do material nas condições: como recebido e pós-soldagem com tratamentos de revenido e niretação estão apresentadas nas Figuras
FERROS FUNDIDOS. Peças de geometria complexa. Peças onde a deformação plástica é inadmissível.
 FERROS FUNDIDOS FERROS FUNDIDOS Peças de geometria complexa. Peças onde a deformação plástica é inadmissível. FERROS FUNDIDOS FF CINZENTO (Gray iron) FF DÚCTIL ou Nodular (Spheroidal iron) FF BRANCO
FERROS FUNDIDOS FERROS FUNDIDOS Peças de geometria complexa. Peças onde a deformação plástica é inadmissível. FERROS FUNDIDOS FF CINZENTO (Gray iron) FF DÚCTIL ou Nodular (Spheroidal iron) FF BRANCO
FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P. Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0
 C Si Mn S P. Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0") FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0 Branco 1,8-3,6 0,5-1,9 0,25-0,80 0,06-0,20 0,06-0,18 Maleável 2,0-2,6 1,1-1,6 0,20-1,0
FERROS FUNDIDOS (PROPRIEDADES E TRATAMENTOS TÉRMICOS) C Si Mn S P Cinzento 2,5-4,0 1,0-3,0 0,25-1,0 0,02-0,25 0,05-1,0 Branco 1,8-3,6 0,5-1,9 0,25-0,80 0,06-0,20 0,06-0,18 Maleável 2,0-2,6 1,1-1,6 0,20-1,0
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos. CEPEP - Escola Técnica Prof.: Kaio Hemerson Dutra
 Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
Aula 1: Aços e Ferros Fundidos Produção Feito de Elementos de Liga Ferros Fundidos CEPEP - Escola Técnica Prof.: Kaio Aços e Ferros Fundidos O Ferro é o metal mais utilizado pelo homem. A abundância dos
4 Resultados (Parte 01)
") 4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
4 Resultados (Parte 01) Os resultados foram divididos em oito partes que se correlacionam direta ou indiretamente entre si. A parte 01 mostra a caracterização do trecho reto (tubo na condição de como recebido,
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
[8] Temperabilidade dos aços
![[8] Temperabilidade dos aços](/thumbs/66/54946171.jpg "[8] Temperabilidade dos aços") [8] Temperabilidade dos aços Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. Tratamento Procedimento Microconstituintes Recozimento
[8] Temperabilidade dos aços Finalidade dos tratamentos térmicos: ajuste das propriedades mecânicas através de alterações da microestrutura do material. Tratamento Procedimento Microconstituintes Recozimento
Ciência e Engenharia de Materiais I Introdução aos Materiais
 Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
Ciência e Engenharia de Materiais I Introdução aos Materiais 3 aula Aços ligados e ferros fundidos Mestrado Integrado em Engenharia Mecânica Licenciatura em Engenharia e Gestão Industrial Para que servem
ENSAIO DE DUREZA EM-641
 ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
Ferros Fundidos. Universidade de São Paulo. Escola de Engenharia de São Carlos. Departamento de Engenharia de Materiais
 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ferros Fundidos SMM0193-Engenharia e Ciência dos Materiais I Waldek Wladimir Bose Filho Ferros Fundidos
Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Ferros Fundidos SMM0193-Engenharia e Ciência dos Materiais I Waldek Wladimir Bose Filho Ferros Fundidos
Endurecimento por dispersão de fases e diagramas de fases eutéticos
 UNIVESIDADE DE SÃO PAULO EESC/IFSC/IQSC SCM5757 Ciência dos Materiais I Endurecimento por dispersão de fases e diagramas de fases eutéticos Prof. Dra. Lauralice Canale 1º semestre de 2017 1 Compostos intermetálicos
UNIVESIDADE DE SÃO PAULO EESC/IFSC/IQSC SCM5757 Ciência dos Materiais I Endurecimento por dispersão de fases e diagramas de fases eutéticos Prof. Dra. Lauralice Canale 1º semestre de 2017 1 Compostos intermetálicos
TEMPERABILIDADE. Profa.Dra. Lauralice Canale
 TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
TEMPERABILIDADE Profa.Dra. Lauralice Canale Para velocidades maiores do que a crítica, a dureza da têmpera depende principalmente do teor de C dissolvido na austenita. Para velocidades menores do a crítica,
Efeito da temperatura de tratamento térmico sobre a dureza de um ferro fundido branco multicomponente com alto teor de molibdênio
 Efeito da temperatura de tratamento térmico sobre a dureza de um ferro fundido branco multicomponente com alto teor de molibdênio T. R. Paula 1, C. R. Serantoni 2, A. V. Correa 1 1 Laboratório de Fundição,
Efeito da temperatura de tratamento térmico sobre a dureza de um ferro fundido branco multicomponente com alto teor de molibdênio T. R. Paula 1, C. R. Serantoni 2, A. V. Correa 1 1 Laboratório de Fundição,
SOLDAGEM TIG. Prof. Dr. Hugo Z. Sandim. Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães
 SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
SOLDAGEM TIG Prof. Dr. Hugo Z. Sandim Marcus Vinicius da Silva Salgado Natália Maia Sesma William Santos Magalhães Soldagem TIG Processo de soldagem TIG Fonte: www.infosolda.com.br e Welding Metallurgy
Aula 9- Usinabilidade dos Materiais
 -A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
-A usinabilidade pode ser definida como uma grandeza tecnológica que expressa, por meio de um valor numérico comparativo ( índice de usinabilidade), um conjunto de propriedades de usinagem de um material
Profa. Dra. Lauralice Canale
 Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
Profa. Dra. Lauralice Canale A1: Temperatura de equilíbrio de início de austenitização A3: Temperatura de equilíbrio de fim de austenitização Estrutura da perlita Perlita (0.8% C em média) Cementita
DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASE II TRANSFORMAÇÕES DE FASE PMT 2100 - Introdução à Ciência dos Materiais para Engenharia
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA
 PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
PMR 3101 INTRODUÇÃO À MANUFATURA MECÂNICA Aula-6 P1- dia 16/10 15:40-17:40 Tratamento Térmico e Superficial Processamento Relação Propriedades Slides retirados do texto complementar de autoria do Prof.
Beneficiamento de Aços [21]
![Beneficiamento de Aços [21]](/thumbs/50/27312966.jpg "Beneficiamento de Aços [21]") [21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
[21] Tratamentos para beneficiamento de aços: Têmpera: aumento de resistência i mecânica e dureza dos aços causado pela formação da martensita, um microconstituinte que usualmente apresenta um comportamento
Alterações microestruturais e de microdureza causadas por tratamento térmico e deformação plástica em aço para tubos API 5CT
 Alterações microestruturais e de microdureza causadas por tratamento térmico e deformação plástica em aço para tubos API 5CT Mayara de Oliveira Alves Graduando em Arquitetura e Urbanismo FATEA Marcelo
Alterações microestruturais e de microdureza causadas por tratamento térmico e deformação plástica em aço para tubos API 5CT Mayara de Oliveira Alves Graduando em Arquitetura e Urbanismo FATEA Marcelo
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR
 EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
EFEITO DOS ELEMENTOS DE LIGA NOS AÇOS RSCP/ LABATS/DEMEC/UFPR Seleção do processo de fundição Metal a ser fundido [C. Q.]; Qualidade requerida da superfície do fundido; Tolerância dimensional requerida
Microestrutura dos aços [5] Ferro δ (CCC) Ferro γ (CFC) Ferro α (CCC)
![Microestrutura dos aços [5] Ferro δ (CCC) Ferro γ (CFC) Ferro α (CCC)](/thumbs/51/28703317.jpg "Microestrutura dos aços [5] Ferro δ (CCC) Ferro γ (CFC) Ferro α (CCC)") [5] Alotropia do ferro puro: Líquido 1538 C 1394 C Ferro δ (CCC) Cúbico de corpo centrado 912 C 770 C Ferro γ (CFC) Ferro α (CCC) a o = 2,93 Å (δ) a o = 2,86 Å (α) Cúbico de face centrada Temperatura ambiente
[5] Alotropia do ferro puro: Líquido 1538 C 1394 C Ferro δ (CCC) Cúbico de corpo centrado 912 C 770 C Ferro γ (CFC) Ferro α (CCC) a o = 2,93 Å (δ) a o = 2,86 Å (α) Cúbico de face centrada Temperatura ambiente
7 Resultados (Parte 04)
") 7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
7 Resultados (Parte 04) A parte 04 se refere aos tratamentos térmicos com transformações de resfriamento contínuo sem a aplicação de patamar isotérmico. 7.1. Tratamentos térmicos I Com o objetivo de simular
4 Apresentação e discussão dos resultados
 57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
57 4 Apresentação e discussão dos resultados 4.1 Resultados da primeira etapa São apresentados a seguir os resultados obtidos na primeira fase do trabalho, onde foram variadas as temperaturas de austenitização
Materiais de Construção Aços
 Materiais de Construção José Carlos G. Mocito email:jmocito@ipcb.pt O que é o aço? O aço é uma liga Ferro Carbono (liga FE C), cujo teor em carbono varia entre 0.03 e 2,06%. Uma propriedade característica
Materiais de Construção José Carlos G. Mocito email:jmocito@ipcb.pt O que é o aço? O aço é uma liga Ferro Carbono (liga FE C), cujo teor em carbono varia entre 0.03 e 2,06%. Uma propriedade característica
INOCULAÇÃO EM FERROS FUNDIDOS CINZENTOS
 INOCULAÇÃO EM FERROS FUNDIDOS CINZENTOS O objetivo deste trabalho é a de transmitir conhecimentos teóricos bastante superficiais sobre inoculação visando apenas armá-lo para um diálogo na promoção de vendas
INOCULAÇÃO EM FERROS FUNDIDOS CINZENTOS O objetivo deste trabalho é a de transmitir conhecimentos teóricos bastante superficiais sobre inoculação visando apenas armá-lo para um diálogo na promoção de vendas
Aços Ferramenta. A.S.D Oliveira
 Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
Aços Ferramenta Classificação das ligas ferrosas Aços Ferros Fundidos Inoxidáveis Aços Ferramenta Aços ao C Aços Ferramenta Classe de aços de alta liga projetado para serem utilizados em ferramentas de
Transformações de fase em aços [15]
![Transformações de fase em aços [15]](/thumbs/66/55572195.jpg "Transformações de fase em aços [15]") [15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
[15] Diagrama de equilíbrio transformações muito lentas divergências devido ao processamento industrial Reações / transformações em condições realísticas: resfriamento isotérmico (T-T-T) diagramas resfriamento
3 Material e Procedimento Experimental
 3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
3 Material e Procedimento Experimental 3.1. Material Para este estudo foi utilizado um tubo API 5L X80 fabricado pelo processo UOE. A chapa para a confecção do tubo foi fabricada através do processo de
Recozimento recuperação) Tratamento Térmico (Amolecimento, Normalização (Resfriamento ao ar) Tempera (Endurecimento) homogeneização, Revenido (alívio
 Tratamento Térmico (Amolecimento, Normalização (Resfriamento ao ar) Tempera (Endurecimento) homogeneização, Revenido (alívio") É o conjunto de operações de aquecimento e resfriamento que são submetidos os aços sob condições controladas de temperatura, tempo, atmosfera e velocidade de esfriamento. Objetivos dos tratamentos térmicos.
É o conjunto de operações de aquecimento e resfriamento que são submetidos os aços sob condições controladas de temperatura, tempo, atmosfera e velocidade de esfriamento. Objetivos dos tratamentos térmicos.
6 - Microestrutura Fases
 24 6 - Microestrutura 6-1. Fases Um cubo de gelo flutuando na água e a atmosfera que os envolve são exemplos dos três estados da matéria, sem dúvida, mas também são exemplos de fases (Figura 6-1). Uma
24 6 - Microestrutura 6-1. Fases Um cubo de gelo flutuando na água e a atmosfera que os envolve são exemplos dos três estados da matéria, sem dúvida, mas também são exemplos de fases (Figura 6-1). Uma
Processo Seletivo 2018
 Processo Seletivo 2018 Candidato Nº OBS: O candidato deve preencher apenas o número que está na lista de presença do processo seletivo. Se ocorrer algum outro tipo de marcação na prova que identifique
Processo Seletivo 2018 Candidato Nº OBS: O candidato deve preencher apenas o número que está na lista de presença do processo seletivo. Se ocorrer algum outro tipo de marcação na prova que identifique
LOM 3080 PROCESSOS DA INDÚSTRIA METALÚRGICA E SIDERÚRGICA
 Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais LOM 3080 PROCESSOS DA INDÚSTRIA METALÚRGICA E SIDERÚRGICA Prof. Dr. Cassius O.F.T. Ruchert, Professor Associado
Universidade de São Paulo Escola de Engenharia de Lorena Departamento de Engenharia de Materiais LOM 3080 PROCESSOS DA INDÚSTRIA METALÚRGICA E SIDERÚRGICA Prof. Dr. Cassius O.F.T. Ruchert, Professor Associado
AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13
 AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13 Laura Rodrigues de Novaes 1 ; Susana M. Giampietri Lebrão 2 1 Aluna de Iniciação Científica da Escola de Engenharia Mauá (EEM/CEUN-IMT);
AVALIAÇÃO DA RESISTÊNCIA AO REVENIDO E DA TENACIDADE DO AÇO FERRAMENTA H13 Laura Rodrigues de Novaes 1 ; Susana M. Giampietri Lebrão 2 1 Aluna de Iniciação Científica da Escola de Engenharia Mauá (EEM/CEUN-IMT);
Metalurgia da Soldagem Aspectos Térmicos da Soldagem
 Metalurgia da Soldagem Aspectos Térmicos da Soldagem Neste texto você conhecerá os aspectos térmicos relacionados com o processo de soldagem, que compreendem a Energia, o Ciclo Térmico, a Repartição Térmica
Metalurgia da Soldagem Aspectos Térmicos da Soldagem Neste texto você conhecerá os aspectos térmicos relacionados com o processo de soldagem, que compreendem a Energia, o Ciclo Térmico, a Repartição Térmica
6 Resultados (Parte 03)
") 6 Resultados (Parte 03) A parte 03 se refere aos tratamentos térmicos com transformações de resfriamento contínuo e aplicação de patamar isotérmico (tratamentos térmicos II). 6.1. Tratamentos térmicos
6 Resultados (Parte 03) A parte 03 se refere aos tratamentos térmicos com transformações de resfriamento contínuo e aplicação de patamar isotérmico (tratamentos térmicos II). 6.1. Tratamentos térmicos
Fundição Continua RSCP/LABATS/DEMEC/UFPR
 RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
RSCP/LABATS/DEMEC/UFPR Fundição contínua O processo de fundição contínua consiste em fundir e conformar o produto final numa única operação, eliminando tempos intermediários de esfriamento em moldes, garantindo
Principais elementos de liga. Cr Ni V Mo W Co B Cu Mn, Si, P e S (residuais)
") Aços Ligas Aços ligas A introdução de outros elementos de liga nos aços-carbono é feita quando se deseja um ou diversos dos seguintes efeitos: Aumentar a resistência mecânica e dureza. Conferir resistência
Aços Ligas Aços ligas A introdução de outros elementos de liga nos aços-carbono é feita quando se deseja um ou diversos dos seguintes efeitos: Aumentar a resistência mecânica e dureza. Conferir resistência
TRATAMENTO TÉRMICO PARTE 1
 TRATAMENTO TÉRMICO PARTE 1 Definição: Tratamento térmico é o conjunto de operações de aquecimento e resfriamento a que são submetidos os aços, sob condições controladas de temperatura, tempo, atmosfera
TRATAMENTO TÉRMICO PARTE 1 Definição: Tratamento térmico é o conjunto de operações de aquecimento e resfriamento a que são submetidos os aços, sob condições controladas de temperatura, tempo, atmosfera
Introdução à Ciência dos Materiais para Engenharia PMT 3110
 Lista de Exercícios 05 / 2018 Diagramas de Fases e Transformações de Fases 1. Considere o diagrama de fases do sistema cobre-prata (determinado a pressão constante) apresentado abaixo. Uma liga com composição
Lista de Exercícios 05 / 2018 Diagramas de Fases e Transformações de Fases 1. Considere o diagrama de fases do sistema cobre-prata (determinado a pressão constante) apresentado abaixo. Uma liga com composição
ESFEROIDIZAÇÃO DO AÇO SAE 1080*
 ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
ESFEROIDIZAÇÃO DO AÇO SAE 1080* Renan Gurgel Pinho 1 Nívea Rodrigues Leite 2 Marcelo José Gomes da Silva 3 Resumo O objetivo deste trabalho é investigar a esferoidização do aço SAE 1080 e os respectivos
Figura 49 Dispositivo utilizado no ensaio Jominy e detalhe do corpo-de-prova (adaptado de Reed-Hill, 1991).
.") INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
INTRODUÇÃO AO ESTUDO DOS AÇOS SILVIO FRANCISCO BRUNATTO 81 2.3.3 TEMPERABILIDADE A temperabilidade de um aço pode ser entendida como a capacidade de endurecimento ou a capacidade que o aço possui de obter
UNIVERSIDADE FEDERAL DO PARÁ INSTITUTO DE TECNOLOGIA FACULDADE DE ENGENHARIA MECÂNICA CURSO DE ENGENHARIA MECÂNICA
 Disciplina: Materiais de Construção Mecânica Assunto: Diagrama de equilíbrio de fases Professor: Jorge Teófilo de Barros Lopes 1) Determine a composição e a quantidade relativa de cada fase presente em
Disciplina: Materiais de Construção Mecânica Assunto: Diagrama de equilíbrio de fases Professor: Jorge Teófilo de Barros Lopes 1) Determine a composição e a quantidade relativa de cada fase presente em
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Cinética das transformações de fase Curvas TTT e TRC
 Cinética das transformações de fase Curvas TTT e TRC Diagramas de fase não incluem o fator tempo mas as transformações de fase são dependentes do tempo (Fenômenos de difusão estão envolvidos) O tempo necessário
Cinética das transformações de fase Curvas TTT e TRC Diagramas de fase não incluem o fator tempo mas as transformações de fase são dependentes do tempo (Fenômenos de difusão estão envolvidos) O tempo necessário
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1
 CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
CARACTERIZAÇÃO MICROESTRUTURAL DO AÇO INOXIDÁVEL DUPLEX UNS S32101: INVESTIGAÇÃO DE REAGENTES 1 Jéssica Camila Kruger 2, Patricia Carolina Pedrali 3. 1 TRABALHO DE CONCLUSÃO DO CURSO DE GRADUAÇÃO DE ENGENHARIA
Universidade Estadual de Ponta Grossa/Departamento de Engenharia de Materiais/Ponta Grossa, PR. Engenharias, Engenharia de Materiais e Metalúrgica
 ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
ESTUDO DA CARACTERÍSTICA MORFOLÓGICA DO AÇO API 5L X-70 PROCESSADO POR LAMINAÇÃO CONTROLADA Igor Fabian de Goes Lopes (outros/uepg), André Luís Moreira de Carvalho (Orientador), e-mail: andrelmc@uepg.br.
Tratamentos térmicos dos aços
 Tratamentos térmicos dos aços Recozimento Aquecimento a Trec., seguido de arrefecimento lento Rec. relaxação de tensões Rec. esferoizidação Rec. completo Normalização Rec. após deformação plástica Têmpera
Tratamentos térmicos dos aços Recozimento Aquecimento a Trec., seguido de arrefecimento lento Rec. relaxação de tensões Rec. esferoizidação Rec. completo Normalização Rec. após deformação plástica Têmpera
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 27401
 Efeito do Nióbio em Ferros Fundidos Brancos de Alto Cromo (TC301-010) Maria Aparecida Pinto - Doutoranda - UNICAMP, MSc. Eng. Metalurgista - email: mariap@fem.unicamp.br Fernando Leopoldo von Krüger -
Efeito do Nióbio em Ferros Fundidos Brancos de Alto Cromo (TC301-010) Maria Aparecida Pinto - Doutoranda - UNICAMP, MSc. Eng. Metalurgista - email: mariap@fem.unicamp.br Fernando Leopoldo von Krüger -
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASES
 ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASES PMT 3100 - Introdução à Ciência dos Materiais para Engenharia 2º semestre de 2014
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO Departamento de Engenharia Metalúrgica e de Materiais DIAGRAMAS DE FASES PMT 3100 - Introdução à Ciência dos Materiais para Engenharia 2º semestre de 2014
Sistema Fe-C C ou Fe-Fe
 DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA Sistema Fe-C C ou Fe-Fe 3 C e microestruturas que se formam no resfriamento lento 1 CCC CFC CCC DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA
DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA Sistema Fe-C C ou Fe-Fe 3 C e microestruturas que se formam no resfriamento lento 1 CCC CFC CCC DIAGRAMA DE FASE Fe-Fe Fe3C TRANSFORMAÇÃO ALOTRÓPICA
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy. Resultados: - Microestruturas diferentes; - Durezas diferentes.
 Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Curvas de resfriamento contínuo com diferentes taxas de resfriamento: Ensaio Jominy Resultados: - Microestruturas diferentes; - Durezas diferentes. Efeito da seção da peça sobre a velocidade de resfriamento
Microestrutura (fases) Parte 5
 Parte 5") Microestrutura (fases) Parte 5 DIGRM DE FSES DO SISTEM Fe - DIGRM DE FSES DO SISTEM Fe Ferros Família dos aços Família dos ferros fundidos Soluções sólidas: Ferro δ ustenita Ferrita omposto estequiométrico:
Microestrutura (fases) Parte 5 DIGRM DE FSES DO SISTEM Fe - DIGRM DE FSES DO SISTEM Fe Ferros Família dos aços Família dos ferros fundidos Soluções sólidas: Ferro δ ustenita Ferrita omposto estequiométrico:
Bs ( C) = %C - 90%Mn - 37%Ni - 70%Cr -83%Mo. %C %Si %Mn %Ni %Cr Ms Q 1 0,4 1,6 1,5 1,4 0, Q 2 0,2 1,6 1,5 1,4 0,
 = %C - 90%Mn - 37%Ni - 70%Cr -83%Mo. %C %Si %Mn %Ni %Cr Ms Q 1 0,4 1,6 1,5 1,4 0, Q 2 0,2 1,6 1,5 1,4 0,") 40 3 Procedimento Experimental 3.1 Amostras de e As ligas estudadas foram projetadas e produzidas na Universidade de Gent com base na liga 0,40%C- 1,39%Mn- 1,37%Si- 1,34%Ni- 0,76%Cr- 0,52%Mo. Utilizando
40 3 Procedimento Experimental 3.1 Amostras de e As ligas estudadas foram projetadas e produzidas na Universidade de Gent com base na liga 0,40%C- 1,39%Mn- 1,37%Si- 1,34%Ni- 0,76%Cr- 0,52%Mo. Utilizando
CLASSIFICAÇÃO E PROPRIEDADES DOS MATERIAIS
 1AP - MATERIAIS DE CONSTRUÇÃO MECÂNICA CLASSIFICAÇÃO E PROPRIEDADES DOS MATERIAIS 1 Conteúdo da Apresentação: Classificação dos materiais Estruturas cristalina dos metais Propriedades físicas dos materiais
1AP - MATERIAIS DE CONSTRUÇÃO MECÂNICA CLASSIFICAÇÃO E PROPRIEDADES DOS MATERIAIS 1 Conteúdo da Apresentação: Classificação dos materiais Estruturas cristalina dos metais Propriedades físicas dos materiais
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS
 TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
TECNOLOGIA DE CONTROLE NUMÉRICO DESGASTE DE FERRAMENTAS DESGASTE DE FERRAMENTAS Ferramenta de corte solicitada térmica, mecânica e quimicamente durante a usinagem. Série de avarias e desgastes de naturezas
Fone(0xx47) , Fax (0xx47)
 , Fax (0xx47)") DETERMINAÇÃO DA JANELA DE PROCESSO DE UM FERRO FUNDIDO NODULAR AUSTEMPERADO (ADI) SEM ADIÇÃO DE ELEMENTOS DE LIGA ATRAVÉS DE ENSAIOS MECÂNICOS E METALOGRÁFICOS Marcos E. Balzer 1 e C. A. S. Oliveira 2
DETERMINAÇÃO DA JANELA DE PROCESSO DE UM FERRO FUNDIDO NODULAR AUSTEMPERADO (ADI) SEM ADIÇÃO DE ELEMENTOS DE LIGA ATRAVÉS DE ENSAIOS MECÂNICOS E METALOGRÁFICOS Marcos E. Balzer 1 e C. A. S. Oliveira 2