Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA
|
|
|
- Ester Sanches Bernardes
- 8 Há anos
- Visualizações:
Transcrição
1 Escola Técnica SENAI Caruaru Técnico em Eletromecânica TORNEARIA Profº Carlos Eduardo ALUNO(A): TURMA: Caruaru 2011
: TURMA:")
2 Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as ferramentas ao serem colocadas em trabalho apresentam um rendimento muito ruim e geram problemas como: aquecimento excessivo, aumento do esforço de corte, o acabamento da peça fica ruim e ocorre o aumento do tempo de confecção. O que é afiação? Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso. A afiação das ferramentas é feita somente nas superfícies que determinam os ângulos de incidência, de cunha e saída. Os símbolos indicadores de cada um desses ângulos são os seguintes: a - ângulo de folga; b - ângulo de cunha; g - ângulo de saída. Classificação das ferramentas de corte As ferramentas de corte são classificadas em: monocortantes e policortantes. As ferramentas monocortantes têm uma aresta de corte como as ferramentas do torno e da plaina. As ferramentas policortantes têm várias arestas de corte. São as fresas, as brocas, os escareadores e as serras. No caso de afiação de ferramentas por meio de rebolos, é preciso especificar o rebolo adequado ao tipo de material de que foi feita a ferramenta. Geralmente, esses materiais são o aço-carbono, o aço rápido, o metal duro e o sinterizado especial. Especificação do rebolo (quanto ao material da ferramenta a afiar) Para o aço-carbono e o aço rápido, podemos utilizar o rebolo de óxido de alumínio, para fazer a afiação. Para o metal duro, devemos utilizar o rebolo de carboneto de silício. É aconselhável o uso de rebolos de diamante para fazer a afiação, a qual pode ser manual ou por meio de máquinas afiadoras. A afiação das ferramentas monocortantes (torno, plaina) pode ser feita manualmente ou em máquinas. Quando manual, o resultado depende da habilidade do operador. As afiadoras dispõem de suportes orientáveis de ângulos, de modo a posicionar a face da aresta a retificar segundo uma inclinação justa em relação à superfície do rebolo. Deve-se movimentar a ferramenta sobre a superfície do rebolo para não desgastar o rebolo de forma irregular e reduzir, também, a possibilidade de aquecimento da aresta de corte da ferramenta. Materiais das ferramentas Aço-carbono: Usado em ferramentas pequenas para trabalhos em baixas velocidades de corte e baixas temperaturas (até 200ºC), porque a temperabilidade é baixa.
 e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.")
3 Aços-ligas médios: São usados na fabricação de brocas, machos, tarraxas e alargadores e não têm desempenho satisfatório para torneamento ou fresagem de alta velocidade de corte porque sua resistência a quente (até 400ºC) é semelhante à do aço-carbono. Eles são diferentes dos açoscarbonos porque contêm cromo e molibdênio, que melhoram a temperabilidade. Apresentam também teores de tungstênio, o que melhora a resistência ao desgaste. Aços rápidos: Apesar do nome, as ferramentas fabricadas com esse material são indicadas para operações de baixa e média velocidade de corte. Esses aços apresentam dureza a quente (até 600ºC) e resistência ao desgaste. Para isso recebem elementos de liga como o tungstênio, o molibdênio, o cobalto e o vanádio. Ligas não-ferrosas: Têm elevado teor de cobalto, são quebradiças e não são tão duras quanto os aços especiais para ferramentas quando em temperatura ambiente. Porém, mantêm a dureza em temperaturas elevadas e são usadas quando se necessita de grande resistência ao desgaste. Um exemplo desse material é a estelite, que opera muito bem até 900ºC e apresenta bom rendimento na usinagem de ferro fundido. Metal duro (ou carboneto sinterizado): compreende uma família de diversas composições de carbonetos metálicos (de tungstênio, de titânio, de tântalo, ou uma combinação dos três) aglomerados com cobalto e produzidos por processo de sinterização. Esse material é muito duro e, portanto, quebradiço. Por isso, a ferramenta precisa estar bem presa, devendo-se evitar choques e vibrações durante seu manuseio. O metal duro está presente na ferramenta em forma de pastilhas que são soldadas ou grampeadas ao corpo da ferramenta que, por sua vez, é feito de metal de baixa liga. Essas ferramentas são empregadas para velocidades de corte elevadas e usadas para usinar ferro fundido, ligas abrasivas não-ferrosas e materiais de elevada dureza como o aço temperado. Opera bem em temperaturas até 1300ºC. Cerâmicas As ferramentas de cerâmica são constituídas de pastilhas sinterizadas com aproximadamente 98% a 100% de óxido de alumínio. Possuem dureza maior que a de metal duro e possuem uma velocidade de corte de 5 a 10 vezes maior. Seu gume de corte pode resistir ao desgaste em uma temperatura de até C, o que favorece a aplicação na usinagem de materiais como ferro fundido, ligas de aço, etc.

4 Geometria de Corte da Ferramenta No que se refere à geometria de corte da ferramenta, a definição depende de onde se encontra a aresta de corte principal: se está à esquerda ou à direita, conforme figura abaixo. Ângulos da ferramenta de corte O fenômeno de corte é realizado pelo ataque da cunha da ferramenta; o rendimento desse ataque depende dos valores dos ângulos da cunha, pois é esta que rompe as forças de coesão do material da peça. Os ângulos e superfícies na geometria de corte das ferramentas são elementos fundamentais para o rendimento e a durabilidade delas. A denominação das superfícies da ferramenta, dos ângulos e das arestas é normalizada pela norma brasileira NBR 6163/90. Os ângulos da ferramenta de corte são classificados em: de folga (alfa), de cunha (beta), de saída (gama), de ponta (epsilon), de posição (chi) e de inclinação de aresta cortante (lambda). Ângulo de folga É o ângulo formado entre a superfície de folga e o plano de corte medido no plano de medida da cunha cortante; influencia na diminuição do atrito entre a peça e a superfície principal de folga. Para tornear materiais duros, o ângulo a deve ser pequeno; para materiais moles, a deve ser maior. Geralmente, nas ferramentas de aço rápido a está entre 6 e 12º e em ferramentas de metal duro, a está entre 2 e 8º.

5 Ângulo de cunha Formado pelas superfícies de folga e de saída; é medido no plano de medida da cunha cortante. Para tornear materiais moles, = 40 a 50º ; materiais tenazes, como aço, = 55 a 75º ; materiais duros e frágeis, como ferro fundido e bronze, = 75 a 85º. Ângulo de saída Formado pela superfície de saída da ferramenta e pelo plano de referência medido no plano de medida; é determinado em função do material, uma vez que tem influência sobre a formação do cavaco e sobre a força de corte. Para tornear materiais moles, = 15 a 40º ; materiais tenazes, = 14º ; materiais duros, = 0 a 8º. Geralmente, nas ferramentas de aço rápido, está entre 8 e 18º ; nas ferramentas de metal duro, entre -2 e 8º. Ângulo negativo - é usado nos trabalhos de desbaste e em cortes interrompidos de peças quadradas, com rasgos ou com ressaltos, em materiais duros, quando a ponta da ferramenta for a parte mais baixa em relação à aresta de corte. Nesta situação, o cavaco se apresenta sob forma helicoidal a contínua. Ângulo positivo - diz-se que é positivo quando a ponta da ferramenta em relação à aresta de corte for a parte mais alta; é usado na usinagem de materiais macios, de baixa dureza. Nesta situação, o cavaco se apresenta sob forma helicoidal contínua. Ângulo neutro - diz-se que é neutro quando a ponta da ferramenta está na mesma altura da aresta de corte; é usado na usinagem de materiais duros e exige menor potência do que l positivo ou negativo. O cavaco se apresenta espiralado e contínuo, situação em que um grande volume pode ocasionar acidentes.


6 PARAMETROS DE CORTE Velocidade de corte é o espaço que a ferramenta percorre, cortando um material dentro de um determinado tempo. Uma série de fatores influenciam a velocidade de corte: tipo de material da ferramenta; tipo de material a ser usinado; tipo de operação que será realizada; condições de refrigeração; condições da máquina etc. Embora exista uma fórmula que expressa a velocidade de corte, ela é fornecida por tabelas que compatibilizam o tipo de operação com o tipo de material da ferramenta e o tipo de material a ser usinado. Recordar é aprender Para calcular o número de rpm e gpm de uma máquina, emprega-se as Fórmulas a seguir: A escolha de velocidade de corte correta é importantíssima tanto para a obtenção de bons resultados de usinagem quanto para a manutenção da vida útil da ferramenta e para o grau de acabamento. Tabela de velocidade de corte(vc) para torno (em metros por minuto) Visando facilitar o trabalho, costuma-se utilizar tabelas relacionando velocidade de corte e diâmetro de material, para a determinação da rotação ideal.

 Cite ao menos três problemas que ocorrem na usinagem por causa da velocidade de corte inadequada.")
7 Exercício: a) O que é velocidade de corte? b) Cite ao menos três fatores dos quais a velocidade de corte sofre influência. c) Cite ao menos três problemas que ocorrem na usinagem por causa da velocidade de corte inadequada. Torno Mecânico Torno mecânico é uma máquina-ferramenta utilizada para executar operações de usinagem cilíndrica externa ou interna e outras operações que normalmente são feitas por furadeiras, fresadoras e retificadoras, com adaptações relativamente simples. A principal característica do torno é o movimento rotativo contínuo realizado pelo eixo-árvore, conjugado com o movimento de avanço da ferramenta de corte. As outras características importantes são o diâmetro do furo do eixo principal, a distância entre pontas e a altura da ponta, que compreende a distância ao fundo da cava, ao barramento e ao carro principal.


8 As partes principais do torno universal são: placa, cabeçote fixo, recâmbio, caixa de engrenagem, barramento, carro principal e cabeçote móvel. Cabeçote fixo é um conjunto constituído de carcaça, engrenagens e eixo árvore. O elemento principal do cabeçote é o eixo-árvore, também chamado árvore ou eixo principal, onde está montada a placa, responsável pelo movimento de rotação da peça; o eixo-árvore é vazado de ponta a ponta, de modo a permitir a passagem de barras. Caixa Norton Também conhecida por caixa de engrenagem, é formada por carcaça, eixos e engrenagens; serve para transmitir o movimento de avanço do recâmbio para a ferramenta.(fig. 1) Recâmbio O recâmbio é a parte responsável pela transmissão do movimento de rotação do cabeçote fixo para a caixa Norton. É montado em uma grade e protegido por uma tampa a fim de evitar acidentes. As engrenagens do recâmbio permitem selecionar o avanço para a ferramenta.(fig. 2) Fig. 1 Fig. 2 Barramento Barramento é a parte do torno que sustenta os elementos fixos e móveis do torno. Na parte superior do barramento estão as guias prismáticas, que devem ter um paralelismo perfeito em relação ao eixo-árvore, a fim de garantir o alinhamento da máquina.

9 Carro principal O carro principal é um conjunto formado por avental, mesa, carro transversal, carro superior e porta-ferramenta. O avanço do carro principal pode ser manual ou automático. No avanço manual, o giro do volante movimenta uma roda dentada, que engrenada a uma cremalheira fixada no barramento, desloca o carro na direção longitudinal.(fig. 3) Carro Superior O carro superior possui uma base giratória graduada que permite o torneamento em ângulo. Nele também estão montados o fuso, o volante com anel graduado e o portaferramentas ou torre. O porta-ferramentas ou torre é o local onde são fixados os suportes de ferramentas, presos por meio de parafuso de aperto.(fig.4) Fig.3 fig.4 Cabeçote móvel O cabeçote móvel é a parte do torno que se desloca sobre o barramento, oposta ao cabeçote fixo; a contraponta e o eixo principal estão situados na mesma altura e determinam o eixo de rotação da superfície torneada.
 Fig.3 fig.")

10 Acessórios do torno O torno tem vários tipos de acessórios que servem para auxiliar na execução de muitas operações de torneamento.

11 Operações do torno O torneamento é um processo de usinagem que se baseia no movimento da peça ao redor de seu próprio eixo, com a retirada progressiva de cavaco. O cavaco é cortado por uma ferramenta de um só gume cortante, com dureza superior à do material a ser cortado. O torneamento exige três movimentos relativos entre a peça e a ferramenta: corte, avanço e penetração. Variando os movimentos, a posição e o formato da ferramenta, é possível realizar grande variedade de operações, tais como: faceamento, torneamento cilíndrico, furação, torneamento cônico, interno, externo, sangramento, corte e recartilhamento. Torneamento cilíndrico externo O torneamento cilíndrico consiste em dar um formato cilíndrico a um material em rotação submetido à ação de uma ferramenta de corte. Essa operação é uma das mais executadas no torno e tem a finalidade de produzir eixos e buchas ou preparar material para outras operações.(fig.1) Faceamento Faceamento é a operação que permite fazer no material uma superfície plana perpendicular ao eixo do torno, de modo a obter uma face de referência para as medidas que derivam dessa face. A operação de facear é realizada do centro para a periferia da peça. Também é possível facear partindo da periferia para o centro da peça, desde que se use uma ferramenta adequada.(fig.2) Furação A furação permite abrir furos de centro em materiais que precisam ser trabalhados entre duas pontas ou entre placa e ponta. Também é um passo prévio para fazer furo com broca comum.(fig.3) Fig.1 Fig.2 Fig.3



12 Sangramento A operação de sangrar no torno é muito usado pelo torneiro na abertura de canais e no corte de peças. A ferramenta usada nessa operação é denominada, ferramenta de SANGRAR ou BEDAME. Este tipo de ferramenta tem a ponta frágil, e por isso é necessário muito cuidado na sua utilização. Movimento do torneamento Para executar o torneamento, são necessários três movimentos relativos entre a peça e a ferramenta. Eles são: 1. Movimento de corte: é o movimento principal que permite cortar o material. O movimento é rotativo e realizado pela peça. 2. Movimento de avanço: é o movimento que desloca a ferramenta ao longo da superfície da peça. 3. Movimento de penetração: é o movimento que determina a profundidade de corte ao empurrar a ferramenta em direção ao interior da peça e assim regular a profundidade do passe e a espessura do cavaco. Recartilha Se certas peças utilizadas manualmente tiverem superfícies rugosas, isso vai ajudar no seu manuseio, porque a rugosidade evitará que a peça escorregue da mão do operador. É o caso das cabeças dos parafusos dos instrumentos de medida, como o paquímetro, ou mesmo do próprio corpo do instrumento, como o do calibrador de furos. Pelo emprego de uma ferramenta chamada recartilha, obtém-se no torno a superfície com serrilhado desejado. Essa ferramenta executa na superfície da peça uma série de estrias ou sulcos paralelos ou cruzados. As recartilhas, que dão nome ao conjunto da ferramenta, são roletes de aço temperado, extremamente duros e que possuem uma série de dentes e estrias que penetram, mediante grande pressão, no material da peça. A superfície estriada resultante recebe o nome de recartilhado. A operação de recartilhar obedece as seguintes etapas: 1. Torneamento da parte que será recartilhada para deixá-la lisa, limpa e com um diâmetro ligeiramente menor que a medida final. Isso é necessário porque a ferramenta de recartilhar penetra por compressão, o que aumenta ligeiramente o diâmetro inicial. A medida do diâmetro depende do passo da recartilha.

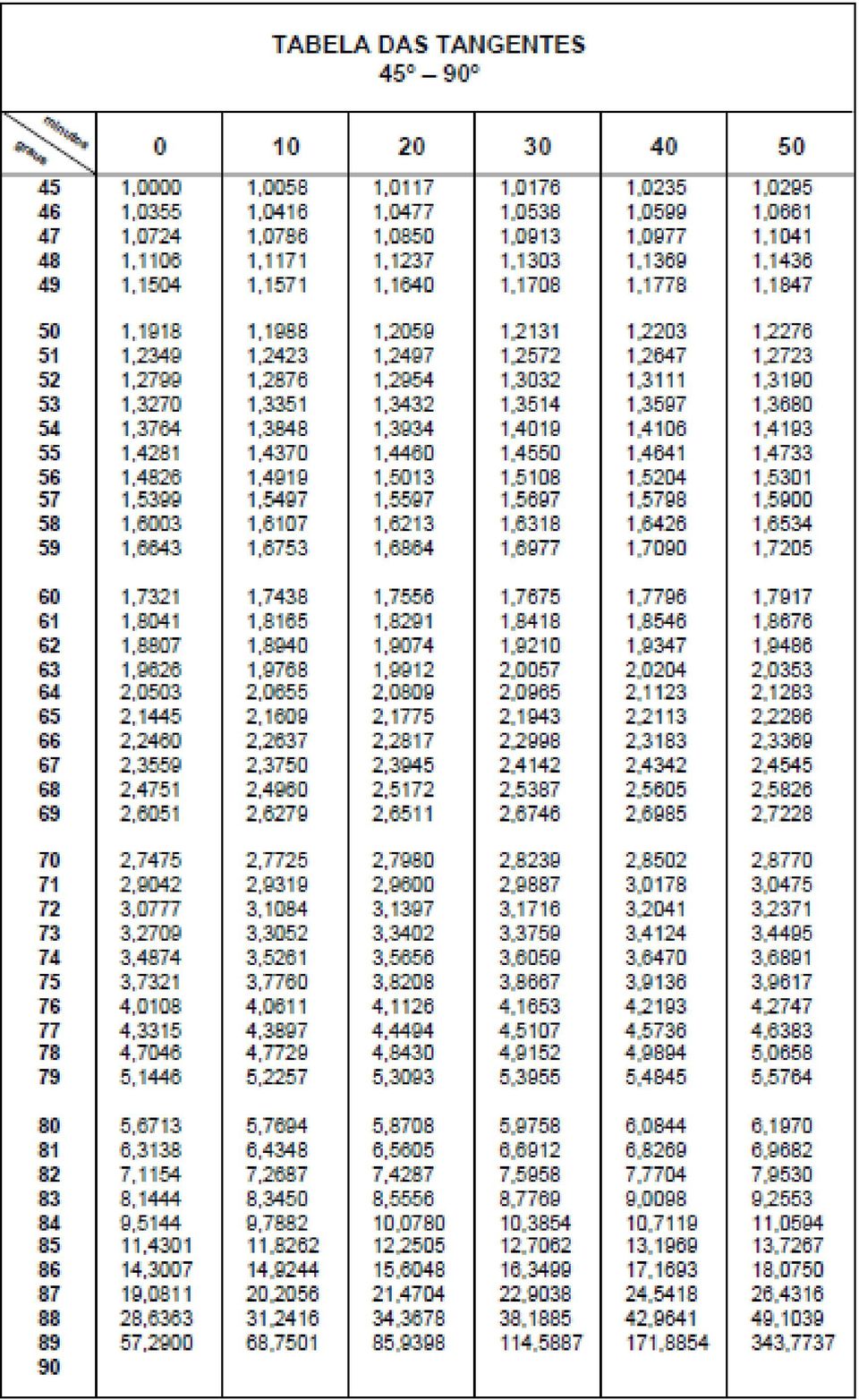
13 Observação: O passo da recartilha é selecionado em função do diâmetro e da largura do recartilhado, do material da peça e do tipo de recartilhado. A tabela a seguir orienta a escolha do passo. O cálculo do diâmetro a ser desbastado, deve ser igual ao diâmetro final do recartilhado menos a metade do passo das estrias do rolete, ou seja: Diâmetro a tornear = recartilhado - l/2 do passo 2. Montagem da recartilha no porta-ferramenta na altura do eixo da peça, perpendicularmente à superfície que será recartilhada. 3. Deslocamento da recartilha até próximo da extremidade da parte que será recartilhada. 4. Regulagem do avanço do torno, que deverá ter um valor igual a 1/5 do passo das roldanas e da rpm de acordo com a velocidade de corte recomendada. Dica tecnológica Para materiais macios, pode-se usar uma vc de 8 a 10m/min. Para materiais duros, usar uma vc de 6m/min. 5. Recartilhar. 6. Limpeza do recartilhado com uma escova de aço, sempre nos sentido das estrias. 7. Chanframento dos cantos para eliminar as rebarbas e dar acabamento. Torneamento cônico O torneamento de peças cônicas, externas ou internas, é uma operação muito comum na indústria metal-mecânica. Para fazer isso, o torneiro tem três

14 técnicas a sua disposição: ele pode usar a inclinação do carro superior, o desalinhamento da contraponta ou um aparelho conificador. A inclinação do carro superior é usada para tornear peças cônicas de pequeno comprimento. O torneamento cônico com o deslocamento do carro superior consiste em inclinar o carro superior da espera de modo a fazer a ferramenta avançar manualmente ao longo da linha que produz o corte no ângulo de inclinação desejado. Onde: D: Diâmetro maior do cone tg: tangente do ângulo. (consultar tabela) d: Diâmetro menor do cone c: Comprimento do cone O desalinhamento da contraponta, por sua vez, é usado para o torneamento de peças de maior comprimento, porém com pouca conicidade, ou seja, até aproximadamente 10º. O torneamento cônico com o desalinhamento da contraponta consiste em deslocar transversalmente o cabeçote móvel por meio de parafuso de regulagem. Desse modo, a peça trabalhada entre pontas fará um determinado ângulo com as guias do barramento. Quando a ferramenta avançar paralelamente às guias, cortará um cone com o ângulo escolhido. Esse método é pouco usado e só é indicado para pequenos ângulos em cones cujo comprimento seja maior do que o curso de deslocamento do carro de espera. Onde: D:diâmetro maior / d: diâmetro menor c: comprimento do cone / C: comprimento total Ele tem a vantagem de usinar a superfície cônica com a ajuda do avanço automático do carro principal. O tempo de trabalho é curto e a superfície usinada fica uniforme. A desvantagem é que com o cabeçote móvel deslocado, os centros da peça não se adaptam perfeitamente às pontas do torno que, por isso, são facilmente danificadas. Com isso recomenda-se o uso de contraponta esférica.


15


16
. Rosca cilíndrica é a construída sobre uma superfície cilíndrica.")

17 ROSCAS É um conjunto de filetes helicoidais, conforme o número destes, diz-se de uma, ou mais entradas. Rosca simples é a que é construída apenas de um helicóide (rosca de uma entrada). Rosca múltipla é a que é constituída de mais de um helicóide (rosca de várias entradas). Rosca cilíndrica é a construída sobre uma superfície cilíndrica. Rosca cônica é a construída sobre uma superfície cônica. Rosca externa é a construída sobre uma superfície externa de uma peça. Rosca interna é a construída sobre uma superfície interna de uma peça Sentido da rosca Rosca à direita é a rosca que montada numa contra parte que esteja fixa, com o eixo na horizontal, quando gira no sentido do movimento dos ponteiros de um relógio, se afasta do operador. Rosca à esquerda é a rosca que montada numa contra parte que esteja fixa, com o eixo na horizontal, quando gira no sentido do movimento dos ponteiros de um relógio, se aproxima do operador. Os principais elementos de uma rosca são: Filete ou fio é cada uma das voltas completas do helicóide de uma rosca simples ou de cada um dos helicóides de uma rosca múltipla; Profundidade da rosca ou altura do filete ou profundidade do filete; Ângulo do filete é o ângulo formado pelos flancos de um filete; Números de fios é o número de filetes compreendido em uma polegada (25,4 mm), de comprimento da rosca; Passo é a distância medida paralelamente ao eixo entre dois pontos correspondentes de dois filetes adjacentes.

18 Sistemas de roscas Um sistema de roscas é uma padronização de normas indispensáveis para a construção das mesmas. Assim, a padronização de um determinado sistema prevê o diâmetro do parafuso, o passo em milímetros o número de fios por polegada, o seu perfil, a profundidade do filete enfim, todas as características necessárias. Desse modo, podemos construir qualquer peça rosqueada. Para que possamos Ter uma idéia mais precisa da importância dos sistemas de roscado, bastará lembramos que dois parafusos com os mesmo diâmetro externo, mesmo número de fios por polegada e mesmo perfil, (triangular), são diferentes em virtude de um Ter sido construído pelo sistema internacional e o outro pelo sistema inglês. Normalização européia DIN M 10 significa rosca métrica de 10mm de diâmetro; M 10-1 significa rosca métrica fina de 10mm de diâmetro com 1mm de passo; M 35-1,5 significa rosca métrica fina de 35mm de diâmetro por 1,5mm de passo; W 100x1/8 significa rosca sistema WHITWORTH de 100mm de diâmetro com 1/8 de passo; R 2 significa rosca sistema WHITWORTH para tubos com 2 de diâmetro; Tr 48x8 significa rosca trapezoidal métrica de 30º com 48mm de diâmetro e 8mm de passo; RD 40x1/16 significa rosca redonda, com 40mm de diâmetro e 1/16 de passo; S 80x10 significa rosca em dente de serra, com 80mm de diâmetro e 10mm de passo; Tr 48x16-2E Significa rosca trapezoidal métrica, com 48mm de diâmetro 16mm de passo e de duas entradas à esquerda; Normalização Americana ASA 3/8 16 NC-2 significa rosca americana, grossa diâmetro de 3/8 com 16 fios; 3/8 24 NF-3 significa rosca americana, fina diâmetro de 3/8 com 24 fios; 1 5 ACME significa rosca trapezoidal americana com 29º de inclinação com 1 de diâmetro e de 5 fios por polegada; 1/2" 16 BSF significa rosca sistema WHITWORTH grossa, com 1/4" de diâmetro e 20 fios por polegada; Perfis de rosca Triangular


19 Triangular Parafusos diversos Quadrada Parafusos que suportam grandes esforços Trapezoidal Parafusos que transmitem algum movimento Dente-de-serra Parafusos que suportam esforços em um só sentido. Abrir roscas triangulares Como você já sabe, existem vários tipos de roscas que podem ser classificadas de acordo com o formato do filete: triangular, quadrado, trapezoidal, redondo e dente-de-serra. Para explicar a operação de roscar no torno, vamos usar sempre como exemplo a rosca triangular por ser a mais empregada. Essa operação de abrir rosca consiste em dar forma triangular ao filete com uma ferramenta de perfil adequado. A ferramenta é conduzida pelo carro principal ou longitudinal. Dependendo do tipo de torno usado, a relação entre os movimentos da ferramenta e do material é obtida com as engrenagens da grade ou da caixa de avanço automático. O avanço deve ser igual ao passo da rosca por volta completa do material. Para abrir rosca triangular por penetração perpendicular da ferramenta e quando a rosca desejada for do sistema métrico, usa-se uma ferramenta com ângulo de ponta de 60º. Para uma rosca do sistema Whitworth, a ferramenta terá uma ângulo da ponta de 55º. Empregando-se um verificador de ângulos, conhecido como escantilhão, monta-se a ferramenta com o eixo longitudinal perpendicular ao eixo da peça. Quando a profundidade fixada pelas normas de roscas é atingida, e por meio de verificadores adequados (pente de rosca), a abertura do filete triangular é concluída.

20 Para abrir rosca triangular com penetração oblíqua da ferramenta, o eixo longitudinal da ferramenta permanece perpendicular ao eixo da peça, mas a aresta cortante AB da ferramenta desloca-se paralelamente a um dos flancos do filete, porque são a aresta e o bico que atacam o material. Para exemplificar uma operação de abertura de rosca, vamos descrever as etapas para a construção de uma rosca triangular externa por penetração perpendicular. Elas são: 1. Torneamento do diâmetro: o material é torneado no diâmetro externo (maior) da rosca. A ferramenta de corte não deve iniciar o trabalho com canto vivo no topo da peça. O ideal é chanfrar em um ângulo de 45º, ou arredondar com uma ferramenta própria. 2. Posicionamento da ferramenta e na altura do eixo da peça: o carro superior deve estar paralelo ao eixo para posicionar a ferramenta perpendicularmente (90º) em relação à peça. 3. Verificação do ângulo da ferramenta com escantilhão e fixação. 4. Preparação do torno usando a caixa de câmbio com as respectivas engrenagens para selecionar o avanço. 5. Verificação da preparação: acionar o torno; aproximar a ferramenta do material para tomar referência zero no anel graduado; dar uma profundidade de corte de 0,3 mm; engatar o carro principal e deixar a ferramenta se deslocar aproximadamente 10 filetes; afastar a ferramenta e desligar o torno; verificar o passo com um verificador de rosca.
 da rosca. A ferramenta de corte não deve iniciar o trabalho com canto vivo no topo da peça.")


21 6. Retorno ao ponto inicial de corte: o retorno se faz invertendo-se o sentido de rotação do motor e com o carro engatado. Nessa etapa, dá-se nova profundidade de corte, controlando com o anel graduado os sucessivos passos para saber quando se chega à altura correta do filete. Isso é repetido até que faltem alguns décimos de milímetros para a medida correta do filete. 7. Término da rosca: coloca-se a ferramenta no centro do vão da rosca e com o carro em movimento dá-se a menor profundidade de corte possível até que a ferramenta de corte encoste nos flancos do filete, a fim de reproduzir exatamente sua forma, e toma-se nova referência no anel graduado. Toda a rosca deve ser repassada com a mesma profundidade de corte. Fluido de Corte
22 Tabelas
23
24
25
26
27
28
29
30
31
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Prática de Oficina Processos de Fabricação
 Prática de Oficina Processos de Fabricação Filipi Damasceno Vianna Porto Alegre, 24 de junho de 2002. Sumário Introdução 3 1 Torno Mecânico Horizontal Comum 4 1.1 Campo de Aplicação..............................
Prática de Oficina Processos de Fabricação Filipi Damasceno Vianna Porto Alegre, 24 de junho de 2002. Sumário Introdução 3 1 Torno Mecânico Horizontal Comum 4 1.1 Campo de Aplicação..............................
A afiação das ferramentas é feita somente nas superfícies que determinam os ângulos de ataque, de cunha e saída.
 O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
O que é afiação? 1 Afiação é a operação de dar forma e perfilar arestas de ferramentas novas (última fase do processo de fabricação) e de restaurar o corte ou o perfil de ferramentas desgastadas pelo uso.
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Fresamento. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a
 Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Fresando engrenagens cilíndricas com dentes retos
 Fresando engrenagens cilíndricas com dentes retos A UU L AL A Na aula passada você viu como furar na fresadora, utilizando a mesa divisora. Nesta aula você vai aprender a fresar engrenagens, utilizando
Fresando engrenagens cilíndricas com dentes retos A UU L AL A Na aula passada você viu como furar na fresadora, utilizando a mesa divisora. Nesta aula você vai aprender a fresar engrenagens, utilizando
CURSO TÉCNICO DE MECÂNICA INDUSTRIAL
 Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Com a introdução da automatização, os calibradores no entanto, vão perdendo a sua importância dentro do processo de fabricação.
 Capítulo 7 CALIBRADORES 7.1 INTRODUÇÃO Calibradores são padrões geométricos corporificados largamente empregadas na indústria metal-mecânica. Na fabricação de peças sujeitas a ajuste, as respectivas dimensões
Capítulo 7 CALIBRADORES 7.1 INTRODUÇÃO Calibradores são padrões geométricos corporificados largamente empregadas na indústria metal-mecânica. Na fabricação de peças sujeitas a ajuste, as respectivas dimensões
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA ROSCAS (NOÇÕES TIPOS NOMENCLATURA) É uma saliência, em forma helicoidal, que se desenvolve, externa ou internamente, ao redor de uma superfície cilíndrica ou cônica.
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA ROSCAS (NOÇÕES TIPOS NOMENCLATURA) É uma saliência, em forma helicoidal, que se desenvolve, externa ou internamente, ao redor de uma superfície cilíndrica ou cônica.
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO
 USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
USO, MANUTENÇÃO E REGULAGEM DE CASSETES PARA ÁREA DE TREFILAÇÃO Cassetes Os cassetes laminadores são micro cadeiras de laminação, que substituem as fieiras nas máquinas de trefilação. Seu surgimento no
INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS PROCEDIMENTO DE INSTALAÇÃO DA CORRENTE
 UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
UNP-130408 1 de 6 INSTALAÇÃO, LUBRIFICAÇÃO E MANUTENÇÃO DAS CORRENTES TRANSPORTADORAS A vida útil das correntes transportadoras e elevadoras está diretamente ligada aos cuidados com a instalação, lubrificação
INSTRUMENTOS USADOS Lápis e lapiseiras Os lápis médios são os recomendados para uso em desenho técnico, a seleção depende sobretudo de cada usuário.
 INSTRUMENTOS USADOS Lápis e lapiseiras Os lápis médios são os recomendados para uso em desenho técnico, a seleção depende sobretudo de cada usuário. INSTRUMENTOS USADOS Esquadros São usados em pares: um
INSTRUMENTOS USADOS Lápis e lapiseiras Os lápis médios são os recomendados para uso em desenho técnico, a seleção depende sobretudo de cada usuário. INSTRUMENTOS USADOS Esquadros São usados em pares: um
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
SENAI, SUA CONQUISTA PROFISSIONAL
 METAL/MECÂNICA SENAI RR SENAI RR SENAI, SUA CONQUISTA PROFISSIONAL ORGANIZAÇÃO CURRICULAR DOS CURSOS 1. TÍTULO INTRODUÇÃO À HIDRÁULICA Proporcionar ao treinando a compreensão dos princípios básicos da
METAL/MECÂNICA SENAI RR SENAI RR SENAI, SUA CONQUISTA PROFISSIONAL ORGANIZAÇÃO CURRICULAR DOS CURSOS 1. TÍTULO INTRODUÇÃO À HIDRÁULICA Proporcionar ao treinando a compreensão dos princípios básicos da
Leitura e Interpretação de Desenho Técnico Mecânico
 Leitura e Interpretação de Desenho Técnico Mecânico Módulo II Aula 04 Rosca Rosca é o conjunto de reentrâncias e saliências, com perfil constante, em forma helicoidal, que se desenvolvem. externa ou internamente,
Leitura e Interpretação de Desenho Técnico Mecânico Módulo II Aula 04 Rosca Rosca é o conjunto de reentrâncias e saliências, com perfil constante, em forma helicoidal, que se desenvolvem. externa ou internamente,
Realizando cálculos para o aparelho divisor (I)
") Realizando cálculos para o aparelho divisor (I) A UU L AL A Você já estudou como fazer os cálculos para encontrar as principais medidas para a confecção de uma engrenagem cilíndrica de dentes retos. Vamos
Realizando cálculos para o aparelho divisor (I) A UU L AL A Você já estudou como fazer os cálculos para encontrar as principais medidas para a confecção de uma engrenagem cilíndrica de dentes retos. Vamos
AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS
 AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 265 34. PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 34.1. Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser
AULA 34 PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 265 34. PROCESSO DE RETIFICAÇÃO: SELEÇÃO E CUIDADOS 34.1. Introdução Para obter uma boa operação de usinagem em retificação, alguns cuidados devem ser
TORNEIRO MECÂNICO OPERAÇÃO
 TORNEIRO MECÂNICO OPERAÇÃO RETIFICAR SUPERF. CÔNICAS E CILÍNDRICAS EXTERNAS DEFINIÇÃO: É utilizar uma retificadora portátil, presa no carro superior do torno, cujo rebolo, em rotação, age como ferramenta,
TORNEIRO MECÂNICO OPERAÇÃO RETIFICAR SUPERF. CÔNICAS E CILÍNDRICAS EXTERNAS DEFINIÇÃO: É utilizar uma retificadora portátil, presa no carro superior do torno, cujo rebolo, em rotação, age como ferramenta,
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
LIMAGEM. Introdução Noções de limagem Tipos de Lima
 LIMAGEM Introdução Noções de limagem Tipos de Lima Temas a abordar Limagem manual; Classificação de limas; Métodos e regras de trabalho; Materiais industriais; Outros tipos de limagem; Exercícios simples
LIMAGEM Introdução Noções de limagem Tipos de Lima Temas a abordar Limagem manual; Classificação de limas; Métodos e regras de trabalho; Materiais industriais; Outros tipos de limagem; Exercícios simples
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
TORNO MECÂNICO. 1. Corpo da máquina: barramento, cabeçote fixo e móvel, caixas de mudança de velocidade.
 TORNO MECÂNICO É uma máquina-ferramenta muito versátil porque, além das operações de torneamento, pode executar operações que normalmente são feitas por outras máquinas como a furadeira, a fresadora e
TORNO MECÂNICO É uma máquina-ferramenta muito versátil porque, além das operações de torneamento, pode executar operações que normalmente são feitas por outras máquinas como a furadeira, a fresadora e
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
GCaet OnLine Divisão de Conteúdos
 GCaet OnLine Divisão de Conteúdos Minimização de Custos com Ferramentas de Usinagem Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação
GCaet OnLine Divisão de Conteúdos Minimização de Custos com Ferramentas de Usinagem Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação
Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
Fresando engrenagens cilíndricas com dentes helicoidais
 Fresando engrenagens cilíndricas com dentes helicoidais A UU L AL A Na aula passada você viu como fresar engrenagens cilíndricas de dentes retos, utilizando o aparelho divisor universal e divisão indireta.
Fresando engrenagens cilíndricas com dentes helicoidais A UU L AL A Na aula passada você viu como fresar engrenagens cilíndricas de dentes retos, utilizando o aparelho divisor universal e divisão indireta.
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
 MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
MANUTENÇÃO EM MANCAIS E ROLAMENTOS Atrito É o contato existente entre duas superfícies sólidas que executam movimentos relativos. O atrito provoca calor e desgaste entre as partes móveis. O atrito depende
ENGRENAGENS. Prof. Alexandre Augusto Pescador Sardá
 ENGRENAGENS Prof. Alexandre Augusto Pescador Sardá INTRODUÇÃO Engrenagens são utilizadas para transmitir movimento de um eixo rotativo para outro ou de um eixo rotativo para outro que translada (rotação
ENGRENAGENS Prof. Alexandre Augusto Pescador Sardá INTRODUÇÃO Engrenagens são utilizadas para transmitir movimento de um eixo rotativo para outro ou de um eixo rotativo para outro que translada (rotação
Fresas Ferramentas de fresar
 Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Rugosidade. O supervisor de uma empresa verificou que. Um problema. Rugosidade das superfícies
 A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
Rosqueadeiras. Manual de Instruções
 Manual de Instruções 2 NOMAQ Roscar/Cortar/Escarear Modelos para tubos de ½ a 6 Modelo NQ-R2 NQ-R2A NQ-R4 NQ-R6 Roscas Tubos 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2, 2.1/2, 4 2.1/2, 4, 5, 6 Roscas
Manual de Instruções 2 NOMAQ Roscar/Cortar/Escarear Modelos para tubos de ½ a 6 Modelo NQ-R2 NQ-R2A NQ-R4 NQ-R6 Roscas Tubos 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2 1/2, 3/4, 1, 2, 2.1/2, 4 2.1/2, 4, 5, 6 Roscas
59 Brunimento, lapidação, polimento
 A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE
 AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
AULA 33 PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 257 33. PROCESSO DE RETIFICAÇÃO: OPERAÇÕES DE CORTE 33.1. Introdução As peças que serão retificadas, normalmente, chegam à retificadora com um sobremetal
68 Usinagem por. eletroerosão. Suponha que um amigo seu, que vai patrocinar
 A U A UL LA Usinagem por eletroerosão Suponha que um amigo seu, que vai patrocinar uma importante competição esportiva, esteja encarregado de providenciar um grande número de medalhas. O problema é que
A U A UL LA Usinagem por eletroerosão Suponha que um amigo seu, que vai patrocinar uma importante competição esportiva, esteja encarregado de providenciar um grande número de medalhas. O problema é que
Verificadores. O supervisor treinou o pessoal para medição. Um problema. Régua de controle
 A U A UL LA Verificadores Um problema O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta.
A U A UL LA Verificadores Um problema O supervisor treinou o pessoal para medição indireta com calibradores. Falta treiná-lo no uso de verificadores. Os verificadores também são usados para medição indireta.
Variadores e redutores de velocidade e manutenção de engrenagens
 Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
Curso de Engenharia de Produção. Sistemas Mecânicos e Eletromecânicos
 Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Parafusos Parafuso de cabeça sextavada: Em desenho técnico, esse parafuso é representado da seguinte forma Parafusos Aplicação Esse
Curso de Engenharia de Produção Sistemas Mecânicos e Eletromecânicos Parafusos Parafuso de cabeça sextavada: Em desenho técnico, esse parafuso é representado da seguinte forma Parafusos Aplicação Esse
Mecânica Leitura e Interpretação de Desenho Técnico Mecânico
 _ CPM - Programa de Certificação de Pessoal de Manutenção Mecânica Leitura e Interpretação de Desenho Técnico Mecânico _ Departamento Regional do Espírito Santo 3 _ Leitura e Interpretação de Desenho Técnico
_ CPM - Programa de Certificação de Pessoal de Manutenção Mecânica Leitura e Interpretação de Desenho Técnico Mecânico _ Departamento Regional do Espírito Santo 3 _ Leitura e Interpretação de Desenho Técnico
PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS
 INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
INFORMATIVO TÉCNICO N 019/09 INFORMATIVO TÉCNICO PRINCIPAIS DEFICIÊNCIAS EM CIRCUITOS HIDRÁULICOS QUE OCASIONAM FALHAS EM BOMBAS HIDRÁULICAS 1/21 INFORMATIVO TÉCNICO N 019/09 O PRINCIPAL COMPONENTE DE
Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado
 Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado Disciplina: ELEMENTOS DE MÁQUINAS Professor Me. Claudemir Claudino Alves PARAFUSOS - Entre os elementos de união desmontáveis,
Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado Disciplina: ELEMENTOS DE MÁQUINAS Professor Me. Claudemir Claudino Alves PARAFUSOS - Entre os elementos de união desmontáveis,
Processos mecânicos de usinagem
 DDSSDD SENAI Departamento Regional de SãoPaulo Ensino a distância Usinagem - Tecnologia do corte módulo 1 Processos mecânicos de usinagem Programações a Distância de Tecnologia Industrial SENAI-SP, 1998
DDSSDD SENAI Departamento Regional de SãoPaulo Ensino a distância Usinagem - Tecnologia do corte módulo 1 Processos mecânicos de usinagem Programações a Distância de Tecnologia Industrial SENAI-SP, 1998
Calculando RPM. O s conjuntos formados por polias e correias
 A U L A Calculando RPM O problema O s conjuntos formados por polias e correias e os formados por engrenagens são responsáveis pela transmissão da velocidade do motor para a máquina. Geralmente, os motores
A U L A Calculando RPM O problema O s conjuntos formados por polias e correias e os formados por engrenagens são responsáveis pela transmissão da velocidade do motor para a máquina. Geralmente, os motores
ALISADOR DE CONCRETO MANUAL DO USUÁRIO NAC2. Por favor, leia este Manual com atenção pára uso do equipamento.
 ALISADOR DE CONCRETO MANUAL DO USUÁRIO NAC2 Por favor, leia este Manual com atenção pára uso do equipamento. Aviso Importante Certifique-se de verificar o nível de óleo como é descrito a seguir: 1. Nível
ALISADOR DE CONCRETO MANUAL DO USUÁRIO NAC2 Por favor, leia este Manual com atenção pára uso do equipamento. Aviso Importante Certifique-se de verificar o nível de óleo como é descrito a seguir: 1. Nível
Correntes. Os problemas de uma empresa da área de. Conceito
 A U A UL LA Correntes Introdução Os problemas de uma empresa da área de transporte e cargas fez com que o encarregado do setor tomasse algumas decisões referentes à substituição de equipamentos, como componentes
A U A UL LA Correntes Introdução Os problemas de uma empresa da área de transporte e cargas fez com que o encarregado do setor tomasse algumas decisões referentes à substituição de equipamentos, como componentes
aos elementos de transmissão
 A U A UL LA Introdução aos elementos de transmissão Introdução Um motorista viajava numa estrada e não viu a luz vermelha que, de repente, apareceu no painel. Mais alguns metros, o carro parou. O motorista,
A U A UL LA Introdução aos elementos de transmissão Introdução Um motorista viajava numa estrada e não viu a luz vermelha que, de repente, apareceu no painel. Mais alguns metros, o carro parou. O motorista,
Nesta aula, você vai estudar exatamente isso. E para acabar com o suspense, vamos a ela.
 Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS
 Marca de quem compra qualidade Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS A RETÍFICA DE AFIAÇÃO: OS SEGUINTES ASPECTOS DEVEM SER CONSIDERADOS PARA A OBTENÇÃO DE UM BOM RESULTADO
Marca de quem compra qualidade Marca de quem compra qualidade MANUAL DE AFIAÇÃO PARA FACAS CALÇADAS A RETÍFICA DE AFIAÇÃO: OS SEGUINTES ASPECTOS DEVEM SER CONSIDERADOS PARA A OBTENÇÃO DE UM BOM RESULTADO
7 FURAÇÃO. 7.1 Furadeira
 1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
Materiais de Corte Segmento Madeireiro
 Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
Materiais de Corte Segmento Madeireiro Devido a necessidade do aumento de produção no setor madeireiro, ao longo de décadas vem-se desenvolvendo cada vez mais os materiais para ferramentas de corte, visando
INSTRUMENTAÇÃO E CONTROLE DE PROCESSOS MEDIÇÃO DE TEMPERATURA TERMÔMETROS DE RESISTÊNCIA
 INSTRUMENTAÇÃO E CONTROLE DE PROCESSOS MEDIÇÃO DE TEMPERATURA TERMÔMETROS DE RESISTÊNCIA Introdução O uso de termômetros de resistência esta se difundindo rapidamente devido a sua precisão e simplicidade
INSTRUMENTAÇÃO E CONTROLE DE PROCESSOS MEDIÇÃO DE TEMPERATURA TERMÔMETROS DE RESISTÊNCIA Introdução O uso de termômetros de resistência esta se difundindo rapidamente devido a sua precisão e simplicidade
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
USINAGEM. Prof. Fernando Penteado.
 USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
USINAGEM 1 USINAGEM Usinagem é um processo onde a peça é obtida através da retirada de cavacos (aparas de metal) de uma peça bruta, através de ferramentas adequadas. A usinagem confere à peça uma precisão
www.meccomeletronica.com página 1
 Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Rebolos. O que é um rebolo? Especificações
 Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
Rebolos O que é um rebolo? Rebolo é uma ferramenta de corte formada por grãos abrasivos unidos por ligas especiais. Pode ser utilizado em máquinas para operação de corte e afiação produzindo acabamento
PROF. FLAUDILENIO EDUARDO LIMA UNIDADE 3. Projeções Ortogonais
 UNIDADE 3 Projeções Ortogonais PROF. FLAUDILENIO E. LIMA Entendendo desenho técnico t mecânico Como introdução ao desenho técnico, na grande maioria dos cursos é feita o desenho mecânico. Abaixo temos
UNIDADE 3 Projeções Ortogonais PROF. FLAUDILENIO E. LIMA Entendendo desenho técnico t mecânico Como introdução ao desenho técnico, na grande maioria dos cursos é feita o desenho mecânico. Abaixo temos
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
Faculdade de tecnologia de Americana. Trabalho de Tecnologia Têxtil I Profº Agnaldo. Gaiolas Têxteis
 Faculdade de tecnologia de Americana Trabalho de Tecnologia Têxtil I Profº Agnaldo Gaiolas Têxteis Nome: R.A. Eduardo Alexandre de Araújo 072015 Marcio Benedito de Souza 072027 Guilherme Jordão Pavani
Faculdade de tecnologia de Americana Trabalho de Tecnologia Têxtil I Profº Agnaldo Gaiolas Têxteis Nome: R.A. Eduardo Alexandre de Araújo 072015 Marcio Benedito de Souza 072027 Guilherme Jordão Pavani
International Paper do Brasil Ltda.
 International Paper do Brasil Ltda. Autor do Doc.: Marco Antonio Codo / Wanderley Casarim Editores: Marco Antonio Codo / Wanderley Casarim Título: Técnicas de Inspeção, Montagem, uso de Rebolos ( Esmeris
International Paper do Brasil Ltda. Autor do Doc.: Marco Antonio Codo / Wanderley Casarim Editores: Marco Antonio Codo / Wanderley Casarim Título: Técnicas de Inspeção, Montagem, uso de Rebolos ( Esmeris
IMETEX - SISTEMAS DE FIXAÇÃO - Anel de Fixação Série RFN 8006
 Para conexões eixo-cubo extremamente tensionadas a união por encolhimento é insuperável. Nenhum outro tipo de fixação pode oferecer qualidades semelhantes, no que diz respeito à resistência à fadiga sob
Para conexões eixo-cubo extremamente tensionadas a união por encolhimento é insuperável. Nenhum outro tipo de fixação pode oferecer qualidades semelhantes, no que diz respeito à resistência à fadiga sob
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
Você já pensou o que seria do ser humano
 A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
Machos Laminadores. Métrico. The Right Tool at the Right Time
 Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 The Right Tool at the Right Time Machos Laminadores Métrico Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 Características
Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 The Right Tool at the Right Time Machos Laminadores Métrico Rua do Manifesto, 221 - Ipiranga - São aulo Fone: + (11) 2271-3211 Características
Def e in i i n ç i ã ç o S o ã o f er e ram a en e t n as a s rot o at a iva v s a s pa p r a a a us u i s na n g a e g m e d e d
 Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Preparo periódico do solo arados de discos *
 Preparo periódico do solo arados de discos * 1. Arados de discos Os arados de discos distinguem-se das de aivecas por a lavoura ser efetuada por discos com movimento de rotação provocado pelo atrito de
Preparo periódico do solo arados de discos * 1. Arados de discos Os arados de discos distinguem-se das de aivecas por a lavoura ser efetuada por discos com movimento de rotação provocado pelo atrito de
Os motores de CA podem ser monofásicos ou polifásicos. Nesta unidade, estudaremos os motores monofásicos alimentados por uma única fase de CA.
 Motores elétricos Os motores de CA podem ser monofásicos ou polifásicos. Nesta unidade, estudaremos os motores monofásicos alimentados por uma única fase de CA. Para melhor entender o funcionamento desse
Motores elétricos Os motores de CA podem ser monofásicos ou polifásicos. Nesta unidade, estudaremos os motores monofásicos alimentados por uma única fase de CA. Para melhor entender o funcionamento desse
Medição tridimensional
 A U A UL LA Medição tridimensional Um problema O controle de qualidade dimensional é tão antigo quanto a própria indústria, mas somente nas últimas décadas vem ocupando a importante posição que lhe cabe.
A U A UL LA Medição tridimensional Um problema O controle de qualidade dimensional é tão antigo quanto a própria indústria, mas somente nas últimas décadas vem ocupando a importante posição que lhe cabe.
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
Serras circulares. A forma dos dentes, bem como os ângulos de corte, variam com o tipo de operação e com a natureza do material que vai ser serrado.
 Serras circulares Serras circulares são discos dentados que trabalham em máquinas muito solicitadas em marcenarias, carpintarias e serrarias. Estas serras efetuam cortes longitudinais, paralelos, transversais
Serras circulares Serras circulares são discos dentados que trabalham em máquinas muito solicitadas em marcenarias, carpintarias e serrarias. Estas serras efetuam cortes longitudinais, paralelos, transversais
Retificação. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
[ACESSÓRIOS STANDARD] Bancada. Bucha 125 mm x 3 grampos. Ponto fixo CM2. Ponto fixo CM3.
![[ACESSÓRIOS STANDARD] Bancada. Bucha 125 mm x 3 grampos. Ponto fixo CM2. Ponto fixo CM3.](/thumbs/32/15461119.jpg "[ACESSÓRIOS STANDARD] Bancada. Bucha 125 mm x 3 grampos. Ponto fixo CM2. Ponto fixo CM3.") TORNO PARALELO [CARACTERÍSTICAS TÉCNICAS] Acabamento de alta precisão. Uma precisão rotação da bucha
TORNO PARALELO [CARACTERÍSTICAS TÉCNICAS] Acabamento de alta precisão. Uma precisão rotação da bucha
TORNO MECÂNICO PARALELO UNIVERSAL
 Foto meramente ilustrativa podendo não conter os mesmos acessórios/cores do orçamento, marca NARDINI, Série DIPLOMAT, Modelo ND - 220 GOLD, procedência NACIONAL, produzido por Indústrias Nardini S/A, de
Foto meramente ilustrativa podendo não conter os mesmos acessórios/cores do orçamento, marca NARDINI, Série DIPLOMAT, Modelo ND - 220 GOLD, procedência NACIONAL, produzido por Indústrias Nardini S/A, de
5 Instrumentos Convencionais Acionados a Motor para Uso Endodôntico
 5 Instrumentos Convencionais Acionados a Motor para Uso Endodôntico de Jesus Djalma Pécora com a colaboração de Eduardo Luiz Barbin; Júlio César Emboava Spanó; Luis Pascoal Vansan e Ricardo Novak Savioli
5 Instrumentos Convencionais Acionados a Motor para Uso Endodôntico de Jesus Djalma Pécora com a colaboração de Eduardo Luiz Barbin; Júlio César Emboava Spanó; Luis Pascoal Vansan e Ricardo Novak Savioli
Introdução às Máquinas CNC s. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Diamantados e CBN. Abrasivos Diamantados. Tipos de diamante Industrial:
 iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
iamantados e CN Abrasivos iamantados Tipos de diamante Industrial: Sintéticos: Em forma de pó, pastilhas ou insertos; Naturais: Em forma de pó, pedra bruta ou lapidada; Nitreto de boro cúbico-cn: Em forma
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Chavetas Chavetas Tem finalidade de unir dois elementos. Fabricado em aço Formato retangular ou semicircular Chavetas Tem finalidade de unir dois elementos. Fabricado
Professor: Leonardo Leódido Sumário Chavetas Chavetas Tem finalidade de unir dois elementos. Fabricado em aço Formato retangular ou semicircular Chavetas Tem finalidade de unir dois elementos. Fabricado
Parafusos III. Até agora você estudou classificação geral. Parafuso de cabeça sextavada
 A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
A U A UL LA Parafusos III Introdução Até agora você estudou classificação geral dos parafusos quanto à função que eles exercem e alguns fatores a serem considerados na união de peças. Nesta aula, você
ME-38 MÉTODOS DE ENSAIO ENSAIO DE COMPRESSÃO DE CORPOS-DE-PROVA CILÍNDRICOS DE CONCRETO
 ME-38 MÉTODOS DE ENSAIO ENSAIO DE COMPRESSÃO DE CORPOS-DE-PROVA CILÍNDRICOS DE CONCRETO DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. S E NORMAS COMPLEMENTARES...
ME-38 MÉTODOS DE ENSAIO ENSAIO DE COMPRESSÃO DE CORPOS-DE-PROVA CILÍNDRICOS DE CONCRETO DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. S E NORMAS COMPLEMENTARES...
Acoplamento. Uma pessoa, ao girar o volante de seu automóvel, Conceito. Classificação
 A U A UL LA Acoplamento Introdução Uma pessoa, ao girar o volante de seu automóvel, percebeu um estranho ruído na roda. Preocupada, procurou um mecânico. Ao analisar o problema, o mecânico concluiu que
A U A UL LA Acoplamento Introdução Uma pessoa, ao girar o volante de seu automóvel, percebeu um estranho ruído na roda. Preocupada, procurou um mecânico. Ao analisar o problema, o mecânico concluiu que
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Cotagem de dimensões básicas
 Cotagem de dimensões básicas Introdução Observe as vistas ortográficas a seguir. Com toda certeza, você já sabe interpretar as formas da peça representada neste desenho. E, você já deve ser capaz de imaginar
Cotagem de dimensões básicas Introdução Observe as vistas ortográficas a seguir. Com toda certeza, você já sabe interpretar as formas da peça representada neste desenho. E, você já deve ser capaz de imaginar
Processos de usinagem Mandrilhamento e brochamento
 Processos de usinagem Mandrilhamento e brochamento Conteúdo INTRODUÇAO A PROCESSO DE FABRICAÇÃO... 3 INTRODUÇÃO A MANDRILHAMENTO... 4 O QUE É MANDRILHAMENTO?... 6 TIPOS DE MANDRILHAMENTO... 6 MANDRILHAMENTO
Processos de usinagem Mandrilhamento e brochamento Conteúdo INTRODUÇAO A PROCESSO DE FABRICAÇÃO... 3 INTRODUÇÃO A MANDRILHAMENTO... 4 O QUE É MANDRILHAMENTO?... 6 TIPOS DE MANDRILHAMENTO... 6 MANDRILHAMENTO
Transmissões de Potência
 Transmissões de Potência PMR 2201 Transmissões O emprego de transmissões torna-se necessário para compatibilizar a velocidade angular ou conjugado da máquina motriz com a necessidade da máquina acionada,
Transmissões de Potência PMR 2201 Transmissões O emprego de transmissões torna-se necessário para compatibilizar a velocidade angular ou conjugado da máquina motriz com a necessidade da máquina acionada,
Manual Técnico e Certificado de Garantia
 Parabéns! Você acabou de adquirir um ventilador de teto com luminária, especialmente criado para trazer mais conforto e beleza aos ambientes. Com design diferenciado o Efyx Nauta é pré-montado. Siga todas
Parabéns! Você acabou de adquirir um ventilador de teto com luminária, especialmente criado para trazer mais conforto e beleza aos ambientes. Com design diferenciado o Efyx Nauta é pré-montado. Siga todas
Elementos de máquina. Curso de Tecnologia em Mecatrônica 6º fase. Diego Rafael Alba
 E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
E Curso de Tecnologia em Mecatrônica 6º fase Diego Rafael Alba 1 Mancais De modo geral, os elementos de apoio consistem em acessórios para o bom funcionamento de máquinas. Desde quando o homem passou a
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
1 Introdução. 2 Material
 TUTORIAL Criação de Engrenagens em Acrílico Autor: Luís Fernando Patsko Nível: Intermediário Criação: 18/01/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
TUTORIAL Criação de Engrenagens em Acrílico Autor: Luís Fernando Patsko Nível: Intermediário Criação: 18/01/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
Acumuladores hidráulicos
 Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
Tipos de acumuladores Compressão isotérmica e adiabática Aplicações de acumuladores no circuito Volume útil Pré-carga em acumuladores Instalação Segurança Manutenção Acumuladores Hidráulicos de sistemas
Adaptação de. PdP. Autor: Luís Fernando Patsko Nível: Intermediário Criação: 13/01/2006 Última versão: 18/12/2006
 TUTORIAL Adaptação de Servo-motores Autor: Luís Fernando Patsko Nível: Intermediário Criação: 13/01/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
TUTORIAL Adaptação de Servo-motores Autor: Luís Fernando Patsko Nível: Intermediário Criação: 13/01/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
Manual de Instruções e Operação Moinhos USI-180
 USIFER A Solução em Moagem Indústria Metalúrgica Ltda. Rua Vêneto, n 969 Bairro Nova Vicenza CEP 95180-000 Farroupilha RS Fones: (54) 3222 5194 Vendas (54) 3261 7356 Fábrica e-mail: usifermoinhos@usifermoinhos.com.br
USIFER A Solução em Moagem Indústria Metalúrgica Ltda. Rua Vêneto, n 969 Bairro Nova Vicenza CEP 95180-000 Farroupilha RS Fones: (54) 3222 5194 Vendas (54) 3261 7356 Fábrica e-mail: usifermoinhos@usifermoinhos.com.br