FACULDADE DE TECNOLOGIA DE SOROCABA
|
|
|
- Therezinha Vasques Cesário
- 8 Há anos
- Visualizações:
Transcrição
1 Fatec Sorocaba FACULDADE DE TECNOLOGIA DE SOROCABA TECNOLOGIA DE ESTAMPAGEM Professor: Eng. Msc. Ivar Benazzi Jr. Elpidio Gilson Caversan DM Revisão Julho

2 TECNOLOGIA DE ESTAMPAGEM TRABALHO PRÁTICO e ANEXOS ÍNDICE 4- FERRAMENTAIS DIVERSOS 4.1- Classificações das ferramentas... pág Elementos Normalizados... pág EQUIPAMENTOS 5.1 Prensas... pág 92 A - Características das Prensas... pág 92 B - Escolha da Prensa Conveniente... pág 93 C -Dispositivos de Proteção... pág 93 D - Esquema de Repuxo e Estampo Progressivo... pág Dobradeira... pág Automações em Prensas... pág 96 A - Desbobinador para Fitas... pág 96 B - Endireitadores para Fitas... pág SIMBOLOGIA DE ESTAMPAGEM... pág ROTEIRO DO PROJETO DE ESTAMPAGEM... pág COMPONENTES FUNDAMENTAIS DE UM ESTAMPO... pág TABELA DE TOLERÂNCIAS PUNÇÃO - MATRIZ... pág SEQUÊNCIA DE CORTE DE PEÇAS INCLINADAS... pág BIBLIOGRAFIA... pág

3 D - Estudo de Lay out das peças na Fita para Alta produção (Grandes lotes) ( Cálculo de espaçamento entre peça e bordas) S= 0,4e + 0,8 mm B 70mm ; e 0,5 S= 2 2e B 70mm ; e < 0,5 S= 1,5 (0,4e + 0,8 mm) B 70mm ; e 0,5 S= 1,5 (2 2e) B 70mm ; e < 0,5 L = Largura da fita B = Largura aproximada da fita apenas para efeito de cálculo do S - Utilização racional do material A disposição das peças na fita deve levar em conta: Economia do material. Forma e as dimensões do material a empregar. Sentido de laminação, especialmente para as peças que devem ser dobradas. A economia do material é o aspecto mais importante, que justifica os cálculos para assegurar uma utilização racional do material. A determinação do intervalo ou espaço a deixar entre as duas peças e nos cantos da chapa varia conforme as dimensões da peça e espessura do material. Adota-se geralmente: - 3 -

4 Porcentagem de utilização da Fita % Utilização = Ap.n x 100 Af Onde : Ap = Superfície total da peça em mm². n = número de peças no passo. Af = Superfície total da fita em mm². Peças retangulares Exemplos: Determinar as diferentes disposições sobre a fita possíveis para cortar a peça acima. Calcular: 1- Passo (ou avanço). 2- Largura da Fita. 3- Área da Peça. 4- Área do Passo. 5- % de Utilização da Chapa. - Estampo com disposição normal (linha de centro em 90 com a borda) - 4 -
. 2- Largura da Fita. 3- Área da Peça. 4- Área do Passo. 5- % de Utilização da Chapa.")
5 Cálculo de S : (S) S = 0,4. E + 0,8 porque B< 70mm ; e > 0,5mm S = 0, ,8 S = 1,2 Cálculo do Passo: (1) Passo = ,2 Passo = 36,2 Cálculo da largura da fita: (2B) L = 1,2+50+1,2 L = 52,4 Área da peça: 750 mm² Área do Passo: 36,2 * 52,4 = 1896,88 mm² Porcentagem de utilização da Fita % Utilização = x 100 = 39,5% 1896,88 - Estampo com disposição e inversão de corte Cálculo de S : (S) S = 0,4. E + 0,8 porque B< 70mm ; e > 0,5mm S = 0, ,8 S = 1,2 Cálculo do Passo: (1) Passo = x1,2 Passo = 47,4 Cálculo da largura da fita: (2B) L = 1,2+50+1,2 L = 52,4 Área da peça: 750 mm² Área do Passo: 47,4 * 52,4 = 2483,76 mm² - 5 -
 Passo = 35 + 10+2x1,2 Passo = 47,4 Cálculo da largura")
6 Porcentagem de utilização da Fita % Utilização = x 100 = 60,4% 2483,76 Lay-out Otimizado para esta peça Cálculo de S : (S) S = 0,4. E + 0,8 porque B< 70mm ; e > 0,5mm S = 0, ,8 S = 1,2 Cálculo do Passo: (1) Passo = ,2 Passo = 36,2 Cálculo da largura da fita: (2B) L = 1,2+50+1,2+10+1,2 L = 63,6 mm Área da peça: 750 mm² Área do Passo: 36,2 * 63,6 = 2303,32 mm² Porcentagem de utilização da Fita % Utilização = x 100 = 65,1% 2303,32-6 -
 Passo = 35 + 1,2 Passo = 36,2 Cálculo da largura da fita: (2B) L =")
7 Peças Circulares Estampos com uma carreira de corte (Corte Simples) a = D + s (avanço ou passo) B = D L = D + 2 s (largura da tira) Porcentagem de utilização da Fita % Utilização = Ap x 100 Aa Aa = a x L Onde : Ap = Área da peça em mm². Aa = Área do avanço em mm². Estampos com 2 carreiras de corte (Zig-Zag) L= (D+S).sen60 +D+2S a = D + S B = 1,7 x D (Referência) Porcentagem de utilização da Fita % Utilização = Ap x 100 A Onde : Ap = Área da peça em mm². Aa = Área do avanço em mm²
 Porcentagem de utilização da Fita % Utilização = Ap x 100 A Onde : Ap =")
8 Estampos com 3 carreiras de corte (Zig-Zag duplo) B= (2D+2S).sen60 +D+2S A=D+S B = 2,5 x D Exemplos: Determinar o melhor lay-out para a produção de peças circulares com diâmetro de 80 mm em: Estampo com 1 carreira Estampo com 2 carreiras Estampo com 3 carreiras Resolução: Cálculo para 1 carreira: S= 1,5(0,4e+0,8) mm S= 1,5.0,4+0,8 = s+1,8 o mm a =D+S a =80+1,8 a =81,8 mm Área da Peça: (п * 80²) / 4 = 5026,54 Cálculo de L para 1 carreira L= D+2 s L= ,8 L= 83,6 mm Área do Passo: 81,8 * 83,6 = 6838,48 % Utilização = 5026,54 * 1 x 100 = 73,50% 6838,48-8 -
 / 4 = 5026,54 Cálculo de L para 1 carreira L= D+2 s L= 80+2.")
9 Cálculo para 2 carreiras L=(D + s).sen60 +D+2S L=(80+1,80)sen 60º ,8 L= 154,5 mm Área do Passo: 81,8 * 154,5 = 12638,10 % Utilização = 5026,54 * 2 x 100 = 79,54% 12638,10 Cálculo de L para 3 carreiras L= (2D+2S)sen60 +D+2S L=( ,80)sen ,80 L= 225,28 mm Área do Passo: 81,8 * 225,28 = 18427,90 % Utilização = 5026,54 * 3 x 100 = 81,83% 18427,90 4 FERRAMENTAS DIVERSAS Esta denominação necessita de certa lógica para evitar confusões. Se a ferramenta efetua várias operações, poderá ser útil mencionar cada uma delas, indicando eventualmente a ordem na qual irão ser efetuadas Classificações das Ferramentas Podem ser classificadas as ferramentas, inicialmente, pelas operações que efetuam; temos assim: a) Ferramentas de corte; b) Ferramentas para deformação; c) Ferramentas de embutir ou repuxar; Em outros casos as ferramentas podem combinar várias operações, temos assim: d) Ferramentas combinadas. Classificação: a) Ferramentas de corte Estas ferramentas podem ser classificadas pelo tipo de trabalho: - ferramenta de corte simples; - ferramenta de corte progressivo; - ferramenta de corte total. Pelas formas da ferramenta: - ferramenta de corte; aberta (para corte simples); - ferramenta de corte coberta ou com placa-guia (para corte simples ou progressivo); - 9 -

10 - ferramenta de corte com colunas (para corte simples, progressivo ou total); - ferramenta de corte com guia cilíndrica (para corte total). b) Ferramentas para deformação A classificação destas ferramentas pode ser feita somente em função do serviço a ser realizado: - ferramenta de dobra em V, U ou L; - ferramenta de enrolar (extremo ou total) - ferramenta de aplainar - ferramenta de estampar c) Ferramentas de Embutir ou Repuxar Classificam-se pelo tipo de trabalho: - ferramenta de repuxo sem prendedor de chapa (para repuxo de ação simples) - ferramenta de repuxo com prendedor de chapa (para repuxo de ação dupla), para prensas se simples e duplo efeito. d) Ferramentas Combinadas Apresentam-se sob formas diversas, sendo possível classificá-las em: - ferramentas combinadas totais; - ferramentas combinadas progressivas. Ferramenta de Estampo Progressivo de Corte, Dobra e Repuxo
 - ferramenta de repuxo com prendedor de chapa (para repuxo de ação dupla), para prensas se simples e duplo efeito.")
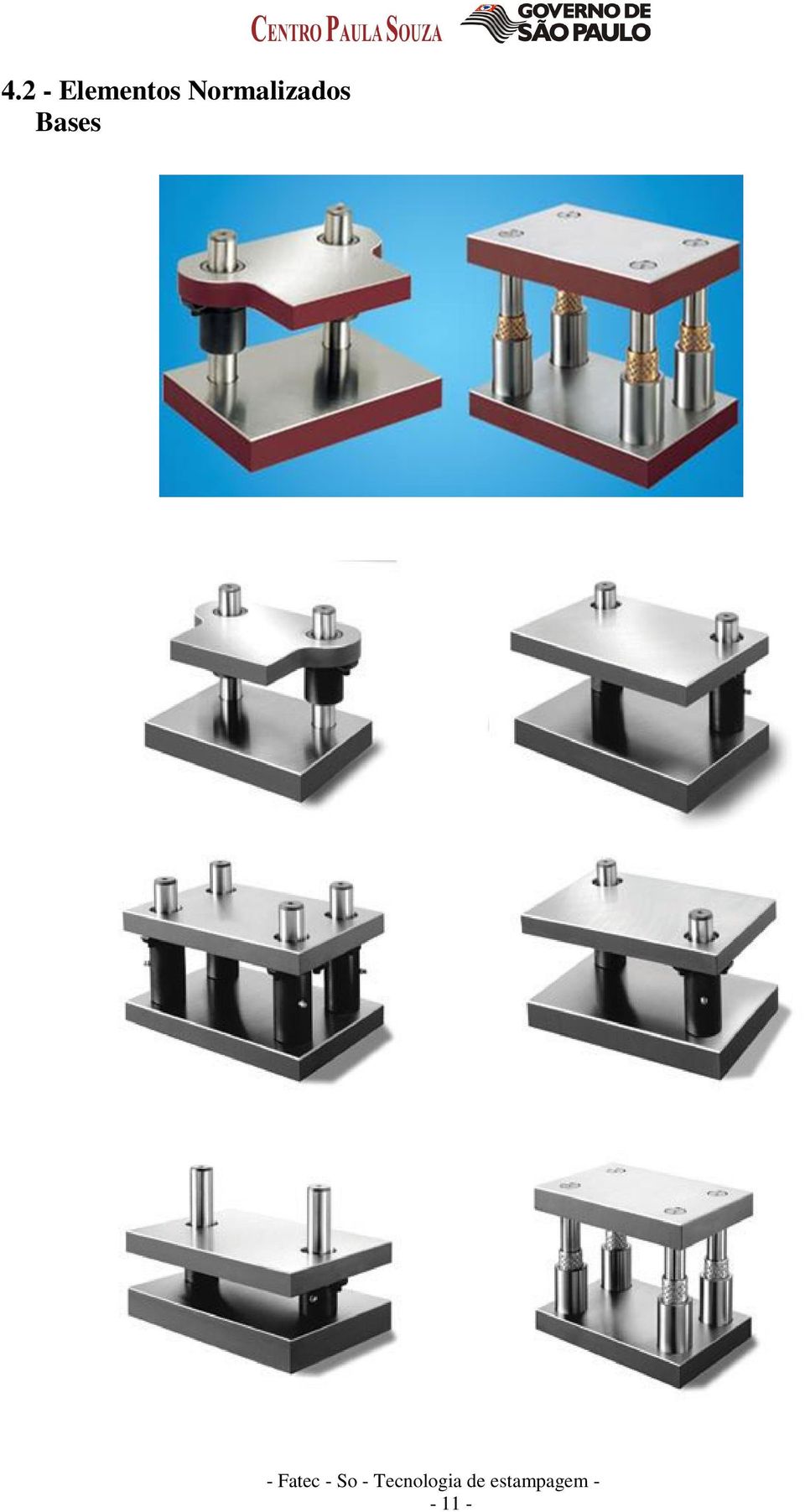
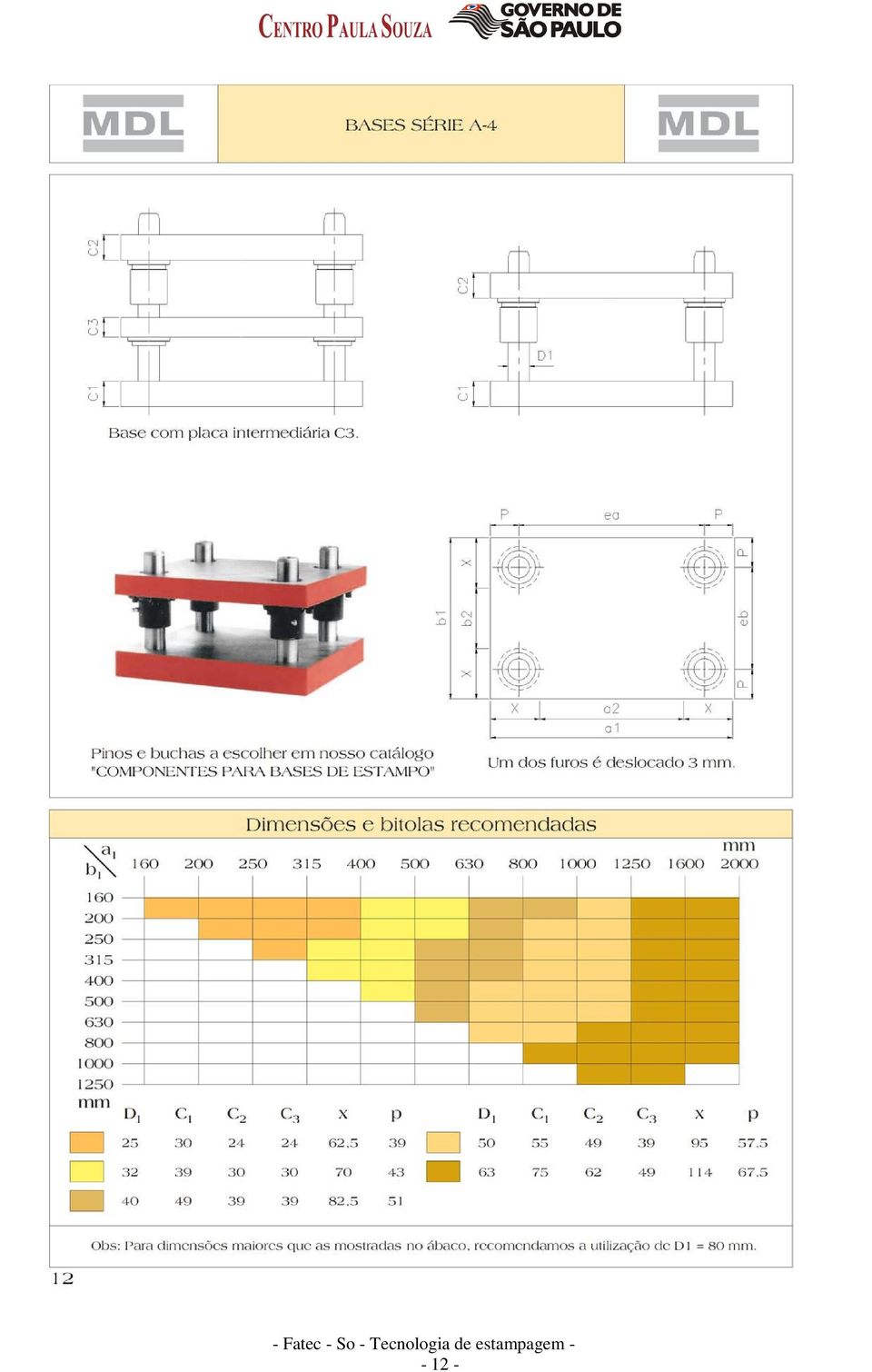
11 4.2 - Elementos Normalizados Bases
12 - 12 -
13 - 13 -

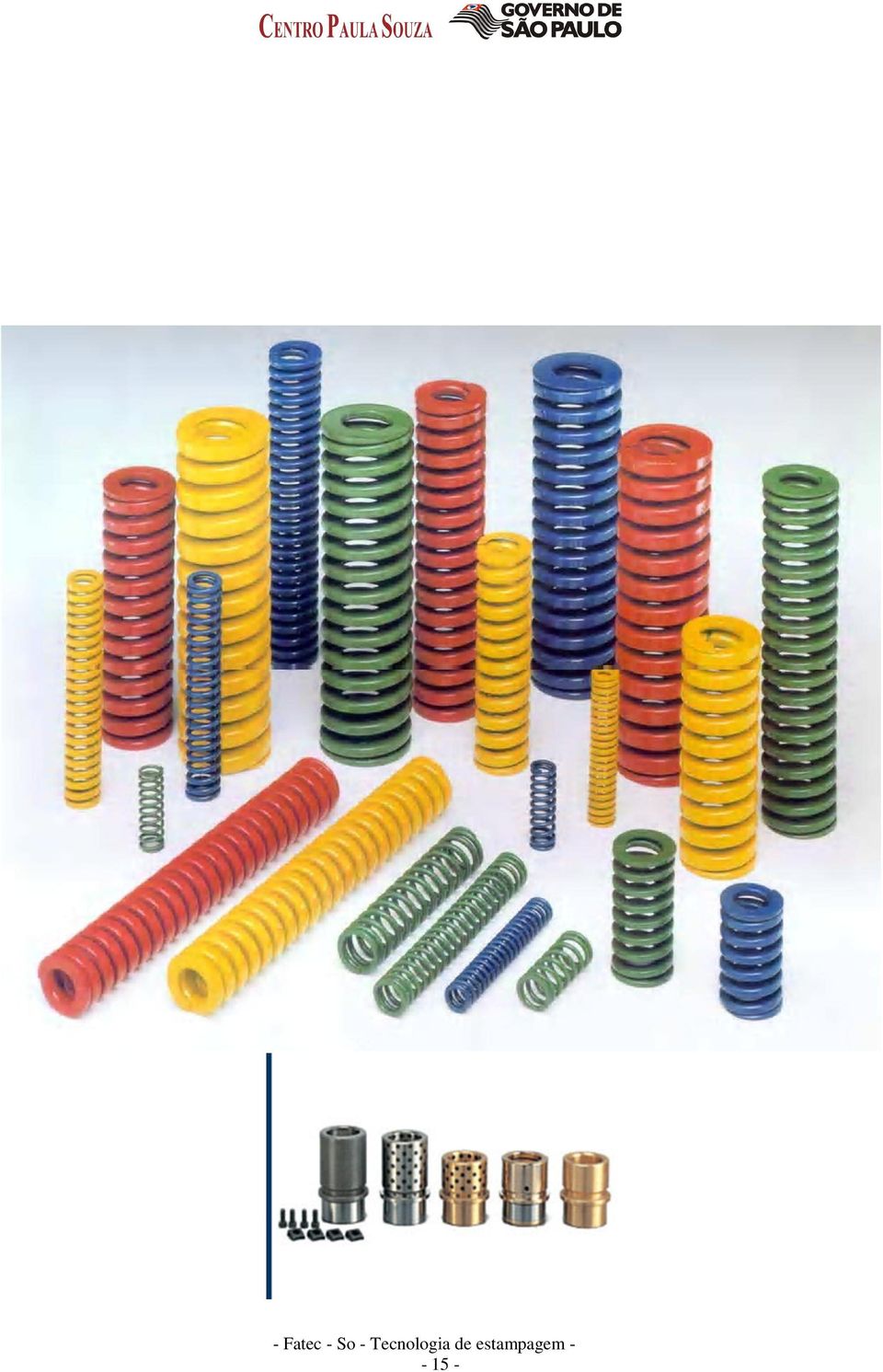
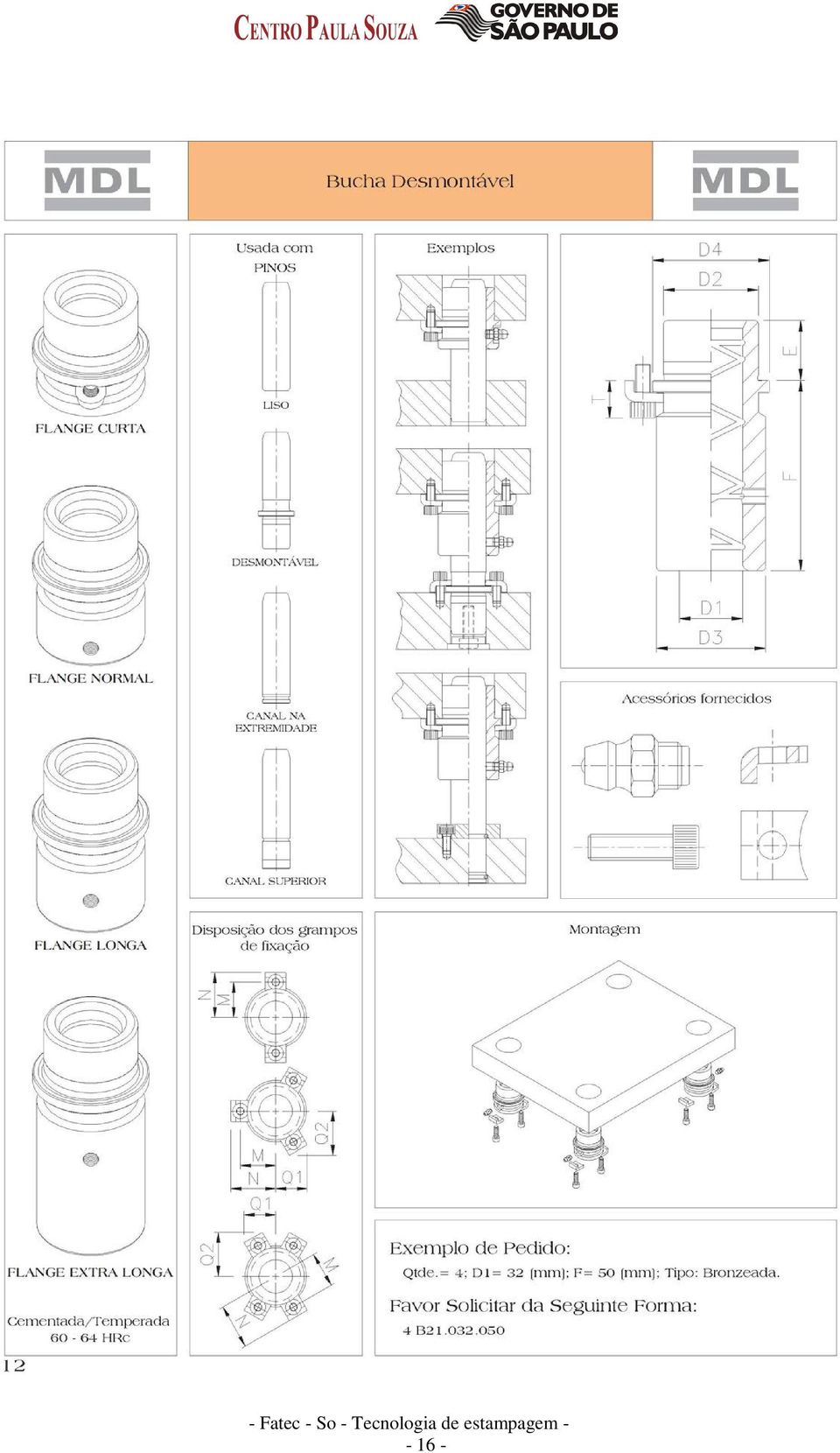
14 Buchas Guias e Molas

15 - 15 -
16 - 16 -
17 - 17 -

18 Colunas

19 - 19 -
20 - 20 -

21 5- EQUIPAMENTOS Prensas No trabalho dos metais em chapas, as máquinas usadas são denominadas PRENSAS. A classificação destas máquinas é feita observando o funcionamento e os movimentos. Em 1º lugar se distinguem: - Prensas Mecânicas; - Prensas Hidráulicas. Em cada um destas categorias, os movimentos de que são dotadas essas prensas permitem diferenciá-las em: 1- Prensas de simples ação, ou seja, com um só movimento (mais usual); 2- Prensas de dupla ação, ou seja, com dois movimentos; 3- Prensas de tripla ação. Citaremos somente a de simples ação. Neste tipo de prensa é possível diferenciar: 1 pela sua função: a) prensas para cortar e embutir; b) prensas para dobrar e puncionar c) prensas de forja. 2 pelo seu comando: a) prensa de balancim manual; Trabalho de corte, dobra, embutição ou estampagem que não precisam grandes esforços. b) prensa de fricção; Trabalho de forja, estampagem e dobra. c) prensa de excêntricos; (mais usual) Trabalho de corte, dobra, embutição ou estampagem de diversos esforços. d) prensa de virabrequim; Trabalho de corte, dobra, embutição ou estampagem, mas que constitui um virabrequim. e) prensa de rótula. Trabalho de corte, dobra, embutição ou estampagem, com diferente acionamento do cabeçote. A - Características das Prensas Para definir uma prensa devem ser indicadas as características que se seguem: - tipo; - força máxima em toneladas e trabalho; - percursos; - distância entre mesa e cabeçote; - potência do motor; - dimensões externas. Ademais, o fabricante deve definir sempre as dimensões das fundações previstas para instalação da máquina. Prensas Mecânicas: Para prensas de pequena e média potência, pode ser executado em ferro fundido, aço fundido ou em chapas de aço soldadas. Esta armação aberta por três lados, permite a passagem lateral da fita. Possuem mancais na parte superior, guias verticais e uma mesa para
22 fixação das ferramentas. Os principais tipos são: balancim, fricção, excêntrica, virabrequim, rótula. Prensas Hidráulicas: estas se diferenciam somente das precedentes pelo comando do cabeçote. São de uma ou várias colunas e a armação é de ferro fundido ou de chapas de aço soldadas. A vantagem destas prensas reside na facilidade existente para se regular a pressão do óleo, o que permite utilizar somente a força necessária e que esta seja controlada. B - Escolha da Prensa Conveniente Para se escolher uma prensa para uma determinada operação, devemos conhecer as características das prensas de que dispõe. Para um trabalho a se realizar devem ser determinados: 1 - a força (em toneladas) necessária; 2 - o trabalho (em quilogrâmetros) necessário; 3 - as dimensões da ferramenta; 4 - o percurso necessário; 5 - o modo pelo qual se deve trabalhar (golpe a golpe ou em continuação). Estas especificações vão tomar a escolha mais fácil. A primeira permite que se determine a força exigida da prensa. A segunda fixa a escolha entre uma prensa de comando direto ou com aparelhos. A terceira permite assegurar a possibilidade de montagem das ferramentas. Para a escolha de uma prensa, deve-se evidentemente ter em conta o tipo de trabalho a ser executado. Os trabalhos de corte podem ser realizados em todos os tipos de prensas de simples efeito. As dobras deverão ser efetuadas em prensas excêntricas, prensas de fricção, ou em prensas especiais para dobrar. A escolha é mais delicada para trabalhos de embutição. As prensas de duplo efeito, com mesa móvel, deverão ser utilizadas para trabalhos embutição cilíndrica profunda em chapas finas. As prensas hidráulicas permitem grandes pressões a grandes profundidades. As prensas de simples efeito, providas de almofada pneumática, podem ser utilizadas como prensas de embutir. Estas prensas permitem exercer grandes pressões de deformação e maior produção. C - Dispositivos de Proteção As prensas são máquinas perigosas para as mãos dos operadores, por esta razão são empregados diversos dispositivos para que se aumente a segurança, no trabalho. Uma das mais simples é que se obrigue a utilizar as duas mãos para o comando, o que evita que o operário deixe uma das mãos debaixo do cabeçote (bi-manual). Nas grandes prensas, manejadas por vários operadores, dispositivos elétricos no comando obrigam-lhes a utilizar as mãos na manobra. Algumas prensas têm uma pantalha protetora, a qual deve ser descida, a fim de acionar a máquina. Este movimento força o operário a retirar as mãos da zona perigosa. Modelos de algumas máquinas:
23 A - Esquema de Repuxo e Estampo Progressivo
24 Estampo Progressivo Peça Estampada na Ferramenta ao lado Dobradeira Faca chapa Canal Dobradeira Amada FBD NT Dobrando uma chapa Peça Dobrada Este modelo é um marco no sistema de dobramento automático completamente diferente em conceito de qualquer sistema convencional. Possui programação simplificada e permite o sistema de conferência no perfil da parte fabricada como também qualquer interface. Também podem ser executadas modificações de usuário para o programa antes de processar. O sistema é projetado para prover dobramento para cima e para baixo de 180 a 45 graus. Ele processa produtos novos sem perda de tempo pela organização de operações. Considerando que não requer nenhum óleo hidráulico, o este mantém um ambiente de trabalho limpo. Com automatização Integrada, é desenvolvido para aumentar produtividade idealmente enquanto reduzindo custos em uma variedade de loja que processa métodos. O sistema também pode ser ampliado e pode ser integrado com outro equipamento do mesmo fabricante Automação em Prensas
25 Desbobinador Endireitador Prensa Sistema de Automação projetada por Stampco-Setrema Neste sistema de automação acima, consiste três equipamentos: - Desbobinador - Endireitador - Prensa Hidráulica (descrito no item 3.1) A - Desbobinador para Fitas Destinados ao processamento de materiais em rolos / bobinas. Podem ser fornecido com mandril único ou duplo, eixo com ponta lisa para carretéis ou base giratória para desenrolamento direto de pallets. Desbobinador c/mandril Único Desbobinador c/ Mandril Duplo Características técnicas Expansão do diâmetro manualmente acionada Suportes laterais para sustentação e guiamento do material Freio de inércia para controle do desbobinamento (modelo sem motorização) Acionamento por motorredutor (modelo com acionamento) Velocidade variável por inversor de freqüência Seletor para reversão do sentido de rotação Sensor eletrônico para controle de laço - looping (modelo com acionamento)
26 Acessórios opcionais Braço pneumático com rolo pressor Freio de inércia de atuação pneumática Controlador de laço por ultrasom ou sensores fotoelétricos Expansão hidráulica do mandril Carro transportador / elevador de bobinas Telas de proteção conforme PPRPS Rolos cônicos para guiamento lateral do material B - Endireitadores para Fitas São destinados ao processamento de materiais contínuos em fitas. Podem ser fornecidos em conjunto com desbobinadores em gabinete único (montagem compacta). Endireitadora c/ Abertura Manual Endireitadora c/ Abertura Hidráulica Características técnicas Rolos puxadores para tracionamento do material Regulagem da pressão dos rolos tracionadores por molas Número de rolos endireitadores: (05) cinco ou (07) sete Ajuste individual da posição dos rolos endireitadores superiores
27 Comando por inversor de freqüência Sensor eletrônico para controle do laço ( looping ) Seletor no painel para modo de operação Automática / Manual Guia fita na entrada / cesto de rolos na saída do material Acessórios opcionais Abertura manual ou hidráulica do cabeçote endireitador (introdução da ponta) Controlador de laço por ultrasom ou sensores fotoelétricos Abertura pneumática para os rolos tracionadores Mesa articulada para introdução da ponta da bobina Rolo pré-endireitador para preparação Aços ferramentas - Trabalho a quente VILLARES METALS TENAX 300 SIMILARES H11 (MOD.) DESCRIÇÃO APLICAÇÃO Matrizes para fundição sob pressão de ligas não ferrosas, como ligas de Al; nesta aplicação, recomenda-se o TENAX 300 IM. Matrizes e punções de forjamento com geometria complexa ou submetidas a trincas. Espinas para extrusão a quente de ligas não ferrosas, principalmente Al. TENAX300IM H11 (MOD.) Refundido Moldes e componentes para fundição sob pressão de ligas de alumínio e outras ligas não ferrosas, como zinco, estanho e chumbo. Matrizes para extrusão de ligas de alumínio, latão e ligas de magnésio. Matrizes e punções para forjamento. Moldes de injeção de termoplásticos não clorados, e para facas a quente. VHSUPER IM (MOD.) Refundido Matrizes e punções para forjamento, incluindo aplicações de recalque a quente e insertos. Facas a quente. Matrizes para extrusão de ligas de alumínio, latão e ligas de magnésio. Matrizes e componentes para fundição sob pressão de ligas de alumínio e outras ligas não ferrosas, como zinco, estanho e chumbo. VHSUPER (MOD.) Matrizes e punções para forjamento a quente em prensa. Matrizes para fundição sob pressão de ligas não ferrosas; nesta aplicação, recomenda-se a versão IM. Matrizes de extrusão de ligas de Al e ligas de Cu. VH13ISO H Aplicações típicas: Matrizes e punções de forjamento em prensa. Punção para extrusão de ligas não ferrosas. Moldes para fundição por gravidade de ligas leves, especialmente Al. Facas para corte a quente. Matrizes para fundição sob pressão de ligas de alumínio, em peças de menor porte ou pouco complexas
28 VH13IM H Refundido Moldes para fundição por gravidade de ligas leves, especialmente ligas de Al e Mg, em peças complexas ou de maior porte. Moldes para injeção de polímeros termoplásticos, com alto grau de polimento e alta resistência mecânica. Matrizes de alto desempenho para forjamento em prensa. VMO Aço com boa resistência mecânica a quente, destacando-se sua alta tenacidade. Comumente aplicado em: Matrizes para forjamento em martelo. Matrizes de grandes dimensões para forjamento em prensa. Porta-matrizes. Suporte de ferramentas de extrusão. VCM ~H Forjamento de alta velocidade, como em prensas tipo Hatebur. Forjamento de válvulas automotivas. Forjamento de porcas, parafusos e rebites. VCMAIM H10(MOD.) Refundido Aplicações tipicamente em ferramentas muito aquecidas e de refrigeração intensa: Forjamento de alta velocidade, como em prensas tipo Hatebur. Forjamento de válvulas automotivas. VPCW H Usualmente aplicado em: Matrizes de forjamento em prensa. Punções de extrusão de ligas não ferrosas. Facas para corte a quente. VW9 ~ H20 ~H Ferramentas para uso contínuo em forjamento de válvulas, parafusos e porcas. Roletes para laminação a quente. VCO Matrizes de gravuras rasas para forjamento a quente em martelo. Facas para corte a frio de chapas grossas e tarugos. Matrizes para forjamento a frio. Suportes de ferramentas de extrusão a quente Aços ferramenta - F800AT - Trabalho a frio Pentes e rolos laminadores de rosca. Matrizes e punções para corte e repuxo. Ferramentas de cunhagem. Facas para corte a frio de chapas finas. VD2 D VC131 D VND O Matrizes para estampar e cunhar. Pentes laminadores de roscas. Punções e calibres. Facas para corte a frio de chapas Facas para corte de chapas e para corte em condições abrasivas, como papel e madeira. Moldes e formas para prensagem de cerâmicas. Ferramentas de trabalho a frio, em geral. Facas para corte de papel e madeira. Guias, roletes, calibres e padrões. Rolos e ferramentas de conformação de perfis. Pequenas punções e matrizes para prensagem e cunhagem
29 VS7 S7 Corte de tarugos, chapas grossas e sucata. Talhadeiras e ferramentas pneumáticas. Placas de choque e outras ferramentas de trabalho a frio, submetidas a choques. VW3 S VETD W Corte de tarugos, chapas grossas e sucata. Talhadeiras e ferramentas pneumáticas. Placas de choque e outras ferramentas de trabalho a frio, submetidas a choques. Capaz de ser endurecido superficialmente, quando temperado em água, além de preservar o núcleo tenaz. Aços rápidos VWM2 M VWM7 M Indicado para brocas helicoidais, fresas, machos, cossinetes, brochas e ferramentas de usinagem. Usado também para estampos de corte, punções, matrizes de estampagem profunda e ferramentas de deformação a frio. Recomendado especialmente para ferramentas de gume fino, como machos, cossinetes, fresa e brochas helicoidais. VWM8 Aco Rápido com 3% V Aço Rápido com 3% V. Aço com maior resistência ao desgaste, com carbonetos mais finos e boa retificabilidade. Usado especialmente na fabricação de machos. VWM3C M3:2 Usado principalmente na fabricação de machos. VHSSM50 M50 ~ VKM42 M VK5E M VK10E De aplicação típica em peças ou dispositivos mecânicos de alta solicitação, ou ferramentas de corte de menor solicitação. Adequado para aplicações mais extremas. Porém, não deve ser utilizado em aplicações sujeitas a choques ou vibrações excessivas. Usado na confecção de fresas e ferramentas de perfil, brocas especiais para usinagem de material de alta resistência. Para ferramentas de desbaste e acabamento, de alta velocidade, de materiais de usinagem difícil, como aços austeníticos e ligas resistentes ao calor. 6 - Simbologia de Estampagem Apêndice I e = Espessura da chapa (mm) u = Distância entre os pontos de contato da peça com a matriz e o punção(mm) l = Comprimento da tira (mm)
30 s = Espaçamento entre peça e borda (mm) n = Número de peças por metro. a = Avanço ou passo(mm) f = Folga entre punção e matriz (mm) la = Abertura da matriz(mm) lb = Comprimento da dobra.(mm) d1 = Diâmetro da peça repuxada (repuxo cilíndrico) (mm) h1 = Altura do repuxo (mm) m = Coeficiente de repuxo para 1 operação m1= Coeficiente de repuxo para demais operações B = Largura da fita (mm) Ac = Área de corte (secção resistiva de corte) (mm²) Acp = Área da cabeça do punção (mm²) Fc = Forca de corte em tesoura guilhotina (kgf) L = Comprimento de corte ( mm) Ap = Superfície total da peça ( mm²) At = Superfície total da tira ( mm²) P = Força de dobramento (kgf) D = Diâmetro do blanque (mm) Da = Diâmetro adotado considerando usinagem posterior (mm) Pe = Pressão específica dimensionada para a placa de choque (kgf/mm²) R = Raio do blanque (mm) Ri = Raio interno do repuxo (método analítico) (mm) Li = Altura do reuxo (método analítico) (mm) τcis = Tensão de cisalhamento do material (kgf/mm²) λ = Ângulo de inclinação da faca de corte ( ) σƒ = Tensão de flexão.(kgf/mm²) σr = Tensão de ruptura a tração(kgf/mm²) J min = Menor momento de inércia E = Módulo de elasticidade do material(pa) ε = Coeficiente para dobras com planificação de fundo µ = Coeficiente de inclinação ω = Módulo de resistência. Apêndice II 7- Roteiro do Projeto de Estampo Progressivo de Corte P a r t e 1. M e m o r i a l d e C á l c u l o 1. Estudo da Fita 1.1. Definir a posição ideal da peça na fita, com no mínimo:
31 2 estudos com inversão de corte e 2 sem inversão 1.2. Calcular o número de peças por chapa padronizada 1.3. Calcular a porcentagem de utilização da chapa (considerar o limitador de avanço) Considerar peça real (com furos) Considerar a peça bruta (desconsiderar furos) 2. Estudo do Limitador de Avanço 2.1. O projeto deverá considerar avanço manual 2.2. O uso de faca de avanço reduz o rendimento no uso da chapa 2.3. Caso se utilize faca de avanço o rendimento no uso da chapa deverá ser revisto 3. Dimensionamento da Matriz 3.1. Calcular a folga entre punção e matriz 3.2. Efetuar o estudo da parede entre furos 3.3. Calcular a espessura do talão 3.4. Determinar a espessura, comprimento e largura da matriz 3.5. Determinar a vida útil de cada matriz 4. Verificação dos Punções 4.1. Verificar flambagem e resistência à compressão 4.2. Verificar a necessidade de uso da placa de choque 5. Espiga 5.1. Calcular o centro de gravidade do perímetro de corte 5.2. Sugerir tipo da espiga 5.3. Indicar a prensa adequada (fator segurança entre 10 e 20%) 6. Outros Elementos Construtivos 6.1. Elementos Construtivos Padronizados Bases, colunas de guia (pino), buchas, molas, parafusos, pino-guia (DIN 6325) arruelas, etc., devem ser normalizados ou padronizados pelos fabricantes: Danly, Miranda, Polimold, Onça, etc. Apresentar a fonte desses elementos Demais Elementos Construtivos Definir: porta-punções, sistema de guias e extratores, prensa-chapa, limitadores de avanço e demais elementos construtivos. P a r t e 2. D e s e n h o s 1. Apresentar uma pasta com desenhos em tamanho máximo A1 2. Fazer o desenho do conjunto (montagem) em 3 vistas se necessário 3. Fazer o detalhamento de todos os itens do ferramental 4. Punções e Matrizes deverão ter todas as especificações para fabricação. Considerar que esses elementos operam em conjunto 5. Todos os elementos deverão apresentar: tolerâncias e acabamentos
32 Apêndice III 8 - Componentes Fundamentais de um Estampo
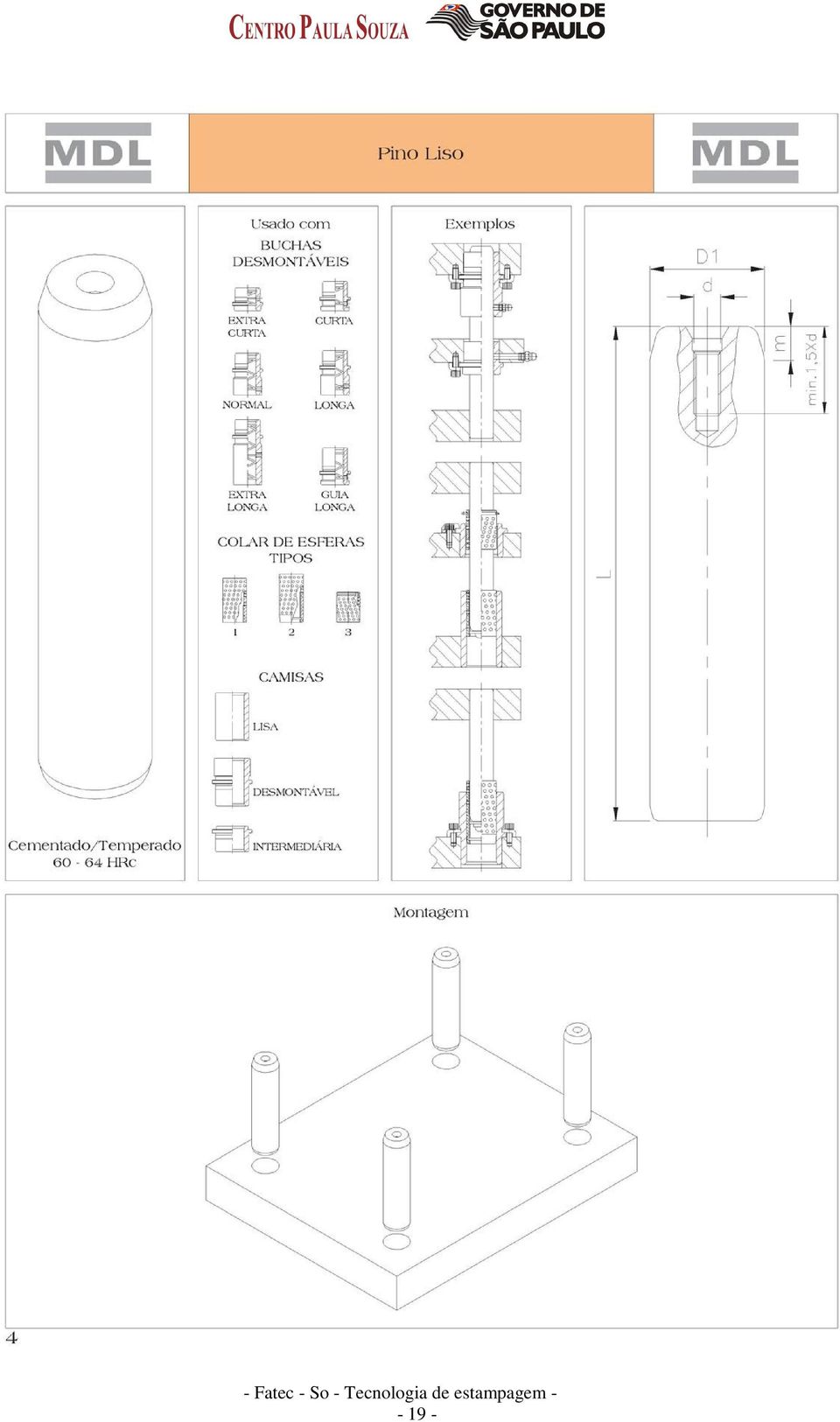
33 1. Pino de Fixação Sua função é fixar componentes do estampo que podem ter movimentos horizontais. Material: Aço prata. 2. Parafuso hexagonal interna (Tipo Allen ) - DIN
34 3. Punção ou Macho Obs.: Ø e da chapa Sua função é dar o formato final do produto. É um elemento de muita precisão. Material: Aço RCC, Aço VC-131 Temperado HRC Aço VT-131 Temperado e Revenido p/ trabalho a quente HRC. 4. Pino de Guia Sua função é fixar componentes do estampo que podem ter movimentos horizontais. Material: Aço prata. 5. Parafuso hexagonal interna (Tipo Allen ) DIN Régua de Guia Sua função é guiar a tira durante o processo de estampagem. Material: Aço SAE 1045 não havendo obrigatoriedade de tratamento térmico com HRC Para fitas de aço-mola ou de dureza elevada ou alimentação de alta velocidade, usar insertos de metal-duro nas guias. 7. Chapa de Apoio Sua função é apoiar a tira antes de entrar no estampo. Material: SAE Espiga Obs.: A rosca da Espiga não é cementada Sua função é fixar a base superior do estampo no cabeçote da prensa. Material: Aço SAE Base Superior / Base Inferior Obs.: Espessura 20 mm Sua função é apoiar o conjunto superior do estampo no cabeçote da prensa. Material: Aço SAE 1020 ou Ferro Fundido ou SEA 8640 Beneficiado p/ 130~150 Kgf/mm Placa de Choque Obs.: Espessura entre 5 e 8 mm Sua função é evitar a penetração dos punções na base superior. Material: Aço SAE 1045 não havendo obrigatoriedade de tratamento térmico com HRC Aço VND - não havendo obrigatoriedade de tratamento térmico com HRC Bucha de Guia Sua função é de guiar as colunas do estampo durante o processo de estampagem. Favorece o deslizamento do cabeçote sobre as colunas. Material: Aço VND Temperado HRC, Bronze. (Parafusos de Fixação: Aço Liga). 12. Porta Punção Sua função é posicionar e fixar firmemente os punções. Material: Aço SAE Mola de Compressão
35 Sua função é de possibilitar o recuo do piloto quando ocorrer posicionamento incorreto da tira. Material: Aço SAE 9260, VS-60 Temperado e Revenido HRC. 14. Placa Guia Sua função é guiar os punções e extrair a tira dos punções na subida do cabeçote da prensa. Material: Aço SAE Colunas de Guia - Obs.: Encaixe 1,5 Ø Sua função é guiar o conjunto superior e inferior do estampo para que não ocorra nenhum deslocamento entre si. Material: Aço SAE 1010/1020 Cementado Temperado e Revenido HRC. Ou Aço SAE 8620 Cementado Temperado e Revenido HRC. 16. Punção ou Macho Obs.: Ø e da chapa Sua função é dar o formato final do produto. É um elemento de muita precisão. Material: Aço RCC, Aço VC-131 Temperado HRC Aço VT-131 ou VWM2 ou VK10E Temperado e Revenido p/ HRC. 17. Pino Piloto Sua função é a de garantir o perfeito avanço da tira corrigindo possíveis falhas no sistema de avanço. Material: Aço VND Temperado HRC Aço Prata SAE 1040/1050 Temperado e Revenido 18. Matriz ou Fêmea Sua função é a de juntamente com o respectivo punção, formar o produto. Material: Aço RCC, Aço VC-131 Temperado e Revenido HRC Aço VT-131 ou VWM2 ou VK10E Temperado e Revenido p/ HRC. 19. Parafuso Cabeça Escareada - DIN Faca de Avanço Sua função é determinar o avanço (passo) da tira após a cada descida do cabeçote da prensa. Material: Aço RCC, Aço VC-131 Temperado e Revenido HRC
36 Apêndice IV 9 Tabela de Tolerâncias Punção Matriz Peça
37 Peça
38 Apêndice VI 10 Sequência de Corte de Peças Inclinadas 12 - Bibliografia Estampo de Corte BRITO, OSMAR DE Projetista de Máquinas PRO-TEC PROVENZA, FRANCESCO Estampos I PRO-TEC - PROVENZA, FRANCESCO Estampos II PRO-TEC PROVENZA, FRANCESCO Manual do ferramenteiro KONINCK, J. DE. GUTTER, D
39 Prof. Eng. Msc. Ivar Benazzi Jr. Prof. Elpidio Gilson Caversan
AÇOS PARA FERRAMENTAS
 AÇOS PARA FERRAMENTAS FEA Processo de Fabricação de Aços Convencionais e s Lingotamento Convencional Forno Panela VD Lingotamento Contínuo ACIARIA Processo Fusão (Convencional): FEA (Forno Elétrico Arco)
AÇOS PARA FERRAMENTAS FEA Processo de Fabricação de Aços Convencionais e s Lingotamento Convencional Forno Panela VD Lingotamento Contínuo ACIARIA Processo Fusão (Convencional): FEA (Forno Elétrico Arco)
Ferramenta de corte progressiva
 Estampagem Conformação de chapas é definida como a transição de uma dada forma de um semi-acabado plano em uma outra forma. Os processos de conformação de chapas têm uma importância especial na fabricação
Estampagem Conformação de chapas é definida como a transição de uma dada forma de um semi-acabado plano em uma outra forma. Os processos de conformação de chapas têm uma importância especial na fabricação
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
FACULDADE DE TECNOLOGIA DE SOROCABA
 1 FACULDADE DE TECNOLOGIA DE SOROCABA TECNOLOGIA DE ESTAMPAGEM Página DM 0206007-01 Revisão Julho 2007 1 Professor: Eng. Msc. Ivar Benazzi Jr. Estagiário: Leandro Henrique Aio TECNOLOGIA DE ESTAMPAGEM
1 FACULDADE DE TECNOLOGIA DE SOROCABA TECNOLOGIA DE ESTAMPAGEM Página DM 0206007-01 Revisão Julho 2007 1 Professor: Eng. Msc. Ivar Benazzi Jr. Estagiário: Leandro Henrique Aio TECNOLOGIA DE ESTAMPAGEM
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
Linha de Equipamentos
 Linha de Equipamentos TECNOLOGIA PARA MAIOR PRODUTIVIDADE E REDUÇÃO DE CUSTOS Tecnopress Automação Industrial Fundada em 1987, a Tecnopress Automação Industrial é hoje a mais moderna indústria brasileira
Linha de Equipamentos TECNOLOGIA PARA MAIOR PRODUTIVIDADE E REDUÇÃO DE CUSTOS Tecnopress Automação Industrial Fundada em 1987, a Tecnopress Automação Industrial é hoje a mais moderna indústria brasileira
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
PROPOSTA DE MODIFICAÇÃO DA NR-12 ANEXO VIII- PRENSAS E SIMILARES. Análise Realizada pela Empresa/Entidade: Pessoa para Contato: e-mail:
 PROPOSTA DE MODIFICAÇÃO DA NR-12 ANEXO VIII- PRENSAS E SIMILARES Análise Realizada pela Empresa/Entidade: Pessoa para Contato: e-mail: Texto Proposto Comentário Nossa Proposta Justificativa Técnica Dobradeiras
PROPOSTA DE MODIFICAÇÃO DA NR-12 ANEXO VIII- PRENSAS E SIMILARES Análise Realizada pela Empresa/Entidade: Pessoa para Contato: e-mail: Texto Proposto Comentário Nossa Proposta Justificativa Técnica Dobradeiras
Estampagem ou Conformação de chapas
 Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
Estampagem ou Conformação de chapas O que é: Processo de transformação mecânica que consiste em conformar um disco plano ("blank") à forma de uma matriz, pela aplicação de esforços transmitidos através
TECNOLOGIA DE ESTAMPAGEM 1 Corte Professores: Ivar Benazzi Junior Elpidio Gilson Caversan
 TECNOLOGIA DE ESTAMPAGEM 1 Corte Professores: Ivar Benazzi Junior Elpidio Gilson Caversan DM 0206007-01 Revisão: Setembro 2012 TECNOLOGIA DE ESTAMPAGEM ÍNDICE SIMBOLOGIA... pág 04 1- INTRODUÇÃO 1.1- Operações
TECNOLOGIA DE ESTAMPAGEM 1 Corte Professores: Ivar Benazzi Junior Elpidio Gilson Caversan DM 0206007-01 Revisão: Setembro 2012 TECNOLOGIA DE ESTAMPAGEM ÍNDICE SIMBOLOGIA... pág 04 1- INTRODUÇÃO 1.1- Operações
AÇOS ESTRUTURAIS. Fabio Domingos Pannoni, M.Sc., Ph.D. 1
 ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
ESTRUTURAIS Fabio Domingos Pannoni, M.Sc., Ph.D. 1 INTRODUÇÃO Dentre os materiais encontrados no nosso dia-a-dia, muitos são reconhecidos como sendo metais, embora, em quase sua totalidade, eles sejam,
Alimentadores Eletrônicos
 Alimentadores Eletrônicos P/A Brasil Ltda Rua José Felix de Oliveira, 834 sala 7B Cotia SP CEP 06708-645 Fone: 55 11 4617-5497 Fax: 55 11 4612-6186 E-Mail: campello@pa.com Web: www.pa.com Introdução A
Alimentadores Eletrônicos P/A Brasil Ltda Rua José Felix de Oliveira, 834 sala 7B Cotia SP CEP 06708-645 Fone: 55 11 4617-5497 Fax: 55 11 4612-6186 E-Mail: campello@pa.com Web: www.pa.com Introdução A
Calandra de 4 Rolos modelo VRM
 Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Introdução Padronização e Definições Tipos e Usos de Parafusoso Introdução Elementos de fixação: Importância Por que estudar elementos de fixação. Papel em projetos
Professor: Leonardo Leódido Sumário Introdução Padronização e Definições Tipos e Usos de Parafusoso Introdução Elementos de fixação: Importância Por que estudar elementos de fixação. Papel em projetos
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 19/08/2008 1 CONFORMAÇÃO MECÂNICA Em um ambiente industrial, a conformação mecânica é qualquer operação durante a qual se aplicam esforços mecânicos
ESPECIFICAÇÕES TÉCNICAS
 ESPECIFICAÇÕES TÉCNICAS 1. ESTRUTURA E BLINDAGEM DOS MODULOS 1.1 - Estruturas Laterais Externas Deverão ser confeccionadas em chapa de aço SAE1010 #18, com varias dobras formando colunas, sem quinas ou
ESPECIFICAÇÕES TÉCNICAS 1. ESTRUTURA E BLINDAGEM DOS MODULOS 1.1 - Estruturas Laterais Externas Deverão ser confeccionadas em chapa de aço SAE1010 #18, com varias dobras formando colunas, sem quinas ou
- -Pressionando essa tecla podemos diminuir os valores a serem ajustados no menu de programação.
 Apresentação 1 Display LCD 2 Tecla + (aumentar) 3 Tecla Seleção 4 Tecla (diminuir) 5 Tecla Motor manual 6 Tecla Reset contador 7 Led Indica painel ligado 8 Led resistência ligada 9 Led Prensa ligada 10
Apresentação 1 Display LCD 2 Tecla + (aumentar) 3 Tecla Seleção 4 Tecla (diminuir) 5 Tecla Motor manual 6 Tecla Reset contador 7 Led Indica painel ligado 8 Led resistência ligada 9 Led Prensa ligada 10
1 Introdução. Elementos de fixação. Elementos de fixação constitui uma unidade. de 13 aulas que faz parte do módulo Elementos de Máquinas.
 A U A UL LA Introdução aos elementos de fixação Introdução Elementos de fixação constitui uma unidade de 3 aulas que faz parte do módulo Elementos de Máquinas. Nessa unidade, você vai estudar os principais
A U A UL LA Introdução aos elementos de fixação Introdução Elementos de fixação constitui uma unidade de 3 aulas que faz parte do módulo Elementos de Máquinas. Nessa unidade, você vai estudar os principais
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Elementos de Máquinas
 Professor: Leonardo Leódido Introdução Definição Classificação Características Aplicação Representação Definição São elementos que ligam peças permitindo que essas se movimentem sem sofrerem alterações.
Professor: Leonardo Leódido Introdução Definição Classificação Características Aplicação Representação Definição São elementos que ligam peças permitindo que essas se movimentem sem sofrerem alterações.
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO
 USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
2 Sistema de Lajes com Forma de Aço Incorporado
 2 Sistema de Lajes com Forma de Aço Incorporado 2.1. Generalidades As vantagens de utilização de sistemas construtivos em aço são associadas à: redução do tempo de construção, racionalização no uso de
2 Sistema de Lajes com Forma de Aço Incorporado 2.1. Generalidades As vantagens de utilização de sistemas construtivos em aço são associadas à: redução do tempo de construção, racionalização no uso de
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
- PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de 45-48 HRC, se necessário.
 Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de
Estampagem A estampagem é o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem geralmente a frio. A conformação de chapas é definida como a transição de
Apostila Técnica de Estantes 01 de 12
 01 de 12 ESTANTES METÁLICAS - Componentes Cantoneiras Perfuradas: Tipo N3, produzidas em aço estrutural de média resistência. As cantoneiras podem ser fornecidas em comprimentos múltiplos de 40 mm. 35
01 de 12 ESTANTES METÁLICAS - Componentes Cantoneiras Perfuradas: Tipo N3, produzidas em aço estrutural de média resistência. As cantoneiras podem ser fornecidas em comprimentos múltiplos de 40 mm. 35
P L A N E J A M E N T O D E P R O C E S S O
 P L A N E J A M E N T O D E P R O C E S S O 3 Planejamento de Procesos de Fabricação O Planejamento do processo é a ligação entre a engenharia do produto e a manufatura. Diz respeito à seleção dos processos
P L A N E J A M E N T O D E P R O C E S S O 3 Planejamento de Procesos de Fabricação O Planejamento do processo é a ligação entre a engenharia do produto e a manufatura. Diz respeito à seleção dos processos
------------------------------- -----------------------------Henflex. Henflex------------------------------ Índice
 Índice 1.Características Gerais... 2 2.Seleção do Tamanho do Acoplamento... 2 2.1- Dimensionamento dos acoplamentos Henflex HXP para regime de funcionamento contínuo... 2 2.2 Seleção do Acoplamento...
Índice 1.Características Gerais... 2 2.Seleção do Tamanho do Acoplamento... 2 2.1- Dimensionamento dos acoplamentos Henflex HXP para regime de funcionamento contínuo... 2 2.2 Seleção do Acoplamento...
Estruturas Metálicas. Módulo II. Coberturas
 Estruturas Metálicas Módulo II Coberturas 1 COBERTURAS Uma das grandes aplicações das estruturas metálicas se dá no campo das coberturas de grande vão, especialmente as de caráter industrial. Também devido
Estruturas Metálicas Módulo II Coberturas 1 COBERTURAS Uma das grandes aplicações das estruturas metálicas se dá no campo das coberturas de grande vão, especialmente as de caráter industrial. Também devido
Parafusos III. Até agora você estudou classificação geral. Parafuso de cabeça sextavada
 A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
MANUAL DE OPERAÇÃO SECADORA CIRCULAR H80 DMAN
 MANUAL DE OPERAÇÃO SECADORA CIRCULAR H80 DMAN * Foto meramente ilustrativa Manual de Instalação e Funcionamento 2 ÍNDICE 1Instalações 1.1 Esquemas Elétricos 2 Operação 2.1 Formas de Operação do Equipamento
MANUAL DE OPERAÇÃO SECADORA CIRCULAR H80 DMAN * Foto meramente ilustrativa Manual de Instalação e Funcionamento 2 ÍNDICE 1Instalações 1.1 Esquemas Elétricos 2 Operação 2.1 Formas de Operação do Equipamento
SOLUÇÔES INTEGRAIS 1
 SOLUÇÔES INTEGRAIS 111 Sistema estrutural de alumínio Perfis e acessórios Série MICRO Tipo... Liga... Estado... Tolerâncias dimensionais... Terminação... Sistema modular de perfis de alumínio e seus acessórios
SOLUÇÔES INTEGRAIS 111 Sistema estrutural de alumínio Perfis e acessórios Série MICRO Tipo... Liga... Estado... Tolerâncias dimensionais... Terminação... Sistema modular de perfis de alumínio e seus acessórios
EXAUSTOR MUNTERS MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P
 MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P 0 SUMÁRIO INTRODUÇÃO... 2 IMPORTANTE... 3 SEGURANÇA... 3 CUIDADOS AO RECEBER O EQUIPAMENTO... 4 1) Instalação dos exaustores... 5 2) Instalação
MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P 0 SUMÁRIO INTRODUÇÃO... 2 IMPORTANTE... 3 SEGURANÇA... 3 CUIDADOS AO RECEBER O EQUIPAMENTO... 4 1) Instalação dos exaustores... 5 2) Instalação
ANEXO 01. Figura 1 - Planta da área a ser trabalhada. DW indica os locais a serem trabalhados com drywall.
 ANEXO 01 Sala MEV DW DW B B Figura 1 - Planta da área a ser trabalhada. DW indica os locais a serem trabalhados com drywall. 1 Figura 2 Detalhes das portas em drywall. A porta P11, destinada a acesso à
ANEXO 01 Sala MEV DW DW B B Figura 1 - Planta da área a ser trabalhada. DW indica os locais a serem trabalhados com drywall. 1 Figura 2 Detalhes das portas em drywall. A porta P11, destinada a acesso à
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Verificadores. O supervisor treinou o pessoal para medição. Um problema. Régua de controle
 A U A UL LA Verificadores Um problema O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta.
A U A UL LA Verificadores Um problema O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta.
Rebolos. O que é um rebolo? Especificações
 Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
USINAGEM. Prof. Fernando Penteado.
 USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
Rebites I. Um mecânico tem duas tarefas: consertar
 A U A UL LA Rebites I Introdução Um mecânico tem duas tarefas: consertar uma panela cujo cabo caiu e unir duas barras chatas para fechar uma grade. A questão é a seguinte: qual elemento de fixação é o
A U A UL LA Rebites I Introdução Um mecânico tem duas tarefas: consertar uma panela cujo cabo caiu e unir duas barras chatas para fechar uma grade. A questão é a seguinte: qual elemento de fixação é o
ESPECIFICAÇÕES PREGÃO MOBILIÁRIO 2013.
 ESPECIFICAÇÕES PREGÃO MOBILIÁRIO 2013. Processo 56220/2013-73 Pregão 26/2014 GRUPO 1 MESAS E ESTAÇÕES DE TRABALHO 1 MESA RETANGULAR PARA COMPUTADOR 1200X770MM 2 MESA RETANGULAR PARA COMPUTADOR 1600X770MM
ESPECIFICAÇÕES PREGÃO MOBILIÁRIO 2013. Processo 56220/2013-73 Pregão 26/2014 GRUPO 1 MESAS E ESTAÇÕES DE TRABALHO 1 MESA RETANGULAR PARA COMPUTADOR 1200X770MM 2 MESA RETANGULAR PARA COMPUTADOR 1600X770MM
Curso de Engenharia de Produção. Sistemas Mecânicos e Eletromecânicos
 Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Parafusos Parafuso de cabeça sextavada: Em desenho técnico, esse parafuso é representado da seguinte forma Parafusos Aplicação Esse
Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Parafusos Parafuso de cabeça sextavada: Em desenho técnico, esse parafuso é representado da seguinte forma Parafusos Aplicação Esse
de limpeza frontal com corrente
 GRELHA MECÂNICA DE BARRAS de limpeza frontal com corrente tipo GV ou GSV Aplicações As águas de descarga civis podem conter vários lixos. Tudo o que puder ser deitado no esgoto, e mesmo o que não se puder,
GRELHA MECÂNICA DE BARRAS de limpeza frontal com corrente tipo GV ou GSV Aplicações As águas de descarga civis podem conter vários lixos. Tudo o que puder ser deitado no esgoto, e mesmo o que não se puder,
Elementos de máquina. Curso de Tecnologia em Mecatrônica 6º fase. Diego Rafael Alba
 E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
ASPECTOS TECNOLÓGICOS DOS AÇOS ESTRUTURAIS
 Estruturas de aço. Aspectos tecnológicos e de concepção. Prof. Edson Lubas Silva Agradecimento ao Prof. Dr. Valdir Pignatta pelo material cedido ASPECTOS TECNOLÓGICOS DOS AÇOS ESTRUTURAIS 1 O que é o aço?
Estruturas de aço. Aspectos tecnológicos e de concepção. Prof. Edson Lubas Silva Agradecimento ao Prof. Dr. Valdir Pignatta pelo material cedido ASPECTOS TECNOLÓGICOS DOS AÇOS ESTRUTURAIS 1 O que é o aço?
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
dobradeiras horizontais euromac bending machines
 dobradeiras horizontais 1 Toda empresa que trabalhe com aço e cobre pode tirar proveito de uma Digibend Você está usando ou pensando em usar uma dobradeira convencional para dobrar peças pequenas, material
dobradeiras horizontais 1 Toda empresa que trabalhe com aço e cobre pode tirar proveito de uma Digibend Você está usando ou pensando em usar uma dobradeira convencional para dobrar peças pequenas, material
Transmissões de Potência
 Transmissões de Potência PMR 2201 Transmissões O emprego de transmissões torna-se necessário para compatibilizar a velocidade angular ou conjugado da máquina motriz com a necessidade da máquina acionada,
Transmissões de Potência PMR 2201 Transmissões O emprego de transmissões torna-se necessário para compatibilizar a velocidade angular ou conjugado da máquina motriz com a necessidade da máquina acionada,
 MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
FAREX - Com. de Máquinas Ltda. Hydra-Tools Indl. e Coml. Ltda.
 FAREX - Com. de Máquinas Ltda. Hydra-Tools Indl. e Coml. Ltda. Manual de Instruções Maquina Hidráulica de Curvar Tubos Série CTN-4 A máquina de curvar tubos da série CTN-4, foi desenvolvida para curvar
FAREX - Com. de Máquinas Ltda. Hydra-Tools Indl. e Coml. Ltda. Manual de Instruções Maquina Hidráulica de Curvar Tubos Série CTN-4 A máquina de curvar tubos da série CTN-4, foi desenvolvida para curvar
ÍNDICE. Manual Técnico Estamparia Leve - Pesada. Apresentação comercial; Ferramentas progressivas Estamparia Leve; Ferramentas leves;
 Manual Técnico Estamparia Leve - Pesada ÍNDICE Apresentação comercial; Ferramentas progressivas Estamparia Leve; Ferramentas leves; Ferramentas pesadas / progressivas; Jardim Sistemas Automotivos e Inds.
Manual Técnico Estamparia Leve - Pesada ÍNDICE Apresentação comercial; Ferramentas progressivas Estamparia Leve; Ferramentas leves; Ferramentas pesadas / progressivas; Jardim Sistemas Automotivos e Inds.
ESPECIFICAÇÕES TÉCNICAS BRITADOR DE MANDÍBULAS - ZL EQUIPAMENTOS.
 ESPECIFICAÇÕES TÉCNICAS BRITADOR DE MANDÍBULAS - ZL EQUIPAMENTOS. 1. DESCRIÇÃO. Os britadores de mandíbulas projetados e fabricados pela ZL Equipamentos são maquinas robustas confeccionadas com matéria-prima
ESPECIFICAÇÕES TÉCNICAS BRITADOR DE MANDÍBULAS - ZL EQUIPAMENTOS. 1. DESCRIÇÃO. Os britadores de mandíbulas projetados e fabricados pela ZL Equipamentos são maquinas robustas confeccionadas com matéria-prima
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
BERÇO METÁLICO PARA TRANSPORTE DE BOBINAS DE AÇO
 BRASIAÇO INDÚSTRIA E COMÉRCIO LTDA. BERÇO METÁLICO PARA TRANSPORTE DE BOBINAS DE AÇO APRESENTAÇÃO E ESPECIFICAÇÃO TÉCNICA DE PRODUTO JUATUBA, 27 DE FEVEREIRO DE 2015 1. INTRODUÇÃO Localizada na cidade
BRASIAÇO INDÚSTRIA E COMÉRCIO LTDA. BERÇO METÁLICO PARA TRANSPORTE DE BOBINAS DE AÇO APRESENTAÇÃO E ESPECIFICAÇÃO TÉCNICA DE PRODUTO JUATUBA, 27 DE FEVEREIRO DE 2015 1. INTRODUÇÃO Localizada na cidade
Manual de Projeto de Sistemas Drywall paredes, forros e revestimentos
 Manual de Projeto de Sistemas Drywall paredes, forros e revestimentos 1 Prefácio Este é o primeiro manual de projeto de sistemas drywall publicado no Brasil um trabalho aguardado por arquitetos, engenheiros,
Manual de Projeto de Sistemas Drywall paredes, forros e revestimentos 1 Prefácio Este é o primeiro manual de projeto de sistemas drywall publicado no Brasil um trabalho aguardado por arquitetos, engenheiros,
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A estrutura patenteada
 Placas DSI Placas DSI em plástico (conforme a norma DIN) A estrutura patenteada As placas de sinalização DSI em plástico colorido são resistentes às intempéries, a riscos, a choques e não perdem a cor,
Placas DSI Placas DSI em plástico (conforme a norma DIN) A estrutura patenteada As placas de sinalização DSI em plástico colorido são resistentes às intempéries, a riscos, a choques e não perdem a cor,
ATA DE REGISTRO DE PREÇOS SISTEMA DE ARQUIVO DESLIZANTE ORGÃO GERENCIADOR:
 ATA DE REGISTRO DE PREÇOS SISTEMA DE ARQUIVO DESLIZANTE ORGÃO GERENCIADOR: Código UASG: 393003 Pregão Eletrônico SRP n 511/14 Vigência: 26/11/2014 a 25/11/2015 Sr. Luciano Sacramento Fone: (61) 3315-4241/4601
ATA DE REGISTRO DE PREÇOS SISTEMA DE ARQUIVO DESLIZANTE ORGÃO GERENCIADOR: Código UASG: 393003 Pregão Eletrônico SRP n 511/14 Vigência: 26/11/2014 a 25/11/2015 Sr. Luciano Sacramento Fone: (61) 3315-4241/4601
Aula 17 Projetos de Melhorias
 Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
REQUISITOS BÁSICOS PARA TÁXI ACESSÍVEL
 REQUISITOS BÁSICOS PARA TÁXI ACESSÍVEL 1. OBJETIVO...3 2. APRESENTAÇÃO DAS CARACTERÍSTICAS...3 3. ESPECIFICAÇÕES TÉCNICAS...4 3.1 Características Gerais...4 3.2 Carroceria...4 4. ACESSIBILIDADE...8 4.1
REQUISITOS BÁSICOS PARA TÁXI ACESSÍVEL 1. OBJETIVO...3 2. APRESENTAÇÃO DAS CARACTERÍSTICAS...3 3. ESPECIFICAÇÕES TÉCNICAS...4 3.1 Características Gerais...4 3.2 Carroceria...4 4. ACESSIBILIDADE...8 4.1
Fresamento. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
ANEXO II - PLANILHA DE COTAÇÃO (PCT)
") ANEXO II - PLANILHA DE COTAÇÃO (PCT) LICITAÇÃO MOD.: PREGÃO PRESENCIAL Nº 14/2012 TIPO: MENOR PREÇO Data e Hora da Entrega das Propostas: 05/04/2012 Horas: 09h30min REMARCADA PARA O DIA 10/04/2012 ÀS 09h30min
ANEXO II - PLANILHA DE COTAÇÃO (PCT) LICITAÇÃO MOD.: PREGÃO PRESENCIAL Nº 14/2012 TIPO: MENOR PREÇO Data e Hora da Entrega das Propostas: 05/04/2012 Horas: 09h30min REMARCADA PARA O DIA 10/04/2012 ÀS 09h30min
AÇOS. Construção Mecânica
 AÇOS Construção Mecânica SÃO CERCA DE 10.000 TONELADAS EM AÇOS E METAIS A PRONTA ENTREGA GGD 10 Composição Química C Mn Si Cr Al P S 0,17 0,24 0,18 0,23 0, 0,60 0,60 0,90 0, máx 0,15 0, ----- --- 0, 0,
AÇOS Construção Mecânica SÃO CERCA DE 10.000 TONELADAS EM AÇOS E METAIS A PRONTA ENTREGA GGD 10 Composição Química C Mn Si Cr Al P S 0,17 0,24 0,18 0,23 0, 0,60 0,60 0,90 0, máx 0,15 0, ----- --- 0, 0,
MESTRE MARCENEIRO. Saúde e segurança do marceneiro
 Saúde e segurança marceneiro. A preocupação com o bem-estar, a saúde e a segurança do marceneiro no trabalho, vem crescendo no decorrer dos últimos anos, pois, quando o trabalho representa apenas uma obrigação
Saúde e segurança marceneiro. A preocupação com o bem-estar, a saúde e a segurança do marceneiro no trabalho, vem crescendo no decorrer dos últimos anos, pois, quando o trabalho representa apenas uma obrigação
PROF. FLAUDILENIO EDUARDO LIMA UNIDADE 3. Projeções Ortogonais
 UNIDADE 3 Projeções Ortogonais PROF. FLAUDILENIO E. LIMA Entendendo desenho técnico t mecânico Como introdução ao desenho técnico, na grande maioria dos cursos é feita o desenho mecânico. Abaixo temos
UNIDADE 3 Projeções Ortogonais PROF. FLAUDILENIO E. LIMA Entendendo desenho técnico t mecânico Como introdução ao desenho técnico, na grande maioria dos cursos é feita o desenho mecânico. Abaixo temos
Conformação dos Metais Prof.: Marcelo Lucas P. Machado
 Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
Conformação dos Metais Prof.: Marcelo Lucas P. Machado INTRODUÇÃO Extrusão - processo no qual um tarugo de metal é reduzido em sua seção transversal quando forçado a fluir através do orifício de uma matriz,
MÁQUINAS DE CORTE E SOLDA
 MÁQUINAS DE CORTE E SOLDA M-550 M-650 M-750 M-950 M-1100 M-1400 Máquinas para a confecção de sacos e sacolas plásticas de PEBD, PEAD, PEBDL, PP e BOPP. CARACTERÍSTICAS GERAIS: De construção mecânica e
MÁQUINAS DE CORTE E SOLDA M-550 M-650 M-750 M-950 M-1100 M-1400 Máquinas para a confecção de sacos e sacolas plásticas de PEBD, PEAD, PEBDL, PP e BOPP. CARACTERÍSTICAS GERAIS: De construção mecânica e
Introdução. Bem vindo, ao mundo dos automatizadores para portas de enrolar!!!
 D I S T R I B U I D O R Introdução Bem vindo, ao mundo dos automatizadores para portas de enrolar!!! A NEW AUTOMATIZADORES atua no mercado nacional há 1 ano, distribuindo para todo Brasil e America Latina.
D I S T R I B U I D O R Introdução Bem vindo, ao mundo dos automatizadores para portas de enrolar!!! A NEW AUTOMATIZADORES atua no mercado nacional há 1 ano, distribuindo para todo Brasil e America Latina.
1 - AUTOMATIZADOR: Utilizado exclusivamente em portas de enrolar de aço. Existem diversas capacidades e tamanhos. Verifique sempre o peso e o tamanho
 1 ME-01 REV00 13 3 1 2 14 9 10 12 4 5 6 7 11 8 1 - AUTOMATIZADOR: Utilizado exclusivamente em portas de enrolar de aço. Existem diversas capacidades e tamanhos. Verifique sempre o peso e o tamanho da porta
1 ME-01 REV00 13 3 1 2 14 9 10 12 4 5 6 7 11 8 1 - AUTOMATIZADOR: Utilizado exclusivamente em portas de enrolar de aço. Existem diversas capacidades e tamanhos. Verifique sempre o peso e o tamanho da porta
Manual Técnico do Sistema MODULAR de Terças para Cobertura e Fechamento. Edição - Julho/2012. modular@modularsc.com.br www.modularsc.com.
 Manual Técnico do Sistema MODULAR de Terças para Cobertura e Fechamento Edição - Julho/2012 modular@modularsc.com.br CONTEÚDO A EMPRESA 3 SISTEMA DE TERÇAS PARA COBERTURA E FECHAMENTO 4 Apresentação 4
Manual Técnico do Sistema MODULAR de Terças para Cobertura e Fechamento Edição - Julho/2012 modular@modularsc.com.br CONTEÚDO A EMPRESA 3 SISTEMA DE TERÇAS PARA COBERTURA E FECHAMENTO 4 Apresentação 4
correas UNIPLY Funcionamento das Correias Elevadoras Componentes de um Elevador de Correias a Canecas Referências:
 Funcionamento das Correias Elevadoras Componentes de um Elevador de Correias a Canecas Os elevadores de correias a caçambas são os equipamentos mais comuns e econômicos para o movimento vertical de materiais
Funcionamento das Correias Elevadoras Componentes de um Elevador de Correias a Canecas Os elevadores de correias a caçambas são os equipamentos mais comuns e econômicos para o movimento vertical de materiais
Piso Elevado. Vantagens: Instalação rápida e segura, reduzindo a necessidade de serviços de Mao de obra civil;
 Piso Elevado Os pisos elevados são ideais tanto para ambiente de escritório como para ambientes robustos, sendo capaz de adequar-se as necessidades de qualquer projeto. Fabricados de acordo com as normas
Piso Elevado Os pisos elevados são ideais tanto para ambiente de escritório como para ambientes robustos, sendo capaz de adequar-se as necessidades de qualquer projeto. Fabricados de acordo com as normas
Projeto e Simulação Dinâmica Unidimensional de Sistema Hidráulico
 Projeto e Simulação Dinâmica Unidimensional de Sistema Hidráulico Sua empresa foi contratada para executar uma máquina hidráulica para executar a dobragem de chapas em formato U de diferentes espessuras.
Projeto e Simulação Dinâmica Unidimensional de Sistema Hidráulico Sua empresa foi contratada para executar uma máquina hidráulica para executar a dobragem de chapas em formato U de diferentes espessuras.
Apresentando o NOVO centro de puncionamento elétrico para bobinas.
 Apresentando o NOVO centro de puncionamento elétrico para bobinas. A puncionadeira que produz diretamente da bobina, consome menos energia, requer menos manutenção e respeita o meio ambiente. O Centro
Apresentando o NOVO centro de puncionamento elétrico para bobinas. A puncionadeira que produz diretamente da bobina, consome menos energia, requer menos manutenção e respeita o meio ambiente. O Centro
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
ES-05. Estante para exposição. Mobiliário. Atenção 3 08/03/13. Revisão Data Página 1/6 VISTA FRONTAL ESC. 1:20 VISTA LATERAL ESC.
 Mobiliário 2000 1/6 VISTA LATERAL 0 VISTA FRONTAL 0 900 0 VISTA SUPERIOR 0 A A Mobiliário 900 PAINEL DE FUNDO CHAPA 24 (0,6mm) PAINEL LATERAL CHAPA 24 (0,6mm) 0 40 COLUNA CHAPA 1 (2,25mm) VISTA SUPERIOR
Mobiliário 2000 1/6 VISTA LATERAL 0 VISTA FRONTAL 0 900 0 VISTA SUPERIOR 0 A A Mobiliário 900 PAINEL DE FUNDO CHAPA 24 (0,6mm) PAINEL LATERAL CHAPA 24 (0,6mm) 0 40 COLUNA CHAPA 1 (2,25mm) VISTA SUPERIOR
Miguel C. Branchtein, Delegacia Regional do Trabalho no Rio Grande do Sul
 DETERMINAÇÃO DE CONDIÇÃO DE ACIONAMENTO DE FREIO DE EMERGÊNCIA TIPO "VIGA FLUTUANTE" DE ELEVADOR DE OBRAS EM CASO DE QUEDA DA CABINE SEM RUPTURA DO CABO Miguel C. Branchtein, Delegacia Regional do Trabalho
DETERMINAÇÃO DE CONDIÇÃO DE ACIONAMENTO DE FREIO DE EMERGÊNCIA TIPO "VIGA FLUTUANTE" DE ELEVADOR DE OBRAS EM CASO DE QUEDA DA CABINE SEM RUPTURA DO CABO Miguel C. Branchtein, Delegacia Regional do Trabalho
SEP282 PROCESSOS PARA INDÚSTRIA AERONÁUTICA
 SEP282 PROCESSOS PARA INDÚSTRIA AERONÁUTICA AULA 1 CORTE E DOBRA DE CHAPAS Prof. Reginaldo T. Coelho - 2012 Corte e dobra de chapas Furação por cisalhamento Dobra de chapas com matriz em V Fases do processo
SEP282 PROCESSOS PARA INDÚSTRIA AERONÁUTICA AULA 1 CORTE E DOBRA DE CHAPAS Prof. Reginaldo T. Coelho - 2012 Corte e dobra de chapas Furação por cisalhamento Dobra de chapas com matriz em V Fases do processo
MÓDULO 1 ESPECIFICAÇÕES MOBILIÁRIOS REFERENCIAIS
 DATA: DESTINO: FORUM CÍVEL MÓDULO 1 (itens 1-2) JUNHO 2015 RESPONSAVÉL: DIVISÃO DE ARQUITETURA ESPECIFICAÇÕES MOBILIÁRIOS REFERENCIAIS ITEM 1 MESAS /GAVETEIROS/CONEXÕES IMPORTANTE: AS MARCAS DE MATERIAIS,
DATA: DESTINO: FORUM CÍVEL MÓDULO 1 (itens 1-2) JUNHO 2015 RESPONSAVÉL: DIVISÃO DE ARQUITETURA ESPECIFICAÇÕES MOBILIÁRIOS REFERENCIAIS ITEM 1 MESAS /GAVETEIROS/CONEXÕES IMPORTANTE: AS MARCAS DE MATERIAIS,
Fresas Ferramentas de fresar
 Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Uso de software CAD 3D no desenvolvimento de ferramenta de dobra
 52 Corte & Conformação de Metais Março 2013 Uso de software CAD 3D no desenvolvimento de ferramenta de dobra Desenvolver ferramentas de dobra não é uma tarefa fácil, principalmente quando a peça final
52 Corte & Conformação de Metais Março 2013 Uso de software CAD 3D no desenvolvimento de ferramenta de dobra Desenvolver ferramentas de dobra não é uma tarefa fácil, principalmente quando a peça final
PETG DATASHEET. www.vick.com.br
 Pág. 1 / 5 Um plástico que pode ser parafusado, estampado à quente, cortado, facilmente termoformado, ou mesmo dobrado a frio sem lascar, esbranquiçar, rachar ou ficar irregular. É um plástico econômico
Pág. 1 / 5 Um plástico que pode ser parafusado, estampado à quente, cortado, facilmente termoformado, ou mesmo dobrado a frio sem lascar, esbranquiçar, rachar ou ficar irregular. É um plástico econômico
CATÁLOGO DE. 2 Edição FERRAMENTAS PARA PERCUSSÃO
 CATÁLOGO DE 2 Edição FERRAMENTAS PARA PERCUSSÃO Índice Ferramentas de Perfuração ---------------------- Pág. 06 Trépanos de Perfuração -------------------------- Pág. 10 Ferramentas Auxiliares ---------------------------
CATÁLOGO DE 2 Edição FERRAMENTAS PARA PERCUSSÃO Índice Ferramentas de Perfuração ---------------------- Pág. 06 Trépanos de Perfuração -------------------------- Pág. 10 Ferramentas Auxiliares ---------------------------
O FORNO A VÁCUO TIPOS E TENDÊNCIA 1
 O FORNO A VÁCUO TIPOS E TENDÊNCIA 1 João Carmo Vendramim 2 Marco Antonio Manz 3 Thomas Heiliger 4 RESUMO O tratamento térmico de ligas ferrosas de média e alta liga já utiliza há muitos anos a tecnologia
O FORNO A VÁCUO TIPOS E TENDÊNCIA 1 João Carmo Vendramim 2 Marco Antonio Manz 3 Thomas Heiliger 4 RESUMO O tratamento térmico de ligas ferrosas de média e alta liga já utiliza há muitos anos a tecnologia
Biombos 70 e 90 Estações de Trabalho
 1 de 20 2 de 20 Detalhes Técnicos 3 de 20 Quadro de vidro PAINEL CEGO PAINEL TOTAL VIDRO SIMPLES VIDRO SIMPLES PAINEL MEIO Chassi Travessa Intermediária Calha Intermediária Placa Madeira Calha de fiação
1 de 20 2 de 20 Detalhes Técnicos 3 de 20 Quadro de vidro PAINEL CEGO PAINEL TOTAL VIDRO SIMPLES VIDRO SIMPLES PAINEL MEIO Chassi Travessa Intermediária Calha Intermediária Placa Madeira Calha de fiação
Piso Elevado. Alguns Clientes que instalamos:
 Piso Elevado Os pisos elevados são ideais tanto para ambiente de escritório como para ambientes robustos, sendo capaz de adequar-se as necessidades de qualquer projeto. Fabricados de acordo com as normas
Piso Elevado Os pisos elevados são ideais tanto para ambiente de escritório como para ambientes robustos, sendo capaz de adequar-se as necessidades de qualquer projeto. Fabricados de acordo com as normas
CORRENTES. A transmissão por corrente de rolo é um meio altamente eficiente e versátil para transmitir potência mecânica em aplicações industriais.
 CORRENTES Definição A transmissão por corrente de rolo é um meio altamente eficiente e versátil para transmitir potência mecânica em aplicações industriais. A corrente de rolo é tão flexível como as correias
CORRENTES Definição A transmissão por corrente de rolo é um meio altamente eficiente e versátil para transmitir potência mecânica em aplicações industriais. A corrente de rolo é tão flexível como as correias
Conheça nossa empresa
 Conheça nossa empresa Empresa Damaeq Integridade, Vontade de Superar-se, Satisfação do Cliente. MODELO PANDA 2015 Novo coletor compactador modelo PANDA 2015, com capacidade para 15m³ ou 19m³ de lixo compactado.
Conheça nossa empresa Empresa Damaeq Integridade, Vontade de Superar-se, Satisfação do Cliente. MODELO PANDA 2015 Novo coletor compactador modelo PANDA 2015, com capacidade para 15m³ ou 19m³ de lixo compactado.
Diamantados e CBN. Abrasivos Diamantados. Tipos de diamante Industrial:
 iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado
 Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado Disciplina: ELEMENTOS DE MÁQUINAS Professor Me. Claudemir Claudino Alves PARAFUSOS - Entre os elementos de união desmontáveis,
Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado Disciplina: ELEMENTOS DE MÁQUINAS Professor Me. Claudemir Claudino Alves PARAFUSOS - Entre os elementos de união desmontáveis,
Prof. Sérgio Viana. Estas notas de aula são destinadas aos alunos que. Gráfica, para um posterior estudo mais profundo.
 EXPRESSÃO GRÁFICA Prof. Sérgio Viana Estas notas de aula são destinadas aos alunos que desejam ter um conhecimento básico de Expressão Gráfica, para um posterior estudo mais profundo. 1 Caligrafia Técnica
EXPRESSÃO GRÁFICA Prof. Sérgio Viana Estas notas de aula são destinadas aos alunos que desejam ter um conhecimento básico de Expressão Gráfica, para um posterior estudo mais profundo. 1 Caligrafia Técnica
Linhas, Agulhas e Costuras
 Linhas, Agulhas e Costuras Normalmente as linhas de costura representam aproximadamente 2% do total do custo de produção. As empresas têm investido muito em maquinários e mão de obra, sendo que geralmente
Linhas, Agulhas e Costuras Normalmente as linhas de costura representam aproximadamente 2% do total do custo de produção. As empresas têm investido muito em maquinários e mão de obra, sendo que geralmente
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
N.14 Abril 2003 PAREDES DIVISÓRIAS PAINEIS PRÉFABRICADOS DE ALVENARIA DE TIJOLO REVESTIDA A GESSO. Estudo Comparativo.
 N.14 Abril 2003 PAREDES DIVISÓRIAS PAINEIS PRÉFABRICADOS DE ALVENARIA DE TIJOLO REVESTIDA A GESSO Estudo Comparativo Mafalda Ramalho EDIÇÃO: Construlink, SA Tagus Park, - Edifício Eastecníca 2780-920 Porto
N.14 Abril 2003 PAREDES DIVISÓRIAS PAINEIS PRÉFABRICADOS DE ALVENARIA DE TIJOLO REVESTIDA A GESSO Estudo Comparativo Mafalda Ramalho EDIÇÃO: Construlink, SA Tagus Park, - Edifício Eastecníca 2780-920 Porto
Introdução. Tipos de Válvulas. Eletropneumática Válvulas de Controle Direcional. Válvulas de Controle Direcionais. Fabricio Bertholi Dias
 Introdução Eletropneumática Válvulas de Controle Direcional Fabricio Bertholi Dias Os elementos pneumáticos podem ser subdividido em: Elementos de trabalho; Elementos de comando; Elementos de sinais. Todos
Introdução Eletropneumática Válvulas de Controle Direcional Fabricio Bertholi Dias Os elementos pneumáticos podem ser subdividido em: Elementos de trabalho; Elementos de comando; Elementos de sinais. Todos
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a