ABRASIVOS. Século XX Abrasivos artificiais, de alta dureza: abrasivos silicosos e aluminosos.
|
|
|
- Nicholas Clementino Escobar
- 8 Há anos
- Visualizações:
Transcrição
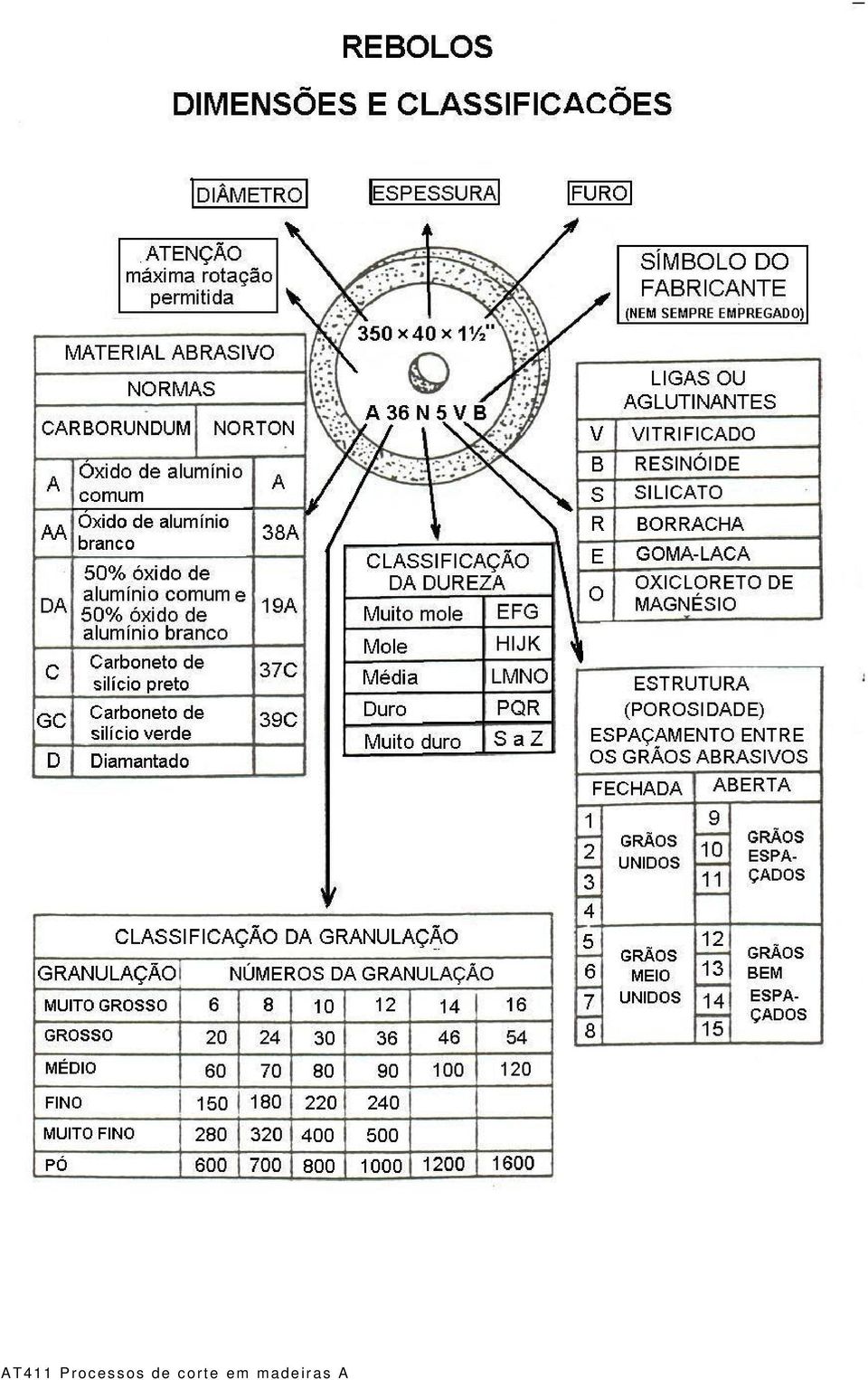
1 ABRASIVOS Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos artificiais, de alta dureza: abrasivos silicosos e aluminosos. Abrasivos silicosos Constituído de carboneto de silício, feitos em fornos elétricos, com 9,6 Mohs de dureza. Recomendado para metais de fraca resistência a tração (ferro fundido, latão, cobre, alumínio e materiais não metálicos). Abrasivos aluminosos Obtidos pela fusão da bauxita (minério de óxido de alumínio, silício e ferro) em fornos elétricos, obtendo dureza de 9,4 Mohs. Recomendado para metais mais resistentes a tração, como o aço e o bronze fosforoso. Obs: Carborundum e Norton empresas atualmente pertencentes ao grupo Saint-Gobain. Escolha do abrasivo propriedades físicas do material a usinar Rebolos de óxido de alumínio: Materiais de alta resistência à tração aço carbono, aço liga, aço rápido, ferro maleável recozido, ferro batido, bronzes, tenazes. Rebolos de carboneto de silício: Materiais de baixa resistência à tração ferro fundido cinzento, ferro fundido em coquilhas (molde metálico de fundição), latão, bronze macio, alumínio, cobre, ligas muito duras, carbonetos cimentados e materiais não metálicos (mármores, pedras, borracha e couro). AT411 Processos de cort e em madeiras A
.")
2 AGENTES AGLUTINANTES LIGAS A SELEÇÃO DO TIPO DE LIGA DEPENDE DO MATERIAL A SER RETIFICADO, DO TIPO DE OPERAÇÃO E DA PRECISÃO REQUERIDA. LIGAS RESINÓIDES São ligas que se caracterizam por conferirem às ferramentas abrasivas uma elevada resistência e resiliência (resistência ao impacto), pois uma vez polimerizada a liga resinóide, se converte em aglomerante de alta resistência. Desta forma, as ferramentas abrasivas fabricadas com este tipo de liga podem operar normalmente com velocidade periférica de até 48 m/s, podendo chegar a 100 m/s, dependendo da aplicação e do tipo da construção da liga. São empregadas em operações de corte, severas de desbaste, de precisão como abertura de canais em ferramentas de corte (brocas, fresas, machos, etc) LIGAS VITRIFICADAS Este tipo de liga é constituída de materiais naturais como argila, quartzo e feldspato, e após combinadas quimicamente, e submetidas a temperaturas de até 1200 C, formam uma estrutura vitrificada de extrema rigidez, porém frágil a impactos e grandes pressões de trabalho. Possui a característica de friabilidade no corte (menor queima da peçaobra) e manutenção de seu perfil de corte por mais tempo que as ferramentas com ligas resinóides, sendo mais indicada para operações de precisão como as de acabamento, afiação de ferramentas, retificação de eixos comando, virabrequins e retificação de peças com perfis complexos. PADRÕES GRANULOMÉTRICOS CAMI... ASSOCIAÇÃO DOS FABRICANTES DE ABRASIVOS REVESTIDOS, LIXAS (USA); FEPA... FEDERAÇÃO EUROPÉIA DOS FABRICANTES DE PRODUTOS ABRASIVOS; JIS... SISTEMA INDUSTRIAL JAPONÊS; MICRA.. MICRONS. AT411 Processos de cort e em madeiras A

3 TIPO MATERIAL CÓDIGO LETRA ABRASIVO DUREZA TAMANHO dan/mm 2 PADRÃO VALOR DUREZA GRAU REBOLO TEXTURA OU CONCENTRAÇÃO LIGAÇÃO AGENTE AGLUTINANTE USO ÓXIDO NATURAL DE ALUMÍNIO CARBONETO DE SILÍCIO NITRITO DE BORO CÚBICO DIAMANTE SINTÉTICO A 2200 MESH C 2480 MESH B 4700 DIN D 7000 DIN ou FEPA 10 a 400 muito muito grosso fino 10 a 400 muito muito grosso fino D7 a D220 fino grosso D7 a D220 D46 a D251 D a S macio duro D a S macio duro Auto afiante Auto afiante 0 a 12 fechada aberta 0 a 12 fechada aberta V120 a V180 12% 18% C25 a C150 fechada aberta Cerâmica V Resina Art. B Cerâmica V Resina Art. B Resina seco KSS Resina úmida KSS-Y Galvânica GSS Metal sinterizado MSS Resina Art. R Aço até HSS Aço até HSS HSS e Stellite HM EXEMPLOS DE DENOMINAÇÃO: 10A 80 M 5 V C 120 M 8 V B D126 V120 KSS-RYA D D46 R C AT411 Processos de cort e em madeiras A

4
5
6 ABRASIVOS São denominados abrasivos os grãos de arestas vivas, extremamente duros, destinados a produzir o desgaste das peças em trabalho por meio de atrito. É importante que se utilize toda superfície para que, após certo período de uso, o abrasivo não se deforme e adquira uma face de contato ondulado. O Rebolo é um abrasivo utilizado como ferramenta cortante que trabalha, girando a grandes velocidades, nas esmerilhadoras e nas retificadoras. Na sua forma mais comum, o rebolo é uma ferramenta cilíndrica de certas espessuras ou em forma de discos com um furo central, por meio do qual se adapta no eixo da máquina esmerilhadora. Abrasivos artificiais Até fins do século passado, somente eram conhecidos os abrasivos naturais. Um dos mais empregados era o esmeril, mineral de cor preta, com cerca de 40% de óxido de ferro e 60% de óxido de alumínio. Dele vem a denominação comum, mas raramente exata que se aplica ainda hoje aos rebolos de maneira geral: rebolos de esmeril. O esmeril tem dureza inferior a 9 na escala de Mohs, que é uma escala padrão de dureza, na qual o diamante ocupa o número 1, o mais duro. Pesquisas realizadas levaram a descoberta de abrasivos artificiais de dureza muito próxima de 10, mais vantajosos que o esmeril para usos industriais. Abrasivos silicosos Constituído de carboneto de silício, feitos em fornos elétricos, com 9,6 Mohs de dureza. Recomendado para metais de fraca resistência a tração (ferro fundido, latão, cobre, alumínio e materiais não metálicos). Abrasivos aluminosos Obtidos pela fusão da bauxita (minério de óxido de alumínio, silício e ferro) em fornos elétricos, obtendo dureza de 9,4 Mohs. Seus nomes comerciais mais comuns são aloxite, alundum e carundum. Recomendados para metais mais resistentes a tração, como o aço e o bronze fosforoso e em forma de cintas e folhas pequenas fixadas em panos ou papéis para lixar madeiras e seus derivados. Generalidades Rebolos são ferramentas cortantes constituídas de partículas abrasivas ligadas entre si por material aglutinante. Tratando-se de ferramenta universal, abrange vasto campo de aplicação, sendo utilizada em máquinas para operações de corte e afiação, produzindo acabamentos dentro de tolerâncias dimensionais e de rugosidade préestabelecidas, ou simplesmente eliminando excessos de material em peças fundidas, forjadas ou estampadas. O princípio de ação do rebolo consiste no desgaste causado pela penetração superficial dos grãos abrasivos, ocasionando a remoção de partículas do material.

7 A medida que se processa esta operação, os grãos abrasivos vão perdendo seu poder de corte, exigindo maior pressão na área de contato da peça com o rebolo, gerando uma força que fratura ou arranca as partículas gastas e expondo continuadamente novas arestas de corte. Este comportamento determina a principal característica funcional do rebolo. Identificando-o como a única ferramenta de corte auto-afiável. Componentes do rebolo: os rebolos são basicamente constituídos de grãos abrasivos, um liga aglutinante e poros vazios. 1. Grão abrasivo: atua como ferramenta de corte, removendo partículas da peça. Estas partículas são denominadas cavacos. Funções dos grãos abrasivos: quanto a forma, os rebolos são discos abrasivos de vários diâmetros e espessuras, contendo milhares de grãos abrasivos. Cada um destes grãos é realmente uma ferramenta de corte afiada. Em conjunto, executam o trabalho de remover da superfície da peça o material suficiente, conforme a finalidade do trabalho. O grão abrasivo executa seu trabalho removendo partículas da peça trabalhada. A figura apresenta esboços de uma partícula típica de grão abrasivo, mostrando prováveis linhas de clivagem que formam novas arestas de corte. Designação da classificação da granulação do abrasivo Muito grosso: 8 a 10 Grosso: 12 a 24 Médio: 30 a 60 Fino: 70 a 120 Extra-fino: 150 a 240 Pó: 280 a 600 Granulometria: os grãos são classificados de acordo com seu tamanho, por peneiramento. Assim sendo, os grãos que passam por uma peneira que tem 6 aberturas por polegada linear e ficam retidos em uma peneira que tem 14 aberturas por polegada linear são classificados de grãos = 10 (muito grossos). Aqueles que passam por uma peneira de 40 aberturas por polegada linear e ficam retidos em uma peneira de 80 aberturas são denominados de grãos 60 (média granulometria).

8 2. Dureza do rebolo: é o valor da força-resistência com o qual o material de liga retém os grãos abrasivos. Quando a quantidade de liga é aumentada, a espessura as pontes de liga aumenta, retendo mais firmemente os grãos abrasivos e conferindo maior dureza ao rebolo. Funções da dureza do rebolo: dureza é a capacidade da liga e dos grãos de resistir a tensões provocadas pela operação de esmerilhagem. As tensões tendem a arrancar grãos abrasivos do rebolo, fraturando as pontes de liga e assim produzindo seu desgaste. Dependendo do tipo de liga, é a quantidade de material de sua composição que determina o grau de dureza de um rebolo, tornando-o macio ou duro. Naturalmente, quanto maior a ponte, maior será a dureza. O valor da resistência é indicado pelo símbolo do grau de dureza, que vai desde o rebolo muito macio (A) até o rebolo extra-duro (Z). Segue-se universalmente uma ordem alfabética de A a Z, subdividida em várias classes de dureza: A G: dureza extra-macia H K: dureza macia L O: média dureza P S: duro T Z: extra-duro

9 3. Estrutura do rebolo: é basicamente a relação entre os grãos abrasivos, o material de liga e os poros vazios existentes na massa do rebolo. Esta relação pode ser modificada adicionando-se a liga vários materiais que, posteriormente, serão descartados no processo de cura ou queimados durante o processo de queima. Funções da estrutura do rebolo: proporcionar espaços vazios para a eliminação dos cavacos. Durante a esmerilhagem, os cavacos da peça precisam alojar-se nos poros, para que não danifiquem ou empastem a superfície de contato do rebolo, criando, desta forma, uma superfície pouco cortante. A grande maioria dos cavacos arrancados pelo rebolo durante o trabalho de esmerilhagem é expelida pela força centrífuga, deixando os espaços desobstruídos e limpos. A estrutura de um rebolo pode ser controlada de maneira precisa, desde o mais denso até o de porosidade muito aberta. Nada mais é do que o espaçamento entre os grãos abrasivos. Espaçamento cerrado: 0 a 3 Espaçamento médio: 4 a 6 Espaçamento aberto: 7 a liga de rebolo: é o material que mantém os grãos abrasivos na forma de rebolo. A liga é um porta-ferramentas que sustenta os grãos abrasivos enquanto efetuam seu trabalho. Funções da liga de um rebolo: quando os grãos abrasivos individuais perdem o corte ou quebram completamente, o material de liga solta o grão desgastado, expondo novas partículas cortantes. Quando a partícula de grão perde o corte ou quebra, as pressões normais de retífica aumentam, até chegar a um ponto onde a ponte de liga já não pode prender a partícula de grão abrasivo no seu lugar. Ao chegar a este ponto, a ponte de liga rompe-se e libera o grão abrasivo sem corte e apresenta um novo jogo de ferramentas de corte à peça trabalhada. Por causa destas características, o rebolo é identificado como a única ferramenta de corte auto-afiável.

10 TIPOS DE LIGA Liga aglutinante ou aglomerante: é o material que une os grãos abrasivos entre si, formando o rebolo. Sendo os aglomerantes retentores ou suportes dos grãos abrasivos, sua resistência assume grande importância. Chama-se grau do rebolo. Os tipos de aglomerantes são: a) vitrificado: de argila (caulim) fundido, muito resistente e empregado na maioria dos rebolos; b) silicioso: de silicato de sódio (silício), permite desprendimento mais rápido dos grãos abrasivos e, portanto, constante renovação da eficiência do corte, usado nos rebolos de afiação de ferramentas; c) elástico: de resina sintética, borracha ou goma-laca, suportam elevado calor na esmerilhagem, são usados para rebolos de alta velocidade, de corte e de acabamento. Liga vitrificada V: usada em mais de 75% dos rebolos. A porosidade e a resistência dos rebolos fabricados com essa liga permitem alta retirada de material da peça sujeita à esmerilhagem. Não é atacada por água, ácidos, óleos ou condições comuns de temperatura. Rebolos com ligas vitrificadas podem ser fabricada com caulim fundido ou com silicato de sódio (silício), é composta por minerais cerâmicos, rígidos e quebradiços. Permite controle exato da dureza na construção do rebolo. Observando os limites de segurança, estes tipos de liga possuem campo de ação ilimitado na fabricação de rebolos para retíficas, afiação de ferramentas, desbaste em máquinas fixas, pontas montadas, limas, segmentos, pedras para afiar manualmente, entre outros. Liga resinóide B: composto orgânico sintético, mais flexível e de maior resistência que os rebolos vitrificados. Os rebolos de liga resinóide podem ser fabricados com diversas estruturas, desde rebolos duros, densos e de grãos finos. Produzem um corte frio, removem rapidamente o material e podem ser operados a altas velocidades. A liga resinóide é recomendada principalmente em operações em que se verificam altas pressões de corte, com a finalidade de obter grandes
 elástico: de resina sintética, borracha ou goma-laca, suportam")
11 remoções de material, como rebolos para rebarbação em máquinas fixas, portáteis ou pendulares e rebolos para corte, além de usos específicos em retíficas. Este tipo de liga permite a fabricação de rebolos reforçados com telas de fibra de vidro especialmente tratadas, o que aumenta ainda mais sua resistência mecânica. Liga de borracha R: usadas principalmente para alto acabamento. Por causa de sua resistência, é muito usada para a fabricação de rebolos extremamente finos e rebolos de encosto para retificação fora-de-pontas (centerless). A liga de borracha é utilizada em operações nas quais a flexibilidade, a suavidade e o superior acabamento são características fundamentais. Exemplo: corte metalográfico, acabamento de pistas de rolamento e afiação de brocas. TIPOS DE ABRASIVOS Determina-se o tipo de abrasivo em função do material a ser retificado. Para a afiação de ferramentas de corte utilizam-se os seguintes abrasivos: Ferramentas de aço carbono: Rebolos de óxido de alumínio cinza. Ferramentas de liga e aço rápido: Rebolos de óxido de alumínio branco, borazon e bornitrid. Ferramentas calçadas com pastilhas de metal duro: Rebolos de carbureto de silício (desbaste) e rebolos diamantados (afiação propriamente dita). Especificações dos abrasivos para afiação de ferramentas de corte de madeiras e seus derivados Rebolos de óxido de alumínio cinza: utilizados para afiação de ferramentas de corte de baixa liga, aços carbono com até 1,5% de liga (aços WS), para a afiação de ferramentas de corte manual de baixo custo e em lâminas de serras de fita estreitas e largas. Não podem ser usados para a afiação de aço liga, aço rápido ou qualquer aço com mais de 5% de liga. Rebolos de óxido de alumínio branco: devido ao seu poder de corte e friabilidade, estes rebolos são recomendados para a afiação de ferramentas confeccionadas a partir de aço especial de alta dureza e de aço rápido sensível ao calor. Rebolos de carbureto de silício verde: devido sua altíssima friabilidade, capacidade de penetração e resistência ao desgaste, são recomendados para a afiação de ferramentas de metal duro em geral. Estes rebolos são muito usados em oficinas mecânicas para afiar ferramentas para tornos, plainas, fresadoras e outros, quanto são utilizados suportes para ferramentas calçadas com metal duro. Rebolos de borazon ou bornitrid CB: rebolos compostos de nitreto cúbico de boro, com revestimento de níquel, indicados para a afiação de
.")
12 ferramentas de aço liga com dureza superior a 60 HRC e em todas as operações de ferramentas de HSS. Rebolos de diamante: os rebolos de diamante são indicados para a afiação de ferramentas calçadas com pastilhas de metal duro. O diamante possui extraordinária resistência ao desgaste e é utilizado em afiações de ferramentas que requerem alto grau de precisão e acabamento. Dentre eles, o rebolo diamantado sintético com revestimento de níquel é o de melhor qualidade. Pedras de afiar São peças muito finas de abrasivo artificial, uma vez aglomeradas, recebem prensagem capaz de lhes dar formas variadas, tais como pedras retangulares, redondas, quadradas, em forma de cunha, meia cavas e triangulares. Estas pedras são usadas para refazer gumes de corte de ferramentas manuais, formões, bedames e ferros para plainas, e para refazer gumes de corte de ferramentas mecânicas confeccionadas de aço. As pedras de afiar têm grande importância na afiação da ferramenta de corte, que vem a ser o preparo conveniente da aresta de corte formada pela intersecção do ângulo de incidência com a face de ataque da ferramenta. Tanto na rodagem como na afiação de ferramentas deve ser passado óleo na superfície da pedra, a fim de evitar que os poros sejam obstruídos e permitir a remoção das partículas de metal que são arrancadas pela ação do abrasivo. As navalhas e facas para plainas, fresas de aço liga, fresas calçadas com aço rápido, brocas paralelas, fresas de haste para tupia superior e ferramentas manuais devem ser afiadas com pedras de afiar. 1. Uso correto do moto-esmeril e devidas precauções: a) a proteção deve ser regulável. A distância máxima entre o rebolo e a proteção deve ser de 5 mm; b) A abertura máxima do rebolo deve ser de 65, o restante deve ser protegido; c) O encosto móvel deve ser regulável e ajustado, no máximo com 3 mm de abertura; d) O rebolo deve ser fixado com flanges com diâmetro mínimo de 1/3 do diâmetro do rebolo;

13 e) Os flanges devem ser do mesmo tamanho e rebaixados, para não ocorrer contato total com o rebolo; f) Entre os flanges e o rebolo devem sempre existir encostos elásticos (papelão ou borracha rígida). Os rebolos fornecidos pelos fabricantes vêm com discos de papelão colados nas faces, que não podem ser retirados. 2. Especificações importantes do rebolo quanto a segurança e cuidados de manuseio a) marca do rebolo: somente devem ser utilizados rebolos com todas as especificações; b) fabricante marca c) tipo de aglutinante: é o material que assegura a adesão das partículas abrasivas. Vitrificado (V), silicioso (B), d) diâmetro, furo e espessura do rebolo: n = rpm máxima admissível do rebolo. Os rebolos com abrasivos artificiais devem ter exatas especificações de composição e utilização. Quanto fabricados de abrasivos prejudiciais à saúde, devem estar marcados com os devidos cuidados que o operador de afiação deve ter durante o manuseio (usar aspirador de pó ou máscara especial). Comentários: É necessário realizar um teste antes da colocação do rebolo no eixo porta-rebolo. Para verificar seu estado geral, quando o tamanho permitir, pode-se suspende-lo pelo furo e bater suavemente com um instrumento leve, como o cabo de uma chave de fenda. Havendo uma trinca, separa-se o rebolo e avisa-se o fabricante.
, silicioso (B), d) diâmetro, furo e espessura do rebolo: n = rpm máxima admissível do rebolo.")
14 a) os rebolos vitrificados emitem som metálico claro; b) os rebolos de liga orgânica (resinóide, goma-laca ou borracha) emitem som menos intenso, porém as trincas são de fácil distinção; c) os rebolos impregnados de óleo ou água não produzem som límpido; 3. Cuidados com rebolos durante o trabalho de afiação de ferramentas de corte Todas as máquinas que operam com ferramentas abrasivas devem dispor de capas de proteção, a fim de proteger o operador e outras pessoas nas proximidades das máquinas operatrizes. a) Ao ligar a máquina o operador deve posicionar-se ao lado, observando o desenvolvimento do abrasivo pelo menos por 5 minutos. Durante a verificação deve evitar que outras pessoas permaneçam no raio de perigo do rebolo. b) Nunca se deve exercer pressão excessiva contra o rebolo no sentido frontal e em rebolos retos, nunca lateralmente. c) Utilizam-se sempre rebolos com dimensões adequadas para o trabalho a executar, sem retirar as capas de proteção; deve-se evitar o uso de rebolos maiores que a máquina comporta. d) Deve-se operar esta ferramenta com muito cuidado, não provocando choques com o rebolo. e) Obrigatório o uso de óculos de proteção ao operar com rebolos. f) Utilizar rebolos testados e aprovados pelo fabricante. Montagem correta do rebolo com furo pequeno: os flanges devem ter diâmetros e superfícies de apoio iguais. 4. Segurança no armazenamento de rebolos Todos os rebolos devem ser armazenados em prateleiras especialmente construídas para esse fim, mantidas em local apropriado, livre de umidade excessiva e sem incidência direta da luz solar.
 Ao ligar a máquina o operador deve posicionar-se ao lado, observando o desenvolvimento do abrasivo pelo menos por 5 minutos.")
15 REBOLOS ESPECIAIS Os rebolos especiais podem ser confeccionados a partir de cristais cúbicos de nitreto de boro, denominados rebolo borazon ou bornitrid. São rebolos com abrasivos de excelente rendimento na afiação de ferramentas confeccionadas a partir do aço liga e aço rápido, com dureza acima de 60 HRC. Com estes rebolos consegue-se afiações mais exatas, sem deformação na geometria de corte da ferramenta e com tolerâncias exemplares de periferia na afiação de ferramentas de corte. Em relação as especificações, pode-se afirmar que há uma série de vantagens nas operações de retificação e no uso freqüente no que se refere a formatos, dimensões, especificações e condições de uso. As ferramentas abrasivas para retificação e afiação de ferramentas de corte para madeira proporcionam:

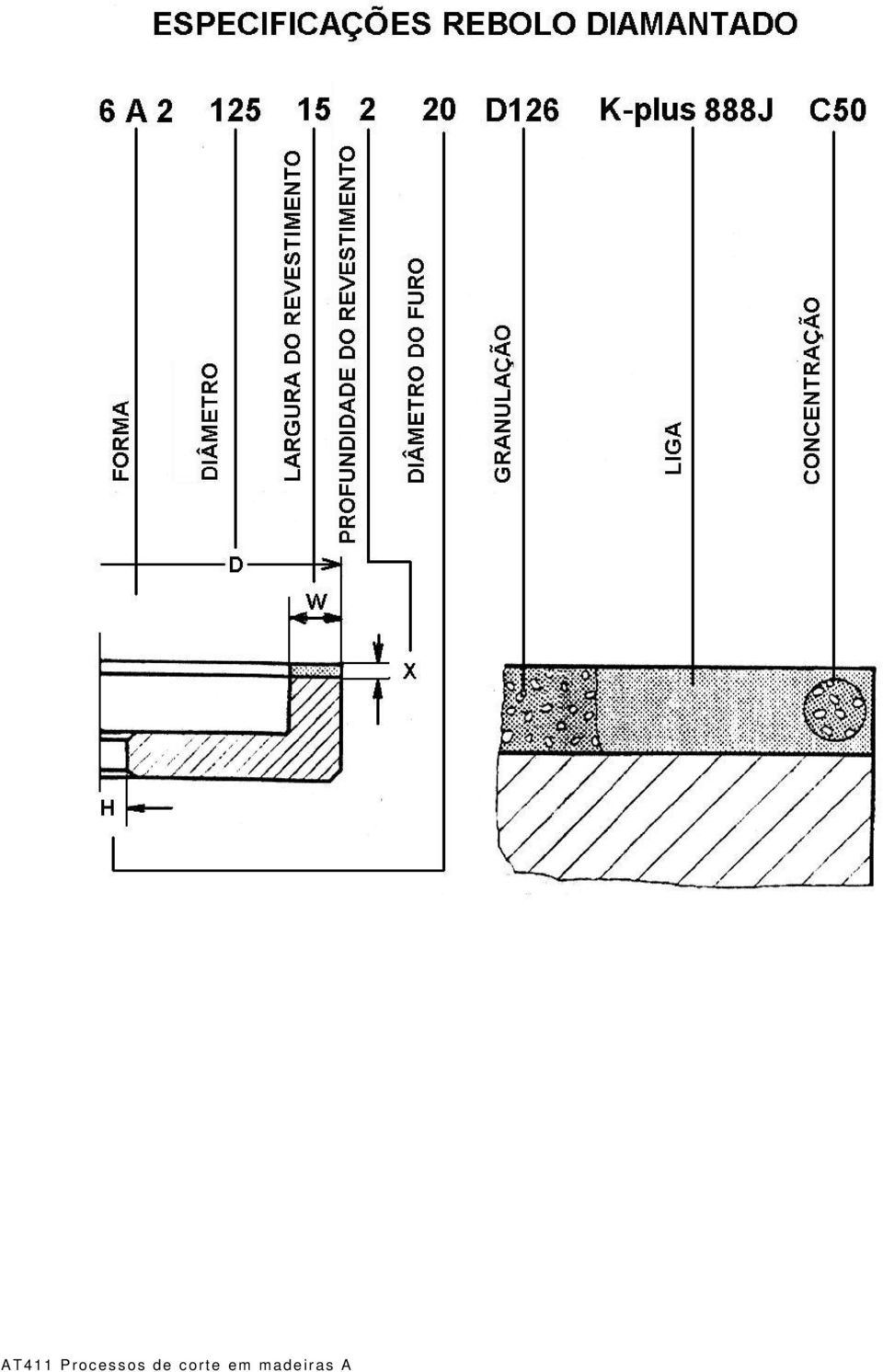
16 a) redução do tempo de afiação, consequentemente melhor aproveitamento da capacidade das máquinas para afiação; b) tolerâncias de dimensões e formatos ate então impossíveis de conseguir; c) acabamento das afiações sem alteração na estrutura da ferramenta e superfícies espelhadas; d) aumento de durabilidade das ferramentas de corte para madeira. Os rebolos de borazon ou bornitrid que melhor se prestam para a afiação de ferramentas de corte para madeira são os das seguintes especificações: KSS: retificação a seco KSS Y: retificação com refrigerante Dureza das ligas: N (médio): para rebolos cilíndricos, tipo copo. R (duro): para rebolos tipo copo com largura de revestimento 5 mm. Os rebolos de ligas resinóides KSS são especificados para retificação pendular e de profundidade porque apresentam muita garra, retificam e afiam a ferramenta mais rapidamente. A seguir, um exemplo de um rebolo fabricado de cristais cúbicos de nitreto de boro com todas as especificações para aquisição: rebolo para afiação de fresas calçadas com aço rápido ou fresas de aço liga com mais de 12% de liga. Rebolo de bornitrid: Forma: 12A2 Diâmetro: 125 mm Largura do revestimento W: 5 mm Espessura do revestimento X: 4 mm Angulação de S : 20 Tamanho do furo H ou F: Ø = 20 mm Especificações do revestimento: KSS R B = 151 : V = 120 KSS R: é o tipo de liga (resinóide) B: são os cristais cúbicos de nitreto de boro V: é a concentração dos cristais cúbicos com cm³ Rebolos diamantados US, mesh 100/ / / / /400 FEPA D 151 D 126 D 91 D 64 D 46 Concentrações de diamantes mais comuns: Para ligas K-plus: C38 a C125 As concentrações são mais elevadas quando a camada tiver menor largura e as granulações forem maiores. O metal duro HM é um material que
: para rebolos cilíndricos, tipo copo. R (duro): para rebolos tipo copo com largura de revestimento 5 mm.")
17 necessita do emprego de rebolos diamantados com ligas de resinas sintéticas.

18

19 Os rebolos com medidas especiais também são fornecidos pelos fabricantes. Deve-se ter o cuidado de mencionar no pedido o diâmetro do furo, tipo de liga, a granulação e concentração do rebolo desejado. Normas para escolha de rebolos diamantados Formato de rebolos: Os formatos correspondem as recomendações da FEPA (Federation Europénne des Fabricants de Produits Abrasifs). Para a denominação do formato do rebolo é usada a classificação americana (U.S. Standart ASTM-E sistema em polegadas), porém com medidas métricas. O formato se determina pelos seguintes dados: Peça a ser trabalhada (formato e dimensões) Máquina (espécie e tipo) Operação de retificação em si. O processo de retificação em profundidade influi no formato dos rebolos, tanto assim que é usado em rebolos com menor largura de camada de revestimento em relação às maiores espessuras de revestimento.
 Máquina (espécie e tipo) Operação de retificação em si.")
20 Diâmetro do rebolo Na definição de um diâmetro é mais importante a verificação da velocidade recomendada. Largura do revestimento O desbaste durante a retificação localiza-se na zona de atrito (f), a qual é determinada pela espessura do revestimento (W) e seu comprimento de contato (Y) a ser localizado ao longo da peça. O princípio da operação de desbaste é o avanço dos grãos de diamante na superfície do material a ser trabalhado. A intensidade da força a ser exercida sobre a peça é determinada pela rigidez do conjunto máquina-fixação da peça-peça em sirebolo diamantado. Uma diminuição da espessura do revestimento e, consequentemente, da área de encosto resulta em aumento da pressão sobre a área, resultando daí um aumento da profundidade de penetração dos grãos de diamante e conseqüente aumento do desbaste. Os rebolos tipo cone ou pires, com pequenas larguras de revestimento (W), retificam com maior rapidez e menor aquecimento. As camadas de revestimento muito largas causam grande aquecimento e diminuem a produtividade. Espessura de revestimento As espessuras do revestimento dos rebolos diamantados são especificadas nas tabelas que os fabricantes fornecem. As espessuras maiores são mais econômicas, pois não influem no custo dos rebolos. Flange dos rebolos O furo do rebolo faz parte de suas especificações e deve sempre constar na lista de pedidos do fabricante. Em sua grande maioria, os fabricantes seguem a norma ISO H6. A flange deve possuir 1/3 do diâmetro do rebolo. Granulação dos diamantes Os primeiros diamantes sintéticos para ligas resinóides surgiram no mercado em Hoje se encontram além das granulações com diamantes

21 sintéticos, granulações especiais de diamantes naturais, para os mais variados fins. As granulações disponíveis abrangem mais de 20 tipos especiais de diamantes, dos quais se pode diferencias três grupos: Rebolos e outras ferramentas resinóides Rebolos e outras ferramentas de ligas metálicas Serra e demais ferramentas especiais de ligas metálicas para a usinagem de materiais extraduros e altamente resistentes ao desgaste. Com a descoberta das vantagens do uso de diamantes revestidos com metal, a evolução dos rebolos de ligas resinóides tomou um impulso decisivo. As granulações são regidas atualmente pelas normas ASTM E e pela FEPA Standard na Europa. Ligas As ligas e a granulação diamantada juntas formam o revestimento de um rebolo diamantado. Alem da granulação e da concentração, a liga é aspecto de real importância para a determinação do comportamento de um rebolo. A liga determina se um rebolo diamantado é agressivo, rápido, frio ou com pouca pressão de trabalho. Ligas mais duras são ideais em: Revestimentos estreitos Granulações de diamantes grossos Necessidade de duração dos perfis Retificação com líquido refrigerante Ligas mais macias: Revestimentos mais largos Granulação de diamantes finos Baixa concentração de diamantes
22 Peças sensíveis à temperatura ou com arestas Sensíveis à retificação a seco. A liga ideal não é a que possui menor desgaste, porém a que apresenta a melhor relação entre o rendimento do desgaste e o seu próprio desgaste. Sem o desgaste da liga não pode ocorrer a retificação. A figura abaixo mostra diamantes na liga de um rebolo novo: Os grãos sobressaem na superfície da liga, numa altura u. Somente assim é possível penetração no material trabalhado. Na figura abaixo mostra o estado do rebolo já amaciado. As pontas dos grãos dos diamantes apresentam desgaste, a altura u permanece constante, o desgaste da granulação e da liga é proporcional. A figura abaixo mostra um exemplo de grande desgaste da liga: Pode ser por se liga muito mole, granulação muito fina, concentração muito baixa, os grãos de diamante se soltam, sem terem sido aproveitados. A figura a seguir mostra um rebolo diamantado de pouco desgaste da liga: Possíveis causas: liga muito dura, granulação muito grossa, excessiva concentração. Este estado de superfície não produzirá desbaste. Se os grãos de diamante não forem salientes da superfície da liga, não terão
23 possibilidade de penetrar no material. Um rebolo nestas condições certamente provocará pressão de trabalho muito elevada, produzindo temperatura elevada, cujas conseqüências seriam a destruição da camada de revestimento e, provavelmente, dano da peça. Ligas resinóides Os melhores resultados são conseguidos pelos rebolos diamantados de ligas resinóides, por apresentarem maior rendimento de desbaste. O trabalho de retificação do metal e as combinações de aço com metal duro são mais econômicos. Sua faixa de aplicação engloba operações desde retificação profunda (rebolos de revestimentos estreitos, com granulação grossa e alta concentração, para retificação com resfriamento, com K-plus 888 RY-B especificação FEPA) até trabalhos de retificação de alta pressão (rebolos com revestimentos médios, com granulações finas até extrafinas e concentração média até alta, com liga K-plus 888 J). A operação é processada com pouco aquecimento e pequena pressão de trabalho, resultando na devida proteção da peça. Durezas: J (mole): rebolos tipo copo ou pires, largura de revestimento > 7 mm. N (médio): rebolos cilíndricos tipo copo ou pires, largura de revestimento de 4 a 7 mm. R (duro): rebolos tipo copo com largura de revestimento < 5 mm. T (muito duro): casos especiais. Concentração dos diamantes: Concentração 100 = 4,4 quilates/cm³ de revestimento A concentração 100 corresponde a uma proporção do volume de diamantes em 25% do volume total do revestimento, baseada no peso específico do diamante de 3,52 g/cm³ e da relação de um quilate igual a 0,2 g. Concentrações mais comuns: 25 = 1,1 kt/cm³ 75 = 3,3 kt/cm³ 38 = 1,65 kt/cm³ 100 = 4,4 kt/cm³ 50 = 2,2 kt/cm³ 125 = 5,5 kt/cm³
24
25
Retificação. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
Rebolos. O que é um rebolo? Especificações
 Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
A afiação das ferramentas é feita somente nas superfícies que determinam os ângulos de ataque, de cunha e saída.
 O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
Diamantados e CBN. Abrasivos Diamantados. Tipos de diamante Industrial:
 iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
REBOLOS RESINÓIDES (LIGA RESINÓIDE)
") Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS
 AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 265 34. PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 34.1. Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser
AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 265 34. PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 34.1. Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
Fresas Ferramentas de fresar
 Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Preparação de máquina
 A U A UL LA Preparação de máquina A retificação é um dos processos de usinagem por abrasão. Basicamente, a retificação visa corrigir as irregularidades de superfícies de peças ou materiais submetidos a
A U A UL LA Preparação de máquina A retificação é um dos processos de usinagem por abrasão. Basicamente, a retificação visa corrigir as irregularidades de superfícies de peças ou materiais submetidos a
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
Materiais de Corte Segmento Madeireiro
 Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Fresamento. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Serras circulares. A forma dos dentes, bem como os ângulos de corte, variam com o tipo de operação e com a natureza do material que vai ser serrado.
 Serras circulares Serras circulares são discos dentados que trabalham em máquinas muito solicitadas em marcenarias, carpintarias e serrarias. Estas serras efetuam cortes longitudinais, paralelos, transversais
Serras circulares Serras circulares são discos dentados que trabalham em máquinas muito solicitadas em marcenarias, carpintarias e serrarias. Estas serras efetuam cortes longitudinais, paralelos, transversais
ABRASIVOS. Século XX Abrasivos artificiais, de alta dureza: abrasivos silicosos e aluminosos.
 ABRASIVOS 1 Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos
ABRASIVOS 1 Até século XIX Abrasivos naturais esmeril, mineral de cor preta, constituído de 40% óxido de ferro e 60% de óxido de alumínio. Dureza inferior a 9 Mohs (diamante = 10 Mohs) Século XX Abrasivos
International Paper do Brasil Ltda.
 International Paper do Brasil Ltda. Autor do Doc.: Marco Antonio Codo / Wanderley Casarim Editores: Marco Antonio Codo / Wanderley Casarim Título: Técnicas de Inspeção, Montagem, uso de Rebolos ( Esmeris
International Paper do Brasil Ltda. Autor do Doc.: Marco Antonio Codo / Wanderley Casarim Editores: Marco Antonio Codo / Wanderley Casarim Título: Técnicas de Inspeção, Montagem, uso de Rebolos ( Esmeris
PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS
 INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO
 USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
USINAGEM. Prof. Fernando Penteado.
 USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
Aspectos de Segurança - Discos de Corte e Desbaste
 Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
LIMAGEM. Introdução Noções de limagem Tipos de Lima
 LIMAGEM Introdução Noções de limagem Tipos de Lima Temas a abordar Limagem manual; Classificação de limas; Métodos e regras de trabalho; Materiais industriais; Outros tipos de limagem; Exercícios simples
LIMAGEM Introdução Noções de limagem Tipos de Lima Temas a abordar Limagem manual; Classificação de limas; Métodos e regras de trabalho; Materiais industriais; Outros tipos de limagem; Exercícios simples
PETG DATASHEET. www.vick.com.br
 Pág. 1 / 5 Um plástico que pode ser parafusado, estampado à quente, cortado, facilmente termoformado, ou mesmo dobrado a frio sem lascar, esbranquiçar, rachar ou ficar irregular. É um plástico econômico
Pág. 1 / 5 Um plástico que pode ser parafusado, estampado à quente, cortado, facilmente termoformado, ou mesmo dobrado a frio sem lascar, esbranquiçar, rachar ou ficar irregular. É um plástico econômico
PERFIL DE JUNÇÃO REHAU VEDAR, UNIR, DESTACAR. Automotiva Indústria
 PERFIL DE JUNÇÃO REHAU VEDAR, UNIR, DESTACAR www.rehau.com.br Construção Automotiva Indústria DESIGN PARA MÓVEIS DA REHAU: SOLUÇÕES INOVADORAS DE SISTEMAS NO MESMO LOCAL A REHAU se estabeleceu como a principal
PERFIL DE JUNÇÃO REHAU VEDAR, UNIR, DESTACAR www.rehau.com.br Construção Automotiva Indústria DESIGN PARA MÓVEIS DA REHAU: SOLUÇÕES INOVADORAS DE SISTEMAS NO MESMO LOCAL A REHAU se estabeleceu como a principal
MATERIAIS UTILIZADOS NOS CORTANTES SUA ESCOLHA
 MATERIAIS UTILIZADOS NOS CORTANTES SUA ESCOLHA QUALIDADES BÁSICAS: - Dureza a frio - Dureza a quente - Tenacidade MATERIAIS DE QUE DISPOMOS: - Aços - Aços rápidos - Stellites - Carbonetos Metálicos - Cerâmicas
MATERIAIS UTILIZADOS NOS CORTANTES SUA ESCOLHA QUALIDADES BÁSICAS: - Dureza a frio - Dureza a quente - Tenacidade MATERIAIS DE QUE DISPOMOS: - Aços - Aços rápidos - Stellites - Carbonetos Metálicos - Cerâmicas
Tratamentos térmicos. 1. Introdução
 Universidade Estadual do Norte Fluminense Centro de Ciências e Tecnologias Agropecuárias Laboratório de Engenharia Agrícola EAG 3204 Mecânica Aplicada * Tratamentos térmicos 1. Introdução O tratamento
Universidade Estadual do Norte Fluminense Centro de Ciências e Tecnologias Agropecuárias Laboratório de Engenharia Agrícola EAG 3204 Mecânica Aplicada * Tratamentos térmicos 1. Introdução O tratamento
PRECISION GRINDING SOLUTIONS
 PRECISION GRINDING SOLUTIONS REBOLOS Rebolos Diamantados para Rtificação / Rebolos CBN para Retificação Propriedades dos Superabrasivos Diamante CBN Especificação de um Rebolo de Diamante Identificação
PRECISION GRINDING SOLUTIONS REBOLOS Rebolos Diamantados para Rtificação / Rebolos CBN para Retificação Propriedades dos Superabrasivos Diamante CBN Especificação de um Rebolo de Diamante Identificação
 MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
Roda CP Scotch-Brite Industrial Dados Técnicos Janeiro / 2002
 3 Roda CP Scotch-Brite Industrial Dados Técnicos Janeiro / 2002 Substitui: Dezembro/2000 Página 1 de 14 Introdução: As Rodas Scotch-Brite C&P (Cutting & Polishing) são um eficiente e econômico produto
3 Roda CP Scotch-Brite Industrial Dados Técnicos Janeiro / 2002 Substitui: Dezembro/2000 Página 1 de 14 Introdução: As Rodas Scotch-Brite C&P (Cutting & Polishing) são um eficiente e econômico produto
Tipos de Poços. escavação..
 O que é um poço Tubular Chamamos de poço toda perfuração através da qual obtemos água de um aqüífero e há muitas formas de classificá-los. Usaremos aqui uma classificação baseada em sua profundidade e
O que é um poço Tubular Chamamos de poço toda perfuração através da qual obtemos água de um aqüífero e há muitas formas de classificá-los. Usaremos aqui uma classificação baseada em sua profundidade e
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Bem estruturado: o programa de lâminas de serra de sabre da Bosch.
 Lâminas de serras verticais e serras sabre Resumo 487 Bem estruturado: o programa de lâminas de serra de sabre da Bosch. A escolha da lâmina certa para a serra de sabre é decisiva para o sucesso do corte.
Lâminas de serras verticais e serras sabre Resumo 487 Bem estruturado: o programa de lâminas de serra de sabre da Bosch. A escolha da lâmina certa para a serra de sabre é decisiva para o sucesso do corte.
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
Usinagem I. 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem. Prof. Anna Carla - MECÂNICA - UFRJ
 Usinagem I 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem Processos não- convencionais O termo usinagem não tradicional refere- se a este grupo, que remove o material em excesso de uma
Usinagem I 2016.1 Parte I Aula 6 Processos não convencionais e MicroUsinagem Processos não- convencionais O termo usinagem não tradicional refere- se a este grupo, que remove o material em excesso de uma
TECNOLOGIA MECÂNICA. Aula 08. Tratamentos Térmicos das Ligas Ferrosas (Parte 2) Tratamentos Termo-Físicos e Termo-Químicos
 Tratamentos Termo-Físicos e Termo-Químicos") Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Aula 08 Tratamentos Térmicos das Ligas Ferrosas (Parte 2) e Termo-Químicos Prof. Me. Dario de Almeida Jané Tratamentos Térmicos Parte 2 - Introdução - - Recozimento - Normalização - Têmpera - Revenido
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Elementos de Máquinas
 Professor: Leonardo Leódido Introdução Definição Classificação Características Aplicação Representação Definição São elementos que ligam peças permitindo que essas se movimentem sem sofrerem alterações.
Professor: Leonardo Leódido Introdução Definição Classificação Características Aplicação Representação Definição São elementos que ligam peças permitindo que essas se movimentem sem sofrerem alterações.
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a
 Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Adesivos e Fitas Adesivas Industriais 3M 3M VHB. fitas de montagem. permanente. Alternativa comprovada a parafusos, rebites e soldaduras
 Adesivos e Fitas Adesivas Industriais 3M 3M VHB fitas de montagem permanente Alternativa comprovada a parafusos, rebites e soldaduras Pode uma fita substituir realmente sistemas de fixação mecânica? Sim.
Adesivos e Fitas Adesivas Industriais 3M 3M VHB fitas de montagem permanente Alternativa comprovada a parafusos, rebites e soldaduras Pode uma fita substituir realmente sistemas de fixação mecânica? Sim.
Fábricas de aço / alumínio; Tratamento de superfícies metálicas; Polimento de pedras; Peças aeronáuticas / automotivas; Acabamento em Madeira.
 ESCOVAS COM FILAMENTOS ABRASIVOS Principais Aplicações Fábricas de aço / alumínio; Tratamento de superfícies metálicas; Polimento de pedras; Peças aeronáuticas / automotivas; Acabamento em Madeira. Razões
ESCOVAS COM FILAMENTOS ABRASIVOS Principais Aplicações Fábricas de aço / alumínio; Tratamento de superfícies metálicas; Polimento de pedras; Peças aeronáuticas / automotivas; Acabamento em Madeira. Razões
68 Usinagem por. eletroerosão. Suponha que um amigo seu, que vai patrocinar
 A U A UL LA Usinagem por eletroerosão Suponha que um amigo seu, que vai patrocinar uma importante competição esportiva, esteja encarregado de providenciar um grande número de medalhas. O problema é que
A U A UL LA Usinagem por eletroerosão Suponha que um amigo seu, que vai patrocinar uma importante competição esportiva, esteja encarregado de providenciar um grande número de medalhas. O problema é que
Alguns conselhos para melhorar a qualidade do polimento
 Alguns conselhos para melhorar a qualidade do polimento Página 1 de 7 Conselhos para melhorar a Qualidade do Polimento INTRODUÇÃO Para conferir um polimento de excelente qualidade às chapas ou ladrilhos
Alguns conselhos para melhorar a qualidade do polimento Página 1 de 7 Conselhos para melhorar a Qualidade do Polimento INTRODUÇÃO Para conferir um polimento de excelente qualidade às chapas ou ladrilhos
Travas e vedantes químicos
 A U A UL LA Travas e vedantes químicos O mecânico de manutenção de uma empresa de caminhões tentava eliminar, de todas as formas, um vazamento de óleo que persistia na conexão de um manômetro de um sistema
A U A UL LA Travas e vedantes químicos O mecânico de manutenção de uma empresa de caminhões tentava eliminar, de todas as formas, um vazamento de óleo que persistia na conexão de um manômetro de um sistema
ENSAIO DE DUREZA EM-641
 ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
ENSAIO DE DUREZA DEFINIÇÃO: O ensaio de dureza consiste na aplicação de uma carga na superfície do material empregando um penetrador padronizado, produzindo uma marca superficial ou impressão. É amplamente
Disco Corte Aço Classic
 03 CORTE DISCOS ABRASIVOS DISCOS DIAMANTADOS DISCOS DE RELVA E MATO BROCAS HSS DIN338 BROCAS SDS PLUS BROCAS UNIVERSAIS CONJUNTOS DE BROCAS FOLHAS DE SERRA DISCOS ABRASIVOS Disco Corte Inox Disco de corte
03 CORTE DISCOS ABRASIVOS DISCOS DIAMANTADOS DISCOS DE RELVA E MATO BROCAS HSS DIN338 BROCAS SDS PLUS BROCAS UNIVERSAIS CONJUNTOS DE BROCAS FOLHAS DE SERRA DISCOS ABRASIVOS Disco Corte Inox Disco de corte
ESPECIFICAÇÕES TÉCNICAS BRITADOR DE MANDÍBULAS - ZL EQUIPAMENTOS.
 ESPECIFICAÇÕES TÉCNICAS BRITADOR DE MANDÍBULAS - ZL EQUIPAMENTOS. 1. DESCRIÇÃO. Os britadores de mandíbulas projetados e fabricados pela ZL Equipamentos são maquinas robustas confeccionadas com matéria-prima
ESPECIFICAÇÕES TÉCNICAS BRITADOR DE MANDÍBULAS - ZL EQUIPAMENTOS. 1. DESCRIÇÃO. Os britadores de mandíbulas projetados e fabricados pela ZL Equipamentos são maquinas robustas confeccionadas com matéria-prima
Instruções de Uso e Segurança
 Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
06.06-PORB. Adaptadores Vic-Flange. Nº. Sistema Enviado por Seção Espec. Parágr. Local Data Aprovado Data TUBO DE AÇO-CARBONO ACOPLAMENTOS RANHURADOS
 PARA MAIS DETALHES CONSULTE A PUBLICAÇÃO VICTAULIC 10.01 Modelo 741 O adaptador Modelo 741 é desenhado para incorporar diretamente componentes flangeados com padrões de orifício do parafuso ANSI CL. 125
PARA MAIS DETALHES CONSULTE A PUBLICAÇÃO VICTAULIC 10.01 Modelo 741 O adaptador Modelo 741 é desenhado para incorporar diretamente componentes flangeados com padrões de orifício do parafuso ANSI CL. 125
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
MANUAL - POLICARBONATO POLICARBONATO CHAPAS E TELHAS TELEVENDAS. SÃO PAULO: +55 11 3871 7888 CAMPINAS: +55 19 3772 7200 www.vick.com.
 MANUAL POLICARBONATO POLICARBONATO CHAPAS E TELHAS TELEVENDAS SÃO PAULO: +55 11 3871 7888 CAMPINAS: +55 19 3772 7200 wwwvickcombr POLICARBONATO COMPACTO O Policarbonato Compacto é muito semelhante ao vidro
MANUAL POLICARBONATO POLICARBONATO CHAPAS E TELHAS TELEVENDAS SÃO PAULO: +55 11 3871 7888 CAMPINAS: +55 19 3772 7200 wwwvickcombr POLICARBONATO COMPACTO O Policarbonato Compacto é muito semelhante ao vidro
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
MESTRE MARCENEIRO. Saúde e segurança do marceneiro
 Saúde e segurança marceneiro. A preocupação com o bem-estar, a saúde e a segurança do marceneiro no trabalho, vem crescendo no decorrer dos últimos anos, pois, quando o trabalho representa apenas uma obrigação
Saúde e segurança marceneiro. A preocupação com o bem-estar, a saúde e a segurança do marceneiro no trabalho, vem crescendo no decorrer dos últimos anos, pois, quando o trabalho representa apenas uma obrigação
Usinagem com Altíssima Velocidade de Corte
 Capítulo 2 Revisão da Literatura Usinagem com Altíssima Velocidade de Corte 2.1. Aspecto Histórico A primeira sugestão de um trabalho com HSM foi feita por Salomon, em 1931, que propôs que existiria uma
Capítulo 2 Revisão da Literatura Usinagem com Altíssima Velocidade de Corte 2.1. Aspecto Histórico A primeira sugestão de um trabalho com HSM foi feita por Salomon, em 1931, que propôs que existiria uma
Calandra de 4 Rolos modelo VRM
 Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
COMPONENTES PARA ANDAIMES PROFISSIONAIS
 Bastidores das Torres Rolantes Disponíveis em 2 larguras (0,75 e 1,35 m) de 4 degraus (1 m) e 7 degraus (2 m) Os degraus possuem uma superfície estriada antideslizante e a distância entre degraus é de
Bastidores das Torres Rolantes Disponíveis em 2 larguras (0,75 e 1,35 m) de 4 degraus (1 m) e 7 degraus (2 m) Os degraus possuem uma superfície estriada antideslizante e a distância entre degraus é de
CAPÍTULO XX APLICAÇÃO DE TINTAS E VERNIZES SOBRE MADEIRAS
 CAPÍTULO XX APLICAÇÃO DE TINTAS E VERNIZES SOBRE MADEIRAS 20.1 INTRODUÇÃO A madeira, devido à sua natureza, é um material muito sujeito a ataques de agentes exteriores, o que a torna pouco durável. Os
CAPÍTULO XX APLICAÇÃO DE TINTAS E VERNIZES SOBRE MADEIRAS 20.1 INTRODUÇÃO A madeira, devido à sua natureza, é um material muito sujeito a ataques de agentes exteriores, o que a torna pouco durável. Os
Machos Laminadores. Métrico. The Right Tool at the Right Time
 Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 The Right Tool at the Right Time Machos Laminadores Métrico Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 Características
Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 The Right Tool at the Right Time Machos Laminadores Métrico Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 Características
Com a introdução da automatização, os calibradores no entanto, vão perdendo a sua importância dentro do processo de fabricação.
 Capítulo 7 CALIBRADORES 7.1 INTRODUÇÃO Calibradores são padrões geométricos corporificados largamente empregadas na indústria metal-mecânica. Na fabricação de peças sujeitas a ajuste, as respectivas dimensões
Capítulo 7 CALIBRADORES 7.1 INTRODUÇÃO Calibradores são padrões geométricos corporificados largamente empregadas na indústria metal-mecânica. Na fabricação de peças sujeitas a ajuste, as respectivas dimensões
DESENHO TÉCNICO. Aula 03
 FACULDADE DE TECNOLOGIA SHUNJI NISHIMURA POMPÉIA - SP DESENHO TÉCNICO Aula 03 Prof. Me. Dario de A. Jané DESENHO TÉCNICO 1. PRINCÍPIOS BÁSICOS DE DESENHO TÉCNICO Normas Instrumentos Folhas (dobra, moldura,
FACULDADE DE TECNOLOGIA SHUNJI NISHIMURA POMPÉIA - SP DESENHO TÉCNICO Aula 03 Prof. Me. Dario de A. Jané DESENHO TÉCNICO 1. PRINCÍPIOS BÁSICOS DE DESENHO TÉCNICO Normas Instrumentos Folhas (dobra, moldura,
1. A Função da Vela de Ignição
 1. A Função da Vela de Ignição A função da vela de ignição é conduzir a alta voltagem elétrica para o interior da câmara de combustão, convertendo-a em faísca para inflamar a mistura ar/combustível. Apesar
1. A Função da Vela de Ignição A função da vela de ignição é conduzir a alta voltagem elétrica para o interior da câmara de combustão, convertendo-a em faísca para inflamar a mistura ar/combustível. Apesar
SOLUÇÔES INTEGRAIS 1
 SOLUÇÔES INTEGRAIS 111 Sistema estrutural de alumínio Perfis e acessórios Série MICRO Tipo... Liga... Estado... Tolerâncias dimensionais... Terminação... Sistema modular de perfis de alumínio e seus acessórios
SOLUÇÔES INTEGRAIS 111 Sistema estrutural de alumínio Perfis e acessórios Série MICRO Tipo... Liga... Estado... Tolerâncias dimensionais... Terminação... Sistema modular de perfis de alumínio e seus acessórios
Disco Bristle Radial Scotch-Brite Industrial
 3 Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui Janeiro/2002 Página 1 de 7 Introdução: Os Produtos Bristle são abrasivos tridimensionais moldados na forma de discos radiais, utilizando
3 Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui Janeiro/2002 Página 1 de 7 Introdução: Os Produtos Bristle são abrasivos tridimensionais moldados na forma de discos radiais, utilizando
DESENHO TÉCNICO. Aula 03
 FACULDADE DE TECNOLOGIA SHUNJI NISHIMURA POMPÉIA - SP DESENHO TÉCNICO Aula 03 Prof. Me. Dario de A. Jané DESENHO TÉCNICO 1. PRINCÍPIOS BÁSICOS DE DESENHO TÉCNICO Normas Instrumentos Folhas (dobra, moldura,
FACULDADE DE TECNOLOGIA SHUNJI NISHIMURA POMPÉIA - SP DESENHO TÉCNICO Aula 03 Prof. Me. Dario de A. Jané DESENHO TÉCNICO 1. PRINCÍPIOS BÁSICOS DE DESENHO TÉCNICO Normas Instrumentos Folhas (dobra, moldura,
ABRASIVOS E ABRASÃO UM POUCO DE HISTÓRIA
 ABRASIVOS E ABRASÃO UM POUCO DE HISTÓRIA Quando começou o uso dos Abrasivos? O homem pré-histórico já conhecia a forma de afiar sua ferramenta, sua arma, trabalhando-a primeiro e esfregando-a com uma pedra
ABRASIVOS E ABRASÃO UM POUCO DE HISTÓRIA Quando começou o uso dos Abrasivos? O homem pré-histórico já conhecia a forma de afiar sua ferramenta, sua arma, trabalhando-a primeiro e esfregando-a com uma pedra
Aula 17 Projetos de Melhorias
 Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
MANCAIS DE ROLAMENTOS. 1. Introdução 2- Classificação. 3. Designação de rolamentos. 4. Defeitos comuns dos rolamentos. 5. Critérios de seleção.
 MANCAIS DE ROLAMENTOS. 1. Introdução 2- Classificação. 3. Designação de rolamentos. 4. Defeitos comuns dos rolamentos. 5. Critérios de seleção. Os mancais em geral têm como finalidade servir de apóio às
MANCAIS DE ROLAMENTOS. 1. Introdução 2- Classificação. 3. Designação de rolamentos. 4. Defeitos comuns dos rolamentos. 5. Critérios de seleção. Os mancais em geral têm como finalidade servir de apóio às
INFORMAÇÕES GERAIS Linha Completa
 INFORMAÇÕES GERAIS Linha Completa www.spdcutferramentas.com.br (11) 2762 5114 Disco Diamantado 110mm Linha Profissional Disco de alto rendimento Disco Diamantado 110mm para corte a seco com alta durabilidade
INFORMAÇÕES GERAIS Linha Completa www.spdcutferramentas.com.br (11) 2762 5114 Disco Diamantado 110mm Linha Profissional Disco de alto rendimento Disco Diamantado 110mm para corte a seco com alta durabilidade
Tipos de rebites VANTAGENS E APLICAÇÕES. www.bralo.com
 Tipos de rebites VANTAGENS E APLICAÇÕES www.bralo.com Tipos de rebites REBITES CEGOS: é um sistema de fixação cuja finalidade é a de unir duas peças de material igual ou distinto, especialmente nas aplicações
Tipos de rebites VANTAGENS E APLICAÇÕES www.bralo.com Tipos de rebites REBITES CEGOS: é um sistema de fixação cuja finalidade é a de unir duas peças de material igual ou distinto, especialmente nas aplicações
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Tratamento Térmico. Profa. Dra. Daniela Becker
 Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Tratamento Térmico Profa. Dra. Daniela Becker Diagrama de equilíbrio Fe-C Fe 3 C, Fe e grafita (carbono na forma lamelar) Ligas de aços 0 a 2,11 % de C Ligas de Ferros Fundidos acima de 2,11% a 6,7% de
Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA
 Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se
Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se
Manual de Instruções e Operação Moinhos USI-180
 USIFER A Solução em Moagem Indústria Metalúrgica Ltda. Rua Vêneto, n 969 Bairro Nova Vicenza CEP 95180-000 Farroupilha RS Fones: (54) 3222 5194 Vendas (54) 3261 7356 Fábrica e-mail: usifermoinhos@usifermoinhos.com.br
USIFER A Solução em Moagem Indústria Metalúrgica Ltda. Rua Vêneto, n 969 Bairro Nova Vicenza CEP 95180-000 Farroupilha RS Fones: (54) 3222 5194 Vendas (54) 3261 7356 Fábrica e-mail: usifermoinhos@usifermoinhos.com.br
RALAS JOST. Manual de Montagem, Operação e Manutenção MODELOS KLK HE, KLK SO E KDL 900
 Manual de Montagem, Operação e Manutenção RALAS JOST MODELOS KLK HE, KLK SO E KDL 900 GB E Installation and operating instructions for TURNTABLES SERIES KLK HE, KLK SO AND KDL 900 Instrucciones de montaje
Manual de Montagem, Operação e Manutenção RALAS JOST MODELOS KLK HE, KLK SO E KDL 900 GB E Installation and operating instructions for TURNTABLES SERIES KLK HE, KLK SO AND KDL 900 Instrucciones de montaje
Notas de Aula - Ensaio de Dureza
 Notas de Aula - Ensaio de Dureza Disciplina: Ensaios de Materiais // Engenharia Mecânica - UEM 1 de abril de 2008 1 Introdução A dureza é a propriedade mecânica de um material apresentar resistência ao
Notas de Aula - Ensaio de Dureza Disciplina: Ensaios de Materiais // Engenharia Mecânica - UEM 1 de abril de 2008 1 Introdução A dureza é a propriedade mecânica de um material apresentar resistência ao
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS
 TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
TESTES REFERENTES A PARTE 1 DA APOSTILA FUNDAMENTOS DA CORROSÃO INDIQUE SE AS AFIRMAÇÕES A SEGUIR ESTÃO CERTAS OU ERRADAS 1) Numa célula eletroquímica a solução tem que ser um eletrólito, mas os eletrodos
CATÁLOGO DE. 2 Edição FERRAMENTAS PARA PERCUSSÃO
 CATÁLOGO DE 2 Edição FERRAMENTAS PARA PERCUSSÃO Índice Ferramentas de Perfuração ---------------------- Pág. 06 Trépanos de Perfuração -------------------------- Pág. 10 Ferramentas Auxiliares ---------------------------
CATÁLOGO DE 2 Edição FERRAMENTAS PARA PERCUSSÃO Índice Ferramentas de Perfuração ---------------------- Pág. 06 Trépanos de Perfuração -------------------------- Pág. 10 Ferramentas Auxiliares ---------------------------
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
59 Brunimento, lapidação, polimento
 A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
ESPECIFICAÇÃO TÉCNICA abr/2006 1 de 6 COBERTURAS DIRETORIA DE ENGENHARIA. Edificações. Coberturas. PR 010979/18/DE/2006 ET-DE-K00/005
 ESPECIFICÇÃO TÉCNIC abr/2006 1 de 6 TÍTULO COBERTURS ÓRGÃO DIRETORI DE ENGENHRI PLVRS-CHVE Edificações. Coberturas. PROVÇÃO PROCESSO PR 010979/18/DE/2006 DOCUMENTOS DE REFERÊNCI SEP Secretaria de Estado
ESPECIFICÇÃO TÉCNIC abr/2006 1 de 6 TÍTULO COBERTURS ÓRGÃO DIRETORI DE ENGENHRI PLVRS-CHVE Edificações. Coberturas. PROVÇÃO PROCESSO PR 010979/18/DE/2006 DOCUMENTOS DE REFERÊNCI SEP Secretaria de Estado
EXAUSTOR MUNTERS MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P
 MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P 0 SUMÁRIO INTRODUÇÃO... 2 IMPORTANTE... 3 SEGURANÇA... 3 CUIDADOS AO RECEBER O EQUIPAMENTO... 4 1) Instalação dos exaustores... 5 2) Instalação
MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P 0 SUMÁRIO INTRODUÇÃO... 2 IMPORTANTE... 3 SEGURANÇA... 3 CUIDADOS AO RECEBER O EQUIPAMENTO... 4 1) Instalação dos exaustores... 5 2) Instalação
Produtos Devcon. Guia do Usuário. Kit Devcon para reparo de vazamentos em transformadores a óieo
 1 Produtos Devcon Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo 2 Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo Prefácio 3 Preparação da
1 Produtos Devcon Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo 2 Guia do Usuário Kit Devcon para reparo de vazamentos em transformadores a óieo Prefácio 3 Preparação da
correas UNIPLY Funcionamento das Correias Elevadoras Componentes de um Elevador de Correias a Canecas Referências:
 Funcionamento das Correias Elevadoras Componentes de um Elevador de Correias a Canecas Os elevadores de correias a caçambas são os equipamentos mais comuns e econômicos para o movimento vertical de materiais
Funcionamento das Correias Elevadoras Componentes de um Elevador de Correias a Canecas Os elevadores de correias a caçambas são os equipamentos mais comuns e econômicos para o movimento vertical de materiais
Lubrificação IV. Notou-se excessivo ruído no sistema de mudança. Sistema selado
 A U A UL LA Lubrificação IV Introdução Notou-se excessivo ruído no sistema de mudança da caixa de câmbio de um automóvel. Um mecânico verificou que a caixa de câmbio estava com problemas por falta de óleo.
A U A UL LA Lubrificação IV Introdução Notou-se excessivo ruído no sistema de mudança da caixa de câmbio de um automóvel. Um mecânico verificou que a caixa de câmbio estava com problemas por falta de óleo.
Elementos de máquina. Curso de Tecnologia em Mecatrônica 6º fase. Diego Rafael Alba
 E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS
 Marca de quem compra qualidade Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS A RETÍFICA DE AFIAÇÃO: OS SEGUINTES ASPECTOS DEVEM SER CONSIDERADOS PARA A OBTENÇÃO DE UM BOM RESULTADO
Marca de quem compra qualidade Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS A RETÍFICA DE AFIAÇÃO: OS SEGUINTES ASPECTOS DEVEM SER CONSIDERADOS PARA A OBTENÇÃO DE UM BOM RESULTADO
Mudança. manual de montagem. Estante Divisória. ferramenta chave philips. tempo 1 hora e 30 minutos. tempo 1 hora. montagem 2 pessoas
 manual de montagem montagem 2 pessoas ferramenta martelo de borracha Mudança Estante Divisória ferramenta chave philips tempo 1 hora e 30 minutos ferramenta parafusadeira tempo 1 hora DICAS DE CONSER VAÇÃO
manual de montagem montagem 2 pessoas ferramenta martelo de borracha Mudança Estante Divisória ferramenta chave philips tempo 1 hora e 30 minutos ferramenta parafusadeira tempo 1 hora DICAS DE CONSER VAÇÃO
Características do papel. Escolhendo formulários préimpressos
 A qualidade de impressão e a confiabilidade da alimentação da impressora e dos opcionais podem variar de acordo com o tipo e tamanho da mídia de impressão utilizada. Esta seção fornece diretrizes para
A qualidade de impressão e a confiabilidade da alimentação da impressora e dos opcionais podem variar de acordo com o tipo e tamanho da mídia de impressão utilizada. Esta seção fornece diretrizes para
Parafusos III. Até agora você estudou classificação geral. Parafuso de cabeça sextavada
 A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Manual de Reservatório de PRFV Vetro
 Índice: 1. Introdução...2 2. Características dos reservatórios Vetro...2 a) Liner...2 b) Estrutura...2 c) Flanges...2 d) Etiqueta...2 3. Modelos de reservatórios...3 4. Testes de Qualidade...4 5. Recomendações
Índice: 1. Introdução...2 2. Características dos reservatórios Vetro...2 a) Liner...2 b) Estrutura...2 c) Flanges...2 d) Etiqueta...2 3. Modelos de reservatórios...3 4. Testes de Qualidade...4 5. Recomendações
sport PLAST Manual Técnico
 sport PLAST Manual Técnico sport PLAST Piso Modular Esportivo Com a crescente necessidade de evitar o descarte de materiais na natureza, o plástico reciclável adquiriu notoriedade e reconhecimento. Por
sport PLAST Manual Técnico sport PLAST Piso Modular Esportivo Com a crescente necessidade de evitar o descarte de materiais na natureza, o plástico reciclável adquiriu notoriedade e reconhecimento. Por