Processos de usinagem Mandrilhamento e brochamento
|
|
|
- Maria Eduarda Cortês Gama
- 8 Há anos
- Visualizações:
Transcrição
1 Processos de usinagem Mandrilhamento e brochamento
2 Conteúdo INTRODUÇAO A PROCESSO DE FABRICAÇÃO... 3 INTRODUÇÃO A MANDRILHAMENTO... 4 O QUE É MANDRILHAMENTO?... 6 TIPOS DE MANDRILHAMENTO... 6 MANDRILHAMENTO CILÍNDRICO... 6 MANDRILHAMENTO CÔNICO... 7 MANDRILHAMENTO RADIAL... 8 MANDRILHAMENTO ESFÉRICO MANDRILHADORAS COMPONENTES FERRAMENTAS DA MANDRILHADORA SISTEMA MODULAR TIPO DE MANDRILHADORA MANDRILADORAS PORTÁTEIS: CONCLUSÃO A MANDRILHAMENTO INTRODUÇÃO A BROCHAMENTO BROCHADEIRAS BROCHADEIRA VERTICAL BROCHADEIRA HORIZONTAL BROCHAS MÉTODOS DE BROCHAMENTO AFIAÇÃO GEOMETRIA DOS DENTES CAVACO QUEBRA-CAVACOS PROBLEMAS OCORRIDOS CONCLUSÃO SOBRE BROCHAMENTO BIBLIOGRAFIA... 45

3 INTRODUÇAO A PROCESSO DE FABRICAÇÃO Antes de explicarmos o que é mandrilhamento e brochamento precisamos entender de onde surgiu o conceito de processo de fabricação. Quando surgiu o idéia de usinar ou criar algo? Surgiu a milhares de anos atrás quando o homem pré-histórico percebeu que se ele usa-se uma pedra seu golpe ficaria mais forte, e se a pedra tivesse um cabo esse golpe ficaria mais forte ainda. Logo ele percebeu que se a pedra fosse afiada poderia caçar e cortar a pele dos animais. Foi a partir da necessidade de criado um machado que o homem começou a desbastar, cortar e furar a matéria. Durante centenas de anos a pedra foi matéria prima para o homem ate que no ano de A.C o homem começou a trabalhar com metais, primeiro o cobre depois o bronze e finalmente o ferro. Qualquer peça produzida segue o diagrama abaixo. Os processos de transformação de metais e ligas metálicas em peças para a utilização conjuntos mecânicos são inúmeros e variados: você pode fundir, soldar, utilizar a metalurgia e ou usinar o metal a fim de obter a peça desejada. Evidentemente, vários fatores devem ser considerados quando se escolhe um processo de fabricação. Como por exemplo: forma e dimensão da peça; material a ser empregado e suas propriedades; quantidade de peças a serem produzidas; 3


4 tolerâncias e acabamento superficial requerido; custo total do processamento. Podemos dividir os processos de fabricação de metais e ligas metálicas em: os com remoção de cavaco, e os sem remoção de cavaco. O diagrama abaixo mostra a classificação dos processos de fabricação, destacando as principais operações de usinagem. INTRODUÇÃO A MANDRILHAMENTO O mandrilamento pode ser definido como sendo uma operação de usinagem de pré-furos fundidos, forjados ou extrudados com ferramenta de geometria definida, onde tanto a ferramenta quanto a peça podem executar o movimento de rotação. Segundo a Sandvik, o processo é chamado também de torneamento interno, o qual é usado para aumentar o diâmetro de furos previamente realizados por um outro processo de furação ou fundição. Segundo Mühle, a operação de mandrilamento (Figura 1) é utilizada para aumentar o diâmetro de pré-furos garantindo boa qualidade de forma, boa qualidade da superfície e estreitas tolerâncias dimensionais dos cilindros. Estas 4

5 exigências estão relacionadas principalmente às variações construtivas existentes nas ferramentas de mandrilar. Figura 1. Operação de mandrilamento Nos cilindros de blocos de motores, a qualidade geométrica e dimensional dos cilindros usinados, e conseqüentemente a estabilidade e produtividade dos processos envolvidos, resultam de um conjunto de fatores como: geometria e material das ferramentas de corte, material da peça de trabalho, força de usinagem, fixação da peça, rigidez da máquina-ferramenta e condições de corte,entre outros. Existem vários desvios de geométricos nos cilindros do bloco do motor. Estes são provenientes do processo de fundição, os quais devem, ao longo do processo de usinagem, ser reduzidos aos valores limites especificados em projeto (Figura 2). Cada etapa da operação de mandrilamento deve fornecer como resultado peças com qualidade geométrica e dimensional conforme os limites de tolerância especificados. Caso uma das etapas não esteja desempenhando bem a sua função, isso pode acarretar na redução da vida das ferramentas das etapas e de operações posteriores ao mandrilamento e ao brunimento, provocando problemas de instabilidade da linha e elevação do custo de produção. Objetivo principal do mandrilhamento? O mandrilamento é um processo mecânico de usinagem destinado à obtenção de superfícies de revolução com auxílio de uma ou várias ferramentas de barra. Para tanto a ferramenta gira e se desloca segundo uma trajetória determinada. 5

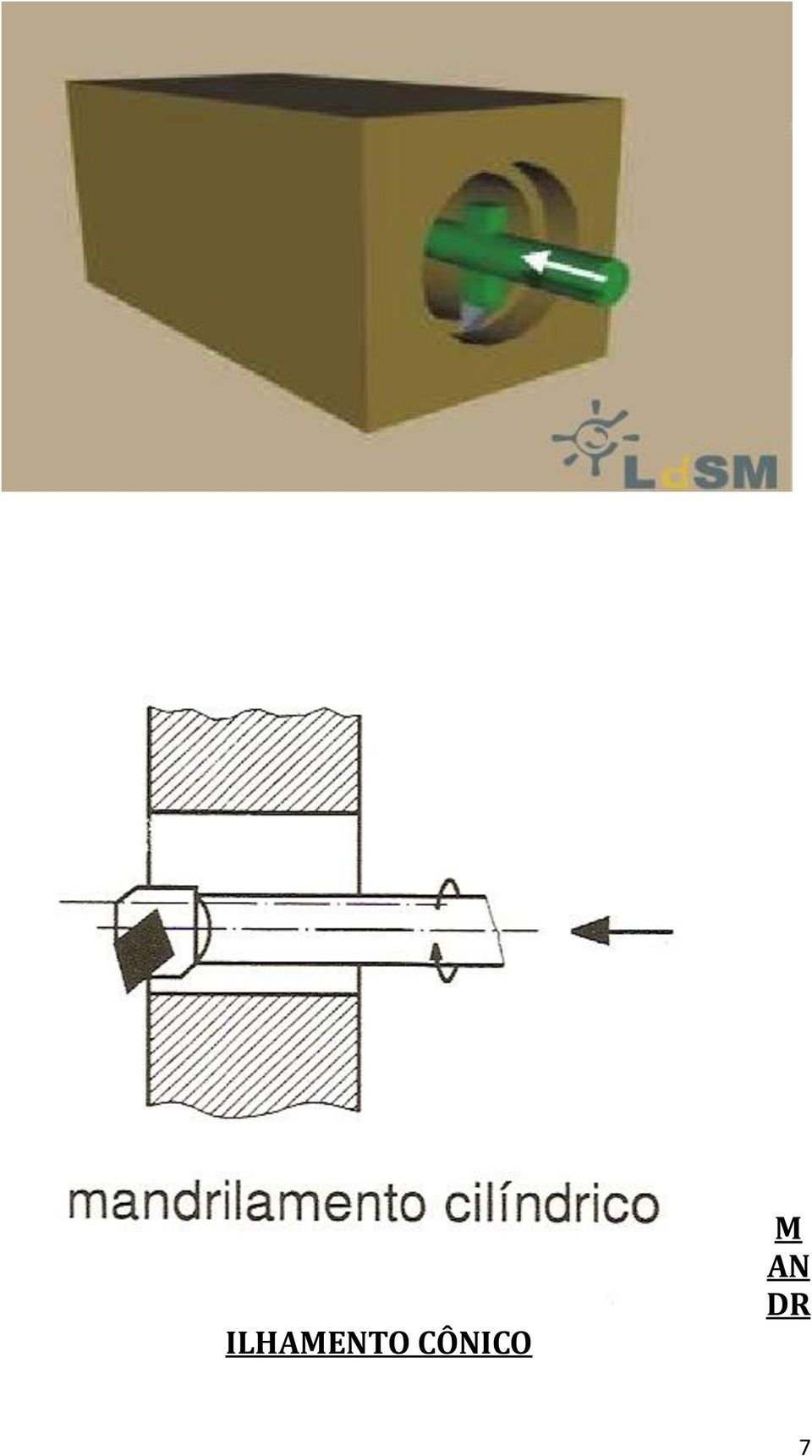
6 O QUE É MANDRILHAMENTO? Mandrilhamento é um processo mecânico de usinagem de superfícies de revolução, com o auxilio de uma ou mais ferramentas de corte. Nessa operação, a ferramenta de corte é fixada a uma barra de mandrilar em um certo ângulo, determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril. TIPOS DE MANDRILHAMENTO Dependendo do trabalho, o mandrilhamento, também conhecido como mandrilagem ou broqueamento, pode ser cilíndrico, cônico, radial ou esférico. Pelo mandrilhamento pode-se conseguir superfícies cilíndricas ou cônicas, internas em espaços normalmente difíceis de serem atingidos, com eixos perfeitamente paralelos entre si. As figuras a seguir mostram exemplos desses tipos de mandrilhamento. MANDRILHAMENTO CILÍNDRICO O mandrilhamento cilíndrico é o processo em que a superfície usinada é cilíndrica e o seu eixo de rotação coincide com o eixo em torno do qual a ferramenta gira. 6

7 ILHAMENTO CÔNICO M AN DR 7
8 Mandrilhamento cônico é o processo em que a superfície usinada é cônica e seu eixo de rotação coincide com o eixo em torno do qual a ferramenta gira. MANDRILHAMENTO RADIAL 8

9 Mandrilhamento radial é o processo em que a superfície usinada é plana e perpendicular ao eixo em torno do qual gira a ferramenta. 9

10 MANDRILHAMENTO ESFÉRICO O mandrilhamento esférico é o processo em que a superfície usinada é esférica e o eixo de rotação coincide com o eixo em torno do qual a ferramenta gira. 10



11 MANDRILHADORAS As Mandrilhadoras são maquinas especiais que permitem a adaptação de diferentes tipos de ferramentas. Com o acoplamento de acessórios apropriados, a Mandrilhadoras, alem do mandrilhamento, pode ser utilizada para fura, fresar, rosquear etc., tornado-se, nesses caso, uma maquina universal. Dependendo da posição do eixo - arvore, as mandrilhadoras podem ser horizontal ou verticais. Em maquinas como essas usinam-se grandes carcaças de caixas de engrenagens e estruturas de maquinas. Uma peça com forma prismática pode ser usinada em todos as suas quatro fazes verticais porque a mandrilhadora tem uma mesa giratória que possibilita a usinagem em todos os lados. Obs: A parte que esta circula em vermelho chama-se mesa giratória no tópico COMPONENTES explicamos melhor o que ela é. 11

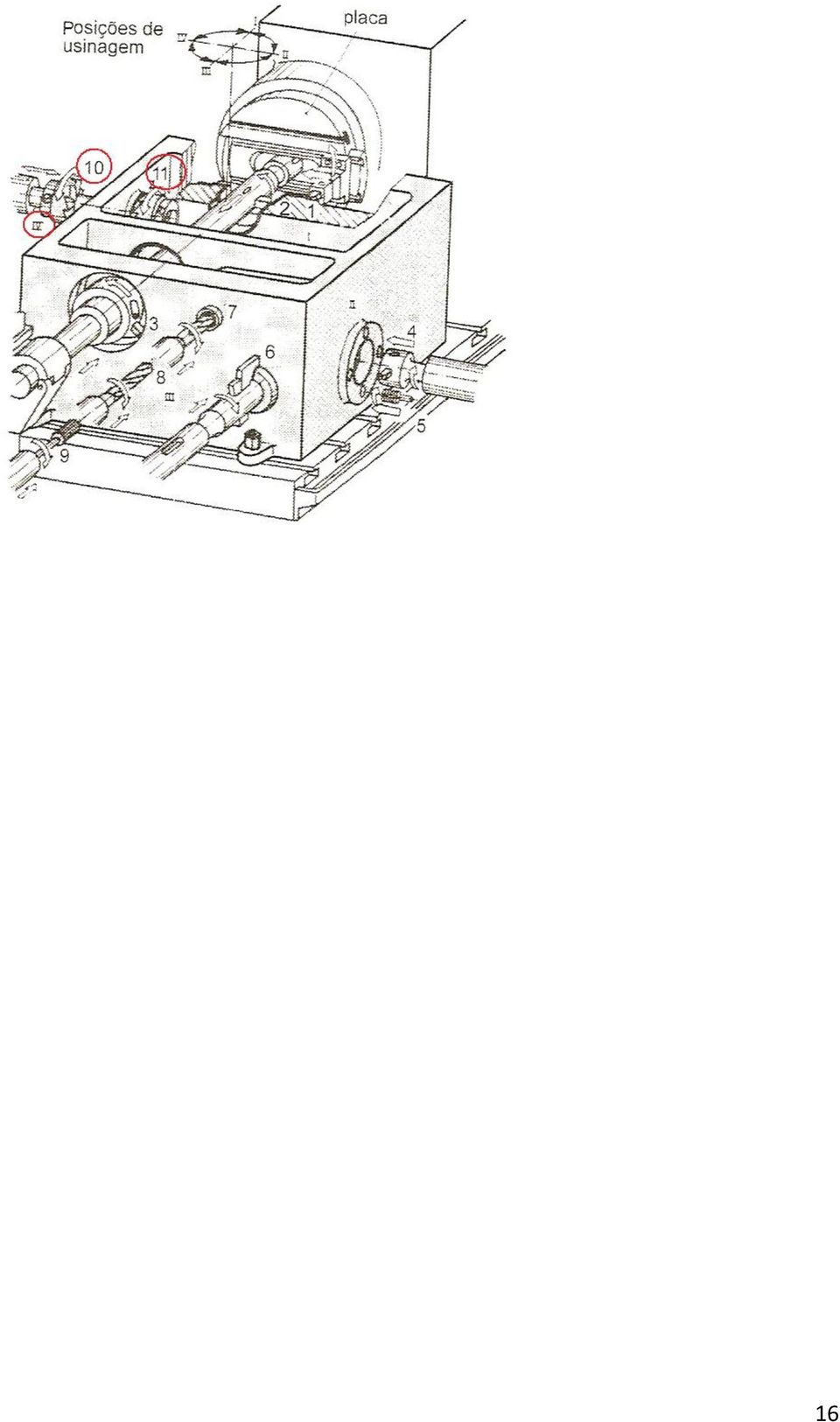
12 A mandrilhadora pode realizar um grande numero de movimentos. É possível posicionar a ferramenta para usinar um furo ajustando-se o cabeçote em determinada altura, e a mesa em posição transversal. Todos os deslocamentos são indicados em escalas graduadas. Nas mandrilhadoras mais modernas, as escalas possuem equipamentos de leitura óptica ou contadores numéricos digitais, que permitem maior exatidão no trabalho. A vantagem do uso dessa maquina é a economia de tempo. A mandrilhadora universal tem a capacidade de processar todas as operações necessárias de usinagem, do começa ao fim, do desbaste ao acabamento, sem que haja necessidade de remover a peça da maquina. Se por exemplo, temo a necessidade de usinar a carcaça de uma caixa de engrenagens ela é colocada na mandrilhadora apoiada na mesa giratória. A mesa gira e assim permite o giro da carcaça em torno do seu eixo vertical. Desse modo, são executadas todas as operações necessárias, como corte, rosqueamento, cada uma a seu tempo. A seguir temos uma demonstração de seqüencial realizadas por uma mandrilhadora universal numa caixa de engrenagem. Analise a figura passo a passo, acompanhando as indicações abaixo. Na posição I, marcada na faze superior da peça, são realizadas as operações numeradas 1, 2 e 3, nessa ordem. A operação 1 consiste num madrilhamento radial. As operações 2 e 3 correspodem a mandrilhamentos cilíndricos simultâneos. Observe que a exetremidade da barra de mandrilhar esta apoiada 12

13 sobre um mancal, para evitar deslocamento da ferramenta durante a operação. Na posição II, marcada na face lateral direita, são feitas as operações 4 e 5, que compreendem um furo mandrilhado com flange e os furos roscados do flange respectivamente. 13

14 Na posição III, marcada na face frontal, é feito primeiro o furo identificado como operação 6. Repare no dispositivo especial acoplado a ferramenta, para fazer a bolacha desse furo. O furo mais acima nessa mesma face requer três operações: 7, 8 e 9. O furo indetificado com o numero 3 já havia sido feito na primeira posição. 14

15 Na ultima posição IV, são feitas as operações 10 e 11, ou seja, o mandrilhamento e o fresamento da face. 15

16 16
17 COMPONENTES Acima temos uma mandrilhadora comum que apresenta as seguintes partes principais: A base e barramento para o movimento do carro B coluna do cabeçote C cabeçote porta mandril e anexos cinemáticos para a realização dos vários movimentos D coluna da luneta E luneta F carro com a mesa giratória 17

18 Coluna do cabeçote: é fixado na base da mandrilhadora e leva as guias para o corrimento do cabeçote. Cabeçote porta mandril: é uma das partes essenciais da mandrilhadora e se compõe de: a caixa, o berço, a placa giratória com o mandril e os comandos. A placa tem a finalidade de poder executar faceamentos perfeitamente normais ao eixo de rotação. O mandril central apresenta em sua extremidade um furo cônico, no qual podem ser acoplados várias ferramentas como brocas, alargadores e fresas. Coluna da luneta: alinha-se sobre as mesmas guias da base que serve para o carro; possui duas guias verticais para a movimentação da luneta. Luneta: é presa às guias verticais de sua base, onde pode deslocar-se quando acionada pelo fuso; o ajuste da altura pode ser feito à mão ou automaticamente, junto com o cabeçote. Carro com mesa giratória: desloca-se sobre o barramento da base; além do movimento longitudinal, o carro também anda transversalmente sobre um trenó secundário. 18


19 Mesa giratória: Em máquinas como essas usinam-se grandes carcaças de caixas de engrenagens e estruturas de máquinas. Uma peça com forma prismática pode ser usinada em todas as suas quatro faces verticais porque a mandrilhadora tem uma mesa giratória que possibilita a usinagem em todos os lados. 19


20 FERRAMENTAS DA MANDRILHADORA. As ferramentas de mandrilhar são selecionadas em função das dimensões (comprimento e diâmetro) e características das operações a serem realizadas. Ela tem pequena dimensões porque, geralmente, trabalham no interior de furos previamente executados por brocas. São feitas de aço rápido ou carboneto metálico e montadas em uma barra de mandrilhar. A barra de mandrilhar deve ser rígida, cilíndrica, sem direito de retilindeidade. Deve ser bem posicionada no eixo - arvore, para possibilitar a montagem de buchas que forma mancais, como mostra a próxima figura, evitando com isso possíveis desvios e vibrações durante o uso. As ferramentas de uso mais comum nas mandrilhadoras são: Hastes com pastilhas soldadas de corte simples, usadas para desbastar; Laminas de corte duplo, usadas para fazer rebaixos internos de furos; 20


21 Brocas helicoidais de correção, usadas para corrigir deformações, como ovalização, conicidade e retitude, e na operação de pré-alargamentos de furos de até 100 mm; Escareadores e rebaixadores, usados no trabalho de alojamento e rebaixo de furos previamente executados por brocas comuns; Alargadores fixos, usados para calibrar furos com qualquer diâmetro; 21
22 Alargadores cônicos, usados para alargar superfícies cônicas internas. Esses alargadores podem ser de desbaste e de acabamento. 22
23 SISTEMA MODULAR As paradas de maquina para troca de ferramentas representam tempo ocioso que reflete nos custos de produção. Atualmente, um novo conceito em ferramentas de mandrilhamento é utilizado na industria, em que um sistema modular de ferramenta permite reduzir o tempo gasto nas trocas de ferramentas, mantendo a exatidão no trabalho. O sistema modular possibilita dispor de um conjunto de ferramentas com partes modulares intercambiáveis.a figura abaixo mostra uma serie destas ferramentas. O único componente especifico de maquina em todo esse arranjo é o adaptador de fuso. Para operar com esse sistema, reúnem-se blocos elementares de dispositivos, como extensões, redução, diferentes cabeçotes de mandrilhar e acessórios. Quando um sistema modular é bem desenvolvido, ele possibilita solução mais rápida para praticamente todos os problemas de mandrilhamento. 23
24 TIPO DE MANDRILHADORA. Mandrilhadora vertical para camisas Aqui mostramos um tipo de mandrilhadora que encontra-se no mercado. -Marca: GROB - Curso de brunimento: 400mm - Distância Cabeçotes/Mesa: 700mm - Nº de Cabeçotes: 8 - Distância entre cabeçotes: 150mm - Potência dos mot. do Cabeçotes: 2x15HP - Potência dos mot. do Hidráulico: 2x5HP - Dimensões Larg.xCompr.xAltura: 2100x1900x2800* - Peso: 12Ton *Dimensões aproximadas. 24
25 MANDRILADORAS PORTÁTEIS: Quando a peça a ser usinada é de grandes dimensões e de difícil manuseio para coloca-la sobre a mesa de uma mandriladora, pode-se fazer uso das mandriladoras portáteis. Na figura um exemplo desse tipo de mandriladora em operação. 25
26 CONCLUSÃO A MANDRILHAMENTO A mandrilhadora é uma máquina operatriz muito versátil que pode ser empregada em todas as etapas do processo de usinagem. Sua principal vantagem é a economia de tempo, pois oferece a possibilidade de usinar todos os lados da peça sem ter que retira-la da máquina, apenas mudando a posição da mesa e da ferramenta, dependendo das operações desejadas, tais como a furação, faceamento, rosqueamento, fresagem e o mandrilhamento propriamente dito. Seu uso se dá mais nas etapas finais da usinagem, onde a produção de refugos é altamente indesejada. Durante a realização deste trabalho, encontramos dificuldades para compilar dados sobre Mandrilhadoras, poucos livros continham informações relevantes sobre esta máquina nos levando a concluir que apesar de sua versatilidade, a mandrilhadora não é uma máquina comumente utilizada na indústria. 26
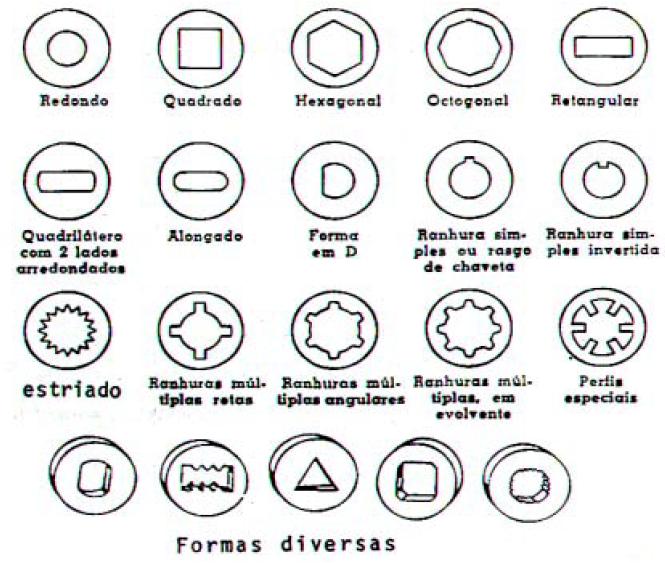
27 INTRODUÇÃO A BROCHAMENTO A operação de brochamento, ou brochagem consiste do arranque de material da peça por uma sucessão progressiva e linear de gumes de corte. A ferramenta é denominada brocha. A máquina que executa esta operação é denominada brochadeira ou brocheadeira. É uma operação voltada para a produção de grandes lotes pois cada operação exige o projeto e a execução de uma ferramenta própria, complexa e de alto custo. O processo de brochamento permite criar rapidamente encaixes de diversas geometrias para diversos tipos de fixação. Equipamento utilizado para realizar a operação de construir raias em câmaras internas de peças usinadas. Normalmente costuma-se produzir raias internas em canos de armas, que proporcionam o giro do projétil, quando o mesmo é disparado. Confere a superfície do metal elevada característica mecânica, pois sua utilização é feita por compactação e esmagamento da superfície. 27
28 BROCHADEIRAS As brochadeiras consistem basicamente de um mecanismo capaz de produzir o movimento relativo entre a ferramenta, chamada brocha e a peça, que normalmente é linear, denominadas máquinas de brochar. A grande maioria das máquinas são acionadas hidraulicamente devido a grande força necessária. Existem brochadeiras que comprimem o objeto a ser trabalhado, outras que tracionam e outras ainda que tracionam e comprimem. As brochadeiras que comprimem são quase sempre verticais, e as que usam tração são horizontais. Basicamente se dividem em dois tipos brochadeira vertical e horizontal. 28
29 VANTAGENS DO BROCHAMENTO 1- Tolerâncias estreitas de usinagem e bom acabamento 2- Capacidade de produzir formas variadas externa e internas 3- Vida longa da ferramenta. A produção pode atingir 2000 a peças entre afiações. 4- Produção econômica. O custo da ferramenta é alto porem o custo por peça é baixo. 5- Alta produtividade. A remoção do cavaco é bem rápida pois vários dentes atuam ao mesmo tempo em seqüência continua.a operação é realizada em uma só passada fazendo desbaste e acabamento. 29

30 BROCHADEIRA VERTICAL Brochadeira vertical São as brochadeiras com disposição vertical e se utilizam principalmente da força de compressão. Entretanto, podem também tracionar e, em alguns casos, utilizar ambas as forças, tanto para brochamento interno quanto externo. Quando não se dispõe de grande espaço físico, a brochadeira vertical é a mais indicada devido a sua característica estrutural. Existem máquinas de cabeçotes múltiplos que podem executar operações em várias peças simultaneamente. 30

31 BROCHADEIRA HORIZONTAL Brochadeira horizontal Apresenta a vantagem de possibilitar o trabalho com ferramentas de grande comprimento. É bastante utilizada na indústria mecânica. No trabalho por força de tração, que utiliza ferramentas de longo comprimento, a montagem do material na brochadeira deve ser feita com cuidado para evitar a flexão da brocha devido ao seu próprio peso. 31
32 BROCHAS As brochas são as ferramentas utilizadas nas brochadeiras, a fim de realizar os mais diversos tipos de cortes lineares, nas mais diversas formas, com algumas exceções. É normalmente feita de um determinado aço temperado e revenido, baseado no tipo de material à usinar, relativamente comprida e que possui diversos tipos de dentes dispostos em seqüência e com dimensões progressivas em alturas crescentes até a forma final desejada, para trabalhar diversos tipos de materiais. Pode ser usada para gerar superfícies internas ou externas, de perfis regular ou irregular. As brochas podem ser forçadas por tração ou compressão, no caso de um brochamento interno ou arrastado sob superfície, no caso de brochamento externo. As formas obtidas pelo processo interno, externo e helicoidal respectivamente: 32
33 33
34 Todas as operações de desbaste e acabamento são realizadas pela mesma ferramenta, a qual possui as seguintes características básicas: haste que é a ponteira da ferramenta, anterior aos dentes, sendo constituída de guia dianteira e cabeça de tração; dentes de desbaste que ficam na parte inicial da peça, retirando a maior parte do material a ser usinado; os dentes de acabamento que por sua vez localizam-se na parte posterior da ferramenta tendo como função o alisamento da peça e definir a precisão e medida final da peça; e os dentes de reserva que ficam logo após os dentes de acabamento tendo a função de substituírem os dentes de acabamento ao longo do tempo de desgaste da ferramenta, aumentando a vida útil; e guia traseira localizada na outra extremidade guiando a ferramenta no seu curso completo (pode ter uma cauda para encaixe mais preciso). Fig.: Brocha interna de compressão. Fig.: Brocha interna de tração. Os tipos de brochas seguem as classificações quanto ao tipo de superfície (interno ou externo), quanto a aplicação de força (brochas de compressão, brochas de tração ou rochas giratórias), quanto à forma de construção (sólida, seções, dentes postiços ou tipo pote), quanto a disposição dos gumes (ortogonais ao eixo da brocha ou oblíquos ao eixo da brocha), quanto a seqüência de corte (escalonamento em alturas crescentes, lateral ou combinado) e quanto a função (rasgo de chaveta, furos redondos, alisamento, etc.) Os dentes das brochas são componentes de suma importância para o funcionamento correto e produtivo do processo de brochamento. São eles que realizam o corte do material; são dispostos em série e apresentam alturas 34
35 crescentes, que determinam a penetração de avanço a sf (profundidade de corte). No brochamento a máquina atua com a força e velocidade e a ferramenta por si só é que determina o avanço, que será determinado pelo seu desenho e projeto. Os primeiros dentes, de desbaste, são de dimensões aproximadas das medidas finais da peça para arrancar o material e assegurar o corte, e enquanto os dentes de acabamento se aproximam progressivamente da forma final desejada. Abaixo apresenta-se uma vista em perspectiva dos dentes de uma brocha onde é temos as principais superfícies além das ranhuras quebracavaco. A distância entre um dente e outro é definido passo dos dentes (P). Passo dos dentes é um dos mais importantes elementos no projeto de uma brocha, pois determina o número de dentes em corte simultâneo, a força de tração, a capacidade da bolsa de cavacos e o comprimento da brocha. A altura medida entre o fundo do dente e a ponta de corte é a altura (h). Tem os ângulos de saída (γ) e folga (α). A diferença entre as alturas dos gumes cortante (a) é o avanço. Os raios de concordância R e r devem ser definidos de forma ajudar a formação do cavaco, buscando não parti-lo. O cavaco bem formado enrola-se e não possui arestas pontiagudas em contato com a ferramenta. Um cavaco que se parte gera diversas arestas que podem danificar o acabamento da peça que está sendo usinada e também a própria ferramenta. 35
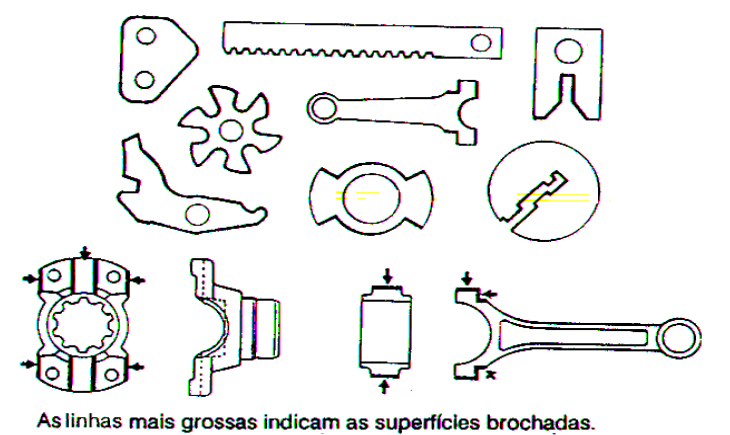
36 A figura abaixo apresenta apenas os ângulos que definem o dente e também o avanço a e reforça que o avanço é igual para todos os dentes de uma mesma parte. Abaixo, 02 peças sendo brochadas em uma brochareira automática. Um robot é responsável pela alimentação de peças a serem usinadas (ver detalhe ao fundo da foto, 02 peças a espera para serem usinadas) e também responsável por tirar as peças já usinadas 36
37 Abaixo, um exemplo de um dos tipos de brochadeira vertical utilizada (Brochadeira CNC Sanyo) A brochadeira vertical é a mais indicada devido a sua característica estrutural. As brochadeiras são bastante importantes no processo tanto quanto pela diversidade de formas que pode gerar quanto pela estabilidade dimensional das peças (lei-se: pouca variação dimensional de uma peça para outra). 37
38 MÉTODOS DE BROCHAMENTO Pode-se classificar a operação de brochamento de várias maneiras. Tem-se: a) Tipo de superfície - Interna (mais comum); - Externa. b) Direção do movimento - Vertical; - Horizontal (mais comum). c) Movimento - Da ferramenta (mais comum); - Da peça. d) Aplicação do esforço - Por tração (mais comum); - Por compressão. e) Brochamento helicoidal - Normal. - Comandado. 38
39 AFIAÇÃO A longa vida útil das ferramentas de brochamento depende muito de um consciente programa de reafiação. A brocha requer afiação quando: - A operação de brochamento começa a requerer mais força da máquina. - Acabamento insatisfatório começa a ser evidente no produto. - A seção de corte da brocha apresenta sinais de desgaste. - Vibrações ou chiados surgem durante a operação de brochamento. Uma brocha afiada adequadamente: -Assegura um usinagem precisa e de qualidade. - Tem menos tendência a desvios. - Assegura uma forma ou perfil preciso. - Aumenta a vida útil da brocha (em vários anos). - Corta custos. 39
40 GEOMETRIA DOS DENTES Os detalhes geométricos podem ser melhor observados na figura. A distância entre um dente e outro é definido como P, ou seja, o passo dos dentes. A altura medida entre o fundo do dente e a ponta de corte é h. Têm-se os ângulos de saída (g) e folga (a). A diferença entre as alturas dos gumes cortante (a) é o avanço. 40
41 CAVACO Como no brochamento os cavacos só podem ser eliminados depois que o dente ultrapassar todo o comprimento do furo ou da superfície a ser usinada, cada dente tem que acomodar, numa bolsa de Cavacos, todos os cavacos gerados durante a passagem da brocha pela peça. O volume ocupado pelos cavacos depende da penetração, do comprimento a brochar e do tipo de cavaco produzido. Bolsa de Cavaco Forma dos cavacos gerados no brochamento: cavacos em pequenas lascas; (ocupam pouco espaço na bolsa de cavaco) cavaco cisalhado; cavaco contínuo; (ocupam de 4 a 10 vezes o volume real dos cavacos) 41
42 QUEBRA-CAVACOS São retificados nos gumes dos dentes de desbaste, sob forma de entalhes de cantos vivos ou arredondados e dispostos de forma desencontrada, de um dente para o outro (FIGURA). O material deixado por um entalhe é removido pelo dente seguinte. Os cavacos assim interrompidos são de mais fácil remoção e não entopem as bolsas das brochas. Os últimos 5 a 8 dentes de desbaste bem como os dentes de acabamento não devem ter entalhes quebra-cavacos para evitar a ocorrência de marcas na superfície usinada. Entalhes quebra-cavacos nos dentes de desbaste de brochas internas e de superfície. 42
43 PROBLEMAS OCORRIDOS Processo, correto, isento de rebarba na pista. Processo incorreto rebarba na pista. Torto Defeito Forma do fundo dente. INCORRETO CORRETO 43
44 CONCLUSÃO SOBRE BROCHAMENTO Conclui-se que o brochamento é um dos processos de usinagem que possui boas tolerâncias de usinagem e bom acabamento com capacidade de produzir formas variadas externas e internas, além da ferramenta ter vida longa, podendo atingir produção pode atingir 2000 a peças entre afiações. O maquinário é caro, porém a produção é econômica e o custo da ferramenta é alto porem o custo por peça é baixo, recomendando, assim, a aquisição de uma brochadeira para produção em série e grandes quantidades. A remoção do cavaco é bem rápida, pois vários dentes atuam ao mesmo tempo em sequência continua. A operação é realizada em uma só passada fazendo desbaste e acabamento, fazendo desse um processo de grande velocidade de produção. Para tudo, temos a certeza de que o brochamento é de grande importância para a realização e produção de peças e materiais projetados pelo homem, contribuindo assim para o desenvolvimento de produtos acabados e semi-acabados. 44
45 BIBLIOGRAFIA Livros/ Apostilas Livro: STEMMER, Caspar Erich. Ferramentas de Corte II. 2ª ed. Florianópolis. Ed. Da UFSC, Livro: CUNHA, Lauro Sales. Manual Prático do Mecânico. 8ª ed. São Paulo. Hemus, Livro: Tecnolocia da usinagem dos materiais Ed. Artliber Livro:Fundamentos da usinagem dos metais Ed. Edgard Blucher LTDA. Apostila Senai tecnologia mecanica 3 tremo SITES pasta.ebah.com.br/download/67proc-pdf
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Fresamento. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
CURSO TÉCNICO DE MECÂNICA INDUSTRIAL
 Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a
 Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Medição tridimensional
 A U A UL LA Medição tridimensional Um problema O controle de qualidade dimensional é tão antigo quanto a própria indústria, mas somente nas últimas décadas vem ocupando a importante posição que lhe cabe.
A U A UL LA Medição tridimensional Um problema O controle de qualidade dimensional é tão antigo quanto a própria indústria, mas somente nas últimas décadas vem ocupando a importante posição que lhe cabe.
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
Def e in i i n ç i ã ç o S o ã o f er e ram a en e t n as a s rot o at a iva v s a s pa p r a a a us u i s na n g a e g m e d e d
 Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Introdução às Máquinas CNC s. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
TBA 42/60. Tornos automáticos CNC de carros múltiplos
 TBA 42/60 Tornos automáticos CNC de carros múltiplos TBA 42/60 - nova geração com moderna tecnologia Os tornos automáticos CNC de carros múltiplos Ergomat TBA 42 e TBA 60 se tornaram mais versáteis e produtivos
TBA 42/60 Tornos automáticos CNC de carros múltiplos TBA 42/60 - nova geração com moderna tecnologia Os tornos automáticos CNC de carros múltiplos Ergomat TBA 42 e TBA 60 se tornaram mais versáteis e produtivos
Calandra de 4 Rolos modelo VRM
 Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
Calandra de 4 Rolos modelo VRM Sumário Construção de Máquinas é nossa Profissão com Criatividade e Paixão. Nós da HAEUSLER 3 Calandra de 4 Rolos 4 Particularidades da Calandra de 4 Rolos HAEUSLER Modelo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
TÉCNICO EM MECÂNICA NOME: Nº INSC.: PRRH. Pró-Reitoria de Recursos Humanos
 TÉNIO M MÂNI NOM: Nº INS.: PRRH Pró-Reitoria de Recursos Humanos Para a usinagem de uma engrenagem de 55 dentes, de módulo 2 mm, foi utilizada uma barra de seção circular de 5". onsiderando a necessidade
TÉNIO M MÂNI NOM: Nº INS.: PRRH Pró-Reitoria de Recursos Humanos Para a usinagem de uma engrenagem de 55 dentes, de módulo 2 mm, foi utilizada uma barra de seção circular de 5". onsiderando a necessidade
Cotagem de dimensões básicas
 Cotagem de dimensões básicas Introdução Observe as vistas ortográficas a seguir. Com toda certeza, você já sabe interpretar as formas da peça representada neste desenho. E, você já deve ser capaz de imaginar
Cotagem de dimensões básicas Introdução Observe as vistas ortográficas a seguir. Com toda certeza, você já sabe interpretar as formas da peça representada neste desenho. E, você já deve ser capaz de imaginar
Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
Com a introdução da automatização, os calibradores no entanto, vão perdendo a sua importância dentro do processo de fabricação.
 Capítulo 7 CALIBRADORES 7.1 INTRODUÇÃO Calibradores são padrões geométricos corporificados largamente empregadas na indústria metal-mecânica. Na fabricação de peças sujeitas a ajuste, as respectivas dimensões
Capítulo 7 CALIBRADORES 7.1 INTRODUÇÃO Calibradores são padrões geométricos corporificados largamente empregadas na indústria metal-mecânica. Na fabricação de peças sujeitas a ajuste, as respectivas dimensões
Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA
 Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se
Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se
IMETEX - SISTEMAS DE FIXAÇÃO - Anel de Fixação Série RFN 8006
 Para conexões eixo-cubo extremamente tensionadas a união por encolhimento é insuperável. Nenhum outro tipo de fixação pode oferecer qualidades semelhantes, no que diz respeito à resistência à fadiga sob
Para conexões eixo-cubo extremamente tensionadas a união por encolhimento é insuperável. Nenhum outro tipo de fixação pode oferecer qualidades semelhantes, no que diz respeito à resistência à fadiga sob
Prática de Oficina Processos de Fabricação
 Prática de Oficina Processos de Fabricação Filipi Damasceno Vianna Porto Alegre, 24 de junho de 2002. Sumário Introdução 3 1 Torno Mecânico Horizontal Comum 4 1.1 Campo de Aplicação..............................
Prática de Oficina Processos de Fabricação Filipi Damasceno Vianna Porto Alegre, 24 de junho de 2002. Sumário Introdução 3 1 Torno Mecânico Horizontal Comum 4 1.1 Campo de Aplicação..............................
Selecione o tipo de rolamento e configuração. Limitações dimensionais
 Seleção do 2. Seleção do Os s e de estão disponíveis numa variedade de tipos, formas e dimensões. Quando se faz a correta seleção do para a sua aplicação, é importante considerar diversos fatores, e analisar
Seleção do 2. Seleção do Os s e de estão disponíveis numa variedade de tipos, formas e dimensões. Quando se faz a correta seleção do para a sua aplicação, é importante considerar diversos fatores, e analisar
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE
 AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
LIMAGEM. Introdução Noções de limagem Tipos de Lima
 LIMAGEM Introdução Noções de limagem Tipos de Lima Temas a abordar Limagem manual; Classificação de limas; Métodos e regras de trabalho; Materiais industriais; Outros tipos de limagem; Exercícios simples
LIMAGEM Introdução Noções de limagem Tipos de Lima Temas a abordar Limagem manual; Classificação de limas; Métodos e regras de trabalho; Materiais industriais; Outros tipos de limagem; Exercícios simples
68 Usinagem por. eletroerosão. Suponha que um amigo seu, que vai patrocinar
 A U A UL LA Usinagem por eletroerosão Suponha que um amigo seu, que vai patrocinar uma importante competição esportiva, esteja encarregado de providenciar um grande número de medalhas. O problema é que
A U A UL LA Usinagem por eletroerosão Suponha que um amigo seu, que vai patrocinar uma importante competição esportiva, esteja encarregado de providenciar um grande número de medalhas. O problema é que
Automatismos Industriais
 Automatismos Industriais Introdução à Pneumática Nos actuais sistemas de automação a pneumática é um elemento muito importante pois está presente num vasto numero de aplicações, seja como sistema totalmente
Automatismos Industriais Introdução à Pneumática Nos actuais sistemas de automação a pneumática é um elemento muito importante pois está presente num vasto numero de aplicações, seja como sistema totalmente
UMC Cotas em desenho técnico (Módulo 2) Componentes gráficos de uma cota: Linha de cota Linha de chamada Setas de cota
 Componentes gráficos de uma cota: Linha de cota Linha de chamada Setas de cota") 1 UMC Engenharia Mecânica Expressão Gráfica 2 Prof.: Jorge Luis Bazan. Desenho Básico Cotas em desenho técnico (Módulo 2) Em desenho técnico damos o nome de cota ao conjunto de elementos gráficos introduzidos
1 UMC Engenharia Mecânica Expressão Gráfica 2 Prof.: Jorge Luis Bazan. Desenho Básico Cotas em desenho técnico (Módulo 2) Em desenho técnico damos o nome de cota ao conjunto de elementos gráficos introduzidos
COTIP Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
") 1 MOENDAS 1. Moendas Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no sentido horário e apenas 01 no sentido antihorário. Sua função é forçar
1 MOENDAS 1. Moendas Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no sentido horário e apenas 01 no sentido antihorário. Sua função é forçar
PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS
 INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
Rosqueadeiras. Manual de Instruções
 Manual de Instruções 2 NOMAQ Roscar/Cortar/Escarear Modelos para tubos de ½ a 6 Modelo NQ-R2 NQ-R2A NQ-R4 NQ-R6 Roscas Tubos 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2, 2.1/2, 4 2.1/2, 4, 5, 6 Roscas
Manual de Instruções 2 NOMAQ Roscar/Cortar/Escarear Modelos para tubos de ½ a 6 Modelo NQ-R2 NQ-R2A NQ-R4 NQ-R6 Roscas Tubos 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2, 2.1/2, 4 2.1/2, 4, 5, 6 Roscas
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
USINAGEM. Prof. Fernando Penteado.
 USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
Metrologia. Capítulo 7 Testes de. José Stockler C. Filho Flávio de Marco Filho
 Metrologia Capítulo 7 Testes de Clique para editar o estilomáquinas do subtítulo mestreoperatrizes José Stockler C. Filho Flávio de Marco Filho Quais desvios podem impedir a motagem ou o funcionamento?
Metrologia Capítulo 7 Testes de Clique para editar o estilomáquinas do subtítulo mestreoperatrizes José Stockler C. Filho Flávio de Marco Filho Quais desvios podem impedir a motagem ou o funcionamento?
INSTRUMENTOS USADOS Lápis e lapiseiras Os lápis médios são os recomendados para uso em desenho técnico, a seleção depende sobretudo de cada usuário.
 INSTRUMENTOS USADOS Lápis e lapiseiras Os lápis médios são os recomendados para uso em desenho técnico, a seleção depende sobretudo de cada usuário. INSTRUMENTOS USADOS Esquadros São usados em pares: um
INSTRUMENTOS USADOS Lápis e lapiseiras Os lápis médios são os recomendados para uso em desenho técnico, a seleção depende sobretudo de cada usuário. INSTRUMENTOS USADOS Esquadros São usados em pares: um
Universidade Paulista Unip
 Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
Elementos de Produção de Ar Comprimido Compressores Definição Universidade Paulista Unip Compressores são máquinas destinadas a elevar a pressão de um certo volume de ar, admitido nas condições atmosféricas,
CATÁLOGO TÉCNICO 2013-2
 CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
GCaet OnLine Divisão de Conteúdos
 GCaet OnLine Divisão de Conteúdos Minimização de Custos com Ferramentas de Usinagem Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação
GCaet OnLine Divisão de Conteúdos Minimização de Custos com Ferramentas de Usinagem Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação
Cotagem de elementos
 Cotagem de elementos Introdução Na aula anterior você estudou algumas regras para cotagem e aprendeu como indicar as cotas básicas da peça. Mas, só com essas cotas, não é possível produzir peças que tenham
Cotagem de elementos Introdução Na aula anterior você estudou algumas regras para cotagem e aprendeu como indicar as cotas básicas da peça. Mas, só com essas cotas, não é possível produzir peças que tenham
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
(11) Número de Publicação: PT 104707 A. (51) Classificação Internacional: B66C 13/08 (2006.01) B66F 9/04 (2006.01)
 Número de Publicação: PT 104707 A. (51) Classificação Internacional: B66C 13/08 (2006.01) B66F 9/04 (2006.01)") (11) Número de Publicação: PT 104707 A (51) Classificação Internacional: B66C 13/08 (2006.01) B66F 9/04 (2006.01) (12) FASCÍCULO DE PATENTE DE INVENÇÃO (22) Data de pedido: 2009.08.04 (30) Prioridade(s):
(11) Número de Publicação: PT 104707 A (51) Classificação Internacional: B66C 13/08 (2006.01) B66F 9/04 (2006.01) (12) FASCÍCULO DE PATENTE DE INVENÇÃO (22) Data de pedido: 2009.08.04 (30) Prioridade(s):
Variadores e redutores de velocidade e manutenção de engrenagens
 Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
Fresas Ferramentas de fresar
 Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Rugosidade. O supervisor de uma empresa verificou que. Um problema. Rugosidade das superfícies
 A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
GSR-R. Tipo separado de guia linear (radial) modelo GSR-R
 modelo GSR-R") Tipo separado de guia linear (radial) modelo Trilho com cremalheira Recirculador Raspador Bloco Diagrama de Seleção A Posições de montagem Opcionais Codificação Precauções de uso Acessórios para lubrificação
Tipo separado de guia linear (radial) modelo Trilho com cremalheira Recirculador Raspador Bloco Diagrama de Seleção A Posições de montagem Opcionais Codificação Precauções de uso Acessórios para lubrificação
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO
 USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
EXAUSTOR MUNTERS MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P
 MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P 0 SUMÁRIO INTRODUÇÃO... 2 IMPORTANTE... 3 SEGURANÇA... 3 CUIDADOS AO RECEBER O EQUIPAMENTO... 4 1) Instalação dos exaustores... 5 2) Instalação
MANUAL DE INSTALAÇÃO EXAUSTOR MUNTERS REV.00-11/2012-MI0047P 0 SUMÁRIO INTRODUÇÃO... 2 IMPORTANTE... 3 SEGURANÇA... 3 CUIDADOS AO RECEBER O EQUIPAMENTO... 4 1) Instalação dos exaustores... 5 2) Instalação
Usinagem com Altíssima Velocidade de Corte
 Capítulo 2 Revisão da Literatura Usinagem com Altíssima Velocidade de Corte 2.1. Aspecto Histórico A primeira sugestão de um trabalho com HSM foi feita por Salomon, em 1931, que propôs que existiria uma
Capítulo 2 Revisão da Literatura Usinagem com Altíssima Velocidade de Corte 2.1. Aspecto Histórico A primeira sugestão de um trabalho com HSM foi feita por Salomon, em 1931, que propôs que existiria uma
Usinagem. Processos de Fabricação. Filipi Vianna. Porto Alegre, 2013. Pontifícia Universidade Católica do Rio Grande do Sul Faculdade de Engenharia
 Usinagem Processos de Fabricação Filipi Vianna Pontifícia Universidade Católica do Rio Grande do Sul Faculdade de Engenharia Porto Alegre, 2013 Processos de Fabricação Dentre os processos tradicionais
Usinagem Processos de Fabricação Filipi Vianna Pontifícia Universidade Católica do Rio Grande do Sul Faculdade de Engenharia Porto Alegre, 2013 Processos de Fabricação Dentre os processos tradicionais
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Introdução. Bem vindo, ao mundo dos automatizadores para portas de enrolar!!!
 D I S T R I B U I D O R Introdução Bem vindo, ao mundo dos automatizadores para portas de enrolar!!! A NEW AUTOMATIZADORES atua no mercado nacional há 1 ano, distribuindo para todo Brasil e America Latina.
D I S T R I B U I D O R Introdução Bem vindo, ao mundo dos automatizadores para portas de enrolar!!! A NEW AUTOMATIZADORES atua no mercado nacional há 1 ano, distribuindo para todo Brasil e America Latina.
1 - AUTOMATIZADOR: Utilizado exclusivamente em portas de enrolar de aço. Existem diversas capacidades e tamanhos. Verifique sempre o peso e o tamanho
 1 ME-01 REV00 13 3 1 2 14 9 10 12 4 5 6 7 11 8 1 - AUTOMATIZADOR: Utilizado exclusivamente em portas de enrolar de aço. Existem diversas capacidades e tamanhos. Verifique sempre o peso e o tamanho da porta
1 ME-01 REV00 13 3 1 2 14 9 10 12 4 5 6 7 11 8 1 - AUTOMATIZADOR: Utilizado exclusivamente em portas de enrolar de aço. Existem diversas capacidades e tamanhos. Verifique sempre o peso e o tamanho da porta
Elementos de máquina. Curso de Tecnologia em Mecatrônica 6º fase. Diego Rafael Alba
 E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
BRITADORES DE CONE 1. DESCRIÇÃO:
 SISTEMA MECÂNICO DE ALÍVIO SISTEMA HIDRÁULICO DE ALÍVIO 1. DESCRIÇÃO: Os britadores de cone Piacentini, são equipamentos robustos que proporcionam alta produtividade, baixo custo operacional e longa vida
SISTEMA MECÂNICO DE ALÍVIO SISTEMA HIDRÁULICO DE ALÍVIO 1. DESCRIÇÃO: Os britadores de cone Piacentini, são equipamentos robustos que proporcionam alta produtividade, baixo custo operacional e longa vida
MANUAL DE INSTALAÇÃO OPERAÇÃO E MANUTENÇÃO
 AGA-TEC Indústria, Comércio e Manutenção Ltda. R: Danilo Valbuza, 703 - Laranjeiras 07700-000 Caieiras / SP - Brasil Tels /Fax: (11) 4441 8353 / 8309 / 8247 / 8502 E-mail: agatecvendas@terra.com.br MANUAL
AGA-TEC Indústria, Comércio e Manutenção Ltda. R: Danilo Valbuza, 703 - Laranjeiras 07700-000 Caieiras / SP - Brasil Tels /Fax: (11) 4441 8353 / 8309 / 8247 / 8502 E-mail: agatecvendas@terra.com.br MANUAL
CARACTERÍSTICAS TÉCNICAS
 CARACTERÍSTICAS TÉCNICAS O acoplamento ACRIFLEX AD, consiste em dois flanges simétricos inteiramente usinados, pinos de aço com superfícies retificadas e buchas amortecedoras de borracha nitrílica à prova
CARACTERÍSTICAS TÉCNICAS O acoplamento ACRIFLEX AD, consiste em dois flanges simétricos inteiramente usinados, pinos de aço com superfícies retificadas e buchas amortecedoras de borracha nitrílica à prova
Série 521 Para relógios comparadores, sensores tipo apalpadores e relógios apalpadores com graduação de 0,001 mm. Especificações
 Calibradores de Relógios Comparadores Para calibração de relógios comparadores digitais e analógicos, relógios apalpadores, sensor tipo apalpador com capacidade máxima de 5 mm. Graduação: 0,0002 mm Série
Calibradores de Relógios Comparadores Para calibração de relógios comparadores digitais e analógicos, relógios apalpadores, sensor tipo apalpador com capacidade máxima de 5 mm. Graduação: 0,0002 mm Série
Apresentação. 1. Introdução. 2. Situação Problema
 EASY GLASS Easy Glass Resumo O Easy Glass é um projeto desenvolvido para implantar a manutenção dos pára-brisas dos veículos ferroviários, cujo objetivo consiste na implantação de um guindaste de coluna
EASY GLASS Easy Glass Resumo O Easy Glass é um projeto desenvolvido para implantar a manutenção dos pára-brisas dos veículos ferroviários, cujo objetivo consiste na implantação de um guindaste de coluna
1 - Considerações gerais 03 A - Introdução 03 A1 - Direitos 03 A2 - Garantia 04 A3 - Uso apropriado 04. 2 - Início de trabalho 05 A - Testes 05
 Sumário 1 - Considerações gerais 03 A - Introdução 03 A1 - Direitos 03 A2 - Garantia 04 A3 - Uso apropriado 04 2 - Início de trabalho 05 A - Testes 05 3 - Características do produto 06 4 - Funcionamento
Sumário 1 - Considerações gerais 03 A - Introdução 03 A1 - Direitos 03 A2 - Garantia 04 A3 - Uso apropriado 04 2 - Início de trabalho 05 A - Testes 05 3 - Características do produto 06 4 - Funcionamento
Projeto: Torquímetro Didático
 Universidade Estadual de Campinas Instituto de Física Gleb Wataghin 1º semestre de 2010 Projeto: Torquímetro Didático Disciplina: F-609 Instrumentação para Ensino Aluno: Diego Leonardo Silva Scoca diegoscocaxhotmail.com
Universidade Estadual de Campinas Instituto de Física Gleb Wataghin 1º semestre de 2010 Projeto: Torquímetro Didático Disciplina: F-609 Instrumentação para Ensino Aluno: Diego Leonardo Silva Scoca diegoscocaxhotmail.com
Fresando engrenagens cilíndricas com dentes retos
 Fresando engrenagens cilíndricas com dentes retos A UU L AL A Na aula passada você viu como furar na fresadora, utilizando a mesa divisora. Nesta aula você vai aprender a fresar engrenagens, utilizando
Fresando engrenagens cilíndricas com dentes retos A UU L AL A Na aula passada você viu como furar na fresadora, utilizando a mesa divisora. Nesta aula você vai aprender a fresar engrenagens, utilizando
2 Sistema de Lajes com Forma de Aço Incorporado
 2 Sistema de Lajes com Forma de Aço Incorporado 2.1. Generalidades As vantagens de utilização de sistemas construtivos em aço são associadas à: redução do tempo de construção, racionalização no uso de
2 Sistema de Lajes com Forma de Aço Incorporado 2.1. Generalidades As vantagens de utilização de sistemas construtivos em aço são associadas à: redução do tempo de construção, racionalização no uso de
"SISTEMAS DE COTAGEM"
 AULA 6T "SISTEMAS DE COTAGEM" Embora não existam regras fixas de cotagem, a escolha da maneira de dispor as cotas no desenho técnico depende de alguns critérios. A cotagem do desenho técnico deve tornar
AULA 6T "SISTEMAS DE COTAGEM" Embora não existam regras fixas de cotagem, a escolha da maneira de dispor as cotas no desenho técnico depende de alguns critérios. A cotagem do desenho técnico deve tornar
A afiação das ferramentas é feita somente nas superfícies que determinam os ângulos de ataque, de cunha e saída.
 O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
Realizando cálculos para o aparelho divisor (I)
") Realizando cálculos para o aparelho divisor (I) A UU L AL A Você já estudou como fazer os cálculos para encontrar as principais medidas para a confecção de uma engrenagem cilíndrica de dentes retos. Vamos
Realizando cálculos para o aparelho divisor (I) A UU L AL A Você já estudou como fazer os cálculos para encontrar as principais medidas para a confecção de uma engrenagem cilíndrica de dentes retos. Vamos
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Considerações sobre redimensionamento de motores elétricos de indução
 Considerações sobre redimensionamento de motores elétricos de indução Artigo publicado na revista Lumiere Electric edição nº 166 Aplicações de investimentos dentro das empresas sempre são questionadas
Considerações sobre redimensionamento de motores elétricos de indução Artigo publicado na revista Lumiere Electric edição nº 166 Aplicações de investimentos dentro das empresas sempre são questionadas
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
 MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Hidráulica móbil aplicada a máquina agrícolas 1. 1. Bombas e Motores
 Hidráulica móbil aplicada a máquina agrícolas 1 BOMBAS: 1. Bombas e Motores As bombas hidráulicas são o coração do sistema, sua principal função é converter energia mecânica em hidráulica. São alimentadas
Hidráulica móbil aplicada a máquina agrícolas 1 BOMBAS: 1. Bombas e Motores As bombas hidráulicas são o coração do sistema, sua principal função é converter energia mecânica em hidráulica. São alimentadas
20. CHASSI INFORMAÇÕES DE SERVIÇO DIAGNÓSTICO DE DEFEITOS 20-1 DESCRIÇÃO 20-2 INSPEÇÃO 20-4 INFORMAÇÕES DE SERVIÇO 20-1 DIAGNÓSTICO DE DEFEITOS 20-1
 20. CHASSI INFORMAÇÕES DE SERVIÇO 20-1 DIAGNÓSTICO DE DEFEITOS 20-1 DESCRIÇÃO 20-2 INSPEÇÃO 20-4 INFORMAÇÕES DE SERVIÇO Embora seja possível reparar trincas no chassi por meio de soldagem ou alinhar chassis
20. CHASSI INFORMAÇÕES DE SERVIÇO 20-1 DIAGNÓSTICO DE DEFEITOS 20-1 DESCRIÇÃO 20-2 INSPEÇÃO 20-4 INFORMAÇÕES DE SERVIÇO Embora seja possível reparar trincas no chassi por meio de soldagem ou alinhar chassis
Caminhões basculantes. Design PGRT
 Informações gerais sobre caminhões basculantes Informações gerais sobre caminhões basculantes Os caminhões basculantes são considerados como uma carroceria sujeita à torção. Os caminhões basculantes são
Informações gerais sobre caminhões basculantes Informações gerais sobre caminhões basculantes Os caminhões basculantes são considerados como uma carroceria sujeita à torção. Os caminhões basculantes são
Manual de Usuário. (Y-200, Y-300, Y-400, Y-500, Y-550, Y- 600, Y-700, Y-850, Y-1200, Y-1500 e Y- 2000)
") AUTOMATIZADORES PARA PORTAS DE ENROLAR IMPORTAÇÃO E SUPORTE TÉCNICO NA INSTALAÇÃO Manual de Usuário (Y-200, Y-300, Y-400, Y-500, Y-550, Y- 600, Y-700, Y-850, Y-1200, Y-1500 e Y- 2000) SAC: 55 + 11 3088
AUTOMATIZADORES PARA PORTAS DE ENROLAR IMPORTAÇÃO E SUPORTE TÉCNICO NA INSTALAÇÃO Manual de Usuário (Y-200, Y-300, Y-400, Y-500, Y-550, Y- 600, Y-700, Y-850, Y-1200, Y-1500 e Y- 2000) SAC: 55 + 11 3088
Aula 17 Projetos de Melhorias
 Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Projetos de Melhorias de Equipamentos e Instalações: A competitividade crescente dos últimos anos do desenvolvimento industrial foi marcada pela grande evolução dos processos produtivos das indústrias.
Máquinas com arranque de cavaco (Máquinas Ferramentas)
") 1 Máquinas com arranque de cavaco (Máquinas Ferramentas) Conformação das peças A maioria das peças fabricada é obtida mediante duas categorias operação: Sem arranque de cavacos Com arranque de cavacos
1 Máquinas com arranque de cavaco (Máquinas Ferramentas) Conformação das peças A maioria das peças fabricada é obtida mediante duas categorias operação: Sem arranque de cavacos Com arranque de cavacos
Estruturas Metálicas. Módulo II. Coberturas
 Estruturas Metálicas Módulo II Coberturas 1 COBERTURAS Uma das grandes aplicações das estruturas metálicas se dá no campo das coberturas de grande vão, especialmente as de caráter industrial. Também devido
Estruturas Metálicas Módulo II Coberturas 1 COBERTURAS Uma das grandes aplicações das estruturas metálicas se dá no campo das coberturas de grande vão, especialmente as de caráter industrial. Também devido
Nesta aula, você vai estudar exatamente isso. E para acabar com o suspense, vamos a ela.
 Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Roteiro para Instrumentação da Técnica de Parafuso de Compressão
 Roteiro para Instrumentação da Técnica de Parafuso de Compressão Roteiro para Instrumentação da Técnica de Parafuso de Compressão O tipo de compressão gerada por um parafuso é designado compressão interfragmentária
Roteiro para Instrumentação da Técnica de Parafuso de Compressão Roteiro para Instrumentação da Técnica de Parafuso de Compressão O tipo de compressão gerada por um parafuso é designado compressão interfragmentária
Top Guia In.Fra: Perguntas para fazer ao seu fornecedor de CFTV
 Top Guia In.Fra: Perguntas para fazer ao seu fornecedor de CFTV 1ª Edição (v1.4) 1 Um projeto de segurança bem feito Até pouco tempo atrás o mercado de CFTV era dividido entre fabricantes de alto custo
Top Guia In.Fra: Perguntas para fazer ao seu fornecedor de CFTV 1ª Edição (v1.4) 1 Um projeto de segurança bem feito Até pouco tempo atrás o mercado de CFTV era dividido entre fabricantes de alto custo
Prof. Daniel Hasse. Robótica Industrial
 Prof. Daniel Hasse Robótica Industrial Aula 02 - Robôs e seus Periféricos Tipos de Sistemas de Controle Volume de Trabalho Dinâmica e Precisão dos Movimentos Sistemas de Acionamentos Garras Tipos de Sistemas
Prof. Daniel Hasse Robótica Industrial Aula 02 - Robôs e seus Periféricos Tipos de Sistemas de Controle Volume de Trabalho Dinâmica e Precisão dos Movimentos Sistemas de Acionamentos Garras Tipos de Sistemas
Alta confiabilidade em cortes e canais mais profundos
 Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
Tipos de Poços. escavação..
 O que é um poço Tubular Chamamos de poço toda perfuração através da qual obtemos água de um aqüífero e há muitas formas de classificá-los. Usaremos aqui uma classificação baseada em sua profundidade e
O que é um poço Tubular Chamamos de poço toda perfuração através da qual obtemos água de um aqüífero e há muitas formas de classificá-los. Usaremos aqui uma classificação baseada em sua profundidade e
COMPRESSORES. Ruy Alexandre Generoso
 COMPRESSORES Ruy Alexandre Generoso É o componente básico de qualquer sistema pneumático. O ar é comprimido em um sistema pneumático, de forma que possa ser usado para puxar, empurrar, realizar trabalho
COMPRESSORES Ruy Alexandre Generoso É o componente básico de qualquer sistema pneumático. O ar é comprimido em um sistema pneumático, de forma que possa ser usado para puxar, empurrar, realizar trabalho
Conheça nossa empresa
 Conheça nossa empresa Empresa Damaeq Integridade, Vontade de Superar-se, Satisfação do Cliente. MODELO PANDA 2015 Novo coletor compactador modelo PANDA 2015, com capacidade para 15m³ ou 19m³ de lixo compactado.
Conheça nossa empresa Empresa Damaeq Integridade, Vontade de Superar-se, Satisfação do Cliente. MODELO PANDA 2015 Novo coletor compactador modelo PANDA 2015, com capacidade para 15m³ ou 19m³ de lixo compactado.
AS CARACTERÍSTICAS PRINCIPAIS DO MOTOR INCLUEM...
 Motores H-Compact COMPACTO, REFRIGERAÇÃO EFICIENTE A importância crescente da economia de energia, dos requerimentos ambientais, da procura por dimensões menores e das imposições dos mercados nacionais
Motores H-Compact COMPACTO, REFRIGERAÇÃO EFICIENTE A importância crescente da economia de energia, dos requerimentos ambientais, da procura por dimensões menores e das imposições dos mercados nacionais
Manipulador de carga.
 Manipulador de carga. Um sistema ergonômico para auxiliar a carga e descarga de Recipientes de 13kg. Categoria: Saúde Ocupacional Flávio Pastorello Ultragaz Mauro Matsuda Ultragaz Wellington Melo Ultragaz
Manipulador de carga. Um sistema ergonômico para auxiliar a carga e descarga de Recipientes de 13kg. Categoria: Saúde Ocupacional Flávio Pastorello Ultragaz Mauro Matsuda Ultragaz Wellington Melo Ultragaz
PROF. FLAUDILENIO EDUARDO LIMA UNIDADE 3. Projeções Ortogonais
 UNIDADE 3 Projeções Ortogonais PROF. FLAUDILENIO E. LIMA Entendendo desenho técnico t mecânico Como introdução ao desenho técnico, na grande maioria dos cursos é feita o desenho mecânico. Abaixo temos
UNIDADE 3 Projeções Ortogonais PROF. FLAUDILENIO E. LIMA Entendendo desenho técnico t mecânico Como introdução ao desenho técnico, na grande maioria dos cursos é feita o desenho mecânico. Abaixo temos
Parafusos III. Até agora você estudou classificação geral. Parafuso de cabeça sextavada
 A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
Retificação. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
ALISADOR DE CONCRETO MANUAL DO USUÁRIO NAC2. Por favor, leia este Manual com atenção pára uso do equipamento.
 ALISADOR DE CONCRETO MANUAL DO USUÁRIO NAC2 Por favor, leia este Manual com atenção pára uso do equipamento. Aviso Importante Certifique-se de verificar o nível de óleo como é descrito a seguir: 1. Nível
ALISADOR DE CONCRETO MANUAL DO USUÁRIO NAC2 Por favor, leia este Manual com atenção pára uso do equipamento. Aviso Importante Certifique-se de verificar o nível de óleo como é descrito a seguir: 1. Nível
MACACO DE TEN- SAR MONOFILAR AUTOMÁTICO
 B E T Ã O P R É - E S F O R Ç A D O T E C N O L O G I A MACACO DE TEN- SAR MONOFILAR AUTOMÁTICO Versão de quatro mangueiras hidráulicas pt PAUL-Info B 131.14/21 L I D E R A N Ç A M U N D I A L Mais de
B E T Ã O P R É - E S F O R Ç A D O T E C N O L O G I A MACACO DE TEN- SAR MONOFILAR AUTOMÁTICO Versão de quatro mangueiras hidráulicas pt PAUL-Info B 131.14/21 L I D E R A N Ç A M U N D I A L Mais de
Série 521 Para relógios comparadores, sensores tipo apalpadores e relógios apalpadores com graduação de 0,001 mm. Especificações
 Calibradores de Relógios Comparadores Para calibração de relógios comparadores digitais e analógicos, relógios apalpadores, sensor tipo apalpador com capacidade máxima de 5 mm. Graduação: 0,0002 mm Série
Calibradores de Relógios Comparadores Para calibração de relógios comparadores digitais e analógicos, relógios apalpadores, sensor tipo apalpador com capacidade máxima de 5 mm. Graduação: 0,0002 mm Série